
筒状織物及びその製造方法
【課題】 筒状織物1に形成された縦口袋織部2に、筒状織物1よりも若干長い誘導索を挿通し、当該誘導索にテープを容易に接続することのできる筒状織物1を提供することを目的とする。
【解決手段】 複数のたて糸5に張力を作用させつつ所定の順序で開口させ、当該開口内によこ糸6を織り込んで筒状織物1を織成すると共に、当該筒状織物1に長さ方向に延びる縦口袋織部2を形成し、たて糸5と共に供給される誘導索7を引き伸ばすことなく前記縦口袋織部2内に挿入し、然る後織成された筒状織物1の張力を解除して長さ方向に収縮させる。
【解決手段】 複数のたて糸5に張力を作用させつつ所定の順序で開口させ、当該開口内によこ糸6を織り込んで筒状織物1を織成すると共に、当該筒状織物1に長さ方向に延びる縦口袋織部2を形成し、たて糸5と共に供給される誘導索7を引き伸ばすことなく前記縦口袋織部2内に挿入し、然る後織成された筒状織物1の張力を解除して長さ方向に収縮させる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、筒状に織成された織物であって、その周方向の一部に長さ方向に延びる縦口袋織部が形成され、当該縦口袋織部内に誘導索を挿通してなる筒状織物、及びその製造方法に関するものである。
【背景技術】
【0002】
一般に消防用ホースなどとして使用されるホースは、筒状織物よりなるジャケットの内面にゴム又は合成樹脂のライニングを施したものが使用されている。そして特に消防用ホースにおいては、消防車と筒先との間の通信のために、特開平8−322959号公報や特開2003−225319号公報に示されるように、ジャケットに通信線を沿わせることが行われている。
【0003】
また一方出願人は、テントの気柱として、伸縮性たて糸とよこ糸とを筒状に織成した筒状織物に気密処理を施し、その筒状織物の周方向の一部に伸長抑制手段としてのテープを取り付け、内部に流体圧力を作用させたときに筒状織物が伸長すると共に、テープを取り付けた部分は伸長が抑制され、アーチ型に湾曲するものを発明し、特願2008-42436号などとして特許出願している。
【0004】
しかしながらこれらのものにおいては、筒状織物に対して通信線やテープを止着するのが困難である。筒状織物の内面に止着すると内部の流路が狭くなり、また外側に止着すると外部からの外力により傷付きやすい。通信線が傷付くと通信が途絶える可能性があり、テープが傷付くと破断して筒状織物の伸長を抑制できない。
【0005】
また通信線やテープを筒状織物に強固に止着することが困難である。テープは縫合が可能であるが、筒状の部材の壁面に対して縫合することは容易ではなく、また通信線は縫合すること自体が不可能である。
【0006】
また接着などの手段によることもできるが、使用や収納のたびに巻いたり延ばしたりしているうちに剥れやすく、消防用ホースにおける通信線が筒状織物から剥れて遊離すると切断しやすく、またテントの気柱におけるテープが筒状織物から剥れると、筒状織物の伸長を適切に抑制することができない。
【0007】
そこで前記テントの気柱において、前記筒状織物の周方向の一部に縦口袋織部を形成し、当該縦口袋織部に通信線やテープを挿通することにより、その通信線やテープを確実に筒状織物に止着することを見出した。
【0008】
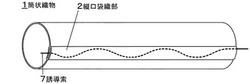
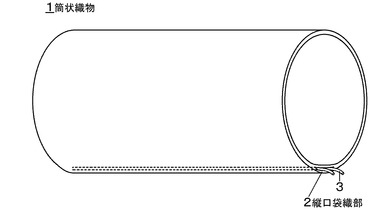
