
筒状撚糸製造装置及び該装置を用いた筒状撚糸の製造方法
【課題】スパイラルピッチや撚り巻き数を任意且つ大幅に調整することができると共に、撚り戻りの発生を防止でき、しかも生産速度を向上させることが可能な筒状撚糸製造装置を提供する。
【解決手段】テープ状物Pを巻回してなる原反ロールWを保持する原反ロール保持手段14と、テープ状物Pを繰り出すテープ状物繰り出し機構16と、テープ状物Pに対してめくれを付与する撚りガイドローラー18と、テープ状物Pを筒状撚糸Sに成形するテープ撚り手段20と、筒状撚糸巻取り手段22とを備え、撚りガイドローラー18には、テープ状物Pの走行方向に対する回転軸Aの傾斜角度を可変制御するモーター40が取り付けられると共に、撚りガイドローラー18とテープ撚り手段20とが近接離間可能に設置されており、更に、撚り戻り防止剤塗布装置(C)が設けられていることを特徴とする。
【解決手段】テープ状物Pを巻回してなる原反ロールWを保持する原反ロール保持手段14と、テープ状物Pを繰り出すテープ状物繰り出し機構16と、テープ状物Pに対してめくれを付与する撚りガイドローラー18と、テープ状物Pを筒状撚糸Sに成形するテープ撚り手段20と、筒状撚糸巻取り手段22とを備え、撚りガイドローラー18には、テープ状物Pの走行方向に対する回転軸Aの傾斜角度を可変制御するモーター40が取り付けられると共に、撚りガイドローラー18とテープ撚り手段20とが近接離間可能に設置されており、更に、撚り戻り防止剤塗布装置(C)が設けられていることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、紙などを細く裁断したテープ状物に撚りをかけて筒状の撚糸を形成する筒状撚糸製造装置とこれを用いた筒状撚糸の製造方法に関する。
【背景技術】
【0002】
紙などを細く裁断し、これに撚りをかけて形成した筒状の撚糸は、これを機織することによって紙製織物とし、壁紙,スリッパ,帽子,シートカバーなどの素材や、畳表のい草の代替品として利用されている。
【0003】
このような筒状撚糸の製造装置として、巻上げた長尺のテープ状物を水平状態で回転可能に保持する保持手段と、テープ状物の引出し張力を調整する張力調整手段と、テープ状物の幅方向一方端を幅方向他方側に撚り上がるようにすると共に巻込み現象を起こさせるように互いに軸方向を変位させた一対の偏位ローラーを備えた撚付与手段とを、この順序で第1の枠体に設置し、第1の枠体をテープ状物の導通経路方向を仮想中心軸として回転可能に第2の枠体に軸支したものが挙げられる(例えば、特許文献1参照。)。
【0004】
この製造装置によれば、テープ状物の引取速度と第1の枠体の回転速度とを調整することによって、口径,層壁数及び断面状態の異なった様々な種類の筒状撚糸を連続的に製造することができるものの、巻上げた長尺のテープ状物がテープの引出し方向と直角の状態(水平状態)で設置されているため、走行するテープ状物が捻じれつつ方向転換する際、テープ状物の幅方向に張力差が生じ、当該テープ状物を破断させる方向の力が掛かるようになること等から、テープ状物を構成する材料(紙)として引張強度の高いものや比較的広幅のものを使用する必要があると共に、生産速度を上げるのが困難であった。
【0005】
ここで、係る筒状撚糸製造装置において、生産速度を上げるために予め樹脂等を含浸させて機械的強度を向上させたテープ状物を用いて筒状撚糸を製造した場合には、テープ状物の破断を低減でき、生産速度を上げることができるものの、樹脂等を含浸させることによってテープ状物の剛性も高くなっていることから、「撚り戻り」が生じるようになるという問題が新たに顕在化してきた。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平9−141764号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
それゆえに、本発明の主たる課題は、原料であるテープ状物の引張強度や幅或いは厚みの大小にかかわらず、スパイラルピッチや撚り巻き数を任意且つ大幅に調整することができると共に、撚り戻りの発生を防止でき、しかも生産速度を向上させることが可能な筒状撚糸製造装置を提供することである。また、本発明の更なる課題は、このような筒状撚糸製造装置を用いて高性能な筒状撚糸を効率的に製造することが可能な筒状撚糸の製造方法を提供することである。
【課題を解決するための手段】
【0008】
請求項1に記載した発明は、
(a)テープ状物(P)を巻回してなる原反ロール(W)を、テープ状物(P)が引出し方向に繰り出されるように保持する原反ロール保持手段(14)と、
(b)原反ロール(W)に巻回されたテープ状物(P)を繰り出すテープ状物繰り出し機構(16)と、
(c)回転軸(A)が原反ロール(W)から繰り出されたテープ状物(P)の走行方向に対して傾斜して取り付けられ、テープ状物(P)に対してその幅方向の一端が他端側にめくれ上がるようなめくれを付与する撚りガイドローラー(18)と、
(d)めくれが付与されつつ送られるテープ状物(P)をその送り方向に沿った仮想軸線(i)周りでめくれ方向へ自転させることによりテープ状物(P)を加撚して筒状撚糸(S)に成形するテープ撚り手段(20)と、
(e)テープ撚り手段(20)で成形した筒状撚糸(S)を順次巻き取る筒状撚糸巻取り手段(22)とを備え、
(f)撚りガイドローラー(18)には、テープ状物(P)の走行方向に対する回転軸(A)の傾斜角度を可変制御するモーター(40)が取り付けられると共に、撚りガイドローラー(18)とテープ撚り手段(20)とが近接離間可能に設置されており、
(g)テープ状物(P)の走行経路におけるテープ状物繰り出し機構(16)の下流側には、テープ状物(P)或いは筒状撚糸(S)に対して撚り戻り防止剤(L)を塗布する撚り戻り防止剤塗布装置(C)が設けられている
(h)ことを特徴とする筒状撚糸製造装置(10)
である。
【0009】
この発明では、原反ロール保持手段(14)が、原反ロール(W)に巻回したテープ状物(P)がその引出し方向に繰り出されるように原反ロール(W)を保持しているので、原反ロール(W)から繰り出されたテープ状物(P)の幅方向に張力差が生じ、当該テープ状物(P)を破断するような力がかかるのを防止することができる。
【0010】
ここで、従来の筒状撚糸製造装置では、テープ状物のめくれ状態を調整する際に、撚りガイドローラーをハンマー等で叩いて撚りガイドローラーの取り付け角度を調整する方法が採られていたが、かかる方法ではテープ状物のめくれ状態の調整に、職人芸的な勘と経験が必要であると共に再現性が乏しいと云う問題があった。
【0011】
しかしながら、本発明の筒状撚糸製造装置(10)では、撚りガイドローラー(18)に、テープ状物(P)の走行方向に対する回転軸(A)の傾斜角度を可変制御するモーター(40)が取り付けられているので、筒状撚糸製造装置(10)の運転中であっても、当該モーター(40)を可変制御することによって、上記回転軸(A)の傾斜角度を任意且つ容易に変更することができる。したがって、テープ状物(P)の幅,厚み,強度或いは走行速度などにかかわらず、テープ状物(P)に対して所望のめくれを付与することができる。
【0012】
また、テープ状物(P)の幅,厚み,強度或いは走行速度などが異なった場合、撚りガイドローラー(18)で付与されるめくれが安定する位置も変化するようになるが、撚りガイドローラー(18)とテープ撚り手段(20)とが近接離間可能に設置されているので、前記のようにテープ状物(P)の状態が異なる場合であっても、撚りガイドローラー(18)とテープ撚り手段(20)との距離(T)を調整することによって、常に撚りガイドローラー(18)で付与されるめくれが安定した後、テープ状物(P)に対して所定の撚りを加えることができる。
【0013】
加えて、撚りガイドローラー(18)とテープ撚り手段(20)とが別個独立したものであることから、撚りガイドローラー(18)の回転軸の傾斜角度とテープ撚り手段(20)の回転数をそれぞれ個別に調整することができ、様々なスパイラルピッチ及び撚り数の筒状撚糸(S)を得ることができる。
【0014】
さらに、撚り戻り防止剤塗布装置(C)が設けられているので、係る装置(C)を用いて、テープ状物(P)或いは筒状撚糸(S)に撚り戻り防止剤(L)を塗布することによって、筒状撚糸(S)の撚り戻りを防止することができる。したがって、テープ状物(P)として、例えば耐磨耗性や撥水性付与のために予め様々な樹脂等を含浸させた結果、剛性が高くなり撚り戻りが起き易くなった物も使用することができるようになる。
【0015】
請求項2に記載した発明は、請求項1に記載の筒状撚糸製造装置(10)において、「テープ状物(P)の走行経路における撚り戻り防止剤塗布装置(C)及びテープ撚り手段(20)の下流側で且つ筒状撚糸巻取り手段(22)の上流側には、テープ状物(P)に塗布した撚り戻り防止剤(L)を硬化させる撚り戻り防止剤硬化手段(H)が設けられている」ことを特徴とするもので、これにより、撚り戻り防止剤(L)の種類に応じた適正なスピードで該撚り戻り防止剤(L)を硬化させることができ、筒状撚糸(S)の生産性を向上させることができる。
【0016】
請求項3に記載した発明は、請求項1又は2に記載の筒状撚糸製造装置(10)において、「テープ状物(P)の走行経路における撚りガイドローラー(18)の直上流側には、テープ状物(P)が撚りガイドローラー(18)に当接する際のテープ状物(P)の弛みを除去する弛み取りローラー装置(42)が取り付けられている」ことを特徴とするもので、これにより、撚りガイドローラー(18)に当接するテープ状物(P)が蛇行してめくれが不安定になる(すなわち、筒状撚糸(S)のスパイラルピッチ等が不均一になる)のを防止することできる。
【0017】
