
筒状物溶接時のルートギャップ形成方法
【課題】平板を筒状に折曲させてその突き合わせ部分を溶接するには、両突き合わせ端面間にルートギャップ(ルート開先)を形成する必要があるが、従来ではそのルートギャップの形成が面倒であった。
【解決手段】平板原材の切断時において、溶接すべき突き合わせ端面21における長さ方向に所定間隔をもった複数箇所に、相手側の突き合わせ端面21を突き合わせたときに該相手側の突き合わせ端面に接合して両突き合わせ端面間に所定間隔のルートギャップGを形成し得る小突部3,3・・をそれぞれ一体形成しておき、該小突部付き突き合わせ端面と相手側の突き合わせ端面とを突き合わせることで両突き合わせ端面21,21間に小突部3の突出幅のルートギャップGを形成できるようにしている。
【解決手段】平板原材の切断時において、溶接すべき突き合わせ端面21における長さ方向に所定間隔をもった複数箇所に、相手側の突き合わせ端面21を突き合わせたときに該相手側の突き合わせ端面に接合して両突き合わせ端面間に所定間隔のルートギャップGを形成し得る小突部3,3・・をそれぞれ一体形成しておき、該小突部付き突き合わせ端面と相手側の突き合わせ端面とを突き合わせることで両突き合わせ端面21,21間に小突部3の突出幅のルートギャップGを形成できるようにしている。
【発明の詳細な説明】
【技術分野】
【0001】
本願発明は、ブーム筒体やアウトリガ筒体等の筒状物を製造する際に、金属製の平板を筒状物形状に合わせて折曲した後、溶接すべき突き合わせ端面間に溶接用のルートギャップを形成するための筒状物溶接時のルートギャップ形成方法に関するものである。
【背景技術】
【0002】
ブーム筒体やアウトリガ筒体等の筒状物は、鋼板からなる平板を形成すべき筒状物に合わせて所定形状に切断し、その切断された平板を筒状物に形成し得る形状に折曲した後、溶接すべき突き合わせ端面同士を溶接して筒状に形成されている。尚、この種の板材突き合わせ端面同士の溶接には、一般にアーク溶接が採用される。
【0003】
この種の筒状物の代表例として小型クレーン(例えばカーゴクレーン)のブーム筒体があるが、小型クレーンのブーム筒体は、左右に2分割した平板をそれぞれ左右対称形の略コ形に折曲してなる2つの半割り折曲板を筒状に合体させたものや、1枚物の平板を筒状に折曲させたもの等がある。又、小型クレーンのブーム筒体では、平板(鋼板)として板厚さが約3〜5mm程度のものが多用されている。
【0004】
ところで、平板を折曲して形成される筒状物は、筒状に成形した状態(2つの半割り折曲板では筒状に合体させ、1枚物の平板では筒状に折曲する)で両突き合わせ端面同士をその全長に亘って溶接して製造されるが、その溶接には、両突き合わせ端面間に溶加材(溶接ワイヤ)溶け込み用の開先を形成しておく必要がある。尚、板材の突き合わせ端面間に形成される開先の形態は、V型開先(Y型開先を含む)やI型開先が一般的である。
【0005】
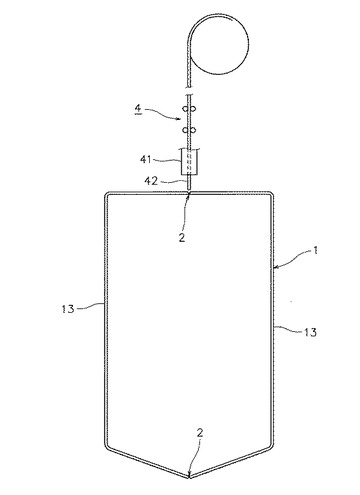
図15〜図17には、従来から一般に行われているブーム筒体の製造方法を示している。尚、この従来例のブーム筒体製造方法は、図16に示すように左右対称形の2つの半割り折曲板13,13を筒状に合体させた状態で、上下の突き合わせ部分2,2をそれぞれ溶接することでブーム筒体(筒状物)1を形成するようにしたものである。又、図16の筒状物1では、底面部分の突き合わせ部分2を下方に鈍角状に突出する状態で接合させて、全体を五角形に形成している。
【0006】
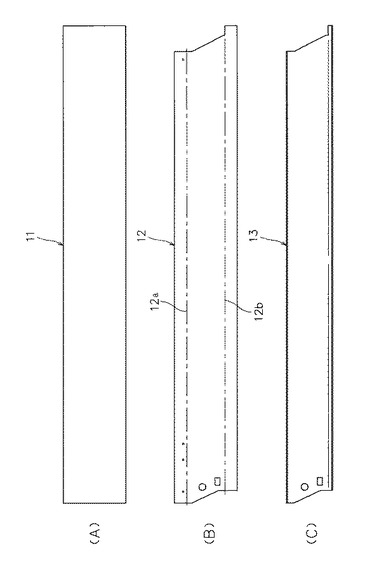
この従来例のブーム筒体製造方法では、まず図15(A)に示すようにシャーカットにより平板原材を所定面積(図15(C)に示す半割り折曲板13を形成し得る面積)の長方形に切断し(切り取り平板11となる)、次に図15(B)に示すようにレーザーカットにより図15(A)の切り取り平板11の長さ方向両端部を所定形状にカットするとともに各種の穴空け加工を施して最終形態の半割り平板12に形成し、続いてその最終形態の半割り平板12を各折り線12a,12bで折曲して図15(C)に示す半割り折曲板13に加工する。尚、1組の半割り折曲板13,13は、図16に示すように左右対称形に折曲される。
【0007】
そして、図15(C)に示す1組(左右対称形)の半割り折曲板13は、図16に示すように筒状に合体させた状態で、その上下の突き合わせ部分2,2をアーク溶接して一体化させるが、そのアーク溶接を行うには突き合わせ部分2に溶加材(溶接ワイヤ)溶け込み用の開先を形成する必要がある。
【0008】
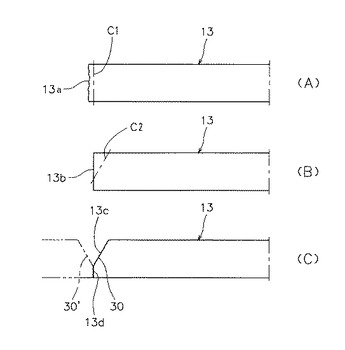
ところで、鋼板を切り取ったまま(特にシャーカット方式で切断したもの)では、図17(A)に示すように切断端面13aが比較的粗面となっており、その粗面のままでは正確なV型開先用の傾斜面加工をするのが難しい。そして、従来では、V型開先用の傾斜面加工をするのに、図15(A)の切り取り平板11を図15(C)に示す半割り折曲板13に折曲させた状態で、まず図17(A)に削り線C1で示すように切断端面(粗面13a)をシカル加工により例えば1mm幅程度削り取って図17(B)に示す直線状の平滑端面13bとし、次に図17(B)に削り線C2で示すように平滑端面13bをシカル加工により傾斜面状に削り取って、図17(C)に示すようにV型開先用の傾斜面13cを形成する。尚、図17(C)の傾斜面付き端面30は、相手側の傾斜面付き端面30′を突き合わせたときに角度約60°のV型開先を形成し得るようになっているが、傾斜面13cの下部には相手側の突き合わせ端面30′と接合する小高さ(板厚さの約1/3高さ)の垂直面13dが形成される状態でシカル加工が行われる。尚、シャーカット方式で切断した切り取り平板11では、図16における下側の突き合わせ部分2の突き合わせ端面もV型開先用の傾斜面加工が行われる。
【0009】
そして、図17(C)に示す切り取り平板11を、図15(B)のカット及び穴空け加工を行った後に図15(C)のように折曲加工し、その半割り折曲板13の突き合わせ端面30となる部分にV型開先用の傾斜面加工を施した後、図16に示すように筒状に合体させると、上下各突き合わせ部分2,2にそれぞれV型開先が形成されるようになる。尚、V型開先用の傾斜面加工は、切り取り平板11の状態で行うこともある。
【0010】
この突き合わせ部分2を溶接するには、図16に示すようにアーク溶接装置4を使用して行う。このアーク溶接装置4は、溶接トーチ41内に通した溶接ワイヤ42の先端と溶接すべき板材(母材)13,13間にアークを発生させることにより、突き合わせ部分2を溶融させるとともに溶接ワイヤ42の先端部分が順次溶滴となってV型開先を埋めることで、該突き合わせ部分2を溶接し得るものである。尚、アーク溶接では、溶接トーチ41の下端からシールドガスを噴出させながら行う。
【0011】
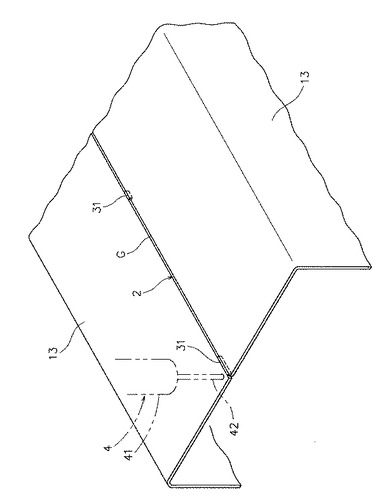
又、筒状物の突き合わせ部分をアーク溶接する際に、溶接すべき突き合わせ部分をI型開先にすることがある。その場合(I型開先の場合)は、図18に示すように、突き合わせ部分2のルートギャップ(I型開先)Gの開先幅を全長に亘って等間隔に維持しておく必要から、該ルートギャップG内にその長さ方向に所定間隔をもって複数個の中子(スペーサー)31,31を介在させた状態で行う。
【発明の概要】
【発明が解決しようとする課題】
【0012】
ところが、上記した図16及び図18の各従来例の開先形成方法には、それぞれ次のような問題点があった。
【0013】
まず、図16に示すV型開先を形成するには、溶接すべき突き合わせ端面に対して、図17(A)に示す端面平滑加工(削り線C1)と図17(B)に示す傾斜面加工(削り線C2)との2回の削り加工(シカル加工)が必要であり、その2回のシカル加工を行うのに設備が必要であるとともにその加工に時間がかかるという問題があった。又、板厚さが3〜5mm程度の平板の端面をシカル加工する場合には、板が振動し易いので作業がしにくいとともに加工精度を出しにくいという問題もある。