図1はその一例を示すものであって、筒状織物1の周方向の一部に長さ方向に延びる縦口袋織部2が形成されており、当該縦口袋織部2内にその全長に亙って通信線3が挿通されている。また図2は他の例を示すものであって、前記縦口袋織部2内にテープ4が挿通されている。
【0009】
これらの例においては、筒状織物1内に圧力流体を送入して内圧をかけると、筒状織物1は全体として円筒状に膨らむと共に縦口袋織部2は内圧によって扁平に押し潰され、そこに挿通された通信線3やテープ4は縦口袋織部2の内面に密着し、ずれることなく確実に止着されるのである。
【0010】
しかしながら筒状織物1に縦口袋織部2を形成することは、通常の織物構造学上の織り組織の設計により容易に行うことができるが、長尺の筒状織物1においてこの縦口袋織部2内に通信線3やテープ4を挿通することは必ずしも容易でない。なお以下の説明においては、縦口袋織部2にテープ4を挿通することについて説明するが、特に断らない限り通信線3においても事情は全く同様である。
【0011】
筒状織物を織成する際に前記縦口袋織部2内に、相当程度の幅を有するテープ4を直接織り込むことは、織機の構造上不可能である。通信線3はテープ4に比べると細いが、それでも筒状織物1を構成するたて糸より大幅に太く剛直であるため、織機においてたて糸と同様に扱って織り込むことは極めて困難である。
【0012】
そのため、織成時に細い誘導索をたて糸と共に供給して縦口袋織部2内に挿通されるように織り込み、然る後当該誘導索の一端にテープ4を接続し、縦口袋織部2内を通して誘導索を牽引してテープ4を引き込むことが行われる。
【0013】
この方法によれば、筒状織物1を織成する際に誘導索は筒状織物1の長さと一致した長さが織り込まれることとなる。そのため端末部においては誘導索の端末が筒状織物1の端末に一致し、その誘導索にテープ4を接続することができない。誘導索の端末を縦口袋織部2から引き出してテープ4に接続すると、誘導索の反対側の端末が筒状織物1の縦口袋織部2内に引き込まれてしまい、当該誘導索を牽引することができなくなる。
【0014】
筒状織物1の長さ以上の長さの誘導索を縦口袋織部2内に挿通することができればこのような問題は生じないが、誘導索は筒状織物1のたて糸と共に供給され、筒状織物1の織成の進行に伴って引き取られるものであるため、筒状織物1の織成時に織成される筒状織物1より長い誘導索を送り込むことは不可能である。
【0015】
誘導索を挿通した筒状織物1を所定長より長い長さで切り下ろし、その両端を誘導索のみを残して筒状織物1のみを所定長で切断することにより、その筒状織物1の両端に誘導索を突出させて接続代とすることはできるが、その接続代を形成するためにその分の筒状織物を廃棄せざるを得ず、極めて不経済である。
【特許文献1】特開平8-322959号公報
【特許文献2】特開2003-225319号公報
【発明の開示】
【発明が解決しようとする課題】
【0016】
本発明はかかる事情に鑑みなされたものであって、前述のように筒状織物1に形成された縦口袋織部2に、筒状織物1よりも若干長い誘導索を挿通し、当該誘導索にテープを容易に接続することのできる筒状織物1を提供することを目的とするものである。
【課題を解決するための手段】
【0017】
而して本発明の筒状織物は、環状に配置された複数のたて糸と、当該たて糸に対して螺旋状に織り込まれたよこ糸とよりなる筒状織物において、当該筒状織物の周方向の一部に長さ方向に延びる縦口袋織部が形成され、当該縦口袋織部内に筒状織物よりも長い誘導索が、蛇行した状態で挿通されていることを特徴とするものである。
【0018】
