
管の外観検査装置

【課題】管の外周面に形成された凹凸形状や凹み形状などの形状的な外観不良を適切に検出できる外観検査装置を提供する。
【解決手段】外観検査装置1は、管10の外周面に均一な拡散光を照射する照明装置3と、拡散光の照射により管10の外周面に形成された陰影の濃淡画像を撮像するカメラ41とを備えている。またカメラ41は、その光軸Ocが管10の軸線Otに対して斜めに配設されている。管10は、製造過程において外周面に凹凸形状や凹み形状が形成されることがある。管10の外周面に均一な拡散光を照射すると、照射面に凹凸形状や凹み形状の陰影の濃淡ができる。管10の外周面をカメラ41で撮像すると、拡散光の照射によって形成された陰影の濃淡の鮮明な画像が得られる。
【解決手段】外観検査装置1は、管10の外周面に均一な拡散光を照射する照明装置3と、拡散光の照射により管10の外周面に形成された陰影の濃淡画像を撮像するカメラ41とを備えている。またカメラ41は、その光軸Ocが管10の軸線Otに対して斜めに配設されている。管10は、製造過程において外周面に凹凸形状や凹み形状が形成されることがある。管10の外周面に均一な拡散光を照射すると、照射面に凹凸形状や凹み形状の陰影の濃淡ができる。管10の外周面をカメラ41で撮像すると、拡散光の照射によって形成された陰影の濃淡の鮮明な画像が得られる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、合成樹脂製の長尺の管の外観を検査する外観検査装置に関する。
【背景技術】
【0002】
架橋ポリエチレン管等の合成樹脂製の管は、給水・給湯用の送水管として広く使用されている。このような合成樹脂製の管の外観不良としては、異物混入や樹脂ヤケによる炭化物の発生を原因とした外観不良や、管表面が波打った凹凸形状になる不良や丸い形状に凹む不良などがある。
【0003】
これらの不良は、管の意匠性を損なうだけではなく、管の性能(耐圧性、耐久性など)に大きな影響を与える原因となるため、不良の管が市場に出回ることを未然に防止する必要がある。特に凹凸形状や凹み形状の外観不良については、管の厚さに影響を及ぼし、ひいては管の性能に悪影響を及ぼすことがある。
【0004】
このような外観不良の管が市場へ流出するのを防止するため、従来は、目視での全数検査が行われてきたが、検査の精度(検出能力)が低く、流出を完全に防止することはできなかった。
【0005】
一方、円筒状の物体の外周面の良否を検査する装置として、円筒体の軸線に対し斜め方向から均一な光を照射し、かつ照射面を、光軸が円筒の軸線に対して垂直方向に配置されたカメラで撮像する装置が提案されている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2008−292367号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
特許文献1に記載の外観検査装置は、凸状や凹状の点欠陥、傷、汚れ、異物等の異常の検出には効果を発揮する。しかし、この外観検査装置は、感光体ドラムのような平坦な外周面を有する円筒体の外観検査を行うものであり、合成樹脂製の管の表面に形成されるような形状的な外観不良の検査装置としては、必ずしも適切ではなかった。
【0008】
本発明はこのような事情に鑑みてなされたもので、管の外周面に形成された凹凸形状や凹み形状などの形状的な外観不良を適切に検出できる外観検査装置を提供することを目的とする。
【課題を解決するための手段】
【0009】
上記目的を達成するため本発明にかかる管の外観検査装置は、管の外周面を撮像した画像を分析することにより前記管の外観を検査する管の外観検査装置であって、
前記管の外周面に均一な拡散光を照射する照明装置と、
前記拡散光の照射により前記管の外周面に形成された陰影の濃淡画像を撮像するカメラと、を備え、
前記カメラは、その光軸が前記管の軸線に対して斜めになるように配設されていることを特徴とする。
【0010】
本発明にかかる管の外観検査装置において、前記照明装置は、
中心部に前記管が貫通する孔が形成され、かつ内側に半球状の反射面を有するドームと、
前記ドームの開口部の内周側に形成されたリング状のフランジと、
前記フランジの内側にリング状に配設された複数の発光ダイオードとで構成されることが好ましい。
【0011】
ここで、前記複数の発光ダイオードは、青色の光を発光することが好ましい。また前記カメラは、前記管の円周方向に4台、等間隔に配設されていることが好ましい。
【0012】
本発明にかかる管の外観検査装置は、前記カメラで撮像した画像を処理する画像処理手段を更に備え、この画像処理手段は、前記画像に含まれる陰影の濃淡の度合を算出すると共に、その算出値をあらかじめ設定された閾値と比較して、前記管の外観の良否を判定することが好ましい。
【0013】
また本発明にかかる管の外観検査装置は、前記管を、その軸線方向に一定の速度で移送する管移送手段を更に備え、この管移送手段は、前記管を移送するモータと、移送された前記管の位置を検出するロータリーエンコーダとを含むことが好ましい。更に、前記画像処理手段から出力された前記管の外観の良否判定結果を、前記ロータリーエンコーダにより検出された前記管の位置データと関連付けて記憶するメモリを備えることが好ましい。
