
管状成形品
【課題】加熱による軟化時の剛性や保形性に優れ、加工性の良い管状成形品を提供する。
【解決手段】管状成形品の一例たるストロー1は、第1成分として、50重量%以上75重量%以下の脂肪族ポリエステル又は脂肪族−芳香族共重合ポリエステルを、第2成分として、15重量%以上45重量%以下で前記第1成分よりも曲げ弾性率が低い脂肪族ポリエステル又は脂肪族−芳香族共重合ポリエステルを、第3成分として、5重量%以上25重量%以下の無機フィラーを含む生分解性の樹脂から構成される。
【解決手段】管状成形品の一例たるストロー1は、第1成分として、50重量%以上75重量%以下の脂肪族ポリエステル又は脂肪族−芳香族共重合ポリエステルを、第2成分として、15重量%以上45重量%以下で前記第1成分よりも曲げ弾性率が低い脂肪族ポリエステル又は脂肪族−芳香族共重合ポリエステルを、第3成分として、5重量%以上25重量%以下の無機フィラーを含む生分解性の樹脂から構成される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、生分解性の樹脂から構成される管状成形品に関する。
【背景技術】
【0002】
管状成形品の一例としては、例えば、ストローが挙げられる。このストローは、通常、ポリプロピレンなどの合成樹脂から構成されているが、近年、エコロジーの観点から、このような合成樹脂製のストローに代えて、生分解性の樹脂から構成されたストローの要望が多くなっている。
【0003】
そして、このような、生分解性の樹脂から構成されるストローとして、従来、例えば、特開2006−136657号公報に開示されたものが提案されている。このストローは、二段式の伸縮ストローで、それぞれ管状をした外部円筒部材及び内部円筒部材から構成され、使用時に、内部円筒部材が外部円筒部材から引き出されるようになっている。
【0004】
前記外部円筒部材は、その内径が内部円筒部材の外径よりも大径に形成され、先端部に縮径部を備えており、前記内部円筒部材は、外部円筒部材の内部に収容され、後端部に拡径部を備える。そして、内部円筒部材が外部円筒部材から引き出される際には、これら縮径部と拡径部とが係合して、気密が保たれるとともに、内部円筒部材が外部円筒部材から抜けるのが防止される。
【0005】
また、外部円筒部材は、70重量%〜100重量%のポリブチレンアジペート・テレフタレートと、0重量%〜30重量%のポリ乳酸とから構成され、肉厚が0.05mm〜0.4mmで、曲げ弾性率が800MPa〜1300MPaである。一方、内部円筒部材は、50重量%〜90重量%のポリブチレンアジペート・テレフタレートと、10重量%〜50重量%のポリ乳酸とから構成され、肉厚が0.1mm〜0.6mmで、曲げ弾性率が1000MPa〜1600MPaである。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2006−136657号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
ところで、上述のような二段式の伸縮ストローにおいて、前記縮径部や拡径部は、所定温度に加熱された金型を用い、この金型により外部円筒部材の先端部や内部円筒部材の後端部を加熱,軟化させて成形する。
【0008】
しかしながら、上記従来のように、ポリブチレンアジペート・テレフタレート及びポリ乳酸から構成されるとともに、ポリブチレンアジペート・テレフタレートが主成分と、ポリ乳酸が副成分とされたストローでは、以下のような問題があった。
【0009】
即ち、ポリブチレンアジペート・テレフタレートは柔軟性に富む材料であり、ポリ乳酸は硬い材料であるため、ポリブチレンアジペート・テレフタレートの比率が高いと、外部円筒部材や内部円筒部材が加熱されて軟化した際に柔らかくなり過ぎ、剛性が低下して保形性が悪化する。そして、剛性が低下して保形性が悪化すると、例えば、前記縮径部や拡径部の加工性(成形性)が悪くなって、これら縮径部や拡径部を所定形状に成形することができない。
【0010】
本発明は、以上の実情に鑑みなされたものであって、加熱による軟化時の剛性や保形性に優れ、加工性の良い管状成形品の提供をその目的とする。
【課題を解決するための手段】
【0011】
上記目的を達成するための本発明は、
第1成分として、50重量%以上75重量%以下の脂肪族ポリエステル又は脂肪族−芳香族共重合ポリエステルを、第2成分として、15重量%以上45重量%以下で前記第1成分よりも曲げ弾性率が低い脂肪族ポリエステル又は脂肪族−芳香族共重合ポリエステルを、第3成分として、5重量%以上25重量%以下の無機フィラーを含むことを特徴とする管状成形品に係る。
【0012】
この発明では、当該管状成形品の組成に無機フィラーを加えるとともに、第1成分たる脂肪族ポリエステル又は脂肪族−芳香族共重合ポリエステルを50重量%以上75重量%以下と、第2成分たる、第1成分よりも曲げ弾性率が低い脂肪族ポリエステル又は脂肪族−芳香族共重合ポリエステルを15重量%以上45重量%以下と、第3成分たる無機フィラーを5重量%以上25重量%以下としている。
【0013】
このようにしているのは、無機フィラーを加えるとともに、上記のような成分比率とすれば、柔軟性に富む材料(曲げ弾性率が低い材料)よりも硬い材料の比率が高くなるとともに、無機フィラーが骨材として機能し、この管状成形品が軟化した状態においても適度な剛性と保形性を確保することができるからである。これにより、管状成形品を加熱して軟化させた際の成形性(加工性)を向上させることができ、管状成形品に成形により形成すべき形状を、成形不良を生じることなく形成することができる。
【0014】
