
管状体及びその製造方法
【課題】 本発明の目的は、本発明の目的は、高速運転時における管状体(ベルト)の皺を防止し、管状体(ベルト)の端面裂け、座屈に対する耐久性を向上した管状体(ベルト)及びその製造方法を提供することにある。
【解決手段】 本発明は、ポリイミド樹脂製の基材を有する管状体であって、管状体の端部の厚みが中央部の厚みの105%以上である管状体である。また、樹脂溶液を金型の内面に塗布し、乾燥、イミド転化して管状体を形成する管状体の製造方法であって、開口部端部の内径が中央部の内径よりも大きく設定された金型の内面に樹脂溶液を塗布し、走行体を金型内部で移動させて、両端部の厚みが中央部の厚みより大きい塗布膜を形成する工程を含む管状体の製造方法である。
【解決手段】 本発明は、ポリイミド樹脂製の基材を有する管状体であって、管状体の端部の厚みが中央部の厚みの105%以上である管状体である。また、樹脂溶液を金型の内面に塗布し、乾燥、イミド転化して管状体を形成する管状体の製造方法であって、開口部端部の内径が中央部の内径よりも大きく設定された金型の内面に樹脂溶液を塗布し、走行体を金型内部で移動させて、両端部の厚みが中央部の厚みより大きい塗布膜を形成する工程を含む管状体の製造方法である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、電子写真装置等の複写紙等の搬送、定着ベルトに用いられる管状体およびその製造方法に関するものであり、より詳細には、定着ベルトの耐久性向上、端面の裂け、座屈対策、片寄り防止、複写紙等の被搬送シートのシワ防止に優れたベルト部材に関する。
【背景技術】
【0002】
従来から、電子写真方式で像を形成記録する電子写真記録装置としては、複写機やレーザービームプリンタ、ファクシミリやこれらの複合機が知られている。この種の装置では、画像形成の高速化や省エネルギー化を目的として、エンドレスベルトを用いた定着方式が採用されている。上述のようなベルト定着方式等に用いるエンドレスベルトとしては、耐熱性や機械強度に優れたポリイミド内層とフッ素樹脂外層とからなる複合管状体(特許文献1参照)が公知である。このようなベルト定着方式に用いられるエンドレスベルトについては、耐熱性や機械的強度に優れていることが要求される。
【0003】
また、蛇行しがたく、例え蛇行が発生しても容易に元に戻すことができるように、管状物中央と両端に周長差を持つベルトが公知である(特許文献2参照)。
【0004】
【特許文献1】特開平3−130145号公報
【特許文献2】特許第2625021号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
近年、この種の電子写真記録装置は画像の織密化、高速化、大画面化が著しい。そのため、ニップ圧が高くなり、回転数がアップし、ベルトへの負荷が大きくなってきている。つまり、ベルトの蛇行制御を突き当て板で行い、ベルトの強度で寄り力に対抗する為、ベルトに端部裂け、座屈といった現象がおきる。かかる場合に、特許文献2のベルトでは、上述の問題を完全に解決できず、別途の対策として、ズレ防止のリブを付ける方法、ベルトの縁に補強テープを貼る方法等が採用されていた。
【0006】
しかし、ズレ防止のリブを付ける方法及びベルトの縁に補強テープを貼る方法は、リブ又は補強テープをベルトに精度良く接着させると共に、その接着強度も十分に維持する必要があった。仮に接着強度が不十分であれば、使用中に、リブや補強テープが剥がれてしまうという問題もあった。
【0007】
本発明は、上記の従来技術における問題を解決し、以下の目的を達成することを課題とする。即ち、本発明の目的は、高速運転時における管状体(ベルト)の皺を防止し、管状体(ベルト)の端面裂け、座屈に対する耐久性を向上した管状体(ベルト)及びその製造方法を提供することにある。
【課題を解決するための手段】
【0008】
上記課題を解決するために、鋭意研究を重ねた結果、管状体の端面破壊を予防するために端部を強くする方法と、蛇行させない制御方法を見出した。すなわち、管状体の両端の厚みを厚くすることで管状体端面の破壊を抑える事を見出し、また、管状体の厚みを中央から両端に向かって厚くすると管状体自体が蛇行制御するかのように片側に寄りにくいことを見出し本発明を完成するに至った。
【0009】
すなわち、本発明における管状体は、ポリイミド樹脂製の基材を有する管状体であって、管状体の端部の厚みが中央部の厚みの105%以上であることを特徴とする。
【0010】
この構成によれば、管状体の端部の厚みが中央部の厚みの105%以上であるので、外側に傾きを持った管状体となり、両端部が厚いことにより、搬送用、定着用のベルトとして用いた場合にベルト自体が片側に寄りにくい特性を有し、その結果、端面裂け、座屈等の耐久性が向上し、高速化における皺防止の特性を有する。例えば、中央部の厚みが60μmの場合、端部の厚みは、その105%以上の63μm以上である。また、中央部の厚みが100μmの場合、端部の厚みは、その105%以上の105μm以上である。
【0011】
また、他の本発明における管状体は、ポリイミド樹脂製の基材を有する管状体であって、管状体の中央部から端部に向かって、厚みの増加率が0.02%以上となる部分を含む管状体である。例えば、中央部からは端部に向かって、1mmあたり0.02%の増加率で、厚みが増加する。中央部の厚みが60μmの場合、端部に向かって1mm進んだ部位の厚みは、60.012μm(60×1.0002)であり、100mm先の部位の厚みは、61.2μmとなる。なお、中央部から両端部までの増加率は、常に一定値である必要はない。
【0012】
この構成によれば、管状体の中央部から端部に向かって、厚みの増加率が0.02%以上となる部分を含んで厚みが増加していくので、外側に傾きを持った管状体となり、両端が厚いことにより、搬送用、定着用のベルトとして用いた場合にベルト自体が片側に寄りにくい特性を有し、なおかつ、端面が厚いので、端面裂け、座屈等の耐久性が向上し、高速化における皺防止の特性を有する。
【0013】
管状体の両端の厚みを中央部の厚みの110%以上にすると上述の効果が大きいものとなる。しかし、厚みが増加すると耐久性が向上するのは明白であるが、製造方法や、ベルトの柔軟性、追従性によって、中央部から端部にかけての厚みは、適宜設定するものとする。
【0014】
この管状体を定着ベルトとして用いる場合、管状体の基材の外周面側に離型層を形成するように管状体を構成できる。この離型層によって、トナー汚れを改善できる。
【0015】
さらに、管状体の基材の外周面側に接着層を介して離型層を形成するように管状体を構成できる。接着層は、導電性を有することが好ましい態様である。導電性を有することで、トナーの定着性をより向上させることができる。
【0016】
