
筒状包装体及びその包装方法と包装装置
ソーセージ等の筒状包装体において、包装後の金属探知器の使用が可能で、リサイクル性の良い合成樹脂からなる封止材を使用し、且つ、該封止材の単価を低減する。 側端部を融着して筒状としたフィルム5内に被包装物7を充填した筒状体を、所定の間隔で外部より絞り、被包装物7を押しのけた領域のフィルムを集束板11a、11bにて集束し、2本一組の合成樹脂線材14aと14b、及び16aと16bとで挟んでその両端部に超音波を印加し、融着させて封止すると同時に、合成樹脂線材14aと14bで封止した箇所と、16aと16bで封止した箇所との間で、集束したフィルム31に超音波を印加して溶断する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、液状或いは練り状食品、特に、ソーセージ等の包装後に加熱処理を施す食品の包装に適した筒状包装体、及び、その包装方法と、該方法に用いる包装装置に関する。
【背景技術】
【0002】
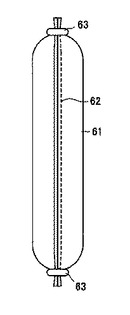
漬け物やチーズ、ソーセージといった液状或いは練り状食品など、流動性を有する物品の包装形態として、長尺の合成樹脂フィルムの側端部同士を重ねて融着した筒状フィルム内に上記物品或いはその原料を充填し、該フィルムの両端部を封止してなる筒状包装体が広く用いられている。図6に筒状包装体の模式図を示す。図中、61は合成樹脂フィルム、62はフィルム側端部を融着してなる融着部、63は封止材である。
【0003】
この様な筒状包装体の包装作業は、通常、筒状フィルムの形成から封止まで連続工程で行われる。具体的には、帯状の合成樹脂フィルムを繰り出しながら側端部同士を融着させて筒状フィルムを形成し、該筒状フィルム内に被包装物を連続的に充填して筒状体を形成し、所定の間隔で外部より該筒状体を絞って内部の被包装物を押しのけ、押しのけた部分で筒状体を封止材により封止し、フィルムを切断する。
【0004】
従来、筒状包装体の封止材としては、結紮工程において、カシメ易く、塑性変形して戻らないことから、気密性保持の目的でアルミニウム線材が用いられていた。
【0005】
しかしながら、金属線材を用いた場合、包装後に金属製夾雑物が混入しているかどうかを金属探知器により検知することができない。また、包装体の密封性を保つため、アルミニウム線材はフィルムに強固に取り付けられるため、包装体を開封後にフィルムからアルミニウム線材を取り外すことが容易ではなく、フィルムやアルミニウム線材をリサイクルする上で好ましくない。さらに、結紮工程では、潤滑と冷却のために、アルミニウム線材には薄く油が塗布されており、該油の付着が食品衛生上好ましくなく、洗浄工程も必要となっている。さらに、従来のアルミニウム線材を用いた場合の、気密度(エア耐圧)の基準は0.15MPaであり、この基準を維持・管理するのは容易ではなかった。
【0006】
上記のような理由から、アルミニウム線材に代わる封止材が求められていた。
【0007】
特許文献1には、樹脂フィルムからなる包装材を結束するためのCの字形状に成形した樹脂製止め具が、特許文献2、3には合成樹脂製の馬蹄形クリップがそれぞれ開示されている。
【0008】
しかしながら、上記特許文献に記載された封止材は、いずれも予め所定の形状に成形した合成樹脂製の成形品を別材で連鎖状につなぎ止めてリール状で供給されるため、包装装置に一度に供給しうる封止材の個数が数千個程度でリールの交換作業が繁雑であり、1個当たりの単価も高いものであった。また、形状が複雑なため、開口部が一箇所である場合には良いが、開口部が二箇所である筒状包装体の封止材としては使用が困難であった。
【0009】
【特許文献1】特開平10−139016号公報
【特許文献2】特開2002−19735号公報
【特許文献3】特開2003−56519号公報
【発明の開示】
【発明が解決しようとする課題】
【0010】
本発明の課題は、包装後の金属探知器による金属製夾雑物の検知が可能で、食品衛生上も問題がなく、リサイクルが容易で密封性の高い合成樹脂製の封止材を用いた筒状包装体、包装方法、包装装置を提供することにあり、特に、封止材の単価を低減し、包装装置への供給を容易にして、筒状包装体の包装にかかるコスト削減を図ることにある。
【課題を解決するための手段】
【0011】
本発明の第一は、被包装物を充填した筒状フィルムの両端部を合成樹脂線材により封止してなる筒状包装体の包装方法であって、
帯状の合成樹脂フィルムを連続して繰り出しながら、該フィルムの側端部同士を重ねて融着して筒状フィルムを連続的に形成し、該筒状フィルム内に被包装物を連続的に充填して筒状体を形成し、該筒状体を所定の間隔で連続的に外部より絞って内部の被包装物を押しのけ、被包装物が押しのけられた領域のフィルムを集束し、集束したフィルムを合成樹脂線材で挟んで該線材の端部同士を融着させて封止し、該線材が包装体の両端部に位置するようにフィルムを切断することを特徴とする筒状包装体の包装方法である。
【0012】
本発明の第二は、長尺の合成樹脂フィルムの側端部同士を重ねて融着した筒状フィルム内に被包装物が充填され、該フィルムの両端部に、合成樹脂線材の端部同士が融着した封止部を有することを特徴とする筒状包装体である。
【0013】
本発明の第三は、被包装物を充填した筒状フィルムの両端部を合成樹脂線材により封止してなる筒状包装体の包装装置であって、
帯状の合成樹脂フィルムを連続して繰り出す手段と、
該フィルムの側端部同士を重ねて融着して筒状フィルムを連続的に形成する手段と、
該筒状フィルム内に被包装物を連続的に充填して筒状体を形成する手段と、
該筒状体を所定の間隔で連続的に外部より絞って内部の被包装物を押しのける手段と、
被包装物が押しのけられた領域のフィルムを集束する手段と、
集束したフィルムを合成樹脂線材で挟んで該線材の端部同士を融着させて封止する手段と、
該合成樹脂線材が包装体の両端部に位置するようにフィルムを切断する手段と、
を少なくとも備えたことを特徴とする筒状包装体の包装装置である。
【発明の効果】
【0014】
本発明においては、下記の効果が得られる。
【0015】
封止材として合成樹脂線材を用いるため、封止工程が簡易で、筒状包装体の両端部の封止に好ましく用いられ、また、射出成形品に比較して単価が大幅に低減される。また、金属が用いられないため、包装後の金属探知器による金属製夾雑物の検知が可能であり、食品衛生上も好ましい。特に、合成樹脂線材と合成樹脂フィルムとに同じ素材を用いた場合には、包装後にフィルムから該線材を外さずにそのままリサイクルに供することができる。
【0016】