尚、前記第1成分が50重量%未満の場合や75重量%を超えている場合、前記第2成分が15重量%未満の場合や45重量%を超えている場合、前記第3成分が5重量%未満の場合や25重量%を超えている場合には、管状成形品の軟化時において適度な剛性と保形性を確保することができないという問題や、押出成形された筒状体を切断して所定長さの管状成形品を得る際に切断部が割れるという問題を生じる。
【0015】
また、前記第1成分の曲げ弾性率は1000MPa以上、前記第2成分の曲げ弾性率は1000MPa未満であることが好ましく、このようにすれば、管状成形品の成形性(加工性)を更に良くすることができる。
【0016】
ここで、前記第1成分たる脂肪族ポリエステルとしては、例えば、ポリ乳酸を挙げることができ、曲げ弾性率は約3300〜3700MPa程度である。また、前記第1成分たる脂肪族−芳香族共重合ポリエステルとしては、例えば、ポリエチレンテレフタレートサクシネートを挙げることができ、曲げ弾性率は約1700〜2200MPa程度である。一方、前記第2成分たる脂肪族ポリエステルとしては、例えば、ポリカプロラクトンやポリブチレンサクシネートを挙げることができ、ポリカプロラクトンの曲げ弾性率は約280〜570MPa程度であり、ポリブチレンサクシネートの曲げ弾性率は約330〜670MPa程度である。また、前記第2成分たる脂肪族−芳香族共重合ポリエステルとしては、例えば、ポリブチレンアジペート・テレフタレートを挙げることができ、曲げ弾性率は約500MPa以下である。
【0017】
また、前記無機フィラーとしては、例えば、含水珪酸マグネシウムや炭酸カルシウムなどを挙げることができる。
【0018】
尚、前記管状成形品としては、何ら限定されるものではないが、一例を挙げるとすれば、例えば、ストローを挙げることができる。
【発明の効果】
【0019】
以上のように、本発明に係る管状成形品によれば、加熱による軟化時の剛性や保形性に優れ、加工性の良い管状成形品とすることができる。
【図面の簡単な説明】
【0020】
【図1】本発明の一実施形態に係るストローの概略構成を示した断面図である。
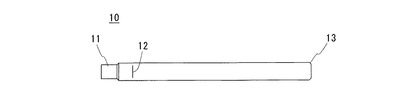
【図2】本実施形態に係る外部円筒部材の概略構成を示した平面図である。
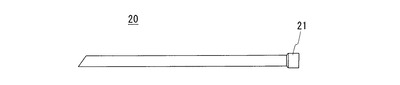
【図3】本実施形態に係る内部円筒部材の概略構成を示した平面図である。
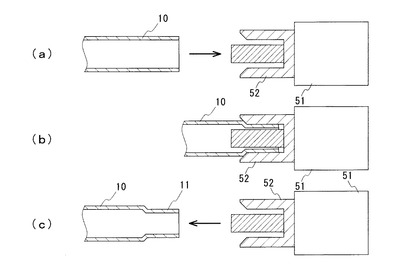
【図4】第1縮径部の成形過程を示す説明図である。
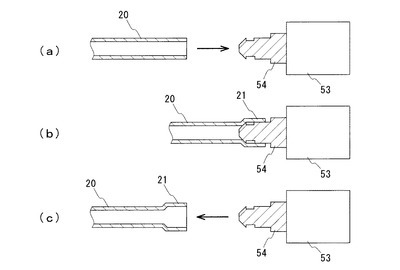
【図5】拡径部の成形過程を示す説明図である。
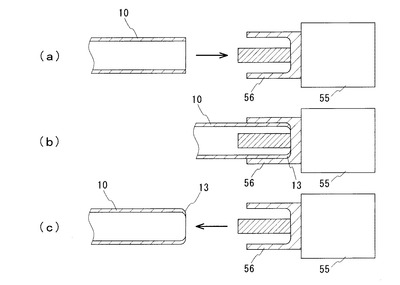
【図6】第2縮径部の成形過程を示す説明図である。
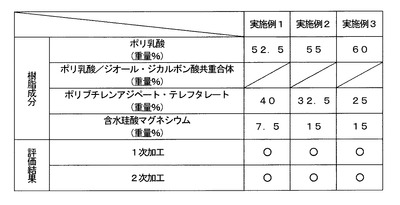
【図7】実施例における樹脂成分及び評価結果を示した図である。
【図8】比較例における樹脂成分及び評価結果を示した図である。
【図9】成形加工によって縮径部を形成する際に生じた加工不良を説明するための平面図である。
【発明を実施するための形態】
【0021】
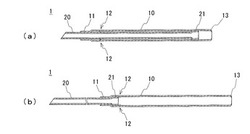
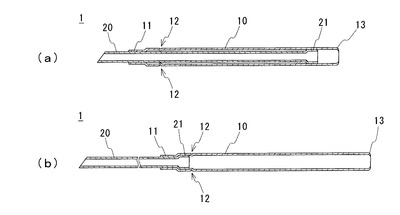
以下、本発明の具体的な実施形態について、添付図面に基づき説明する。尚、図1は、本発明の一実施形態に係るストローの概略構成を示した断面図であって、(a)は、内部円筒部材が外部円筒部材内に引き込まれた状態を示す断面図であり、(b)は、内部円筒部材が外部円筒部材から引き出された状態を示す断面図である。また、図2は、本実施形態に係る外部円筒部材の概略構成を示した平面図であり、図3は、本実施形態に係る内部円筒部材の概略構成を示した平面図である。
【0022】
図1乃至図3に示すように、本例のストロー1は、二段式の伸縮ストローと呼ばれるもので、それぞれ管状をした外部円筒部材10及び内部円筒部材20から構成される。これら外部円筒部材10及び内部円筒部材20は、50重量%以上75重量%以下のポリ乳酸(第1成分)と、15重量%以上45重量%以下のポリブチレンアジペート・テレフタレート(第2成分)と、5重量%以上25重量%以下の無機フィラー(第3成分)とを含む生分解性の樹脂から構成される。
【0023】
尚、前記ポリ乳酸は、その曲げ弾性率が約3300〜3700MPa程度であり、前記ポリブチレンアジペート・テレフタレートは、その曲げ弾性率が約500MPa以下である。また、前記無機フィラーとしては、含水珪酸マグネシウムや炭酸カルシウムなどが挙げられる。
【0024】
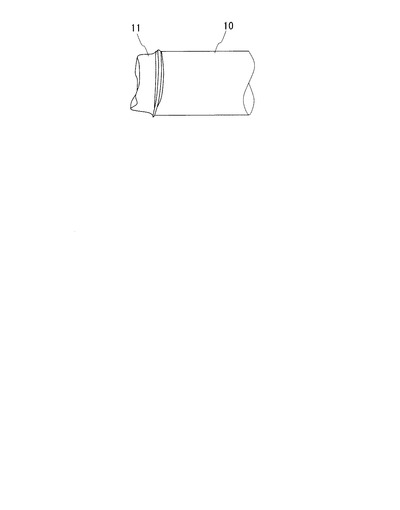
前記外部円筒部材10は、その内径が内部円筒部材20の外径よりも大径に形成され、内部円筒部材20が内部に挿入されて軸線方向に移動自在に収容される。また、外部円筒部材10の先端側には第1縮径部11及びストッパ溝12が形成され、後端側には第2縮径部13が形成されている。
【0025】
前記内部円筒部材20は、その外径が前記第1縮径部11の内径とほぼ同径に形成され、後端部には拡径部21が形成されている。この拡径部21の外径は、外部円筒部材10の内径とほぼ同径に形成される。また、内部円筒部材20の先端は先鋭にカットされている。
【0026】
この内部円筒部材20は、通常、その先端部が突出した状態で外部円筒部材10の内部に収容されているが(図1(a)参照)、当該ストロー1の使用時には、図1(b)に示すように、外部円筒部材10から引き出されるようになっている。内部円筒部材20が外部円筒部材10から引き出される際には、前記第1縮径部11と拡径部21とが係合して、気密が保たれるとともに、内部円筒部材20が外部円筒部材10から抜けるのが防止される。
