
管球の製造方法
【課題】 加熱した管球のバルブ端部を二対のピンチャーを用い4方向から押圧して長方形状をした圧潰封止部を形成するに際し、そのピンチャーの動作を規制することによって、圧潰封止部の形状や寸法などをほぼ一定化してランプと他の部材との整合性の改善がはかれる高圧放電ランプなどの管球の製造方法を提供することを課題とする。
【解決手段】 内部に電極マウント2Aを介在したガラス製バルブ1の端部を加熱し、この端部を対向配設されたピンチャーを用い押圧して偏平な圧潰封止部1a,1bを形成する管球の製造方法において、上記ピンチャーは偏平面を形成する一対の主ピンチャー41,41と、この偏平面間の幅狭の両側面を形成する一対の副ピンチャー45,45とからなり、主および副ピンチャー41,41,45,45が同方向から共に前進して圧潰封止部を成形した後、主ピンチャー41,41より先に副ピンチャー45,45が封止部偏平面と交差する方向に離脱するようにした管球L1の製造方法である。
【解決手段】 内部に電極マウント2Aを介在したガラス製バルブ1の端部を加熱し、この端部を対向配設されたピンチャーを用い押圧して偏平な圧潰封止部1a,1bを形成する管球の製造方法において、上記ピンチャーは偏平面を形成する一対の主ピンチャー41,41と、この偏平面間の幅狭の両側面を形成する一対の副ピンチャー45,45とからなり、主および副ピンチャー41,41,45,45が同方向から共に前進して圧潰封止部を成形した後、主ピンチャー41,41より先に副ピンチャー45,45が封止部偏平面と交差する方向に離脱するようにした管球L1の製造方法である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ガラス製バルブ端部の気密閉塞を圧潰封止により行う、高圧放電ランプの発光管などの管球の製造方法に関する。
【背景技術】
【0002】
管球においては、ガラス製バルブの端部を気密閉塞するとともにこの端部に電極マウントを封止することが行われ、この封止手段として放電電極やフィラメントを支持する導入線を封着したフレアステムやボタンステムなどで構成するマウントを用いステムとバルブとを封止したり、あるいは電極を支持する導入箔や導入線またはビードに固定した導入線などで構成するマウントを用い直接に導入線などとバルブとを封止することが採用されている。
【0003】
この後者の直接に導入線や導入箔とバルブとを封止する方法は、高圧放電ランプ発光管などのステムを必要としないマウントの場合とか、ステムを用いないウエッジベース形ランプなどにおいてマウントの部品点数の節減ができるとともにステム製作が不要でコストの低減がはかれるなどのことから多くの管球で採用されている。
【0004】
そして、この封止はたとえば高圧放電ランプに用いられる発光管の場合、気密封着用部材であるモリブデンなどの金属箔の一端側には電極を形成した内部導入線を他端側には外部導入線を接続したマウントを用意し、このマウントを石英ガラス製のバルブ端部の開口部から進入させ金属箔部をバルブ端部の封止予定部に位置させた状態で、バルブ端部を外方からバーナで加熱する。
【0005】
この加熱によりバルブ端部が軟化溶融したら、この端部の封止予定部に向け対向配置してある一対のピンチャーを動作させて、封止予定部を正対した方向から押圧してバルブ端部に偏平状の圧潰封止部を形成している。
【0006】
なお、バルブの両端にマウントを封止する場合は、バルブの他端にも上記と同様な作業が行なわれる。
【0007】
しかし、上述したような対向した一対のピンチャーにより形成した発光管の圧潰封止部は、石英ガラス製のバルブ端部の肉厚、バーナの火力や加熱時間、ピンチャーなどの条件によって押圧されたガラスの流動状況が変わり、各封止部毎に形成される偏平部の形状、幅や厚さなどの寸法にばらつきが生じるとともに側面角部近傍に突出したバリや反りなどの発生があり、封止部を利用しての発光管の取付けや口金の取着などあるいは発光管を外管のネック部内や中空管内を通すときに装着や通過させることができないなど所定の作業が行えないことがあった。
【0008】
また、特に上記問題に対処しているものではないが、横断面が長方形状や略H字形状の封止部が得られるよう圧潰封止部の形成を、側面から押圧体を延出した略L字形をなす一対のピンチャーで行うことが特許文献1に、また、封止部を横断面方向から見て直交した2方向から2対のピンチャーにより行うことが特許文献2および3に開示されている。
【0009】
しかし、上記特許文献1によるものは偏平面形成の主ピンチャーの側面にこの主ピンチャー面と直交した方向に副ピンチャーを構成する押圧体が延出していて、対向配置された両主ピンチャーが直線的に前進してバルブの軟化したガラスを押圧するとともに相手方主ピンチャーの側面に押圧体が前進して、両主ピンチャーおよび両押圧体がバルブを四方から囲む内面が長方形状をなし、両主ピンチャーに押圧されたガラスは側面方向に流れ動いても側面の両押圧体により移動が規制阻止され、バルブ軸に沿って逃げ部となっている端部方向へと流動して圧潰封止部を形成する。
【0010】
そして、この押圧が終了すると両主ピンチャーおよび両押圧体は直線的に後退して圧潰封止部から離れるが、主ピンチャーの側面に設けられた押圧体面が偏平面を結ぶ封止部側面を擦るようにして後退するため未だ高温状態にある封止部側面角部近傍が後退方向に反るなど変形することがあり、完成した発光管などと他の部材との組立て整合性に上述したような不具合を生じることがある。
【0011】
この封止部側面角部近傍の変形を防ぐ手段としては、圧潰封止部の形成後ガラスを十分に冷却してから主ピンチャーおよび押圧体を後退させるようにすればよいが、封止作業に多大の時間がかかり生産性が低下するという問題がある。
【0012】
また、上記特許文献2および3によるものは、直交した方向に各一対のピンチャーを用い(計4方向から押圧する。)圧潰封止部を形成しているが、特許文献2の場合は各対のピンチャーの具体的な動作説明の記載がないばかりか偏平面形成の主ピンチャーと直交した方向の副ピンチャーとが押圧動作時には若干の隙間を確保していることが記載されている。
【0013】
これは特許文献2中の説明や図面から明らかなように、圧潰封止部の横断面を略H字形状をなすよう形成するためで、この場合圧潰封止時に軟化したガラスを押圧すると主ピンチャーと直交した方向の副ピンチャーとの略H字形状の端部を形成する隙間部分には規制壁などが設けられていないので不均一にガラスが流れ込む虞があり、所望形状や寸法を有する圧潰封止部が得られないことがある。
【0014】
また、上記特許文献3には、4方向からピンチャーで押圧して圧潰封止部を形成しているが、各対のピンチャーの具体的な動作説明の記載は見当らたず特許文献2と同様な不具合発生の虞があるものと推察される。
【特許文献1】特許第2556134号公報
【特許文献2】特開平6−140001号公報
【特許文献3】特開2002−358886号公報
【発明の開示】
【発明が解決しようとする課題】
【0015】
本発明は、加熱した管球のバルブ端部を二対のピンチャーを用い4方向から押圧して長方形状をした圧潰封止部を形成するに際し、そのピンチャーの動作を規制することによって、圧潰封止部の形状や寸法などをほぼ一定化してランプと他の部材との整合性の改善がはかれる高圧放電ランプなどの管球の製造方法を提供することを課題とする。
【課題を解決するための手段】
【0016】