また本発明の筒状織物の製造方法は、複数のたて糸に張力を作用させつつ所定の順序で開口させ、当該開口内によこ糸を織り込んで筒状織物を織成すると共に、当該筒状織物に長さ方向に延びる縦口袋織部を形成し、たて糸と共に供給される誘導索を引き伸ばすことなく前記縦口袋織部内に挿入し、然る後織成された筒状織物の張力を解除して長さ方向に収縮させることを特徴とするものである。
【0019】
本発明の方法においては、前記たて糸として、張力により伸長しやすい糸条を使用することが好ましい。たて糸として使用する伸長しやすい糸条としては、合成繊維の巻縮加工糸が適当である。
【0020】
また本発明の方法においては、前記誘導索を、張力を作用させることなく、又は前記たて糸に作用させた張力よりも大幅に小さい張力を作用させつつ、前記縦口袋織部内に挿入することもできる。
【発明の効果】
【0021】
本発明によれば、たて糸に張力を作用させつつ筒状織物を織成するので、筒状織物は若干引き伸ばされた状態で織成され、そこに織り込まれる誘導索は伸長されることなく、引き伸ばされた筒状織物と同じ長さだけ挿入される。
【0022】
かようにして織成された筒状織物の張力を解除すると、引き伸ばされていた筒状織物はその弾性により収縮するが、そこに挿入された誘導索は引き伸ばされていないため、筒状織物の収縮に伴って縦口袋織部内で蛇行し、筒状織物の長さより長い誘導索が縦口袋織部に挿通された状態となる。
【0023】
従って、筒状織物の一端から誘導索の端末を引き出すと、誘導索は縦口袋織部内での蛇行が延びることにより引き出され、筒状織物の反対側において誘導索が縦口袋織部内に引き込まれてしまうことがない。
【0024】
従って、前記一端において引き出した誘導索にテープを接続し、前記反対側から誘導索を引き出して牽引することができ、前記テープを容易に縦口袋織部内に引き込むことができるのである。
【発明を実施するための最良の形態】
【0025】
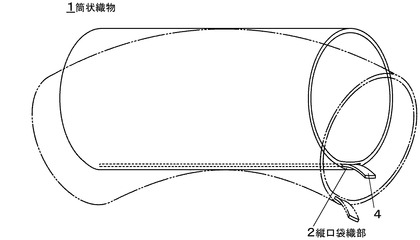
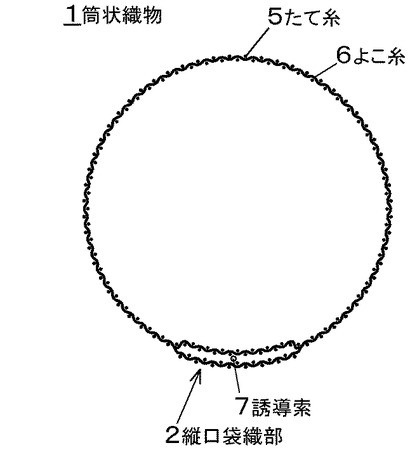
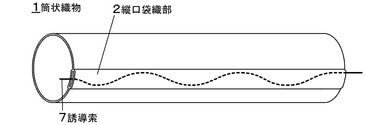
以下本発明を図面に基づいて説明する。図3及び図4は本発明の筒状織物1を示すものであって、環状に配置された複数のたて糸5に対してよこ糸6が螺旋状に織り込まれており、その周方向の一部に縦口袋織部2が形成され、当該縦口袋織部2内に誘導索7が挿通されている。そしてその誘導索7は筒状織物1よりも長く、図4に示すように縦口袋織部2内において蛇行している。
【0026】
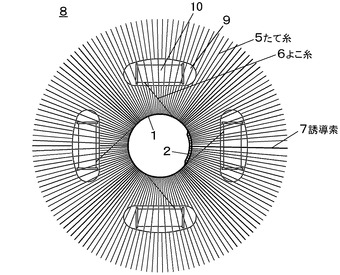
また図5は本発明の方法により環状織機8で筒状織物1を織成する方法を示すものであって、複数のたて糸5が放射状に配置され、その外周に設けられた開口装置(図示せず)により所定の順序で開口され、その開口内を回転走行するシャトル9に搭載されたボビン10から繰り出されたよこ糸6が、前記たて糸5群に対して螺旋状に織り込まれ、筒状織物1が織成される。
【0027】
このとき本発明においては、たて糸5の開口順序を設定することにより、筒状織物1に縦口袋織部2が形成され、たて糸5と共に外方から供給される誘導索7が、その縦口袋織部2内に送入される。
【0028】
そして本発明においては、前記たて糸5に張力を作用させて引き伸ばした状態で供給されると共に、前記誘導索7は引き伸ばされない状態で、引き伸ばされたたて糸5と同じ長さ供給し、然る後織成された筒状織物1の張力を解除してその長さ方向に収縮させる。これにより筒状織物1は収縮するが縦口袋織部2に挿入された誘導索7は収縮しないため、図4に示すように縦口袋織部2内において蛇行するのである。