【0027】
前記ストッパ溝12は、例えば、180°対称位置に形成されており、外部円筒部材10から引き出された内部円筒部材20の拡径部21の後端と係合してこの内部円筒部材20が元に戻るのを防止する。また、前記第2縮径部13は、外部円筒部材10の後端角部が丸い曲面形状とされることで形成されており、口当たりを良くするため、及び内部円筒部材20が外部円筒部材10の後端から抜けるのを防止するためのものである。
【0028】
そして、このようなストロー1は、例えば、次のようにして製造される。まず、溶融状態の樹脂を押出成形して筒状体を得るとともに、これを切断して所定長さの外部円筒部材10及び内部円筒部材20をそれぞれ得る。
【0029】
この後、外部円筒部材10については、図4に示すように、ヒータ51により所定温度に加熱され且つ内径が外部円筒部材10の外径よりも小径の金型52を用いて第1縮径部11を成形する。具体的には、外部円筒部材10と金型52とが同軸となるようにこれらを配置した後(図4(a)参照)、外部円筒部材10の端部を金型52に挿入し(図4(b)参照)、この後、外部円筒部材10を金型52から引き抜いて(図4(c)参照)、第1縮径部11を形成する。また、特に図示はしないが、前記ストッパ溝12についても金型を用いて成形する。
【0030】
一方、内部円筒部材20については、図5に示すように、ヒータ53により所定温度に加熱され且つ外径が内部円筒部材20の内径よりも大径の金型54を用いて拡径部21を成形する。具体的には、内部円筒部材20と金型54とが同軸となるようにこれらを配置した後(図5(a)参照)、内部円筒部材20の端部に金型54を挿入し(図5(b)参照)、この後、内部円筒部材20を金型54から引き抜いて(図5(c)参照)、拡径部21を形成する。
【0031】
次に、外部円筒部材10内に内部円筒部材20を挿入し、内部円筒部材20を挿入すると、図6に示すように、ヒータ55により所定温度に加熱され且つ内周部と底部との隅部が曲面形状となった金型56を用いて第2縮径部13を形成する。具体的には、外部円筒部材10と金型56とが同軸となるようにこれらを配置した後(図6(a)参照)、外部円筒部材10の後端部を金型56に挿入し(図6(b)参照)、この後、外部円筒部材10を金型56から引き抜いて(図6(c)参照)、第2縮径部13を形成する。
【0032】
ところで、上述のように、本例では、前記外部円筒部材10及び内部円筒部材20を、50重量%以上75重量%以下のポリ乳酸と、15重量%以上45重量%以下のポリブチレンアジペート・テレフタレートと、5重量%以上25重量%以下の無機フィラーとから構成している。
【0033】
このようにしているのは、無機フィラーを加えるとともに、上記のような成分比率とすれば、ポリ乳酸を第1成分と、ポリブチレンアジペート・テレフタレートを第2成分として、柔軟性に富む材料であるポリブチレンアジペート・テレフタレートよりも硬い材料であるポリ乳酸の比率を高くすることができるとともに、無機フィラーを骨材として機能させることができ、これら外部円筒部材10及び内部円筒部材20が軟化した状態においても適度な剛性と保形性を確保することができるからである。これにより、外部円筒部材10及び内部円筒部材20を加熱して軟化させた際の成形性(加工性)を向上させることができ、外部円筒部材10及び内部円筒部材20に、成形不良を生じることなく前記第1縮径部11,ストッパ溝12,第2縮径部13及び拡径部21を成形して、これら第1縮径部11,ストッパ溝12,第2縮径部13及び拡径部21を所定形状に形成することができる。
【0034】
尚、ポリ乳酸が50重量%未満の場合や75重量%を超えている場合、ポリブチレンアジペート・テレフタレートが15重量%未満の場合や45重量%を超えている場合、無機フィラーが5重量%未満の場合や25重量%を超えている場合には、外部円筒部材10及び内部円筒部材20の軟化時において適度な剛性と保形性を確保することができないという問題や、前記筒状体を切断して所定長さの外部円筒部材10及び内部円筒部材20を得る際に切断部が割れるという問題を生じる。
【0035】
斯くして、本例のストロー1によれば、外部円筒部材10及び内部円筒部材20を、50重量%以上75重量%以下のポリ乳酸と、15重量%以上45重量%以下でポリ乳酸よりも曲げ弾性率が低いポリブチレンアジペート・テレフタレートと、5重量%以上25重量%以下の無機フィラーとから構成することで、これら外部円筒部材10及び内部円筒部材20を、加熱による軟化時の剛性や保形性に優れ、加工性の良いものとすることができるので、例えば、前記第1縮径部11,ストッパ溝12,第2縮径部13及び拡径部21などの形状を、成形不良を生じることなく形成することができる。
【0036】
因みに、実施例及び比較例として、図7及び図8に示すような組成の樹脂を押出成形して筒状体とした後、これを切断して所定長さの外部円筒部材10を製作し、上述した方法と同様の方法で(図4参照)、この外部円筒部材10の端部に前記第1縮径部11を成形して、押出成形や切断に関する加工(1次加工)と、第1縮径部11の成形に関する加工(2次加工)について評価したところ、その評価結果は同図7及び図8に示すようになった。
【0037】
実施例1では、52.5重量%のポリ乳酸と、40重量%のポリブチレンアジペート・テレフタレートと、7.5重量%の含水珪酸マグネシウムとから構成される樹脂を、実施例2では、55重量%のポリ乳酸と、32.5重量%のポリブチレンアジペート・テレフタレートと、15重量%の含水珪酸マグネシウムとから構成される樹脂を、実施例3では、60重量%のポリ乳酸と、25重量%のポリブチレンアジペート・テレフタレートと、15重量%の含水珪酸マグネシウムとから構成される樹脂をそれぞれ使用した。