【発明の効果】
【0014】
本発明にかかる管の外観検査装置を用いることにより、管の外周面に形成された凹凸形状や凹み形状を適切に検出でき、不良品の市場への流出を防止できる。
【図面の簡単な説明】
【0015】
【図1】本発明の実施の形態にかかる管の外観検査装置の主要部品の配置を示す正面図である。
【図2】図1に示した主要部品のうち照明装置とカメラの配置を示す断面図である。
【図3】管の照明箇所をカメラにより撮像した写真である。
【図4】図1の外観検査装置の駆動系および信号処理系の部品のブロック図である。
【発明を実施するための形態】
【0016】
以下、本発明の実施の形態にかかる管の外観検査装置について、図面を参照しながら説明する。
【0017】
図1は、本実施の形態にかかる管の外観検査装置(以降、単に「外観検査装置」という)1の主要部品の配置を示した正面図である。外観検査装置1は、通常、製造されたばかりの合成樹脂製の管10を保管場所に移送する経路の途中や、合成樹脂管の製造ラインの途中に設置されている。管10は、外観検査装置1の主要部品を貫通するように水平方向に移動する。
【0018】
<外観検査装置の主要部品の配置>
図1に示す外観検査装置1では、矢印で示した管10の移動方向に対し、上流側から順に、ガイドローラ6a、照明装置3、カメラユニット4、ガイドローラ6b、および管移送ユニット5が配置されている。なお図1には表示されていないが、外観検査装置1の主要部品として、これ以外に、検査ユニット7(図3参照)と、照明装置3やカメラユニット4、管移送ユニット5等に必要な電力を供給する電源(図示せず)がある。
【0019】
照明装置3は、移送中の管10に、斜め方向から均一な拡散光を照射するもので、床2に固定された支柱30にドーム31が取り付けられている。照明装置3による均一な拡散光の生成については、後に図2を用いて詳述する。
【0020】
カメラユニット4は、照明装置3によって照明されることにより管10の外周面に形成された陰影を撮像するもので、異なる位置に配置された4台のカメラ41〜44(カメラ44はカメラ42の陰に隠れている)で構成されている。4台のカメラ41〜44は、床2に固定され、かつ中心部に管10が通過する孔(図示せず)が形成された支持板40に取り付けられている。
【0021】
それぞれのカメラ41〜44は、管10を囲むように円周上に等間隔に、すなわち90度毎に配置されている。またカメラ41〜44は、それぞれ管10の軸線に対して光軸が斜めになる状態で支持板40に取り付けられている。このように管10の円周方向に4台のカメラを配置することにより、管10を回転させることなく、管の全周にわたって外観を検査できる。
【0022】
管移送ユニット5は、管10を矢印方向に一定速度で移送するものであり、後述の図3に示すようにモータ51とロータリーエンコーダ52が内蔵されている。
【0023】
ガイドローラ6aおよび6bは、共に、支柱60の上部に複数のローラ61が回転可能に支持されたものであり、管10が矢印方向に移送されるときに、管10の軸線が水平方向および垂直方向に変位しないように規制している。
【0024】
<外観検査の原理>
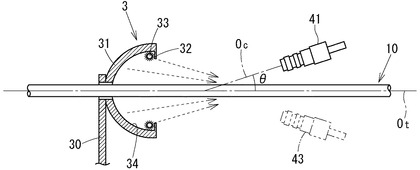
次に、図2を参照して、外観検査装置1における外観検査の原理について説明する。図2は、図1に示した主要部品のうち照明装置3とカメラ41の配置を示す断面図である。
【0025】
最初に、本発明を成すに到った経緯を説明する。本発明の発明者は、合成樹脂製の管の外観検査について実験を重ねた結果、管の外周面に拡散光により形成した均一な光を照射し、その照射面を、管の軸線に対して斜めの方向から観察すると、管の表面に形成された微小な凹凸形状や凹み形状の陰影の濃淡を、明瞭に視認できることを見出した。
【0026】
本発明はこの実験結果に基づいて成されたものである。すなわち、光軸が管の軸線に対して斜めとなるように配設されたカメラで管の照射面を撮像した後、画像処理によって、管の表面に形成された凹凸形状や凹み形状の陰影の濃淡の画像を抽出する。そしてこの画像から濃淡の度合(変化の程度や密度)を算出し、その値があらかじめ設定した閾値を超えたときに、外観不良であると判定するものである。
【0027】
次に、照明装置3による均一な拡散光の生成について説明する。照明装置3のドーム31は、中心に管10が貫通する孔が形成され、かつ内面が半球状に形成されている。またドーム31の開口面の内周側にリング状のフランジ32が形成されている。そしてフランジ32の内側には、複数の発光ダイオード(以降、「LED」という)33がリング状に取り付けられている。
【0028】
またドーム31の内面には、白色の塗料が塗られて反射面34が形成されている。反射面34の表面には細かい凹凸があるため、LED33から照射された光は、反射面34の表面で拡散し、均一な強度の光となって点線の矢印で示す方向、すなわち管10の軸線Otに対して斜めの方向に照射される。
【0029】
LED33は、発光波長が短いほど、塗膜で形成された反射面34で拡散しやすくなる。本発明では、この性質を利用し、拡散の度合いを高めるため、発光波長が430nm前後の青色のLEDを用いている。
【0030】