請求項4に記載した発明は、請求項1乃至3の何れかに記載の筒状撚糸製造装置(10)において、「テープ状物繰り出し機構(16)が、テープ状物(P)の走行経路における撚りガイドローラー(18)と原反ロール保持手段(14)との間に設けられ、テープ状物(P)が巻き掛けられるダンサーローラー(26)と、原反ロール保持手段(14)の原反ロール(W)を軸支する軸(14a)に取り付けられ、ダンサーローラー(26)の位置信号に基づいてテープ状物(P)の繰り出し量を加減制御するサーボモーター(24)とで構成されている」ことを特徴とするものである。
【0018】
この発明では、サーボモーター(24)によって原反ロール(W)の回転数すなわちテープ状物(P)の繰り出し量を高精度に調整することができるので、ダンサーローラー(26)の位置信号に基づいて、原反ロール(W)から繰り出されるテープ状物(P)のテンションが所定の範囲内となるように精度よく制御することができる。
【0019】
また、ダンサーローラー(26)は、巻き掛けられたテープ状物(P)のテンションが一定の範囲内に納まるよう、その位置が変位するため、何らかの理由でテープ状物(P)に過大なテンションが掛かったとしても、このダンサーローラー(26)がテープ状物(P)にかかるテンションを緩和する方向へと移動し、テープ状物(P)が破断するのを防止することができる。
【0020】
請求項5に記載した発明は、請求項1乃至4の何れかに記載の筒状撚糸製造装置(10)を用いた筒状撚糸(S)の製造方法であって、
(a)予め樹脂を含浸させたテープ状物(P)で形成された原反ロール(W)を原反ロール保持手段(14)にセットし、
(b)原反ロール(W)に巻回されたテープ状物(P)をテープ状物繰り出し機構(16)で繰り出しつつ、撚り戻り防止剤塗布装置(C)を用いてテープ状物(P)に撚り戻り防止剤(L)を塗布した後、撚りガイドローラー(18)及びテープ撚り手段(20)を用いてテープ状物(P)に撚りを加え、或いは撚りガイドローラー(18)及びテープ撚り手段(20)を用いてテープ状物(P)に撚りを加えた後、撚り戻り防止剤塗布装置(C)を用いてテープ状物(P)に撚り戻り防止剤(L)を塗布する
(c)ことを特徴とする筒状撚糸(S)の製造方法
である。
【0021】
この発明では、テープ状物(P)として、予め樹脂を含浸させることによって耐磨耗性や引張強度などの機械的強度を向上させたものを用いているので、筒状撚糸製造装置(10)の生産速度を上げることができると共に、得られる筒状撚糸(S)は耐久性が格段に向上したものとなる。
【0022】
ここで、テープ状物(P)に樹脂を含浸させた場合、機械的強度が向上すると同時に剛性も高くなることから、筒状撚糸(S)に成形した際に撚り戻りが生じるようになる。しかしながら、本発明の筒状撚糸(S)の製造方法では、請求項1乃至4の何れかに記載の筒状撚糸製造装置(10)を用い、オンラインで筒状撚糸(S)に撚り戻り防止剤(L)を塗布・硬化させるようにしているので、このように剛性の高いテープ状物(P)を用いた場合であっても、筒状撚糸(S)に成形して筒状撚糸巻取り手段(22)で巻き取る段階で既に撚り戻りを防止することができている。
【発明の効果】
【0023】
本発明によれば、原料であるテープ状物の引張強度や幅或いは厚みの大小にかかわらず、スパイラルピッチや撚り巻き数を任意且つ大幅に調整することができると共に、撚り戻りの発生を防止でき、しかも生産速度を向上させることが可能な筒状撚糸製造装置と、係る筒状撚糸製造装置を用いて高性能な筒状撚糸を効率的に製造することが可能な筒状撚糸の製造方法とを提供することができる。
【図面の簡単な説明】
【0024】
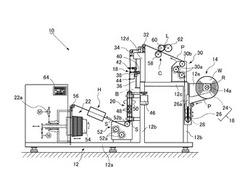
【図1】本発明における一実施例の筒状撚糸製造装置(テープ状物送り装置を使用する場合)の構成を示す構成図である。
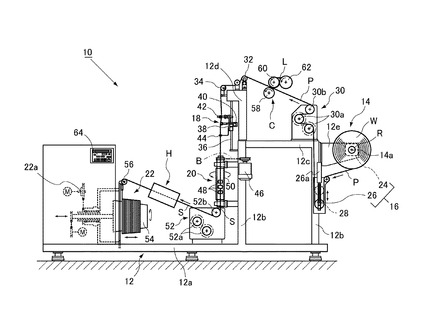
【図2】本発明における一実施例の筒状撚糸製造装置の要部を示す概略図である。
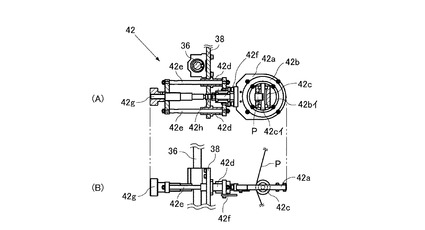
【図3】弛み取りローラー装置の一例を示す図であり、(A)は平面部分断面図、(B)は側面図である。
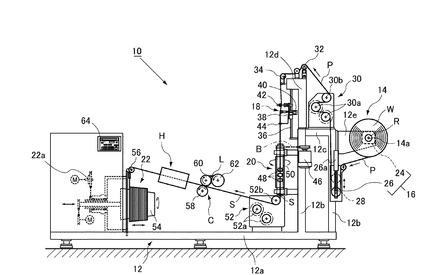
【図4】本発明における一実施例の筒状撚糸製造装置(筒状撚糸引出し装置を使用する場合)の構成を示す構成図である。
【図5】本発明における他の実施例の筒状撚糸製造装置の構成を示す構成図である。
【発明を実施するための形態】
【0025】
以下、本発明の筒状撚糸製造装置を図面に従って詳述する。図1は、本発明の一実施例の筒状撚糸製造装置(10)を示す構成図であり、図2は、本実施例の筒状撚糸製造装置(10)の要部を示す概略図である。
【0026】
本発明の筒状撚糸製造装置(10)は、原反ロール(W)に巻回された紙などからなるテープ状物(P)を引出して筒状撚糸(S)を成形する装置であり、図1及び2が示すように、大略、装置本体(12),原反ロール保持手段(14),テープ状物繰り出し機構(16),撚りガイドローラー(18),テープ撚り手段(20),筒状撚糸巻取り手段(22),撚り戻り防止剤塗布装置(C)及び撚り戻り防止剤硬化手段(H)などで構成されている。
【0027】
装置本体(12)は、図1に示すように、基台(12a)と、この基台(12a)上に立設された複数の支柱(12b)と、支柱(12b)上部に架設された上壁部(12c)と、上壁部(12c)上に立設された上部支柱(12d)と、支柱(12b)上部の側面より水平方向に延ばされたアーム部(12e)とで構成されている。
【0028】
原反ロール保持手段(14)は、テープ状物(P)を巻回してなる原反ロール(W)の筒軸(R)を軸支すると共に、テープ状物(P)が巻戻し方向にて繰り出し可能に原反ロール(W)を保持するものであり、アーム部(12e)に回転自在に取り付けられ、原反ロール(W)の筒軸(R)を軸支する軸(14a)を有する。そして、この軸(14a)には、原反ロール(W)に巻回されたテープ状物(P) に対して一定の張力を与え(バックテンションを調節しながら)、巻戻しの初めから終わりまで常に一定の状態でテープ状物(P)の繰り出しを可能にすると共に、後述するテープ状物繰り出し機構(16)を構成するサーボモーター(24)が取り付けられている。
【0029】
テープ状物繰り出し機構(16)は、原反ロール(W)に巻回されたテープ状物(P)を繰り出すためのものであり、支柱(12b)に上下変位可能に取り付けられたダンサーローラー(26)と、上述したサーボモーター(24)とで構成されている。
【0030】
ダンサーローラー(26)は、巻き掛けられたテープ状物(P)のテンションに応じてその位置が変位(本実施例の場合は上下移動)し、テープ状物(P)にかかるテンションを調節する回転体である。
【0031】
このダンサーローラー(26)には、その上下位置を検出するセンサー(28)が取り付けられており、このセンサー(28)で検出した位置信号に基づいてサーボモーター(24)の回転数が制御されるようになっている。具体的には、ダンサーローラー(26)の位置が予め設定した上限位置を超えた場合、サーボモーター(24)の回転速度が上昇してテープ状物(P)の繰り出し量を増やし、テープ状物(P)にかかるテンションが低減される。一方、ダンサーローラー(26)の位置が予め設定した下限位置を下回った場合、サーボモーター(24)の回転速度が下降してテープ状物(P)の繰り出し量が減らされ、テープ状物(P)にテンションがかかるようになる。
【0032】
また、ダンサーローラー(26)には、ダンサーローラー(26)が変位する際の負荷(すなわち、変位負荷)を調整するエアシリンダー(26a)が取り付けられており、後述する筒状撚糸引出し装置(52)を使用する際に、上部支柱(12d)の上端に設けられたテンション検出装置(32)にて検出されるテープ状物(P)のテンションが一定となるよう、テンション検出装置(32)の検出信号に基づいてこのエアシリンダー(26a)のシリンダー圧が調整され、ダンサーローラー(26)の変位負荷が調整されるようになっている。
【0033】
ここで、本実施例の筒状撚糸製造装置(10)では、装置本体(12)の上壁部(12c)上に、テープ状物(P)に転接する複数の送りローラー(30a)とガイドローラー(30b)とを備え、テープ状物(P)を撚りガイドローラー(18)に向けて一定速度で送り出すテープ状物送り装置(30)が取り付けられている。このテープ状物送り装置(30)は、複数(本実施例では2本)の送りローラー(30a)が、上下及び前後方向にずれて配置されている。
【0034】
また、上部支柱(12d)の上端には、テンション検出装置(32)を通過したテープ状物(P)の位置をセンシングして当該テープ状物(P)の蛇行を補正する蛇行補正ローラー(34)が取り付けられている。この蛇行補正ローラー(34)は、センシングしたテープ状物(P)の走行位置に基づいてテープ状物(P)の走行方向に対する傾斜角度が自動調整され、当該テープ状物(P)が一定の経路を走行するように補正するものである。
【0035】
撚りガイドローラー(18)は、回転軸(A)がテープ状物(P)の走行方向に対して傾斜して取り付けられ(図2参照)、テープ状物(P)に対してその幅方向の一端が他端側にめくれ上がるようなめくれを付与するものである。
【0036】
この撚りガイドローラー(18)は、上部支柱(12d)の上部から垂設されたガイド部材(36)に沿って上下移動する板状の支持部材(38)に取り付けられており(つまり、撚りガイドローラー(18)とテープ撚り手段(20)とが近接離間可能であり)、支持部材(38)に固定されたモーター(40)によって、テープ状物(P)の走行方向に対する回転軸(A)の傾斜角度が可変制御(サーボモーター制御)されるようになっている(図2参照)。
【0037】
また、この支持部材(38)における撚りガイドローラー(18)取り付け位置のテープ状物(P)走行経路直上流側には弛み取りローラー装置(42)が取り付けられており、テープ状物(P)が撚りガイドローラー(18)に当接する際のテープ状物(P)の弛みを除去するようにしている。