【0014】
又、図18に示すI型開先を形成するには、両突き合わせ端面間にルートギャップ長さ方向に所定間隔をもって複数個の中子(スペーサー)31,31を介在させるが、その場合は、中子31を介在させる作業及びその仮止め作業が必要となって作業工数が多くなるとともに、ルートギャップGの全長に亘る開先幅の精度を出しにくいという問題があった。
【0015】
そこで、本願発明は、上記各従来例の開先形成方法の問題点を改善するために、溶接用のルートギャップを簡単に且つ正確間隔で形成し得るようにするための筒状物溶接時のルートギャップ形成方法を提供することを目的としてなされたものである。
【課題を解決するための手段】
【0016】
本願発明は、上記課題を解決するための手段として次の構成を有している。本願発明は、ブーム筒体やアウトリガ筒体等の筒状物を製造する際に、溶接すべき突き合わせ端面間に溶接用のルートギャップを形成するための筒状物溶接時のルートギャップ形成方法を対象にしている。尚、以下の説明では、本願発明の「筒状物溶接時のルートギャップ形成方法」を単に「ルートギャップ形成方法」ということがある。
【0017】
[本願請求項1の発明]
本願請求項1の発明のルートギャップ形成方法は、金属(主として鋼板)製の平板を形成すべき筒状物に合わせて所定形状に切断し、その切断された平板を筒状物に形成し得る形状に折曲した後、溶接すべき端面同士を突き合わせて、その両突き合わせ端面間にルートギャップを形成するためのものである。
【0018】
ブーム筒体やアウトリガ筒体のような筒状物には、平板として用途に応じた板厚さの鋼板が使用されている。尚、カーゴクレーンと称されている小型クレーンのブーム筒体では、厚さが3mm程度の平板(鋼板)が多用されている。
【0019】
又、この種の筒状物(例えばブーム筒体)は、断面略コ形に折曲した左右対称形の2つの半割り折曲板を筒状に合体させたりあるいは1枚物の平板を筒状に折曲させて溶接すべき両端面を突き合わせ、その突き合わせ部分を全長に亘って溶接することで製造されるが、本願請求項1の発明では、2つの半割り折曲板を筒状に合体させたものや1枚物の平板を筒状に折曲したものの両方に適用できる。尚、2つの半割り折曲板を筒状に合体させたものでは溶接箇所が2箇所あり、1枚物の平板を筒状に折曲したものでは溶接箇所が1箇所である。
【0020】
筒状物の突き合わせ部分を溶接するには、両突き合わせ端面間に溶加材の溶け込み用のルートギャップを設けておく必要がある。尚、アーク溶接の場合は、溶加材として溶接ワイヤが使用され、溶接の進行に伴って溶接ワイヤの先端部が順次溶滴となってルートギャップ内に溶け込むようになる。
【0021】
そして、本願請求項1のルートギャップ形成方法は、まず平板原材(鋼板)を形成すべき筒状物に合わせて所定形状に切断するが、該平板原材の切断時において、溶接すべき突き合わせ端面における長さ方向に所定間隔をもった複数箇所に、相手側の突き合わせ端面を突き合わせたときに該相手側の突き合わせ端面に接合して両突き合わせ端面間に所定間隔のルートギャップを形成し得る小突部をそれぞれ一体形成しておき、該小突部付き突き合わせ端面と相手側の突き合わせ端面とを突き合わせることで両突き合わせ端面間に小突部の突出幅のルートギャップを形成するようにしている。
【0022】
本願において平板原材から所定形状の平板に切断するには、切断精度の良好なレーザー切断機を使用するが、レーザーカットした切断端面は、加工することなしにルートギャップの開先面として許容される程度の平滑面となる。尚、本願において形成すべきルートギャップの形状はI型開先であり(両突き合わせ端面が小間隔をもって平行に突き合わされる)、レーザーカットした切断端面は平板の平面に対して垂直面でよい。
【0023】
突き合わせ端面に形成される各小突部は、平板原材から所定形状の平板を切り取る際に一体に切り取られるものである。即ち、平板切り取りの際には、レーザー切断機におけるレーザー照射部の移動軌跡を各小突部込みの平板切り取り形状に合わせて予めインプットしておけばよい。
【0024】
各小突部の突出幅は形成すべきルートギャップの開先幅と同等であり、又各小突部の長さは適宜の微小長さでよく、さらに各小突部の間隔も適宜に設定できる。
【0025】
又、各小突部は、相互に突き合わされる両突き合わせ端面の少なくとも一方の端面にあればよいが、両突き合わせ端面の両方にそれぞれ小突部を形成して、該両突き合わせ端面同士を突き合わせたときに両側の小突部が相互に接合するようにしてもよい。尚、その場合(突き合わせ端面の両方に小突部を形成した場合)は、各側の小突部の突出幅を所望の開先幅の1/2づつにするとよい。
【0026】
本願請求項1の発明のルートギャップ形成方法では、2つの半割り折曲板を筒状に合体させたり1枚物の平板を筒状に折曲したりして両突き合わせ端面を突き合わせたときに、該突き合わせ端面に所定間隔をもって形成している各小突部の先端面がそれぞれ相手側の突き合わせ端面に接合する。従って、このルートギャップ形成方法では、両半割り折曲板を筒状に合体させたり1枚物の平板を筒状に折曲させるだけで、溶接すべき両突き合わせ端面間にその全長に亘って均一幅のルートギャップが形成される。
【0027】
尚、2つの半割り折曲板を筒状に合体させた状態で突き合わせ部分を溶接する場合は、ルートギャップにおける小突部がある部分の複数箇所を予め仮付け溶接して両半割り折曲板を一体化させた状態で、上下の両突き合わせ部分を本溶接することができる。
【0028】
[本願請求項2の発明]
本願請求項2の発明は、上記請求項1のルートギャップ形成方法において、筒状物を形成すべき平板として筒状物の全面積を1枚の平面状態に切断したものを使用し、その1枚物の平板を筒状に折曲して、その両突き合わせ端面間に小突部によるルートギャップを形成するようにしたものである。
【0029】
この請求項2の発明のルートギャップ形成方法では、筒状物を1枚物の平板で形成するものであるが、この平板も各小突部込みの形状にレーザーカットで切断する。そして、この1枚物の平板を筒状に折曲したものでは、溶接すべき突き合わせ部分が1箇所のみとなる。
【0030】
又、このように1枚物の平板を使用すると、該平板を筒状に折曲するだけでその形状が維持される。
【発明の効果】
【0031】
[本願請求項1の発明の効果]
本願請求項1の発明のルートギャップ形成方法では、筒状物用平板の切り取り時において、溶接すべき突き合わせ端面の複数箇所にルートギャップ形成用の小突部を一体形成しているので、平板折曲後に溶接すべき両突き合わせ端面を突き合わせたときに、各小突部により両突き合わせ端面間に所定開先幅のルートギャップが自動的に形成できる。
【0032】
従って、この請求項1のルートギャップ形成方法によれば、溶接用のルートギャップを簡単に形成できるとともに、溶接すべき突き合わせ部分の全長に亘って均一開先幅のルートギャップを形成できるという効果がある。
【0033】
[本願請求項2の発明の効果]
本願請求項2の発明では、上記請求項1のルートギャップ形成方法において、形成すべき筒状物の全面積を有した1枚物の平板を筒状に折曲して、その両突き合わせ端面間に各小突部によるルートギャップを形成するようにしている。
【0034】
従って、この請求項2のルートギャップ形成方法では、上記請求項1の効果に加えて、筒状物形成用の平板切り取り枚数が1枚でよく、且つ溶接箇所も1箇所でよいので、筒状物形成工数を少なくできる(時間短縮及びコスト削減ができる)とともに、平板を筒状に折曲させるだけで筒形状を維持できる(半割り折曲板を合体させる場合の仮付け溶接が不要になる)という効果がある。
【図面の簡単な説明】
【0035】
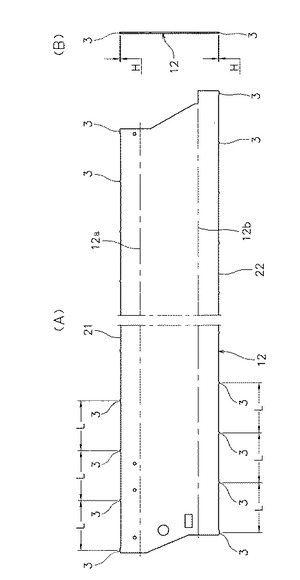
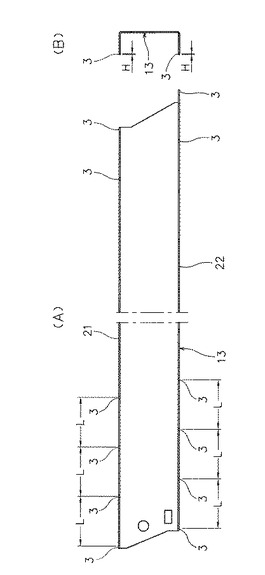