【0029】
前記たて糸5として、張力により引き伸ばされ易い糸条を使用するのが好ましい。かかる糸条としては、合成繊維の巻縮加工糸が適当である。前記テントの気柱としては、筒状織物1のたて糸5として伸縮性たて糸が使用されるので、当該伸縮性たて糸を伸長した状態で筒状織物1を織成し、誘導索7として伸縮性を有しない糸条を使用することにより、本発明を実施することができる。
【0030】
また前記たて糸5として、特に大きな伸縮性を有することを要しない。特に伸縮性を特徴とする糸条でなくても、通常の糸条であっても十分な張力を作用させれば多かれ少なかれ引き伸ばすことができる。
【0031】
従って特に伸縮性を有するものでなくても、たて糸5に十分大きな張力を作用させて引き伸ばした状態で筒状織物1を織成し、前記誘導索7には張力を作用させることなく、又は前記たて糸に作用させた張力よりも大幅に小さい張力を作用させつつ、前記縦口袋織部内に挿入することにより、本発明を実施することができる。
【0032】
本発明によれば、たて糸5を引き伸ばした状態で筒状織物1を織成し、誘導索7を引き伸ばすことなくたて糸5と共に供給して縦口袋織部2に挿入し、然る後織成された筒状織物1に作用した張力を解除して収縮させることにより、筒状織物1のみが長さ方向に収縮して誘導索7は収縮しないため、誘導索7は縦口袋織部2内において図4に示されるように蛇行した状態で挿通され、結果として縦口袋織部2内には筒状織物1の長さより長い誘導索7が挿通された状態となる。
【0033】
従って、その筒状織物1の一端において縦口袋織部2から誘導索7の端末を引き出すと、その誘導索7は蛇行が解除されることにより引き出されることができ、筒状織物1の他端において誘導索7が縦口袋織部2内に引き込まれることがなく、筒状織物1の両端から誘導索7の端末を引き出すことができる。
【0034】
従ってその誘導索7の一端にテープ4又は通信線3を接続し、誘導索7の他端から牽引することにより、当該テープ4又は通信線3を用意に縦口袋織部2内に引き込んで挿通することができるのである。
【図面の簡単な説明】
【0035】
【図1】消防用ホースの筒状織布に通信線を挿通した状態の斜視図
【図2】テントの気柱の筒状織布にテープを挿通した状態の斜視図
【図3】本発明の筒状織物の横断面図
【図4】本発明の筒状織物の斜視図
【図5】本発明の筒状織物を製造する状態を示す環状織機の平面図
【符号の説明】
【0036】
1 筒状織物
2 縦口袋織部
5 たて糸
6 よこ糸
7 誘導索
【技術分野】
【0001】
本発明は、筒状に織成された織物であって、その周方向の一部に長さ方向に延びる縦口袋織部が形成され、当該縦口袋織部内に誘導索を挿通してなる筒状織物、及びその製造方法に関するものである。
【背景技術】
【0002】
一般に消防用ホースなどとして使用されるホースは、筒状織物よりなるジャケットの内面にゴム又は合成樹脂のライニングを施したものが使用されている。そして特に消防用ホースにおいては、消防車と筒先との間の通信のために、特開平8−322959号公報や特開2003−225319号公報に示されるように、ジャケットに通信線を沿わせることが行われている。
【0003】
また一方出願人は、テントの気柱として、伸縮性たて糸とよこ糸とを筒状に織成した筒状織物に気密処理を施し、その筒状織物の周方向の一部に伸長抑制手段としてのテープを取り付け、内部に流体圧力を作用させたときに筒状織物が伸長すると共に、テープを取り付けた部分は伸長が抑制され、アーチ型に湾曲するものを発明し、特願2008-42436号などとして特許出願している。