封止材が線材であるため、一度に多数個分を供給することができ、線材の供給のために頻繁に包装装置を停止する必要が無く、包装効率が高い。
【0017】
本発明においては、合成樹脂線材の端部同士が融着により強固に一体化しているため、ソーセージのように、包装後に加熱処理により内圧が高くなるような場合にも十分に密封性を維持することができる。特に、封止に超音波融着を用いた場合には、短時間で局所的に融着させることができ、包装効率が高い。
【0018】
また、本発明において、合成樹脂フィルムの切断手段として超音波印加による溶断を用いた場合、溶断部であるフィルム末端部が集束状態で互いに融着し、包装体を密封するため、合成樹脂線材による封止と相俟って高い密封性が得られる。
【0019】
さらに、合成樹脂線材の融着とフィルムの溶断を超音波印加によって行うことにより、両方の操作を備えた超音波印加手段を用いることで、両作業を同時に且つ簡易に実施することができる。
【図面の簡単な説明】
【0020】
【図1】本発明の包装装置の一例の概略図である。
【図2】図1の包装装置の封止手段の拡大斜視図である。
【図3】図1の包装装置の集束手段によりフィルムを集束した状態を示す平面図である。
【図4】図1の超音波印加手段による溶断・融着・封止工程を示す図である。
【図5】1本の合成樹脂線材で封止する工程を示す図である。
【図6】本発明の筒状包装体の模式図である。
【符号の説明】
【0021】
1 フィードポンプ
2 充填ノズル
3 製筒装置
4 ロール
5 合成樹脂フィルム
6 電極
7 被包装物
8 移送ローラー
9 絞りローラー
10 封止手段
11a、11b、12a、12b 集束板
13 ホーン
15 アンビル
14、14a、14b、16a、16b 合成樹脂線材
17 溶断用突起
18 超音波装置
31 集束フィルム
51 成形型
61 合成樹脂フィルム
62 融着部
63 封止材
【発明を実施するための最良の形態】
【0022】
以下に本発明の筒状包装体、包装方法、包装装置について図面を用いて詳細に説明する。
【0023】
本発明の筒状包装体は、先に図6に示した形態と基本的には同じである。即ち、長尺の合成樹脂フィルム61の側端部同士を重ねて融着した筒状フィルム内に被包装物を充填し、該フィルムの両端部を封止材63により封止した形態であり、本発明は、封止材63として合成樹脂線材を用い、該線材の端部同士を融着させて封止したことに特徴を有する。
【0024】
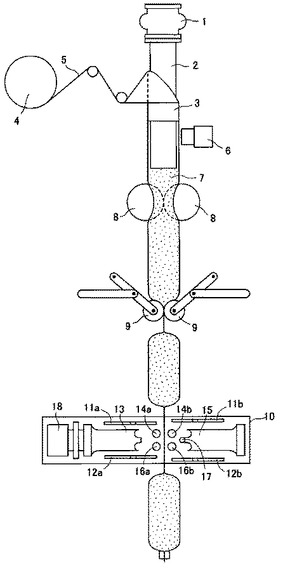
図1に、本発明の包装方法を実施する包装装置の好ましい形態の一例の概略図を示す。本実施形態は、合成樹脂線材の融着手段として超音波融着を、フィルムの切断手段として超音波印加による溶断を用い、さらに、合成樹脂線材を融着するための超音波印加と、フィルムを溶断するための超音波印加を一組のホーンとアンビルにより実施する形態である。
【0025】
図1中、1はフィードポンプ、2は充填ノズル、3は製筒装置、4はロール、5は合成樹脂フィルム、6は電極、7は被包装物、8は移送ローラー、9は絞りローラー、10は封止手段、11a、11b、12a、12bは集束板、13はホーン、15はアンビル、14a、14b、16a、16bは合成樹脂線材、17は溶断用突起、18は超音波装置である。
【0026】
図1の装置において、充填ノズル2はフィードポンプ1に連結されており、充填ノズル2の中間部に製筒装置3が設けられ、ロール4から繰り出された帯状の合成樹脂フィルム5はこの製筒装置3を通過するときに筒状に丸められる。そして、筒状に丸められて重ねられたフィルム5の側端部同士を電極6により融着し、筒状フィルムを形成する。一方、充填ノズル2から該筒状フィルムに被包装物7を充填し、筒状体を形成する。筒状体は移送ローラー8によって挟持されて紙面下方に移送され、次いで、絞りローラー9が筒状体を所定の間隔で外部より絞って内部の被包装物7を押しのけ、押しのけられた領域のフィルムを、封止手段10において集束し、超音波を印加して溶断すると同時に溶断部を融着一体化し、さらに、溶断部の前後において、集束したフィルムを合成樹脂線材によって封止し、合成樹脂線材により両端を封止した包装体が得られる。上記一連の工程は全て連続的に行われる。
【0027】
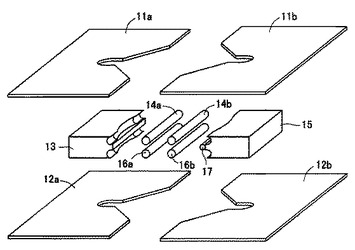
図2に、図1の封止手段10の拡大斜視図を示す。尚、図2において、ホーン13が付設されている超音波装置18を便宜上省略する。
【0028】
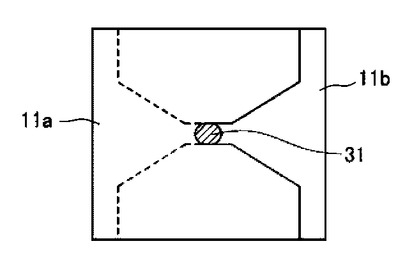
図2において、集束板11a、11b、12a、12bは、被包装物7を押しのけた領域のフィルムを集束する手段であって、本例では図2に示すように、入口が最も広く、奥になるほど狭い開口部を有し、11aと11b、12aと12bとがそれぞれ開口部を対向させて、上下方向でずれて平行に配置している。従って、フィルムを両側から挟むように互いにフィルムに向かって前進させることにより、図3に示すように、フィルムを絞った状態(図中の31で示す)に集束させることができる。尚、集束手段は、図2に示す形態に限定されるものではなく、同様の作用を有するものであれば、どのような手段であってもかまわない。
【0029】
このように、集束したフィルム31に超音波を印加し、溶断すると同時に溶断部のフィルムを融着一体化し、同時に、該溶断部の前後においてフィルム31を2本一組の直線状の合成樹脂線材14aと14b、及び、16aと16bで挟み込んで封止する。
【0030】
図1に示すように、本例の装置は、超音波印加手段として、ホーン13が付設された超音波装置18と、該ホーン13に対向するアンビル15を備えている。また、アンビル15のホーン13との対向面には、フィルム31の進行方向中央部において、フィルム31の進行方向に直交する直線状の溶断用突起17を備えている。また、アンビル15内には、突起17による溶断時の衝撃を吸収するための吸収装置と溶断力を調整するための調節装置が設けられている(いずれも不図示)。溶断時には、ホーン13とアンビル15間に超音波を印加しつつ、突起17をホーン13の対向面に接触させることにより、フィルム31を溶断し、同時に、溶断部のフィルムを融着一体化する。
【0031】
上記突起17及び吸収装置、調節装置はホーン13側に設けてもかまわない。また、突起17の形状は、特に限定されないが、図1、図2に示すように断面が円形のものが好ましく用いられ、その直径は1.0〜4mm程度が好ましい。
【0032】