【図1】本願第1実施例のルートギャップ形成方法における半割り平板の切断形状を示す図で、(A)は半割り平板の平面図、(B)はその右端面図である。
【図2】図1(A)のII部拡大図である。
【図3】図1の半割り平板を略コ形に折曲させた図で、(A)は半割り折曲板の正面図、(B)はその右端面図である。
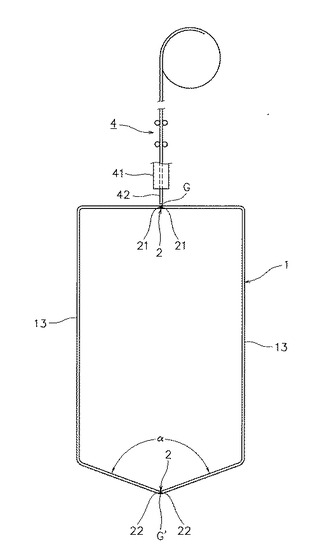
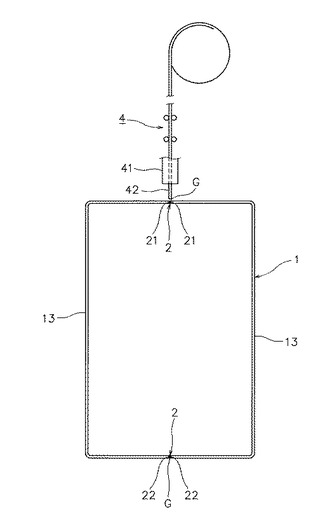
【図4】図3の2つの半割り折曲板を筒状に合体させた状態でその突き合わせ部分を溶接する際の説明図である。
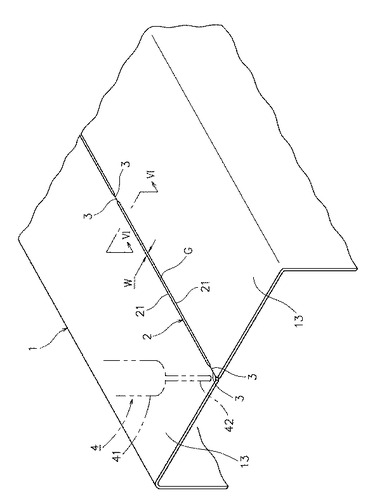
【図5】図4の一部拡大斜視図である。
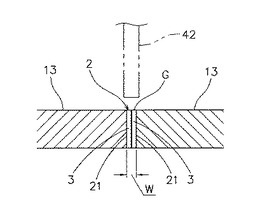
【図6】図5のVI−VI拡大断面図である。
【図7】本願第2実施例のルートギャップ形成方法における半割り平板の切断形状を示す図(図1相当図)で、(A)は半割り平板の平面図、(B)はその右端面図である。
【図8】図7の半割り平板をコ形に折曲させた図(図3相当図)で、(A)は半割り折曲板の正面図、(B)はその右端面図である。
【図9】図8の2つの半割り折曲板を筒状に合体させた状態でその突き合わせ部分を溶接する際の説明図(図4相当図)である。
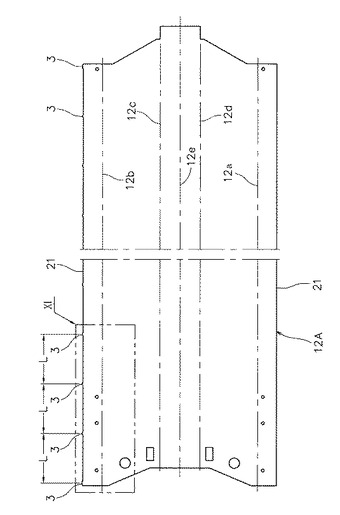
【図10】本願第3実施例のルートギャップ形成方法における平板の切断形状を示す平面図である。
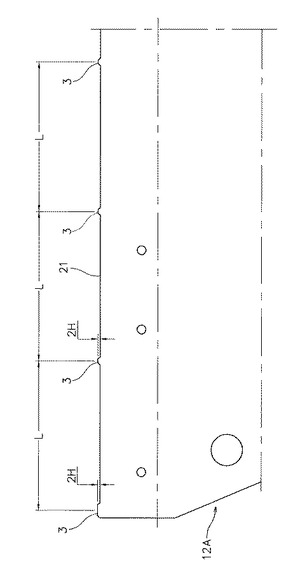
【図11】図10のXI部拡大図である。
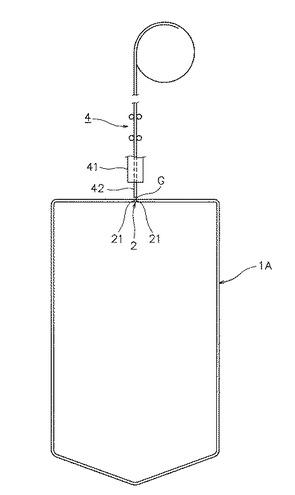
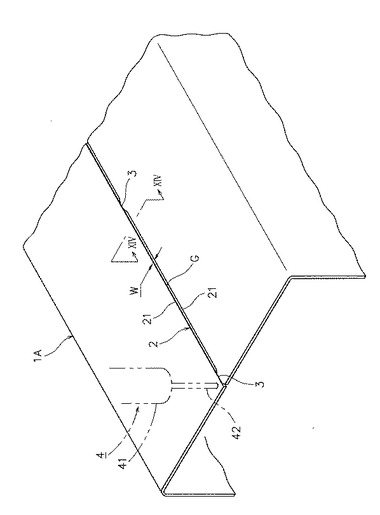
【図12】図10の平板を筒状に折曲させた状態でその突き合わせ部分を溶接する際の説明図である。
【図13】図12の一部拡大斜視図である。
【図14】図13のXIV−XIV拡大断面図である。
【図15】第1従来例の筒状物形成用の半割り平板の加工方法説明図である。
【図16】図15(C)の2つの半割り折曲板を筒状に合体させた状態でその突き合わせ部分を溶接する際の説明図(図4相当図)である。
【図17】図15(C)の半割り折曲板における突き合わせ端面の加工方法説明図である。
【図18】第2従来例のルートギャップ形成方法説明図である。
【発明を実施するための形態】
【0036】
図1〜図14を参照して本願実施例の筒状物溶接時のルートギャップ形成方法を説明すると、図1〜図6には第1実施例を示し、図7〜図9には第2実施例を示し、図10〜図14には第3実施例を示している。
【0037】
尚、第1〜第3の各実施例では、製造すべき筒状物1として小型クレーン(例えばカーゴクレーン)のブーム筒体を採用しているが、他の実施例では製造すべき筒状物1がアウトリガ筒体であってもよい。又、この各実施例では、対象となる筒体として五角形断面のものを例にして説明しているが、その他の多角形断面の筒体であってもよい。
【0038】
[図1〜図6の第1実施例]
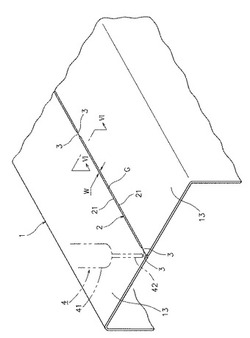
この第1実施例では、製造すべき筒状物(ブーム筒体)1として図4に示すように左右2つの半割り折曲板13,13を筒状に合体させたものを採用している。尚、図4の筒状物1では、底面部分の突き合わせ部分2を下方に鈍角状に突出する状態で接合させて、全体を五角形に形成したものである。そして、この第1実施例で製造される筒状物1は、次の各工程を経て製作される。
【0039】
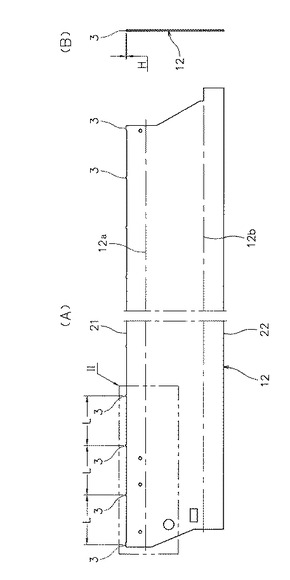
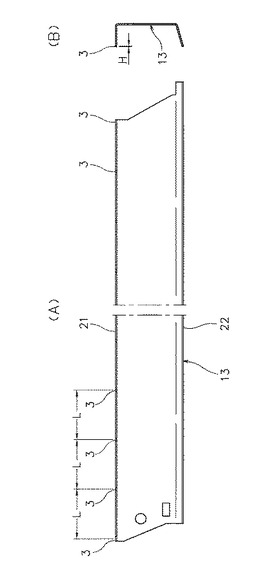
まず、図1に示すように、金属製(鋼板製)の平板原材を形成すべき筒状物の左右半分の面積で筒状物に合わせた所定形状に切断して半割り平板12とし、次にその半割り平板12を各折り線12a,12bでそれぞれ折曲(谷折り)して図3(B)に示す断面略コ形の半割り折曲板13に加工する。
【0040】
尚、図3の半割り折曲板13は、図4の筒状物1における右側の半割り折曲板13となるものであり、図4における左側の半割り折曲板13は図1の半割り平板12の各折り線12a,12bをそれぞれ山折りしたものである。
【0041】
そして、図4に示すように、2つ1組の半割り折曲板13,13を筒状に合体させた状態で、その上下の突き合わせ部分2,2をそれぞれ溶接装置4で溶接して一体化させる。尚、この種の板材突き合わせ部分2は、一般にアーク溶接によって溶着される。
【0042】
ところで、板材の突き合わせ部分2をアーク溶接するには、該突き合わせ部分2に溶加材(溶接ワイヤ42)溶け込み用の開先Gを形成する必要があるが、この第1実施例で採用される開先Gは、図6に拡大図示するように両突き合わせ端面21,21が平行なI型開先である。
【0043】
この第1実施例のルートギャップ形成方法では、平板原材から図1に示す半割り平板12を切り取るのにレーザー切断機によるレーザーで行うが、そのとき溶接すべき両突き合わせ端面21,22の一方の端面(図1の上辺側端面)21における長さ方向に所定間隔Lをもった複数箇所にルートギャップ形成用の小突部3,3・・をそれぞれ一体形成しておく。この小突部3の詳細及び機能については後述する。
【0044】
尚、精度の高いレーザー切断機で切断された切断端面は、後で平滑加工(シカル加工)する必要のない程度まで平滑状態になっている。又、この第1実施例では、切断端面は板材の平面に対して垂直面となっている。
【0045】
ところで、この第1実施例で採用している筒状物1は、図4に示すように左右2つの半割り折曲板13,13を筒状に合体させて構成している関係で、その筒状物1の上面中央部と下面中央部の2箇所に溶接すべき突き合わせ部分2,2が形成されるが、下面側の突き合わせ部分2(各突き合わせ端面22,22)は、次に説明する理由により特別な開先加工を施す必要はない。
【0046】
即ち、この第1実施例で採用している筒状物1の下面側の突き合わせ部分2は、下方に鈍角状(図4の角度α=140°)に突出する形状に突き合わされており、対向する各端面22,22が底部板材の平面に対して垂直面であっても、その両端面22,22を突き合わせるだけで該両端面22,22間に角度40°程度のV型開先が自然に形成される。従って、この第1実施例では、図1における下辺側の端面22には開先形成用の特別な加工を施さなくてもよい。
【0047】
そして、この第1実施例では、図1の半割り平板12をレーザーで切り取る際に、その上辺側端面21のみにルートギャップ形成用の複数個の小突部3,3・・を一体に切り取るようにしている。即ち、この半割り平板12を切り取るには、レーザー切断機におけるレーザー照射部の移動軌跡を各小突部込みの平板切り取り形状に合わせて予めインプットしておけば、自動的に図1に示す小突部込みの外形形状に切り取ることができる。尚、半割り平板12の切り取りに前後してレーザーカットにより各種の穴空け加工を施す。
【0048】
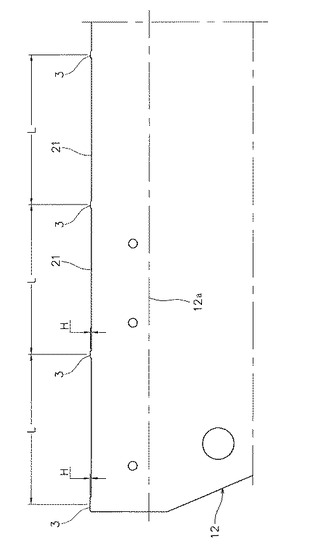
ルートギャップ形成用の各小突部3,3・・は、図1に示すように半割り平板12の上辺側端面21に所定間隔L(等間隔でも不等間隔でもよい)をもって複数箇所に一体形成しているが、この各小突部3,3・・は、図2に拡大図示するようにそれぞれ台形状で適宜の小長さ範囲に形成されている。尚、長さ方向の両端部に位置する各小突部3は、中間部の小突部3の約2倍の長さを有している。
【0049】