また、上述の管状体を製造する方法として以下の製造方法を創作した。すなわち、樹脂溶液を金型の内面に塗布し、乾燥、イミド転化して管状体を形成する管状体の製造方法であって、開口部端部の内径が中央部の内径よりも大きく設定された金型の内面に樹脂溶液を塗布し、走行体を金型内部で移動させて、両端部の厚みが中央部の厚みより大きい塗布膜を形成する工程を含む管状体の製造方法である。この製造方法によって製造された管状体は、両端部の塗布膜が厚いものとなり、よって、搬送用、定着用のベルトとして用いた場合にベルト自体が片側に寄りにくい特性を有し、その結果、端面裂け、座屈等の耐久性が向上し、高速化におけるしわ防止の特性を有する。
【0017】
また、上述の製造方法において、塗布膜を乾燥後に中央部の外径が両端部よりも大きい焼成型に挿入し、加熱してイミド転化する工程をさらに含む方法を創作した。この製造方法によって製造された管状体は、端部から中央部に向かって、塗布膜の内側に傾きを持った管状体となる。この管状体は、端面が中央部より厚いものとなるので、搬送用、定着用のベルトとして用いた場合にベルト自体が片側に寄りにくい特性を有し、その結果、端面裂け、座屈等の耐久性が向上する。
【発明を実施するための最良の形態】
【0018】
以下、本発明の実施の形態について説明する。
【0019】
(管状体の構成)
本発明の管状体の基材の原料樹脂は、定着ベルト等の分野において使用される公知のポリイミド樹脂を限定なく使用可能であり、とりわけ、芳香族ポリイミド樹脂の使用が好ましい。ポリイミド樹脂の原料液としては、例えば、ポリアミド酸の溶液が好適に使用可能である。
【0020】
ポリアミド酸溶液は、ポリイミドの前駆体であるポリアミド酸を含有するものであって、例えばテトラカルボン酸二無水物あるいはその誘導体とジアミンとの略等モルを有機極性溶媒中で反応させて得ることができる。ポリアミド酸溶液へのフッ素樹脂粉末の配合は、ポリアミド酸の生成前または生成後に有機極性溶媒中に分散させることにより行う。分散は、公知の方法により行うことができる。
【0021】
本発明において好ましいポリイミド樹脂を構成する上記テトラカルボン酸二無水物としては、具体的には、ピロメリット酸二無水物、3,3’,4,4’−ベンゾフェノンテトラカルボン酸二無水物、3,3’,4,4’−ビフェニルテトラカルボン酸二無水物、2,3,3’,4−ビフェニルテトラカルボン酸二無水物、2,3,6,7−ナフタレンテトラカルボン酸二無水物、1,2,5,6−ナフタレンテトラカルボン酸二無水物、1,4,5,8−ナフタレンテトラカルボン酸二無水物、2,2’−ビス(3,4−ジカルボキシフェニル)プロパン二無水物、ビス(3,4−ジカルボキシフェニル)スルホン二無水物、ペリレン−3,4,9,10−テトラカルボン酸二無水物、ビス(3,4−ジカルボキシフェニル)エーテル二無水物、エチレンテトラカルボン酸二無水物等が挙げられる。
【0022】
また、このようなテトラカルボン酸二無水物と反応させるジアミンの具体例としては、4,4’−ジアミノジフェニルエーテル、4,4’−ジアミノジフェニルメタン、3,3’−ジアミノジフェニルメタン、3,3’−ジクロロベンジジン、4,4’−ジアミノジフェニルスルフィド、3,3’−ジアミノジフェニルスルホン、1,5−ジアミノナフタレン、m−フェニレンジアミン、p−フェニレンジアミン、3,3’−ジメチル−4,4’−ビフェニルジアミン、ベンジジン、3,3’−ジメチルベンジジン、3,3’−ジメトキシベンジジン、4,4’−ジアミノジフェニルスルホン、4,4’−ジアミノジフェニルスルフィド、4,4’−ジアミノジフェニルプロパン、2,4−ビス(β−アミノ−t −ブチル)トルエン、ビス(p−β−アミノ−t−ブチルフェニル)エーテル、ビス(p−β−メチル−t −アミノフェニル)ベンゼン、ビス−p−(1,1−ジメチル−5−アミノ−ペンチル)ベンゼン、1−イソプロピル−2,4−m−フェニレンジアミン、m−キシリレンジアミン、p−キシリレンジアミン、ジ(p−アミノシクロヘキシル)メタン、ヘキサメチレンジアミン、ヘプタメチレンジアミン、オクタメチレンジアミン、ノナメチレンジアミン、デカメチレンジアミン、ジアミノプロピルテトラメチレン、3−メチルへプタメチレンジアミン、4,4−ジメチルヘプタメチレンジアミン、2,11−ジアミノドデカン、1,2−ビス−3−アミノプロポキシエタン、2,2−ジメチルプロピレンジアミン、3−メトキシヘキサメチレンジアミン、2,5−ジメチルヘプタメチレンジアミン、3−メチルへプタメチレンジアミン、5−メチルノナメチレンジアミン、2,11−ジアミノドデカン、2,17−ジアミノエイコサデカン、1,4−ジアミノシクロヘキサン、1,10−ジアミノ−1,10−ジメチルデカン、1,12−ジアミノオクタデカン、2,2−ビス〔4−(4−アミノフェノキシ)フェニル〕プロパン、ピペラジン、
H2 N(CH2 )3 O(CH2 )2 OCH2 NH2 、
H2 N(CH2 )S(CH2 )3 NH2 、
H2 N(CH2 )3 N(CH2 )2 (CH2 )3 NH2 、
等があげられる。
【0023】
これらテトラカルボン酸二無水物あるいはその誘導体およびジアミンは、それぞれ1種類以上を適宜に選定し反応させることができる。ジアミンとしては、特に芳香族ジアミンを主成分として使用することが望ましい。
【0024】
上記テトラカルボン酸二無水物とジアミンを反応させる際に用いられる有機極性溶媒は、その官能基がテトラカルボン酸二無水物またはジアミンと反応しない双極子を有するものである。そして、系に対して不活性であり、かつ生成物であるポリアミド酸に対して溶媒として作用しなければならない。しかも、反応成分の少なくとも−方、好ましくは両者に対して溶媒として作用しなければならない。上記有機極性溶媒としては、特にN,N−ジアルキルアミド類が有用であり、例えばこれの低分子量のものであるN,N−ジメチルホルムアミド、N,N−ジメチルアセトアミド等が挙げられる。これらは蒸発、置換または拡散によりポリアミド酸およびポリアミド酸成形品から容易に除去することができる。また、上記以外の有機極性溶媒として、N,N−ジエチルホルムアミド、N,N−ジエチルアセトアミド、N,N−ジメチルメトキシアセトアミド、ジメチルスルホキシド、ヘキサメチルホスホルトリアミド、N−メチル−2−ピロリドン、ピリジン、テトラメチレンスルホン、ジメチルテトラメチレンスルホン等が挙げられる。これらは単独で用いてもよいし、併せて使用しても差し支えない。さらに、上記有機極性溶媒にクレゾール、フェノール、キシレノール等のフェノール類、ベンゾニトリル、ジオキサン、ブチロラクトン、キシレン、シクロヘキサン、ヘキサン、ベンゼン、トルエン等を単独でもしくは併せて混合することもできる。ただし、生成するポリアミド酸の加水分解による低分子量化を防ぐため、水の使用は避けることが好ましい。
【0025】
管状体には、特性改良の為にさまざまなフィラー(粉体)、ウィスカーが添加されてもよい。具体的な例としては、摺動性向上としてフッ素樹脂粉末、熱伝導性向上として窒化ホウ素、弾性率、引き裂き向上としてホウ酸アルミニウムウィスカー、導電性付与としてカーボンブラック等を添加することができる。
【0026】