【0038】
この弛み取りローラー装置(42)は、図3に示すように、ローラーフレーム(42a)、その内輪(42bイ)を水平方向(即ち、ローラーフレーム(42a)内)での回転運動を自在に支持する回転方向追従ベアリング(42b)、回転方向追従ベアリング(42b)の内輪(42bイ)にその両端が軸支され、該軸(42cイ)の軸周りに回転する自転ロール(42c)、水平方向での進退移動を自在に支持するスライド軸受(42d)を介して支持部材(38)に取り付けられたシャフト(42e)、ローラーフレーム(42a)とシャフト(42e)とを連結し、シャフト(42e)の軸方向でローラーフレーム(42a)を揺動自在に支持する傾斜方向追従支軸(42f)、及び傾斜方向追従支軸(42f)と調圧ノブ(42g)との間に介装されたバックテンションスプリング(42h)などで構成されている。このため、この弛み取りローラー装置(42)は、図2に示すように、テープ状物(P)の走行方向及び幅方向に対する自転ロール(42c)の傾斜角度が受動的に且つ自在に調整される(つまり、ジャイロ機構が構成されている)と共に、調圧ノブ(42g)を進退させることによりバックテンションスプリング(42h)のテンションを調整し、自転ロール(42c)がテープ状物(P)に対して与えるテンションを調節することができる。その結果、テープ状物(P)が自転ロール(42c)に転接する際の転接面積とテンションとを常に一定にすることができ、テープ状物(P)が上述した撚りガイドローラー(18)に当接する際のテープ状物(P)の弛みを完全に除去することができる。
【0039】
また、支持部材(38)における撚りガイドローラー(18)取り付け位置のテープ状物(P)走行経路下流側には、撚りガイドローラー(18)を通過し、撚りのきっかけとなるめくれが付与されたテープ状物(P)の走行を案内する撚り案内ガイド(44)が取り付けられている。
【0040】
テープ撚り手段(20)は、めくれが付与されつつ送られるテープ状物(P)をその走行方向に沿った仮想軸線(i)周りでめくれ方向へ回転させることによりテープ状物(P)を加撚して筒状撚糸(S)を成形するものであり(図2参照)、支柱(12b)に取り付けられた回転用モーター(46)と、内部に複数(本実施例では3本)のローラー(48)を備え、ベルト(B)を介して自転用モーター(46)の回転力が与えられる筒状の回転枠体(50)とで構成されている。
【0041】
ここで、本実施例の筒状撚糸製造装置(10)では、図2に示すように、上下方向に延びるテープ状物(P)の送り経路に沿った仮想軸線(i)上に、上から蛇行補正ローラー(34)、弛み取りローラー装置(42)、撚りガイドローラー(18)、撚り案内ガイド(44)及びテープ撚り手段(20)の回転枠体(50)がこの順に配置されており、且つ撚りガイドローラー(18)の傾斜角度とテープ撚り手段(20)の回転数とが連動制御できるようになっている。
【0042】
また、本実施例では、回転枠体(50)の直下に、筒状撚糸(S)に転接する複数の引出しローラー(52a)とガイドローラー(52b)とを備え、筒状撚糸(S)をテープ撚り手段(20)から一定速度で引き出す筒状撚糸引出し装置(52)が取り付けられている。この筒状撚糸引出し装置(52)は、複数(本実施例では2本)の引出しローラー(52a)が、上下及び前後方向にずれて配置されている。
【0043】
筒状撚糸巻取り手段(22)は、テープ撚り手段(20)で成形した筒状撚糸(S)を順次巻き取る装置であり、本実施例では、巻取りドラム(54)と、この巻取りドラム(54)の外周を旋回するフライヤーリング(56)とで構成されたトラバース装置である。
【0044】
なお、この筒状撚糸巻取り手段(22)には、筒状撚糸巻取り手段(22)の巻取り張力を調整するブレーキ手段(22a)が取り付けられている。本実施例の場合、フライヤーリング(56)の回転負荷を調整するパウダーブレーキがこれに該当する。このブレーキ手段(22a)は、上述したテープ状物送り装置(30)を使用する際に、上部支柱(12d)の上端に設けられたテンション検出装置(32)にて検出されるテープ状物(P)のテンションが一定となるよう、フライヤーリング(56)の回転負荷を調整することによって筒状撚糸巻取り手段(22)の巻取り張力を調整するためのものである。
【0045】
撚り戻り防止剤塗布装置(C)は、テープ状物(P)の走行経路におけるテープ状物繰り出し機構(16)の下流側に設けられ、テープ状物(P)或いは筒状撚糸(S)に対して撚り戻り防止剤(L)を塗布する装置である。具体的には、本実施例の筒状撚糸製造装置(10)では、撚り戻り防止剤塗布装置(C)が、図1に示すように、バックアップロール(58),コーティングロール(60)及びピックアップロール(62)からなり、図示しない塗料パンからピックアップロール(62)で巻き上げた撚り戻り防止剤(L)をコーティングロール(60)に転写した後、該コーティングロール(60)からテープ状物(P)に転写・塗布するダイレクトロールコーターで構成されており、テープ状物(P)の走行経路におけるテープ状物送り装置(30)とテンション検出装置(32)との間に設置されている。
【0046】
ここで、この撚り戻り防止剤塗布装置(C)で塗布される撚り戻り防止剤(L)としては、2液急速硬化型のエポキシ樹脂系接着剤、α−シアノアクリレート樹脂を主成分とする1液タイプの瞬間接着剤、EVA系,オレフィン系,反応性ホットメルトなどのホットメルト形接着剤、UV(紫外線)硬化接着剤、及び溶液型バインダーなどを例示することができる。
【0047】
なお、撚り戻り防止剤塗布装置(c)を用いてテープ状物(P)の片面のみに撚り戻り防止剤(L)を塗布する場合には、撚りをかけた時に表となる面に当該撚り戻り防止剤(L)を塗布するのが好ましい。こうすることにより、後述するように撚り戻り防止剤硬化手段(H)を用いて撚り戻り防止剤(L)を硬化させる際に、該撚り戻り防止剤(L)を効率よく硬化させることができるからである。つまり、撚り戻り防止剤(L)の撚り戻り防止効果を効果的に発現させることができる。
【0048】
撚り戻り防止剤硬化手段(H)は、テープ状物(P)の走行経路における撚り戻り防止剤塗布装置(C)及びテープ撚り手段(20)の下流側で且つ筒状撚糸巻取り手段(22)の上流側に設けられ、テープ状物(P)に塗布した撚り戻り防止剤(L)を硬化させるためのものである。本実施例の筒状撚糸製造装置(10)では、図1に示すように、この撚り戻り防止剤硬化手段(H)が、テープ状物(P)の走行経路における筒状撚糸引出し装置(52)と筒状撚糸巻取り手段(22)との間に設けられている。
【0049】
また、この撚り戻り防止剤硬化手段(H)の具体的な構成については、テープ状物(P)或いは筒状撚糸(S)に塗布する撚り戻り防止剤(L)の性状により一義的に決まる。すなわち、撚り戻り防止剤(L)として2液急速硬化型のエポキシ樹脂系接着剤を用いる場合には、第2液を塗布する塗布装置がこの撚り戻り防止剤硬化手段(H)に該当し、撚り戻り防止剤(L)としてホットメルト形接着剤を用いる場合には、冷風機などの冷却装置がこの撚り戻り防止剤硬化手段(H)に該当する。又、撚り戻り防止剤(L)としてUV硬化接着剤を用いる場合には、紫外線照射装置がこの撚り戻り防止剤硬化手段(H)に該当し、撚り戻り防止剤(L)として溶液型バインダーを用いる場合には、溶媒を除去するドライヤーなどの加熱装置がこの撚り戻り防止剤硬化手段(H)に該当する。
【0050】
なお、撚り戻り防止剤(L)として、例えば、α−シアノアクリレート樹脂を主成分とする1液タイプの瞬間接着剤などを用いた場合には、この撚り戻り防止剤硬化手段(H)は不要となる。又、係る場合、撚り戻り防止剤塗布装置(C)は、図5に示すように、テープ状物(P)の走行経路における筒状撚糸引出し装置(52)と筒状撚糸巻取り手段(22)との間に設けるのが好ましい。
【0051】
以上のように構成された筒状撚糸製造装置(10)において、各構成部品の制御、例えばサーボモーター(24)の回転数,撚りガイドローラー(18)の傾斜角度,テープ撚り手段(20)の回転数及び筒状撚糸巻取り手段(22)の巻取り速度,撚り戻り防止剤塗布装置(C)における撚り戻り防止剤(L)の塗布量などの制御は、制御手段(64)で一括管理できるようになっている。したがって、予め、引張強度や幅などが異なる各種テープ状物(P)における撚りガイドローラー(18)の傾斜角度、テープ撚り手段(20)の回転数及び生産速度と得られる筒状撚糸(S)との関係についてデータを求め、当該データに基づいて制御手段(64)に指示を入力すれば、再現性よく所望の筒状撚糸(S)を得ることができる。
【0052】
本実施例の筒状撚糸製造装置(10)を用いて筒状撚糸(S)を製造する際には、原反ロール(W)を原反ロール保持手段(14)にセットし、原反ロール(W)からテープ状物(P)の先端を引き出す。そして、このテープ状物(P)を所定の送り経路にセットして、その先端を筒状撚糸巻取り手段(22)の巻取りドラム(54)に係止させる。なお、図1に示す実施例の場合、筒状撚糸製造装置(10)を走行するテープ状物(P)のテンションを調整する手段として、テープ状物送り装置(30)のみを使用しており、筒状撚糸引出し装置(52)は使用していない(ガイドローラー(52b)に巻き掛けた筒状撚糸(S)を直接、筒状撚糸巻取り手段(22)に与えている)。
【0053】
ここで、テープ状物(P)として、予め樹脂を含浸させることによって耐磨耗性や引張強度などの機械的強度を向上させたものを用いるのが好ましく、より好ましくは、水性樹脂エマルジョン,撥水撥油剤及び有機系シランカップリング剤からなる樹脂組成物を含浸させたものである。テープ状物(P)としてこのようなものを用いることにより、筒状撚糸製造装置(10)の生産速度を上げることができると共に、得られる筒状撚糸(S)の耐久性を格段に向上させることができるからである。また、後者の樹脂組成物を用いた場合、上記機能に加え、筒状撚糸(S)に防汚性や耐水性なども付与することができる。なお云うまでもないが、テープ状物(P)として市販の樹脂含浸紙を用いることもできる。