又、各小突部3,3・・の突出幅Hは、この第1実施例では形成すべきルートギャップGの所望開先幅W(図5、図6)の1/2幅に設定している。即ち、この第1実施例では、図4〜図6に示すように左右対称形の両半割り折曲板13,13を合体させたときに各側の小突部3,3の先端面同士が接合して、小突部3の無い部分に所望開先幅WのルートギャップGが形成されるようになっている関係で、各小突部3,3・・の突出幅Hを所望開先幅Wの1/2幅(全て同幅)に設定している。尚、この小突部3の突出幅Hは、図示例では作図上、かなり大きく突出させているが、実際には形成すべきルートギャップGの開先幅W(一般に2mm以下)の1/2幅でよい。
【0050】
そして、この第1実施例のルートギャップ形成方法では、図1及び図2に示すように半割り平板12の上辺側端面21に所定間隔Lをもって複数箇所にそれぞれ小突部3,3・・を形成したものを図3のように半割り折曲板13に折曲し、その両半割り折曲板13,13(左右対称形のもの)を筒状に合体させることで、図4〜図6に示すように筒状物1の上面側中央部において左右の小突部3,3の先端面同士が複数箇所でそれぞれ接合し、その両小突部3,3が各箇所で接合していることにより突き合わせ部分2の全長に亘って小突部3の無い部分に所望開先幅WのルートギャップGを形成することができる。尚、図4の筒状物1における下面側の突き合わせ部分2は、下方に突出する形状で突き合わされているので、その両突き合わせ端面22,22間には自動的にV型開先G′が形成されている。
【0051】
このように第1実施例のルートギャップ形成方法では、半割り平板12の切り取り時において、溶接すべき突き合わせ端面21の複数箇所にルートギャップ形成用の小突部3,3・・を一体形成しているので、平板折曲後に溶接すべき両突き合わせ端面21,21を突き合わせることで、左右両側の小突部3,3が複数箇所でそれぞれ接合し、その各側の小突部3,3の接合によって両突き合わせ端面21,21間に所定開先幅WのルートギャップGが自動的に形成できる。従って、溶接用のルートギャップGを簡単に形成できるとともに、溶接すべき突き合わせ部分2の全長に亘って均一幅WのルートギャップGを形成できる。
【0052】
この第1実施例のように、左右の半割り折曲板13,13を合体させた状態で突き合わせ部分2を溶接する場合は、ルートギャップGにおける左右の小突部3,3が接合する部分の複数箇所を仮付け溶接して、両半割り折曲板13,13を一体化させておき、その状態で上下の両突き合わせ部分2,2を本溶接することができる。
【0053】
上下の突き合わせ部分2,2を溶接するには、図4に示すようにアーク溶接装置4を使用して行う。このアーク溶接装置4は、溶接トーチ41内に通した溶接ワイヤ42の先端と溶接すべき板材(母材)13間にアークを発生させることにより、突き合わせ部分2を溶融させるとともに溶接ワイヤ42の先端部分が順次溶滴となってルートギャップGを埋めることで、該突き合わせ部分2を溶接し得るものである。尚、アーク溶接では、溶接トーチ41の下端からシールドガスを噴出させながら行う。
【0054】
尚、この第1実施例では、図4における下面側の突き合わせ部分2にはV型開先G′が形成されているので、この下面側の突き合わせ部分2もそのままアーク溶接により溶接することができる。
【0055】
[図7〜図9の第2実施例]
この第2実施例では、製造すべき筒状物(ブーム筒体)1として図9に示すように左右2つの半割り折曲板13,13を断面長方形の筒状に合体させたものを採用している。この場合、筒状物1の上面部及び下面部の各突き合わせ部分2,2がそれぞれ平面状態で突き合わされており、該上下の突き合わせ部分2,2にそれぞれ左右の小突部3,3を接合させることでルートギャップG,Gを形成している。
【0056】
即ち、この第2実施例では、図7に示す形状で半割り平板12を切り取るが、その半割り平板12の切り取り時に、突き合わせ端面となる上下の各端面21,22のそれぞれに所定間隔Lをもって複数箇所に小突部3,3・・を一体形成している。この上下の各小突部3,3・・は、上記第1実施例の上辺側端面21に形成したものと同じであり、該小突部3の突出幅Hは突き合わせ部分2(図9)に形成すべきルートギャップGの開先幅W(図5、図6参照)の1/2幅である。尚、この第2実施例の場合も、レーザー切断機で図7の半割り平板12の形状に切り取る。
【0057】
そして、図7に示す各小突部付きの半割り平板12は、各折り線12a,12bでそれぞれ直角折りして図8に示す半割り折曲板13に加工する。尚、この第2実施例の場合も、図7の半割り平板12を各折り線12a,12bで谷折りしたものと山折りしたものの2つ(左右対称形の半割り折曲板13となる)が1組として使用される。
【0058】
左右対称形の2つの半割り折曲板13,13を図9に示すように合体させると、その筒状物1の上面中央部と下面中央部にそれぞれ突き合わせ部分2,2が形成されるが、この上下各突き合わせ部分2,2には、左右の突き合わせ端面21,21(及び22,22)に設けた各側の小突部3,3同士が接合することにより、上記第1実施例と同様な所望開先幅W(図5、図6参照)のルートギャップG,Gが形成される。
【0059】
そして、図9の合体状態で、各突き合わせ部分2,2(ルートギャップG)を上記第1実施例と同様にアーク溶接装置4で溶接して筒状物1を完成させる。
【0060】
[図10〜図14の第3実施例]
この第3実施例では、1枚物の平板12Aを筒状に折曲させて筒状物1を形成するようにしたものである。
【0061】
そして、この第3実施例では、図10に示すように平板原材から筒状物形成用の全面積を有する平板12Aを切り取るが、この平板切り取り時に、突き合わせ端面となる一方の端面(図10では上辺側端面)21に所定間隔Lをもって複数箇所に小突部3,3・・を一体形成した状態で切り取っておく。尚、この第3実施例でも、平板原材から図10の小突部付き平板12Aをレーザー切断機で切り取る。
【0062】
ところで、この第3実施例の小突部付き平板12Aでは、上下両突き合わせ端面21,21のうちの一方(図10における上辺側)の端面21のみに小突部3,3・・を形成している関係で、この平板12Aを図12に示すように筒状に折曲させたときの突き合わせ部分2に所望開先幅W(図13、図14)のルートギャップGを形成するために、該小突部3の突出幅を上記第1実施例の小突部3の突出幅H(図2)の約2倍(図11の幅2H)に設定している。尚、この第3実施例において、1枚物の平板12Aにおける上下の突き合わせ端面21,21にそれぞれ小突部3,3・・を形成することもできるが、その場合の小突部3の突出幅は、第1実施例の場合と同様に所望開先幅Wの1/2幅(図2の幅H)でよい。
【0063】
図10に示す1枚物の平板12Aは、5つの折り線12a〜12eでそれぞれ折曲して、図12に示す五角形の筒状物1に形成される。
【0064】
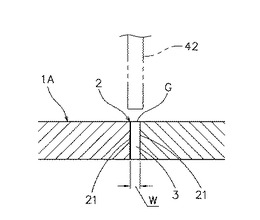
五角形に折曲した図12の筒状物1Aでは、その上面中央部の1箇所に突き合わせ部分2が形成されるが、この突き合わせ部分2は、図13及び図14に示すように一方の突き合わせ端面21側の小突部3が他方の突き合わせ端面21に接合している。従って、図10の平板12Aを筒状に折曲するだけで突き合わせ部分2に小突部3の突出幅2Hと同じ開先幅WのルートギャップGを自動的に形成することができる。
【0065】
この第3実施例では、1枚物の平板12Aで筒状物1Aに折曲したものであるから、筒状物形成用の平板切り取り枚数が1枚でよく、且つ溶接箇所も1箇所でよいので、筒状物形成工数を少なくできる。
【0066】
又、この第3実施例では、平板12Aを筒状に折曲させるだけで筒状物1Aの形状を維持できるので、第1実施例(及び第2実施例)の両半割り折曲板13,13を合体させた筒状物1のように突き合わせ部分2を本溶接するのに先立って形状維持のための仮付け溶接が不要となるという機能も有している。
【符号の説明】
【0067】
1,1Aは筒状物、2は突き合わせ部分、3は小突部、12は半割り平板,12Aは1枚物の平板、13は半割り折曲板、21,22は突き合わせ端面、Gはルートギャップである。
【技術分野】
【0001】
