
筒状部材の製造方法
【課題】製造コストの増大を招くことなく、第一筒状部の中心軸と第二筒状部の中心軸との偏心を効果的に小さくする。
【解決手段】筒状部材としての主体金具は、軸線CL1方向に延びるとともに、外周面転造加工により形成された転造加工部としてのねじ部を有する。主体金具の製造工程は、第一筒状部CY1及び第二筒状部CY2を備える中間筒状部材MI2を形成する工程と、中間筒状部材MI2にねじ部を形成する転造工程とを含む。転造工程においては、中間筒状部材MI2に挿入され転造ダイスD1,D2の加工面との間で中間筒状部材MI2を挟み込む受け部材RCを、中間筒状部材MI2に挿入した上で少なくとも第一筒状部CY1と第二筒状部CY2とに対して同時に転造加工が施される。
【解決手段】筒状部材としての主体金具は、軸線CL1方向に延びるとともに、外周面転造加工により形成された転造加工部としてのねじ部を有する。主体金具の製造工程は、第一筒状部CY1及び第二筒状部CY2を備える中間筒状部材MI2を形成する工程と、中間筒状部材MI2にねじ部を形成する転造工程とを含む。転造工程においては、中間筒状部材MI2に挿入され転造ダイスD1,D2の加工面との間で中間筒状部材MI2を挟み込む受け部材RCを、中間筒状部材MI2に挿入した上で少なくとも第一筒状部CY1と第二筒状部CY2とに対して同時に転造加工が施される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、外周面に転造加工により形成された転造加工部を備える筒状部材の製造方法に関する。
【背景技術】
【0002】
従来、外周面に転造加工により形成された雄ねじやスプライン、セレーション、ローレット(ナーリング)等の転造加工部を備えてなる筒状部材が知られている。筒状部材としては、例えば、スパークプラグ用の主体金具や配管用の管継手(ニップル)、ウォームギアに用いられるウォーム等を挙げることができる。
【0003】
このような筒状部材は、例えば、次のようにして製造することができる。すなわち、押出成形加工や切削加工等を施すことにより、柱状の中間部材に穴部(例えば、貫通孔)を形成し、筒状部を有してなる中間筒状部材を得る。そして、中間筒状部材の外周面に転造加工を施し、転造加工部を形成することで筒状部材を得ることができる。
【0004】
ところで、スパークプラグ用の主体金具などの筒状部材においては、一端部の内径と軸方向に沿って当該一端部と異なる部位の内径とが異なっていたり、内周面の一部にその他の部位よりも内径の小さい部位(例えば、環状の突条部など)が設けられたりすることがある。このような筒状部材を形成する手法としては、例えば、中間部材の一端側及び他端側の双方から押出加工等を施し、最終的に両穴部を連通させる手法が提案されている(例えば、特許文献1等参照)。また、押出成形等により中間部材に貫通孔を形成した後、貫通孔の所定部位のみに別途の切削加工等を施す手法も考えられる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特許第4210611号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、上記手法のように、内径の異なる各部位に対応して異なる治具や製造装置を用いることや、押出成形時における治具の傾き等に起因して、中間筒状部材の一端部に位置する筒状部(第一筒状部)の中心軸と、軸方向に沿って第一筒状部と異なる位置の筒状部(第二筒状部)の中心軸との間に偏心(軸ずれや傾き)が生じてしまうおそれがある。これに対して、第一筒状部と第二筒状部との間の偏心を小さくするために、筒状部材に対して別途の加工を施すことが考えられるが、この場合には、製造コストの増大を招いてしまう。
【0007】
本発明は、上記事情を鑑みてなされたものであり、その目的は、製造コストの増大を招くことなく、第一筒状部の中心軸と第二筒状部の中心軸との偏心を効果的に小さくすることができる筒状部材の製造方法を提供することにある。
【課題を解決するための手段】
【0008】
以下、上記目的を解決するのに適した各構成につき、項分けして説明する。なお、必要に応じて対応する構成に特有の作用効果を付記する。
【0009】
構成1.本構成の筒状部材の製造方法は、筒状をなすとともに、転造加工により形成される転造加工部を自身の外周面に有する筒状部材の製造方法であって、
前記筒状部材となるべき中間部材に筒状部が形成された中間筒状部材を形成する中間筒状部材形成工程と、
前記中間筒状部材に対して転造ダイスを用いて転造加工を施すことにより、前記転造加工部を形成する転造工程とを含み、
前記中間筒状部材形成工程は、
前記中間部材の端部に筒状の第一筒状部を形成する第一筒状部形成工程と、
前記第一筒状部と異なる部位の少なくとも一部に筒状の第二筒状部を形成する第二筒状部形成工程とを含み、
前記転造工程においては、
前記中間筒状部材に挿入され前記転造ダイスの加工面との間で前記中間筒状部材を挟み込む受け部材を、前記中間筒状部材に挿入した上で少なくとも前記第一筒状部と前記第二筒状部とに対して同時に転造加工を施すことにより、前記転造加工後の前記第一筒状部の中心軸と前記第二筒状部の中心軸との径方向に沿った偏心が、前記転造加工前の前記第一筒状部の中心軸と前記第二筒状部の中心軸との径方向に沿った偏心よりも小さくされることを特徴とする。
【0010】
上記構成1によれば、第一筒状部及び第二筒状部を有する中間筒状部材に対して受け部材を挿入した上で、少なくとも両筒状部に対して転造加工が施される。このため、転造加工時に、中間筒状部材の外周面が転造ダイスにより押圧されることで、中間筒状部材のうち特に厚みの大きい部分が、受け部材と転造ダイスとで挟まれる形で潰れ変形することとなる。これにより、第一筒状部や第二筒状部の内周面の傾きを修正することができるとともに、第一筒状部(の内周面)の中心軸と第二筒状部(の内周面)の中心軸とを受け部材の中心軸と一致するように矯正することができる。その結果、転造加工前と比較して、第一筒状部の中心軸と第二筒状部の中心軸との径方向に沿った偏心を効果的に小さくすることができる。
【0011】
また、第一筒状部の中心軸と第二筒状部の中心軸との偏心を小さくするにあたっては、別途の加工を施すことなく、転造加工部を形成する際の転造加工が利用されるため、製造コストの増大抑制を図ることができる。
【0012】
構成2.本構成の筒状部材の製造方法は、上記構成1において、前記受け部材は、棒状をなすとともに、
前記第一筒状部の内周面に沿った形状の第一構成部と、
前記第二筒状部の内周面に沿った形状の第二構成部とを有することを特徴とする。
【0013】
上記構成2によれば、受け部材には、第一筒状部の内周面に沿った形状の第一構成部と、第二筒状部の内周面に沿った形状の第二構成部とが設けられる。従って、転造加工時に、第一筒状部及び第二筒状部の双方をより確実に矯正することができる。その結果、第一筒状部の中心軸と第二筒状部の中心軸との偏心を一層小さくすることができる。
【0014】
構成3.本構成の筒状部材の製造方法は、上記構成1又は2において、前記受け部材は、複数の円柱状部位が直列的に接続され前記円柱状部位はそれぞれ分離可能に構成されることを特徴とする。
【0015】
上記構成3によれば、第一筒状部の内径と第二筒状部の内径とが異なるような場合であっても、中間筒状部材の内径と受け部材の外径との径差を両筒状部において個別に調節することができる。従って、転造加工時に、受け部材から第一筒状部及び第二筒状部の双方に対して押圧力をより確実に加えることができ、第一筒状部及び第二筒状部の双方を一層確実に矯正することができる。その結果、第一筒状部の中心軸と第二筒状部の中心軸との偏心をより一層小さくすることができる。
【0016】
また、円柱状部位はそれぞれ分離可能に構成されているため、次述する構成4のように、第一筒状部と第二筒状部との間にそれぞれの内径よりも内径の小さい部位が形成されていても、両筒状部のそれぞれの内周に、両筒状部のそれぞれの内径に対応した外径の受け部材(円柱状部位)を配置することができる。
【0017】
構成4.本構成の筒状部材の製造方法は、上記構成1乃至3のいずれかにおいて、前記中間筒状部材は、前記第一筒状部と前記第二筒状部との間に、前記第一筒状部及び前記第二筒状部の内径よりも小さい内径を備える部位を有することを特徴とする。
【0018】
第一筒状部と第二筒状部との間に、それぞれの内径よりも内径の小さい部位が設けられる場合には、中間部材の一方の端部側から両筒状部を形成することが難しいため、一方の端部側から第一筒状部を形成し、他方の端部側から第二筒状部を形成することが行われ得る。しかしながら、この場合には、両筒状部の偏心が比較的大きなものとなってしまいやすい。
【0019】
この点、上記構成3によれば、中間筒状部材が、第一筒状部と第二筒状部との間に、両筒状部の内径よりも小さい内径を備える部位を有するため、両筒状部の偏心がより大きくなってしまうことが懸念されるが、上記構成1等を採用することで、両筒状部の偏心を十分に小さくできる。換言すれば、上記構成1等は、中間筒状部材が、第一筒状部と第二筒状部との間に、両筒状部の内径よりも小さい内径を備える部位を有する場合において、特に有意である。
【0020】
尚、上記構成4の中間筒状部材に転造加工を施す際には、上記構成3の受け部材が好適に用いられる。
【0021】
構成5.本構成の筒状部材の製造方法は、上記構成1乃至4のいずれかにおいて、前記中間筒状部材は、自身の軸方向に沿った長さが自身の外径よりも大きいことを特徴とする。
【0022】
中間筒状部材形成工程において治具の傾き等が生じてしまうと、第一筒状部と第二筒状部とで偏心が生じてしまうが、上記構成5のように、中間筒状部材が、軸線に沿った自身の長さが自身の外径よりも大きなものである場合には、治具の傾き等による影響が大きくなるため、第一筒状部と第二筒状部との偏心がより大きなものとなりやすい。
【0023】
この点、上記構成1等を採用することで、両筒状部における偏心の小さい筒状部材をより確実に得ることができる。換言すれば、上記構成1等は、中間筒状部材(筒状部材)が、軸線に沿った自身の長さが自身の外径よりも大きなものであり、両筒状部の偏心が大きくなりやすい場合に、特に有意である。
【0024】
構成6.本構成の筒状部材の製造方法は、上記構成1乃至5のいずれかにおいて、前記受け部材は、前記転造工程において、自身の中心軸を回転軸として自由回転可能とされることを特徴とする。
【0025】