管状体を定着ベルトに用いる場合に、導電性を得るために樹脂中に各種導電材料を添加する必要がある。具体的には、各種カーボン、アルミニウム、ニッケル、酸化錫、チタン酸カリウム等の無機化合物やポリアニリンやポリピロールなどに代表される導電性高分子を用いることができる。特に、ベルト全体を均一な抵抗とするために、また、ベルトの抵抗を低くする観点からは、各種導電材料を均一に分散させることが重要である。そのため、カーボンブラック等を用いる場合は、分散性の良いカーボンブラックの選定や分散方法を適宜選択する必要がある。
【0027】
また、導電性高分子などを用いる場合には、樹脂素材が溶解されている溶媒と同じものに溶解する事が望ましい。
【0028】
これら各種導電材料の含有量は、導電材料の種類に応じて適宜選択する事ができるが、樹脂に対して5〜50重量%程度が好ましく、より好ましくは7〜40重量%である。この含有量が5重量%未満であると、電気抵抗の均一性が低下し、耐久使用時の表面抵抗率の低下が大きくなる場合がある。一方、50重量%を超えると、所望の抵抗値が得られ難く、また、管状体の成型物として脆くなるため好ましくない。
【0029】
離型層は、フッ素樹脂で構成される。フッ素樹脂は、公知のフッ素樹脂を限定なく使用可能であるが、例えば、ポリテトラフルオロエチレン(PTFE)、テトラフルオロエチレン−ヘキサフルオロエチレン共重合体(FEP)、テトラフルオロエチレン−パーフルオロアルキルビニルエーテル共重合体(PFA)、エチレン−テトラフルオロエチレン共重合体(ETFE)等が挙げられ、これらを単独又は2種以上を併用して用いてもよい。また、テトラフルオロエチレン−パーフルオロアルキルビニルエーテル共重合体(PFA)を用いた場合には、トナー汚れに対して効果的なため好ましい。
【0030】
接着層に用いられる材料は、管状体の基材とフッ素樹脂離型層を接着することができる材料であれば、特に制限されることはないが、具体例として、ポリイミド系樹脂、ポリアミドイミド系樹脂、ポリアミド系樹脂、フッ素系樹脂等が挙げられる。また、接着層は導電性を付与する事が可能である。導電性材料は、上述したものを適宜選定できる。また、導電性の接着層の表面抵抗のコントロールは接着層の量(厚み)によって可能である。通常、接着層としての機能を失わない範囲で導電性粉末が添加される。
【0031】
これらポリイミド樹脂製の基材、離型層、接着層の各々の層の厚みは、用いられる装置の設計、搬送ベルト、定着ベルト又は転写ベルト等の使用用途により適宜選択されるが、管状体の基材は20〜150μm、導電性接着層は0.3〜10μm、フッ素樹脂層は5〜35μmの厚み範囲であって、管状体の両端部の厚みが中央部の厚みの105%以上、或いは、管状体の中央部から両端部に向かって、厚みの増加率が0.02%以上となる部分を含むように厚みが増加するように構成される。
【0032】
図1に、管状体の断面図の例を示す。図1(a)から(d)に示すように、中央部1bから両端部1aに向かって略曲線を描いて厚みが増加していくことが分かる。また、図1(a)及び(b)に示す管状体1は、管状体1の内面の周長が略同じ長さであって、外面の周長が、中央部1bから両端部1aに向かって増加するように構成されている。ただし、図1(b)において、最端部分は減少している。また、図1(c)に示す管状体1は、中央部1bから両端部1aに向かって増加し、両端部1a付近(最端部から中央部に向かって5mmの範囲)では、増加率が0%となるように構成されている。また、図1(d)に示す管状体1は、管状体1の内面の周長が中央部から両端部に向かって減少し、外面の周長が略同じ長さとなるように構成されている。
【0033】
(管状体の製造方法)
以下に、本発明の管状体の製造方法を説明する。
【0034】
(製造方法その1)
(1)まず成形用金型として両開口部の内径が中央部の内径よりも大きい円筒状金型を準備する。この円筒状金型内周面にポリアミド酸溶液を塗布する。塗布後、塗布膜が少なくともそれ自身で支持できるまで乾燥、硬化させる。
【0035】
(2−1)このままイミド転化まで終了させるか、いったん塗布膜を離型して外径がストレートな内型に差し替えてイミド転化まで終了させ、管状体の基材を得る。この管状体の基材は、外面側に厚みの傾きを有するものである(図1(a)、(b)、(c)参照)。
【0036】
(3)上記で得られた管状体の基材を内型に差し替えた後、管状体の基材の外周面側に、プライマーを塗布する等により、接着層を形成する。
【0037】
(4)形成された接着層の外周面側にフッ素樹脂を塗布した後に、フッ素の焼成を行う。なお、形成された接着層の外周面側にフッ素樹脂を塗布した後に、イミド転化とフッ素の焼成を同時に行うこともできる。これにより、最外層に離型層を有する管状体を得ることができる。
【0038】
(製造方法その2)
また、別の管状体の製造方法として、上述の製造方法その1における(2−1)の工程を以下の(2−2)に置き換え、(1)、(3)、(4)の工程は同様とする。
【0039】
(2−2)いったん塗布膜を離型し、中央部の外径が両端部のそれよりも大きい内型に差し替えてイミド転化まで終了させる。これにより、両端部から中央部に向かって、内側に傾きを持った管状体の基材が得られる(図1(d)参照)。
【0040】
上述の製造方法において、ポリアミド酸溶液は、使用する際に、溶液粘度が高い場合には適当な溶媒で希釈して粘度を低くして用いることができる。例えば、ポリアミド酸溶液の粘度は、塗布厚み、塗布方法、塗布条件、溶液温度等に応じて設定されるが、通常0.1〜10000ポイズ(塗布作業時の温度(23℃)でB型粘度計にて測定した粘度)に設定される。
【0041】
また、成形金型となる円筒状金型としては、要求される形状を成形できるように、両開口部の内径が中央部の内径より大きくしてある金型を用いるのであれば、従来から管状体の製造に用いられるどのようなものであっても差し支えない。図2に金型の一例を示す。図2(a)に示すように、成形金型2は、その開口部端部の内径2aがその中央部の内径2bより大きいものであって、この成形金型によって管状体(塗布膜)の外形が規定される。なお、金型の内面の径及び円柱状の高さを適宜設定すれば、所望の外径及び幅の管状体を製造できる。
【0042】
成形金型の材質としては、耐熱性の観点から、金属、ガラス、セラミックス等各種のものが例示される。金属を用いる場合は、特に、金型工具鋼(例えば、SKD4、SKD5、SKD6、SKD61、SKD7、又はSKD8、SKT4等)が好ましい。
【0043】
円筒状金型へのポリアミド酸溶液の塗布方法としては、ポリアミド酸溶液を円筒状金型中に満たした後に溶液を排出して内面に塗布膜を形成した後、この円筒状金型と一定のクリアランスを有する走行体(弾丸状、球状)を走行させる方法がある。また、円筒状金型内面の片端部にポリアミド酸溶液を供給した後、この円筒状金型と一定のクリアランスを有する走行体(弾丸状、球状)を走行させる方法等が挙げられる。
【0044】
上述の走行体を走行させる方法において、走行体を走行させる方法としては、自重走行法(円筒状金型を垂直に立て、走行体をその自重により下方に走行させる方法)の他、圧縮空気やガス爆発力を利用する方法、牽引ワイヤ等により牽引する方法等が挙げられる。
【0045】