本願発明は、ブーム筒体やアウトリガ筒体等の筒状物を製造する際に、金属製の平板を筒状物形状に合わせて折曲した後、溶接すべき突き合わせ端面間に溶接用のルートギャップを形成するための筒状物溶接時のルートギャップ形成方法に関するものである。
【背景技術】
【0002】
ブーム筒体やアウトリガ筒体等の筒状物は、鋼板からなる平板を形成すべき筒状物に合わせて所定形状に切断し、その切断された平板を筒状物に形成し得る形状に折曲した後、溶接すべき突き合わせ端面同士を溶接して筒状に形成されている。尚、この種の板材突き合わせ端面同士の溶接には、一般にアーク溶接が採用される。
【0003】
この種の筒状物の代表例として小型クレーン(例えばカーゴクレーン)のブーム筒体があるが、小型クレーンのブーム筒体は、左右に2分割した平板をそれぞれ左右対称形の略コ形に折曲してなる2つの半割り折曲板を筒状に合体させたものや、1枚物の平板を筒状に折曲させたもの等がある。又、小型クレーンのブーム筒体では、平板(鋼板)として板厚さが約3〜5mm程度のものが多用されている。
【0004】
ところで、平板を折曲して形成される筒状物は、筒状に成形した状態(2つの半割り折曲板では筒状に合体させ、1枚物の平板では筒状に折曲する)で両突き合わせ端面同士をその全長に亘って溶接して製造されるが、その溶接には、両突き合わせ端面間に溶加材(溶接ワイヤ)溶け込み用の開先を形成しておく必要がある。尚、板材の突き合わせ端面間に形成される開先の形態は、V型開先(Y型開先を含む)やI型開先が一般的である。
【0005】
図15〜図17には、従来から一般に行われているブーム筒体の製造方法を示している。尚、この従来例のブーム筒体製造方法は、図16に示すように左右対称形の2つの半割り折曲板13,13を筒状に合体させた状態で、上下の突き合わせ部分2,2をそれぞれ溶接することでブーム筒体(筒状物)1を形成するようにしたものである。又、図16の筒状物1では、底面部分の突き合わせ部分2を下方に鈍角状に突出する状態で接合させて、全体を五角形に形成している。
【0006】
この従来例のブーム筒体製造方法では、まず図15(A)に示すようにシャーカットにより平板原材を所定面積(図15(C)に示す半割り折曲板13を形成し得る面積)の長方形に切断し(切り取り平板11となる)、次に図15(B)に示すようにレーザーカットにより図15(A)の切り取り平板11の長さ方向両端部を所定形状にカットするとともに各種の穴空け加工を施して最終形態の半割り平板12に形成し、続いてその最終形態の半割り平板12を各折り線12a,12bで折曲して図15(C)に示す半割り折曲板13に加工する。尚、1組の半割り折曲板13,13は、図16に示すように左右対称形に折曲される。
【0007】
そして、図15(C)に示す1組(左右対称形)の半割り折曲板13は、図16に示すように筒状に合体させた状態で、その上下の突き合わせ部分2,2をアーク溶接して一体化させるが、そのアーク溶接を行うには突き合わせ部分2に溶加材(溶接ワイヤ)溶け込み用の開先を形成する必要がある。
【0008】
ところで、鋼板を切り取ったまま(特にシャーカット方式で切断したもの)では、図17(A)に示すように切断端面13aが比較的粗面となっており、その粗面のままでは正確なV型開先用の傾斜面加工をするのが難しい。そして、従来では、V型開先用の傾斜面加工をするのに、図15(A)の切り取り平板11を図15(C)に示す半割り折曲板13に折曲させた状態で、まず図17(A)に削り線C1で示すように切断端面(粗面13a)をシカル加工により例えば1mm幅程度削り取って図17(B)に示す直線状の平滑端面13bとし、次に図17(B)に削り線C2で示すように平滑端面13bをシカル加工により傾斜面状に削り取って、図17(C)に示すようにV型開先用の傾斜面13cを形成する。尚、図17(C)の傾斜面付き端面30は、相手側の傾斜面付き端面30′を突き合わせたときに角度約60°のV型開先を形成し得るようになっているが、傾斜面13cの下部には相手側の突き合わせ端面30′と接合する小高さ(板厚さの約1/3高さ)の垂直面13dが形成される状態でシカル加工が行われる。尚、シャーカット方式で切断した切り取り平板11では、図16における下側の突き合わせ部分2の突き合わせ端面もV型開先用の傾斜面加工が行われる。
【0009】
そして、図17(C)に示す切り取り平板11を、図15(B)のカット及び穴空け加工を行った後に図15(C)のように折曲加工し、その半割り折曲板13の突き合わせ端面30となる部分にV型開先用の傾斜面加工を施した後、図16に示すように筒状に合体させると、上下各突き合わせ部分2,2にそれぞれV型開先が形成されるようになる。尚、V型開先用の傾斜面加工は、切り取り平板11の状態で行うこともある。
【0010】
この突き合わせ部分2を溶接するには、図16に示すようにアーク溶接装置4を使用して行う。このアーク溶接装置4は、溶接トーチ41内に通した溶接ワイヤ42の先端と溶接すべき板材(母材)13,13間にアークを発生させることにより、突き合わせ部分2を溶融させるとともに溶接ワイヤ42の先端部分が順次溶滴となってV型開先を埋めることで、該突き合わせ部分2を溶接し得るものである。尚、アーク溶接では、溶接トーチ41の下端からシールドガスを噴出させながら行う。
【0011】
又、筒状物の突き合わせ部分をアーク溶接する際に、溶接すべき突き合わせ部分をI型開先にすることがある。その場合(I型開先の場合)は、図18に示すように、突き合わせ部分2のルートギャップ(I型開先)Gの開先幅を全長に亘って等間隔に維持しておく必要から、該ルートギャップG内にその長さ方向に所定間隔をもって複数個の中子(スペーサー)31,31を介在させた状態で行う。
【発明の概要】
【発明が解決しようとする課題】
【0012】
ところが、上記した図16及び図18の各従来例の開先形成方法には、それぞれ次のような問題点があった。
【0013】
まず、図16に示すV型開先を形成するには、溶接すべき突き合わせ端面に対して、図17(A)に示す端面平滑加工(削り線C1)と図17(B)に示す傾斜面加工(削り線C2)との2回の削り加工(シカル加工)が必要であり、その2回のシカル加工を行うのに設備が必要であるとともにその加工に時間がかかるという問題があった。又、板厚さが3〜5mm程度の平板の端面をシカル加工する場合には、板が振動し易いので作業がしにくいとともに加工精度を出しにくいという問題もある。
【0014】
又、図18に示すI型開先を形成するには、両突き合わせ端面間にルートギャップ長さ方向に所定間隔をもって複数個の中子(スペーサー)31,31を介在させるが、その場合は、中子31を介在させる作業及びその仮止め作業が必要となって作業工数が多くなるとともに、ルートギャップGの全長に亘る開先幅の精度を出しにくいという問題があった。
【0015】
そこで、本願発明は、上記各従来例の開先形成方法の問題点を改善するために、溶接用のルートギャップを簡単に且つ正確間隔で形成し得るようにするための筒状物溶接時のルートギャップ形成方法を提供することを目的としてなされたものである。
【課題を解決するための手段】
【0016】
本願発明は、上記課題を解決するための手段として次の構成を有している。本願発明は、ブーム筒体やアウトリガ筒体等の筒状物を製造する際に、溶接すべき突き合わせ端面間に溶接用のルートギャップを形成するための筒状物溶接時のルートギャップ形成方法を対象にしている。尚、以下の説明では、本願発明の「筒状物溶接時のルートギャップ形成方法」を単に「ルートギャップ形成方法」ということがある。
【0017】
[本願請求項1の発明]
本願請求項1の発明のルートギャップ形成方法は、金属(主として鋼板)製の平板を形成すべき筒状物に合わせて所定形状に切断し、その切断された平板を筒状物に形成し得る形状に折曲した後、溶接すべき端面同士を突き合わせて、その両突き合わせ端面間にルートギャップを形成するためのものである。
【0018】