本発明の請求項1に記載の管球の製造方法は、内部に電極マウントを介在したガラス製バルブの端部を加熱し、この端部をバルブ軸を中心として対向配設されたピンチャーを用い押圧して偏平な圧潰封止部を形成する管球の製造方法において、上記ピンチャーは偏平面を形成する一対の主ピンチャーと、この偏平面間の幅狭の両側面を形成する一対の副ピンチャーとからなり、主および副ピンチャーが同方向から共に前進して圧潰封止部を成形した後、主ピンチャーより先に副ピンチャーが封止部偏平面と交差する方向に離脱するようにしたことを特徴としている。
【0017】
加熱されたガラス製バルブの端部は、偏平面を形成する一対の主ピンチャーおよび偏平面間の幅狭の側面を形成する一対の副ピンチャーの計4個のピンチャーを横断面が長方形状となるよう配設して押圧し、押圧後は封止部側面を形成する副ピンチャー側を主ピンチャー側より先に封止部面より交差する方向に逃がし、その後主ピンチャー側の押圧を解くようにしている。
【0018】
このように封止部側面より斜行あるいは直交方向の交差する方向に副ピンチャーを移動して離脱するようにしたので、封止部の側面を擦ることによる圧潰封止部側面角部近傍に生じ易い凹凸、バリや反りなどの発生の防止がはかれるとともに横断面が長方形状で外周が平坦面をなす寸法精度の高い圧潰封止部を形成できる。
【0019】
本発明で適用される管球の透光性気密容器すなわちバルブを構成するガラスは、石英ガラス、アルミノシリケートガラスなどの硬質ガラス、ソーダライムガラスなど軟質ガラスを用いることができ、その形状はT(管)形、G(球)形、R(反射)形あるいはAやPS(洋梨)形など圧潰封止部が形成できるものであればよい。
【0020】
また、本発明中に記載の電極マウントとは、放電ランプの場合は放電電極を備えたマウントを、また、電球の場合はフィラメントを備えたマウントを指す。
【0021】
また、本発明の圧潰封止部が対応する部材としては、封止部を収容する口金など、封止部を挿通する外管や中空管など、封止部を支持するサポート部材など、封止部を装着するソケット装置などが挙げられる。
【0022】
さらに、本願発明が適用できる管球とは、メタルハライドランプや水銀ランプなどの高圧放電ランプ、蛍光ランプやネオンランプなどの低圧放電ランプ、ハロゲン電球やウエッジベース形電球などの電球を指し、その用途は問わない。
【0023】
本発明の請求項2に記載の管球の製造方法は、主ピンチャーと副ピンチャーとの接触部から押圧されたガラスが流出しないことを特徴としている。
【0024】
横断面が長方形状となるよう計4個のピンチャーを4方から囲うよう配設してあるので押圧により流動したガラスがピンチャー間から漏れることもなくバルブ端部側へと流れ封止部の圧潰面にバリなどの発生がない。
【0025】
本発明の請求項3に記載の管球の製造方法は、主ピンチャーの押圧面に凹部または凸部が設けられ、押圧された偏平面に突起または凹所が形成されることを特徴としている。
【0026】
上記請求項1,2のように本発明の圧潰封止部の各面は平坦状であるが、主ピンチャーの押圧面に凹部または凸部を設けておくことにより、各偏平面には突出した突起または凹所が形成され、管球バルブを支持部材などに取り付けの際、確実、かつ、強固に保持固定させることができる。
【発明の効果】
【0027】
請求項1の発明によれば、相対する2対(計4個)のピンチャーを用い圧潰封止部を形成するにあたり、押圧後に側面側のピンチャーを偏平面側のピンチャーより先に側面を擦らないように後退させることにより、偏平面や側面、特に両者が交差する角部近傍には凹凸、バリや反りなどの変形を生じることがないとともに成形寸法のばらつきが小さく、封止部に口金を取着したり封止部を中空管や外管内を挿通する管球、あるいは封止部を直接にソケット装置に装着する管球などの場合に、その取付けや装着が不能になるものがない確実、かつ、高精度の対応がはかれる管球の製造(封止)方法を提供できる。
【0028】
また、請求項2の発明によれば、封止に際し、横断面が長方形状となるよう計4個のピンチャーを4方から囲うよう配設してあるので押圧により流動したガラスがピンチャー間から漏れることもなく、外周、特に側面角部近傍にはバリなどの発生がない平坦な面を有する圧潰封止部を形成できる。
【0029】
さらに、請求項3の発明によれば、本発明は上記請求項1,2に記載のように圧潰封止部の各面は平面状であることが基本であるが、各偏平面には突出した突起または凹所を形成しておくことにより管球バルブを支持部材やソケット装置などに取り付けの際、確実、かつ、強固に保持固定させることができる。
【発明を実施するための最良の形態】
【0030】
以下,本発明の実施の形態を図1および図2を参照して説明する。図は管球、たとえば高圧放電ランプの発光管で、図1は発光管の概略正面図、図2(a)〜(f)は発光管の製造工程であるガラス製バルブの端部にマウントを封止する工程の一部を順を追って示す説明図である。
【0031】
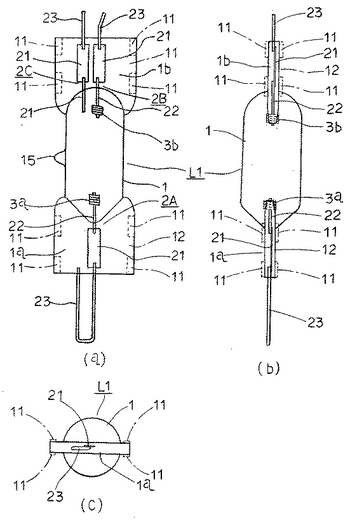
図1に示す発光管L1は、透光性気密容器を形成する直管(T)形の石英ガラスからなるバルブ1の両端部に圧潰封止部1a,1bを有し、一方の圧潰封止部1aには電極マウント2Aが、また、他方の圧潰封止部1bには2組の電極マウント2B,2Cの金属箔21,21,…部分が気密に封止されている。これら圧潰封止部1a,1bは、対向した両側に偏平面が形成されているとともに偏平面間を結ぶ側面が平面状であって横断面が図1(c)に示すような長方形状をしている。
【0032】
上記電極マウント2Aおよび2Bは、リボン状のモリブデンMoからなる金属箔21の一端側にタングステンWやモリブデンMoなどからなる内部導入線22がそれぞれ溶接やかしめ止めなどの手段で接続され、この内部導入線22の先端にはタングステンW線を巻回した放電電極3a(または3b)が設けられている。
【0033】
また、金属箔21の他端側にはモリブデンMoなどからなる外部導入線23が上記と同様な手段で接続されている。また、電極マウント2Cは、内部導入線22の先端を上記電極マウント2Bの放電電極3bに近接して配設して補助電極としている。なお、図中15は排気管のチップ部である。
【0034】
また、発光管バルブ1内には、放電媒体として所定量の水銀と金属ハロゲン化物およびアルゴンガスなどの不活性ガスが封入してある。この金属ハロゲン化物としては、よう素Iや臭素Brなどのハロゲンと、ナトリウムNa、スカンジウムSc、セシウムCsやディスプロシウムDyなどの少なくとも一種の発光金属とが封入され、発光効率、演色性や色温度などの特性向上をはかっている。
【0035】
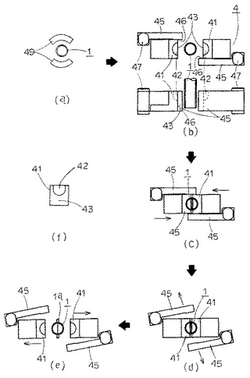
このような構成の発光管L1は、図2(a)〜(f)に上方から見た概略を示す封止装置により製造(封止)される。(なお、図2(b)は上側が上面図で、下側が側面図であり、また、図2(f)は主ピンチャー41を押圧面側から見た正面図である。)
図2において、4,4は対向して配設された一対の押圧装置部分で、対向面にバルブ1の半径寸法より少々大きく形成された凹所42、この凹所42に連設して偏平面を形成する押圧面43を備えた主ピンチャー41および一端側が軸47やピンなどに軸支され回動できるとともに上記主ピンチャー41の押圧面43と直交した側面に沿い押圧面43より先方にまで突出して設けられた腕木状の副ピンチャー45を有している。
【0036】
なお、この副ピンチャー45の主ピンチャー41と接する面は平面部46となっている。また、図示していないが主ピンチャー41,41の押圧面43を外れた部位に対向して主ピンチャー41の移動を規制する進退が調整可能なストッパーを設けることができる。
【0037】