上記のポリアミド酸溶液を塗布した後の加熱温度は、特に制限はなく適宜に設定できるが、なかでも80〜200℃程度の低温で加熱して溶媒を除去した後、250〜400℃程度に昇温してイミド転化を終了する多段階式の加熱法が好適に用いられる。
【0046】
また、低温加熱後に塗布膜自身で支持できる状態になった塗布膜(管状体の基材となるもの)を剥離して、接着層やフッ素樹脂離型層を形成した後、高温加熱を行ってもよい。加熱時の所要時間は加熱時間に応じて適宜設定されるが、通常低温加熱およびその後の高温加熱ともに20〜60分程度である。
【0047】
このような多段階式の加熱法を用いれば、イミド転化に伴い発生する閉環水や溶媒の蒸発に起因する管状体における微小ボイドの発生を防止することができる。
【0048】
このようにして得た管状体の基材を円筒状成形金型より剥離する。円筒状金型からポリイミド樹脂製の基材を剥離する方法として、例えば円筒状成形金型端部の周壁面に予め設けられた微小貫通孔に空気を圧送する方法等が挙げられる。なお、管状体の基材を形成する円筒状成形金型内周面等に予めシリコーン樹脂等による離型処理を施しておけば、基材の剥離作業性が向上し、好ましい。
【0049】
得られた管状体の基材に導電性接着層を設ける方法としては、プライマー溶液を塗布することにより得られ、例えばロールコート、刷毛塗り、スプレーコート等が挙げられる。
【0050】
次いで、フッ素樹脂製の離型層を成形する方法として、溶融押出により得たチューブ状の離型層をポリイミド樹脂性の基材の外表面に被着する方法、溶液状(ディスパージョンを含む)をポリイミド樹脂の基材の外表面に被覆する方法等により形成される。溶液状のフッ素樹脂溶液を被覆する方法としては、例えばスプレーコート、スピンコート、ロールコート、刷毛塗り等の方法が考えられる。塗布と加熱の手順としては、外層にボイドが発生するのを防ぐためにフッ素樹脂製の離型外層を塗布して、フッ素樹脂溶液中の溶媒を除去した後、フッ素樹脂の融点以上に昇温してフッ素樹脂製の離型外層を形成することができる。また、この時に、基材のイミド転化を同時に行ってもよい。
【0051】
なお、管状体の基材のみで管状体を構成してもよく、この基材を搬送用ベルト、定着用ベルトに用いることも可能である。
【0052】
以上の製造方法で得られた管状体は、定着ベルトに用いた場合に高速運転時における管状体の皺を防止し、管状体の端面裂け、座屈に対する耐久性を向上したものとなる。
【0053】
[実施例]
以下、本発明を、実施例を挙げてさらに具体的に説明する。ただし、これら各実施例は、本発明を制限するものではない。
【0054】
(評価方法)
(1)寄り力評価
駆動試験機を用いて、管状体の寄り力を計測する。ベルト駆動のバランスを崩して、片側にわざと寄り力を発生させる。端に圧力センサーを配し、寄り力を検出する。
【0055】
(2)加速耐久試験評価
駆動試験機を用い、ベルト駆動のバランスを崩して、片側にわざと1.8kgfの寄り力が常にかかるように制御して、加速耐久試験を行う。
【0056】
(実施例1)
N−メチル−2−ピロリドン723g中にp−フェニレンジアミン41gと3,3‘,4,4’−ビフェニルテトラカルボン酸二無水物112gを溶解(固形分濃度20wt%)し、窒素雰囲気中において室温で撹拌しながら反応させて、3000ポイズのポリアミド酸溶液を得た(室温23℃、B型粘度計で測定)。長さ220mm、開口部の内径24.2mm、中央部の内径24.18mmである円筒状成形金型2(図2(a)参照)の内面に上記ポリアミド酸溶液を塗布後、弾丸状走行体を自重により落下させた後、塗膜中の気泡を除く脱泡を行い、均一な塗膜面の塗布膜を得た。次いで、該金型を150℃から段階的に加熱して溶媒除去後、室温で金型から剥離し、管状体の基材(塗布膜)を得た。この管状体の基材をストレートな耐熱焼成型に挿入し、400℃で20分間、焼成を行い、閉環水の除去、イミド転化完結反応を行った。それにより、端部の厚み63μm、中央部の厚み60μmの管状体の基材を得た。この基材を管状体として評価を行った。
【0057】
(実施例2)
耐熱焼成型の両端部の外径が24.06mm、中央部のそれが24.07mmである太鼓状の焼成型3(図2(b)参照)を使用した以外は実施例1と同じ方法で管状体を得た。
【0058】
(実施例3)
管状体の基材(塗布膜)の製造方法は、実施例1と同様に行い、この管状体の基材を金型から取り出し、ストレートな耐熱焼成型に挿入した後、外表面にスプレーコートにて1μmのプライマー層を形成した。次いで、パーフルオロアルコキシフッ素樹脂の水分散体をスプレーコートし、次いで、プライマー層形成した管状体の基材を耐熱焼成型に挿したまま150℃で10分間加熱して、溶媒である水を除去した。この耐熱焼成型ごと40℃まで加熱し、中央部の総厚70μm(プライマー層(接着層)1μm、フッ素樹脂層9μm)、端部の総厚73μm(プライマー層(接着層)1μm、フッ素樹脂層9μm)の複合管状体を得た。
【0059】
(比較例1)
内径24.18mmの円筒状成形金型を用いた以外は実施例1と同じ方法で管状体を得た。
【0060】
【表1】

【0061】
実施例1で得られた管状体の寄り力は、比較例1と同等の結果であったが、耐久時間が大幅に改善された。従って、この管状体を定着ベルトに用いた場合に、高速運転時における管状体の皺を防止し、管状体の端面裂け、座屈に対する耐久性を向上したものとなる。また、実施例2で得られた管状体の寄り力は、実施例1及び比較例1と略同等の結果であったが、耐久時間が大幅に改善された。従って、この管状体を定着ベルトに用いた場合に、高速運転時における管状体の皺を防止し、管状体の端面裂け、座屈に対する耐久性を向上したものとなる。さらに実施例3で得られた複合管状体の寄り力は、比較例1と同等の結果であったが、耐久時間が大幅に改善された。従って、この複合管状体を定着ベルトに用いた場合に、高速運転時における管状体の皺を防止し、管状体の端面裂け、座屈に対する耐久性を向上したものとなる。
【図面の簡単な説明】
【0062】
【図1】実施の形態における管状体の例を示す図
【図2】実施の形態における金型の例を示す図
【符号の説明】
【0063】
1 管状体
1a 端部
1b 中央部
2 成形金型
2a 端部の内径
2b 中央部の内径
3 焼成型
【技術分野】
【0001】
本発明は、電子写真装置等の複写紙等の搬送、定着ベルトに用いられる管状体およびその製造方法に関するものであり、より詳細には、定着ベルトの耐久性向上、端面の裂け、座屈対策、片寄り防止、複写紙等の被搬送シートのシワ防止に優れたベルト部材に関する。
【背景技術】
【0002】
従来から、電子写真方式で像を形成記録する電子写真記録装置としては、複写機やレーザービームプリンタ、ファクシミリやこれらの複合機が知られている。この種の装置では、画像形成の高速化や省エネルギー化を目的として、エンドレスベルトを用いた定着方式が採用されている。上述のようなベルト定着方式等に用いるエンドレスベルトとしては、耐熱性や機械強度に優れたポリイミド内層とフッ素樹脂外層とからなる複合管状体(特許文献1参照)が公知である。このようなベルト定着方式に用いられるエンドレスベルトについては、耐熱性や機械的強度に優れていることが要求される。