【0004】
しかしながらこれらのものにおいては、筒状織物に対して通信線やテープを止着するのが困難である。筒状織物の内面に止着すると内部の流路が狭くなり、また外側に止着すると外部からの外力により傷付きやすい。通信線が傷付くと通信が途絶える可能性があり、テープが傷付くと破断して筒状織物の伸長を抑制できない。
【0005】
また通信線やテープを筒状織物に強固に止着することが困難である。テープは縫合が可能であるが、筒状の部材の壁面に対して縫合することは容易ではなく、また通信線は縫合すること自体が不可能である。
【0006】
また接着などの手段によることもできるが、使用や収納のたびに巻いたり延ばしたりしているうちに剥れやすく、消防用ホースにおける通信線が筒状織物から剥れて遊離すると切断しやすく、またテントの気柱におけるテープが筒状織物から剥れると、筒状織物の伸長を適切に抑制することができない。
【0007】
そこで前記テントの気柱において、前記筒状織物の周方向の一部に縦口袋織部を形成し、当該縦口袋織部に通信線やテープを挿通することにより、その通信線やテープを確実に筒状織物に止着することを見出した。
【0008】
図1はその一例を示すものであって、筒状織物1の周方向の一部に長さ方向に延びる縦口袋織部2が形成されており、当該縦口袋織部2内にその全長に亙って通信線3が挿通されている。また図2は他の例を示すものであって、前記縦口袋織部2内にテープ4が挿通されている。
【0009】
これらの例においては、筒状織物1内に圧力流体を送入して内圧をかけると、筒状織物1は全体として円筒状に膨らむと共に縦口袋織部2は内圧によって扁平に押し潰され、そこに挿通された通信線3やテープ4は縦口袋織部2の内面に密着し、ずれることなく確実に止着されるのである。
【0010】
しかしながら筒状織物1に縦口袋織部2を形成することは、通常の織物構造学上の織り組織の設計により容易に行うことができるが、長尺の筒状織物1においてこの縦口袋織部2内に通信線3やテープ4を挿通することは必ずしも容易でない。なお以下の説明においては、縦口袋織部2にテープ4を挿通することについて説明するが、特に断らない限り通信線3においても事情は全く同様である。
【0011】
筒状織物を織成する際に前記縦口袋織部2内に、相当程度の幅を有するテープ4を直接織り込むことは、織機の構造上不可能である。通信線3はテープ4に比べると細いが、それでも筒状織物1を構成するたて糸より大幅に太く剛直であるため、織機においてたて糸と同様に扱って織り込むことは極めて困難である。
【0012】
そのため、織成時に細い誘導索をたて糸と共に供給して縦口袋織部2内に挿通されるように織り込み、然る後当該誘導索の一端にテープ4を接続し、縦口袋織部2内を通して誘導索を牽引してテープ4を引き込むことが行われる。
【0013】
この方法によれば、筒状織物1を織成する際に誘導索は筒状織物1の長さと一致した長さが織り込まれることとなる。そのため端末部においては誘導索の端末が筒状織物1の端末に一致し、その誘導索にテープ4を接続することができない。誘導索の端末を縦口袋織部2から引き出してテープ4に接続すると、誘導索の反対側の端末が筒状織物1の縦口袋織部2内に引き込まれてしまい、当該誘導索を牽引することができなくなる。
【0014】
筒状織物1の長さ以上の長さの誘導索を縦口袋織部2内に挿通することができればこのような問題は生じないが、誘導索は筒状織物1のたて糸と共に供給され、筒状織物1の織成の進行に伴って引き取られるものであるため、筒状織物1の織成時に織成される筒状織物1より長い誘導索を送り込むことは不可能である。