【0038】
図7から分かるように、実施例1〜実施例3のいずれも、1次加工及び2次加工の評価結果が○であり、加工不良が発生することはなかった。
【0039】
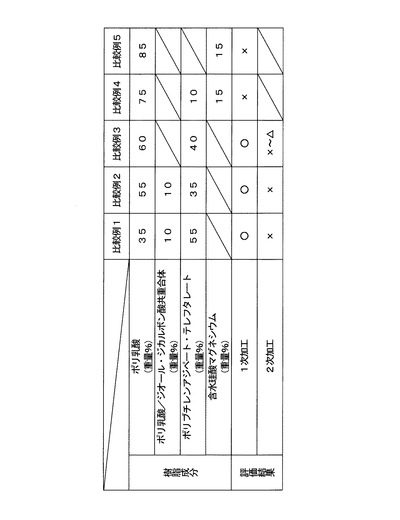
一方、比較例1では、35重量%のポリ乳酸と、10重量%のポリ乳酸/ジオール・ジカルボン酸共重合体と、55重量%のポリブチレンアジペート・テレフタレートとから構成される樹脂を、比較例2では、55重量%のポリ乳酸と、10重量%のポリ乳酸/ジオール・ジカルボン酸共重合体と、35重量%のポリブチレンアジペート・テレフタレートとから構成される樹脂を、比較例3では、60重量%のポリ乳酸と、40重量%のポリブチレンアジペート・テレフタレートとから構成される樹脂を、比較例4では、75重量%のポリ乳酸と、10重量%のポリブチレンアジペート・テレフタレートと、15重量%の含水珪酸マグネシウムとから構成される樹脂を、比較例5では、85重量%のポリ乳酸と、15重量%の含水珪酸マグネシウムとから構成される樹脂をそれぞれ使用した。尚、ポリ乳酸/ジオール・ジカルボン酸共重合体は、ポリ乳酸とポリブチレンアジペート・テレフタレートの相溶化剤として添加したものであり、添加量の半分がポリ乳酸成分と同等、残りの半分がポリブチレンアジペート・テレフタレート成分と同等と考えることができる。
【0040】
図8から分かるように、比較例1〜比較例3は、いずれも、1次加工の評価結果については○であり、加工不良はなかったが、比較例1及び比較例2についてはその2次加工の評価結果が×で、比較例3についてはその2次加工の評価結果が×〜△であり、いずれも、加工不良によって縮径部11を所定形状に形成することができなかった。2次加工の際に生じた加工不良の一例を図9に示す。同図9に示すように、縮径部11の付け根部分にしわが入り、しかも、縮径部11の全体に樹脂が行き渡っていないような形状となった。また、比較例4及び比較例5は、両方とも、1次加工についての評価結果が×であり、切断面が割れるなどの加工不良が発生した。このため、比較例4及び比較例5については、2次加工の評価をすることができなかった。
【0041】
そして、実施例1〜実施例3及び比較例1〜比較例3から分かるように、第1成分をポリ乳酸とし、第2成分をポリブチレンアジペート・テレフタレートとするとともに、含水珪酸マグネシウムを組成に加えれば、不良を生じることなく2次加工を行うことができる。また、実施例1〜実施例3並びに比較例4及び比較例5から分かるように、含水珪酸マグネシウムを組成に加えたとしても、ポリブチレンアジペート・テレフタレートに比べポリ乳酸の比率が高過ぎたり、ポリブチレンアジペート・テレフタレートが全く組成に含まれていない場合には、1次加工の際に不良を生じる。
【0042】
したがって、ポリ乳酸を50重量%以上75重量%以下と、ポリブチレンアジペート・テレフタレートを15重量%以上45重量%以下と、含水珪酸マグネシウムを5重量%以上25重量%以下とすれば、第1成分をポリ乳酸とし、第2成分をポリブチレンアジペート・テレフタレートとすることができるとともに、含水珪酸マグネシウムを組成に加えることができ、更に、ポリブチレンアジペート・テレフタレートに比べポリ乳酸の比率が高くなり過ぎることもない。よって、1次加工及び2次加工のいずれも、不良を生じることなく行うことができる。
【0043】
以上、本発明の一実施形態について説明したが、本発明の採り得る具体的な態様は、何らこれに限定されるものではない。
【0044】
上例では、ポリ乳酸を50重量%以上75重量%以下と、ポリブチレンアジペート・テレフタレートを15重量%以上45重量%以下としたが、ポリ乳酸に代えて、ポリエチレンテレフタレートサクシネートを用い、ポリブチレンアジペート・テレフタレートに代えて、ポリカプロラクトンやポリブチレンサクシネートを用いても良い。尚、ポリエチレンテレフタレートサクシネート,ポリカプロラクトン及びポリブチレンサクシネートの曲げ弾性率は、それぞれ、約1700〜2200MPa程度、約280〜570MPa程度、約330〜670MPa程度である。
【0045】
また、ポリ乳酸,ポリブチレンアジペート・テレフタレート及び無機フィラーを含む樹脂からストロー1を構成したが、これに限られるものではなく、離型剤として、例えば、ステアリン酸カルシウムなどの金属石鹸を更に含め、ポリ乳酸,ポリブチレンアジペート・テレフタレート,無機フィラー及び金属石鹸を含む樹脂からストロー1を構成しても良い。この他、必要に応じ、本発明の効果を損なわない範囲で、易滑剤,可塑剤,相溶化剤,酸化防止剤,紫外線安定化剤及び加水分解抑制剤などや、艶消し剤若しくは着色顔料等として無機微粒子又は有機化合物を添加するようにしても良い。
【0046】
また、二段式の伸縮ストロー1を一例に挙げて説明したが、ストローの形状や構造は、上述したものに何ら限定されるものではない。例えば、二段式に限らず、三段式といった多段式のストローであっても良い。また、更に、外部円筒部材10の中間部(ストッパ溝12と第2縮径部13との間)に蛇腹形状を形成し、この蛇腹部で折り曲げ可能に構成しても良い。また、本発明の管状成形品はストロー以外にも適用可能である。
【符号の説明】
【0047】
1 ストロー
10 外部円筒部材
11 第1縮径部
12 ストッパ溝
13 第2縮径部
20 内部円筒部材
21 拡径部
【技術分野】
【0001】
本発明は、生分解性の樹脂から構成される管状成形品に関する。
【背景技術】
【0002】
管状成形品の一例としては、例えば、ストローが挙げられる。このストローは、通常、ポリプロピレンなどの合成樹脂から構成されているが、近年、エコロジーの観点から、このような合成樹脂製のストローに代えて、生分解性の樹脂から構成されたストローの要望が多くなっている。