【0054】
続いて、筒状撚糸製造装置(10)の電源をオンにして、サーボモーター(24)、テープ状物送り装置(30)、撚り戻り防止剤塗布装置(C)、回転用モーター(46)、撚り戻り防止剤硬化手段(H)及び筒状撚糸巻取り手段(22)を作動させる。すると、原反ロール(W)からテープ状物(P)が繰り出され、このテープ状物(P)がダンサーローラー(26)、テープ状物送り装置(30)、撚り戻り防止剤塗布装置(C)、蛇行補正ローラー(34)、弛み取りローラー装置(42)を経て撚りガイドローラー(18)に与えられる。そして、このテープ状物(P)が撚りガイドローラー(18)及びテープ撚り手段(20)によって筒状撚糸(S)に成形された後、ガイドローラー(52b)、撚り戻り防止剤硬化手段(H)を経て筒状撚糸巻取り手段(22)へと与えられる。
【0055】
本実施例の筒状撚糸製造装置(10)においてダンサーローラー(26)と撚りガイドローラー(18)との間に設けられたテープ状物送り装置(30)では、テープ状物(P)が送りローラー(30a)を通過する際、ジグザグ状の経路を通るので、テープ状物(P)と送りローラー(30a)との転接有効長さが長くなる。したがって、原反ロール(W)より繰り出されたテープ状物(P)が送りローラー(30a)を通過する際に、送りローラー(30a)が空回してテープ状物(P)の送り動作が乱れるのを防止することができる。加えて、このようなテープ状物送り装置(30)を設けることによって、ダンサーローラー(26)から撚りガイドローラー(18)までの間におけるテープ状物(P)のフリーラン、すなわち、未だ撚りが付与されておらず筒状撚糸(S)に比べて引張強度の弱いテープ状物(P)が何の支えもなく走行する距離を短縮することができる。このため、引張強度が小さい或いは幅が狭いテープ状物(P)であっても当該テープ状物(P)を切断することなく筒状撚糸(S)に成形することができる。
【0056】
また、筒状撚糸巻取り手段(22)に、テンション検出装置(32)にて検出されるテープ状物(P)のテンションが一定となるように筒状撚糸巻取り手段(22)の巻取り張力を調整するブレーキ手段(22a)が取り付けられているので、このブレーキ手段(22a)をテープ状物送り装置(30)と併用すれば、テープ状物(P)を一定の速度及びテンションで撚りガイドローラー(18)に向けて送り出すことができ、テープ状物(P)の撚り動作をより安定して実行することができる。このような制御は、(撚り戻り防止剤塗布装置(C)を用いて)テープ状物(P)に撚り戻り防止剤(L)を塗布することによってテープ状物(P)に伸びが生じるような場合に特に有効となる。
【0057】
なお、上述の実施例では、筒状撚糸製造装置(10)を走行するテープ状物(P)のテンションを調整する手段として、テープ状物送り装置(30)を使用する場合を示したが、テープ状物(P)の引張強度が大きい場合等には、図4に示すように、テープ状物送り装置(30)に替えて筒状撚糸引出し装置(52)を使用するようにしてもよい。
【0058】
この場合は、筒状撚糸(S)が引出しローラー(52a)を通過する際、ジグザグ状の経路を通るので、筒状撚糸(S)と引出しローラー(52a)との転接有効長さが長くなる。したがって、テープ撚り手段(20)から引き出される筒状撚糸(S)が引出しローラー(52a)を通過する際に、引出しローラー(52a)が空回して筒状撚糸(S)の送り動作が乱れるのを防止することができると共に、筒状撚糸(S)が筒状撚糸巻取り手段(22)の巻取り動作の影響を受け難くなり、筒状撚糸(S)の引出し動作が安定的に行われるようになる。又、ダンサーローラー(26)に、テンション検出装置(32)にて検出されるテープ状物(P)のテンションが一定となるようにダンサーローラー(26)の変位負荷を調整するエアシリンダー(26a)が取り付けられているので、このエアシリンダー(26a)を筒状撚糸引出し装置(52)と併用すれば、テープ状物(P)を一定の速度及びテンションで撚りガイドローラー(18)に引き込むことができ、テープ状物(P)の撚り動作をより安定して実行することができる。
【0059】
また、上述の例では、筒状撚糸製造装置(10)上においてテープ状物(P)の走行を補助する手段として、テープ状物送り装置(30)又は筒状撚糸引出し装置(52)をそれぞれ単独で使用する場合を示したが、テープ状物送り装置(30)と筒状撚糸引出し装置(52)との両方を併用するようにしても良い。但し、この場合には、テンション検出装置(32)にて検出されるテープ状物(P)のテンションに基づいてエアシリンダー(26a)のシリンダー圧やブレーキ手段(22a)の制動を制御するのではなく、当該テンションに基づいてテープ状物送り装置(30)におけるテープ状物(P)の送り速度、又は筒状撚糸引出し装置(52)における筒状撚糸(S)の引出し速度を制御する必要がある。
【0060】
また、図1及び4に示す筒状撚糸製造装置(10)では、テープ状物送り装置(30)と筒状撚糸引出し装置(52)の両方を設ける場合を示したが、これら各装置の何れか一方のみを設けるようにしてもよい。
【0061】
さらに、上述の実施例では、撚り戻り防止剤塗布装置(C)をテープ状物(P)の走行経路におけるテープ状物送り装置(30)とテンション検出装置(32)との間に設置する例を示したが、例えばテープ状物(P)の幅が狭い場合や湿潤引張強度が小さい場合等には、図5に示すように、撚り戻り防止剤塗布装置(C)をテープ状物(P)の走行経路における筒状撚糸引出し装置(52)と撚り戻り防止剤硬化手段(H)との間に設けるようにしてもよい。この場合、テープ状物(P)に撚りを掛けて成形した筒状撚糸(S)に撚り戻り防止剤(L)を塗布することになる。
【0062】
そして、上述の例では、撚り戻り防止剤塗布装置(C)がダイレクトロールコーターで構成された場合を示したが、テープ状物(P)或いは筒状撚糸(S)に対して適切に撚り戻り防止剤(L)を塗布できるものであれば、撚り戻り防止剤塗布装置(C)の具体的態様はこれに限定されるものではなく、例えば(図示しないが)スプレー式の塗布装置やブレードコーター、含浸浴などであってもよい。
【符号の説明】
【0063】
(10)…筒状撚糸製造装置
(12)…装置本体
(14)…原反ロール保持手段
(16)…テープ状物繰り出し機構
(18)…撚りガイドローラー
(20)…テープ撚り手段
(22)…筒状撚糸巻取り手段
(22a)…ブレーキ手段
(24)…サーボモーター
(26)…ダンサーローラー
(26a)…エアシリンダー
(28)…センサー
(30)…テープ状物送り装置
(30a)…送りローラー
(30b)…ガイドローラー
(32)…テンション検出装置
(34)…蛇行補正ローラー
(36)…ガイド部材
(38)…支持部材
(40)…モーター
(42)…弛み取りローラー装置
(44)…撚り案内ガイド
(46)…回転用モーター
(48)…ローラー
(50)…回転枠体
(52)…筒状撚糸引出し装置
(52a)…引出しローラー
(52b)…ガイドローラー
(54)…巻取りドラム
(56)…フライヤーリング
(64)…制御手段
(C)…撚り戻り防止剤塗布装置
(L)…撚り戻り防止剤
(H)…撚り戻り防止剤硬化手段
(P)…テープ状物
(W)…原反ロール
(S)…筒状撚糸
【技術分野】
【0001】
本発明は、紙などを細く裁断したテープ状物に撚りをかけて筒状の撚糸を形成する筒状撚糸製造装置とこれを用いた筒状撚糸の製造方法に関する。
【背景技術】
【0002】
紙などを細く裁断し、これに撚りをかけて形成した筒状の撚糸は、これを機織することによって紙製織物とし、壁紙,スリッパ,帽子,シートカバーなどの素材や、畳表のい草の代替品として利用されている。
【0003】
このような筒状撚糸の製造装置として、巻上げた長尺のテープ状物を水平状態で回転可能に保持する保持手段と、テープ状物の引出し張力を調整する張力調整手段と、テープ状物の幅方向一方端を幅方向他方側に撚り上がるようにすると共に巻込み現象を起こさせるように互いに軸方向を変位させた一対の偏位ローラーを備えた撚付与手段とを、この順序で第1の枠体に設置し、第1の枠体をテープ状物の導通経路方向を仮想中心軸として回転可能に第2の枠体に軸支したものが挙げられる(例えば、特許文献1参照。)。
【0004】
この製造装置によれば、テープ状物の引取速度と第1の枠体の回転速度とを調整することによって、口径,層壁数及び断面状態の異なった様々な種類の筒状撚糸を連続的に製造することができるものの、巻上げた長尺のテープ状物がテープの引出し方向と直角の状態(水平状態)で設置されているため、走行するテープ状物が捻じれつつ方向転換する際、テープ状物の幅方向に張力差が生じ、当該テープ状物を破断させる方向の力が掛かるようになること等から、テープ状物を構成する材料(紙)として引張強度の高いものや比較的広幅のものを使用する必要があると共に、生産速度を上げるのが困難であった。
【0005】
ここで、係る筒状撚糸製造装置において、生産速度を上げるために予め樹脂等を含浸させて機械的強度を向上させたテープ状物を用いて筒状撚糸を製造した場合には、テープ状物の破断を低減でき、生産速度を上げることができるものの、樹脂等を含浸させることによってテープ状物の剛性も高くなっていることから、「撚り戻り」が生じるようになるという問題が新たに顕在化してきた。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平9−141764号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