また、上記溶断・融着と同時に、突起17の前後において、ホーン13により線材14aと16aを、アンビル15により線材14bと16bとを供給し、線材14aと14b、16aと16bとでそれぞれフィルム31を挟み込み、封止する。図2に示すように、本例では、線材14a、14b、16a、16bを保持しやすいように、ホーン13及びアンビル15は、線材14a、14b、16a、16bに接触する面が上下方向で湾曲している。また、線材両端部において十分に圧力がかかるように、線材14a、14b、16a、16bに平行な方向の中央部が外側に湾曲している。
【0033】
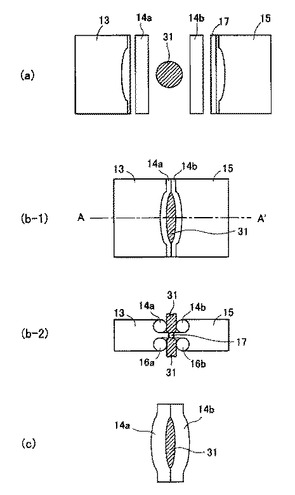
図4にホーン13とアンビル15による溶断・融着・封止工程を示す。尚、図4中、(a)、(b−1)、(c)は各工程の平面模式図であり、(b−2)は(b−1)中のA−A’断面図である。
【0034】
図4に示すように、所定の長さの直線状の合成樹脂線材14a、14b、16a、16bを平行に、且つ集束したフィルム31を中央部に挟み込むように供給し(図4(a))、ホーン13、アンビル15にて線材14a、14b、16a、16bに超音波を印加し(図4(b−1),(b−2))、互いに融着させて一体化する(図4(c))。また、図4(b−1)、(b−2)に示すように、合成樹脂線材14a、14b、16a、16bの融着と同時に、ホーン13の対向面とアンビル15の対向面に付設された突起17の先端部とが接触し、超音波印加によってフィルム31を溶断すると同時に、溶断部のフィルム31を集束状態で互いに融着一体化する。
【0035】
本発明において、線材14a、14b、16a、16bに超音波を印加する領域は、少なくとも両端部であればよいが、好ましくは線材14a、14b、16a、16b全体に印加して、線材14a、14b、16a、16bの両端部同士のみならず、集束状態のフィルム31同士を融着させる。即ち、図2に示したホーン13とアンビル15の対向面全体において超音波を印加することにより、溶断部から線材14a、14b、16a、16bによる封止箇所までのフィルム31全体、及び、互いに接触する線材14aと14b、16aと16bの両端部同士がそれぞれ超音波融着し、非常に密封性の高い端部が得られる。
【0036】
図2の封止手段10においては、合成樹脂線材による封止とフィルムの溶断・融着とを一つの超音波印加手段により行う形態を示したが、ホーン13とアンビル15とは、所望の密封性が得られる範囲で、図4に示す形状に限定されず、本発明においては、封止と溶断・融着とを別個に設けた超音波印加手段により行ってもかまわない。また、線材14aと14b、16aと16bの両端部に対応してそれぞれ一対ずつ設ける形態でもかまわない。
【0037】
2本一組の直線状の合成樹脂線材14aと14b、及び、16aと16bは所定の長さに切断したものを封止手段10に供給しても良いが、必要な切断手段を封止手段10に持たせて、全ての工程を本発明の包装装置において行うことが望ましい。具体的には、合成樹脂線材を線状に成形した後にリール状に巻回した状態で本発明の包装装置の封止手段に供給し、該リールより引き出した合成樹脂線材を所定の長さに切断して、集束したフィルムを中央部に挟み込むように2本一組の合成樹脂線材を平行に供給する。
【0038】
図4の形態では、本来直線状の合成樹脂線材14a、14b、16a、16bが、フィルム31を挟み込んで封止しているため湾曲しており、各線材14a、14b、16a、16bが直線状に戻ろうとする復元力が、線材14a、14bの中央部でフィルム31を両側から押圧する方向に、即ち密封性を高める方向に働くため、好ましい。
【0039】
また、被包装物が食品で、加熱処理が施される場合、合成樹脂線材14a、14b、16a、16bが、製造時に引っ張り延伸されていると、上記加熱処理時に熱収縮してフィルム31を締め付ける方向、即ち密封性を高める方向に働くため、より好ましい。
【0040】
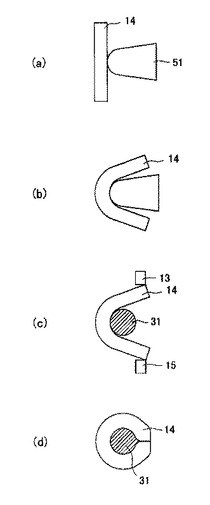
図4においては、2本一組の合成樹脂線材を用いて封止する形態を示したが、本発明においては、1本の合成樹脂線材を用いて封止することも可能である。当該形態による封止工程を図5に示す。
【0041】
図5に示すように、所定の長さに切断した合成樹脂線材14を加熱して軟化させ、成形型51を用いてU字型に成形する(図5(a)、(b))。次いで、集束したフィルム31を、U字型の線材14のU字内に挟み込み、ホーン13、アンビル15にて超音波を印加し、軟化させて端部同士を接触させて融着する(図5(c)、(d))。
【0042】
この場合、U字型の合成樹脂線材14は所定の長さに切断し、U字型に成形したものを封止手段10に供給しても良いが、必要な切断手段や成形手段を封止手段10に持たせて、全ての工程を本発明の包装装置において行うことが望ましい。具体的には、合成樹脂線材を線状に成形した後にリール状に巻回した状態で本発明の包装装置の封止手段に供給し、リールより引き出した合成樹脂線材を所定の長さに切断した後、加熱して軟化させ、U字型に成形した後、集束したフィルムをU字内に挟み込むように供給する。
【0043】
上記実施形態においては、合成樹脂線材を超音波融着させて封止する形態を示したが、本発明においては、例えば加熱融着、高周波融着といった超音波融着以外の融着手段を用いることも可能である。
【0044】
さらに、上記実施形態においては、フィルムの切断手段として超音波印加による溶断を用いたが、本発明においては、例えば加熱溶断や、切断刃を用いた物理的な切断手段も用いることができる。
【0045】
本発明において用いられる合成樹脂線材は、融着による封止が可能な素材であれば用いることができるが、好ましくは、超音波適性の高い熱可塑性樹脂と、それよりも軟化温度の低い熱可塑性樹脂との混合物或いは共重合物が挙げられる。具体的には、ナイロン、ポリエチレン(PE)、特に高密度ポリエチレン(HDPE)、塩化ビニリデン(VDC)と塩化ビニル(VC)との共重合体(VDC・VC共重合体)やVDCとメチルアクリレート(MA)との共重合体(VDC・MA共重合体)、ブタジエンを加えたハイインパクトポリスチレン(HIPS)が挙げられ、VDC・VC共重合体における好ましい質量組成比は、VDC/VC=70/30〜98/2であり、VDC・MA共重合体における好ましい質量組成比は、85/15〜98/2である。
【0046】
上記超音波適性としては、結晶性よりも非晶性である(溶けやすい)、純度が高い、ヤング率が高い、軟化温度が低い、といった要因が挙げられる。ポリ塩化ビニリデン(PVDC)はヤング率が高いなど超音波適性に優れているものの、結晶性であるため、やや溶けにくい。一方、ポリ塩化ビニル(PVC)は、非晶性で溶けやすく、軟化温度も低い。そのため、VDC・VC共重合体では、VDCが発熱してVCが溶けるという望ましい状態が形成されることになる。また、HIPSについては、ポリスチレン(PS)単独でも上記超音波適性に優れているが、軟化温度の低いブタジエンを加えることでさらに融着効果が高まる。