上記構成6によれば、受け部材は、自身の中心軸を回転軸として自由回転可能とされており、転造加工時に、中間筒状部材とともに回転可能とされている。従って、転造加工時において、中間筒状部材と受け部材との間で発生する摩擦力を極力低減させることができ、ひいては転造ダイスと受け部材とで挟み込むことによる中間筒状部材の変形をより促進することができる。その結果、第一筒状部の中心軸と第二筒状部の中心軸との径方向に沿った偏心を極めて効果的に小さくすることができる。
【図面の簡単な説明】
【0026】
【図1】主体金具の構成を示す一部破断正面図である。
【図2】中間部材の構成を示す斜視図である。
【図3】中間筒状部材形成工程の一過程を示す断面図である。
【図4】中間筒状部材形成工程の一過程を示す断面図である。
【図5】中間筒状部材形成工程の一過程を示す断面図である。
【図6】中間筒状部材形成工程の一過程を示す断面図である。
【図7】第4ワークの構成を示す一部破断正面図である。
【図8】中間筒状部材の構成を示す一部破断正面図である。
【図9】中間筒状部材に挿入された受け部材を示す断面図である。
【図10】転造ダイスへの中間筒状部材の搬送態様を示す拡大正面図である。
【図11】転造工程の一過程を示す断面図である。
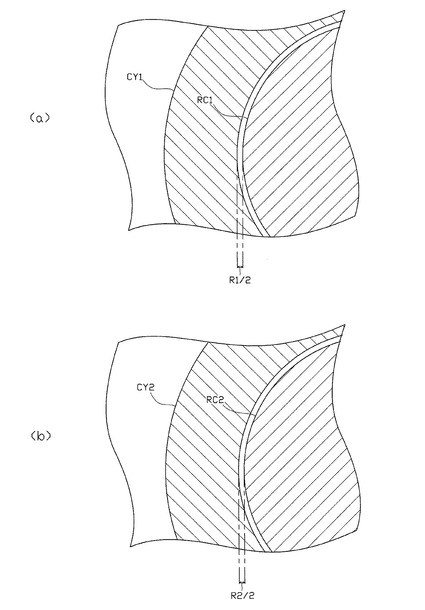
【図12】(a)は、第一筒状部と第一構成部との径差を説明するための部分拡大断面図であり、(b)は、第二筒状部と第二構成部との径差を説明するための部分拡大断面図である。
【図13】第2実施形態におけるバルブの構成を示す一部破断正面図である。
【図14】第2実施形態における中間部材の構成を示す斜視図である。
【図15】第2実施形態におけるワークの構成を示す一部破断正面図である。
【図16】第2実施形態における中間筒状部材の構成を示す一部破断正面図である。
【図17】中間筒状部材に挿入された受け部材を示す断面図である。
【図18】転造工程の一過程を示す断面図である。
【図19】(a)は、第一筒状部と第一構成部との径差を説明するための部分拡大断面図であり、(b)は、第二筒状部と第二構成部との径差を説明するための部分拡大断面図である。
【図20】(a)〜(d)は、別の実施形態における筒状部材の構成を示す正面図である。
【図21】別の実施形態における転造ダイスの構成を示す平面図である。
【発明を実施するための形態】
【0027】
以下に、実施形態について図面を参照しつつ説明する。
〔第1実施形態〕
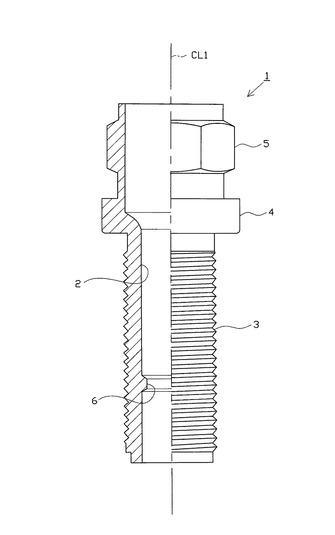
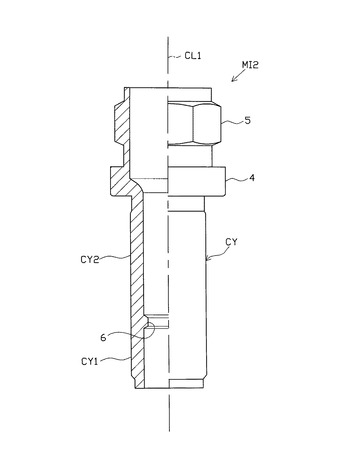
図1は、筒状部材としてのスパークプラグ用主体金具(以下、「主体金具」と称す)1を示す一部破断正面図である。尚、図1では、主体金具1の軸線CL1方向を図面における上下方向とし、下側を主体金具1の先端側、上側を後端側として説明する。
【0028】
主体金具1は、低炭素鋼等(例えば、炭素成分が0.5質量%以下)の金属により形成されるとともに、軸線CL1方向に延びる貫通孔2を備えている。また、主体金具1の外周面には燃焼装置(例えば、内燃機関や燃料電池改質器等)の取付孔に取付けるための転造加工部としてのねじ部3が形成されている。さらに、ねじ部3の後端側の外周面には、燃焼装置に対して直接又は間接的に圧接される座部4が形成されており、主体金具1の後端側には、燃焼装置に取付ける際にレンチ等の工具を係合させるための断面六角形状の工具係合部5が設けられている。
【0029】
また、主体金具1の内周面には、径方向内側に突出形成された環状の突条部6が設けられている。当該突条部6は、主体金具1の内周において筒状の絶縁碍子が係止される部位である。一般に主体金具1は、自身の内周に絶縁碍子が挿入され、絶縁碍子の段差部が突条部6に係止された状態で、主体金具1の後端側の開口部を径方向内側に加締めることによって、絶縁碍子と固定される。
【0030】
次に、上記のように構成されてなる主体金具1の製造方法について説明する。
【0031】
まず、図2に示すように、S17CやS25Cといった鉄系素材やステンレス素材等からなる円柱状の中間部材MI1を用意する。そして、中間筒状部材形成工程において、中間部材MI1に対して、複数の金型を用いて冷間にて段階的に押出成形加工を施す。
【0032】
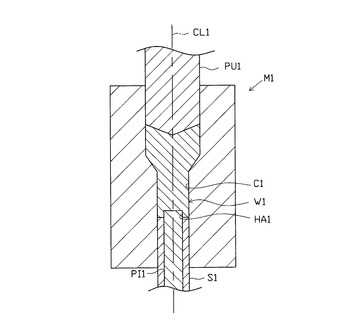
詳述すると、まず、図3に示す第1金型M1等を用いて、中間部材MI1を冷間にて押出成形する。すなわち、第1金型M1は、軸線CL1方向に延び、後端側が大径に形成される一方で、先端側が小径に形成されたキャビティC1を有している。そして、キャビティC1に中間部材MI1を挿入し、キャビティC1の先端側に、筒状のスリーブS1と、当該スリーブS1に挿入され、スリーブS1のキャビティC1側の面よりも後端側に先端部が突出するピンPI1とを配置する。その上で、キャビティC1の大径部分とほぼ同一の外径を有するパンチPU1をキャビティC1の後方側から挿入し、中間部材MI1を軸線CL1方向先端側へと押出成形する。これにより、先端側が小径に形成されるとともに、先端部に穴部HA1を有する第1ワークW1が得られる。
【0033】
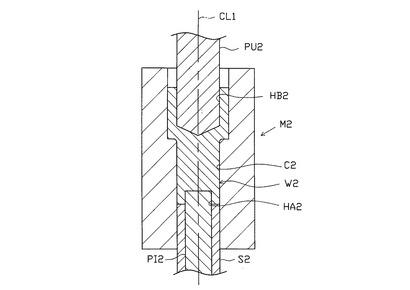
次に、図4に示す第2金型M2を用いて、第1ワークW1を冷間にて押出成形する。すなわち、第2金型M2は、後端側が大径に形成される一方で、先端側が小径に形成されたキャビティC2を有している。そして、第1ワークW1をキャビティC2に後方側から挿入するとともに、キャビティC2の先端側に、筒状のスリーブS2と当該スリーブS2に挿入され、スリーブS2のキャビティC2側の面よりも後端側に先端部が突出するピンPI2とを配置する。その上で、キャビティC2の大径部分の内径よりも小さい外径を有するパンチPU2をキャビティC2の後方側から挿入する。これにより、第1ワークW1が押出成形され、先端側に穴部HA2を有し、後端側に穴部HB2を有する第2ワークW2が得られる。
【0034】
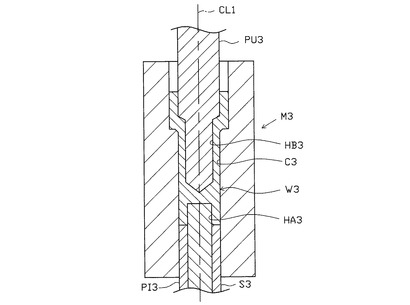
次いで、図5に示す第3金型M3を用いて、第2ワークW2を冷間にて押出成形する。すなわち、第3金型M3は、後端側が大径に形成される一方で、先端側が小径に形成されたキャビティC3を有している。そして、キャビティC3に対して後方側から第2ワークW2を挿入するとともに、キャビティC3の先端側に、筒状のスリーブS3と、先端部がスリーブS3よりも後端側に突出するピンPI3とを配置する。そして、キャビティC3の大径部分の内径よりも小さい外径を有し、外周に段差を有するパンチPU3をキャビティC3の後方側から挿入する。これにより、第2ワークW2が押出成形され、先端側に穴部HA3を有し、後端側に穴部HB3を有する第3ワークW3が得られる。
【0035】
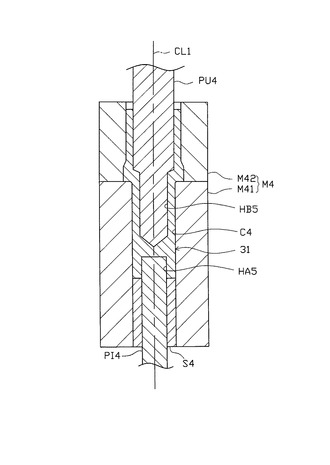
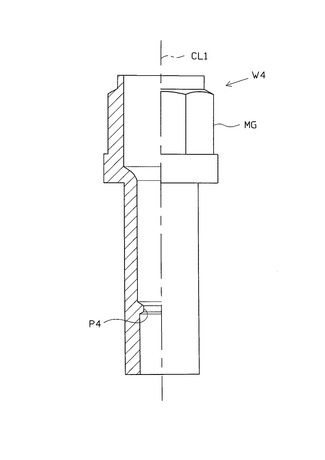
次に、図6に示す第4金型M4を用いて、第3ワークW3を冷間にて押出成形する。すなわち、第4金型M4は、筒状の先端側金型M41と、筒状の後端側金型M42とが同軸状に一体化されてなり、軸線CL1方向に延びるキャビティC4を有している。ここで、後端側金型M42の内周部分は、先端側が大径に形成される一方で、後端側が小径に形成されている。そして、大径部分の内周面は、前記座部4の形状に対応した円筒状に形成されている。一方で、小径部分の内周面のうち少なくとも先端側は、工具係合部5に対応する形状とされている。製造方法の説明に戻り、上述したキャビティC4に後方側から第3ワークW3を挿入するとともに、キャビティC4の先端側にスリーブS4と、先端部が前記スリーブS4よりも後端側に突出するピンPI4とを配置する。その上で、外周に段差を有するパンチPU4をキャビティC4の後方側から挿入し、第3ワークW3の外周面を第4金型M4の内周面に圧接させる。これにより、図7に示すように、工具係合部5と同一の断面形状を有する多角柱部MGを備えるとともに、両穴部HA3,HB3が連通されてなる筒状の第4ワークW4が得られる。尚、第4ワークW4の内周面には、軸線CL1を中心とする環状の突出部P4(前記突条部6となる部位)が径方向内側に膨出形成される。
【0036】
その後、多角柱部MGの先端側や突出部P4よりも先端側の内周面などに切削加工を施すことにより、図8に示すように、座部4や工具係合部5、突条部6を有する筒状の(すなわち、筒状部CYを備える)中間筒状部材MI2が得られる。
【0037】
尚、中間筒状部材MI2は、軸線CL1に沿った自身の長さが自身の外径よりも大きなものとなっている。また、中間筒状部材MI2は、突条部6の先端から軸線CL1方向先端側に延びる円筒状の第一筒状部CY1と、突条部6の後端から軸線CL1方向後端側に延びる円筒状の第二筒状部CY2とを備えている。第一筒状部CY1及び第二筒状部CY2は、それぞれの内径が突条部6の内径よりも大きくされており、結果として、第一筒状部CY1と第二筒状部CY2との間には、両者の内径よりも小さい内径の部位(すなわち、突条部6)が形成されている。また、第一筒状部CY1の径方向に沿った肉厚、及び、第二筒状部CY2の径方向に沿った肉厚は、それぞれ比較的小さなもの(例えば、5mm以下)とされている。
【0038】
加えて、第一筒状部CY1の内周面は、押出成形後に切削加工を施すことで成形されており、第二筒状部CY2の内周面は、押出成形により成形されている。従って、第一筒状部CY1の内周面の中心軸と第二筒状部CY2の内周面の中心軸とは、径方向に沿って偏心した状態で形成されやすくなっている。尚、上述した押出成形及び切削加工の工程が「第一筒状部形成工程」に相当し、押出成形の工程が「第二筒状部形成工程」に相当する。
【0039】
また、本実施形態では、突条部6の先端から軸線CL1方向先端側に延びる円筒状の部位を第一筒状部CY1とし、突条部6の後端から軸線CL1方向後端側に延びる円筒状の部位を第二筒状部CY2としているが、第一筒状部は、中間筒状部材MI2の端部に位置する筒状部位であればよく、第二筒状部は、第一筒状部と異なる筒状部位であればよい。従って、例えば、中間筒状部材MI2の最先端部を第一筒状部といい、当該第一筒状部の後端から突条部6までの部位を第二筒状部ということもできる。すなわち、第一筒状部は、中間筒状部材MI2の端部に位置する筒状部位であるものの、その軸方向に沿った範囲は特に限定されず、また、第二筒状部は、中間筒状部材MI2のうち第一筒状部以外の筒状部位であればよい。