ブーム筒体やアウトリガ筒体のような筒状物には、平板として用途に応じた板厚さの鋼板が使用されている。尚、カーゴクレーンと称されている小型クレーンのブーム筒体では、厚さが3mm程度の平板(鋼板)が多用されている。
【0019】
又、この種の筒状物(例えばブーム筒体)は、断面略コ形に折曲した左右対称形の2つの半割り折曲板を筒状に合体させたりあるいは1枚物の平板を筒状に折曲させて溶接すべき両端面を突き合わせ、その突き合わせ部分を全長に亘って溶接することで製造されるが、本願請求項1の発明では、2つの半割り折曲板を筒状に合体させたものや1枚物の平板を筒状に折曲したものの両方に適用できる。尚、2つの半割り折曲板を筒状に合体させたものでは溶接箇所が2箇所あり、1枚物の平板を筒状に折曲したものでは溶接箇所が1箇所である。
【0020】
筒状物の突き合わせ部分を溶接するには、両突き合わせ端面間に溶加材の溶け込み用のルートギャップを設けておく必要がある。尚、アーク溶接の場合は、溶加材として溶接ワイヤが使用され、溶接の進行に伴って溶接ワイヤの先端部が順次溶滴となってルートギャップ内に溶け込むようになる。
【0021】
そして、本願請求項1のルートギャップ形成方法は、まず平板原材(鋼板)を形成すべき筒状物に合わせて所定形状に切断するが、該平板原材の切断時において、溶接すべき突き合わせ端面における長さ方向に所定間隔をもった複数箇所に、相手側の突き合わせ端面を突き合わせたときに該相手側の突き合わせ端面に接合して両突き合わせ端面間に所定間隔のルートギャップを形成し得る小突部をそれぞれ一体形成しておき、該小突部付き突き合わせ端面と相手側の突き合わせ端面とを突き合わせることで両突き合わせ端面間に小突部の突出幅のルートギャップを形成するようにしている。
【0022】
本願において平板原材から所定形状の平板に切断するには、切断精度の良好なレーザー切断機を使用するが、レーザーカットした切断端面は、加工することなしにルートギャップの開先面として許容される程度の平滑面となる。尚、本願において形成すべきルートギャップの形状はI型開先であり(両突き合わせ端面が小間隔をもって平行に突き合わされる)、レーザーカットした切断端面は平板の平面に対して垂直面でよい。
【0023】
突き合わせ端面に形成される各小突部は、平板原材から所定形状の平板を切り取る際に一体に切り取られるものである。即ち、平板切り取りの際には、レーザー切断機におけるレーザー照射部の移動軌跡を各小突部込みの平板切り取り形状に合わせて予めインプットしておけばよい。
【0024】
各小突部の突出幅は形成すべきルートギャップの開先幅と同等であり、又各小突部の長さは適宜の微小長さでよく、さらに各小突部の間隔も適宜に設定できる。
【0025】
又、各小突部は、相互に突き合わされる両突き合わせ端面の少なくとも一方の端面にあればよいが、両突き合わせ端面の両方にそれぞれ小突部を形成して、該両突き合わせ端面同士を突き合わせたときに両側の小突部が相互に接合するようにしてもよい。尚、その場合(突き合わせ端面の両方に小突部を形成した場合)は、各側の小突部の突出幅を所望の開先幅の1/2づつにするとよい。
【0026】
本願請求項1の発明のルートギャップ形成方法では、2つの半割り折曲板を筒状に合体させたり1枚物の平板を筒状に折曲したりして両突き合わせ端面を突き合わせたときに、該突き合わせ端面に所定間隔をもって形成している各小突部の先端面がそれぞれ相手側の突き合わせ端面に接合する。従って、このルートギャップ形成方法では、両半割り折曲板を筒状に合体させたり1枚物の平板を筒状に折曲させるだけで、溶接すべき両突き合わせ端面間にその全長に亘って均一幅のルートギャップが形成される。
【0027】
尚、2つの半割り折曲板を筒状に合体させた状態で突き合わせ部分を溶接する場合は、ルートギャップにおける小突部がある部分の複数箇所を予め仮付け溶接して両半割り折曲板を一体化させた状態で、上下の両突き合わせ部分を本溶接することができる。
【0028】
[本願請求項2の発明]
本願請求項2の発明は、上記請求項1のルートギャップ形成方法において、筒状物を形成すべき平板として筒状物の全面積を1枚の平面状態に切断したものを使用し、その1枚物の平板を筒状に折曲して、その両突き合わせ端面間に小突部によるルートギャップを形成するようにしたものである。
【0029】
この請求項2の発明のルートギャップ形成方法では、筒状物を1枚物の平板で形成するものであるが、この平板も各小突部込みの形状にレーザーカットで切断する。そして、この1枚物の平板を筒状に折曲したものでは、溶接すべき突き合わせ部分が1箇所のみとなる。
【0030】
又、このように1枚物の平板を使用すると、該平板を筒状に折曲するだけでその形状が維持される。
【発明の効果】
【0031】
[本願請求項1の発明の効果]
本願請求項1の発明のルートギャップ形成方法では、筒状物用平板の切り取り時において、溶接すべき突き合わせ端面の複数箇所にルートギャップ形成用の小突部を一体形成しているので、平板折曲後に溶接すべき両突き合わせ端面を突き合わせたときに、各小突部により両突き合わせ端面間に所定開先幅のルートギャップが自動的に形成できる。
【0032】
従って、この請求項1のルートギャップ形成方法によれば、溶接用のルートギャップを簡単に形成できるとともに、溶接すべき突き合わせ部分の全長に亘って均一開先幅のルートギャップを形成できるという効果がある。
【0033】
[本願請求項2の発明の効果]
本願請求項2の発明では、上記請求項1のルートギャップ形成方法において、形成すべき筒状物の全面積を有した1枚物の平板を筒状に折曲して、その両突き合わせ端面間に各小突部によるルートギャップを形成するようにしている。
【0034】
従って、この請求項2のルートギャップ形成方法では、上記請求項1の効果に加えて、筒状物形成用の平板切り取り枚数が1枚でよく、且つ溶接箇所も1箇所でよいので、筒状物形成工数を少なくできる(時間短縮及びコスト削減ができる)とともに、平板を筒状に折曲させるだけで筒形状を維持できる(半割り折曲板を合体させる場合の仮付け溶接が不要になる)という効果がある。
【図面の簡単な説明】
【0035】
【図1】本願第1実施例のルートギャップ形成方法における半割り平板の切断形状を示す図で、(A)は半割り平板の平面図、(B)はその右端面図である。
【図2】図1(A)のII部拡大図である。
【図3】図1の半割り平板を略コ形に折曲させた図で、(A)は半割り折曲板の正面図、(B)はその右端面図である。
【図4】図3の2つの半割り折曲板を筒状に合体させた状態でその突き合わせ部分を溶接する際の説明図である。
【図5】図4の一部拡大斜視図である。
【図6】図5のVI−VI拡大断面図である。
【図7】本願第2実施例のルートギャップ形成方法における半割り平板の切断形状を示す図(図1相当図)で、(A)は半割り平板の平面図、(B)はその右端面図である。
【図8】図7の半割り平板をコ形に折曲させた図(図3相当図)で、(A)は半割り折曲板の正面図、(B)はその右端面図である。
【図9】図8の2つの半割り折曲板を筒状に合体させた状態でその突き合わせ部分を溶接する際の説明図(図4相当図)である。
【図10】本願第3実施例のルートギャップ形成方法における平板の切断形状を示す平面図である。
【図11】図10のXI部拡大図である。
【図12】図10の平板を筒状に折曲させた状態でその突き合わせ部分を溶接する際の説明図である。
【図13】図12の一部拡大斜視図である。
【図14】図13のXIV−XIV拡大断面図である。
【図15】第1従来例の筒状物形成用の半割り平板の加工方法説明図である。
【図16】図15(C)の2つの半割り折曲板を筒状に合体させた状態でその突き合わせ部分を溶接する際の説明図(図4相当図)である。
【図17】図15(C)の半割り折曲板における突き合わせ端面の加工方法説明図である。
【図18】第2従来例のルートギャップ形成方法説明図である。
【発明を実施するための形態】
【0036】
図1〜図14を参照して本願実施例の筒状物溶接時のルートギャップ形成方法を説明すると、図1〜図6には第1実施例を示し、図7〜図9には第2実施例を示し、図10〜図14には第3実施例を示している。