なお、LED33から照射され、管10の表面で反射した光がカメラ41に入射すると、カメラ41で撮像した画像にLED33の反射光が混ざり、管10の外周面に形成された陰影の撮像に悪影響が出る。これを防止するため、フランジ32の幅は、管10の表面で反射した光がカメラ41に入射しないように設定されている。
【0031】
次に、カメラ41による管10の外周面の撮像について説明する。前述したように、管10の製造過程において外周面に凹凸形状や凹み形状が形成されることがある。このような管10の外周面に拡散光により形成された均一な光を照射すると、照射面に陰影の濃淡ができる。その陰影の濃淡を、光軸Ocが管10の軸線Otに対して角度θとなるように斜めに配設されたカメラ41で撮像する。
【0032】
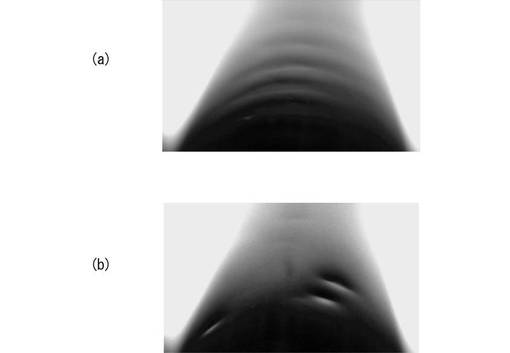
発明者が実験を重ねた結果、角度θが10度から25度、最適には18度であると、照明によって管10の外周面に形成された陰影の濃淡を明瞭に撮像できることがわかった。図3(a)に、カメラ41によって撮像した凹凸形状の陰影の写真の一例を示す。また図3(b)に、カメラ41によって撮像した凹み形状の陰影の写真の一例を示す。
【0033】
図3(a)、(b)の写真は、照明装置3の光源として波長430nmの青色の光を発光するLED33を用いて、直径15mmの合成樹脂製の管10を照明し、その照明箇所を、100万画素のCCDカメラ41を用いて撮像したものである。図3(a)、(b)から分かるように、凹凸形状および凹み形状の陰影の濃淡について、鮮明な画像が得られる。
【0034】
<外観検査装置の動作>
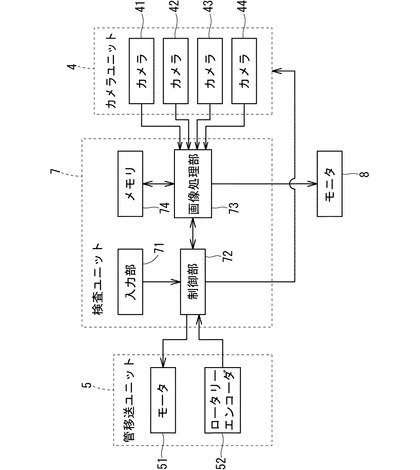
次に、図1および図4を参照して外観検査装置1の動作について説明する。図4は、外観検査装置1の駆動系および信号処理系の部品、具体的には、カメラユニット4、管移送ユニット5および検査ユニット7の構成を示すブロック図である。
【0035】
カメラユニット4は4台のカメラを備えている。前述したように、これらのカメラ41〜44は管10の円周方向に均等に配置され、360度の外周面のうち、90度で分割した4台の領域のそれぞれの画像を撮像する。撮像された画像は、検査ユニット7の画像処理部73に入力される。
【0036】
管10の移送手段である管移送ユニット5は、モータ51とロータリーエンコーダ52を備えている。モータ51の回転軸にはゴム製の車輪がはめ込まれており(図示せず)、その車輪を管10の外周面に押し付けることにより、管10を移送する。
【0037】
ロータリーエンコーダ52はモータ51の回転軸に取り付けられており、モータ51の回転角度を検出して検査ユニット7の制御部72に送信する。ロータリーエンコーダ52の回転数を計測することにより、モータ51による管10の移送距離を検出できる。
【0038】
検査ユニット7は、入力部71、制御部72、画像処理部73およびメモリ74を備えている。検査ユニット7は、通常、パーソナルコンピュータ(以降、「PC」という)によって実現される。その場合、入力部71にはキーボードを用い、また制御部72および画像処理部73の機能は、PCのハードディスクに記憶されたソフトウェアによって実現される。
【0039】
入力部71は、外観検査装置1の運転に必要なデータ、例えば、モータ51の回転速度、画像処理部73における外観の良否判定の閾値などを入力する。
【0040】
制御部72は、検査ユニット7内の各部の制御、カメラユニット4内のカメラ41〜44の制御および管移送ユニット5内のモータ51の制御を行う。
【0041】
画像処理手段である画像処理部73は、カメラ41〜44から送信された画像を処理して、凹凸形状や凹み形状の陰影の濃淡の画像を抽出すると共に、濃淡の度合を算出し、その値をあらかじめ設定した閾値と比較して外観の良否を判定する。これらの画像処理や判定は、市販の画像処理用のソフトウェアを用いて容易に実現できるため、ここでは説明を省略する。
【0042】
メモリ74は画像処理部73で行われた良否の判定結果を、ロータリーエンコーダ52から送信された管10の位置データと関連付けて記憶する。なお、画像処理部73で抽出した凹凸形状や凹み形状の陰影の濃淡の画像を、これらの情報と併せてメモリ74に記憶してもよい。
【0043】
次に、外観検査装置1による検査の手順について説明する。制御部72からの指示信号によって管移送ユニット5のモータ51が回転し、管10が図1の矢印で示す方向に移送される。この際、制御部72は、ロータリーエンコーダ52から送信された信号に基づいてモータ51の回転数を制御し、管10を一定の速度で移送する。
【0044】
カメラユニット4の各カメラ41〜44は、照明装置3によって照明された管10の外周面を、制御部72からの制御信号に基づいて一定の間隔で撮像する。本実施の形態では、直径17mmの架橋ポリエチレン管10を25m/分の速度で移送しながら、10mS毎に撮像を行った。またカメラ41〜44のシャッタースピードは20μSに設定した。
【0045】
カメラ41〜44で撮像された画像は画像処理部73に送信され、ここで凹凸形状や凹み形状の陰影の濃淡の画像抽出、濃淡の度合の算出、算出値と閾値との比較、ならびに良否の判定が行われる。画像処理部73で抽出された凹凸形状や凹み形状の陰影の濃淡の画像、および良否の判定結果は、ロータリーエンコーダ52から送信された管10の撮像場所の位置データと共にメモリ74に記憶される。