【0015】
誘導索を挿通した筒状織物1を所定長より長い長さで切り下ろし、その両端を誘導索のみを残して筒状織物1のみを所定長で切断することにより、その筒状織物1の両端に誘導索を突出させて接続代とすることはできるが、その接続代を形成するためにその分の筒状織物を廃棄せざるを得ず、極めて不経済である。
【特許文献1】特開平8-322959号公報
【特許文献2】特開2003-225319号公報
【発明の開示】
【発明が解決しようとする課題】
【0016】
本発明はかかる事情に鑑みなされたものであって、前述のように筒状織物1に形成された縦口袋織部2に、筒状織物1よりも若干長い誘導索を挿通し、当該誘導索にテープを容易に接続することのできる筒状織物1を提供することを目的とするものである。
【課題を解決するための手段】
【0017】
而して本発明の筒状織物は、環状に配置された複数のたて糸と、当該たて糸に対して螺旋状に織り込まれたよこ糸とよりなる筒状織物において、当該筒状織物の周方向の一部に長さ方向に延びる縦口袋織部が形成され、当該縦口袋織部内に筒状織物よりも長い誘導索が、蛇行した状態で挿通されていることを特徴とするものである。
【0018】
また本発明の筒状織物の製造方法は、複数のたて糸に張力を作用させつつ所定の順序で開口させ、当該開口内によこ糸を織り込んで筒状織物を織成すると共に、当該筒状織物に長さ方向に延びる縦口袋織部を形成し、たて糸と共に供給される誘導索を引き伸ばすことなく前記縦口袋織部内に挿入し、然る後織成された筒状織物の張力を解除して長さ方向に収縮させることを特徴とするものである。
【0019】
本発明の方法においては、前記たて糸として、張力により伸長しやすい糸条を使用することが好ましい。たて糸として使用する伸長しやすい糸条としては、合成繊維の巻縮加工糸が適当である。
【0020】
また本発明の方法においては、前記誘導索を、張力を作用させることなく、又は前記たて糸に作用させた張力よりも大幅に小さい張力を作用させつつ、前記縦口袋織部内に挿入することもできる。
【発明の効果】
【0021】
本発明によれば、たて糸に張力を作用させつつ筒状織物を織成するので、筒状織物は若干引き伸ばされた状態で織成され、そこに織り込まれる誘導索は伸長されることなく、引き伸ばされた筒状織物と同じ長さだけ挿入される。
【0022】
かようにして織成された筒状織物の張力を解除すると、引き伸ばされていた筒状織物はその弾性により収縮するが、そこに挿入された誘導索は引き伸ばされていないため、筒状織物の収縮に伴って縦口袋織部内で蛇行し、筒状織物の長さより長い誘導索が縦口袋織部に挿通された状態となる。
【0023】
従って、筒状織物の一端から誘導索の端末を引き出すと、誘導索は縦口袋織部内での蛇行が延びることにより引き出され、筒状織物の反対側において誘導索が縦口袋織部内に引き込まれてしまうことがない。
【0024】
従って、前記一端において引き出した誘導索にテープを接続し、前記反対側から誘導索を引き出して牽引することができ、前記テープを容易に縦口袋織部内に引き込むことができるのである。
【発明を実施するための最良の形態】
【0025】
以下本発明を図面に基づいて説明する。図3及び図4は本発明の筒状織物1を示すものであって、環状に配置された複数のたて糸5に対してよこ糸6が螺旋状に織り込まれており、その周方向の一部に縦口袋織部2が形成され、当該縦口袋織部2内に誘導索7が挿通されている。そしてその誘導索7は筒状織物1よりも長く、図4に示すように縦口袋織部2内において蛇行している。