そして、この一対の押圧装置4,4部分は、通常、両主ピンチャー41,41が開放された隔離状態にあって、動作時両主ピンチャー41,41の前進(接近)時には副ピンチャー45も共に同時に平行移動し、予め封止部厚さに対応してストッパーを調整して設定した位置にて移動が停止できる。
【0038】
このとき、両主ピンチャー41,41の各押圧面43,43とこの両押圧面43,43間に臨む両副ピンチャー45,45の平面部46,46との4面が囲う内面の横断面は長方形状をなすよう構成されている。
【0039】
その封止方法は、封止装置のヘッド(図示しない。)の中心に石英ガラス管からなるバルブ1が垂直になるようホルダ(図示しない。)に支持させるとともに下方のマウント支持台(図示しない。)に垂直支持させた電極マウント(2A)をバルブ1の開口部から金属箔(21)部がバルブ1内に入るまで移動進入させる。(なお、バルブ側あるいは両者を移動させてもよい。)
そして、バルブ1を中心としてほぼ等間隔で配設した複数組のガスバーナ49,…によってバルブ1の端部近傍を外から加熱する。この加熱はヘッド側またはガスバーナ49,…側を回動させながら行うことにより、封止予定部のガラスを均等に軟化溶融できる。(図2(a))
ついで、この加熱により軟化溶融しほぼ中心に収縮してきたらバルブ1の端部近傍に一対の押圧装置4,4をバルブ1を中心として対向配置する。(図2(b))
つぎに、一対の押圧装置4,4をバルブ1に向け両側から矢印方向に前進させてバルブ1端部近傍の壁面を両外側から主ピンチャー41,41の各押圧面43,43で押圧する。このとき軟化溶融したガラスは、押圧面43,43で押圧されることにより圧潰流動して、両押圧面43,43とこの両押圧面43,43間に臨む両副ピンチャー45,45の平面部46,46とで囲われた横断面が長方形状をなす内部に充填された状態となる。なお、内部に充填された図において下方や上方(最端部)の端面は図1(a)に示すように直線状ではなく不規則な流動が起こり凹凸面となるが両圧潰面には凸状部などの突起は形成されない。
【0040】
また、上記主ピンチャー41,41の各押圧面43,43での押圧により溶融したガラスは、内部にある金属箔21および内外導入線22,23の接続基部近傍を覆うとともに熱膨張係数が近似した金属箔21の表面部分を濡らし両者は気密に封着される。また、この押圧時にバルブ1内に大気圧以上の圧力の不活性ガスや乾燥エアーを注入することにより、押圧部近傍の軟化状態にあるガラスを膨らせ凹所42により略半球状に成形することができる。(図2(c))
そして、上記主ピンチャー41,1の各押圧面43,43と副ピンチャー45,45の平面部46,46とで囲われた圧潰封止部分のガラスがある程度冷えて固化したら、まず、各軸47に支承された腕木状の副ピンチャー45を矢印方向の外側に拡開して圧潰封止部1aの側面から平面部46,46を離脱させる。(図2(d))
つぎに、一対の押圧装置4,4が離れるよう主ピンチャー41および副ピンチャー45を後退させバルブ1の圧潰封止部1aの偏平面から主ピンチャー41,41の各押圧面43,43を離脱させる。(図2(e))
上述した一連の封止作業が終ったら、ついで、バルブ1の上下を逆転してバルブ1の他端側に上記と同様な手段で電極マウント2Bおよび2Cを封止して圧潰封止部1bを形成する。なお、2組の電極マウント2B,2Cを封止する場合は、両者が電気的に接触しないような配設する他は1組の電極マウント2Aの場合と特に変わるところはない。
【0041】
上記両端にマウント2Bおよび2Cを封止したバルブ1は、排気装置において排気管を通じバルブ1内の排気と所定量の水銀と金属ハロゲン化物およびアルゴンガスなどの不活性ガスが封入が行われた後、排気管がチップオフされて図1に示す発光管L1が得られる。
【0042】
そして、本発明が特徴とするところは上記主ピンチャー41,41および副ピンチャー45,45による押圧後のピンチャーの開放で、圧潰封止部1a(1b)の側面を形成する部分の副ピンチャー45,45からしかも封止部1a(1b)の側面を擦らせず、側面から直ちに離脱するよう斜行あるいは直交方向に副ピンチャー45,45を移動させたことにある。
【0043】
このように副ピンチャー45,45を側面から移動(後退)させれば、従来のように副ピンチャー45の平面部46が成形された側面を擦っていくため生じることがあった偏平面や側面、特に偏平面と側面とが交差する角部近傍に曲りや反りなどの変形の発生がなく、副ピンチャー45の平面部46により形成された平坦面を備えた発光管L1が得られる。また、成形後のピンチャーの開放時間が従来と同じ所要時間(冷却時間)であれば規格外品(不良)の発生も少なく生産性を向上できる。
【0044】
また、この副ピンチャー45の移動方向は斜行に限らず直交方向であっても同様な作用効果が得られる。
【0045】
なお、上記封止作業は、通常、作業ヘッドが複数組設けられたスパイダーやコンベヤーを回転させ、順次加工を行うようにすることにより発光管L1の量産化がはかれる。また、主ピンチャー41および副ピンチャー45の前進や後退あるいは副ピンチャー45が先に押圧を解除する動作は上記実施の形態に限らず、一連の作業を両ピンチャー41,45が連動する駆動により行ってもあるいは個々のピンチャー41,45の駆動を連動させるようにしてもよく、また、その駆動は機械的あるいは電気的な手段で容易に行うことができる。
【0046】
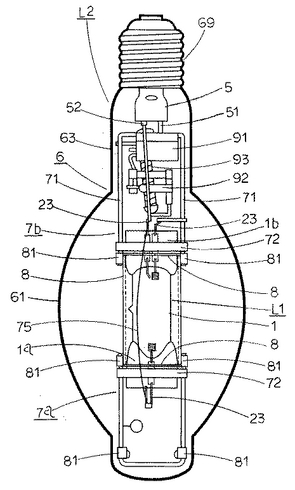
そして、上記図1に示す発光管L1は、高圧放電ランプたとえば図3に正面図で示す二重管構造のメタルハライドランプL2内に組み込まれる。
【0047】
このメタルハライドランプL2などの発光管L1は、封止部1a,1bなどに熱膨張係数差などによるストレスや少々の傷などの欠陥があると、点灯時のバルブが高温高圧となったときにこの欠陥に起因してクラックなどを生じ、このクラックが基で発光管L1が破裂することがある。また、発光管L1は、温度を高めることによって高効率点灯できることが知られている。
【0048】
そこで、上記欠陥による発光管バルブのクラックや破裂時にガラス部材などの飛散を外管バルブ内に抑えることや発光特性の向上をはかるため、発光管L1を耐熱透光性材料からなる円筒状の中空管で覆い保護や保温するよう構成されていることが多い。
【0049】
この図3に示すランプL2もこのような事情に対処した構成のもので、一端部にステム5を封止した外管バルブ6内の上下方に配設した一対のサポート部材7a,7bはモリブデンMoやステンレスなどのサポート線71,…や板状体を略コ字形に成形したものからなり、発光管L1およびこの発光管L1を囲繞した石英ガラスやセラミックスからなる円筒状の透光性中空管8の端部を支持したものからなる。
【0050】
外管バルブ6はホウケイ酸ガラスなどの透光性の硬質ガラスからなり、中央部に膨出部61を有するとともに図示下部側の閉塞されたトップ部62および上部側のネック部63に小径部分を有するいわゆるBT形に形成されている。このネック部63側にはステム5が封止られた封止部(図示しない。)を有し、この封止部を覆ってE形の口金69が取付けられている。
【0051】
なお、ネック部63側のサポート部材7bは、略コ字形状に折曲したサポート線71を上記ステム5に植設した導入線51に溶接により接続したり、ステム5管に巻装したバンド部材に締結などの手段で固定して支持されている。
【0052】
外管バルブ6内における上記発光管L1および中空管8の支持は、上記外管バルブ6のトップ部62およびネック部63側に配設されるサポート線71,…を略コ字形に成形したサポート部材7a,7bにより行われる。発光管L1はサポート部材7a,7bの開口部に封止部1a,1bを位置させて、帯状の金属板からなるバンド部材72,72で封止部1a,1bを挟みサポート線71,…に溶接などの手段で接続することにより固定されている。