【0040】
製造方法の説明に戻り、転造工程において、得られた中間筒状部材MI2のうち第一筒状部CY1から第二筒状部CY2にかけての外周面にねじ部3を形成する。尚、転造工程の前に、中間筒状部材MI2の先端部に棒状の接地電極を抵抗溶接してもよい。
【0041】
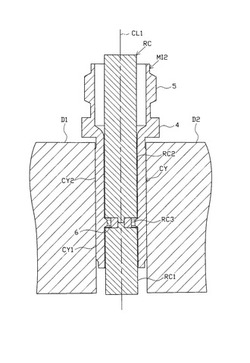
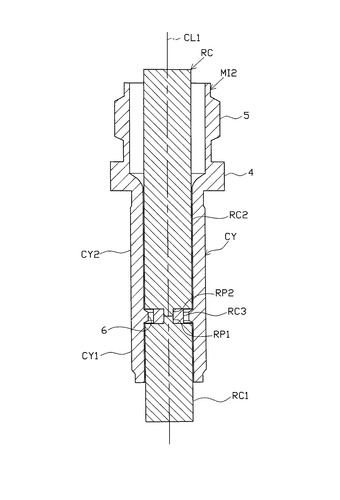
転造工程においては、まず、図9に示すように、中間筒状部材MI2に対して、中間筒状部材MI2よりも硬度の高い所定の金属材料〔例えば、焼き入れ鋼(炭素鋼)や工具鋼など〕からなる棒状の受け部材RCを挿入する。受け部材RCは、外径の異なる第一構成部RC1、中間構成部RC3、及び、第二構成部RC2がそれぞれの中心軸が一致するようにしてこの順序で直列的に接続されており、各構成部RC1,RC2,RC3はそれぞれ分離可能とされている。
【0042】
第一構成部RC1は、中実円柱状をなすとともに、自身の外周面が第一筒状部CY1の内周面に沿った形状とされ、自身の端部に突部RP1を備えている。また、第二構成部RC2は、中実円柱状をなすとともに、自身の外周面が第二筒状部CY2の内周面に沿った形状とされ、自身の端部に突部RP2を備えている。中間構成部RC3は、筒状をなし、第一、第二構成部RC1,RC2の突部RP1,RP2が嵌合可能とされている。
【0043】
受け部材RCを中間筒状部材MI2に挿入する際には、中間筒状部材MI2の先端側から第一構成部RC1が挿入される一方で、中間筒状部材MI2の後端側から第二構成部RC2が挿入され、両構成部RC1,RC2の少なくとも一方の挿入前に、突条部6の内周に中間構成部RC3が配置され、中間筒状部材MI2の内部において、各構成部RC1,RC2,RC3が接続される。例えば、中間構成部RC3を第二構成部RC2から分離し、中間筒状部材MI2の先端側から中間構成部RC3が接続された第一構成部RC1を挿入する一方で、中間筒状部材MI2の後端側から第二構成部RC2を挿入し、中間筒状部材MI2の内部にて、第二構成部RC2と中間構成部RC3とを接続することで、中間筒状部材MI2に受け部材RCを挿入することができる。尚、本実施形態では、軸線CL1と直交する断面において、中間筒状部材MI2の内径と受け部材RCの外径との径差が0.002mm以上とされており、中間筒状部材MI2に対して受け部材RCを容易に挿入可能となっている。
【0044】
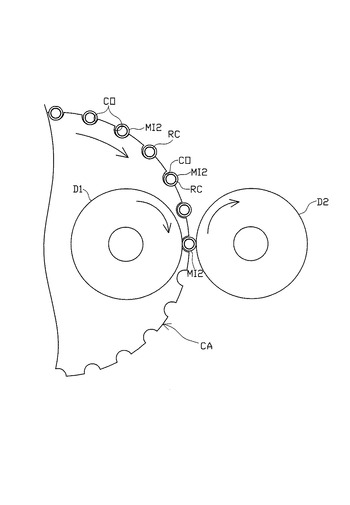
受け部材RCが挿入された中間筒状部材MI2は、図10に示すように、外周面に周方向に沿って間欠的に複数の凹部COを有してなる回転搬送装置CAを用いて、複数(本実施形態では、一対)の転造ダイスD1,D2のそれぞれの加工面同士の間に配置される。具体的には、凹部COに中間筒状部材MI2を載置した状態で、回転搬送装置CAを自身の中心軸を回転軸として回転させることで、中間筒状部材MI2が転造ダイスD1,D2間に配置される。
【0045】
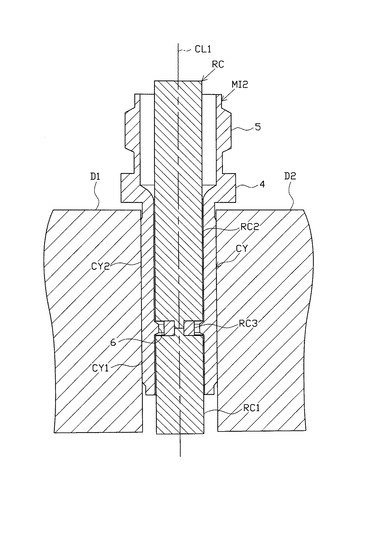
転造ダイスD1,D2間に中間筒状部材MI2が配置されると、図11に示すように、転造ダイスD1,D2の回転により中間筒状部材MI2に対して転造加工が施される。尚、転造加工時において、受け部材RCは支持されることなく、自身の中心軸を回転軸として自由回転可能な状態となっている。また、受け部材RCと両筒状部CY1,CY2との間の隙間が十分に小さくなるように構成されている。本実施形態では、図12(a)に示すように、受け部材RCの挿入された中間筒状部材MI2の第一筒状部CY1の径方向に沿った断面において、中間筒状部材MI2(第一筒状部CY1)の内径と受け部材RC(第一構成部RC1)の外径との径差R1が0.8mm以下とされている。さらに、図12(b)に示すように、受け部材RCの挿入された中間筒状部材MI2の第二筒状部CY2の径方向に沿った断面において、中間筒状部材MI2(第二筒状部CY2)の内径と受け部材RC(第二構成部RC2)の外径との径差R2が0.8mm以下とされている。
【0046】
加えて、転造加工では、少なくとも第一筒状部CY1と第二筒状部CY2とに対して同時に加工が施される。その結果、第一筒状部CY1及び第二筒状部CY2の外周面にねじ部3が形成され、主体金具1が得られる。
【0047】
以上詳述したように、本実施形態によれば、中間筒状部材MI2に対して受け部材RCを挿入した上で、少なくとも第一筒状部CY1及び第二筒状部CY2に対して転造加工が施されている。このため、転造加工時に、中間筒状部材MI2の外周面が転造ダイスD1,D2により押圧されることで、中間筒状部材MI2のうち特に厚みの大きい部分が、受け部材RCと転造ダイスD1,D2とで挟まれる形で潰れ変形することとなる。これにより、第一筒状部CY1や第二筒状部CY2の内周面の傾きを修正することができるとともに、第一筒状部CY1の内周面の中心軸と第二筒状部CY2の内周面の中心軸とを受け部材RCの中心軸と一致するように矯正することができる。その結果、転造加工前と比較して、第一筒状部CY1の中心軸と第二筒状部CY2の中心軸との径方向に沿った偏心を効果的に小さくすることができる。
【0048】
また、第一筒状部CY1の中心軸と第二筒状部CY2の中心軸との偏心を小さくするにあたっては、別途の加工を施すことなく、ねじ部3を形成する際の転造加工が利用されるため、製造コストの増大抑制を図ることができる。
【0049】
さらに、第一筒状部CY1及び第二筒状部CY2のそれぞれの断面において、中間筒状部材MI2の内径と受け部材RCの外径との径差R1,R2が0.8mm以下とされている。従って、転造加工時において、中間筒状部材MI2が転造ダイスD1,D2と受け部材RCとでより確実に挟み込まれることとなり、中間筒状部材MI2をより確実に変形させることができる。その結果、両筒状部CY1,CY2の偏心を一層確実に小さくすることができる。
【0050】
加えて、受け部材RCは、自身の中心軸を回転軸として自由回転可能とされており、転造加工時に、中間筒状部材MI2とともに回転可能とされている。従って、転造加工時において、中間筒状部材MI2と受け部材RCとの間で発生する摩擦力を極力低減させることができ、ひいては転造ダイスD1,D2と受け部材RCとで挟み込むことによる中間筒状部材MI2の変形をより促進することができる。その結果、両筒状部CY1,CY2の偏心をより一層確実に小さくすることができる。
〔第2実施形態〕
次いで、第2実施形態について図面を参照しつつ説明する。上記第1実施形態では、筒状部材として主体金具1の構成及びその製造方法を説明しているが、本第2実施形態では、筒状部材としての自転車用バルブ金具(以下、「バルブ」と称す)21の構成及びその製造方法を説明する。
【0051】
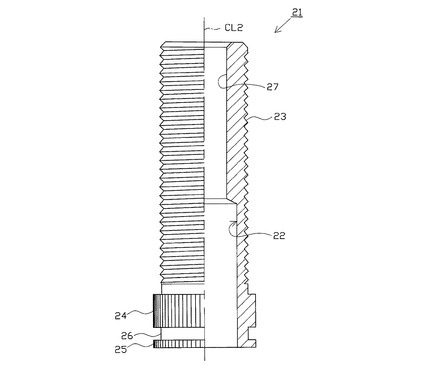
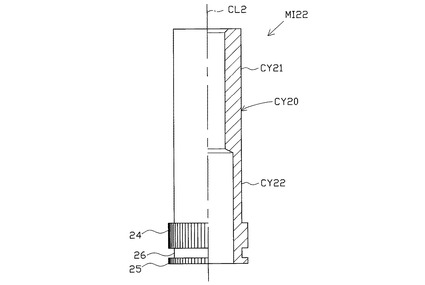
図13に示すように、バルブ21は、炭素鋼等の金属により形成されるとともに、軸線CL2方向に沿って延びる貫通孔22を備えている。また、バルブ21の外周面には、図示しないトップナットを取付けるための転造加工部としてのねじ部23が形成されている。さらに、ねじ部23の軸線CL2方向後端側(図13における下側)の外周面には、図示しない自転車用タイヤのゴム座に固着するためのローレット部24,25と両ローレット部24,25間に設けられた環状の切り欠き部26とが形成されている。
【0052】
また、バルブ21の内周のうち軸線CL2方向先端側(図13における上側)の部位には、内径の比較的小さい小径部27が設けられている。当該小径部27は、貫通孔22に挿通される虫ゴム(図示せず)等が密着する部位である。
【0053】
次に、上記のように構成されてなるバルブ21の製造方法について説明する。
【0054】
まず、図14に示すように、S45C等の鉄系素材やステンレス素材などからなる円柱状の中間部材MI21を用意する。
【0055】
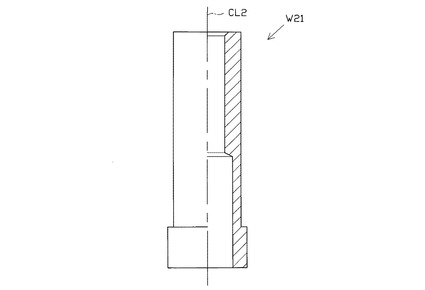
そして、中間筒状部材形成工程において、前記中間部材MI21に対して複数の金型を用いて段階的に押出成形加工を施すことで、図15に示すように、筒状のワークW21を得る。本第2実施形態においては、前記押出成形工程が「第一筒状部形成工程」及び「第二筒状部形成工程」に相当する。
【0056】
さらに、得られたワークW21の後端側外周面に対して転造加工を施すことにより、前記後端側外周面にローレット状の溝を形成する。次いで、ローレット状の溝が形成された前記後端側外周面に対して切削加工を施すことにより、図16に示すように、前記両ローレット部24,25と切り欠き部26とが形成されてなる筒状の(すなわち、筒状部CY20を備える)中間筒状部材MI22が得られる。
【0057】
尚、中間筒状部材MI22は、軸線CL2に沿った自身の長さが自身の外径よりも大きなものとなっている。また、中間筒状部材MI22は、自身の先端側に設けられた内径の比較的小さい円筒状の第一筒状部CY21と、第一筒状部CY21よりも後端側に位置し、内径の比較的大きい円筒状の第二筒状部CY22とを備えている。そして、第一筒状部CY21の径方向に沿った肉厚、及び、第二筒状部CY22の径方向に沿った肉厚は、それぞれ比較的小さなもの(例えば、3mm以下)とされている。
【0058】
製造方法の説明に戻り、転造工程において、中間筒状部材MI22のうち第一筒状部CY21から第二筒状部CY22にかけての前記ローレット部24よりも先端側に位置する部位の外周面にねじ部23を形成する。
【0059】
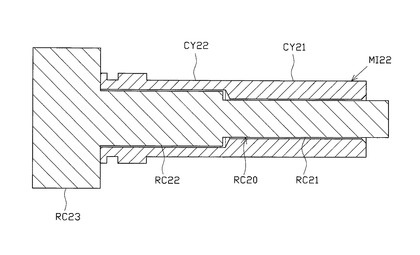
転造工程においては、まず、図17に示すように、中間筒状部材MI22に対して、中間筒状部材MI22を構成する金属材料よりも硬度の高い所定の金属材料〔例えば、焼き入れ鋼(炭素鋼)や工具鋼など〕からなる棒状の受け部材RC20を挿入する。受け部材RC20は、それぞれ外径の異なる第一構成部RC21、第二構成部RC22、及び、端面受け構成部RC23がそれぞれの中心軸が一致するようにしてこの順序で直列的に並ぶようにして構成されている。そして、中間筒状部材MI22に受け部材RC20を挿入する際には、中間筒状部材MI22に対して、その後端側(第二筒状部CY22側)から先端側に向けて受け部材RC20が挿入される。