【0047】
本発明において用いられる合成樹脂フィルムは、融着が可能で、包装後に良好な密封性を有するものであれば特に素材は限定されないが、具体的には、上記した合成樹脂線材に用いられるものと同様のVDC・VC共重合体やVDC・MA共重合体やHIPS、また、PVDC、PVC、ナイロン(Ny)、ポリエチレン(PE)、ポリプロピレン(PP)等が用いられ、単層フィルムでも、複層フィルムであっても良い。
【0048】
本発明においては、リサイクルの観点から、また、超音波融着の場合には超音波適性の観点から、合成樹脂フィルムと合成樹脂線材は同じ素材を用いることが望ましい。また、被包装物が食品の場合には、包装後に加熱処理を施すものが多いため、加熱に耐える素材を選択することが望ましい。
【0049】
本発明において、合成樹脂線材の断面形状は特に限定されるものではないが、常に同じ封止強度を得る上では円形が好ましい。また、通常の食品の包装体において、直径は1〜5mm程度が好ましく、長さについては6〜24mm程度が好ましい。また、溶断・封止に用いられる超音波の周波数は、15〜40kHz程度であり、印加時間や振幅、印加時に線材同士を接触させる圧力等については、用いる線材の素材や直径、必要とされる封止強度に応じて適宜選択すればよい。
【実施例】
【0050】
合成樹脂フィルムとして、旭化成社製「サランフィルム」(VDC/VC=90/10(質量組成比)の共重合体;厚さ40μm)を幅92mmの帯状に切り出し、側端部を重ねて該側端部の末端よりそれぞれ5mm内側を融着して筒状フィルムとした。該筒状フィルムを集束し、周波数40kHz、最大振幅40μmの超音波装置を用い、以下に示す合成樹脂線材について、直径2mmと4mm、長さ10mmで2本を用意し、図2の封止手段を用いて、それぞれ溶断・融着・封止した。溶断用突起は、断面が直径が1mmの円形とした。また、封止時の超音波の振幅を16〜20μm、ホーンとアンビル間の加圧力を4〜8MPa、加圧時間を0.35〜0.55秒間と変化させた。
線材A:VDC/VC=90/10(質量組成比)の共重合体
線材B:VDC/VC=82/18(質量組成比)の共重合体
線材C:PS
線材D:HIPS(ブタジエン6質量%)
【0051】
線材で封止したフィルムの一方の内側よりエアーを吹き込み、耐圧を測定した。その結果、いずれの線材を用いた場合も、末端部から線材で封止した箇所に至る範囲で、線材同士、及び、集束状態でフィルム同士がそれぞれ融着しており、気密度(エア耐圧)が0.3MPa以上と従来のアルミニウム線材を用いた場合に比べて大幅に良好な密封性を示した。中でも線材A、Bが全般的に高い耐圧を示し、特に線材Bが良好な結果を示した。さらに、線材A、Bは線材C、Dに比較して耐熱性も高く、包装後に加熱処理を施す食品の包装に適していることがわかった。
【技術分野】
【0001】
本発明は、液状或いは練り状食品、特に、ソーセージ等の包装後に加熱処理を施す食品の包装に適した筒状包装体、及び、その包装方法と、該方法に用いる包装装置に関する。
【背景技術】
【0002】
漬け物やチーズ、ソーセージといった液状或いは練り状食品など、流動性を有する物品の包装形態として、長尺の合成樹脂フィルムの側端部同士を重ねて融着した筒状フィルム内に上記物品或いはその原料を充填し、該フィルムの両端部を封止してなる筒状包装体が広く用いられている。図6に筒状包装体の模式図を示す。図中、61は合成樹脂フィルム、62はフィルム側端部を融着してなる融着部、63は封止材である。
【0003】
この様な筒状包装体の包装作業は、通常、筒状フィルムの形成から封止まで連続工程で行われる。具体的には、帯状の合成樹脂フィルムを繰り出しながら側端部同士を融着させて筒状フィルムを形成し、該筒状フィルム内に被包装物を連続的に充填して筒状体を形成し、所定の間隔で外部より該筒状体を絞って内部の被包装物を押しのけ、押しのけた部分で筒状体を封止材により封止し、フィルムを切断する。
【0004】
従来、筒状包装体の封止材としては、結紮工程において、カシメ易く、塑性変形して戻らないことから、気密性保持の目的でアルミニウム線材が用いられていた。
【0005】
しかしながら、金属線材を用いた場合、包装後に金属製夾雑物が混入しているかどうかを金属探知器により検知することができない。また、包装体の密封性を保つため、アルミニウム線材はフィルムに強固に取り付けられるため、包装体を開封後にフィルムからアルミニウム線材を取り外すことが容易ではなく、フィルムやアルミニウム線材をリサイクルする上で好ましくない。さらに、結紮工程では、潤滑と冷却のために、アルミニウム線材には薄く油が塗布されており、該油の付着が食品衛生上好ましくなく、洗浄工程も必要となっている。さらに、従来のアルミニウム線材を用いた場合の、気密度(エア耐圧)の基準は0.15MPaであり、この基準を維持・管理するのは容易ではなかった。
【0006】
上記のような理由から、アルミニウム線材に代わる封止材が求められていた。
【0007】
特許文献1には、樹脂フィルムからなる包装材を結束するためのCの字形状に成形した樹脂製止め具が、特許文献2、3には合成樹脂製の馬蹄形クリップがそれぞれ開示されている。
【0008】
しかしながら、上記特許文献に記載された封止材は、いずれも予め所定の形状に成形した合成樹脂製の成形品を別材で連鎖状につなぎ止めてリール状で供給されるため、包装装置に一度に供給しうる封止材の個数が数千個程度でリールの交換作業が繁雑であり、1個当たりの単価も高いものであった。また、形状が複雑なため、開口部が一箇所である場合には良いが、開口部が二箇所である筒状包装体の封止材としては使用が困難であった。
【0009】
【特許文献1】特開平10−139016号公報
【特許文献2】特開2002−19735号公報
【特許文献3】特開2003−56519号公報
【発明の開示】
【発明が解決しようとする課題】
【0010】
本発明の課題は、包装後の金属探知器による金属製夾雑物の検知が可能で、食品衛生上も問題がなく、リサイクルが容易で密封性の高い合成樹脂製の封止材を用いた筒状包装体、包装方法、包装装置を提供することにあり、特に、封止材の単価を低減し、包装装置への供給を容易にして、筒状包装体の包装にかかるコスト削減を図ることにある。
【課題を解決するための手段】
【0011】
本発明の第一は、被包装物を充填した筒状フィルムの両端部を合成樹脂線材により封止してなる筒状包装体の包装方法であって、