【0053】
また、上記発光管L1の周囲を覆う円筒状の中空管8は、中空管8の端面とほぼ同形のリング状に打ち抜き複数箇所に起立片81,…を設けた保持板80を両端部に当て起立片81,…を起立させて中空管8の端部を外側から抑えたり内外面の両側から挟むようにするとともに一部の起立片81,…をサポート部材7a,7bやバンド部材72,72に溶接などの手段で接続することにより固定している。なお、図中73,…はサポート部材7a,7bを外管バルブ6の中心軸上にあるよう支持の補助をなす金属製の羽根状の弾性(ばね)部材でバルブ6のトップ部62および必要に応じネック部63の内周面に弾性当接している。
【0054】
また、外管バルブ6内における電気的接続は、ステム5の一方の導入線51にはサポート部材7b、外部導入線23を介し一方の主電極3bと接続し、ステム5の他方の導入線52は発光管バルブ1と遠ざかるよう湾曲して離した細線からなる給電線75、外部導入線23を介し他方の主電極3aと接続している。また、発光管L1の上下の主電極3a,3bと並列的に始動用のグロースタータ(点灯管)91、バイメタルを用いた熱応動スイッチ92、抵抗93などの部品で構成した始動補助回路9が接続されるとともにこの補助回路9は上記マウント2Cの補助電極を形成する内部導入線23に接続している。
【0055】
そして、このメタルハライドランプL2をソケットに装着して、電源から安定器などを有する点灯回路装置を介し通電すれば、始動補助回路9を介し発光管L1内にある主電極3aと主電極3b、補助電極22およびグロースタータ91の両端間に高圧パルスが印加され、主電極3bと補助電極2との間の放電が生起した後、主電極3a,3b間の放電に移行してランプL2の点灯が持続される。
【0056】
そして、このメタルハライドランプL2は、発光管L1端部に形成した圧潰封止部1a,1bの横断面は4方を囲み成形した長方形状をなしていて偏平面はその幅と厚さを所望値に形成できるとともに封止部側面角部近傍には凹凸、バリや反りなどの発生がなく、発光管L1の周囲を覆う円筒状の中空管8内への収容が不可能にならず、通過収容させることが容易で作業を円滑に行うことができる。また、発光管L1の外周と中空管8内面との両者間の隙間を小さくでき保温効果を高め発光特性を向上できる。
【0057】
さらに、中空管8を用いず発光管L1自体をサポート部材7a,7bに直付けする場合でも、所定位置に確実かつ容易に作業を行うことができる。
【0058】
なお、上記図1で説明した圧潰封止部1a,1bの各偏平面は平面状であったが、各偏平面には上記図1中に各4ケ所点線で示すように偏平面より突出した突起11,…を形成しておいてもよい。これら突起11,…は平面ですべり易いバンド部材72を確保するためのもので、縦列した突起11,11間の平面部12に発光管L1固定用のバンド部材72が配置され、突起11,11がバンド部材72の移動を阻止して確実、かつ、強固に発光管L1を保持してサポート部材7a,7bに固定できる。
【0059】
また、この突起11,…は、主ピンチャー41,41の各押圧面43,43に凹部を設けることによって形成できる。
【0060】
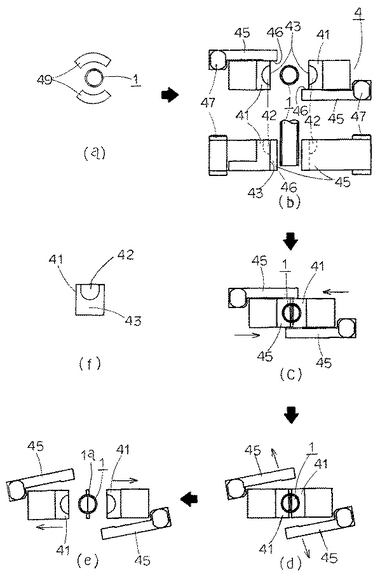
また、図4および図5は本発明管球の他の実施の形態を示し、図4は高圧放電ランプの正面図、図5はウエッジベース形電球の正面図で、図中、図1、図3と同一部分には同一の符号を付してその説明は省略する。
【0061】
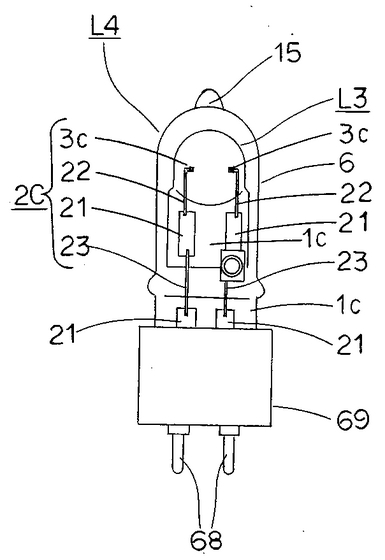
図4に示す発光管L3は、石英ガラスからなる球状をしたバルブ1の一端側に一対の電極マウント2Cを封止し、内部にハロゲン化物を含む放電媒体が封入してある片端封止のランプで、この発光管L3をさらに石英ガラスからなる外管6内に収容して封止した二重管形の片口金メタルハライドランプL4である。
【0062】
この発光管L3および外管6の端部は上記実施の形態と同様な方法によりほぼ同形の圧潰封止部1bが形成され、外管6の圧潰封止部1bにはG12形などの口金69が接合されている。図中、68,68は端子ピンである。
【0063】
上記発光管L3およびランプL4の各圧潰封止部1c,1cも横断面は4方を囲み成形した長方形状をなしていて、偏平面や側面および角部には不所望な凹凸、バリや反りなどの発生がなく、発光管L3を外管6のネック部に確実かつ容易に挿通できるとともに外管6の圧潰封止部1cを口金69内の所定位置に確実かつ容易に配置して接着剤や嵌合などにより固定でき、特にOHP用などの光学機器用や自動車などの車両用の光源として光源位置の精度が厳しいランプに適用して好ましい結果が得られる。
【0064】
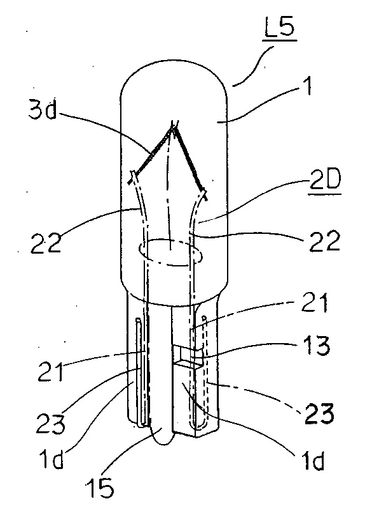
図5に示すウエッジベース形電球L5は無口金形のランプであって、ソーダライムガラスやアルミノシリケートガラスからなる管状バルブ1の一端側に内部にジュメット線などの封止線21が封止された横断面が長方形状をなす圧潰封止部1dが形成されている。また、バルブ1内のマウント2Dは、一対の上記ジュメット線を延在させたりあるいはジュメット線に接続したニッケルメッキ鉄線などからなる内部導入線22,22にタングステンW細線を巻回したコイル状フィラメント3cを継線したものから構成されている。なお、外部導入線23,23は、上記ジュメット線を延在させたりあるいはジュメット線に接続したニッケルやヒューズ機能を呈する金属線からなる。
【0065】
また、上記圧潰封止部1dは両偏平面に凹所13が設けてあり、この凹所13は電球L5の圧潰封止部1dをソケットに装着したとき係止片と係合して電球L5の抜け出しを防ぐ作用を奏する。
【0066】
このウエッジベース形電球L5の場合も、口金を用いずソケット装置にその圧潰封止部1dを直接装着して用いられるため、ソケットの端子部材との整合性が厳しく、偏平面や側面および角部には不所望な凹凸、バリや反りなどの発生がないことが、確実、かつ、強固に固定でき、また、電気的な接続も確実に確保されることになり、自動車などの車両用やAV機器用などの表示や照明用の光源として好適する。
【図面の簡単な説明】
【0067】
【図1】本発明の高圧放電ランプに用いられる発光管の実施の形態を示す概略正面図である。
【図2】図(a)〜(f)は発光管の製造工程であるガラスバルブの端部にマウントを封止する工程の一部を順を追って示す説明図である。
【図3】本発明の高圧放電ランプ(二重管構造のメタルハライドランプ)の実施の形態を示す正面図である。
【図4】本発明の発光管および高圧放電ランプ(二重管構造のメタルハライドランプ)の他の実施の形態を示す概略正面図である。
【図5】本発明のウエッジペース形電球の実施の形態を示す斜視図である。
【符号の説明】
【0068】
L1、L3:管球(発光管)
L2、L4:管球(二重管形高圧放電ランプ)
L5:管球(ウエッジペース形電球)
1:ガラスバルブ
1a〜1d:圧潰封止部
2A〜2D:電極マウント
3a〜3c:電極(放電電極)
3d:電極(コイル状フィラメント)
4:押圧装置
41:主ピンチャー
45:副ピンチャー
6:外管
8:中空管
【技術分野】
【0001】
本発明は、ガラス製バルブ端部の気密閉塞を圧潰封止により行う、高圧放電ランプの発光管などの管球の製造方法に関する。
【背景技術】
【0002】