【0060】
尚、中間筒状部材MI22の内径と受け部材RC20の外径との径差が0.002mm以上とされており、中間筒状部材MI22に対して受け部材RC20を容易に挿入可能となっている。また、本第2実施形態では、第一構成部RC21、第二構成部RC22、及び、端面受け構成部RC23が一体的に形成されているが、各構成部RC21,RC22,RC23をそれぞれ分離可能としてもよい。
【0061】
加えて、前記第一構成部RC21は、中実円柱状をなすとともに、自身の外周面が第一筒状部CY21の内周面に沿った形状とされ、第二構成部RC22は、中実円柱状をなすとともに、自身の外周面が第二筒状部CY22の内周面に沿った形状とされている。さらに、前記端面受け構成部RC23は、自身の外径が中間筒状部材MI22の外径よりも大きくされており、中間筒状部材MI22の後端面に対して接触可能とされている。
【0062】
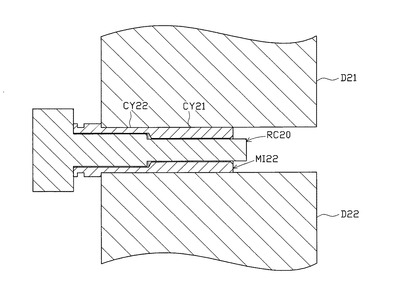
中間筒状部材M22に対して受け部材RC20を挿入した後、図18に示すように、中間筒状部材MI22を複数の転造ダイスD21,D22のそれぞれの加工面同士の間に配置する(尚、中間筒状部材MI22を転造ダイスD21,D22間に配置した後、中間筒状部材MI22に受け部材RC20を挿入してもよい)。そして、転造ダイスD21,D22を回転させ、中間筒状部材MI22に対して転造加工を施すことで、ねじ部23を有してなるバルブ21が得られる。
【0063】
尚、転造加工時において、受け部材RC20は周方向において支持されることなく、自身の中心軸を回転軸として自由回転可能な状態となっている。また、転造加工では、少なくとも第一筒状部CY21と第二筒状部CY22とに対して同時に加工が施されるようになっている。
【0064】
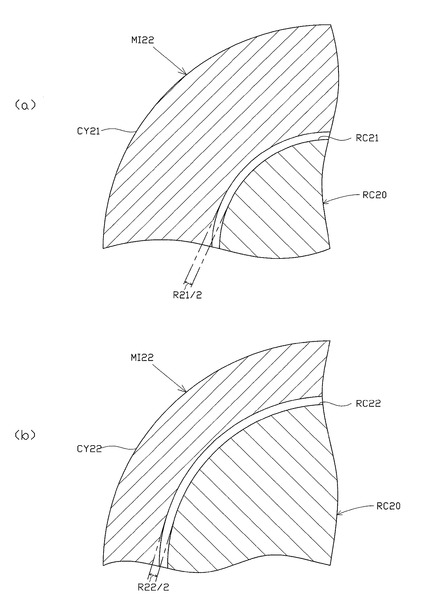
さらに、受け部材RC20と両筒状部CY21,CY22との間の隙間が十分に小さくなるように構成されている。本第2実施形態では、図19(a)に示すように、受け部材RC20の挿入された中間筒状部材MI22の第一筒状部CY21の径方向に沿った断面において、中間筒状部材MI22(第一筒状部CY21)の内径と受け部材RC20(第一構成部RC21)の外径との径差R21が0.3mm以下とされている。さらに、図19(b)に示すように、受け部材RC20の挿入された中間筒状部材MI22の第二筒状部CY22の径方向に沿った断面において、中間筒状部材MI22(第二筒状部CY22)の内径と受け部材RC20(第二構成部RC22)の外径との径差R22が0.2mm以下とされている。
【0065】
以上、本第2実施形態によれば、基本的には上記第1実施形態と同様の作用効果が奏されることとなる。すなわち、中間筒状部材MI22に受け部材RC20を挿入した状態で転造加工を施すことにより、両筒状部CY21,CY22の内周面の傾きを修正できるとともに、両筒状部CY21,CY22の中心軸を受け部材RC20の中心軸と一致するように矯正することができる。その結果、転造加工前と比較して、第一筒状部CY21の中心軸と第二筒状部CY22の中心軸との径方向に沿った偏心を効果的に小さくすることができる。
【0066】
加えて、第一筒状部CY21及び第二筒状部CY22のそれぞれの断面において、前記径差R21が0.3mm以下とされ、前記径差R22が0.2mm以下とされている。従って、転造加工時において、中間筒状部材MI22が転造ダイスD21,D22と受け部材RC20とでより一層確実に挟み込まれることとなり、中間筒状部材MI22をより確実に変形させることができる。その結果、両筒状部CY21,CY22の偏心を一層確実に小さくすることができる。
【0067】
次いで、上記実施形態によって奏される作用効果を確認すべく、中間筒状部材のサンプルを複数作製し、各サンプルについて、中間筒状部材の先端(第一筒状部に相当する)の中心軸に対する、中間筒状部材の先端から3mm後端の部位(第二筒状部に相当する)の中心軸の径方向に沿った軸ずれ量をそれぞれ計測した。次いで、各サンプルに受け部材を挿入した上で転造加工を施し、各サンプルの第一筒状部及び第二筒状部の外周面にねじ部を形成するとともに、転造加工後における前記軸ずれ量を計測した。表1に、各サンプルにおける、転造加工前の軸ずれ量と転造加工後の軸ずれ量とをそれぞれ示す。尚、前記径差R1,R2はそれぞれ0.8mm以下となるように設定した。
【0068】
【表1】

【0069】
表1に示すように、受け部材を挿入した上で転造加工を施すことにより、転造加工前と比較して、第一筒状部の中心軸と第二筒状部の中心軸との軸ずれ量が低減し、両筒状部の偏心をより小さくできることが明らかとなった。これは、転造加工時に、中間筒状部材の外周面が転造ダイスにより押圧されることで、中間筒状部材のうち特に厚みの大きい部分が受け部材と転造ダイスとで挟まれる形で潰れ変形し、その結果、中間筒状部材の内周面の傾きが修正されるとともに、中間筒状部材の内周面の中心軸が受け部材の中心軸と一致するように矯正されたためであると考えられる。
【0070】
尚、上記実施形態の記載内容に限定されず、例えば次のように実施してもよい。勿論、以下において例示しない他の応用例、変更例も当然可能である。
【0071】
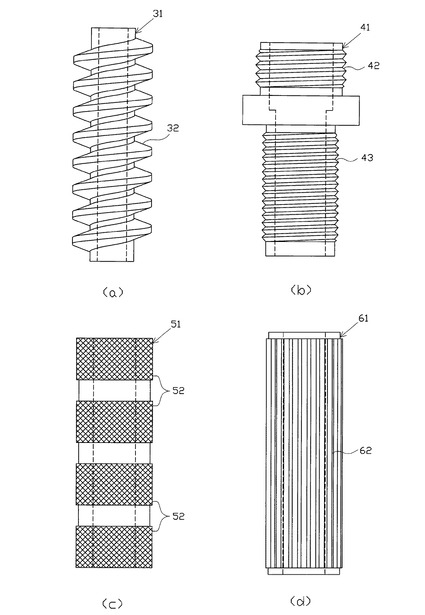
(a)上記実施形態では、筒状部材として主体金具1やバルブ21を例示しているが、本発明の技術思想を用いて製造可能な筒状部材はこれらに限定されるものではなく、転造加工により形成される転造加工部を自身の外周面に有する筒状部材であれば、本発明の技術思想を用いて製造可能である。従って、例えば、図20(a)〜(d)に示すように、外周面に螺旋状の歯部32を有する筒状のウォーム31や、外周面に雄ねじ部42,43が形成された管継手41、外周面にローレット52が形成された筒状部材51(例えば、ペン用の軸筒やオートバイ用のフットペグ等)、外周面にスプライン62が形成された筒状のスプライン軸61などの製造に本発明の技術思想を適用してもよい。尚、中間部材を筒状に形成する手法は特に限定されるものではなく、上述の通り、柱状の部材に切削加工や押出成形等を施すことで筒状に形成してもよいし、板状の部材を巻回してパイプ状とすることで筒状に形成してもよい。
【0072】
(b)上記実施形態において、筒状部材としての主体金具1やバルブ21は貫通孔を備えているが、筒状部材は自身の軸方向に沿った少なくとも一部に筒状部を有するものであればよく、例えば、筒状部材が有底筒状をなしていてもよい。
【0073】
(c)上記実施形態において、筒状部材としての主体金具1やバルブ21は、軸線方向に沿って内径の異なる部位を有する構成となっているが、筒状部材は、その内径が軸方向に沿って一定であってもよい。
【0074】
(d)上記実施形態において、受け部材RC(RC20)は、複数の構成部RC1,RC2,RC3(RC21,RC22,RC23)が直列的に並ぶように構成されているが、受け部材の構成はこれに限定されるものではなく、筒状部材の内周形状に対応して適宜変更可能である。
【0075】
(e)上記実施形態において、受け部材RC(RC20)は金属材料により形成されているが、受け部材の構成材料は特に限定されるものではない。従って、例えば、受け部材をセラミックにより構成してもよい。セラミックにより受け部材を構成することとすれば、転造加工時に、受け部材の外周面と中間筒状部材との間で生じる摩擦力をより低減させることができる。その結果、受け部材から中間筒状部材に加えられる径方向に沿った力を増大させることができ、偏心の矯正効果をより一層向上できる。
【0076】
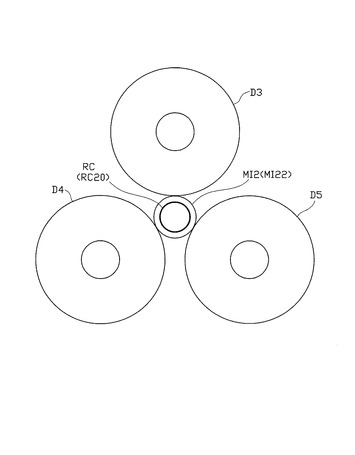
(f)上記実施形態では、転造加工が一対の転造ダイスD1,D2(D21,D22)により行われているが、転造ダイスの数は特に限定されるものではない。従って、例えば、図21に示すように、それぞれの回転軸同士が等間隔となるように配置された3つの転造ダイスD3,D4,D5を用いて、中間筒状部材MI2(MI22)に転造加工を施すこととしてもよい。
【0077】
(g)上記第1実施形態では、受け部材RCの内径と両筒状部CY1,CY2の外径との径差R1,R2が0.8mm以下とされているが、上記第2実施形態のように、製造される筒状部材に応じて、受け部材の内径と両筒状部の外径との径差を適宜変更してもよい。
【0078】
(h)上記第1実施形態では、回転搬送装置CAにより複数の中間筒状部材MI2が転造ダイスD1,D2間へと連続的に搬送される構成となっているが、転造ダイス間への中間筒状部材の配置手法は特に限定されるものではない。従って、中間筒状部材を転造ダイス前に配置した上で、中間筒状部材及び転造ダイスのうちの一方が他方に対して接近することにより、転造ダイス間に中間筒状部材を配置してもよい。また、中間筒状部材に対する受け部材の挿入は転造加工前であればよく、受け部材の挿入タイミングは特に限定されるものではない。
【符号の説明】
【0079】
1…主体金具(筒状部材)、3…ねじ部(転造加工部)、21…バルブ(筒状部材)、23…ねじ部(転造加工部)、CY,CY20…筒状部、CY1,CY21…第一筒状部、CY2,CY22…第二筒状部、D1,D2,D21,D22…転造ダイス、MI1,MI21…中間部材、MI2,MI22…中間筒状部材、RC,RC20…受け部材、RC1,RC21…第一構成部、RC2,RC22…第二構成部。
【技術分野】
【0001】
本発明は、外周面に転造加工により形成された転造加工部を備える筒状部材の製造方法に関する。
【背景技術】
【0002】
従来、外周面に転造加工により形成された雄ねじやスプライン、セレーション、ローレット(ナーリング)等の転造加工部を備えてなる筒状部材が知られている。筒状部材としては、例えば、スパークプラグ用の主体金具や配管用の管継手(ニップル)、ウォームギアに用いられるウォーム等を挙げることができる。
【0003】
このような筒状部材は、例えば、次のようにして製造することができる。すなわち、押出成形加工や切削加工等を施すことにより、柱状の中間部材に穴部(例えば、貫通孔)を形成し、筒状部を有してなる中間筒状部材を得る。そして、中間筒状部材の外周面に転造加工を施し、転造加工部を形成することで筒状部材を得ることができる。
【0004】