【0037】
尚、第1〜第3の各実施例では、製造すべき筒状物1として小型クレーン(例えばカーゴクレーン)のブーム筒体を採用しているが、他の実施例では製造すべき筒状物1がアウトリガ筒体であってもよい。又、この各実施例では、対象となる筒体として五角形断面のものを例にして説明しているが、その他の多角形断面の筒体であってもよい。
【0038】
[図1〜図6の第1実施例]
この第1実施例では、製造すべき筒状物(ブーム筒体)1として図4に示すように左右2つの半割り折曲板13,13を筒状に合体させたものを採用している。尚、図4の筒状物1では、底面部分の突き合わせ部分2を下方に鈍角状に突出する状態で接合させて、全体を五角形に形成したものである。そして、この第1実施例で製造される筒状物1は、次の各工程を経て製作される。
【0039】
まず、図1に示すように、金属製(鋼板製)の平板原材を形成すべき筒状物の左右半分の面積で筒状物に合わせた所定形状に切断して半割り平板12とし、次にその半割り平板12を各折り線12a,12bでそれぞれ折曲(谷折り)して図3(B)に示す断面略コ形の半割り折曲板13に加工する。
【0040】
尚、図3の半割り折曲板13は、図4の筒状物1における右側の半割り折曲板13となるものであり、図4における左側の半割り折曲板13は図1の半割り平板12の各折り線12a,12bをそれぞれ山折りしたものである。
【0041】
そして、図4に示すように、2つ1組の半割り折曲板13,13を筒状に合体させた状態で、その上下の突き合わせ部分2,2をそれぞれ溶接装置4で溶接して一体化させる。尚、この種の板材突き合わせ部分2は、一般にアーク溶接によって溶着される。
【0042】
ところで、板材の突き合わせ部分2をアーク溶接するには、該突き合わせ部分2に溶加材(溶接ワイヤ42)溶け込み用の開先Gを形成する必要があるが、この第1実施例で採用される開先Gは、図6に拡大図示するように両突き合わせ端面21,21が平行なI型開先である。
【0043】
この第1実施例のルートギャップ形成方法では、平板原材から図1に示す半割り平板12を切り取るのにレーザー切断機によるレーザーで行うが、そのとき溶接すべき両突き合わせ端面21,22の一方の端面(図1の上辺側端面)21における長さ方向に所定間隔Lをもった複数箇所にルートギャップ形成用の小突部3,3・・をそれぞれ一体形成しておく。この小突部3の詳細及び機能については後述する。
【0044】
尚、精度の高いレーザー切断機で切断された切断端面は、後で平滑加工(シカル加工)する必要のない程度まで平滑状態になっている。又、この第1実施例では、切断端面は板材の平面に対して垂直面となっている。
【0045】
ところで、この第1実施例で採用している筒状物1は、図4に示すように左右2つの半割り折曲板13,13を筒状に合体させて構成している関係で、その筒状物1の上面中央部と下面中央部の2箇所に溶接すべき突き合わせ部分2,2が形成されるが、下面側の突き合わせ部分2(各突き合わせ端面22,22)は、次に説明する理由により特別な開先加工を施す必要はない。
【0046】
即ち、この第1実施例で採用している筒状物1の下面側の突き合わせ部分2は、下方に鈍角状(図4の角度α=140°)に突出する形状に突き合わされており、対向する各端面22,22が底部板材の平面に対して垂直面であっても、その両端面22,22を突き合わせるだけで該両端面22,22間に角度40°程度のV型開先が自然に形成される。従って、この第1実施例では、図1における下辺側の端面22には開先形成用の特別な加工を施さなくてもよい。
【0047】
そして、この第1実施例では、図1の半割り平板12をレーザーで切り取る際に、その上辺側端面21のみにルートギャップ形成用の複数個の小突部3,3・・を一体に切り取るようにしている。即ち、この半割り平板12を切り取るには、レーザー切断機におけるレーザー照射部の移動軌跡を各小突部込みの平板切り取り形状に合わせて予めインプットしておけば、自動的に図1に示す小突部込みの外形形状に切り取ることができる。尚、半割り平板12の切り取りに前後してレーザーカットにより各種の穴空け加工を施す。
【0048】
ルートギャップ形成用の各小突部3,3・・は、図1に示すように半割り平板12の上辺側端面21に所定間隔L(等間隔でも不等間隔でもよい)をもって複数箇所に一体形成しているが、この各小突部3,3・・は、図2に拡大図示するようにそれぞれ台形状で適宜の小長さ範囲に形成されている。尚、長さ方向の両端部に位置する各小突部3は、中間部の小突部3の約2倍の長さを有している。
【0049】
又、各小突部3,3・・の突出幅Hは、この第1実施例では形成すべきルートギャップGの所望開先幅W(図5、図6)の1/2幅に設定している。即ち、この第1実施例では、図4〜図6に示すように左右対称形の両半割り折曲板13,13を合体させたときに各側の小突部3,3の先端面同士が接合して、小突部3の無い部分に所望開先幅WのルートギャップGが形成されるようになっている関係で、各小突部3,3・・の突出幅Hを所望開先幅Wの1/2幅(全て同幅)に設定している。尚、この小突部3の突出幅Hは、図示例では作図上、かなり大きく突出させているが、実際には形成すべきルートギャップGの開先幅W(一般に2mm以下)の1/2幅でよい。
【0050】
そして、この第1実施例のルートギャップ形成方法では、図1及び図2に示すように半割り平板12の上辺側端面21に所定間隔Lをもって複数箇所にそれぞれ小突部3,3・・を形成したものを図3のように半割り折曲板13に折曲し、その両半割り折曲板13,13(左右対称形のもの)を筒状に合体させることで、図4〜図6に示すように筒状物1の上面側中央部において左右の小突部3,3の先端面同士が複数箇所でそれぞれ接合し、その両小突部3,3が各箇所で接合していることにより突き合わせ部分2の全長に亘って小突部3の無い部分に所望開先幅WのルートギャップGを形成することができる。尚、図4の筒状物1における下面側の突き合わせ部分2は、下方に突出する形状で突き合わされているので、その両突き合わせ端面22,22間には自動的にV型開先G′が形成されている。
【0051】
このように第1実施例のルートギャップ形成方法では、半割り平板12の切り取り時において、溶接すべき突き合わせ端面21の複数箇所にルートギャップ形成用の小突部3,3・・を一体形成しているので、平板折曲後に溶接すべき両突き合わせ端面21,21を突き合わせることで、左右両側の小突部3,3が複数箇所でそれぞれ接合し、その各側の小突部3,3の接合によって両突き合わせ端面21,21間に所定開先幅WのルートギャップGが自動的に形成できる。従って、溶接用のルートギャップGを簡単に形成できるとともに、溶接すべき突き合わせ部分2の全長に亘って均一幅WのルートギャップGを形成できる。
【0052】
この第1実施例のように、左右の半割り折曲板13,13を合体させた状態で突き合わせ部分2を溶接する場合は、ルートギャップGにおける左右の小突部3,3が接合する部分の複数箇所を仮付け溶接して、両半割り折曲板13,13を一体化させておき、その状態で上下の両突き合わせ部分2,2を本溶接することができる。
【0053】
上下の突き合わせ部分2,2を溶接するには、図4に示すようにアーク溶接装置4を使用して行う。このアーク溶接装置4は、溶接トーチ41内に通した溶接ワイヤ42の先端と溶接すべき板材(母材)13間にアークを発生させることにより、突き合わせ部分2を溶融させるとともに溶接ワイヤ42の先端部分が順次溶滴となってルートギャップGを埋めることで、該突き合わせ部分2を溶接し得るものである。尚、アーク溶接では、溶接トーチ41の下端からシールドガスを噴出させながら行う。
【0054】
尚、この第1実施例では、図4における下面側の突き合わせ部分2にはV型開先G′が形成されているので、この下面側の突き合わせ部分2もそのままアーク溶接により溶接することができる。
【0055】