管球においては、ガラス製バルブの端部を気密閉塞するとともにこの端部に電極マウントを封止することが行われ、この封止手段として放電電極やフィラメントを支持する導入線を封着したフレアステムやボタンステムなどで構成するマウントを用いステムとバルブとを封止したり、あるいは電極を支持する導入箔や導入線またはビードに固定した導入線などで構成するマウントを用い直接に導入線などとバルブとを封止することが採用されている。
【0003】
この後者の直接に導入線や導入箔とバルブとを封止する方法は、高圧放電ランプ発光管などのステムを必要としないマウントの場合とか、ステムを用いないウエッジベース形ランプなどにおいてマウントの部品点数の節減ができるとともにステム製作が不要でコストの低減がはかれるなどのことから多くの管球で採用されている。
【0004】
そして、この封止はたとえば高圧放電ランプに用いられる発光管の場合、気密封着用部材であるモリブデンなどの金属箔の一端側には電極を形成した内部導入線を他端側には外部導入線を接続したマウントを用意し、このマウントを石英ガラス製のバルブ端部の開口部から進入させ金属箔部をバルブ端部の封止予定部に位置させた状態で、バルブ端部を外方からバーナで加熱する。
【0005】
この加熱によりバルブ端部が軟化溶融したら、この端部の封止予定部に向け対向配置してある一対のピンチャーを動作させて、封止予定部を正対した方向から押圧してバルブ端部に偏平状の圧潰封止部を形成している。
【0006】
なお、バルブの両端にマウントを封止する場合は、バルブの他端にも上記と同様な作業が行なわれる。
【0007】
しかし、上述したような対向した一対のピンチャーにより形成した発光管の圧潰封止部は、石英ガラス製のバルブ端部の肉厚、バーナの火力や加熱時間、ピンチャーなどの条件によって押圧されたガラスの流動状況が変わり、各封止部毎に形成される偏平部の形状、幅や厚さなどの寸法にばらつきが生じるとともに側面角部近傍に突出したバリや反りなどの発生があり、封止部を利用しての発光管の取付けや口金の取着などあるいは発光管を外管のネック部内や中空管内を通すときに装着や通過させることができないなど所定の作業が行えないことがあった。
【0008】
また、特に上記問題に対処しているものではないが、横断面が長方形状や略H字形状の封止部が得られるよう圧潰封止部の形成を、側面から押圧体を延出した略L字形をなす一対のピンチャーで行うことが特許文献1に、また、封止部を横断面方向から見て直交した2方向から2対のピンチャーにより行うことが特許文献2および3に開示されている。
【0009】
しかし、上記特許文献1によるものは偏平面形成の主ピンチャーの側面にこの主ピンチャー面と直交した方向に副ピンチャーを構成する押圧体が延出していて、対向配置された両主ピンチャーが直線的に前進してバルブの軟化したガラスを押圧するとともに相手方主ピンチャーの側面に押圧体が前進して、両主ピンチャーおよび両押圧体がバルブを四方から囲む内面が長方形状をなし、両主ピンチャーに押圧されたガラスは側面方向に流れ動いても側面の両押圧体により移動が規制阻止され、バルブ軸に沿って逃げ部となっている端部方向へと流動して圧潰封止部を形成する。
【0010】
そして、この押圧が終了すると両主ピンチャーおよび両押圧体は直線的に後退して圧潰封止部から離れるが、主ピンチャーの側面に設けられた押圧体面が偏平面を結ぶ封止部側面を擦るようにして後退するため未だ高温状態にある封止部側面角部近傍が後退方向に反るなど変形することがあり、完成した発光管などと他の部材との組立て整合性に上述したような不具合を生じることがある。
【0011】
この封止部側面角部近傍の変形を防ぐ手段としては、圧潰封止部の形成後ガラスを十分に冷却してから主ピンチャーおよび押圧体を後退させるようにすればよいが、封止作業に多大の時間がかかり生産性が低下するという問題がある。
【0012】
また、上記特許文献2および3によるものは、直交した方向に各一対のピンチャーを用い(計4方向から押圧する。)圧潰封止部を形成しているが、特許文献2の場合は各対のピンチャーの具体的な動作説明の記載がないばかりか偏平面形成の主ピンチャーと直交した方向の副ピンチャーとが押圧動作時には若干の隙間を確保していることが記載されている。
【0013】
これは特許文献2中の説明や図面から明らかなように、圧潰封止部の横断面を略H字形状をなすよう形成するためで、この場合圧潰封止時に軟化したガラスを押圧すると主ピンチャーと直交した方向の副ピンチャーとの略H字形状の端部を形成する隙間部分には規制壁などが設けられていないので不均一にガラスが流れ込む虞があり、所望形状や寸法を有する圧潰封止部が得られないことがある。
【0014】
また、上記特許文献3には、4方向からピンチャーで押圧して圧潰封止部を形成しているが、各対のピンチャーの具体的な動作説明の記載は見当らたず特許文献2と同様な不具合発生の虞があるものと推察される。
【特許文献1】特許第2556134号公報
【特許文献2】特開平6−140001号公報
【特許文献3】特開2002−358886号公報
【発明の開示】
【発明が解決しようとする課題】
【0015】
本発明は、加熱した管球のバルブ端部を二対のピンチャーを用い4方向から押圧して長方形状をした圧潰封止部を形成するに際し、そのピンチャーの動作を規制することによって、圧潰封止部の形状や寸法などをほぼ一定化してランプと他の部材との整合性の改善がはかれる高圧放電ランプなどの管球の製造方法を提供することを課題とする。
【課題を解決するための手段】
【0016】
本発明の請求項1に記載の管球の製造方法は、内部に電極マウントを介在したガラス製バルブの端部を加熱し、この端部をバルブ軸を中心として対向配設されたピンチャーを用い押圧して偏平な圧潰封止部を形成する管球の製造方法において、上記ピンチャーは偏平面を形成する一対の主ピンチャーと、この偏平面間の幅狭の両側面を形成する一対の副ピンチャーとからなり、主および副ピンチャーが同方向から共に前進して圧潰封止部を成形した後、主ピンチャーより先に副ピンチャーが封止部偏平面と交差する方向に離脱するようにしたことを特徴としている。
【0017】
加熱されたガラス製バルブの端部は、偏平面を形成する一対の主ピンチャーおよび偏平面間の幅狭の側面を形成する一対の副ピンチャーの計4個のピンチャーを横断面が長方形状となるよう配設して押圧し、押圧後は封止部側面を形成する副ピンチャー側を主ピンチャー側より先に封止部面より交差する方向に逃がし、その後主ピンチャー側の押圧を解くようにしている。
【0018】
このように封止部側面より斜行あるいは直交方向の交差する方向に副ピンチャーを移動して離脱するようにしたので、封止部の側面を擦ることによる圧潰封止部側面角部近傍に生じ易い凹凸、バリや反りなどの発生の防止がはかれるとともに横断面が長方形状で外周が平坦面をなす寸法精度の高い圧潰封止部を形成できる。
【0019】
本発明で適用される管球の透光性気密容器すなわちバルブを構成するガラスは、石英ガラス、アルミノシリケートガラスなどの硬質ガラス、ソーダライムガラスなど軟質ガラスを用いることができ、その形状はT(管)形、G(球)形、R(反射)形あるいはAやPS(洋梨)形など圧潰封止部が形成できるものであればよい。
【0020】
また、本発明中に記載の電極マウントとは、放電ランプの場合は放電電極を備えたマウントを、また、電球の場合はフィラメントを備えたマウントを指す。
【0021】
また、本発明の圧潰封止部が対応する部材としては、封止部を収容する口金など、封止部を挿通する外管や中空管など、封止部を支持するサポート部材など、封止部を装着するソケット装置などが挙げられる。
【0022】