それゆえに、本発明の主たる課題は、原料であるテープ状物の引張強度や幅或いは厚みの大小にかかわらず、スパイラルピッチや撚り巻き数を任意且つ大幅に調整することができると共に、撚り戻りの発生を防止でき、しかも生産速度を向上させることが可能な筒状撚糸製造装置を提供することである。また、本発明の更なる課題は、このような筒状撚糸製造装置を用いて高性能な筒状撚糸を効率的に製造することが可能な筒状撚糸の製造方法を提供することである。
【課題を解決するための手段】
【0008】
請求項1に記載した発明は、
(a)テープ状物(P)を巻回してなる原反ロール(W)を、テープ状物(P)が引出し方向に繰り出されるように保持する原反ロール保持手段(14)と、
(b)原反ロール(W)に巻回されたテープ状物(P)を繰り出すテープ状物繰り出し機構(16)と、
(c)回転軸(A)が原反ロール(W)から繰り出されたテープ状物(P)の走行方向に対して傾斜して取り付けられ、テープ状物(P)に対してその幅方向の一端が他端側にめくれ上がるようなめくれを付与する撚りガイドローラー(18)と、
(d)めくれが付与されつつ送られるテープ状物(P)をその送り方向に沿った仮想軸線(i)周りでめくれ方向へ自転させることによりテープ状物(P)を加撚して筒状撚糸(S)に成形するテープ撚り手段(20)と、
(e)テープ撚り手段(20)で成形した筒状撚糸(S)を順次巻き取る筒状撚糸巻取り手段(22)とを備え、
(f)撚りガイドローラー(18)には、テープ状物(P)の走行方向に対する回転軸(A)の傾斜角度を可変制御するモーター(40)が取り付けられると共に、撚りガイドローラー(18)とテープ撚り手段(20)とが近接離間可能に設置されており、
(g)テープ状物(P)の走行経路におけるテープ状物繰り出し機構(16)の下流側には、テープ状物(P)或いは筒状撚糸(S)に対して撚り戻り防止剤(L)を塗布する撚り戻り防止剤塗布装置(C)が設けられている
(h)ことを特徴とする筒状撚糸製造装置(10)
である。
【0009】
この発明では、原反ロール保持手段(14)が、原反ロール(W)に巻回したテープ状物(P)がその引出し方向に繰り出されるように原反ロール(W)を保持しているので、原反ロール(W)から繰り出されたテープ状物(P)の幅方向に張力差が生じ、当該テープ状物(P)を破断するような力がかかるのを防止することができる。
【0010】
ここで、従来の筒状撚糸製造装置では、テープ状物のめくれ状態を調整する際に、撚りガイドローラーをハンマー等で叩いて撚りガイドローラーの取り付け角度を調整する方法が採られていたが、かかる方法ではテープ状物のめくれ状態の調整に、職人芸的な勘と経験が必要であると共に再現性が乏しいと云う問題があった。
【0011】
しかしながら、本発明の筒状撚糸製造装置(10)では、撚りガイドローラー(18)に、テープ状物(P)の走行方向に対する回転軸(A)の傾斜角度を可変制御するモーター(40)が取り付けられているので、筒状撚糸製造装置(10)の運転中であっても、当該モーター(40)を可変制御することによって、上記回転軸(A)の傾斜角度を任意且つ容易に変更することができる。したがって、テープ状物(P)の幅,厚み,強度或いは走行速度などにかかわらず、テープ状物(P)に対して所望のめくれを付与することができる。
【0012】
また、テープ状物(P)の幅,厚み,強度或いは走行速度などが異なった場合、撚りガイドローラー(18)で付与されるめくれが安定する位置も変化するようになるが、撚りガイドローラー(18)とテープ撚り手段(20)とが近接離間可能に設置されているので、前記のようにテープ状物(P)の状態が異なる場合であっても、撚りガイドローラー(18)とテープ撚り手段(20)との距離(T)を調整することによって、常に撚りガイドローラー(18)で付与されるめくれが安定した後、テープ状物(P)に対して所定の撚りを加えることができる。
【0013】
加えて、撚りガイドローラー(18)とテープ撚り手段(20)とが別個独立したものであることから、撚りガイドローラー(18)の回転軸の傾斜角度とテープ撚り手段(20)の回転数をそれぞれ個別に調整することができ、様々なスパイラルピッチ及び撚り数の筒状撚糸(S)を得ることができる。
【0014】
さらに、撚り戻り防止剤塗布装置(C)が設けられているので、係る装置(C)を用いて、テープ状物(P)或いは筒状撚糸(S)に撚り戻り防止剤(L)を塗布することによって、筒状撚糸(S)の撚り戻りを防止することができる。したがって、テープ状物(P)として、例えば耐磨耗性や撥水性付与のために予め様々な樹脂等を含浸させた結果、剛性が高くなり撚り戻りが起き易くなった物も使用することができるようになる。
【0015】
請求項2に記載した発明は、請求項1に記載の筒状撚糸製造装置(10)において、「テープ状物(P)の走行経路における撚り戻り防止剤塗布装置(C)及びテープ撚り手段(20)の下流側で且つ筒状撚糸巻取り手段(22)の上流側には、テープ状物(P)に塗布した撚り戻り防止剤(L)を硬化させる撚り戻り防止剤硬化手段(H)が設けられている」ことを特徴とするもので、これにより、撚り戻り防止剤(L)の種類に応じた適正なスピードで該撚り戻り防止剤(L)を硬化させることができ、筒状撚糸(S)の生産性を向上させることができる。
【0016】
請求項3に記載した発明は、請求項1又は2に記載の筒状撚糸製造装置(10)において、「テープ状物(P)の走行経路における撚りガイドローラー(18)の直上流側には、テープ状物(P)が撚りガイドローラー(18)に当接する際のテープ状物(P)の弛みを除去する弛み取りローラー装置(42)が取り付けられている」ことを特徴とするもので、これにより、撚りガイドローラー(18)に当接するテープ状物(P)が蛇行してめくれが不安定になる(すなわち、筒状撚糸(S)のスパイラルピッチ等が不均一になる)のを防止することできる。
【0017】
請求項4に記載した発明は、請求項1乃至3の何れかに記載の筒状撚糸製造装置(10)において、「テープ状物繰り出し機構(16)が、テープ状物(P)の走行経路における撚りガイドローラー(18)と原反ロール保持手段(14)との間に設けられ、テープ状物(P)が巻き掛けられるダンサーローラー(26)と、原反ロール保持手段(14)の原反ロール(W)を軸支する軸(14a)に取り付けられ、ダンサーローラー(26)の位置信号に基づいてテープ状物(P)の繰り出し量を加減制御するサーボモーター(24)とで構成されている」ことを特徴とするものである。
【0018】
この発明では、サーボモーター(24)によって原反ロール(W)の回転数すなわちテープ状物(P)の繰り出し量を高精度に調整することができるので、ダンサーローラー(26)の位置信号に基づいて、原反ロール(W)から繰り出されるテープ状物(P)のテンションが所定の範囲内となるように精度よく制御することができる。
【0019】
また、ダンサーローラー(26)は、巻き掛けられたテープ状物(P)のテンションが一定の範囲内に納まるよう、その位置が変位するため、何らかの理由でテープ状物(P)に過大なテンションが掛かったとしても、このダンサーローラー(26)がテープ状物(P)にかかるテンションを緩和する方向へと移動し、テープ状物(P)が破断するのを防止することができる。
【0020】
請求項5に記載した発明は、請求項1乃至4の何れかに記載の筒状撚糸製造装置(10)を用いた筒状撚糸(S)の製造方法であって、
(a)予め樹脂を含浸させたテープ状物(P)で形成された原反ロール(W)を原反ロール保持手段(14)にセットし、
(b)原反ロール(W)に巻回されたテープ状物(P)をテープ状物繰り出し機構(16)で繰り出しつつ、撚り戻り防止剤塗布装置(C)を用いてテープ状物(P)に撚り戻り防止剤(L)を塗布した後、撚りガイドローラー(18)及びテープ撚り手段(20)を用いてテープ状物(P)に撚りを加え、或いは撚りガイドローラー(18)及びテープ撚り手段(20)を用いてテープ状物(P)に撚りを加えた後、撚り戻り防止剤塗布装置(C)を用いてテープ状物(P)に撚り戻り防止剤(L)を塗布する
(c)ことを特徴とする筒状撚糸(S)の製造方法
である。
【0021】
この発明では、テープ状物(P)として、予め樹脂を含浸させることによって耐磨耗性や引張強度などの機械的強度を向上させたものを用いているので、筒状撚糸製造装置(10)の生産速度を上げることができると共に、得られる筒状撚糸(S)は耐久性が格段に向上したものとなる。
【0022】
ここで、テープ状物(P)に樹脂を含浸させた場合、機械的強度が向上すると同時に剛性も高くなることから、筒状撚糸(S)に成形した際に撚り戻りが生じるようになる。しかしながら、本発明の筒状撚糸(S)の製造方法では、請求項1乃至4の何れかに記載の筒状撚糸製造装置(10)を用い、オンラインで筒状撚糸(S)に撚り戻り防止剤(L)を塗布・硬化させるようにしているので、このように剛性の高いテープ状物(P)を用いた場合であっても、筒状撚糸(S)に成形して筒状撚糸巻取り手段(22)で巻き取る段階で既に撚り戻りを防止することができている。
【発明の効果】
【0023】
本発明によれば、原料であるテープ状物の引張強度や幅或いは厚みの大小にかかわらず、スパイラルピッチや撚り巻き数を任意且つ大幅に調整することができると共に、撚り戻りの発生を防止でき、しかも生産速度を向上させることが可能な筒状撚糸製造装置と、係る筒状撚糸製造装置を用いて高性能な筒状撚糸を効率的に製造することが可能な筒状撚糸の製造方法とを提供することができる。
【図面の簡単な説明】
【0024】
【図1】本発明における一実施例の筒状撚糸製造装置(テープ状物送り装置を使用する場合)の構成を示す構成図である。
【図2】本発明における一実施例の筒状撚糸製造装置の要部を示す概略図である。
【図3】弛み取りローラー装置の一例を示す図であり、(A)は平面部分断面図、(B)は側面図である。
【図4】本発明における一実施例の筒状撚糸製造装置(筒状撚糸引出し装置を使用する場合)の構成を示す構成図である。
【図5】本発明における他の実施例の筒状撚糸製造装置の構成を示す構成図である。
【発明を実施するための形態】