【0046】
制御部72は、外観検査装置1による検査の終了後に、作業者の指示に従い、メモリ74に格納されたデータ、すなわち凹凸形状や凹み形状の陰影の濃淡画像および良否の判定結果を読み出してモニタ8に表示する。作業者は、モニタ8に表示された画像により、不良と判断された箇所の凹凸形状や凹み形状を確認し、最終的にその箇所を廃棄するか否かを決定する。
【0047】
なお、外観の良否の判定結果をメモリ74に記憶せず、代わりに管移送ユニット5の下流にインクジェット印刷装置等のマーカを設置し、検査ユニット7で不良と判断された管10の外周面にマークを印刷するようにしても良い。このようにすれば、作業者が不良箇所を目視で確認できるため、外観の良否判定結果などのデータをメモリ74に記憶する必要がなくなる。
【0048】
<検査結果>
次に、あらかじめ準備した外観不良の管について、本発明の外観検査装置を用いて検査した結果と、比較のため目視により検査した結果とを表1に示す。表1の左欄に示すように、「混入異物」、「炭化物」、「凹凸形状」および「凹み形状」の外観不良サンプルを各30個用意した。ここで、「混入異物」とは管の表面に管自体の色とは異なる色の異物が混入したもの、「炭化物」とは管の表面に炭化物が混入したものである。
【0049】
なお、この検査では、各サンプルを静止させた状態で外観の検査を行った。しかし、カメラのシャタースピードは管の移送速度に比べて極めて速いため(20μS程度)、管10を移送しながら検査を行う場合と同等の結果が得られると考えて差し支えない。
【0050】
【表1】

【0051】
表1の右欄に、本発明の外観検査装置を用いて抽出した不良サンプルの数と、目視により抽出した不良サンプルの数を示す。表1から明らかなように、「混入異物」と「炭化物」については、目視と比較して、本発明の外観検査装置の検出精度は低い。これに対し「凹凸形状」および「凹み形状」については、本発明の外観検査装置は全てのサンプルについて不良の検出に成功しており、目視と比べて検出精度の高さが際立っている。
【0052】
従って、「混入異物」や「炭化物」の検出精度の高い特許文献1に記載の外観検査装置と、本発明の外観検査装置を組み合わせて用いれば、管の外観不良をほぼ完全に検出できる。
【0053】
以上説明したように、本発明にかかる外観検査装置によれば、管の外周面にできた微小な凹凸形状や凹み形状を高精度に検出でき、また検出結果に基づいて、外観の良否判断を行うことができるため、従来の目視による外観検査に比較して検査時間を大幅に短縮できる。しかも、本発明の外観検査装置は、管を移送させながら検査を行うことができるため、管を出荷するまでに要する時間の大幅な短縮化と製造コストの大幅な削減を実現できる。
【0054】
なお本実施の形態では、LEDから発光された光をドームの反射面で拡散させて均一な照明光を生成したが、これに限定されない。例えば、複数のLEDがリング状に配置された光源の前面に半透明の拡散板を設置し、LEDからの光を拡散板で拡散することによって均一な照明光を生成するようにしてもよい。
【産業上の利用可能性】
【0055】
本発明にかかる外観検査装置は、合成樹脂製の管の外観検査ばかりでなく、諸々の材料で作られた長尺の管の外観検査に広く適用できるものである。
【符号の説明】
【0056】
1 外観検査装置
2 床
3 照明装置
4 カメラユニット
5 管移送ユニット
6a、6b ガイドローラ
7 検査ユニット
8 モニタ
31 ドーム
32 フランジ
33 LED
34 反射面
41〜44 カメラ
51 モータ
52 ロータリーエンコーダ
71 入力部
72 制御部
73 画像処理部
74 メモリ
【技術分野】
【0001】
本発明は、合成樹脂製の長尺の管の外観を検査する外観検査装置に関する。
【背景技術】
【0002】
架橋ポリエチレン管等の合成樹脂製の管は、給水・給湯用の送水管として広く使用されている。このような合成樹脂製の管の外観不良としては、異物混入や樹脂ヤケによる炭化物の発生を原因とした外観不良や、管表面が波打った凹凸形状になる不良や丸い形状に凹む不良などがある。
【0003】
これらの不良は、管の意匠性を損なうだけではなく、管の性能(耐圧性、耐久性など)に大きな影響を与える原因となるため、不良の管が市場に出回ることを未然に防止する必要がある。特に凹凸形状や凹み形状の外観不良については、管の厚さに影響を及ぼし、ひいては管の性能に悪影響を及ぼすことがある。
【0004】
このような外観不良の管が市場へ流出するのを防止するため、従来は、目視での全数検査が行われてきたが、検査の精度(検出能力)が低く、流出を完全に防止することはできなかった。
【0005】
一方、円筒状の物体の外周面の良否を検査する装置として、円筒体の軸線に対し斜め方向から均一な光を照射し、かつ照射面を、光軸が円筒の軸線に対して垂直方向に配置されたカメラで撮像する装置が提案されている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2008−292367号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
