
管継手
【課題】用意する部品の種類や量を削減し得るようにする。
【解決手段】一端側に樹脂管を接合可能な樹脂製の樹脂管接合部6を有すると共に、他端側に管材を連結可能な金属製の管材連結部7を有する管継手において、管材連結部7を、管材に対する連結機構部15と、一端側が樹脂管接合部6にインサート成形され、他端側に連結機構部15に対する取付部16を有するインサートスリーブ17とに分割すると共に、樹脂管接合部6が、インサートスリーブ17の内側から他端側へと廻り込む廻り込み部31を有し、廻り込み部31の先端部32が、インサートスリーブ17の他端側と連結機構部15の対応する部分との間で挟着状態でシールされるようにしている。
【解決手段】一端側に樹脂管を接合可能な樹脂製の樹脂管接合部6を有すると共に、他端側に管材を連結可能な金属製の管材連結部7を有する管継手において、管材連結部7を、管材に対する連結機構部15と、一端側が樹脂管接合部6にインサート成形され、他端側に連結機構部15に対する取付部16を有するインサートスリーブ17とに分割すると共に、樹脂管接合部6が、インサートスリーブ17の内側から他端側へと廻り込む廻り込み部31を有し、廻り込み部31の先端部32が、インサートスリーブ17の他端側と連結機構部15の対応する部分との間で挟着状態でシールされるようにしている。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、管継手に関するものである。
【背景技術】
【0002】
近年、給排水管やガス管などの建物用配管として、耐久性、耐食性、耐震性、施工性などの良好な樹脂管を使用することが普及しつつある。一方で、従来より金属管が多く使用されているため、上記した樹脂管と金属管とを接続するのに管継手(異種管継手)が使用されている。
【0003】
このような管継手は、一端側に樹脂管を接合可能な樹脂製の樹脂管接合部を有すると共に、他端側に金属管を連結可能な金属製の管材連結部を有している(例えば、特許文献1参照)。
【特許文献1】特開2000−220785
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかしながら、上記した管継手には、管材連結部が金属製の一体物となっていたため、金属管側の連結構造に対応できるようにするためには、各種の連結機構部を有する管材連結部を備えた管継手を予め多数用意しておく必要が生じるなどの問題があった。
【課題を解決するための手段】
【0005】
上記課題を解決するために、請求項1に記載された発明では、一端側に樹脂管を接合可能な樹脂製の樹脂管接合部を有すると共に、他端側に管材を連結可能な金属製の管材連結部を有する管継手において、前記管材連結部を、管材に対する連結機構部と、一端側が前記樹脂管接合部にインサート成形され、他端側に前記連結機構部に対する取付部を有するインサートスリーブとに分割すると共に、前記樹脂管接合部が、インサートスリーブの内側から他端側へと廻り込む廻り込み部を有し、該廻り込み部の先端部が、インサートスリーブの他端側と連結機構部の対応する部分との間で挟着状態でシールされる管継手を特徴としている。
【0006】
請求項2に記載された発明では、前記インサートスリーブと前記連結機構部との間の取付部を、回転継手とした管継手を特徴としている。
【発明の効果】
【0007】
請求項1の発明によれば、一端側に樹脂管を接合可能な樹脂製の樹脂管接合部を有すると共に、他端側に管材を連結可能な金属製の管材連結部を有する管継手において、前記管材連結部を、管材に対する連結機構部と、一端側が前記樹脂管接合部にインサート成形され、他端側に前記連結機構部に対する取付部を有するインサートスリーブとに分割すると共に、前記樹脂管接合部が、インサートスリーブの内側から他端側へと廻り込む廻り込み部を有し、該廻り込み部の先端部が、インサートスリーブの他端側と連結機構部の対応する部分との間で挟着状態でシールされたことにより、以下の作用効果を得ることができる。即ち、管材連結部を連結機構部とインサートスリーブとに分割することにより、樹脂管接合部と一体のインサートスリーブに対し、管材の連結構造に対応する連結機構部を現場で取付けて使用することが可能となり、連結機構部は管継手自体と比べると格段に小さいので、これらが分割されていない場合と比べて、予め用意する部品の種類や量を大幅に削減することが可能となる。