【0025】
以下、本発明の筒状撚糸製造装置を図面に従って詳述する。図1は、本発明の一実施例の筒状撚糸製造装置(10)を示す構成図であり、図2は、本実施例の筒状撚糸製造装置(10)の要部を示す概略図である。
【0026】
本発明の筒状撚糸製造装置(10)は、原反ロール(W)に巻回された紙などからなるテープ状物(P)を引出して筒状撚糸(S)を成形する装置であり、図1及び2が示すように、大略、装置本体(12),原反ロール保持手段(14),テープ状物繰り出し機構(16),撚りガイドローラー(18),テープ撚り手段(20),筒状撚糸巻取り手段(22),撚り戻り防止剤塗布装置(C)及び撚り戻り防止剤硬化手段(H)などで構成されている。
【0027】
装置本体(12)は、図1に示すように、基台(12a)と、この基台(12a)上に立設された複数の支柱(12b)と、支柱(12b)上部に架設された上壁部(12c)と、上壁部(12c)上に立設された上部支柱(12d)と、支柱(12b)上部の側面より水平方向に延ばされたアーム部(12e)とで構成されている。
【0028】
原反ロール保持手段(14)は、テープ状物(P)を巻回してなる原反ロール(W)の筒軸(R)を軸支すると共に、テープ状物(P)が巻戻し方向にて繰り出し可能に原反ロール(W)を保持するものであり、アーム部(12e)に回転自在に取り付けられ、原反ロール(W)の筒軸(R)を軸支する軸(14a)を有する。そして、この軸(14a)には、原反ロール(W)に巻回されたテープ状物(P) に対して一定の張力を与え(バックテンションを調節しながら)、巻戻しの初めから終わりまで常に一定の状態でテープ状物(P)の繰り出しを可能にすると共に、後述するテープ状物繰り出し機構(16)を構成するサーボモーター(24)が取り付けられている。
【0029】
テープ状物繰り出し機構(16)は、原反ロール(W)に巻回されたテープ状物(P)を繰り出すためのものであり、支柱(12b)に上下変位可能に取り付けられたダンサーローラー(26)と、上述したサーボモーター(24)とで構成されている。
【0030】
ダンサーローラー(26)は、巻き掛けられたテープ状物(P)のテンションに応じてその位置が変位(本実施例の場合は上下移動)し、テープ状物(P)にかかるテンションを調節する回転体である。
【0031】
このダンサーローラー(26)には、その上下位置を検出するセンサー(28)が取り付けられており、このセンサー(28)で検出した位置信号に基づいてサーボモーター(24)の回転数が制御されるようになっている。具体的には、ダンサーローラー(26)の位置が予め設定した上限位置を超えた場合、サーボモーター(24)の回転速度が上昇してテープ状物(P)の繰り出し量を増やし、テープ状物(P)にかかるテンションが低減される。一方、ダンサーローラー(26)の位置が予め設定した下限位置を下回った場合、サーボモーター(24)の回転速度が下降してテープ状物(P)の繰り出し量が減らされ、テープ状物(P)にテンションがかかるようになる。
【0032】
また、ダンサーローラー(26)には、ダンサーローラー(26)が変位する際の負荷(すなわち、変位負荷)を調整するエアシリンダー(26a)が取り付けられており、後述する筒状撚糸引出し装置(52)を使用する際に、上部支柱(12d)の上端に設けられたテンション検出装置(32)にて検出されるテープ状物(P)のテンションが一定となるよう、テンション検出装置(32)の検出信号に基づいてこのエアシリンダー(26a)のシリンダー圧が調整され、ダンサーローラー(26)の変位負荷が調整されるようになっている。
【0033】
ここで、本実施例の筒状撚糸製造装置(10)では、装置本体(12)の上壁部(12c)上に、テープ状物(P)に転接する複数の送りローラー(30a)とガイドローラー(30b)とを備え、テープ状物(P)を撚りガイドローラー(18)に向けて一定速度で送り出すテープ状物送り装置(30)が取り付けられている。このテープ状物送り装置(30)は、複数(本実施例では2本)の送りローラー(30a)が、上下及び前後方向にずれて配置されている。
【0034】
また、上部支柱(12d)の上端には、テンション検出装置(32)を通過したテープ状物(P)の位置をセンシングして当該テープ状物(P)の蛇行を補正する蛇行補正ローラー(34)が取り付けられている。この蛇行補正ローラー(34)は、センシングしたテープ状物(P)の走行位置に基づいてテープ状物(P)の走行方向に対する傾斜角度が自動調整され、当該テープ状物(P)が一定の経路を走行するように補正するものである。
【0035】
撚りガイドローラー(18)は、回転軸(A)がテープ状物(P)の走行方向に対して傾斜して取り付けられ(図2参照)、テープ状物(P)に対してその幅方向の一端が他端側にめくれ上がるようなめくれを付与するものである。
【0036】
この撚りガイドローラー(18)は、上部支柱(12d)の上部から垂設されたガイド部材(36)に沿って上下移動する板状の支持部材(38)に取り付けられており(つまり、撚りガイドローラー(18)とテープ撚り手段(20)とが近接離間可能であり)、支持部材(38)に固定されたモーター(40)によって、テープ状物(P)の走行方向に対する回転軸(A)の傾斜角度が可変制御(サーボモーター制御)されるようになっている(図2参照)。
【0037】
また、この支持部材(38)における撚りガイドローラー(18)取り付け位置のテープ状物(P)走行経路直上流側には弛み取りローラー装置(42)が取り付けられており、テープ状物(P)が撚りガイドローラー(18)に当接する際のテープ状物(P)の弛みを除去するようにしている。
【0038】
この弛み取りローラー装置(42)は、図3に示すように、ローラーフレーム(42a)、その内輪(42bイ)を水平方向(即ち、ローラーフレーム(42a)内)での回転運動を自在に支持する回転方向追従ベアリング(42b)、回転方向追従ベアリング(42b)の内輪(42bイ)にその両端が軸支され、該軸(42cイ)の軸周りに回転する自転ロール(42c)、水平方向での進退移動を自在に支持するスライド軸受(42d)を介して支持部材(38)に取り付けられたシャフト(42e)、ローラーフレーム(42a)とシャフト(42e)とを連結し、シャフト(42e)の軸方向でローラーフレーム(42a)を揺動自在に支持する傾斜方向追従支軸(42f)、及び傾斜方向追従支軸(42f)と調圧ノブ(42g)との間に介装されたバックテンションスプリング(42h)などで構成されている。このため、この弛み取りローラー装置(42)は、図2に示すように、テープ状物(P)の走行方向及び幅方向に対する自転ロール(42c)の傾斜角度が受動的に且つ自在に調整される(つまり、ジャイロ機構が構成されている)と共に、調圧ノブ(42g)を進退させることによりバックテンションスプリング(42h)のテンションを調整し、自転ロール(42c)がテープ状物(P)に対して与えるテンションを調節することができる。その結果、テープ状物(P)が自転ロール(42c)に転接する際の転接面積とテンションとを常に一定にすることができ、テープ状物(P)が上述した撚りガイドローラー(18)に当接する際のテープ状物(P)の弛みを完全に除去することができる。
【0039】
また、支持部材(38)における撚りガイドローラー(18)取り付け位置のテープ状物(P)走行経路下流側には、撚りガイドローラー(18)を通過し、撚りのきっかけとなるめくれが付与されたテープ状物(P)の走行を案内する撚り案内ガイド(44)が取り付けられている。
【0040】
テープ撚り手段(20)は、めくれが付与されつつ送られるテープ状物(P)をその走行方向に沿った仮想軸線(i)周りでめくれ方向へ回転させることによりテープ状物(P)を加撚して筒状撚糸(S)を成形するものであり(図2参照)、支柱(12b)に取り付けられた回転用モーター(46)と、内部に複数(本実施例では3本)のローラー(48)を備え、ベルト(B)を介して自転用モーター(46)の回転力が与えられる筒状の回転枠体(50)とで構成されている。
【0041】
ここで、本実施例の筒状撚糸製造装置(10)では、図2に示すように、上下方向に延びるテープ状物(P)の送り経路に沿った仮想軸線(i)上に、上から蛇行補正ローラー(34)、弛み取りローラー装置(42)、撚りガイドローラー(18)、撚り案内ガイド(44)及びテープ撚り手段(20)の回転枠体(50)がこの順に配置されており、且つ撚りガイドローラー(18)の傾斜角度とテープ撚り手段(20)の回転数とが連動制御できるようになっている。
【0042】
また、本実施例では、回転枠体(50)の直下に、筒状撚糸(S)に転接する複数の引出しローラー(52a)とガイドローラー(52b)とを備え、筒状撚糸(S)をテープ撚り手段(20)から一定速度で引き出す筒状撚糸引出し装置(52)が取り付けられている。この筒状撚糸引出し装置(52)は、複数(本実施例では2本)の引出しローラー(52a)が、上下及び前後方向にずれて配置されている。
【0043】
筒状撚糸巻取り手段(22)は、テープ撚り手段(20)で成形した筒状撚糸(S)を順次巻き取る装置であり、本実施例では、巻取りドラム(54)と、この巻取りドラム(54)の外周を旋回するフライヤーリング(56)とで構成されたトラバース装置である。
【0044】
なお、この筒状撚糸巻取り手段(22)には、筒状撚糸巻取り手段(22)の巻取り張力を調整するブレーキ手段(22a)が取り付けられている。本実施例の場合、フライヤーリング(56)の回転負荷を調整するパウダーブレーキがこれに該当する。このブレーキ手段(22a)は、上述したテープ状物送り装置(30)を使用する際に、上部支柱(12d)の上端に設けられたテンション検出装置(32)にて検出されるテープ状物(P)のテンションが一定となるよう、フライヤーリング(56)の回転負荷を調整することによって筒状撚糸巻取り手段(22)の巻取り張力を調整するためのものである。
【0045】