特許文献1に記載の外観検査装置は、凸状や凹状の点欠陥、傷、汚れ、異物等の異常の検出には効果を発揮する。しかし、この外観検査装置は、感光体ドラムのような平坦な外周面を有する円筒体の外観検査を行うものであり、合成樹脂製の管の表面に形成されるような形状的な外観不良の検査装置としては、必ずしも適切ではなかった。
【0008】
本発明はこのような事情に鑑みてなされたもので、管の外周面に形成された凹凸形状や凹み形状などの形状的な外観不良を適切に検出できる外観検査装置を提供することを目的とする。
【課題を解決するための手段】
【0009】
上記目的を達成するため本発明にかかる管の外観検査装置は、管の外周面を撮像した画像を分析することにより前記管の外観を検査する管の外観検査装置であって、
前記管の外周面に均一な拡散光を照射する照明装置と、
前記拡散光の照射により前記管の外周面に形成された陰影の濃淡画像を撮像するカメラと、を備え、
前記カメラは、その光軸が前記管の軸線に対して斜めになるように配設されていることを特徴とする。
【0010】
本発明にかかる管の外観検査装置において、前記照明装置は、
中心部に前記管が貫通する孔が形成され、かつ内側に半球状の反射面を有するドームと、
前記ドームの開口部の内周側に形成されたリング状のフランジと、
前記フランジの内側にリング状に配設された複数の発光ダイオードとで構成されることが好ましい。
【0011】
ここで、前記複数の発光ダイオードは、青色の光を発光することが好ましい。また前記カメラは、前記管の円周方向に4台、等間隔に配設されていることが好ましい。
【0012】
本発明にかかる管の外観検査装置は、前記カメラで撮像した画像を処理する画像処理手段を更に備え、この画像処理手段は、前記画像に含まれる陰影の濃淡の度合を算出すると共に、その算出値をあらかじめ設定された閾値と比較して、前記管の外観の良否を判定することが好ましい。
【0013】
また本発明にかかる管の外観検査装置は、前記管を、その軸線方向に一定の速度で移送する管移送手段を更に備え、この管移送手段は、前記管を移送するモータと、移送された前記管の位置を検出するロータリーエンコーダとを含むことが好ましい。更に、前記画像処理手段から出力された前記管の外観の良否判定結果を、前記ロータリーエンコーダにより検出された前記管の位置データと関連付けて記憶するメモリを備えることが好ましい。
【発明の効果】
【0014】
本発明にかかる管の外観検査装置を用いることにより、管の外周面に形成された凹凸形状や凹み形状を適切に検出でき、不良品の市場への流出を防止できる。
【図面の簡単な説明】
【0015】
【図1】本発明の実施の形態にかかる管の外観検査装置の主要部品の配置を示す正面図である。
【図2】図1に示した主要部品のうち照明装置とカメラの配置を示す断面図である。
【図3】管の照明箇所をカメラにより撮像した写真である。
【図4】図1の外観検査装置の駆動系および信号処理系の部品のブロック図である。
【発明を実施するための形態】
【0016】
以下、本発明の実施の形態にかかる管の外観検査装置について、図面を参照しながら説明する。
【0017】
図1は、本実施の形態にかかる管の外観検査装置(以降、単に「外観検査装置」という)1の主要部品の配置を示した正面図である。外観検査装置1は、通常、製造されたばかりの合成樹脂製の管10を保管場所に移送する経路の途中や、合成樹脂管の製造ラインの途中に設置されている。管10は、外観検査装置1の主要部品を貫通するように水平方向に移動する。
【0018】
<外観検査装置の主要部品の配置>
図1に示す外観検査装置1では、矢印で示した管10の移動方向に対し、上流側から順に、ガイドローラ6a、照明装置3、カメラユニット4、ガイドローラ6b、および管移送ユニット5が配置されている。なお図1には表示されていないが、外観検査装置1の主要部品として、これ以外に、検査ユニット7(図3参照)と、照明装置3やカメラユニット4、管移送ユニット5等に必要な電力を供給する電源(図示せず)がある。
【0019】
照明装置3は、移送中の管10に、斜め方向から均一な拡散光を照射するもので、床2に固定された支柱30にドーム31が取り付けられている。照明装置3による均一な拡散光の生成については、後に図2を用いて詳述する。
【0020】
カメラユニット4は、照明装置3によって照明されることにより管10の外周面に形成された陰影を撮像するもので、異なる位置に配置された4台のカメラ41〜44(カメラ44はカメラ42の陰に隠れている)で構成されている。4台のカメラ41〜44は、床2に固定され、かつ中心部に管10が通過する孔(図示せず)が形成された支持板40に取り付けられている。
【0021】
それぞれのカメラ41〜44は、管10を囲むように円周上に等間隔に、すなわち90度毎に配置されている。またカメラ41〜44は、それぞれ管10の軸線に対して光軸が斜めになる状態で支持板40に取り付けられている。このように管10の円周方向に4台のカメラを配置することにより、管10を回転させることなく、管の全周にわたって外観を検査できる。
【0022】
管移送ユニット5は、管10を矢印方向に一定速度で移送するものであり、後述の図3に示すようにモータ51とロータリーエンコーダ52が内蔵されている。
【0023】