【0008】
請求項2の発明によれば、前記インサートスリーブと前記連結機構部との間の取付部を、回転継手としたことにより、管材に対する取付作業性を向上することができる。また、捩れ方向の力が加わるような場合に、回転継手40で回転して力を逃がすようにすることができる。
【発明を実施するための最良の形態】
【0009】
以下、本発明を具体化した実施例について、図示例と共に説明する。
【実施例】
【0010】
図1、図2は、この発明の実施例を示すものである。
【0011】
まず、構成について説明する。給排水管やガス管などの建物用配管として近年普及しつつある樹脂管と、従来より使用されている金属管などの管材とを接続して管路を形成するために、図1に示すような管継手5(異種管継手)を設ける。ここで、樹脂管は、耐久性、耐食性、耐震性、施工性などに優れた、いわゆる第三世代高密度ポリエチレン樹脂などで構成されている。
【0012】
この管継手5は、一端側に樹脂管を接合可能な樹脂製の樹脂管接合部6を有すると共に、他端側に金属管などの管材を連結可能な金属製の管材連結部7を有するものである。この管継手5は、樹脂管と管材とを施工現場で接続するのに用いられる。この管継手5は、一般にスクリュージョイントなどと呼ばれている。樹脂管接合部6は、樹脂管と同じか、または、同種の樹脂にて構成される。この樹脂管接合部6は、樹脂管を挿入可能な受口部などとされている。即ち、樹脂管接合部6は、一端側に樹脂管の外径とほぼ同径の開口部9を有し、内部に樹脂管の対応する端部を収容固定可能な収容空間10を有するほぼ円筒形状を呈している。そして、この樹脂管接合部6の内部には、樹脂管接合部6と樹脂管とを溶融・融着させるための図示しない電熱線が配索されている。この樹脂管接合部6の外側面(外周面)には、電熱線に通電するための一対のターミナル部12が、軸線方向へ所要の間隔を有し、且つ、ほぼ径方向へ向けて突設されている。なお、樹脂管接合部6の詳細については省略する。一方、管材連結部7は、全体がほぼ筒状を呈している。
【0013】
そして、以上のような構成に対し、この実施例のものでは、図2に示すように、管材連結部7を、管材に対する連結機構部15と、一端側が樹脂管接合部6にインサート成形され、他端側に連結機構部15に対する取付部16を有するインサートスリーブ17とに分割する。
【0014】
ここで、連結機構部15は、オネジソケットやメネジソケットやユニオンソケットやエラスジョイントなどとすることができる。また、インサートスリーブ17は、一端側に樹脂管接合部6に対する部分的なインサート部18を有している。このインサート部18は、樹脂管接合部6の他端側にインサートされる。インサートスリーブ17は、樹脂管接合部6の収容空間10と、ほぼ同心状に、且つ、連通するように設置される。インサートスリーブ17のインサート部18以外の部分は、樹脂管接合部6から大きく突出されている(突出部19)。また、インサート部18は、突出部19よりも大径とされている。インサート部18は、内側面(内周面)や外側面(外周面)を樹脂管接合部6によって覆われている。そして、インサート部18の内側面や外側面には、成形時に樹脂管接合部6を構成する樹脂が入り込むことによって結合性が高められるようにするために、周方向へ延びる凸条部20,21が複数条形成されている(アンカー形状部)。なお、この場合、内側面の凸条部20は4条分、外側面の突条部21はほぼ3条分程度設けられている。
【0015】
また、取付部16は、例えば、インサートスリーブ17の突出部19の他端側の外側面(外周面)に螺刻形成された外ネジ部25などとする。これに対し、連結機構部15の対応する内面(内周面)にも、外ネジ部25と対応する位置に、取付部16として、対応する内ネジ部26を螺刻形成する。内ネジ部26と外ネジ部25との間には、螺着時に接着剤が塗布される。接着剤としては二液式のものなどが使用される。