【0003】
また、蛇行しがたく、例え蛇行が発生しても容易に元に戻すことができるように、管状物中央と両端に周長差を持つベルトが公知である(特許文献2参照)。
【0004】
【特許文献1】特開平3−130145号公報
【特許文献2】特許第2625021号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
近年、この種の電子写真記録装置は画像の織密化、高速化、大画面化が著しい。そのため、ニップ圧が高くなり、回転数がアップし、ベルトへの負荷が大きくなってきている。つまり、ベルトの蛇行制御を突き当て板で行い、ベルトの強度で寄り力に対抗する為、ベルトに端部裂け、座屈といった現象がおきる。かかる場合に、特許文献2のベルトでは、上述の問題を完全に解決できず、別途の対策として、ズレ防止のリブを付ける方法、ベルトの縁に補強テープを貼る方法等が採用されていた。
【0006】
しかし、ズレ防止のリブを付ける方法及びベルトの縁に補強テープを貼る方法は、リブ又は補強テープをベルトに精度良く接着させると共に、その接着強度も十分に維持する必要があった。仮に接着強度が不十分であれば、使用中に、リブや補強テープが剥がれてしまうという問題もあった。
【0007】
本発明は、上記の従来技術における問題を解決し、以下の目的を達成することを課題とする。即ち、本発明の目的は、高速運転時における管状体(ベルト)の皺を防止し、管状体(ベルト)の端面裂け、座屈に対する耐久性を向上した管状体(ベルト)及びその製造方法を提供することにある。
【課題を解決するための手段】
【0008】
上記課題を解決するために、鋭意研究を重ねた結果、管状体の端面破壊を予防するために端部を強くする方法と、蛇行させない制御方法を見出した。すなわち、管状体の両端の厚みを厚くすることで管状体端面の破壊を抑える事を見出し、また、管状体の厚みを中央から両端に向かって厚くすると管状体自体が蛇行制御するかのように片側に寄りにくいことを見出し本発明を完成するに至った。
【0009】
すなわち、本発明における管状体は、ポリイミド樹脂製の基材を有する管状体であって、管状体の端部の厚みが中央部の厚みの105%以上であることを特徴とする。
【0010】
この構成によれば、管状体の端部の厚みが中央部の厚みの105%以上であるので、外側に傾きを持った管状体となり、両端部が厚いことにより、搬送用、定着用のベルトとして用いた場合にベルト自体が片側に寄りにくい特性を有し、その結果、端面裂け、座屈等の耐久性が向上し、高速化における皺防止の特性を有する。例えば、中央部の厚みが60μmの場合、端部の厚みは、その105%以上の63μm以上である。また、中央部の厚みが100μmの場合、端部の厚みは、その105%以上の105μm以上である。
【0011】
また、他の本発明における管状体は、ポリイミド樹脂製の基材を有する管状体であって、管状体の中央部から端部に向かって、厚みの増加率が0.02%以上となる部分を含む管状体である。例えば、中央部からは端部に向かって、1mmあたり0.02%の増加率で、厚みが増加する。中央部の厚みが60μmの場合、端部に向かって1mm進んだ部位の厚みは、60.012μm(60×1.0002)であり、100mm先の部位の厚みは、61.2μmとなる。なお、中央部から両端部までの増加率は、常に一定値である必要はない。
【0012】
この構成によれば、管状体の中央部から端部に向かって、厚みの増加率が0.02%以上となる部分を含んで厚みが増加していくので、外側に傾きを持った管状体となり、両端が厚いことにより、搬送用、定着用のベルトとして用いた場合にベルト自体が片側に寄りにくい特性を有し、なおかつ、端面が厚いので、端面裂け、座屈等の耐久性が向上し、高速化における皺防止の特性を有する。
【0013】
管状体の両端の厚みを中央部の厚みの110%以上にすると上述の効果が大きいものとなる。しかし、厚みが増加すると耐久性が向上するのは明白であるが、製造方法や、ベルトの柔軟性、追従性によって、中央部から端部にかけての厚みは、適宜設定するものとする。
【0014】
この管状体を定着ベルトとして用いる場合、管状体の基材の外周面側に離型層を形成するように管状体を構成できる。この離型層によって、トナー汚れを改善できる。
【0015】
さらに、管状体の基材の外周面側に接着層を介して離型層を形成するように管状体を構成できる。接着層は、導電性を有することが好ましい態様である。導電性を有することで、トナーの定着性をより向上させることができる。
【0016】
また、上述の管状体を製造する方法として以下の製造方法を創作した。すなわち、樹脂溶液を金型の内面に塗布し、乾燥、イミド転化して管状体を形成する管状体の製造方法であって、開口部端部の内径が中央部の内径よりも大きく設定された金型の内面に樹脂溶液を塗布し、走行体を金型内部で移動させて、両端部の厚みが中央部の厚みより大きい塗布膜を形成する工程を含む管状体の製造方法である。この製造方法によって製造された管状体は、両端部の塗布膜が厚いものとなり、よって、搬送用、定着用のベルトとして用いた場合にベルト自体が片側に寄りにくい特性を有し、その結果、端面裂け、座屈等の耐久性が向上し、高速化におけるしわ防止の特性を有する。
【0017】
また、上述の製造方法において、塗布膜を乾燥後に中央部の外径が両端部よりも大きい焼成型に挿入し、加熱してイミド転化する工程をさらに含む方法を創作した。この製造方法によって製造された管状体は、端部から中央部に向かって、塗布膜の内側に傾きを持った管状体となる。この管状体は、端面が中央部より厚いものとなるので、搬送用、定着用のベルトとして用いた場合にベルト自体が片側に寄りにくい特性を有し、その結果、端面裂け、座屈等の耐久性が向上する。
【発明を実施するための最良の形態】
【0018】
以下、本発明の実施の形態について説明する。
【0019】
(管状体の構成)
本発明の管状体の基材の原料樹脂は、定着ベルト等の分野において使用される公知のポリイミド樹脂を限定なく使用可能であり、とりわけ、芳香族ポリイミド樹脂の使用が好ましい。ポリイミド樹脂の原料液としては、例えば、ポリアミド酸の溶液が好適に使用可能である。
【0020】
ポリアミド酸溶液は、ポリイミドの前駆体であるポリアミド酸を含有するものであって、例えばテトラカルボン酸二無水物あるいはその誘導体とジアミンとの略等モルを有機極性溶媒中で反応させて得ることができる。ポリアミド酸溶液へのフッ素樹脂粉末の配合は、ポリアミド酸の生成前または生成後に有機極性溶媒中に分散させることにより行う。分散は、公知の方法により行うことができる。
【0021】
本発明において好ましいポリイミド樹脂を構成する上記テトラカルボン酸二無水物としては、具体的には、ピロメリット酸二無水物、3,3’,4,4’−ベンゾフェノンテトラカルボン酸二無水物、3,3’,4,4’−ビフェニルテトラカルボン酸二無水物、2,3,3’,4−ビフェニルテトラカルボン酸二無水物、2,3,6,7−ナフタレンテトラカルボン酸二無水物、1,2,5,6−ナフタレンテトラカルボン酸二無水物、1,4,5,8−ナフタレンテトラカルボン酸二無水物、2,2’−ビス(3,4−ジカルボキシフェニル)プロパン二無水物、ビス(3,4−ジカルボキシフェニル)スルホン二無水物、ペリレン−3,4,9,10−テトラカルボン酸二無水物、ビス(3,4−ジカルボキシフェニル)エーテル二無水物、エチレンテトラカルボン酸二無水物等が挙げられる。