【0003】
そして、このような、生分解性の樹脂から構成されるストローとして、従来、例えば、特開2006−136657号公報に開示されたものが提案されている。このストローは、二段式の伸縮ストローで、それぞれ管状をした外部円筒部材及び内部円筒部材から構成され、使用時に、内部円筒部材が外部円筒部材から引き出されるようになっている。
【0004】
前記外部円筒部材は、その内径が内部円筒部材の外径よりも大径に形成され、先端部に縮径部を備えており、前記内部円筒部材は、外部円筒部材の内部に収容され、後端部に拡径部を備える。そして、内部円筒部材が外部円筒部材から引き出される際には、これら縮径部と拡径部とが係合して、気密が保たれるとともに、内部円筒部材が外部円筒部材から抜けるのが防止される。
【0005】
また、外部円筒部材は、70重量%〜100重量%のポリブチレンアジペート・テレフタレートと、0重量%〜30重量%のポリ乳酸とから構成され、肉厚が0.05mm〜0.4mmで、曲げ弾性率が800MPa〜1300MPaである。一方、内部円筒部材は、50重量%〜90重量%のポリブチレンアジペート・テレフタレートと、10重量%〜50重量%のポリ乳酸とから構成され、肉厚が0.1mm〜0.6mmで、曲げ弾性率が1000MPa〜1600MPaである。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2006−136657号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
ところで、上述のような二段式の伸縮ストローにおいて、前記縮径部や拡径部は、所定温度に加熱された金型を用い、この金型により外部円筒部材の先端部や内部円筒部材の後端部を加熱,軟化させて成形する。
【0008】
しかしながら、上記従来のように、ポリブチレンアジペート・テレフタレート及びポリ乳酸から構成されるとともに、ポリブチレンアジペート・テレフタレートが主成分と、ポリ乳酸が副成分とされたストローでは、以下のような問題があった。
【0009】
即ち、ポリブチレンアジペート・テレフタレートは柔軟性に富む材料であり、ポリ乳酸は硬い材料であるため、ポリブチレンアジペート・テレフタレートの比率が高いと、外部円筒部材や内部円筒部材が加熱されて軟化した際に柔らかくなり過ぎ、剛性が低下して保形性が悪化する。そして、剛性が低下して保形性が悪化すると、例えば、前記縮径部や拡径部の加工性(成形性)が悪くなって、これら縮径部や拡径部を所定形状に成形することができない。
【0010】
本発明は、以上の実情に鑑みなされたものであって、加熱による軟化時の剛性や保形性に優れ、加工性の良い管状成形品の提供をその目的とする。
【課題を解決するための手段】
【0011】
上記目的を達成するための本発明は、
第1成分として、50重量%以上75重量%以下の脂肪族ポリエステル又は脂肪族−芳香族共重合ポリエステルを、第2成分として、15重量%以上45重量%以下で前記第1成分よりも曲げ弾性率が低い脂肪族ポリエステル又は脂肪族−芳香族共重合ポリエステルを、第3成分として、5重量%以上25重量%以下の無機フィラーを含むことを特徴とする管状成形品に係る。
【0012】
この発明では、当該管状成形品の組成に無機フィラーを加えるとともに、第1成分たる脂肪族ポリエステル又は脂肪族−芳香族共重合ポリエステルを50重量%以上75重量%以下と、第2成分たる、第1成分よりも曲げ弾性率が低い脂肪族ポリエステル又は脂肪族−芳香族共重合ポリエステルを15重量%以上45重量%以下と、第3成分たる無機フィラーを5重量%以上25重量%以下としている。
【0013】
このようにしているのは、無機フィラーを加えるとともに、上記のような成分比率とすれば、柔軟性に富む材料(曲げ弾性率が低い材料)よりも硬い材料の比率が高くなるとともに、無機フィラーが骨材として機能し、この管状成形品が軟化した状態においても適度な剛性と保形性を確保することができるからである。これにより、管状成形品を加熱して軟化させた際の成形性(加工性)を向上させることができ、管状成形品に成形により形成すべき形状を、成形不良を生じることなく形成することができる。
【0014】
尚、前記第1成分が50重量%未満の場合や75重量%を超えている場合、前記第2成分が15重量%未満の場合や45重量%を超えている場合、前記第3成分が5重量%未満の場合や25重量%を超えている場合には、管状成形品の軟化時において適度な剛性と保形性を確保することができないという問題や、押出成形された筒状体を切断して所定長さの管状成形品を得る際に切断部が割れるという問題を生じる。
【0015】
また、前記第1成分の曲げ弾性率は1000MPa以上、前記第2成分の曲げ弾性率は1000MPa未満であることが好ましく、このようにすれば、管状成形品の成形性(加工性)を更に良くすることができる。
【0016】
ここで、前記第1成分たる脂肪族ポリエステルとしては、例えば、ポリ乳酸を挙げることができ、曲げ弾性率は約3300〜3700MPa程度である。また、前記第1成分たる脂肪族−芳香族共重合ポリエステルとしては、例えば、ポリエチレンテレフタレートサクシネートを挙げることができ、曲げ弾性率は約1700〜2200MPa程度である。一方、前記第2成分たる脂肪族ポリエステルとしては、例えば、ポリカプロラクトンやポリブチレンサクシネートを挙げることができ、ポリカプロラクトンの曲げ弾性率は約280〜570MPa程度であり、ポリブチレンサクシネートの曲げ弾性率は約330〜670MPa程度である。また、前記第2成分たる脂肪族−芳香族共重合ポリエステルとしては、例えば、ポリブチレンアジペート・テレフタレートを挙げることができ、曲げ弾性率は約500MPa以下である。
【0017】