【0026】
また図5は本発明の方法により環状織機8で筒状織物1を織成する方法を示すものであって、複数のたて糸5が放射状に配置され、その外周に設けられた開口装置(図示せず)により所定の順序で開口され、その開口内を回転走行するシャトル9に搭載されたボビン10から繰り出されたよこ糸6が、前記たて糸5群に対して螺旋状に織り込まれ、筒状織物1が織成される。
【0027】
このとき本発明においては、たて糸5の開口順序を設定することにより、筒状織物1に縦口袋織部2が形成され、たて糸5と共に外方から供給される誘導索7が、その縦口袋織部2内に送入される。
【0028】
そして本発明においては、前記たて糸5に張力を作用させて引き伸ばした状態で供給されると共に、前記誘導索7は引き伸ばされない状態で、引き伸ばされたたて糸5と同じ長さ供給し、然る後織成された筒状織物1の張力を解除してその長さ方向に収縮させる。これにより筒状織物1は収縮するが縦口袋織部2に挿入された誘導索7は収縮しないため、図4に示すように縦口袋織部2内において蛇行するのである。
【0029】
前記たて糸5として、張力により引き伸ばされ易い糸条を使用するのが好ましい。かかる糸条としては、合成繊維の巻縮加工糸が適当である。前記テントの気柱としては、筒状織物1のたて糸5として伸縮性たて糸が使用されるので、当該伸縮性たて糸を伸長した状態で筒状織物1を織成し、誘導索7として伸縮性を有しない糸条を使用することにより、本発明を実施することができる。
【0030】
また前記たて糸5として、特に大きな伸縮性を有することを要しない。特に伸縮性を特徴とする糸条でなくても、通常の糸条であっても十分な張力を作用させれば多かれ少なかれ引き伸ばすことができる。
【0031】
従って特に伸縮性を有するものでなくても、たて糸5に十分大きな張力を作用させて引き伸ばした状態で筒状織物1を織成し、前記誘導索7には張力を作用させることなく、又は前記たて糸に作用させた張力よりも大幅に小さい張力を作用させつつ、前記縦口袋織部内に挿入することにより、本発明を実施することができる。
【0032】
本発明によれば、たて糸5を引き伸ばした状態で筒状織物1を織成し、誘導索7を引き伸ばすことなくたて糸5と共に供給して縦口袋織部2に挿入し、然る後織成された筒状織物1に作用した張力を解除して収縮させることにより、筒状織物1のみが長さ方向に収縮して誘導索7は収縮しないため、誘導索7は縦口袋織部2内において図4に示されるように蛇行した状態で挿通され、結果として縦口袋織部2内には筒状織物1の長さより長い誘導索7が挿通された状態となる。
【0033】
従って、その筒状織物1の一端において縦口袋織部2から誘導索7の端末を引き出すと、その誘導索7は蛇行が解除されることにより引き出されることができ、筒状織物1の他端において誘導索7が縦口袋織部2内に引き込まれることがなく、筒状織物1の両端から誘導索7の端末を引き出すことができる。
【0034】
従ってその誘導索7の一端にテープ4又は通信線3を接続し、誘導索7の他端から牽引することにより、当該テープ4又は通信線3を用意に縦口袋織部2内に引き込んで挿通することができるのである。
【図面の簡単な説明】
【0035】
【図1】消防用ホースの筒状織布に通信線を挿通した状態の斜視図
【図2】テントの気柱の筒状織布にテープを挿通した状態の斜視図
【図3】本発明の筒状織物の横断面図
【図4】本発明の筒状織物の斜視図
【図5】本発明の筒状織物を製造する状態を示す環状織機の平面図
【符号の説明】
【0036】
1 筒状織物
2 縦口袋織部