【0022】
また、このようなテトラカルボン酸二無水物と反応させるジアミンの具体例としては、4,4’−ジアミノジフェニルエーテル、4,4’−ジアミノジフェニルメタン、3,3’−ジアミノジフェニルメタン、3,3’−ジクロロベンジジン、4,4’−ジアミノジフェニルスルフィド、3,3’−ジアミノジフェニルスルホン、1,5−ジアミノナフタレン、m−フェニレンジアミン、p−フェニレンジアミン、3,3’−ジメチル−4,4’−ビフェニルジアミン、ベンジジン、3,3’−ジメチルベンジジン、3,3’−ジメトキシベンジジン、4,4’−ジアミノジフェニルスルホン、4,4’−ジアミノジフェニルスルフィド、4,4’−ジアミノジフェニルプロパン、2,4−ビス(β−アミノ−t −ブチル)トルエン、ビス(p−β−アミノ−t−ブチルフェニル)エーテル、ビス(p−β−メチル−t −アミノフェニル)ベンゼン、ビス−p−(1,1−ジメチル−5−アミノ−ペンチル)ベンゼン、1−イソプロピル−2,4−m−フェニレンジアミン、m−キシリレンジアミン、p−キシリレンジアミン、ジ(p−アミノシクロヘキシル)メタン、ヘキサメチレンジアミン、ヘプタメチレンジアミン、オクタメチレンジアミン、ノナメチレンジアミン、デカメチレンジアミン、ジアミノプロピルテトラメチレン、3−メチルへプタメチレンジアミン、4,4−ジメチルヘプタメチレンジアミン、2,11−ジアミノドデカン、1,2−ビス−3−アミノプロポキシエタン、2,2−ジメチルプロピレンジアミン、3−メトキシヘキサメチレンジアミン、2,5−ジメチルヘプタメチレンジアミン、3−メチルへプタメチレンジアミン、5−メチルノナメチレンジアミン、2,11−ジアミノドデカン、2,17−ジアミノエイコサデカン、1,4−ジアミノシクロヘキサン、1,10−ジアミノ−1,10−ジメチルデカン、1,12−ジアミノオクタデカン、2,2−ビス〔4−(4−アミノフェノキシ)フェニル〕プロパン、ピペラジン、
H2 N(CH2 )3 O(CH2 )2 OCH2 NH2 、
H2 N(CH2 )S(CH2 )3 NH2 、
H2 N(CH2 )3 N(CH2 )2 (CH2 )3 NH2 、
等があげられる。
【0023】
これらテトラカルボン酸二無水物あるいはその誘導体およびジアミンは、それぞれ1種類以上を適宜に選定し反応させることができる。ジアミンとしては、特に芳香族ジアミンを主成分として使用することが望ましい。
【0024】
上記テトラカルボン酸二無水物とジアミンを反応させる際に用いられる有機極性溶媒は、その官能基がテトラカルボン酸二無水物またはジアミンと反応しない双極子を有するものである。そして、系に対して不活性であり、かつ生成物であるポリアミド酸に対して溶媒として作用しなければならない。しかも、反応成分の少なくとも−方、好ましくは両者に対して溶媒として作用しなければならない。上記有機極性溶媒としては、特にN,N−ジアルキルアミド類が有用であり、例えばこれの低分子量のものであるN,N−ジメチルホルムアミド、N,N−ジメチルアセトアミド等が挙げられる。これらは蒸発、置換または拡散によりポリアミド酸およびポリアミド酸成形品から容易に除去することができる。また、上記以外の有機極性溶媒として、N,N−ジエチルホルムアミド、N,N−ジエチルアセトアミド、N,N−ジメチルメトキシアセトアミド、ジメチルスルホキシド、ヘキサメチルホスホルトリアミド、N−メチル−2−ピロリドン、ピリジン、テトラメチレンスルホン、ジメチルテトラメチレンスルホン等が挙げられる。これらは単独で用いてもよいし、併せて使用しても差し支えない。さらに、上記有機極性溶媒にクレゾール、フェノール、キシレノール等のフェノール類、ベンゾニトリル、ジオキサン、ブチロラクトン、キシレン、シクロヘキサン、ヘキサン、ベンゼン、トルエン等を単独でもしくは併せて混合することもできる。ただし、生成するポリアミド酸の加水分解による低分子量化を防ぐため、水の使用は避けることが好ましい。
【0025】
管状体には、特性改良の為にさまざまなフィラー(粉体)、ウィスカーが添加されてもよい。具体的な例としては、摺動性向上としてフッ素樹脂粉末、熱伝導性向上として窒化ホウ素、弾性率、引き裂き向上としてホウ酸アルミニウムウィスカー、導電性付与としてカーボンブラック等を添加することができる。
【0026】
管状体を定着ベルトに用いる場合に、導電性を得るために樹脂中に各種導電材料を添加する必要がある。具体的には、各種カーボン、アルミニウム、ニッケル、酸化錫、チタン酸カリウム等の無機化合物やポリアニリンやポリピロールなどに代表される導電性高分子を用いることができる。特に、ベルト全体を均一な抵抗とするために、また、ベルトの抵抗を低くする観点からは、各種導電材料を均一に分散させることが重要である。そのため、カーボンブラック等を用いる場合は、分散性の良いカーボンブラックの選定や分散方法を適宜選択する必要がある。
【0027】
また、導電性高分子などを用いる場合には、樹脂素材が溶解されている溶媒と同じものに溶解する事が望ましい。
【0028】
これら各種導電材料の含有量は、導電材料の種類に応じて適宜選択する事ができるが、樹脂に対して5〜50重量%程度が好ましく、より好ましくは7〜40重量%である。この含有量が5重量%未満であると、電気抵抗の均一性が低下し、耐久使用時の表面抵抗率の低下が大きくなる場合がある。一方、50重量%を超えると、所望の抵抗値が得られ難く、また、管状体の成型物として脆くなるため好ましくない。
【0029】
離型層は、フッ素樹脂で構成される。フッ素樹脂は、公知のフッ素樹脂を限定なく使用可能であるが、例えば、ポリテトラフルオロエチレン(PTFE)、テトラフルオロエチレン−ヘキサフルオロエチレン共重合体(FEP)、テトラフルオロエチレン−パーフルオロアルキルビニルエーテル共重合体(PFA)、エチレン−テトラフルオロエチレン共重合体(ETFE)等が挙げられ、これらを単独又は2種以上を併用して用いてもよい。また、テトラフルオロエチレン−パーフルオロアルキルビニルエーテル共重合体(PFA)を用いた場合には、トナー汚れに対して効果的なため好ましい。
【0030】
接着層に用いられる材料は、管状体の基材とフッ素樹脂離型層を接着することができる材料であれば、特に制限されることはないが、具体例として、ポリイミド系樹脂、ポリアミドイミド系樹脂、ポリアミド系樹脂、フッ素系樹脂等が挙げられる。また、接着層は導電性を付与する事が可能である。導電性材料は、上述したものを適宜選定できる。また、導電性の接着層の表面抵抗のコントロールは接着層の量(厚み)によって可能である。通常、接着層としての機能を失わない範囲で導電性粉末が添加される。
【0031】