帯状の合成樹脂フィルムを連続して繰り出しながら、該フィルムの側端部同士を重ねて融着して筒状フィルムを連続的に形成し、該筒状フィルム内に被包装物を連続的に充填して筒状体を形成し、該筒状体を所定の間隔で連続的に外部より絞って内部の被包装物を押しのけ、被包装物が押しのけられた領域のフィルムを集束し、集束したフィルムを合成樹脂線材で挟んで該線材の端部同士を融着させて封止し、該線材が包装体の両端部に位置するようにフィルムを切断することを特徴とする筒状包装体の包装方法である。
【0012】
本発明の第二は、長尺の合成樹脂フィルムの側端部同士を重ねて融着した筒状フィルム内に被包装物が充填され、該フィルムの両端部に、合成樹脂線材の端部同士が融着した封止部を有することを特徴とする筒状包装体である。
【0013】
本発明の第三は、被包装物を充填した筒状フィルムの両端部を合成樹脂線材により封止してなる筒状包装体の包装装置であって、
帯状の合成樹脂フィルムを連続して繰り出す手段と、
該フィルムの側端部同士を重ねて融着して筒状フィルムを連続的に形成する手段と、
該筒状フィルム内に被包装物を連続的に充填して筒状体を形成する手段と、
該筒状体を所定の間隔で連続的に外部より絞って内部の被包装物を押しのける手段と、
被包装物が押しのけられた領域のフィルムを集束する手段と、
集束したフィルムを合成樹脂線材で挟んで該線材の端部同士を融着させて封止する手段と、
該合成樹脂線材が包装体の両端部に位置するようにフィルムを切断する手段と、
を少なくとも備えたことを特徴とする筒状包装体の包装装置である。
【発明の効果】
【0014】
本発明においては、下記の効果が得られる。
【0015】
封止材として合成樹脂線材を用いるため、封止工程が簡易で、筒状包装体の両端部の封止に好ましく用いられ、また、射出成形品に比較して単価が大幅に低減される。また、金属が用いられないため、包装後の金属探知器による金属製夾雑物の検知が可能であり、食品衛生上も好ましい。特に、合成樹脂線材と合成樹脂フィルムとに同じ素材を用いた場合には、包装後にフィルムから該線材を外さずにそのままリサイクルに供することができる。
【0016】
封止材が線材であるため、一度に多数個分を供給することができ、線材の供給のために頻繁に包装装置を停止する必要が無く、包装効率が高い。
【0017】
本発明においては、合成樹脂線材の端部同士が融着により強固に一体化しているため、ソーセージのように、包装後に加熱処理により内圧が高くなるような場合にも十分に密封性を維持することができる。特に、封止に超音波融着を用いた場合には、短時間で局所的に融着させることができ、包装効率が高い。
【0018】
また、本発明において、合成樹脂フィルムの切断手段として超音波印加による溶断を用いた場合、溶断部であるフィルム末端部が集束状態で互いに融着し、包装体を密封するため、合成樹脂線材による封止と相俟って高い密封性が得られる。
【0019】
さらに、合成樹脂線材の融着とフィルムの溶断を超音波印加によって行うことにより、両方の操作を備えた超音波印加手段を用いることで、両作業を同時に且つ簡易に実施することができる。
【図面の簡単な説明】
【0020】
【図1】本発明の包装装置の一例の概略図である。
【図2】図1の包装装置の封止手段の拡大斜視図である。
【図3】図1の包装装置の集束手段によりフィルムを集束した状態を示す平面図である。
【図4】図1の超音波印加手段による溶断・融着・封止工程を示す図である。
【図5】1本の合成樹脂線材で封止する工程を示す図である。
【図6】本発明の筒状包装体の模式図である。
【符号の説明】
【0021】
1 フィードポンプ
2 充填ノズル
3 製筒装置
4 ロール
5 合成樹脂フィルム
6 電極
7 被包装物
8 移送ローラー
9 絞りローラー
10 封止手段
11a、11b、12a、12b 集束板
13 ホーン
15 アンビル
14、14a、14b、16a、16b 合成樹脂線材
17 溶断用突起
18 超音波装置
31 集束フィルム
51 成形型
61 合成樹脂フィルム
62 融着部
63 封止材
【発明を実施するための最良の形態】
【0022】
以下に本発明の筒状包装体、包装方法、包装装置について図面を用いて詳細に説明する。
【0023】
本発明の筒状包装体は、先に図6に示した形態と基本的には同じである。即ち、長尺の合成樹脂フィルム61の側端部同士を重ねて融着した筒状フィルム内に被包装物を充填し、該フィルムの両端部を封止材63により封止した形態であり、本発明は、封止材63として合成樹脂線材を用い、該線材の端部同士を融着させて封止したことに特徴を有する。
【0024】
図1に、本発明の包装方法を実施する包装装置の好ましい形態の一例の概略図を示す。本実施形態は、合成樹脂線材の融着手段として超音波融着を、フィルムの切断手段として超音波印加による溶断を用い、さらに、合成樹脂線材を融着するための超音波印加と、フィルムを溶断するための超音波印加を一組のホーンとアンビルにより実施する形態である。
【0025】
図1中、1はフィードポンプ、2は充填ノズル、3は製筒装置、4はロール、5は合成樹脂フィルム、6は電極、7は被包装物、8は移送ローラー、9は絞りローラー、10は封止手段、11a、11b、12a、12bは集束板、13はホーン、15はアンビル、14a、14b、16a、16bは合成樹脂線材、17は溶断用突起、18は超音波装置である。
【0026】
図1の装置において、充填ノズル2はフィードポンプ1に連結されており、充填ノズル2の中間部に製筒装置3が設けられ、ロール4から繰り出された帯状の合成樹脂フィルム5はこの製筒装置3を通過するときに筒状に丸められる。そして、筒状に丸められて重ねられたフィルム5の側端部同士を電極6により融着し、筒状フィルムを形成する。一方、充填ノズル2から該筒状フィルムに被包装物7を充填し、筒状体を形成する。筒状体は移送ローラー8によって挟持されて紙面下方に移送され、次いで、絞りローラー9が筒状体を所定の間隔で外部より絞って内部の被包装物7を押しのけ、押しのけられた領域のフィルムを、封止手段10において集束し、超音波を印加して溶断すると同時に溶断部を融着一体化し、さらに、溶断部の前後において、集束したフィルムを合成樹脂線材によって封止し、合成樹脂線材により両端を封止した包装体が得られる。上記一連の工程は全て連続的に行われる。
【0027】
図2に、図1の封止手段10の拡大斜視図を示す。尚、図2において、ホーン13が付設されている超音波装置18を便宜上省略する。
【0028】