[図7〜図9の第2実施例]
この第2実施例では、製造すべき筒状物(ブーム筒体)1として図9に示すように左右2つの半割り折曲板13,13を断面長方形の筒状に合体させたものを採用している。この場合、筒状物1の上面部及び下面部の各突き合わせ部分2,2がそれぞれ平面状態で突き合わされており、該上下の突き合わせ部分2,2にそれぞれ左右の小突部3,3を接合させることでルートギャップG,Gを形成している。
【0056】
即ち、この第2実施例では、図7に示す形状で半割り平板12を切り取るが、その半割り平板12の切り取り時に、突き合わせ端面となる上下の各端面21,22のそれぞれに所定間隔Lをもって複数箇所に小突部3,3・・を一体形成している。この上下の各小突部3,3・・は、上記第1実施例の上辺側端面21に形成したものと同じであり、該小突部3の突出幅Hは突き合わせ部分2(図9)に形成すべきルートギャップGの開先幅W(図5、図6参照)の1/2幅である。尚、この第2実施例の場合も、レーザー切断機で図7の半割り平板12の形状に切り取る。
【0057】
そして、図7に示す各小突部付きの半割り平板12は、各折り線12a,12bでそれぞれ直角折りして図8に示す半割り折曲板13に加工する。尚、この第2実施例の場合も、図7の半割り平板12を各折り線12a,12bで谷折りしたものと山折りしたものの2つ(左右対称形の半割り折曲板13となる)が1組として使用される。
【0058】
左右対称形の2つの半割り折曲板13,13を図9に示すように合体させると、その筒状物1の上面中央部と下面中央部にそれぞれ突き合わせ部分2,2が形成されるが、この上下各突き合わせ部分2,2には、左右の突き合わせ端面21,21(及び22,22)に設けた各側の小突部3,3同士が接合することにより、上記第1実施例と同様な所望開先幅W(図5、図6参照)のルートギャップG,Gが形成される。
【0059】
そして、図9の合体状態で、各突き合わせ部分2,2(ルートギャップG)を上記第1実施例と同様にアーク溶接装置4で溶接して筒状物1を完成させる。
【0060】
[図10〜図14の第3実施例]
この第3実施例では、1枚物の平板12Aを筒状に折曲させて筒状物1を形成するようにしたものである。
【0061】
そして、この第3実施例では、図10に示すように平板原材から筒状物形成用の全面積を有する平板12Aを切り取るが、この平板切り取り時に、突き合わせ端面となる一方の端面(図10では上辺側端面)21に所定間隔Lをもって複数箇所に小突部3,3・・を一体形成した状態で切り取っておく。尚、この第3実施例でも、平板原材から図10の小突部付き平板12Aをレーザー切断機で切り取る。
【0062】
ところで、この第3実施例の小突部付き平板12Aでは、上下両突き合わせ端面21,21のうちの一方(図10における上辺側)の端面21のみに小突部3,3・・を形成している関係で、この平板12Aを図12に示すように筒状に折曲させたときの突き合わせ部分2に所望開先幅W(図13、図14)のルートギャップGを形成するために、該小突部3の突出幅を上記第1実施例の小突部3の突出幅H(図2)の約2倍(図11の幅2H)に設定している。尚、この第3実施例において、1枚物の平板12Aにおける上下の突き合わせ端面21,21にそれぞれ小突部3,3・・を形成することもできるが、その場合の小突部3の突出幅は、第1実施例の場合と同様に所望開先幅Wの1/2幅(図2の幅H)でよい。
【0063】
図10に示す1枚物の平板12Aは、5つの折り線12a〜12eでそれぞれ折曲して、図12に示す五角形の筒状物1に形成される。
【0064】
五角形に折曲した図12の筒状物1Aでは、その上面中央部の1箇所に突き合わせ部分2が形成されるが、この突き合わせ部分2は、図13及び図14に示すように一方の突き合わせ端面21側の小突部3が他方の突き合わせ端面21に接合している。従って、図10の平板12Aを筒状に折曲するだけで突き合わせ部分2に小突部3の突出幅2Hと同じ開先幅WのルートギャップGを自動的に形成することができる。
【0065】
この第3実施例では、1枚物の平板12Aで筒状物1Aに折曲したものであるから、筒状物形成用の平板切り取り枚数が1枚でよく、且つ溶接箇所も1箇所でよいので、筒状物形成工数を少なくできる。
【0066】
又、この第3実施例では、平板12Aを筒状に折曲させるだけで筒状物1Aの形状を維持できるので、第1実施例(及び第2実施例)の両半割り折曲板13,13を合体させた筒状物1のように突き合わせ部分2を本溶接するのに先立って形状維持のための仮付け溶接が不要となるという機能も有している。
【符号の説明】
【0067】
1,1Aは筒状物、2は突き合わせ部分、3は小突部、12は半割り平板,12Aは1枚物の平板、13は半割り折曲板、21,22は突き合わせ端面、Gはルートギャップである。
【特許請求の範囲】
【請求項1】
金属製の平板原材を形成すべき筒状物に合わせて所定形状に切断し、その切断された平板を筒状物に形成し得る形状に折曲した後、溶接すべき端面同士を突き合わせて、その両突き合わせ端面間にルートギャップを形成するための筒状物溶接時のルートギャップ形成方法であって、
平板原材の切断時において、溶接すべき突き合わせ端面における長さ方向に所定間隔をもった複数箇所に、相手側の突き合わせ端面を突き合わせたときに該相手側の突き合わせ端面に接合して両突き合わせ端面間に所定間隔のルートギャップを形成し得る小突部を一体形成しておき、該小突部付き突き合わせ端面と相手側の突き合わせ端面とを突き合わせることで両突き合わせ端面間に小突部の突出幅のルートギャップを形成するようにしている、
ことを特徴とする筒状物溶接時のルートギャップ形成方法。
【請求項2】
筒状物を形成すべき平板として筒状物の全面積を1枚の平面状態に切断したものを使用し、その1枚物の平板を筒状に折曲して、その両突き合わせ端面間に小突部によるルートギャップを形成するようにしている、
ことを特徴とする請求項1記載の筒状物溶接時のルートギャップ形成方法。
【請求項1】
金属製の平板原材を形成すべき筒状物に合わせて所定形状に切断し、その切断された平板を筒状物に形成し得る形状に折曲した後、溶接すべき端面同士を突き合わせて、その両突き合わせ端面間にルートギャップを形成するための筒状物溶接時のルートギャップ形成方法であって、
平板原材の切断時において、溶接すべき突き合わせ端面における長さ方向に所定間隔をもった複数箇所に、相手側の突き合わせ端面を突き合わせたときに該相手側の突き合わせ端面に接合して両突き合わせ端面間に所定間隔のルートギャップを形成し得る小突部を一体形成しておき、該小突部付き突き合わせ端面と相手側の突き合わせ端面とを突き合わせることで両突き合わせ端面間に小突部の突出幅のルートギャップを形成するようにしている、
ことを特徴とする筒状物溶接時のルートギャップ形成方法。
【請求項2】
筒状物を形成すべき平板として筒状物の全面積を1枚の平面状態に切断したものを使用し、その1枚物の平板を筒状に折曲して、その両突き合わせ端面間に小突部によるルートギャップを形成するようにしている、
ことを特徴とする請求項1記載の筒状物溶接時のルートギャップ形成方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【公開番号】特開2012−96244(P2012−96244A)
【公開日】平成24年5月24日(2012.5.24)
【国際特許分類】
【出願番号】特願2010−243727(P2010−243727)
【出願日】平成22年10月29日(2010.10.29)
【出願人】(000148759)株式会社タダノ (419)
【出願人】(510288747)四国機工株式会社 (1)
【公開日】平成24年5月24日(2012.5.24)
【国際特許分類】
【出願日】平成22年10月29日(2010.10.29)
【出願人】(000148759)株式会社タダノ (419)
【出願人】(510288747)四国機工株式会社 (1)
[ Back to top ]