また、前記無機フィラーとしては、例えば、含水珪酸マグネシウムや炭酸カルシウムなどを挙げることができる。
【0018】
尚、前記管状成形品としては、何ら限定されるものではないが、一例を挙げるとすれば、例えば、ストローを挙げることができる。
【発明の効果】
【0019】
以上のように、本発明に係る管状成形品によれば、加熱による軟化時の剛性や保形性に優れ、加工性の良い管状成形品とすることができる。
【図面の簡単な説明】
【0020】
【図1】本発明の一実施形態に係るストローの概略構成を示した断面図である。
【図2】本実施形態に係る外部円筒部材の概略構成を示した平面図である。
【図3】本実施形態に係る内部円筒部材の概略構成を示した平面図である。
【図4】第1縮径部の成形過程を示す説明図である。
【図5】拡径部の成形過程を示す説明図である。
【図6】第2縮径部の成形過程を示す説明図である。
【図7】実施例における樹脂成分及び評価結果を示した図である。
【図8】比較例における樹脂成分及び評価結果を示した図である。
【図9】成形加工によって縮径部を形成する際に生じた加工不良を説明するための平面図である。
【発明を実施するための形態】
【0021】
以下、本発明の具体的な実施形態について、添付図面に基づき説明する。尚、図1は、本発明の一実施形態に係るストローの概略構成を示した断面図であって、(a)は、内部円筒部材が外部円筒部材内に引き込まれた状態を示す断面図であり、(b)は、内部円筒部材が外部円筒部材から引き出された状態を示す断面図である。また、図2は、本実施形態に係る外部円筒部材の概略構成を示した平面図であり、図3は、本実施形態に係る内部円筒部材の概略構成を示した平面図である。
【0022】
図1乃至図3に示すように、本例のストロー1は、二段式の伸縮ストローと呼ばれるもので、それぞれ管状をした外部円筒部材10及び内部円筒部材20から構成される。これら外部円筒部材10及び内部円筒部材20は、50重量%以上75重量%以下のポリ乳酸(第1成分)と、15重量%以上45重量%以下のポリブチレンアジペート・テレフタレート(第2成分)と、5重量%以上25重量%以下の無機フィラー(第3成分)とを含む生分解性の樹脂から構成される。
【0023】
尚、前記ポリ乳酸は、その曲げ弾性率が約3300〜3700MPa程度であり、前記ポリブチレンアジペート・テレフタレートは、その曲げ弾性率が約500MPa以下である。また、前記無機フィラーとしては、含水珪酸マグネシウムや炭酸カルシウムなどが挙げられる。
【0024】
前記外部円筒部材10は、その内径が内部円筒部材20の外径よりも大径に形成され、内部円筒部材20が内部に挿入されて軸線方向に移動自在に収容される。また、外部円筒部材10の先端側には第1縮径部11及びストッパ溝12が形成され、後端側には第2縮径部13が形成されている。
【0025】
前記内部円筒部材20は、その外径が前記第1縮径部11の内径とほぼ同径に形成され、後端部には拡径部21が形成されている。この拡径部21の外径は、外部円筒部材10の内径とほぼ同径に形成される。また、内部円筒部材20の先端は先鋭にカットされている。
【0026】
この内部円筒部材20は、通常、その先端部が突出した状態で外部円筒部材10の内部に収容されているが(図1(a)参照)、当該ストロー1の使用時には、図1(b)に示すように、外部円筒部材10から引き出されるようになっている。内部円筒部材20が外部円筒部材10から引き出される際には、前記第1縮径部11と拡径部21とが係合して、気密が保たれるとともに、内部円筒部材20が外部円筒部材10から抜けるのが防止される。
【0027】
前記ストッパ溝12は、例えば、180°対称位置に形成されており、外部円筒部材10から引き出された内部円筒部材20の拡径部21の後端と係合してこの内部円筒部材20が元に戻るのを防止する。また、前記第2縮径部13は、外部円筒部材10の後端角部が丸い曲面形状とされることで形成されており、口当たりを良くするため、及び内部円筒部材20が外部円筒部材10の後端から抜けるのを防止するためのものである。
【0028】
そして、このようなストロー1は、例えば、次のようにして製造される。まず、溶融状態の樹脂を押出成形して筒状体を得るとともに、これを切断して所定長さの外部円筒部材10及び内部円筒部材20をそれぞれ得る。
【0029】
この後、外部円筒部材10については、図4に示すように、ヒータ51により所定温度に加熱され且つ内径が外部円筒部材10の外径よりも小径の金型52を用いて第1縮径部11を成形する。具体的には、外部円筒部材10と金型52とが同軸となるようにこれらを配置した後(図4(a)参照)、外部円筒部材10の端部を金型52に挿入し(図4(b)参照)、この後、外部円筒部材10を金型52から引き抜いて(図4(c)参照)、第1縮径部11を形成する。また、特に図示はしないが、前記ストッパ溝12についても金型を用いて成形する。
【0030】
一方、内部円筒部材20については、図5に示すように、ヒータ53により所定温度に加熱され且つ外径が内部円筒部材20の内径よりも大径の金型54を用いて拡径部21を成形する。具体的には、内部円筒部材20と金型54とが同軸となるようにこれらを配置した後(図5(a)参照)、内部円筒部材20の端部に金型54を挿入し(図5(b)参照)、この後、内部円筒部材20を金型54から引き抜いて(図5(c)参照)、拡径部21を形成する。
【0031】
次に、外部円筒部材10内に内部円筒部材20を挿入し、内部円筒部材20を挿入すると、図6に示すように、ヒータ55により所定温度に加熱され且つ内周部と底部との隅部が曲面形状となった金型56を用いて第2縮径部13を形成する。具体的には、外部円筒部材10と金型56とが同軸となるようにこれらを配置した後(図6(a)参照)、外部円筒部材10の後端部を金型56に挿入し(図6(b)参照)、この後、外部円筒部材10を金型56から引き抜いて(図6(c)参照)、第2縮径部13を形成する。