さらに、本願発明が適用できる管球とは、メタルハライドランプや水銀ランプなどの高圧放電ランプ、蛍光ランプやネオンランプなどの低圧放電ランプ、ハロゲン電球やウエッジベース形電球などの電球を指し、その用途は問わない。
【0023】
本発明の請求項2に記載の管球の製造方法は、主ピンチャーと副ピンチャーとの接触部から押圧されたガラスが流出しないことを特徴としている。
【0024】
横断面が長方形状となるよう計4個のピンチャーを4方から囲うよう配設してあるので押圧により流動したガラスがピンチャー間から漏れることもなくバルブ端部側へと流れ封止部の圧潰面にバリなどの発生がない。
【0025】
本発明の請求項3に記載の管球の製造方法は、主ピンチャーの押圧面に凹部または凸部が設けられ、押圧された偏平面に突起または凹所が形成されることを特徴としている。
【0026】
上記請求項1,2のように本発明の圧潰封止部の各面は平坦状であるが、主ピンチャーの押圧面に凹部または凸部を設けておくことにより、各偏平面には突出した突起または凹所が形成され、管球バルブを支持部材などに取り付けの際、確実、かつ、強固に保持固定させることができる。
【発明の効果】
【0027】
請求項1の発明によれば、相対する2対(計4個)のピンチャーを用い圧潰封止部を形成するにあたり、押圧後に側面側のピンチャーを偏平面側のピンチャーより先に側面を擦らないように後退させることにより、偏平面や側面、特に両者が交差する角部近傍には凹凸、バリや反りなどの変形を生じることがないとともに成形寸法のばらつきが小さく、封止部に口金を取着したり封止部を中空管や外管内を挿通する管球、あるいは封止部を直接にソケット装置に装着する管球などの場合に、その取付けや装着が不能になるものがない確実、かつ、高精度の対応がはかれる管球の製造(封止)方法を提供できる。
【0028】
また、請求項2の発明によれば、封止に際し、横断面が長方形状となるよう計4個のピンチャーを4方から囲うよう配設してあるので押圧により流動したガラスがピンチャー間から漏れることもなく、外周、特に側面角部近傍にはバリなどの発生がない平坦な面を有する圧潰封止部を形成できる。
【0029】
さらに、請求項3の発明によれば、本発明は上記請求項1,2に記載のように圧潰封止部の各面は平面状であることが基本であるが、各偏平面には突出した突起または凹所を形成しておくことにより管球バルブを支持部材やソケット装置などに取り付けの際、確実、かつ、強固に保持固定させることができる。
【発明を実施するための最良の形態】
【0030】
以下,本発明の実施の形態を図1および図2を参照して説明する。図は管球、たとえば高圧放電ランプの発光管で、図1は発光管の概略正面図、図2(a)〜(f)は発光管の製造工程であるガラス製バルブの端部にマウントを封止する工程の一部を順を追って示す説明図である。
【0031】
図1に示す発光管L1は、透光性気密容器を形成する直管(T)形の石英ガラスからなるバルブ1の両端部に圧潰封止部1a,1bを有し、一方の圧潰封止部1aには電極マウント2Aが、また、他方の圧潰封止部1bには2組の電極マウント2B,2Cの金属箔21,21,…部分が気密に封止されている。これら圧潰封止部1a,1bは、対向した両側に偏平面が形成されているとともに偏平面間を結ぶ側面が平面状であって横断面が図1(c)に示すような長方形状をしている。
【0032】
上記電極マウント2Aおよび2Bは、リボン状のモリブデンMoからなる金属箔21の一端側にタングステンWやモリブデンMoなどからなる内部導入線22がそれぞれ溶接やかしめ止めなどの手段で接続され、この内部導入線22の先端にはタングステンW線を巻回した放電電極3a(または3b)が設けられている。
【0033】
また、金属箔21の他端側にはモリブデンMoなどからなる外部導入線23が上記と同様な手段で接続されている。また、電極マウント2Cは、内部導入線22の先端を上記電極マウント2Bの放電電極3bに近接して配設して補助電極としている。なお、図中15は排気管のチップ部である。
【0034】
また、発光管バルブ1内には、放電媒体として所定量の水銀と金属ハロゲン化物およびアルゴンガスなどの不活性ガスが封入してある。この金属ハロゲン化物としては、よう素Iや臭素Brなどのハロゲンと、ナトリウムNa、スカンジウムSc、セシウムCsやディスプロシウムDyなどの少なくとも一種の発光金属とが封入され、発光効率、演色性や色温度などの特性向上をはかっている。
【0035】
このような構成の発光管L1は、図2(a)〜(f)に上方から見た概略を示す封止装置により製造(封止)される。(なお、図2(b)は上側が上面図で、下側が側面図であり、また、図2(f)は主ピンチャー41を押圧面側から見た正面図である。)
図2において、4,4は対向して配設された一対の押圧装置部分で、対向面にバルブ1の半径寸法より少々大きく形成された凹所42、この凹所42に連設して偏平面を形成する押圧面43を備えた主ピンチャー41および一端側が軸47やピンなどに軸支され回動できるとともに上記主ピンチャー41の押圧面43と直交した側面に沿い押圧面43より先方にまで突出して設けられた腕木状の副ピンチャー45を有している。
【0036】
なお、この副ピンチャー45の主ピンチャー41と接する面は平面部46となっている。また、図示していないが主ピンチャー41,41の押圧面43を外れた部位に対向して主ピンチャー41の移動を規制する進退が調整可能なストッパーを設けることができる。
【0037】
そして、この一対の押圧装置4,4部分は、通常、両主ピンチャー41,41が開放された隔離状態にあって、動作時両主ピンチャー41,41の前進(接近)時には副ピンチャー45も共に同時に平行移動し、予め封止部厚さに対応してストッパーを調整して設定した位置にて移動が停止できる。
【0038】
このとき、両主ピンチャー41,41の各押圧面43,43とこの両押圧面43,43間に臨む両副ピンチャー45,45の平面部46,46との4面が囲う内面の横断面は長方形状をなすよう構成されている。
【0039】
その封止方法は、封止装置のヘッド(図示しない。)の中心に石英ガラス管からなるバルブ1が垂直になるようホルダ(図示しない。)に支持させるとともに下方のマウント支持台(図示しない。)に垂直支持させた電極マウント(2A)をバルブ1の開口部から金属箔(21)部がバルブ1内に入るまで移動進入させる。(なお、バルブ側あるいは両者を移動させてもよい。)
そして、バルブ1を中心としてほぼ等間隔で配設した複数組のガスバーナ49,…によってバルブ1の端部近傍を外から加熱する。この加熱はヘッド側またはガスバーナ49,…側を回動させながら行うことにより、封止予定部のガラスを均等に軟化溶融できる。(図2(a))
ついで、この加熱により軟化溶融しほぼ中心に収縮してきたらバルブ1の端部近傍に一対の押圧装置4,4をバルブ1を中心として対向配置する。(図2(b))
つぎに、一対の押圧装置4,4をバルブ1に向け両側から矢印方向に前進させてバルブ1端部近傍の壁面を両外側から主ピンチャー41,41の各押圧面43,43で押圧する。このとき軟化溶融したガラスは、押圧面43,43で押圧されることにより圧潰流動して、両押圧面43,43とこの両押圧面43,43間に臨む両副ピンチャー45,45の平面部46,46とで囲われた横断面が長方形状をなす内部に充填された状態となる。なお、内部に充填された図において下方や上方(最端部)の端面は図1(a)に示すように直線状ではなく不規則な流動が起こり凹凸面となるが両圧潰面には凸状部などの突起は形成されない。
【0040】