ところで、スパークプラグ用の主体金具などの筒状部材においては、一端部の内径と軸方向に沿って当該一端部と異なる部位の内径とが異なっていたり、内周面の一部にその他の部位よりも内径の小さい部位(例えば、環状の突条部など)が設けられたりすることがある。このような筒状部材を形成する手法としては、例えば、中間部材の一端側及び他端側の双方から押出加工等を施し、最終的に両穴部を連通させる手法が提案されている(例えば、特許文献1等参照)。また、押出成形等により中間部材に貫通孔を形成した後、貫通孔の所定部位のみに別途の切削加工等を施す手法も考えられる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特許第4210611号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、上記手法のように、内径の異なる各部位に対応して異なる治具や製造装置を用いることや、押出成形時における治具の傾き等に起因して、中間筒状部材の一端部に位置する筒状部(第一筒状部)の中心軸と、軸方向に沿って第一筒状部と異なる位置の筒状部(第二筒状部)の中心軸との間に偏心(軸ずれや傾き)が生じてしまうおそれがある。これに対して、第一筒状部と第二筒状部との間の偏心を小さくするために、筒状部材に対して別途の加工を施すことが考えられるが、この場合には、製造コストの増大を招いてしまう。
【0007】
本発明は、上記事情を鑑みてなされたものであり、その目的は、製造コストの増大を招くことなく、第一筒状部の中心軸と第二筒状部の中心軸との偏心を効果的に小さくすることができる筒状部材の製造方法を提供することにある。
【課題を解決するための手段】
【0008】
以下、上記目的を解決するのに適した各構成につき、項分けして説明する。なお、必要に応じて対応する構成に特有の作用効果を付記する。
【0009】
構成1.本構成の筒状部材の製造方法は、筒状をなすとともに、転造加工により形成される転造加工部を自身の外周面に有する筒状部材の製造方法であって、
前記筒状部材となるべき中間部材に筒状部が形成された中間筒状部材を形成する中間筒状部材形成工程と、
前記中間筒状部材に対して転造ダイスを用いて転造加工を施すことにより、前記転造加工部を形成する転造工程とを含み、
前記中間筒状部材形成工程は、
前記中間部材の端部に筒状の第一筒状部を形成する第一筒状部形成工程と、
前記第一筒状部と異なる部位の少なくとも一部に筒状の第二筒状部を形成する第二筒状部形成工程とを含み、
前記転造工程においては、
前記中間筒状部材に挿入され前記転造ダイスの加工面との間で前記中間筒状部材を挟み込む受け部材を、前記中間筒状部材に挿入した上で少なくとも前記第一筒状部と前記第二筒状部とに対して同時に転造加工を施すことにより、前記転造加工後の前記第一筒状部の中心軸と前記第二筒状部の中心軸との径方向に沿った偏心が、前記転造加工前の前記第一筒状部の中心軸と前記第二筒状部の中心軸との径方向に沿った偏心よりも小さくされることを特徴とする。
【0010】
上記構成1によれば、第一筒状部及び第二筒状部を有する中間筒状部材に対して受け部材を挿入した上で、少なくとも両筒状部に対して転造加工が施される。このため、転造加工時に、中間筒状部材の外周面が転造ダイスにより押圧されることで、中間筒状部材のうち特に厚みの大きい部分が、受け部材と転造ダイスとで挟まれる形で潰れ変形することとなる。これにより、第一筒状部や第二筒状部の内周面の傾きを修正することができるとともに、第一筒状部(の内周面)の中心軸と第二筒状部(の内周面)の中心軸とを受け部材の中心軸と一致するように矯正することができる。その結果、転造加工前と比較して、第一筒状部の中心軸と第二筒状部の中心軸との径方向に沿った偏心を効果的に小さくすることができる。
【0011】
また、第一筒状部の中心軸と第二筒状部の中心軸との偏心を小さくするにあたっては、別途の加工を施すことなく、転造加工部を形成する際の転造加工が利用されるため、製造コストの増大抑制を図ることができる。
【0012】
構成2.本構成の筒状部材の製造方法は、上記構成1において、前記受け部材は、棒状をなすとともに、
前記第一筒状部の内周面に沿った形状の第一構成部と、
前記第二筒状部の内周面に沿った形状の第二構成部とを有することを特徴とする。
【0013】
上記構成2によれば、受け部材には、第一筒状部の内周面に沿った形状の第一構成部と、第二筒状部の内周面に沿った形状の第二構成部とが設けられる。従って、転造加工時に、第一筒状部及び第二筒状部の双方をより確実に矯正することができる。その結果、第一筒状部の中心軸と第二筒状部の中心軸との偏心を一層小さくすることができる。
【0014】
構成3.本構成の筒状部材の製造方法は、上記構成1又は2において、前記受け部材は、複数の円柱状部位が直列的に接続され前記円柱状部位はそれぞれ分離可能に構成されることを特徴とする。
【0015】
上記構成3によれば、第一筒状部の内径と第二筒状部の内径とが異なるような場合であっても、中間筒状部材の内径と受け部材の外径との径差を両筒状部において個別に調節することができる。従って、転造加工時に、受け部材から第一筒状部及び第二筒状部の双方に対して押圧力をより確実に加えることができ、第一筒状部及び第二筒状部の双方を一層確実に矯正することができる。その結果、第一筒状部の中心軸と第二筒状部の中心軸との偏心をより一層小さくすることができる。
【0016】
また、円柱状部位はそれぞれ分離可能に構成されているため、次述する構成4のように、第一筒状部と第二筒状部との間にそれぞれの内径よりも内径の小さい部位が形成されていても、両筒状部のそれぞれの内周に、両筒状部のそれぞれの内径に対応した外径の受け部材(円柱状部位)を配置することができる。
【0017】
構成4.本構成の筒状部材の製造方法は、上記構成1乃至3のいずれかにおいて、前記中間筒状部材は、前記第一筒状部と前記第二筒状部との間に、前記第一筒状部及び前記第二筒状部の内径よりも小さい内径を備える部位を有することを特徴とする。
【0018】
第一筒状部と第二筒状部との間に、それぞれの内径よりも内径の小さい部位が設けられる場合には、中間部材の一方の端部側から両筒状部を形成することが難しいため、一方の端部側から第一筒状部を形成し、他方の端部側から第二筒状部を形成することが行われ得る。しかしながら、この場合には、両筒状部の偏心が比較的大きなものとなってしまいやすい。
【0019】
この点、上記構成3によれば、中間筒状部材が、第一筒状部と第二筒状部との間に、両筒状部の内径よりも小さい内径を備える部位を有するため、両筒状部の偏心がより大きくなってしまうことが懸念されるが、上記構成1等を採用することで、両筒状部の偏心を十分に小さくできる。換言すれば、上記構成1等は、中間筒状部材が、第一筒状部と第二筒状部との間に、両筒状部の内径よりも小さい内径を備える部位を有する場合において、特に有意である。
【0020】
尚、上記構成4の中間筒状部材に転造加工を施す際には、上記構成3の受け部材が好適に用いられる。
【0021】
構成5.本構成の筒状部材の製造方法は、上記構成1乃至4のいずれかにおいて、前記中間筒状部材は、自身の軸方向に沿った長さが自身の外径よりも大きいことを特徴とする。
【0022】
中間筒状部材形成工程において治具の傾き等が生じてしまうと、第一筒状部と第二筒状部とで偏心が生じてしまうが、上記構成5のように、中間筒状部材が、軸線に沿った自身の長さが自身の外径よりも大きなものである場合には、治具の傾き等による影響が大きくなるため、第一筒状部と第二筒状部との偏心がより大きなものとなりやすい。
【0023】
この点、上記構成1等を採用することで、両筒状部における偏心の小さい筒状部材をより確実に得ることができる。換言すれば、上記構成1等は、中間筒状部材(筒状部材)が、軸線に沿った自身の長さが自身の外径よりも大きなものであり、両筒状部の偏心が大きくなりやすい場合に、特に有意である。
【0024】
構成6.本構成の筒状部材の製造方法は、上記構成1乃至5のいずれかにおいて、前記受け部材は、前記転造工程において、自身の中心軸を回転軸として自由回転可能とされることを特徴とする。
【0025】
上記構成6によれば、受け部材は、自身の中心軸を回転軸として自由回転可能とされており、転造加工時に、中間筒状部材とともに回転可能とされている。従って、転造加工時において、中間筒状部材と受け部材との間で発生する摩擦力を極力低減させることができ、ひいては転造ダイスと受け部材とで挟み込むことによる中間筒状部材の変形をより促進することができる。その結果、第一筒状部の中心軸と第二筒状部の中心軸との径方向に沿った偏心を極めて効果的に小さくすることができる。
【図面の簡単な説明】
【0026】
【図1】主体金具の構成を示す一部破断正面図である。
【図2】中間部材の構成を示す斜視図である。
【図3】中間筒状部材形成工程の一過程を示す断面図である。
【図4】中間筒状部材形成工程の一過程を示す断面図である。
【図5】中間筒状部材形成工程の一過程を示す断面図である。
【図6】中間筒状部材形成工程の一過程を示す断面図である。
【図7】第4ワークの構成を示す一部破断正面図である。
【図8】中間筒状部材の構成を示す一部破断正面図である。
【図9】中間筒状部材に挿入された受け部材を示す断面図である。
【図10】転造ダイスへの中間筒状部材の搬送態様を示す拡大正面図である。
【図11】転造工程の一過程を示す断面図である。
【図12】(a)は、第一筒状部と第一構成部との径差を説明するための部分拡大断面図であり、(b)は、第二筒状部と第二構成部との径差を説明するための部分拡大断面図である。
【図13】第2実施形態におけるバルブの構成を示す一部破断正面図である。
【図14】第2実施形態における中間部材の構成を示す斜視図である。
【図15】第2実施形態におけるワークの構成を示す一部破断正面図である。
【図16】第2実施形態における中間筒状部材の構成を示す一部破断正面図である。
【図17】中間筒状部材に挿入された受け部材を示す断面図である。
【図18】転造工程の一過程を示す断面図である。
【図19】(a)は、第一筒状部と第一構成部との径差を説明するための部分拡大断面図であり、(b)は、第二筒状部と第二構成部との径差を説明するための部分拡大断面図である。
【図20】(a)〜(d)は、別の実施形態における筒状部材の構成を示す正面図である。
【図21】別の実施形態における転造ダイスの構成を示す平面図である。
【発明を実施するための形態】
【0027】
以下に、実施形態について図面を参照しつつ説明する。
〔第1実施形態〕