【0032】
ところで、上述のように、本例では、前記外部円筒部材10及び内部円筒部材20を、50重量%以上75重量%以下のポリ乳酸と、15重量%以上45重量%以下のポリブチレンアジペート・テレフタレートと、5重量%以上25重量%以下の無機フィラーとから構成している。
【0033】
このようにしているのは、無機フィラーを加えるとともに、上記のような成分比率とすれば、ポリ乳酸を第1成分と、ポリブチレンアジペート・テレフタレートを第2成分として、柔軟性に富む材料であるポリブチレンアジペート・テレフタレートよりも硬い材料であるポリ乳酸の比率を高くすることができるとともに、無機フィラーを骨材として機能させることができ、これら外部円筒部材10及び内部円筒部材20が軟化した状態においても適度な剛性と保形性を確保することができるからである。これにより、外部円筒部材10及び内部円筒部材20を加熱して軟化させた際の成形性(加工性)を向上させることができ、外部円筒部材10及び内部円筒部材20に、成形不良を生じることなく前記第1縮径部11,ストッパ溝12,第2縮径部13及び拡径部21を成形して、これら第1縮径部11,ストッパ溝12,第2縮径部13及び拡径部21を所定形状に形成することができる。
【0034】
尚、ポリ乳酸が50重量%未満の場合や75重量%を超えている場合、ポリブチレンアジペート・テレフタレートが15重量%未満の場合や45重量%を超えている場合、無機フィラーが5重量%未満の場合や25重量%を超えている場合には、外部円筒部材10及び内部円筒部材20の軟化時において適度な剛性と保形性を確保することができないという問題や、前記筒状体を切断して所定長さの外部円筒部材10及び内部円筒部材20を得る際に切断部が割れるという問題を生じる。
【0035】
斯くして、本例のストロー1によれば、外部円筒部材10及び内部円筒部材20を、50重量%以上75重量%以下のポリ乳酸と、15重量%以上45重量%以下でポリ乳酸よりも曲げ弾性率が低いポリブチレンアジペート・テレフタレートと、5重量%以上25重量%以下の無機フィラーとから構成することで、これら外部円筒部材10及び内部円筒部材20を、加熱による軟化時の剛性や保形性に優れ、加工性の良いものとすることができるので、例えば、前記第1縮径部11,ストッパ溝12,第2縮径部13及び拡径部21などの形状を、成形不良を生じることなく形成することができる。
【0036】
因みに、実施例及び比較例として、図7及び図8に示すような組成の樹脂を押出成形して筒状体とした後、これを切断して所定長さの外部円筒部材10を製作し、上述した方法と同様の方法で(図4参照)、この外部円筒部材10の端部に前記第1縮径部11を成形して、押出成形や切断に関する加工(1次加工)と、第1縮径部11の成形に関する加工(2次加工)について評価したところ、その評価結果は同図7及び図8に示すようになった。
【0037】
実施例1では、52.5重量%のポリ乳酸と、40重量%のポリブチレンアジペート・テレフタレートと、7.5重量%の含水珪酸マグネシウムとから構成される樹脂を、実施例2では、55重量%のポリ乳酸と、32.5重量%のポリブチレンアジペート・テレフタレートと、15重量%の含水珪酸マグネシウムとから構成される樹脂を、実施例3では、60重量%のポリ乳酸と、25重量%のポリブチレンアジペート・テレフタレートと、15重量%の含水珪酸マグネシウムとから構成される樹脂をそれぞれ使用した。
【0038】
図7から分かるように、実施例1〜実施例3のいずれも、1次加工及び2次加工の評価結果が○であり、加工不良が発生することはなかった。
【0039】
一方、比較例1では、35重量%のポリ乳酸と、10重量%のポリ乳酸/ジオール・ジカルボン酸共重合体と、55重量%のポリブチレンアジペート・テレフタレートとから構成される樹脂を、比較例2では、55重量%のポリ乳酸と、10重量%のポリ乳酸/ジオール・ジカルボン酸共重合体と、35重量%のポリブチレンアジペート・テレフタレートとから構成される樹脂を、比較例3では、60重量%のポリ乳酸と、40重量%のポリブチレンアジペート・テレフタレートとから構成される樹脂を、比較例4では、75重量%のポリ乳酸と、10重量%のポリブチレンアジペート・テレフタレートと、15重量%の含水珪酸マグネシウムとから構成される樹脂を、比較例5では、85重量%のポリ乳酸と、15重量%の含水珪酸マグネシウムとから構成される樹脂をそれぞれ使用した。尚、ポリ乳酸/ジオール・ジカルボン酸共重合体は、ポリ乳酸とポリブチレンアジペート・テレフタレートの相溶化剤として添加したものであり、添加量の半分がポリ乳酸成分と同等、残りの半分がポリブチレンアジペート・テレフタレート成分と同等と考えることができる。
【0040】
図8から分かるように、比較例1〜比較例3は、いずれも、1次加工の評価結果については○であり、加工不良はなかったが、比較例1及び比較例2についてはその2次加工の評価結果が×で、比較例3についてはその2次加工の評価結果が×〜△であり、いずれも、加工不良によって縮径部11を所定形状に形成することができなかった。2次加工の際に生じた加工不良の一例を図9に示す。同図9に示すように、縮径部11の付け根部分にしわが入り、しかも、縮径部11の全体に樹脂が行き渡っていないような形状となった。また、比較例4及び比較例5は、両方とも、1次加工についての評価結果が×であり、切断面が割れるなどの加工不良が発生した。このため、比較例4及び比較例5については、2次加工の評価をすることができなかった。
【0041】