ガイドローラ6aおよび6bは、共に、支柱60の上部に複数のローラ61が回転可能に支持されたものであり、管10が矢印方向に移送されるときに、管10の軸線が水平方向および垂直方向に変位しないように規制している。
【0024】
<外観検査の原理>
次に、図2を参照して、外観検査装置1における外観検査の原理について説明する。図2は、図1に示した主要部品のうち照明装置3とカメラ41の配置を示す断面図である。
【0025】
最初に、本発明を成すに到った経緯を説明する。本発明の発明者は、合成樹脂製の管の外観検査について実験を重ねた結果、管の外周面に拡散光により形成した均一な光を照射し、その照射面を、管の軸線に対して斜めの方向から観察すると、管の表面に形成された微小な凹凸形状や凹み形状の陰影の濃淡を、明瞭に視認できることを見出した。
【0026】
本発明はこの実験結果に基づいて成されたものである。すなわち、光軸が管の軸線に対して斜めとなるように配設されたカメラで管の照射面を撮像した後、画像処理によって、管の表面に形成された凹凸形状や凹み形状の陰影の濃淡の画像を抽出する。そしてこの画像から濃淡の度合(変化の程度や密度)を算出し、その値があらかじめ設定した閾値を超えたときに、外観不良であると判定するものである。
【0027】
次に、照明装置3による均一な拡散光の生成について説明する。照明装置3のドーム31は、中心に管10が貫通する孔が形成され、かつ内面が半球状に形成されている。またドーム31の開口面の内周側にリング状のフランジ32が形成されている。そしてフランジ32の内側には、複数の発光ダイオード(以降、「LED」という)33がリング状に取り付けられている。
【0028】
またドーム31の内面には、白色の塗料が塗られて反射面34が形成されている。反射面34の表面には細かい凹凸があるため、LED33から照射された光は、反射面34の表面で拡散し、均一な強度の光となって点線の矢印で示す方向、すなわち管10の軸線Otに対して斜めの方向に照射される。
【0029】
LED33は、発光波長が短いほど、塗膜で形成された反射面34で拡散しやすくなる。本発明では、この性質を利用し、拡散の度合いを高めるため、発光波長が430nm前後の青色のLEDを用いている。
【0030】
なお、LED33から照射され、管10の表面で反射した光がカメラ41に入射すると、カメラ41で撮像した画像にLED33の反射光が混ざり、管10の外周面に形成された陰影の撮像に悪影響が出る。これを防止するため、フランジ32の幅は、管10の表面で反射した光がカメラ41に入射しないように設定されている。
【0031】
次に、カメラ41による管10の外周面の撮像について説明する。前述したように、管10の製造過程において外周面に凹凸形状や凹み形状が形成されることがある。このような管10の外周面に拡散光により形成された均一な光を照射すると、照射面に陰影の濃淡ができる。その陰影の濃淡を、光軸Ocが管10の軸線Otに対して角度θとなるように斜めに配設されたカメラ41で撮像する。
【0032】
発明者が実験を重ねた結果、角度θが10度から25度、最適には18度であると、照明によって管10の外周面に形成された陰影の濃淡を明瞭に撮像できることがわかった。図3(a)に、カメラ41によって撮像した凹凸形状の陰影の写真の一例を示す。また図3(b)に、カメラ41によって撮像した凹み形状の陰影の写真の一例を示す。
【0033】
図3(a)、(b)の写真は、照明装置3の光源として波長430nmの青色の光を発光するLED33を用いて、直径15mmの合成樹脂製の管10を照明し、その照明箇所を、100万画素のCCDカメラ41を用いて撮像したものである。図3(a)、(b)から分かるように、凹凸形状および凹み形状の陰影の濃淡について、鮮明な画像が得られる。
【0034】
<外観検査装置の動作>
次に、図1および図4を参照して外観検査装置1の動作について説明する。図4は、外観検査装置1の駆動系および信号処理系の部品、具体的には、カメラユニット4、管移送ユニット5および検査ユニット7の構成を示すブロック図である。
【0035】
カメラユニット4は4台のカメラを備えている。前述したように、これらのカメラ41〜44は管10の円周方向に均等に配置され、360度の外周面のうち、90度で分割した4台の領域のそれぞれの画像を撮像する。撮像された画像は、検査ユニット7の画像処理部73に入力される。
【0036】
管10の移送手段である管移送ユニット5は、モータ51とロータリーエンコーダ52を備えている。モータ51の回転軸にはゴム製の車輪がはめ込まれており(図示せず)、その車輪を管10の外周面に押し付けることにより、管10を移送する。
【0037】
ロータリーエンコーダ52はモータ51の回転軸に取り付けられており、モータ51の回転角度を検出して検査ユニット7の制御部72に送信する。ロータリーエンコーダ52の回転数を計測することにより、モータ51による管10の移送距離を検出できる。
【0038】
検査ユニット7は、入力部71、制御部72、画像処理部73およびメモリ74を備えている。検査ユニット7は、通常、パーソナルコンピュータ(以降、「PC」という)によって実現される。その場合、入力部71にはキーボードを用い、また制御部72および画像処理部73の機能は、PCのハードディスクに記憶されたソフトウェアによって実現される。