図1は、筒状部材としてのスパークプラグ用主体金具(以下、「主体金具」と称す)1を示す一部破断正面図である。尚、図1では、主体金具1の軸線CL1方向を図面における上下方向とし、下側を主体金具1の先端側、上側を後端側として説明する。
【0028】
主体金具1は、低炭素鋼等(例えば、炭素成分が0.5質量%以下)の金属により形成されるとともに、軸線CL1方向に延びる貫通孔2を備えている。また、主体金具1の外周面には燃焼装置(例えば、内燃機関や燃料電池改質器等)の取付孔に取付けるための転造加工部としてのねじ部3が形成されている。さらに、ねじ部3の後端側の外周面には、燃焼装置に対して直接又は間接的に圧接される座部4が形成されており、主体金具1の後端側には、燃焼装置に取付ける際にレンチ等の工具を係合させるための断面六角形状の工具係合部5が設けられている。
【0029】
また、主体金具1の内周面には、径方向内側に突出形成された環状の突条部6が設けられている。当該突条部6は、主体金具1の内周において筒状の絶縁碍子が係止される部位である。一般に主体金具1は、自身の内周に絶縁碍子が挿入され、絶縁碍子の段差部が突条部6に係止された状態で、主体金具1の後端側の開口部を径方向内側に加締めることによって、絶縁碍子と固定される。
【0030】
次に、上記のように構成されてなる主体金具1の製造方法について説明する。
【0031】
まず、図2に示すように、S17CやS25Cといった鉄系素材やステンレス素材等からなる円柱状の中間部材MI1を用意する。そして、中間筒状部材形成工程において、中間部材MI1に対して、複数の金型を用いて冷間にて段階的に押出成形加工を施す。
【0032】
詳述すると、まず、図3に示す第1金型M1等を用いて、中間部材MI1を冷間にて押出成形する。すなわち、第1金型M1は、軸線CL1方向に延び、後端側が大径に形成される一方で、先端側が小径に形成されたキャビティC1を有している。そして、キャビティC1に中間部材MI1を挿入し、キャビティC1の先端側に、筒状のスリーブS1と、当該スリーブS1に挿入され、スリーブS1のキャビティC1側の面よりも後端側に先端部が突出するピンPI1とを配置する。その上で、キャビティC1の大径部分とほぼ同一の外径を有するパンチPU1をキャビティC1の後方側から挿入し、中間部材MI1を軸線CL1方向先端側へと押出成形する。これにより、先端側が小径に形成されるとともに、先端部に穴部HA1を有する第1ワークW1が得られる。
【0033】
次に、図4に示す第2金型M2を用いて、第1ワークW1を冷間にて押出成形する。すなわち、第2金型M2は、後端側が大径に形成される一方で、先端側が小径に形成されたキャビティC2を有している。そして、第1ワークW1をキャビティC2に後方側から挿入するとともに、キャビティC2の先端側に、筒状のスリーブS2と当該スリーブS2に挿入され、スリーブS2のキャビティC2側の面よりも後端側に先端部が突出するピンPI2とを配置する。その上で、キャビティC2の大径部分の内径よりも小さい外径を有するパンチPU2をキャビティC2の後方側から挿入する。これにより、第1ワークW1が押出成形され、先端側に穴部HA2を有し、後端側に穴部HB2を有する第2ワークW2が得られる。
【0034】
次いで、図5に示す第3金型M3を用いて、第2ワークW2を冷間にて押出成形する。すなわち、第3金型M3は、後端側が大径に形成される一方で、先端側が小径に形成されたキャビティC3を有している。そして、キャビティC3に対して後方側から第2ワークW2を挿入するとともに、キャビティC3の先端側に、筒状のスリーブS3と、先端部がスリーブS3よりも後端側に突出するピンPI3とを配置する。そして、キャビティC3の大径部分の内径よりも小さい外径を有し、外周に段差を有するパンチPU3をキャビティC3の後方側から挿入する。これにより、第2ワークW2が押出成形され、先端側に穴部HA3を有し、後端側に穴部HB3を有する第3ワークW3が得られる。
【0035】
次に、図6に示す第4金型M4を用いて、第3ワークW3を冷間にて押出成形する。すなわち、第4金型M4は、筒状の先端側金型M41と、筒状の後端側金型M42とが同軸状に一体化されてなり、軸線CL1方向に延びるキャビティC4を有している。ここで、後端側金型M42の内周部分は、先端側が大径に形成される一方で、後端側が小径に形成されている。そして、大径部分の内周面は、前記座部4の形状に対応した円筒状に形成されている。一方で、小径部分の内周面のうち少なくとも先端側は、工具係合部5に対応する形状とされている。製造方法の説明に戻り、上述したキャビティC4に後方側から第3ワークW3を挿入するとともに、キャビティC4の先端側にスリーブS4と、先端部が前記スリーブS4よりも後端側に突出するピンPI4とを配置する。その上で、外周に段差を有するパンチPU4をキャビティC4の後方側から挿入し、第3ワークW3の外周面を第4金型M4の内周面に圧接させる。これにより、図7に示すように、工具係合部5と同一の断面形状を有する多角柱部MGを備えるとともに、両穴部HA3,HB3が連通されてなる筒状の第4ワークW4が得られる。尚、第4ワークW4の内周面には、軸線CL1を中心とする環状の突出部P4(前記突条部6となる部位)が径方向内側に膨出形成される。
【0036】
その後、多角柱部MGの先端側や突出部P4よりも先端側の内周面などに切削加工を施すことにより、図8に示すように、座部4や工具係合部5、突条部6を有する筒状の(すなわち、筒状部CYを備える)中間筒状部材MI2が得られる。
【0037】
尚、中間筒状部材MI2は、軸線CL1に沿った自身の長さが自身の外径よりも大きなものとなっている。また、中間筒状部材MI2は、突条部6の先端から軸線CL1方向先端側に延びる円筒状の第一筒状部CY1と、突条部6の後端から軸線CL1方向後端側に延びる円筒状の第二筒状部CY2とを備えている。第一筒状部CY1及び第二筒状部CY2は、それぞれの内径が突条部6の内径よりも大きくされており、結果として、第一筒状部CY1と第二筒状部CY2との間には、両者の内径よりも小さい内径の部位(すなわち、突条部6)が形成されている。また、第一筒状部CY1の径方向に沿った肉厚、及び、第二筒状部CY2の径方向に沿った肉厚は、それぞれ比較的小さなもの(例えば、5mm以下)とされている。
【0038】
加えて、第一筒状部CY1の内周面は、押出成形後に切削加工を施すことで成形されており、第二筒状部CY2の内周面は、押出成形により成形されている。従って、第一筒状部CY1の内周面の中心軸と第二筒状部CY2の内周面の中心軸とは、径方向に沿って偏心した状態で形成されやすくなっている。尚、上述した押出成形及び切削加工の工程が「第一筒状部形成工程」に相当し、押出成形の工程が「第二筒状部形成工程」に相当する。
【0039】
また、本実施形態では、突条部6の先端から軸線CL1方向先端側に延びる円筒状の部位を第一筒状部CY1とし、突条部6の後端から軸線CL1方向後端側に延びる円筒状の部位を第二筒状部CY2としているが、第一筒状部は、中間筒状部材MI2の端部に位置する筒状部位であればよく、第二筒状部は、第一筒状部と異なる筒状部位であればよい。従って、例えば、中間筒状部材MI2の最先端部を第一筒状部といい、当該第一筒状部の後端から突条部6までの部位を第二筒状部ということもできる。すなわち、第一筒状部は、中間筒状部材MI2の端部に位置する筒状部位であるものの、その軸方向に沿った範囲は特に限定されず、また、第二筒状部は、中間筒状部材MI2のうち第一筒状部以外の筒状部位であればよい。
【0040】
製造方法の説明に戻り、転造工程において、得られた中間筒状部材MI2のうち第一筒状部CY1から第二筒状部CY2にかけての外周面にねじ部3を形成する。尚、転造工程の前に、中間筒状部材MI2の先端部に棒状の接地電極を抵抗溶接してもよい。
【0041】
転造工程においては、まず、図9に示すように、中間筒状部材MI2に対して、中間筒状部材MI2よりも硬度の高い所定の金属材料〔例えば、焼き入れ鋼(炭素鋼)や工具鋼など〕からなる棒状の受け部材RCを挿入する。受け部材RCは、外径の異なる第一構成部RC1、中間構成部RC3、及び、第二構成部RC2がそれぞれの中心軸が一致するようにしてこの順序で直列的に接続されており、各構成部RC1,RC2,RC3はそれぞれ分離可能とされている。
【0042】
第一構成部RC1は、中実円柱状をなすとともに、自身の外周面が第一筒状部CY1の内周面に沿った形状とされ、自身の端部に突部RP1を備えている。また、第二構成部RC2は、中実円柱状をなすとともに、自身の外周面が第二筒状部CY2の内周面に沿った形状とされ、自身の端部に突部RP2を備えている。中間構成部RC3は、筒状をなし、第一、第二構成部RC1,RC2の突部RP1,RP2が嵌合可能とされている。
【0043】
受け部材RCを中間筒状部材MI2に挿入する際には、中間筒状部材MI2の先端側から第一構成部RC1が挿入される一方で、中間筒状部材MI2の後端側から第二構成部RC2が挿入され、両構成部RC1,RC2の少なくとも一方の挿入前に、突条部6の内周に中間構成部RC3が配置され、中間筒状部材MI2の内部において、各構成部RC1,RC2,RC3が接続される。例えば、中間構成部RC3を第二構成部RC2から分離し、中間筒状部材MI2の先端側から中間構成部RC3が接続された第一構成部RC1を挿入する一方で、中間筒状部材MI2の後端側から第二構成部RC2を挿入し、中間筒状部材MI2の内部にて、第二構成部RC2と中間構成部RC3とを接続することで、中間筒状部材MI2に受け部材RCを挿入することができる。尚、本実施形態では、軸線CL1と直交する断面において、中間筒状部材MI2の内径と受け部材RCの外径との径差が0.002mm以上とされており、中間筒状部材MI2に対して受け部材RCを容易に挿入可能となっている。
【0044】
受け部材RCが挿入された中間筒状部材MI2は、図10に示すように、外周面に周方向に沿って間欠的に複数の凹部COを有してなる回転搬送装置CAを用いて、複数(本実施形態では、一対)の転造ダイスD1,D2のそれぞれの加工面同士の間に配置される。具体的には、凹部COに中間筒状部材MI2を載置した状態で、回転搬送装置CAを自身の中心軸を回転軸として回転させることで、中間筒状部材MI2が転造ダイスD1,D2間に配置される。
【0045】