図2において、集束板11a、11b、12a、12bは、被包装物7を押しのけた領域のフィルムを集束する手段であって、本例では図2に示すように、入口が最も広く、奥になるほど狭い開口部を有し、11aと11b、12aと12bとがそれぞれ開口部を対向させて、上下方向でずれて平行に配置している。従って、フィルムを両側から挟むように互いにフィルムに向かって前進させることにより、図3に示すように、フィルムを絞った状態(図中の31で示す)に集束させることができる。尚、集束手段は、図2に示す形態に限定されるものではなく、同様の作用を有するものであれば、どのような手段であってもかまわない。
【0029】
このように、集束したフィルム31に超音波を印加し、溶断すると同時に溶断部のフィルムを融着一体化し、同時に、該溶断部の前後においてフィルム31を2本一組の直線状の合成樹脂線材14aと14b、及び、16aと16bで挟み込んで封止する。
【0030】
図1に示すように、本例の装置は、超音波印加手段として、ホーン13が付設された超音波装置18と、該ホーン13に対向するアンビル15を備えている。また、アンビル15のホーン13との対向面には、フィルム31の進行方向中央部において、フィルム31の進行方向に直交する直線状の溶断用突起17を備えている。また、アンビル15内には、突起17による溶断時の衝撃を吸収するための吸収装置と溶断力を調整するための調節装置が設けられている(いずれも不図示)。溶断時には、ホーン13とアンビル15間に超音波を印加しつつ、突起17をホーン13の対向面に接触させることにより、フィルム31を溶断し、同時に、溶断部のフィルムを融着一体化する。
【0031】
上記突起17及び吸収装置、調節装置はホーン13側に設けてもかまわない。また、突起17の形状は、特に限定されないが、図1、図2に示すように断面が円形のものが好ましく用いられ、その直径は1.0〜4mm程度が好ましい。
【0032】
また、上記溶断・融着と同時に、突起17の前後において、ホーン13により線材14aと16aを、アンビル15により線材14bと16bとを供給し、線材14aと14b、16aと16bとでそれぞれフィルム31を挟み込み、封止する。図2に示すように、本例では、線材14a、14b、16a、16bを保持しやすいように、ホーン13及びアンビル15は、線材14a、14b、16a、16bに接触する面が上下方向で湾曲している。また、線材両端部において十分に圧力がかかるように、線材14a、14b、16a、16bに平行な方向の中央部が外側に湾曲している。
【0033】
図4にホーン13とアンビル15による溶断・融着・封止工程を示す。尚、図4中、(a)、(b−1)、(c)は各工程の平面模式図であり、(b−2)は(b−1)中のA−A’断面図である。
【0034】
図4に示すように、所定の長さの直線状の合成樹脂線材14a、14b、16a、16bを平行に、且つ集束したフィルム31を中央部に挟み込むように供給し(図4(a))、ホーン13、アンビル15にて線材14a、14b、16a、16bに超音波を印加し(図4(b−1),(b−2))、互いに融着させて一体化する(図4(c))。また、図4(b−1)、(b−2)に示すように、合成樹脂線材14a、14b、16a、16bの融着と同時に、ホーン13の対向面とアンビル15の対向面に付設された突起17の先端部とが接触し、超音波印加によってフィルム31を溶断すると同時に、溶断部のフィルム31を集束状態で互いに融着一体化する。
【0035】
本発明において、線材14a、14b、16a、16bに超音波を印加する領域は、少なくとも両端部であればよいが、好ましくは線材14a、14b、16a、16b全体に印加して、線材14a、14b、16a、16bの両端部同士のみならず、集束状態のフィルム31同士を融着させる。即ち、図2に示したホーン13とアンビル15の対向面全体において超音波を印加することにより、溶断部から線材14a、14b、16a、16bによる封止箇所までのフィルム31全体、及び、互いに接触する線材14aと14b、16aと16bの両端部同士がそれぞれ超音波融着し、非常に密封性の高い端部が得られる。
【0036】
図2の封止手段10においては、合成樹脂線材による封止とフィルムの溶断・融着とを一つの超音波印加手段により行う形態を示したが、ホーン13とアンビル15とは、所望の密封性が得られる範囲で、図4に示す形状に限定されず、本発明においては、封止と溶断・融着とを別個に設けた超音波印加手段により行ってもかまわない。また、線材14aと14b、16aと16bの両端部に対応してそれぞれ一対ずつ設ける形態でもかまわない。
【0037】
2本一組の直線状の合成樹脂線材14aと14b、及び、16aと16bは所定の長さに切断したものを封止手段10に供給しても良いが、必要な切断手段を封止手段10に持たせて、全ての工程を本発明の包装装置において行うことが望ましい。具体的には、合成樹脂線材を線状に成形した後にリール状に巻回した状態で本発明の包装装置の封止手段に供給し、該リールより引き出した合成樹脂線材を所定の長さに切断して、集束したフィルムを中央部に挟み込むように2本一組の合成樹脂線材を平行に供給する。
【0038】
図4の形態では、本来直線状の合成樹脂線材14a、14b、16a、16bが、フィルム31を挟み込んで封止しているため湾曲しており、各線材14a、14b、16a、16bが直線状に戻ろうとする復元力が、線材14a、14bの中央部でフィルム31を両側から押圧する方向に、即ち密封性を高める方向に働くため、好ましい。
【0039】
また、被包装物が食品で、加熱処理が施される場合、合成樹脂線材14a、14b、16a、16bが、製造時に引っ張り延伸されていると、上記加熱処理時に熱収縮してフィルム31を締め付ける方向、即ち密封性を高める方向に働くため、より好ましい。
【0040】
図4においては、2本一組の合成樹脂線材を用いて封止する形態を示したが、本発明においては、1本の合成樹脂線材を用いて封止することも可能である。当該形態による封止工程を図5に示す。
【0041】
図5に示すように、所定の長さに切断した合成樹脂線材14を加熱して軟化させ、成形型51を用いてU字型に成形する(図5(a)、(b))。次いで、集束したフィルム31を、U字型の線材14のU字内に挟み込み、ホーン13、アンビル15にて超音波を印加し、軟化させて端部同士を接触させて融着する(図5(c)、(d))。
【0042】
この場合、U字型の合成樹脂線材14は所定の長さに切断し、U字型に成形したものを封止手段10に供給しても良いが、必要な切断手段や成形手段を封止手段10に持たせて、全ての工程を本発明の包装装置において行うことが望ましい。具体的には、合成樹脂線材を線状に成形した後にリール状に巻回した状態で本発明の包装装置の封止手段に供給し、リールより引き出した合成樹脂線材を所定の長さに切断した後、加熱して軟化させ、U字型に成形した後、集束したフィルムをU字内に挟み込むように供給する。
【0043】