【0039】
入力部71は、外観検査装置1の運転に必要なデータ、例えば、モータ51の回転速度、画像処理部73における外観の良否判定の閾値などを入力する。
【0040】
制御部72は、検査ユニット7内の各部の制御、カメラユニット4内のカメラ41〜44の制御および管移送ユニット5内のモータ51の制御を行う。
【0041】
画像処理手段である画像処理部73は、カメラ41〜44から送信された画像を処理して、凹凸形状や凹み形状の陰影の濃淡の画像を抽出すると共に、濃淡の度合を算出し、その値をあらかじめ設定した閾値と比較して外観の良否を判定する。これらの画像処理や判定は、市販の画像処理用のソフトウェアを用いて容易に実現できるため、ここでは説明を省略する。
【0042】
メモリ74は画像処理部73で行われた良否の判定結果を、ロータリーエンコーダ52から送信された管10の位置データと関連付けて記憶する。なお、画像処理部73で抽出した凹凸形状や凹み形状の陰影の濃淡の画像を、これらの情報と併せてメモリ74に記憶してもよい。
【0043】
次に、外観検査装置1による検査の手順について説明する。制御部72からの指示信号によって管移送ユニット5のモータ51が回転し、管10が図1の矢印で示す方向に移送される。この際、制御部72は、ロータリーエンコーダ52から送信された信号に基づいてモータ51の回転数を制御し、管10を一定の速度で移送する。
【0044】
カメラユニット4の各カメラ41〜44は、照明装置3によって照明された管10の外周面を、制御部72からの制御信号に基づいて一定の間隔で撮像する。本実施の形態では、直径17mmの架橋ポリエチレン管10を25m/分の速度で移送しながら、10mS毎に撮像を行った。またカメラ41〜44のシャッタースピードは20μSに設定した。
【0045】
カメラ41〜44で撮像された画像は画像処理部73に送信され、ここで凹凸形状や凹み形状の陰影の濃淡の画像抽出、濃淡の度合の算出、算出値と閾値との比較、ならびに良否の判定が行われる。画像処理部73で抽出された凹凸形状や凹み形状の陰影の濃淡の画像、および良否の判定結果は、ロータリーエンコーダ52から送信された管10の撮像場所の位置データと共にメモリ74に記憶される。
【0046】
制御部72は、外観検査装置1による検査の終了後に、作業者の指示に従い、メモリ74に格納されたデータ、すなわち凹凸形状や凹み形状の陰影の濃淡画像および良否の判定結果を読み出してモニタ8に表示する。作業者は、モニタ8に表示された画像により、不良と判断された箇所の凹凸形状や凹み形状を確認し、最終的にその箇所を廃棄するか否かを決定する。
【0047】
なお、外観の良否の判定結果をメモリ74に記憶せず、代わりに管移送ユニット5の下流にインクジェット印刷装置等のマーカを設置し、検査ユニット7で不良と判断された管10の外周面にマークを印刷するようにしても良い。このようにすれば、作業者が不良箇所を目視で確認できるため、外観の良否判定結果などのデータをメモリ74に記憶する必要がなくなる。
【0048】
<検査結果>
次に、あらかじめ準備した外観不良の管について、本発明の外観検査装置を用いて検査した結果と、比較のため目視により検査した結果とを表1に示す。表1の左欄に示すように、「混入異物」、「炭化物」、「凹凸形状」および「凹み形状」の外観不良サンプルを各30個用意した。ここで、「混入異物」とは管の表面に管自体の色とは異なる色の異物が混入したもの、「炭化物」とは管の表面に炭化物が混入したものである。
【0049】
なお、この検査では、各サンプルを静止させた状態で外観の検査を行った。しかし、カメラのシャタースピードは管の移送速度に比べて極めて速いため(20μS程度)、管10を移送しながら検査を行う場合と同等の結果が得られると考えて差し支えない。
【0050】
【表1】
【0051】
表1の右欄に、本発明の外観検査装置を用いて抽出した不良サンプルの数と、目視により抽出した不良サンプルの数を示す。表1から明らかなように、「混入異物」と「炭化物」については、目視と比較して、本発明の外観検査装置の検出精度は低い。これに対し「凹凸形状」および「凹み形状」については、本発明の外観検査装置は全てのサンプルについて不良の検出に成功しており、目視と比べて検出精度の高さが際立っている。
【0052】
従って、「混入異物」や「炭化物」の検出精度の高い特許文献1に記載の外観検査装置と、本発明の外観検査装置を組み合わせて用いれば、管の外観不良をほぼ完全に検出できる。
【0053】
以上説明したように、本発明にかかる外観検査装置によれば、管の外周面にできた微小な凹凸形状や凹み形状を高精度に検出でき、また検出結果に基づいて、外観の良否判断を行うことができるため、従来の目視による外観検査に比較して検査時間を大幅に短縮できる。しかも、本発明の外観検査装置は、管を移送させながら検査を行うことができるため、管を出荷するまでに要する時間の大幅な短縮化と製造コストの大幅な削減を実現できる。
【0054】
なお本実施の形態では、LEDから発光された光をドームの反射面で拡散させて均一な照明光を生成したが、これに限定されない。例えば、複数のLEDがリング状に配置された光源の前面に半透明の拡散板を設置し、LEDからの光を拡散板で拡散することによって均一な照明光を生成するようにしてもよい。