これらポリイミド樹脂製の基材、離型層、接着層の各々の層の厚みは、用いられる装置の設計、搬送ベルト、定着ベルト又は転写ベルト等の使用用途により適宜選択されるが、管状体の基材は20〜150μm、導電性接着層は0.3〜10μm、フッ素樹脂層は5〜35μmの厚み範囲であって、管状体の両端部の厚みが中央部の厚みの105%以上、或いは、管状体の中央部から両端部に向かって、厚みの増加率が0.02%以上となる部分を含むように厚みが増加するように構成される。
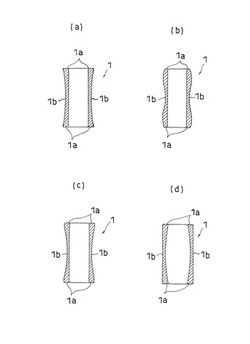
【0032】
図1に、管状体の断面図の例を示す。図1(a)から(d)に示すように、中央部1bから両端部1aに向かって略曲線を描いて厚みが増加していくことが分かる。また、図1(a)及び(b)に示す管状体1は、管状体1の内面の周長が略同じ長さであって、外面の周長が、中央部1bから両端部1aに向かって増加するように構成されている。ただし、図1(b)において、最端部分は減少している。また、図1(c)に示す管状体1は、中央部1bから両端部1aに向かって増加し、両端部1a付近(最端部から中央部に向かって5mmの範囲)では、増加率が0%となるように構成されている。また、図1(d)に示す管状体1は、管状体1の内面の周長が中央部から両端部に向かって減少し、外面の周長が略同じ長さとなるように構成されている。
【0033】
(管状体の製造方法)
以下に、本発明の管状体の製造方法を説明する。
【0034】
(製造方法その1)
(1)まず成形用金型として両開口部の内径が中央部の内径よりも大きい円筒状金型を準備する。この円筒状金型内周面にポリアミド酸溶液を塗布する。塗布後、塗布膜が少なくともそれ自身で支持できるまで乾燥、硬化させる。
【0035】
(2−1)このままイミド転化まで終了させるか、いったん塗布膜を離型して外径がストレートな内型に差し替えてイミド転化まで終了させ、管状体の基材を得る。この管状体の基材は、外面側に厚みの傾きを有するものである(図1(a)、(b)、(c)参照)。
【0036】
(3)上記で得られた管状体の基材を内型に差し替えた後、管状体の基材の外周面側に、プライマーを塗布する等により、接着層を形成する。
【0037】
(4)形成された接着層の外周面側にフッ素樹脂を塗布した後に、フッ素の焼成を行う。なお、形成された接着層の外周面側にフッ素樹脂を塗布した後に、イミド転化とフッ素の焼成を同時に行うこともできる。これにより、最外層に離型層を有する管状体を得ることができる。
【0038】
(製造方法その2)
また、別の管状体の製造方法として、上述の製造方法その1における(2−1)の工程を以下の(2−2)に置き換え、(1)、(3)、(4)の工程は同様とする。
【0039】
(2−2)いったん塗布膜を離型し、中央部の外径が両端部のそれよりも大きい内型に差し替えてイミド転化まで終了させる。これにより、両端部から中央部に向かって、内側に傾きを持った管状体の基材が得られる(図1(d)参照)。
【0040】
上述の製造方法において、ポリアミド酸溶液は、使用する際に、溶液粘度が高い場合には適当な溶媒で希釈して粘度を低くして用いることができる。例えば、ポリアミド酸溶液の粘度は、塗布厚み、塗布方法、塗布条件、溶液温度等に応じて設定されるが、通常0.1〜10000ポイズ(塗布作業時の温度(23℃)でB型粘度計にて測定した粘度)に設定される。
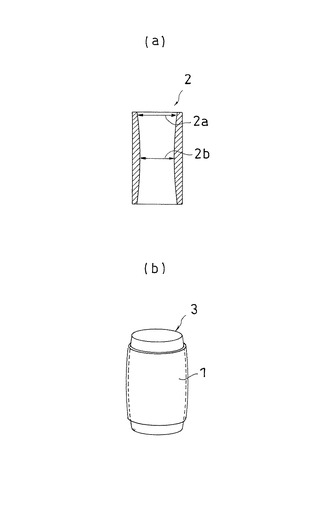
【0041】
また、成形金型となる円筒状金型としては、要求される形状を成形できるように、両開口部の内径が中央部の内径より大きくしてある金型を用いるのであれば、従来から管状体の製造に用いられるどのようなものであっても差し支えない。図2に金型の一例を示す。図2(a)に示すように、成形金型2は、その開口部端部の内径2aがその中央部の内径2bより大きいものであって、この成形金型によって管状体(塗布膜)の外形が規定される。なお、金型の内面の径及び円柱状の高さを適宜設定すれば、所望の外径及び幅の管状体を製造できる。
【0042】
成形金型の材質としては、耐熱性の観点から、金属、ガラス、セラミックス等各種のものが例示される。金属を用いる場合は、特に、金型工具鋼(例えば、SKD4、SKD5、SKD6、SKD61、SKD7、又はSKD8、SKT4等)が好ましい。
【0043】
円筒状金型へのポリアミド酸溶液の塗布方法としては、ポリアミド酸溶液を円筒状金型中に満たした後に溶液を排出して内面に塗布膜を形成した後、この円筒状金型と一定のクリアランスを有する走行体(弾丸状、球状)を走行させる方法がある。また、円筒状金型内面の片端部にポリアミド酸溶液を供給した後、この円筒状金型と一定のクリアランスを有する走行体(弾丸状、球状)を走行させる方法等が挙げられる。
【0044】
上述の走行体を走行させる方法において、走行体を走行させる方法としては、自重走行法(円筒状金型を垂直に立て、走行体をその自重により下方に走行させる方法)の他、圧縮空気やガス爆発力を利用する方法、牽引ワイヤ等により牽引する方法等が挙げられる。
【0045】
上記のポリアミド酸溶液を塗布した後の加熱温度は、特に制限はなく適宜に設定できるが、なかでも80〜200℃程度の低温で加熱して溶媒を除去した後、250〜400℃程度に昇温してイミド転化を終了する多段階式の加熱法が好適に用いられる。
【0046】
また、低温加熱後に塗布膜自身で支持できる状態になった塗布膜(管状体の基材となるもの)を剥離して、接着層やフッ素樹脂離型層を形成した後、高温加熱を行ってもよい。加熱時の所要時間は加熱時間に応じて適宜設定されるが、通常低温加熱およびその後の高温加熱ともに20〜60分程度である。
【0047】
このような多段階式の加熱法を用いれば、イミド転化に伴い発生する閉環水や溶媒の蒸発に起因する管状体における微小ボイドの発生を防止することができる。
【0048】
このようにして得た管状体の基材を円筒状成形金型より剥離する。円筒状金型からポリイミド樹脂製の基材を剥離する方法として、例えば円筒状成形金型端部の周壁面に予め設けられた微小貫通孔に空気を圧送する方法等が挙げられる。なお、管状体の基材を形成する円筒状成形金型内周面等に予めシリコーン樹脂等による離型処理を施しておけば、基材の剥離作業性が向上し、好ましい。
【0049】
得られた管状体の基材に導電性接着層を設ける方法としては、プライマー溶液を塗布することにより得られ、例えばロールコート、刷毛塗り、スプレーコート等が挙げられる。
【0050】
次いで、フッ素樹脂製の離型層を成形する方法として、溶融押出により得たチューブ状の離型層をポリイミド樹脂性の基材の外表面に被着する方法、溶液状(ディスパージョンを含む)をポリイミド樹脂の基材の外表面に被覆する方法等により形成される。溶液状のフッ素樹脂溶液を被覆する方法としては、例えばスプレーコート、スピンコート、ロールコート、刷毛塗り等の方法が考えられる。塗布と加熱の手順としては、外層にボイドが発生するのを防ぐためにフッ素樹脂製の離型外層を塗布して、フッ素樹脂溶液中の溶媒を除去した後、フッ素樹脂の融点以上に昇温してフッ素樹脂製の離型外層を形成することができる。また、この時に、基材のイミド転化を同時に行ってもよい。