また、上記主ピンチャー41,41の各押圧面43,43での押圧により溶融したガラスは、内部にある金属箔21および内外導入線22,23の接続基部近傍を覆うとともに熱膨張係数が近似した金属箔21の表面部分を濡らし両者は気密に封着される。また、この押圧時にバルブ1内に大気圧以上の圧力の不活性ガスや乾燥エアーを注入することにより、押圧部近傍の軟化状態にあるガラスを膨らせ凹所42により略半球状に成形することができる。(図2(c))
そして、上記主ピンチャー41,1の各押圧面43,43と副ピンチャー45,45の平面部46,46とで囲われた圧潰封止部分のガラスがある程度冷えて固化したら、まず、各軸47に支承された腕木状の副ピンチャー45を矢印方向の外側に拡開して圧潰封止部1aの側面から平面部46,46を離脱させる。(図2(d))
つぎに、一対の押圧装置4,4が離れるよう主ピンチャー41および副ピンチャー45を後退させバルブ1の圧潰封止部1aの偏平面から主ピンチャー41,41の各押圧面43,43を離脱させる。(図2(e))
上述した一連の封止作業が終ったら、ついで、バルブ1の上下を逆転してバルブ1の他端側に上記と同様な手段で電極マウント2Bおよび2Cを封止して圧潰封止部1bを形成する。なお、2組の電極マウント2B,2Cを封止する場合は、両者が電気的に接触しないような配設する他は1組の電極マウント2Aの場合と特に変わるところはない。
【0041】
上記両端にマウント2Bおよび2Cを封止したバルブ1は、排気装置において排気管を通じバルブ1内の排気と所定量の水銀と金属ハロゲン化物およびアルゴンガスなどの不活性ガスが封入が行われた後、排気管がチップオフされて図1に示す発光管L1が得られる。
【0042】
そして、本発明が特徴とするところは上記主ピンチャー41,41および副ピンチャー45,45による押圧後のピンチャーの開放で、圧潰封止部1a(1b)の側面を形成する部分の副ピンチャー45,45からしかも封止部1a(1b)の側面を擦らせず、側面から直ちに離脱するよう斜行あるいは直交方向に副ピンチャー45,45を移動させたことにある。
【0043】
このように副ピンチャー45,45を側面から移動(後退)させれば、従来のように副ピンチャー45の平面部46が成形された側面を擦っていくため生じることがあった偏平面や側面、特に偏平面と側面とが交差する角部近傍に曲りや反りなどの変形の発生がなく、副ピンチャー45の平面部46により形成された平坦面を備えた発光管L1が得られる。また、成形後のピンチャーの開放時間が従来と同じ所要時間(冷却時間)であれば規格外品(不良)の発生も少なく生産性を向上できる。
【0044】
また、この副ピンチャー45の移動方向は斜行に限らず直交方向であっても同様な作用効果が得られる。
【0045】
なお、上記封止作業は、通常、作業ヘッドが複数組設けられたスパイダーやコンベヤーを回転させ、順次加工を行うようにすることにより発光管L1の量産化がはかれる。また、主ピンチャー41および副ピンチャー45の前進や後退あるいは副ピンチャー45が先に押圧を解除する動作は上記実施の形態に限らず、一連の作業を両ピンチャー41,45が連動する駆動により行ってもあるいは個々のピンチャー41,45の駆動を連動させるようにしてもよく、また、その駆動は機械的あるいは電気的な手段で容易に行うことができる。
【0046】
そして、上記図1に示す発光管L1は、高圧放電ランプたとえば図3に正面図で示す二重管構造のメタルハライドランプL2内に組み込まれる。
【0047】
このメタルハライドランプL2などの発光管L1は、封止部1a,1bなどに熱膨張係数差などによるストレスや少々の傷などの欠陥があると、点灯時のバルブが高温高圧となったときにこの欠陥に起因してクラックなどを生じ、このクラックが基で発光管L1が破裂することがある。また、発光管L1は、温度を高めることによって高効率点灯できることが知られている。
【0048】
そこで、上記欠陥による発光管バルブのクラックや破裂時にガラス部材などの飛散を外管バルブ内に抑えることや発光特性の向上をはかるため、発光管L1を耐熱透光性材料からなる円筒状の中空管で覆い保護や保温するよう構成されていることが多い。
【0049】
この図3に示すランプL2もこのような事情に対処した構成のもので、一端部にステム5を封止した外管バルブ6内の上下方に配設した一対のサポート部材7a,7bはモリブデンMoやステンレスなどのサポート線71,…や板状体を略コ字形に成形したものからなり、発光管L1およびこの発光管L1を囲繞した石英ガラスやセラミックスからなる円筒状の透光性中空管8の端部を支持したものからなる。
【0050】
外管バルブ6はホウケイ酸ガラスなどの透光性の硬質ガラスからなり、中央部に膨出部61を有するとともに図示下部側の閉塞されたトップ部62および上部側のネック部63に小径部分を有するいわゆるBT形に形成されている。このネック部63側にはステム5が封止られた封止部(図示しない。)を有し、この封止部を覆ってE形の口金69が取付けられている。
【0051】
なお、ネック部63側のサポート部材7bは、略コ字形状に折曲したサポート線71を上記ステム5に植設した導入線51に溶接により接続したり、ステム5管に巻装したバンド部材に締結などの手段で固定して支持されている。
【0052】
外管バルブ6内における上記発光管L1および中空管8の支持は、上記外管バルブ6のトップ部62およびネック部63側に配設されるサポート線71,…を略コ字形に成形したサポート部材7a,7bにより行われる。発光管L1はサポート部材7a,7bの開口部に封止部1a,1bを位置させて、帯状の金属板からなるバンド部材72,72で封止部1a,1bを挟みサポート線71,…に溶接などの手段で接続することにより固定されている。
【0053】
また、上記発光管L1の周囲を覆う円筒状の中空管8は、中空管8の端面とほぼ同形のリング状に打ち抜き複数箇所に起立片81,…を設けた保持板80を両端部に当て起立片81,…を起立させて中空管8の端部を外側から抑えたり内外面の両側から挟むようにするとともに一部の起立片81,…をサポート部材7a,7bやバンド部材72,72に溶接などの手段で接続することにより固定している。なお、図中73,…はサポート部材7a,7bを外管バルブ6の中心軸上にあるよう支持の補助をなす金属製の羽根状の弾性(ばね)部材でバルブ6のトップ部62および必要に応じネック部63の内周面に弾性当接している。
【0054】
また、外管バルブ6内における電気的接続は、ステム5の一方の導入線51にはサポート部材7b、外部導入線23を介し一方の主電極3bと接続し、ステム5の他方の導入線52は発光管バルブ1と遠ざかるよう湾曲して離した細線からなる給電線75、外部導入線23を介し他方の主電極3aと接続している。また、発光管L1の上下の主電極3a,3bと並列的に始動用のグロースタータ(点灯管)91、バイメタルを用いた熱応動スイッチ92、抵抗93などの部品で構成した始動補助回路9が接続されるとともにこの補助回路9は上記マウント2Cの補助電極を形成する内部導入線23に接続している。
【0055】
そして、このメタルハライドランプL2をソケットに装着して、電源から安定器などを有する点灯回路装置を介し通電すれば、始動補助回路9を介し発光管L1内にある主電極3aと主電極3b、補助電極22およびグロースタータ91の両端間に高圧パルスが印加され、主電極3bと補助電極2との間の放電が生起した後、主電極3a,3b間の放電に移行してランプL2の点灯が持続される。
【0056】
そして、このメタルハライドランプL2は、発光管L1端部に形成した圧潰封止部1a,1bの横断面は4方を囲み成形した長方形状をなしていて偏平面はその幅と厚さを所望値に形成できるとともに封止部側面角部近傍には凹凸、バリや反りなどの発生がなく、発光管L1の周囲を覆う円筒状の中空管8内への収容が不可能にならず、通過収容させることが容易で作業を円滑に行うことができる。また、発光管L1の外周と中空管8内面との両者間の隙間を小さくでき保温効果を高め発光特性を向上できる。