【0016】
そして、樹脂管接合部6が、インサートスリーブ17の内側から他端側へと廻り込む廻り込み部31を有するように構成する。この廻り込み部31の先端部32が、インサートスリーブ17の他端側と連結機構部15の対応する部分との間で挟着状態でシールされるようにする(シール部33)。
【0017】
ここで、廻り込み部31は、インサートスリーブ17における突出部19の内側面を被覆するように形成される。インサートスリーブ17の内側面には、断面がほぼ台形状をして周方向へ延びる凹溝35が複数条形成され(ここでは、4条とされている)、この凹溝35に廻り込み部31を構成する樹脂が入り込み噛み合うようにすることにより、界面の密着性を向上し剥がれなどを防止し得るようにしている(剥がれ防止形状部)。また、インサートスリーブ17の他端面には、シール部33を受けるなどする切欠部37が形成されている。この切欠部37は、この場合、インサートスリーブ17のほぼ垂直な他端面の内周側の部分を図のように切り欠いたものなどとされている。これにより、シール部33は、外フランジ状のシール縁部と成されている。
【0018】
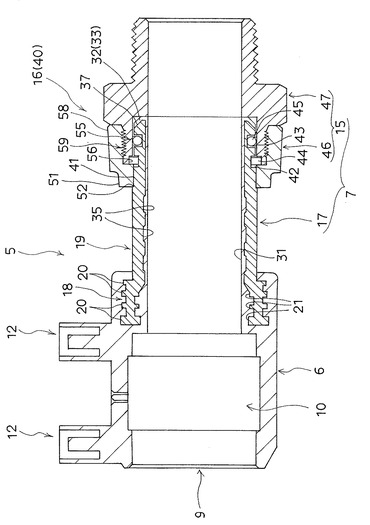
また、図3、図4に示すように、インサートスリーブ17と連結機構部15との間の取付部16を、回転継手40となるように構成することもできる。
【0019】
即ち、取付部16として、例えば、突出部19の他端側の外側面を所要の範囲で若干小径に構成し(小径部41)、この小径部41に、一端側から順に周方向へ延びるリング溝42およびシール溝43を凹設形成する。このリング溝42には潤滑性に優れたPOM製の抜止用リング部材44を嵌着し、シール溝43にはOリングなどのシール部材45を嵌着する。抜止用リング部材44は、リング溝42への嵌着状態で、突出部19の表面よりも外方へ大きく突出させるようにする。抜止用リング部材44は、リング溝42へ嵌着し得るように切れ目などを有している。シール部材45は、シール溝43への嵌着状態で、突出部19の表面よりも僅かに外方へ突出させるようにする。
【0020】
一方、取付部16として、連結機構部15を、他端側の連結機構部本体46と、一端側の止めネジ部47とに分割する。そして、止めネジ部47を一端側が小径で他端側が大径の段差付筒形状とする。そして、止めネジ部47の小径部分51の内側面を、突出部19他端側の小径部41に対して、摺接回転可能に嵌合し得るように、ほぼ同径に形成する。且つ、止めネジ部47の小径部分51を、突出部19の一般部分と小径部41との境界の段差部52と、抜止用リング部材44の一端面との間で係止されるように配置する。
【0021】
また、連結機構部本体46の一端側の部分55の内側面を突出部19他端側の小径部41とほぼ同径か若干大径に構成し、一端側の部分55の一端面の内周部分に抜止用リング部材44の外側面および他端面を収容係止可能な座繰部56を形成する。そして、連結機構部本体46の一端側の部分55の外側面と、止めネジ部47の大径部分58の内側面との間に両者を螺合可能なネジ部59を形成する。また、シール部33を受ける切欠部37は、この場合、インサートスリーブ17のほぼ垂直な他端面の外周側の部分を図のように先細りとなるようほぼ斜めに切り欠いたものなどとされている。これにより、シール部33は、傘状のシール縁部と成されている。
【0022】
次に、この実施例の作用について説明する。
【0023】
工場にて、金属製の連結機構部15とインサートスリーブ17とをそれぞれ製造すると共に、インサートスリーブ17の一端部を樹脂管接合部6にインサート成形して、管継手5を構成する。なお、この段階で、連結機構部15をインサートスリーブ17に取付けることもできるが、ここでは、後から取付けるものとする。
【0024】
そして、施工現場にて、金属管などの管材に応じた連結機構部15をインサートスリーブ17に取付けるようにする。
【0025】