【産業上の利用可能性】
【0055】
本発明にかかる外観検査装置は、合成樹脂製の管の外観検査ばかりでなく、諸々の材料で作られた長尺の管の外観検査に広く適用できるものである。
【符号の説明】
【0056】
1 外観検査装置
2 床
3 照明装置
4 カメラユニット
5 管移送ユニット
6a、6b ガイドローラ
7 検査ユニット
8 モニタ
31 ドーム
32 フランジ
33 LED
34 反射面
41〜44 カメラ
51 モータ
52 ロータリーエンコーダ
71 入力部
72 制御部
73 画像処理部
74 メモリ
【特許請求の範囲】
【請求項1】
管の外周面を撮像した画像を分析することにより前記管の外観を検査する管の外観検査装置であって、
前記管の外周面に均一な拡散光を照射する照明装置と、
前記拡散光の照射により前記管の外周面に形成された陰影の濃淡画像を撮像するカメラと、を備え、
前記カメラは、その光軸が前記管の軸線に対して斜めになるように配設されていることを特徴とする管の外観検査装置。
【請求項2】
前記照明装置は、
中心部に前記管が貫通する孔が形成され、かつ内側に半球状の反射面を有するドームと、
前記ドームの開口部の内周側に形成されたリング状のフランジと、
前記フランジの内側にリング状に配設された複数の発光ダイオードと、で構成されることを特徴とする、請求項1に記載の管の外観検査装置。
【請求項3】
前記複数の発光ダイオードは、青色の光を発光することを特徴とする、請求項2に記載の管の外観検査装置。
【請求項4】
前記カメラは、前記管の円周方向に4台、等間隔に配設されていることを特徴とする、請求項1ないし3のいずれかに記載の管の外観検査装置。
【請求項5】
前記カメラで撮像した画像を処理する画像処理手段を更に備え、
この画像処理手段は、前記画像に含まれる陰影の濃淡の度合を算出すると共に、その算出値をあらかじめ設定された閾値と比較して、前記管の外観の良否を判定することを特徴とする、請求項1ないし4のいずれかに記載の管の外観検査装置。
【請求項6】
前記管を、その軸線方向に一定の速度で移送する管移送手段を更に備え、この管移送手段は、
前記管を移送するモータと、
移送された前記管の位置を検出するロータリーエンコーダと、を含むことを特徴とする、請求項1ないし5のいずれかに記載の管の外観検査装置。
【請求項7】
前記画像処理手段から出力された前記管の外観の良否判定結果を、前記ロータリーエンコーダにより検出された前記管の位置データと関連付けて記憶するメモリを更に備えたことを特徴とする、請求項6に記載の管の外観検査装置。
【請求項1】
管の外周面を撮像した画像を分析することにより前記管の外観を検査する管の外観検査装置であって、
前記管の外周面に均一な拡散光を照射する照明装置と、
前記拡散光の照射により前記管の外周面に形成された陰影の濃淡画像を撮像するカメラと、を備え、
前記カメラは、その光軸が前記管の軸線に対して斜めになるように配設されていることを特徴とする管の外観検査装置。
【請求項2】
前記照明装置は、
中心部に前記管が貫通する孔が形成され、かつ内側に半球状の反射面を有するドームと、
前記ドームの開口部の内周側に形成されたリング状のフランジと、
前記フランジの内側にリング状に配設された複数の発光ダイオードと、で構成されることを特徴とする、請求項1に記載の管の外観検査装置。
【請求項3】
前記複数の発光ダイオードは、青色の光を発光することを特徴とする、請求項2に記載の管の外観検査装置。
【請求項4】
前記カメラは、前記管の円周方向に4台、等間隔に配設されていることを特徴とする、請求項1ないし3のいずれかに記載の管の外観検査装置。
【請求項5】
前記カメラで撮像した画像を処理する画像処理手段を更に備え、
この画像処理手段は、前記画像に含まれる陰影の濃淡の度合を算出すると共に、その算出値をあらかじめ設定された閾値と比較して、前記管の外観の良否を判定することを特徴とする、請求項1ないし4のいずれかに記載の管の外観検査装置。
【請求項6】
前記管を、その軸線方向に一定の速度で移送する管移送手段を更に備え、この管移送手段は、
前記管を移送するモータと、
移送された前記管の位置を検出するロータリーエンコーダと、を含むことを特徴とする、請求項1ないし5のいずれかに記載の管の外観検査装置。
【請求項7】
前記画像処理手段から出力された前記管の外観の良否判定結果を、前記ロータリーエンコーダにより検出された前記管の位置データと関連付けて記憶するメモリを更に備えたことを特徴とする、請求項6に記載の管の外観検査装置。
【図1】


【図2】
【図4】
【図3】
【図2】
【図4】
【図3】
【公開番号】特開2011−106909(P2011−106909A)
【公開日】平成23年6月2日(2011.6.2)
【国際特許分類】
【出願番号】特願2009−260807(P2009−260807)
【出願日】平成21年11月16日(2009.11.16)
【出願人】(000002174)積水化学工業株式会社 (5,781)
【Fターム(参考)】
【公開日】平成23年6月2日(2011.6.2)
【国際特許分類】
【出願日】平成21年11月16日(2009.11.16)
【出願人】(000002174)積水化学工業株式会社 (5,781)
【Fターム(参考)】
[ Back to top ]