【0051】
なお、管状体の基材のみで管状体を構成してもよく、この基材を搬送用ベルト、定着用ベルトに用いることも可能である。
【0052】
以上の製造方法で得られた管状体は、定着ベルトに用いた場合に高速運転時における管状体の皺を防止し、管状体の端面裂け、座屈に対する耐久性を向上したものとなる。
【0053】
[実施例]
以下、本発明を、実施例を挙げてさらに具体的に説明する。ただし、これら各実施例は、本発明を制限するものではない。
【0054】
(評価方法)
(1)寄り力評価
駆動試験機を用いて、管状体の寄り力を計測する。ベルト駆動のバランスを崩して、片側にわざと寄り力を発生させる。端に圧力センサーを配し、寄り力を検出する。
【0055】
(2)加速耐久試験評価
駆動試験機を用い、ベルト駆動のバランスを崩して、片側にわざと1.8kgfの寄り力が常にかかるように制御して、加速耐久試験を行う。
【0056】
(実施例1)
N−メチル−2−ピロリドン723g中にp−フェニレンジアミン41gと3,3‘,4,4’−ビフェニルテトラカルボン酸二無水物112gを溶解(固形分濃度20wt%)し、窒素雰囲気中において室温で撹拌しながら反応させて、3000ポイズのポリアミド酸溶液を得た(室温23℃、B型粘度計で測定)。長さ220mm、開口部の内径24.2mm、中央部の内径24.18mmである円筒状成形金型2(図2(a)参照)の内面に上記ポリアミド酸溶液を塗布後、弾丸状走行体を自重により落下させた後、塗膜中の気泡を除く脱泡を行い、均一な塗膜面の塗布膜を得た。次いで、該金型を150℃から段階的に加熱して溶媒除去後、室温で金型から剥離し、管状体の基材(塗布膜)を得た。この管状体の基材をストレートな耐熱焼成型に挿入し、400℃で20分間、焼成を行い、閉環水の除去、イミド転化完結反応を行った。それにより、端部の厚み63μm、中央部の厚み60μmの管状体の基材を得た。この基材を管状体として評価を行った。
【0057】
(実施例2)
耐熱焼成型の両端部の外径が24.06mm、中央部のそれが24.07mmである太鼓状の焼成型3(図2(b)参照)を使用した以外は実施例1と同じ方法で管状体を得た。
【0058】
(実施例3)
管状体の基材(塗布膜)の製造方法は、実施例1と同様に行い、この管状体の基材を金型から取り出し、ストレートな耐熱焼成型に挿入した後、外表面にスプレーコートにて1μmのプライマー層を形成した。次いで、パーフルオロアルコキシフッ素樹脂の水分散体をスプレーコートし、次いで、プライマー層形成した管状体の基材を耐熱焼成型に挿したまま150℃で10分間加熱して、溶媒である水を除去した。この耐熱焼成型ごと40℃まで加熱し、中央部の総厚70μm(プライマー層(接着層)1μm、フッ素樹脂層9μm)、端部の総厚73μm(プライマー層(接着層)1μm、フッ素樹脂層9μm)の複合管状体を得た。
【0059】
(比較例1)
内径24.18mmの円筒状成形金型を用いた以外は実施例1と同じ方法で管状体を得た。
【0060】
【表1】
【0061】
実施例1で得られた管状体の寄り力は、比較例1と同等の結果であったが、耐久時間が大幅に改善された。従って、この管状体を定着ベルトに用いた場合に、高速運転時における管状体の皺を防止し、管状体の端面裂け、座屈に対する耐久性を向上したものとなる。また、実施例2で得られた管状体の寄り力は、実施例1及び比較例1と略同等の結果であったが、耐久時間が大幅に改善された。従って、この管状体を定着ベルトに用いた場合に、高速運転時における管状体の皺を防止し、管状体の端面裂け、座屈に対する耐久性を向上したものとなる。さらに実施例3で得られた複合管状体の寄り力は、比較例1と同等の結果であったが、耐久時間が大幅に改善された。従って、この複合管状体を定着ベルトに用いた場合に、高速運転時における管状体の皺を防止し、管状体の端面裂け、座屈に対する耐久性を向上したものとなる。
【図面の簡単な説明】
【0062】
【図1】実施の形態における管状体の例を示す図
【図2】実施の形態における金型の例を示す図
【符号の説明】
【0063】
1 管状体
1a 端部
1b 中央部
2 成形金型
2a 端部の内径
2b 中央部の内径
3 焼成型
【特許請求の範囲】
【請求項1】
ポリイミド樹脂製の基材を有する管状体であって、
管状体の端部の厚みが中央部の厚みの105%以上である管状体。
【請求項2】
ポリイミド樹脂製の基材を有する管状体であって、
管状体の中央部から端部に向かって、厚みの増加率が0.02%以上となる部分を含む管状体。
【請求項3】
基材の外周面側に離型層を有する請求項1又は請求項2に記載の管状体。
【請求項4】
基材と離型層の中間に接着層を有する請求項3に記載の管状体。
【請求項5】
前記接着層が導電性である請求項4に記載の管状体。
【請求項6】
樹脂溶液を金型の内面に塗布し、乾燥、イミド転化して管状体を形成する管状体の製造方法であって、
開口部端部の内径が中央部の内径よりも大きく設定された前記金型の内面に前記樹脂溶液を塗布し、走行体を前記金型内部で移動させて、両端部の厚みが中央部の厚みより大きい塗布膜を形成する工程を含む管状体の製造方法。
【請求項7】
前記塗布膜を乾燥後に中央部の外径が両端部よりも大きい焼成型に挿入し、加熱してイミド転化する工程をさらに含む請求項6に記載の管状体の製造方法。
【請求項1】
ポリイミド樹脂製の基材を有する管状体であって、
管状体の端部の厚みが中央部の厚みの105%以上である管状体。
【請求項2】
ポリイミド樹脂製の基材を有する管状体であって、
管状体の中央部から端部に向かって、厚みの増加率が0.02%以上となる部分を含む管状体。
【請求項3】
基材の外周面側に離型層を有する請求項1又は請求項2に記載の管状体。
【請求項4】
基材と離型層の中間に接着層を有する請求項3に記載の管状体。
【請求項5】
前記接着層が導電性である請求項4に記載の管状体。
【請求項6】
樹脂溶液を金型の内面に塗布し、乾燥、イミド転化して管状体を形成する管状体の製造方法であって、
開口部端部の内径が中央部の内径よりも大きく設定された前記金型の内面に前記樹脂溶液を塗布し、走行体を前記金型内部で移動させて、両端部の厚みが中央部の厚みより大きい塗布膜を形成する工程を含む管状体の製造方法。
【請求項7】
前記塗布膜を乾燥後に中央部の外径が両端部よりも大きい焼成型に挿入し、加熱してイミド転化する工程をさらに含む請求項6に記載の管状体の製造方法。
【図1】


【図2】
【図2】
【公開番号】特開2007−83424(P2007−83424A)
【公開日】平成19年4月5日(2007.4.5)
【国際特許分類】
【出願番号】特願2005−271793(P2005−271793)
【出願日】平成17年9月20日(2005.9.20)
【出願人】(000003964)日東電工株式会社 (5,557)
【Fターム(参考)】
【公開日】平成19年4月5日(2007.4.5)
【国際特許分類】
【出願日】平成17年9月20日(2005.9.20)
【出願人】(000003964)日東電工株式会社 (5,557)
【Fターム(参考)】
[ Back to top ]