【0057】
さらに、中空管8を用いず発光管L1自体をサポート部材7a,7bに直付けする場合でも、所定位置に確実かつ容易に作業を行うことができる。
【0058】
なお、上記図1で説明した圧潰封止部1a,1bの各偏平面は平面状であったが、各偏平面には上記図1中に各4ケ所点線で示すように偏平面より突出した突起11,…を形成しておいてもよい。これら突起11,…は平面ですべり易いバンド部材72を確保するためのもので、縦列した突起11,11間の平面部12に発光管L1固定用のバンド部材72が配置され、突起11,11がバンド部材72の移動を阻止して確実、かつ、強固に発光管L1を保持してサポート部材7a,7bに固定できる。
【0059】
また、この突起11,…は、主ピンチャー41,41の各押圧面43,43に凹部を設けることによって形成できる。
【0060】
また、図4および図5は本発明管球の他の実施の形態を示し、図4は高圧放電ランプの正面図、図5はウエッジベース形電球の正面図で、図中、図1、図3と同一部分には同一の符号を付してその説明は省略する。
【0061】
図4に示す発光管L3は、石英ガラスからなる球状をしたバルブ1の一端側に一対の電極マウント2Cを封止し、内部にハロゲン化物を含む放電媒体が封入してある片端封止のランプで、この発光管L3をさらに石英ガラスからなる外管6内に収容して封止した二重管形の片口金メタルハライドランプL4である。
【0062】
この発光管L3および外管6の端部は上記実施の形態と同様な方法によりほぼ同形の圧潰封止部1bが形成され、外管6の圧潰封止部1bにはG12形などの口金69が接合されている。図中、68,68は端子ピンである。
【0063】
上記発光管L3およびランプL4の各圧潰封止部1c,1cも横断面は4方を囲み成形した長方形状をなしていて、偏平面や側面および角部には不所望な凹凸、バリや反りなどの発生がなく、発光管L3を外管6のネック部に確実かつ容易に挿通できるとともに外管6の圧潰封止部1cを口金69内の所定位置に確実かつ容易に配置して接着剤や嵌合などにより固定でき、特にOHP用などの光学機器用や自動車などの車両用の光源として光源位置の精度が厳しいランプに適用して好ましい結果が得られる。
【0064】
図5に示すウエッジベース形電球L5は無口金形のランプであって、ソーダライムガラスやアルミノシリケートガラスからなる管状バルブ1の一端側に内部にジュメット線などの封止線21が封止された横断面が長方形状をなす圧潰封止部1dが形成されている。また、バルブ1内のマウント2Dは、一対の上記ジュメット線を延在させたりあるいはジュメット線に接続したニッケルメッキ鉄線などからなる内部導入線22,22にタングステンW細線を巻回したコイル状フィラメント3cを継線したものから構成されている。なお、外部導入線23,23は、上記ジュメット線を延在させたりあるいはジュメット線に接続したニッケルやヒューズ機能を呈する金属線からなる。
【0065】
また、上記圧潰封止部1dは両偏平面に凹所13が設けてあり、この凹所13は電球L5の圧潰封止部1dをソケットに装着したとき係止片と係合して電球L5の抜け出しを防ぐ作用を奏する。
【0066】
このウエッジベース形電球L5の場合も、口金を用いずソケット装置にその圧潰封止部1dを直接装着して用いられるため、ソケットの端子部材との整合性が厳しく、偏平面や側面および角部には不所望な凹凸、バリや反りなどの発生がないことが、確実、かつ、強固に固定でき、また、電気的な接続も確実に確保されることになり、自動車などの車両用やAV機器用などの表示や照明用の光源として好適する。
【図面の簡単な説明】
【0067】
【図1】本発明の高圧放電ランプに用いられる発光管の実施の形態を示す概略正面図である。
【図2】図(a)〜(f)は発光管の製造工程であるガラスバルブの端部にマウントを封止する工程の一部を順を追って示す説明図である。
【図3】本発明の高圧放電ランプ(二重管構造のメタルハライドランプ)の実施の形態を示す正面図である。
【図4】本発明の発光管および高圧放電ランプ(二重管構造のメタルハライドランプ)の他の実施の形態を示す概略正面図である。
【図5】本発明のウエッジペース形電球の実施の形態を示す斜視図である。
【符号の説明】
【0068】
L1、L3:管球(発光管)
L2、L4:管球(二重管形高圧放電ランプ)
L5:管球(ウエッジペース形電球)
1:ガラスバルブ
1a〜1d:圧潰封止部
2A〜2D:電極マウント
3a〜3c:電極(放電電極)
3d:電極(コイル状フィラメント)
4:押圧装置
41:主ピンチャー
45:副ピンチャー
6:外管
8:中空管
【特許請求の範囲】
【請求項1】
内部に電極マウントを介在したガラス製バルブの端部を加熱し、この端部をバルブ軸を中心として対向配設されたピンチャーを用い押圧して偏平な圧潰封止部を形成する管球の製造方法において、
上記ピンチャーは偏平面を形成する一対の主ピンチャーと、この偏平面間の幅狭の両側面を形成する一対の副ピンチャーとからなり、主および副ピンチャーが同方向から共に前進して圧潰封止部を成形した後、主ピンチャーより先に副ピンチャーが封止部偏平面と交差する方向に離脱するようにしたことを特徴とする管球の製造方法。
【請求項2】
主ピンチャーと副ピンチャーとの接触部から押圧されたガラスが流出しないことを特徴とする上記請求項1に記載の管球の製造方法。
【請求項3】
主ピンチャーの押圧面に凹部または凸部が設けられ、押圧された偏平面に突起または凹所が形成されることを特徴とする上記請求項1または2に記載の管球の製造方法。
【請求項1】
内部に電極マウントを介在したガラス製バルブの端部を加熱し、この端部をバルブ軸を中心として対向配設されたピンチャーを用い押圧して偏平な圧潰封止部を形成する管球の製造方法において、
上記ピンチャーは偏平面を形成する一対の主ピンチャーと、この偏平面間の幅狭の両側面を形成する一対の副ピンチャーとからなり、主および副ピンチャーが同方向から共に前進して圧潰封止部を成形した後、主ピンチャーより先に副ピンチャーが封止部偏平面と交差する方向に離脱するようにしたことを特徴とする管球の製造方法。
【請求項2】
主ピンチャーと副ピンチャーとの接触部から押圧されたガラスが流出しないことを特徴とする上記請求項1に記載の管球の製造方法。
【請求項3】
主ピンチャーの押圧面に凹部または凸部が設けられ、押圧された偏平面に突起または凹所が形成されることを特徴とする上記請求項1または2に記載の管球の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2006−49060(P2006−49060A)
【公開日】平成18年2月16日(2006.2.16)
【国際特許分類】
【出願番号】特願2004−227655(P2004−227655)
【出願日】平成16年8月4日(2004.8.4)
【出願人】(000003757)東芝ライテック株式会社 (2,710)
【出願人】(301010951)オスラム・メルコ・東芝ライティング株式会社 (37)
【Fターム(参考)】
【公開日】平成18年2月16日(2006.2.16)
【国際特許分類】
【出願日】平成16年8月4日(2004.8.4)
【出願人】(000003757)東芝ライテック株式会社 (2,710)
【出願人】(301010951)オスラム・メルコ・東芝ライティング株式会社 (37)
【Fターム(参考)】
[ Back to top ]