転造ダイスD1,D2間に中間筒状部材MI2が配置されると、図11に示すように、転造ダイスD1,D2の回転により中間筒状部材MI2に対して転造加工が施される。尚、転造加工時において、受け部材RCは支持されることなく、自身の中心軸を回転軸として自由回転可能な状態となっている。また、受け部材RCと両筒状部CY1,CY2との間の隙間が十分に小さくなるように構成されている。本実施形態では、図12(a)に示すように、受け部材RCの挿入された中間筒状部材MI2の第一筒状部CY1の径方向に沿った断面において、中間筒状部材MI2(第一筒状部CY1)の内径と受け部材RC(第一構成部RC1)の外径との径差R1が0.8mm以下とされている。さらに、図12(b)に示すように、受け部材RCの挿入された中間筒状部材MI2の第二筒状部CY2の径方向に沿った断面において、中間筒状部材MI2(第二筒状部CY2)の内径と受け部材RC(第二構成部RC2)の外径との径差R2が0.8mm以下とされている。
【0046】
加えて、転造加工では、少なくとも第一筒状部CY1と第二筒状部CY2とに対して同時に加工が施される。その結果、第一筒状部CY1及び第二筒状部CY2の外周面にねじ部3が形成され、主体金具1が得られる。
【0047】
以上詳述したように、本実施形態によれば、中間筒状部材MI2に対して受け部材RCを挿入した上で、少なくとも第一筒状部CY1及び第二筒状部CY2に対して転造加工が施されている。このため、転造加工時に、中間筒状部材MI2の外周面が転造ダイスD1,D2により押圧されることで、中間筒状部材MI2のうち特に厚みの大きい部分が、受け部材RCと転造ダイスD1,D2とで挟まれる形で潰れ変形することとなる。これにより、第一筒状部CY1や第二筒状部CY2の内周面の傾きを修正することができるとともに、第一筒状部CY1の内周面の中心軸と第二筒状部CY2の内周面の中心軸とを受け部材RCの中心軸と一致するように矯正することができる。その結果、転造加工前と比較して、第一筒状部CY1の中心軸と第二筒状部CY2の中心軸との径方向に沿った偏心を効果的に小さくすることができる。
【0048】
また、第一筒状部CY1の中心軸と第二筒状部CY2の中心軸との偏心を小さくするにあたっては、別途の加工を施すことなく、ねじ部3を形成する際の転造加工が利用されるため、製造コストの増大抑制を図ることができる。
【0049】
さらに、第一筒状部CY1及び第二筒状部CY2のそれぞれの断面において、中間筒状部材MI2の内径と受け部材RCの外径との径差R1,R2が0.8mm以下とされている。従って、転造加工時において、中間筒状部材MI2が転造ダイスD1,D2と受け部材RCとでより確実に挟み込まれることとなり、中間筒状部材MI2をより確実に変形させることができる。その結果、両筒状部CY1,CY2の偏心を一層確実に小さくすることができる。
【0050】
加えて、受け部材RCは、自身の中心軸を回転軸として自由回転可能とされており、転造加工時に、中間筒状部材MI2とともに回転可能とされている。従って、転造加工時において、中間筒状部材MI2と受け部材RCとの間で発生する摩擦力を極力低減させることができ、ひいては転造ダイスD1,D2と受け部材RCとで挟み込むことによる中間筒状部材MI2の変形をより促進することができる。その結果、両筒状部CY1,CY2の偏心をより一層確実に小さくすることができる。
〔第2実施形態〕
次いで、第2実施形態について図面を参照しつつ説明する。上記第1実施形態では、筒状部材として主体金具1の構成及びその製造方法を説明しているが、本第2実施形態では、筒状部材としての自転車用バルブ金具(以下、「バルブ」と称す)21の構成及びその製造方法を説明する。
【0051】
図13に示すように、バルブ21は、炭素鋼等の金属により形成されるとともに、軸線CL2方向に沿って延びる貫通孔22を備えている。また、バルブ21の外周面には、図示しないトップナットを取付けるための転造加工部としてのねじ部23が形成されている。さらに、ねじ部23の軸線CL2方向後端側(図13における下側)の外周面には、図示しない自転車用タイヤのゴム座に固着するためのローレット部24,25と両ローレット部24,25間に設けられた環状の切り欠き部26とが形成されている。
【0052】
また、バルブ21の内周のうち軸線CL2方向先端側(図13における上側)の部位には、内径の比較的小さい小径部27が設けられている。当該小径部27は、貫通孔22に挿通される虫ゴム(図示せず)等が密着する部位である。
【0053】
次に、上記のように構成されてなるバルブ21の製造方法について説明する。
【0054】
まず、図14に示すように、S45C等の鉄系素材やステンレス素材などからなる円柱状の中間部材MI21を用意する。
【0055】
そして、中間筒状部材形成工程において、前記中間部材MI21に対して複数の金型を用いて段階的に押出成形加工を施すことで、図15に示すように、筒状のワークW21を得る。本第2実施形態においては、前記押出成形工程が「第一筒状部形成工程」及び「第二筒状部形成工程」に相当する。
【0056】
さらに、得られたワークW21の後端側外周面に対して転造加工を施すことにより、前記後端側外周面にローレット状の溝を形成する。次いで、ローレット状の溝が形成された前記後端側外周面に対して切削加工を施すことにより、図16に示すように、前記両ローレット部24,25と切り欠き部26とが形成されてなる筒状の(すなわち、筒状部CY20を備える)中間筒状部材MI22が得られる。
【0057】
尚、中間筒状部材MI22は、軸線CL2に沿った自身の長さが自身の外径よりも大きなものとなっている。また、中間筒状部材MI22は、自身の先端側に設けられた内径の比較的小さい円筒状の第一筒状部CY21と、第一筒状部CY21よりも後端側に位置し、内径の比較的大きい円筒状の第二筒状部CY22とを備えている。そして、第一筒状部CY21の径方向に沿った肉厚、及び、第二筒状部CY22の径方向に沿った肉厚は、それぞれ比較的小さなもの(例えば、3mm以下)とされている。
【0058】
製造方法の説明に戻り、転造工程において、中間筒状部材MI22のうち第一筒状部CY21から第二筒状部CY22にかけての前記ローレット部24よりも先端側に位置する部位の外周面にねじ部23を形成する。
【0059】
転造工程においては、まず、図17に示すように、中間筒状部材MI22に対して、中間筒状部材MI22を構成する金属材料よりも硬度の高い所定の金属材料〔例えば、焼き入れ鋼(炭素鋼)や工具鋼など〕からなる棒状の受け部材RC20を挿入する。受け部材RC20は、それぞれ外径の異なる第一構成部RC21、第二構成部RC22、及び、端面受け構成部RC23がそれぞれの中心軸が一致するようにしてこの順序で直列的に並ぶようにして構成されている。そして、中間筒状部材MI22に受け部材RC20を挿入する際には、中間筒状部材MI22に対して、その後端側(第二筒状部CY22側)から先端側に向けて受け部材RC20が挿入される。
【0060】
尚、中間筒状部材MI22の内径と受け部材RC20の外径との径差が0.002mm以上とされており、中間筒状部材MI22に対して受け部材RC20を容易に挿入可能となっている。また、本第2実施形態では、第一構成部RC21、第二構成部RC22、及び、端面受け構成部RC23が一体的に形成されているが、各構成部RC21,RC22,RC23をそれぞれ分離可能としてもよい。
【0061】
加えて、前記第一構成部RC21は、中実円柱状をなすとともに、自身の外周面が第一筒状部CY21の内周面に沿った形状とされ、第二構成部RC22は、中実円柱状をなすとともに、自身の外周面が第二筒状部CY22の内周面に沿った形状とされている。さらに、前記端面受け構成部RC23は、自身の外径が中間筒状部材MI22の外径よりも大きくされており、中間筒状部材MI22の後端面に対して接触可能とされている。
【0062】
中間筒状部材M22に対して受け部材RC20を挿入した後、図18に示すように、中間筒状部材MI22を複数の転造ダイスD21,D22のそれぞれの加工面同士の間に配置する(尚、中間筒状部材MI22を転造ダイスD21,D22間に配置した後、中間筒状部材MI22に受け部材RC20を挿入してもよい)。そして、転造ダイスD21,D22を回転させ、中間筒状部材MI22に対して転造加工を施すことで、ねじ部23を有してなるバルブ21が得られる。
【0063】
尚、転造加工時において、受け部材RC20は周方向において支持されることなく、自身の中心軸を回転軸として自由回転可能な状態となっている。また、転造加工では、少なくとも第一筒状部CY21と第二筒状部CY22とに対して同時に加工が施されるようになっている。
【0064】
さらに、受け部材RC20と両筒状部CY21,CY22との間の隙間が十分に小さくなるように構成されている。本第2実施形態では、図19(a)に示すように、受け部材RC20の挿入された中間筒状部材MI22の第一筒状部CY21の径方向に沿った断面において、中間筒状部材MI22(第一筒状部CY21)の内径と受け部材RC20(第一構成部RC21)の外径との径差R21が0.3mm以下とされている。さらに、図19(b)に示すように、受け部材RC20の挿入された中間筒状部材MI22の第二筒状部CY22の径方向に沿った断面において、中間筒状部材MI22(第二筒状部CY22)の内径と受け部材RC20(第二構成部RC22)の外径との径差R22が0.2mm以下とされている。
【0065】
以上、本第2実施形態によれば、基本的には上記第1実施形態と同様の作用効果が奏されることとなる。すなわち、中間筒状部材MI22に受け部材RC20を挿入した状態で転造加工を施すことにより、両筒状部CY21,CY22の内周面の傾きを修正できるとともに、両筒状部CY21,CY22の中心軸を受け部材RC20の中心軸と一致するように矯正することができる。その結果、転造加工前と比較して、第一筒状部CY21の中心軸と第二筒状部CY22の中心軸との径方向に沿った偏心を効果的に小さくすることができる。
【0066】
加えて、第一筒状部CY21及び第二筒状部CY22のそれぞれの断面において、前記径差R21が0.3mm以下とされ、前記径差R22が0.2mm以下とされている。従って、転造加工時において、中間筒状部材MI22が転造ダイスD21,D22と受け部材RC20とでより一層確実に挟み込まれることとなり、中間筒状部材MI22をより確実に変形させることができる。その結果、両筒状部CY21,CY22の偏心を一層確実に小さくすることができる。
【0067】
次いで、上記実施形態によって奏される作用効果を確認すべく、中間筒状部材のサンプルを複数作製し、各サンプルについて、中間筒状部材の先端(第一筒状部に相当する)の中心軸に対する、中間筒状部材の先端から3mm後端の部位(第二筒状部に相当する)の中心軸の径方向に沿った軸ずれ量をそれぞれ計測した。次いで、各サンプルに受け部材を挿入した上で転造加工を施し、各サンプルの第一筒状部及び第二筒状部の外周面にねじ部を形成するとともに、転造加工後における前記軸ずれ量を計測した。表1に、各サンプルにおける、転造加工前の軸ずれ量と転造加工後の軸ずれ量とをそれぞれ示す。尚、前記径差R1,R2はそれぞれ0.8mm以下となるように設定した。