5 たて糸
6 よこ糸
7 誘導索
【特許請求の範囲】
【請求項1】
環状に配置された複数のたて糸(5)と、当該たて糸(5)に対して螺旋状に織り込まれたよこ糸(6)とよりなる筒状織物(1)において、当該筒状織物(1)の周方向の一部に長さ方向に延びる縦口袋織部(2)が形成され、当該縦口袋織部(2)内に筒状織物(1)よりも長い誘導索(7)が、蛇行した状態で挿通されていることを特徴とする、筒状織物
【請求項2】
複数のたて糸(5)に張力を作用させつつ所定の順序で開口させ、当該開口内によこ糸(6)を織り込んで筒状織物(1)を織成すると共に、当該筒状織物(1)に長さ方向に延びる縦口袋織部(2)を形成し、たて糸(5)と共に供給される誘導索(7)を引き伸ばすことなく前記縦口袋織部(2)内に挿入し、然る後織成された筒状織物(1)の張力を解除して長さ方向に収縮させることを特徴とする、筒状織物の製造方法
【請求項3】
前記たて糸(5)として、張力により伸長しやすい糸条を使用することを特徴とする、請求項2に記載の筒状織物の製造方法
【請求項4】
前記たて糸(5)が、合成繊維の巻縮加工糸であることを特徴とする、請求項3に記載の筒状織物の製造方法
【請求項5】
前記誘導索(7)を、張力を作用させることなく、又は前記たて糸(5)に作用させた張力よりも大幅に小さい張力を作用させつつ、前記縦口袋織部(2)内に挿入することを特徴とする、請求項2に記載の筒状織物の製造方法
【請求項1】
環状に配置された複数のたて糸(5)と、当該たて糸(5)に対して螺旋状に織り込まれたよこ糸(6)とよりなる筒状織物(1)において、当該筒状織物(1)の周方向の一部に長さ方向に延びる縦口袋織部(2)が形成され、当該縦口袋織部(2)内に筒状織物(1)よりも長い誘導索(7)が、蛇行した状態で挿通されていることを特徴とする、筒状織物
【請求項2】
複数のたて糸(5)に張力を作用させつつ所定の順序で開口させ、当該開口内によこ糸(6)を織り込んで筒状織物(1)を織成すると共に、当該筒状織物(1)に長さ方向に延びる縦口袋織部(2)を形成し、たて糸(5)と共に供給される誘導索(7)を引き伸ばすことなく前記縦口袋織部(2)内に挿入し、然る後織成された筒状織物(1)の張力を解除して長さ方向に収縮させることを特徴とする、筒状織物の製造方法
【請求項3】
前記たて糸(5)として、張力により伸長しやすい糸条を使用することを特徴とする、請求項2に記載の筒状織物の製造方法
【請求項4】
前記たて糸(5)が、合成繊維の巻縮加工糸であることを特徴とする、請求項3に記載の筒状織物の製造方法
【請求項5】
前記誘導索(7)を、張力を作用させることなく、又は前記たて糸(5)に作用させた張力よりも大幅に小さい張力を作用させつつ、前記縦口袋織部(2)内に挿入することを特徴とする、請求項2に記載の筒状織物の製造方法
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2010−106379(P2010−106379A)
【公開日】平成22年5月13日(2010.5.13)
【国際特許分類】
【出願番号】特願2008−277590(P2008−277590)
【出願日】平成20年10月29日(2008.10.29)
【出願人】(000117135)芦森工業株式会社 (447)
【Fターム(参考)】
【公開日】平成22年5月13日(2010.5.13)
【国際特許分類】
【出願日】平成20年10月29日(2008.10.29)
【出願人】(000117135)芦森工業株式会社 (447)
【Fターム(参考)】
[ Back to top ]