そして、実施例1〜実施例3及び比較例1〜比較例3から分かるように、第1成分をポリ乳酸とし、第2成分をポリブチレンアジペート・テレフタレートとするとともに、含水珪酸マグネシウムを組成に加えれば、不良を生じることなく2次加工を行うことができる。また、実施例1〜実施例3並びに比較例4及び比較例5から分かるように、含水珪酸マグネシウムを組成に加えたとしても、ポリブチレンアジペート・テレフタレートに比べポリ乳酸の比率が高過ぎたり、ポリブチレンアジペート・テレフタレートが全く組成に含まれていない場合には、1次加工の際に不良を生じる。
【0042】
したがって、ポリ乳酸を50重量%以上75重量%以下と、ポリブチレンアジペート・テレフタレートを15重量%以上45重量%以下と、含水珪酸マグネシウムを5重量%以上25重量%以下とすれば、第1成分をポリ乳酸とし、第2成分をポリブチレンアジペート・テレフタレートとすることができるとともに、含水珪酸マグネシウムを組成に加えることができ、更に、ポリブチレンアジペート・テレフタレートに比べポリ乳酸の比率が高くなり過ぎることもない。よって、1次加工及び2次加工のいずれも、不良を生じることなく行うことができる。
【0043】
以上、本発明の一実施形態について説明したが、本発明の採り得る具体的な態様は、何らこれに限定されるものではない。
【0044】
上例では、ポリ乳酸を50重量%以上75重量%以下と、ポリブチレンアジペート・テレフタレートを15重量%以上45重量%以下としたが、ポリ乳酸に代えて、ポリエチレンテレフタレートサクシネートを用い、ポリブチレンアジペート・テレフタレートに代えて、ポリカプロラクトンやポリブチレンサクシネートを用いても良い。尚、ポリエチレンテレフタレートサクシネート,ポリカプロラクトン及びポリブチレンサクシネートの曲げ弾性率は、それぞれ、約1700〜2200MPa程度、約280〜570MPa程度、約330〜670MPa程度である。
【0045】
また、ポリ乳酸,ポリブチレンアジペート・テレフタレート及び無機フィラーを含む樹脂からストロー1を構成したが、これに限られるものではなく、離型剤として、例えば、ステアリン酸カルシウムなどの金属石鹸を更に含め、ポリ乳酸,ポリブチレンアジペート・テレフタレート,無機フィラー及び金属石鹸を含む樹脂からストロー1を構成しても良い。この他、必要に応じ、本発明の効果を損なわない範囲で、易滑剤,可塑剤,相溶化剤,酸化防止剤,紫外線安定化剤及び加水分解抑制剤などや、艶消し剤若しくは着色顔料等として無機微粒子又は有機化合物を添加するようにしても良い。
【0046】
また、二段式の伸縮ストロー1を一例に挙げて説明したが、ストローの形状や構造は、上述したものに何ら限定されるものではない。例えば、二段式に限らず、三段式といった多段式のストローであっても良い。また、更に、外部円筒部材10の中間部(ストッパ溝12と第2縮径部13との間)に蛇腹形状を形成し、この蛇腹部で折り曲げ可能に構成しても良い。また、本発明の管状成形品はストロー以外にも適用可能である。
【符号の説明】
【0047】
1 ストロー
10 外部円筒部材
11 第1縮径部
12 ストッパ溝
13 第2縮径部
20 内部円筒部材
21 拡径部
【特許請求の範囲】
【請求項1】
第1成分として、50重量%以上75重量%以下の脂肪族ポリエステル又は脂肪族−芳香族共重合ポリエステルを、第2成分として、15重量%以上45重量%以下で前記第1成分よりも曲げ弾性率が低い脂肪族ポリエステル又は脂肪族−芳香族共重合ポリエステルを、第3成分として、5重量%以上25重量%以下の無機フィラーを含むことを特徴とする管状成形品。
【請求項2】
前記第1成分は、曲げ弾性率が1000MPa以上であり、前記第2成分は、曲げ弾性率が1000MPa未満であることを特徴とする請求項1記載の管状成形品。
【請求項3】
前記脂肪族ポリエステルは、ポリ乳酸であり、前記脂肪族−芳香族共重合ポリエステルは、ポリブチレンアジペート・テレフタレートであることを特徴とする請求項1又は2記載の管状成形品。
【請求項4】
前記管状成形品は、ストローであることを特徴とする請求項1乃至3記載のいずれかの管状成形品。
【請求項1】
第1成分として、50重量%以上75重量%以下の脂肪族ポリエステル又は脂肪族−芳香族共重合ポリエステルを、第2成分として、15重量%以上45重量%以下で前記第1成分よりも曲げ弾性率が低い脂肪族ポリエステル又は脂肪族−芳香族共重合ポリエステルを、第3成分として、5重量%以上25重量%以下の無機フィラーを含むことを特徴とする管状成形品。
【請求項2】
前記第1成分は、曲げ弾性率が1000MPa以上であり、前記第2成分は、曲げ弾性率が1000MPa未満であることを特徴とする請求項1記載の管状成形品。
【請求項3】
前記脂肪族ポリエステルは、ポリ乳酸であり、前記脂肪族−芳香族共重合ポリエステルは、ポリブチレンアジペート・テレフタレートであることを特徴とする請求項1又は2記載の管状成形品。
【請求項4】
前記管状成形品は、ストローであることを特徴とする請求項1乃至3記載のいずれかの管状成形品。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2011−208040(P2011−208040A)
【公開日】平成23年10月20日(2011.10.20)
【国際特許分類】
【出願番号】特願2010−77726(P2010−77726)
【出願日】平成22年3月30日(2010.3.30)
【出願人】(502332991)富士ケミカル株式会社 (20)
【出願人】(000177209)日本ストロー株式会社 (19)
【Fターム(参考)】
【公開日】平成23年10月20日(2011.10.20)
【国際特許分類】
【出願日】平成22年3月30日(2010.3.30)
【出願人】(502332991)富士ケミカル株式会社 (20)
【出願人】(000177209)日本ストロー株式会社 (19)
【Fターム(参考)】
[ Back to top ]