【0068】
【表1】
【0069】
表1に示すように、受け部材を挿入した上で転造加工を施すことにより、転造加工前と比較して、第一筒状部の中心軸と第二筒状部の中心軸との軸ずれ量が低減し、両筒状部の偏心をより小さくできることが明らかとなった。これは、転造加工時に、中間筒状部材の外周面が転造ダイスにより押圧されることで、中間筒状部材のうち特に厚みの大きい部分が受け部材と転造ダイスとで挟まれる形で潰れ変形し、その結果、中間筒状部材の内周面の傾きが修正されるとともに、中間筒状部材の内周面の中心軸が受け部材の中心軸と一致するように矯正されたためであると考えられる。
【0070】
尚、上記実施形態の記載内容に限定されず、例えば次のように実施してもよい。勿論、以下において例示しない他の応用例、変更例も当然可能である。
【0071】
(a)上記実施形態では、筒状部材として主体金具1やバルブ21を例示しているが、本発明の技術思想を用いて製造可能な筒状部材はこれらに限定されるものではなく、転造加工により形成される転造加工部を自身の外周面に有する筒状部材であれば、本発明の技術思想を用いて製造可能である。従って、例えば、図20(a)〜(d)に示すように、外周面に螺旋状の歯部32を有する筒状のウォーム31や、外周面に雄ねじ部42,43が形成された管継手41、外周面にローレット52が形成された筒状部材51(例えば、ペン用の軸筒やオートバイ用のフットペグ等)、外周面にスプライン62が形成された筒状のスプライン軸61などの製造に本発明の技術思想を適用してもよい。尚、中間部材を筒状に形成する手法は特に限定されるものではなく、上述の通り、柱状の部材に切削加工や押出成形等を施すことで筒状に形成してもよいし、板状の部材を巻回してパイプ状とすることで筒状に形成してもよい。
【0072】
(b)上記実施形態において、筒状部材としての主体金具1やバルブ21は貫通孔を備えているが、筒状部材は自身の軸方向に沿った少なくとも一部に筒状部を有するものであればよく、例えば、筒状部材が有底筒状をなしていてもよい。
【0073】
(c)上記実施形態において、筒状部材としての主体金具1やバルブ21は、軸線方向に沿って内径の異なる部位を有する構成となっているが、筒状部材は、その内径が軸方向に沿って一定であってもよい。
【0074】
(d)上記実施形態において、受け部材RC(RC20)は、複数の構成部RC1,RC2,RC3(RC21,RC22,RC23)が直列的に並ぶように構成されているが、受け部材の構成はこれに限定されるものではなく、筒状部材の内周形状に対応して適宜変更可能である。
【0075】
(e)上記実施形態において、受け部材RC(RC20)は金属材料により形成されているが、受け部材の構成材料は特に限定されるものではない。従って、例えば、受け部材をセラミックにより構成してもよい。セラミックにより受け部材を構成することとすれば、転造加工時に、受け部材の外周面と中間筒状部材との間で生じる摩擦力をより低減させることができる。その結果、受け部材から中間筒状部材に加えられる径方向に沿った力を増大させることができ、偏心の矯正効果をより一層向上できる。
【0076】
(f)上記実施形態では、転造加工が一対の転造ダイスD1,D2(D21,D22)により行われているが、転造ダイスの数は特に限定されるものではない。従って、例えば、図21に示すように、それぞれの回転軸同士が等間隔となるように配置された3つの転造ダイスD3,D4,D5を用いて、中間筒状部材MI2(MI22)に転造加工を施すこととしてもよい。
【0077】
(g)上記第1実施形態では、受け部材RCの内径と両筒状部CY1,CY2の外径との径差R1,R2が0.8mm以下とされているが、上記第2実施形態のように、製造される筒状部材に応じて、受け部材の内径と両筒状部の外径との径差を適宜変更してもよい。
【0078】
(h)上記第1実施形態では、回転搬送装置CAにより複数の中間筒状部材MI2が転造ダイスD1,D2間へと連続的に搬送される構成となっているが、転造ダイス間への中間筒状部材の配置手法は特に限定されるものではない。従って、中間筒状部材を転造ダイス前に配置した上で、中間筒状部材及び転造ダイスのうちの一方が他方に対して接近することにより、転造ダイス間に中間筒状部材を配置してもよい。また、中間筒状部材に対する受け部材の挿入は転造加工前であればよく、受け部材の挿入タイミングは特に限定されるものではない。
【符号の説明】
【0079】
1…主体金具(筒状部材)、3…ねじ部(転造加工部)、21…バルブ(筒状部材)、23…ねじ部(転造加工部)、CY,CY20…筒状部、CY1,CY21…第一筒状部、CY2,CY22…第二筒状部、D1,D2,D21,D22…転造ダイス、MI1,MI21…中間部材、MI2,MI22…中間筒状部材、RC,RC20…受け部材、RC1,RC21…第一構成部、RC2,RC22…第二構成部。
【特許請求の範囲】
【請求項1】
筒状をなすとともに、転造加工により形成される転造加工部を自身の外周面に有する筒状部材の製造方法であって、
前記筒状部材となるべき中間部材に筒状部が形成された中間筒状部材を形成する中間筒状部材形成工程と、
前記中間筒状部材に対して転造ダイスを用いて転造加工を施すことにより、前記転造加工部を形成する転造工程とを含み、
前記中間筒状部材形成工程は、
前記中間部材の端部に筒状の第一筒状部を形成する第一筒状部形成工程と、
前記第一筒状部と異なる部位の少なくとも一部に筒状の第二筒状部を形成する第二筒状部形成工程とを含み、
前記転造工程においては、
前記中間筒状部材に挿入され前記転造ダイスの加工面との間で前記中間筒状部材を挟み込む受け部材を、前記中間筒状部材に挿入した上で少なくとも前記第一筒状部と前記第二筒状部とに対して同時に転造加工を施すことにより、前記転造加工後の前記第一筒状部の中心軸と前記第二筒状部の中心軸との径方向に沿った偏心が、前記転造加工前の前記第一筒状部の中心軸と前記第二筒状部の中心軸との径方向に沿った偏心よりも小さくされることを特徴とする筒状部材の製造方法。
【請求項2】
前記受け部材は、棒状をなすとともに、
前記第一筒状部の内周面に沿った形状の第一構成部と、
前記第二筒状部の内周面に沿った形状の第二構成部とを有することを特徴とする請求項1に記載の筒状部材の製造方法。
【請求項3】
前記受け部材は、複数の円柱状部位が直列的に接続され前記円柱状部位はそれぞれ分離可能に構成されることを特徴とする請求項1又は2に記載の筒状部材の製造方法。
【請求項4】
前記中間筒状部材は、前記第一筒状部と前記第二筒状部との間に、前記第一筒状部及び前記第二筒状部の内径よりも小さい内径を備える部位を有することを特徴とする請求項3に記載の筒状部材の製造方法。
【請求項5】
前記中間筒状部材は、自身の軸方向に沿った長さが自身の外径よりも大きいことを特徴とする請求項1乃至4のいずれか1項に記載の筒状部材の製造方法。
【請求項6】
前記受け部材は、前記転造工程において、自身の中心軸を回転軸として自由回転可能とされることを特徴とする請求項1乃至5のいずれか1項に記載の筒状部材の製造方法。
【請求項1】
筒状をなすとともに、転造加工により形成される転造加工部を自身の外周面に有する筒状部材の製造方法であって、
前記筒状部材となるべき中間部材に筒状部が形成された中間筒状部材を形成する中間筒状部材形成工程と、
前記中間筒状部材に対して転造ダイスを用いて転造加工を施すことにより、前記転造加工部を形成する転造工程とを含み、
前記中間筒状部材形成工程は、
前記中間部材の端部に筒状の第一筒状部を形成する第一筒状部形成工程と、
前記第一筒状部と異なる部位の少なくとも一部に筒状の第二筒状部を形成する第二筒状部形成工程とを含み、
前記転造工程においては、
前記中間筒状部材に挿入され前記転造ダイスの加工面との間で前記中間筒状部材を挟み込む受け部材を、前記中間筒状部材に挿入した上で少なくとも前記第一筒状部と前記第二筒状部とに対して同時に転造加工を施すことにより、前記転造加工後の前記第一筒状部の中心軸と前記第二筒状部の中心軸との径方向に沿った偏心が、前記転造加工前の前記第一筒状部の中心軸と前記第二筒状部の中心軸との径方向に沿った偏心よりも小さくされることを特徴とする筒状部材の製造方法。
【請求項2】
前記受け部材は、棒状をなすとともに、
前記第一筒状部の内周面に沿った形状の第一構成部と、
前記第二筒状部の内周面に沿った形状の第二構成部とを有することを特徴とする請求項1に記載の筒状部材の製造方法。
【請求項3】
前記受け部材は、複数の円柱状部位が直列的に接続され前記円柱状部位はそれぞれ分離可能に構成されることを特徴とする請求項1又は2に記載の筒状部材の製造方法。
【請求項4】
前記中間筒状部材は、前記第一筒状部と前記第二筒状部との間に、前記第一筒状部及び前記第二筒状部の内径よりも小さい内径を備える部位を有することを特徴とする請求項3に記載の筒状部材の製造方法。
【請求項5】
前記中間筒状部材は、自身の軸方向に沿った長さが自身の外径よりも大きいことを特徴とする請求項1乃至4のいずれか1項に記載の筒状部材の製造方法。
【請求項6】
前記受け部材は、前記転造工程において、自身の中心軸を回転軸として自由回転可能とされることを特徴とする請求項1乃至5のいずれか1項に記載の筒状部材の製造方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【公開番号】特開2013−94797(P2013−94797A)
【公開日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願番号】特願2011−238193(P2011−238193)
【出願日】平成23年10月31日(2011.10.31)
【出願人】(000004547)日本特殊陶業株式会社 (2,912)
【出願人】(594167141)株式会社ニッセー (13)
【公開日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願日】平成23年10月31日(2011.10.31)
【出願人】(000004547)日本特殊陶業株式会社 (2,912)
【出願人】(594167141)株式会社ニッセー (13)
[ Back to top ]