上記実施形態においては、合成樹脂線材を超音波融着させて封止する形態を示したが、本発明においては、例えば加熱融着、高周波融着といった超音波融着以外の融着手段を用いることも可能である。
【0044】
さらに、上記実施形態においては、フィルムの切断手段として超音波印加による溶断を用いたが、本発明においては、例えば加熱溶断や、切断刃を用いた物理的な切断手段も用いることができる。
【0045】
本発明において用いられる合成樹脂線材は、融着による封止が可能な素材であれば用いることができるが、好ましくは、超音波適性の高い熱可塑性樹脂と、それよりも軟化温度の低い熱可塑性樹脂との混合物或いは共重合物が挙げられる。具体的には、ナイロン、ポリエチレン(PE)、特に高密度ポリエチレン(HDPE)、塩化ビニリデン(VDC)と塩化ビニル(VC)との共重合体(VDC・VC共重合体)やVDCとメチルアクリレート(MA)との共重合体(VDC・MA共重合体)、ブタジエンを加えたハイインパクトポリスチレン(HIPS)が挙げられ、VDC・VC共重合体における好ましい質量組成比は、VDC/VC=70/30〜98/2であり、VDC・MA共重合体における好ましい質量組成比は、85/15〜98/2である。
【0046】
上記超音波適性としては、結晶性よりも非晶性である(溶けやすい)、純度が高い、ヤング率が高い、軟化温度が低い、といった要因が挙げられる。ポリ塩化ビニリデン(PVDC)はヤング率が高いなど超音波適性に優れているものの、結晶性であるため、やや溶けにくい。一方、ポリ塩化ビニル(PVC)は、非晶性で溶けやすく、軟化温度も低い。そのため、VDC・VC共重合体では、VDCが発熱してVCが溶けるという望ましい状態が形成されることになる。また、HIPSについては、ポリスチレン(PS)単独でも上記超音波適性に優れているが、軟化温度の低いブタジエンを加えることでさらに融着効果が高まる。
【0047】
本発明において用いられる合成樹脂フィルムは、融着が可能で、包装後に良好な密封性を有するものであれば特に素材は限定されないが、具体的には、上記した合成樹脂線材に用いられるものと同様のVDC・VC共重合体やVDC・MA共重合体やHIPS、また、PVDC、PVC、ナイロン(Ny)、ポリエチレン(PE)、ポリプロピレン(PP)等が用いられ、単層フィルムでも、複層フィルムであっても良い。
【0048】
本発明においては、リサイクルの観点から、また、超音波融着の場合には超音波適性の観点から、合成樹脂フィルムと合成樹脂線材は同じ素材を用いることが望ましい。また、被包装物が食品の場合には、包装後に加熱処理を施すものが多いため、加熱に耐える素材を選択することが望ましい。
【0049】
本発明において、合成樹脂線材の断面形状は特に限定されるものではないが、常に同じ封止強度を得る上では円形が好ましい。また、通常の食品の包装体において、直径は1〜5mm程度が好ましく、長さについては6〜24mm程度が好ましい。また、溶断・封止に用いられる超音波の周波数は、15〜40kHz程度であり、印加時間や振幅、印加時に線材同士を接触させる圧力等については、用いる線材の素材や直径、必要とされる封止強度に応じて適宜選択すればよい。
【実施例】
【0050】
合成樹脂フィルムとして、旭化成社製「サランフィルム」(VDC/VC=90/10(質量組成比)の共重合体;厚さ40μm)を幅92mmの帯状に切り出し、側端部を重ねて該側端部の末端よりそれぞれ5mm内側を融着して筒状フィルムとした。該筒状フィルムを集束し、周波数40kHz、最大振幅40μmの超音波装置を用い、以下に示す合成樹脂線材について、直径2mmと4mm、長さ10mmで2本を用意し、図2の封止手段を用いて、それぞれ溶断・融着・封止した。溶断用突起は、断面が直径が1mmの円形とした。また、封止時の超音波の振幅を16〜20μm、ホーンとアンビル間の加圧力を4〜8MPa、加圧時間を0.35〜0.55秒間と変化させた。
線材A:VDC/VC=90/10(質量組成比)の共重合体
線材B:VDC/VC=82/18(質量組成比)の共重合体
線材C:PS
線材D:HIPS(ブタジエン6質量%)
【0051】
線材で封止したフィルムの一方の内側よりエアーを吹き込み、耐圧を測定した。その結果、いずれの線材を用いた場合も、末端部から線材で封止した箇所に至る範囲で、線材同士、及び、集束状態でフィルム同士がそれぞれ融着しており、気密度(エア耐圧)が0.3MPa以上と従来のアルミニウム線材を用いた場合に比べて大幅に良好な密封性を示した。中でも線材A、Bが全般的に高い耐圧を示し、特に線材Bが良好な結果を示した。さらに、線材A、Bは線材C、Dに比較して耐熱性も高く、包装後に加熱処理を施す食品の包装に適していることがわかった。
【特許請求の範囲】
【請求項1】
被包装物を充填した筒状フィルムの両端部を合成樹脂線材により封止してなる筒状包装体の包装方法であって、
帯状の合成樹脂フィルムを連続して繰り出しながら、該フィルムの側端部同士を重ねて融着して筒状フィルムを連続的に形成し、該筒状フィルム内に被包装物を連続的に充填して筒状体を形成し、該筒状体を所定の間隔で連続的に外部より絞って内部の被包装物を押しのけ、被包装物が押しのけられた領域のフィルムを集束し、集束したフィルムを合成樹脂線材で挟んで該線材の端部同士を融着させて封止し、該線材が包装体の両端部に位置するようにフィルムを切断することを特徴とする筒状包装体の包装方法。
【請求項2】
集束したフィルムを、平行に配置した2本の直線状の合成樹脂線材間の中央部に挟み込み、該線材の両端部同士を融着させる請求項1に記載の筒状包装体の包装方法。
【請求項3】
合成樹脂線材の端部同士を超音波融着させて封止する請求項1に記載の筒状包装体の包装方法。
【請求項4】
上記フィルムの切断が溶断である請求項1に記載の筒状包装体の包装方法。
【請求項5】
集束したフィルムを超音波融着させて封止すると同時に、集束したフィルムに超音波を印加して溶断すると同時に溶断部のフィルムを融着一体化する請求項1に記載の筒状包装体の包装方法。
【請求項6】
長尺の合成樹脂フィルムの側端部同士を重ねて融着した筒状フィルム内に被包装物が充填され、該フィルムの両端部に、合成樹脂線材の端部同士が融着した封止部を有することを特徴とする筒状包装体。
【請求項7】
上記封止部において、集束したフィルムを、平行に配置した2本の直線状の合成樹脂線材が挟持し、該線材の両端部同士が融着している請求項6に記載の筒状包装体。
【請求項8】
上記封止部において、合成樹脂線材の端部同士が超音波融着している請求項6に記載の筒状包装体。
【請求項9】
末端部のフィルムが集束状態で互いに融着している請求項6に記載の筒状包装体。
【請求項10】