撚り戻り防止剤塗布装置(C)は、テープ状物(P)の走行経路におけるテープ状物繰り出し機構(16)の下流側に設けられ、テープ状物(P)或いは筒状撚糸(S)に対して撚り戻り防止剤(L)を塗布する装置である。具体的には、本実施例の筒状撚糸製造装置(10)では、撚り戻り防止剤塗布装置(C)が、図1に示すように、バックアップロール(58),コーティングロール(60)及びピックアップロール(62)からなり、図示しない塗料パンからピックアップロール(62)で巻き上げた撚り戻り防止剤(L)をコーティングロール(60)に転写した後、該コーティングロール(60)からテープ状物(P)に転写・塗布するダイレクトロールコーターで構成されており、テープ状物(P)の走行経路におけるテープ状物送り装置(30)とテンション検出装置(32)との間に設置されている。
【0046】
ここで、この撚り戻り防止剤塗布装置(C)で塗布される撚り戻り防止剤(L)としては、2液急速硬化型のエポキシ樹脂系接着剤、α−シアノアクリレート樹脂を主成分とする1液タイプの瞬間接着剤、EVA系,オレフィン系,反応性ホットメルトなどのホットメルト形接着剤、UV(紫外線)硬化接着剤、及び溶液型バインダーなどを例示することができる。
【0047】
なお、撚り戻り防止剤塗布装置(c)を用いてテープ状物(P)の片面のみに撚り戻り防止剤(L)を塗布する場合には、撚りをかけた時に表となる面に当該撚り戻り防止剤(L)を塗布するのが好ましい。こうすることにより、後述するように撚り戻り防止剤硬化手段(H)を用いて撚り戻り防止剤(L)を硬化させる際に、該撚り戻り防止剤(L)を効率よく硬化させることができるからである。つまり、撚り戻り防止剤(L)の撚り戻り防止効果を効果的に発現させることができる。
【0048】
撚り戻り防止剤硬化手段(H)は、テープ状物(P)の走行経路における撚り戻り防止剤塗布装置(C)及びテープ撚り手段(20)の下流側で且つ筒状撚糸巻取り手段(22)の上流側に設けられ、テープ状物(P)に塗布した撚り戻り防止剤(L)を硬化させるためのものである。本実施例の筒状撚糸製造装置(10)では、図1に示すように、この撚り戻り防止剤硬化手段(H)が、テープ状物(P)の走行経路における筒状撚糸引出し装置(52)と筒状撚糸巻取り手段(22)との間に設けられている。
【0049】
また、この撚り戻り防止剤硬化手段(H)の具体的な構成については、テープ状物(P)或いは筒状撚糸(S)に塗布する撚り戻り防止剤(L)の性状により一義的に決まる。すなわち、撚り戻り防止剤(L)として2液急速硬化型のエポキシ樹脂系接着剤を用いる場合には、第2液を塗布する塗布装置がこの撚り戻り防止剤硬化手段(H)に該当し、撚り戻り防止剤(L)としてホットメルト形接着剤を用いる場合には、冷風機などの冷却装置がこの撚り戻り防止剤硬化手段(H)に該当する。又、撚り戻り防止剤(L)としてUV硬化接着剤を用いる場合には、紫外線照射装置がこの撚り戻り防止剤硬化手段(H)に該当し、撚り戻り防止剤(L)として溶液型バインダーを用いる場合には、溶媒を除去するドライヤーなどの加熱装置がこの撚り戻り防止剤硬化手段(H)に該当する。
【0050】
なお、撚り戻り防止剤(L)として、例えば、α−シアノアクリレート樹脂を主成分とする1液タイプの瞬間接着剤などを用いた場合には、この撚り戻り防止剤硬化手段(H)は不要となる。又、係る場合、撚り戻り防止剤塗布装置(C)は、図5に示すように、テープ状物(P)の走行経路における筒状撚糸引出し装置(52)と筒状撚糸巻取り手段(22)との間に設けるのが好ましい。
【0051】
以上のように構成された筒状撚糸製造装置(10)において、各構成部品の制御、例えばサーボモーター(24)の回転数,撚りガイドローラー(18)の傾斜角度,テープ撚り手段(20)の回転数及び筒状撚糸巻取り手段(22)の巻取り速度,撚り戻り防止剤塗布装置(C)における撚り戻り防止剤(L)の塗布量などの制御は、制御手段(64)で一括管理できるようになっている。したがって、予め、引張強度や幅などが異なる各種テープ状物(P)における撚りガイドローラー(18)の傾斜角度、テープ撚り手段(20)の回転数及び生産速度と得られる筒状撚糸(S)との関係についてデータを求め、当該データに基づいて制御手段(64)に指示を入力すれば、再現性よく所望の筒状撚糸(S)を得ることができる。
【0052】
本実施例の筒状撚糸製造装置(10)を用いて筒状撚糸(S)を製造する際には、原反ロール(W)を原反ロール保持手段(14)にセットし、原反ロール(W)からテープ状物(P)の先端を引き出す。そして、このテープ状物(P)を所定の送り経路にセットして、その先端を筒状撚糸巻取り手段(22)の巻取りドラム(54)に係止させる。なお、図1に示す実施例の場合、筒状撚糸製造装置(10)を走行するテープ状物(P)のテンションを調整する手段として、テープ状物送り装置(30)のみを使用しており、筒状撚糸引出し装置(52)は使用していない(ガイドローラー(52b)に巻き掛けた筒状撚糸(S)を直接、筒状撚糸巻取り手段(22)に与えている)。
【0053】
ここで、テープ状物(P)として、予め樹脂を含浸させることによって耐磨耗性や引張強度などの機械的強度を向上させたものを用いるのが好ましく、より好ましくは、水性樹脂エマルジョン,撥水撥油剤及び有機系シランカップリング剤からなる樹脂組成物を含浸させたものである。テープ状物(P)としてこのようなものを用いることにより、筒状撚糸製造装置(10)の生産速度を上げることができると共に、得られる筒状撚糸(S)の耐久性を格段に向上させることができるからである。また、後者の樹脂組成物を用いた場合、上記機能に加え、筒状撚糸(S)に防汚性や耐水性なども付与することができる。なお云うまでもないが、テープ状物(P)として市販の樹脂含浸紙を用いることもできる。
【0054】
続いて、筒状撚糸製造装置(10)の電源をオンにして、サーボモーター(24)、テープ状物送り装置(30)、撚り戻り防止剤塗布装置(C)、回転用モーター(46)、撚り戻り防止剤硬化手段(H)及び筒状撚糸巻取り手段(22)を作動させる。すると、原反ロール(W)からテープ状物(P)が繰り出され、このテープ状物(P)がダンサーローラー(26)、テープ状物送り装置(30)、撚り戻り防止剤塗布装置(C)、蛇行補正ローラー(34)、弛み取りローラー装置(42)を経て撚りガイドローラー(18)に与えられる。そして、このテープ状物(P)が撚りガイドローラー(18)及びテープ撚り手段(20)によって筒状撚糸(S)に成形された後、ガイドローラー(52b)、撚り戻り防止剤硬化手段(H)を経て筒状撚糸巻取り手段(22)へと与えられる。
【0055】
本実施例の筒状撚糸製造装置(10)においてダンサーローラー(26)と撚りガイドローラー(18)との間に設けられたテープ状物送り装置(30)では、テープ状物(P)が送りローラー(30a)を通過する際、ジグザグ状の経路を通るので、テープ状物(P)と送りローラー(30a)との転接有効長さが長くなる。したがって、原反ロール(W)より繰り出されたテープ状物(P)が送りローラー(30a)を通過する際に、送りローラー(30a)が空回してテープ状物(P)の送り動作が乱れるのを防止することができる。加えて、このようなテープ状物送り装置(30)を設けることによって、ダンサーローラー(26)から撚りガイドローラー(18)までの間におけるテープ状物(P)のフリーラン、すなわち、未だ撚りが付与されておらず筒状撚糸(S)に比べて引張強度の弱いテープ状物(P)が何の支えもなく走行する距離を短縮することができる。このため、引張強度が小さい或いは幅が狭いテープ状物(P)であっても当該テープ状物(P)を切断することなく筒状撚糸(S)に成形することができる。
【0056】
また、筒状撚糸巻取り手段(22)に、テンション検出装置(32)にて検出されるテープ状物(P)のテンションが一定となるように筒状撚糸巻取り手段(22)の巻取り張力を調整するブレーキ手段(22a)が取り付けられているので、このブレーキ手段(22a)をテープ状物送り装置(30)と併用すれば、テープ状物(P)を一定の速度及びテンションで撚りガイドローラー(18)に向けて送り出すことができ、テープ状物(P)の撚り動作をより安定して実行することができる。このような制御は、(撚り戻り防止剤塗布装置(C)を用いて)テープ状物(P)に撚り戻り防止剤(L)を塗布することによってテープ状物(P)に伸びが生じるような場合に特に有効となる。
【0057】
なお、上述の実施例では、筒状撚糸製造装置(10)を走行するテープ状物(P)のテンションを調整する手段として、テープ状物送り装置(30)を使用する場合を示したが、テープ状物(P)の引張強度が大きい場合等には、図4に示すように、テープ状物送り装置(30)に替えて筒状撚糸引出し装置(52)を使用するようにしてもよい。
【0058】
この場合は、筒状撚糸(S)が引出しローラー(52a)を通過する際、ジグザグ状の経路を通るので、筒状撚糸(S)と引出しローラー(52a)との転接有効長さが長くなる。したがって、テープ撚り手段(20)から引き出される筒状撚糸(S)が引出しローラー(52a)を通過する際に、引出しローラー(52a)が空回して筒状撚糸(S)の送り動作が乱れるのを防止することができると共に、筒状撚糸(S)が筒状撚糸巻取り手段(22)の巻取り動作の影響を受け難くなり、筒状撚糸(S)の引出し動作が安定的に行われるようになる。又、ダンサーローラー(26)に、テンション検出装置(32)にて検出されるテープ状物(P)のテンションが一定となるようにダンサーローラー(26)の変位負荷を調整するエアシリンダー(26a)が取り付けられているので、このエアシリンダー(26a)を筒状撚糸引出し装置(52)と併用すれば、テープ状物(P)を一定の速度及びテンションで撚りガイドローラー(18)に引き込むことができ、テープ状物(P)の撚り動作をより安定して実行することができる。
【0059】