被包装物を充填した筒状フィルムの両端部を合成樹脂線材により封止してなる筒状包装体の包装装置であって、
帯状の合成樹脂フィルムを連続して繰り出す手段と、
該フィルムの側端部同士を重ねて融着して筒状フィルムを連続的に形成する手段と、
該筒状フィルム内に被包装物を連続的に充填して筒状体を形成する手段と、
該筒状体を所定の間隔で連続的に外部より絞って内部の被包装物を押しのける手段と、
被包装物が押しのけられた領域のフィルムを集束する手段と、
集束したフィルムを合成樹脂線材で挟んで該線材の端部同士を融着させて封止する手段と、
該合成樹脂線材が包装体の両端部に位置するようにフィルムを切断する手段と、
を少なくとも備えたことを特徴とする筒状包装体の包装装置。
【請求項11】
上記封止する手段が、直線状の2本の合成樹脂線材を、集束したフィルムを中央部に挟み込むように平行に供給する手段と、該線材の両端部同士を接触させて融着させる手段とを有する請求項10に記載の筒状包装体の包装装置。
【請求項12】
上記封止する手段が、リール状に巻回されて供給された合成樹脂線材を連続的に繰り出しながら所定の長さに切断する手段を有する請求項11に記載の筒状包装体の包装装置。
【請求項13】
上記合成樹脂線材の端部同士を融着させて封止する手段が、超音波印加手段である請求項10に記載の筒状包装体の包装装置。
【請求項14】
上記フィルムを切断する手段が、フィルムに超音波を印加して溶断する手段である請求項10に記載の筒状包装体の包装装置。
【請求項15】
上記超音波印加手段が、超音波装置に付設されたホーンと該ホーンに対向するアンビルとを有し、ホーン或いはアンビルのいずれか一方の対向面にフィルムの進行方向に直交する直線状の突起を有し、該突起を他方の対向面に接触させてフィルムを溶断すると同時に溶断部のフィルムを融着一体化する請求項13に記載の筒状包装体の包装装置。
【請求項1】
被包装物を充填した筒状フィルムの両端部を合成樹脂線材により封止してなる筒状包装体の包装方法であって、
帯状の合成樹脂フィルムを連続して繰り出しながら、該フィルムの側端部同士を重ねて融着して筒状フィルムを連続的に形成し、該筒状フィルム内に被包装物を連続的に充填して筒状体を形成し、該筒状体を所定の間隔で連続的に外部より絞って内部の被包装物を押しのけ、被包装物が押しのけられた領域のフィルムを集束し、集束したフィルムを合成樹脂線材で挟んで該線材の端部同士を融着させて封止し、該線材が包装体の両端部に位置するようにフィルムを切断することを特徴とする筒状包装体の包装方法。
【請求項2】
集束したフィルムを、平行に配置した2本の直線状の合成樹脂線材間の中央部に挟み込み、該線材の両端部同士を融着させる請求項1に記載の筒状包装体の包装方法。
【請求項3】
合成樹脂線材の端部同士を超音波融着させて封止する請求項1に記載の筒状包装体の包装方法。
【請求項4】
上記フィルムの切断が溶断である請求項1に記載の筒状包装体の包装方法。
【請求項5】
集束したフィルムを超音波融着させて封止すると同時に、集束したフィルムに超音波を印加して溶断すると同時に溶断部のフィルムを融着一体化する請求項1に記載の筒状包装体の包装方法。
【請求項6】
長尺の合成樹脂フィルムの側端部同士を重ねて融着した筒状フィルム内に被包装物が充填され、該フィルムの両端部に、合成樹脂線材の端部同士が融着した封止部を有することを特徴とする筒状包装体。
【請求項7】
上記封止部において、集束したフィルムを、平行に配置した2本の直線状の合成樹脂線材が挟持し、該線材の両端部同士が融着している請求項6に記載の筒状包装体。
【請求項8】
上記封止部において、合成樹脂線材の端部同士が超音波融着している請求項6に記載の筒状包装体。
【請求項9】
末端部のフィルムが集束状態で互いに融着している請求項6に記載の筒状包装体。
【請求項10】
被包装物を充填した筒状フィルムの両端部を合成樹脂線材により封止してなる筒状包装体の包装装置であって、
帯状の合成樹脂フィルムを連続して繰り出す手段と、
該フィルムの側端部同士を重ねて融着して筒状フィルムを連続的に形成する手段と、
該筒状フィルム内に被包装物を連続的に充填して筒状体を形成する手段と、
該筒状体を所定の間隔で連続的に外部より絞って内部の被包装物を押しのける手段と、
被包装物が押しのけられた領域のフィルムを集束する手段と、
集束したフィルムを合成樹脂線材で挟んで該線材の端部同士を融着させて封止する手段と、
該合成樹脂線材が包装体の両端部に位置するようにフィルムを切断する手段と、
を少なくとも備えたことを特徴とする筒状包装体の包装装置。
【請求項11】
上記封止する手段が、直線状の2本の合成樹脂線材を、集束したフィルムを中央部に挟み込むように平行に供給する手段と、該線材の両端部同士を接触させて融着させる手段とを有する請求項10に記載の筒状包装体の包装装置。
【請求項12】
上記封止する手段が、リール状に巻回されて供給された合成樹脂線材を連続的に繰り出しながら所定の長さに切断する手段を有する請求項11に記載の筒状包装体の包装装置。
【請求項13】
上記合成樹脂線材の端部同士を融着させて封止する手段が、超音波印加手段である請求項10に記載の筒状包装体の包装装置。
【請求項14】
上記フィルムを切断する手段が、フィルムに超音波を印加して溶断する手段である請求項10に記載の筒状包装体の包装装置。
【請求項15】
上記超音波印加手段が、超音波装置に付設されたホーンと該ホーンに対向するアンビルとを有し、ホーン或いはアンビルのいずれか一方の対向面にフィルムの進行方向に直交する直線状の突起を有し、該突起を他方の対向面に接触させてフィルムを溶断すると同時に溶断部のフィルムを融着一体化する請求項13に記載の筒状包装体の包装装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【国際公開番号】WO2005/009844
【国際公開日】平成17年2月3日(2005.2.3)
【発行日】平成19年9月27日(2007.9.27)
【国際特許分類】
【出願番号】特願2005−512067(P2005−512067)
【国際出願番号】PCT/JP2004/010719
【国際出願日】平成16年7月28日(2004.7.28)
【出願人】(303046314)旭化成ケミカルズ株式会社 (2,513)
【Fターム(参考)】
【国際公開日】平成17年2月3日(2005.2.3)
【発行日】平成19年9月27日(2007.9.27)
【国際特許分類】
【国際出願番号】PCT/JP2004/010719
【国際出願日】平成16年7月28日(2004.7.28)
【出願人】(303046314)旭化成ケミカルズ株式会社 (2,513)
【Fターム(参考)】
[ Back to top ]