また、上述の例では、筒状撚糸製造装置(10)上においてテープ状物(P)の走行を補助する手段として、テープ状物送り装置(30)又は筒状撚糸引出し装置(52)をそれぞれ単独で使用する場合を示したが、テープ状物送り装置(30)と筒状撚糸引出し装置(52)との両方を併用するようにしても良い。但し、この場合には、テンション検出装置(32)にて検出されるテープ状物(P)のテンションに基づいてエアシリンダー(26a)のシリンダー圧やブレーキ手段(22a)の制動を制御するのではなく、当該テンションに基づいてテープ状物送り装置(30)におけるテープ状物(P)の送り速度、又は筒状撚糸引出し装置(52)における筒状撚糸(S)の引出し速度を制御する必要がある。
【0060】
また、図1及び4に示す筒状撚糸製造装置(10)では、テープ状物送り装置(30)と筒状撚糸引出し装置(52)の両方を設ける場合を示したが、これら各装置の何れか一方のみを設けるようにしてもよい。
【0061】
さらに、上述の実施例では、撚り戻り防止剤塗布装置(C)をテープ状物(P)の走行経路におけるテープ状物送り装置(30)とテンション検出装置(32)との間に設置する例を示したが、例えばテープ状物(P)の幅が狭い場合や湿潤引張強度が小さい場合等には、図5に示すように、撚り戻り防止剤塗布装置(C)をテープ状物(P)の走行経路における筒状撚糸引出し装置(52)と撚り戻り防止剤硬化手段(H)との間に設けるようにしてもよい。この場合、テープ状物(P)に撚りを掛けて成形した筒状撚糸(S)に撚り戻り防止剤(L)を塗布することになる。
【0062】
そして、上述の例では、撚り戻り防止剤塗布装置(C)がダイレクトロールコーターで構成された場合を示したが、テープ状物(P)或いは筒状撚糸(S)に対して適切に撚り戻り防止剤(L)を塗布できるものであれば、撚り戻り防止剤塗布装置(C)の具体的態様はこれに限定されるものではなく、例えば(図示しないが)スプレー式の塗布装置やブレードコーター、含浸浴などであってもよい。
【符号の説明】
【0063】
(10)…筒状撚糸製造装置
(12)…装置本体
(14)…原反ロール保持手段
(16)…テープ状物繰り出し機構
(18)…撚りガイドローラー
(20)…テープ撚り手段
(22)…筒状撚糸巻取り手段
(22a)…ブレーキ手段
(24)…サーボモーター
(26)…ダンサーローラー
(26a)…エアシリンダー
(28)…センサー
(30)…テープ状物送り装置
(30a)…送りローラー
(30b)…ガイドローラー
(32)…テンション検出装置
(34)…蛇行補正ローラー
(36)…ガイド部材
(38)…支持部材
(40)…モーター
(42)…弛み取りローラー装置
(44)…撚り案内ガイド
(46)…回転用モーター
(48)…ローラー
(50)…回転枠体
(52)…筒状撚糸引出し装置
(52a)…引出しローラー
(52b)…ガイドローラー
(54)…巻取りドラム
(56)…フライヤーリング
(64)…制御手段
(C)…撚り戻り防止剤塗布装置
(L)…撚り戻り防止剤
(H)…撚り戻り防止剤硬化手段
(P)…テープ状物
(W)…原反ロール
(S)…筒状撚糸
【特許請求の範囲】
【請求項1】
テープ状物を巻回してなる原反ロールを、前記テープ状物が引出し方向に繰り出されるように保持する原反ロール保持手段と、
前記原反ロールに巻回されたテープ状物を繰り出すテープ状物繰り出し機構と、
回転軸が前記原反ロールから繰り出されたテープ状物の走行方向に対して傾斜して取り付けられ、前記テープ状物に対してその幅方向の一端が他端側にめくれ上がるようなめくれを付与する撚りガイドローラーと、
めくれが付与されつつ送られる前記テープ状物をその送り方向に沿った仮想軸線周りでめくれ方向へ自転させることにより前記テープ状物を加撚して筒状撚糸に成形するテープ撚り手段と、
前記テープ撚り手段で成形した筒状撚糸を順次巻き取る筒状撚糸巻取り手段とを備え、
前記撚りガイドローラーには、前記テープ状物の走行方向に対する回転軸の傾斜角度を可変制御するモーターが取り付けられると共に、前記撚りガイドローラーと前記テープ撚り手段とが近接離間可能に設置されており、
前記テープ状物の走行経路における前記テープ状物繰り出し機構の下流側には、前記テープ状物或いは前記筒状撚糸に対して撚り戻り防止剤を塗布する撚り戻り防止剤塗布装置が設けられていることを特徴とする筒状撚糸製造装置。
【請求項2】
前記テープ状物の走行経路における前記撚り戻り防止剤塗布装置及び前記テープ撚り手段の下流側で且つ前記筒状撚糸巻取り手段の上流側には、前記テープ状物に塗布した撚り戻り防止剤を硬化させる撚り戻り防止剤硬化手段が設けられていることを特徴とする請求項1に記載の筒状撚糸製造装置。
【請求項3】
前記テープ状物の走行経路における前記撚りガイドローラーの直上流側には、前記テープ状物が前記撚りガイドローラーに当接する際の前記テープ状物の弛みを除去する弛み取りローラー装置が取り付けられていることを特徴とする請求項1又は2に記載の筒状撚糸製造装置。
【請求項4】
前記テープ状物繰り出し機構が、前記テープ状物の走行経路における前記撚りガイドローラーと前記原反ロール保持手段との間に設けられ、前記テープ状物が巻き掛けられるダンサーローラーと、前記原反ロール保持手段の前記原反ロールを軸支する軸に取り付けられ、前記ダンサーローラーの位置信号に基づいて前記テープ状物の繰り出し量を加減制御するサーボモーターとで構成されていることを特徴とする請求項1乃至3の何れかに記載の筒状撚糸製造装置。
【請求項5】
請求項1乃至4の何れかに記載の筒状撚糸製造装置を用いた筒状撚糸の製造方法であって、
予め樹脂を含浸させたテープ状物で形成された原反ロールを原反ロール保持手段にセットし、
前記原反ロールに巻回された前記テープ状物をテープ状物繰り出し機構で繰り出しつつ、撚り戻り防止剤塗布装置を用いて前記テープ状物に撚り戻り防止剤を塗布した後、撚りガイドローラー及びテープ撚り手段を用いて前記テープ状物に撚りを加え、或いは前記撚りガイドローラー及び前記テープ撚り手段を用いて前記テープ状物に撚りを加えた後、前記撚り戻り防止剤塗布装置を用いて前記テープ状物に撚り戻り防止剤を塗布することを特徴とする筒状撚糸の製造方法。
【請求項1】
テープ状物を巻回してなる原反ロールを、前記テープ状物が引出し方向に繰り出されるように保持する原反ロール保持手段と、
前記原反ロールに巻回されたテープ状物を繰り出すテープ状物繰り出し機構と、
回転軸が前記原反ロールから繰り出されたテープ状物の走行方向に対して傾斜して取り付けられ、前記テープ状物に対してその幅方向の一端が他端側にめくれ上がるようなめくれを付与する撚りガイドローラーと、
めくれが付与されつつ送られる前記テープ状物をその送り方向に沿った仮想軸線周りでめくれ方向へ自転させることにより前記テープ状物を加撚して筒状撚糸に成形するテープ撚り手段と、
前記テープ撚り手段で成形した筒状撚糸を順次巻き取る筒状撚糸巻取り手段とを備え、
前記撚りガイドローラーには、前記テープ状物の走行方向に対する回転軸の傾斜角度を可変制御するモーターが取り付けられると共に、前記撚りガイドローラーと前記テープ撚り手段とが近接離間可能に設置されており、
前記テープ状物の走行経路における前記テープ状物繰り出し機構の下流側には、前記テープ状物或いは前記筒状撚糸に対して撚り戻り防止剤を塗布する撚り戻り防止剤塗布装置が設けられていることを特徴とする筒状撚糸製造装置。
【請求項2】
前記テープ状物の走行経路における前記撚り戻り防止剤塗布装置及び前記テープ撚り手段の下流側で且つ前記筒状撚糸巻取り手段の上流側には、前記テープ状物に塗布した撚り戻り防止剤を硬化させる撚り戻り防止剤硬化手段が設けられていることを特徴とする請求項1に記載の筒状撚糸製造装置。
【請求項3】
前記テープ状物の走行経路における前記撚りガイドローラーの直上流側には、前記テープ状物が前記撚りガイドローラーに当接する際の前記テープ状物の弛みを除去する弛み取りローラー装置が取り付けられていることを特徴とする請求項1又は2に記載の筒状撚糸製造装置。
【請求項4】
前記テープ状物繰り出し機構が、前記テープ状物の走行経路における前記撚りガイドローラーと前記原反ロール保持手段との間に設けられ、前記テープ状物が巻き掛けられるダンサーローラーと、前記原反ロール保持手段の前記原反ロールを軸支する軸に取り付けられ、前記ダンサーローラーの位置信号に基づいて前記テープ状物の繰り出し量を加減制御するサーボモーターとで構成されていることを特徴とする請求項1乃至3の何れかに記載の筒状撚糸製造装置。
【請求項5】
請求項1乃至4の何れかに記載の筒状撚糸製造装置を用いた筒状撚糸の製造方法であって、
予め樹脂を含浸させたテープ状物で形成された原反ロールを原反ロール保持手段にセットし、
前記原反ロールに巻回された前記テープ状物をテープ状物繰り出し機構で繰り出しつつ、撚り戻り防止剤塗布装置を用いて前記テープ状物に撚り戻り防止剤を塗布した後、撚りガイドローラー及びテープ撚り手段を用いて前記テープ状物に撚りを加え、或いは前記撚りガイドローラー及び前記テープ撚り手段を用いて前記テープ状物に撚りを加えた後、前記撚り戻り防止剤塗布装置を用いて前記テープ状物に撚り戻り防止剤を塗布することを特徴とする筒状撚糸の製造方法。
【図1】


【図2】

【図3】
【図4】

【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2010−236154(P2010−236154A)
【公開日】平成22年10月21日(2010.10.21)
【国際特許分類】
【出願番号】特願2009−87025(P2009−87025)
【出願日】平成21年3月31日(2009.3.31)
【出願人】(000204985)大建工業株式会社 (419)
【Fターム(参考)】
【公開日】平成22年10月21日(2010.10.21)
【国際特許分類】
【出願日】平成21年3月31日(2009.3.31)
【出願人】(000204985)大建工業株式会社 (419)
【Fターム(参考)】
[ Back to top ]