インサートスリーブ17に連結機構部15を取付けた状態では、廻り込み部31の先端部32が、インサートスリーブ17の他端側と連結機構部15の対応する部分との間で挟着状態でシールされることとなる(シール部33)。これにより、シールと廻り込み部31の剥離防止とが行われる。
【0026】
図1、図2の取付部16の場合には、インサートスリーブ17の突出部19の他端側の外側面に螺刻形成された外ネジ部25と、連結機構部15の対応する内面に螺刻形成された内ネジ部26とを螺合させるようにする。なお、内ネジ部26と外ネジ部25との間には、螺着時に二液式の接着剤などを塗布してシールと固定とを行わせるようにする。
【0027】
また、図3、図4の取付部16の場合には、先ず、連結機構部15の止めネジ部47を他端側からインサートスリーブ17の小径部41に摺接回転可能に嵌着し、次に、他端側から抜止用リング部材44をリング溝42へ嵌着することにより、突出部19の一般部分と小径部41との境界の段差部52と、抜止用リング部材44の一端面との間で、止めネジ部47の小径部分51を係止させるようにする。そして、更に、他端側からシール部材45をシール溝43へ嵌着する。そして、連結機構部15の止めネジ部47に、他端側からネジ部59を介して連結機構部本体46を螺合する。これにより、連結機構部本体46の内側面とシール部材45との間でシールが行われることとなる。
【0028】
且つ、樹脂管接合部6に樹脂管を接合すると共に、管材連結部7に金属管などの管材を連結する。
【0029】
この際、樹脂管接合部6に、樹脂管の対応する端部を挿入し、樹脂管接合部6の内部に設けられた図示しない電熱線を加熱させることにより、樹脂管接合部6と樹脂管とを溶融・融着させる。
【0030】
また、金属管などの管材の対応する端部と、連結機構部15とを連結する。なお、以上の手順はこの通りでなくても良い。
【0031】
このように、この実施例によれば、一端側に樹脂管を接合可能な樹脂製の樹脂管接合部6を有すると共に、他端側に管材を連結可能な金属製の管材連結部7を有する管継手において、管材連結部7を、管材に対する連結機構部15と、一端側が樹脂管接合部6にインサート成形され、他端側に連結機構部15に対する取付部16を有するインサートスリーブ17とに分割すると共に、樹脂管接合部6が、インサートスリーブ17の内側から他端側へと廻り込む廻り込み部31を有し、廻り込み部31の先端部32が、インサートスリーブ17の他端側と連結機構部15の対応する部分との間で挟着状態でシールされたことにより、以下の作用効果を得ることができる。
【0032】
即ち、管材連結部7を連結機構部15とインサートスリーブ17とに分割することにより、樹脂管接合部6と一体のインサートスリーブ17に対し、管材の連結構造に対応する連結機構部15を現場で取付けて使用することが可能となり、連結機構部15は管継手5自体と比べると格段に小さいので、これらが分割されていない場合と比べて、予め用意する部品の種類や量を大幅に削減することが可能となる。
【0033】
また、図3、図4に示すように、インサートスリーブ17と連結機構部15との間の取付部16を、回転継手40としたことにより、管材に対する取付作業性を向上することができる。また、捩れ方向の力が加わるような場合に、回転継手40で回転して力を逃がすようにすることができる。
【0034】
以上、この発明の実施例を図面により詳述してきたが、実施例はこの発明の例示にしか過ぎないものであるため、この発明は実施例の構成にのみ限定されるものではなく、この発明の要旨を逸脱しない範囲の設計の変更等があってもこの発明に含まれることは勿論である。また、複数の実施例や変形例が示されている場合には、これらの可能な組合せが含まれることは勿論である。
【図面の簡単な説明】
【0035】
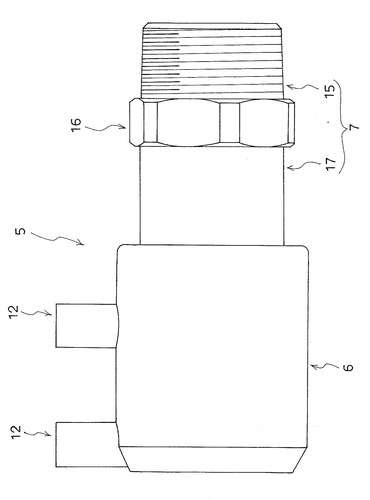
【図1】本発明の実施例にかかる管継手の側面図である。
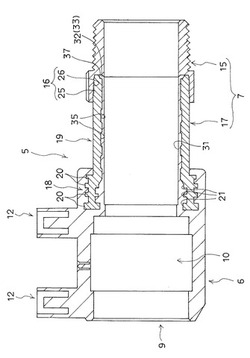
【図2】図1の軸線方向に沿った縦断面図である。
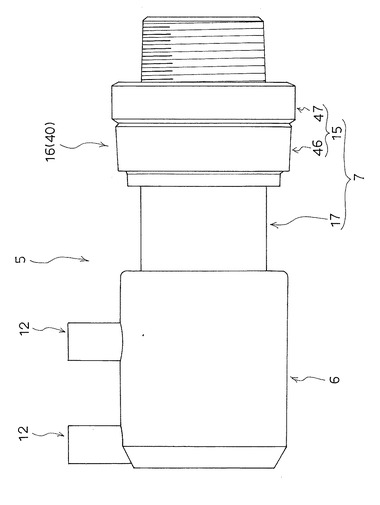
【図3】取付部を回転継手とした場合の側面図である。
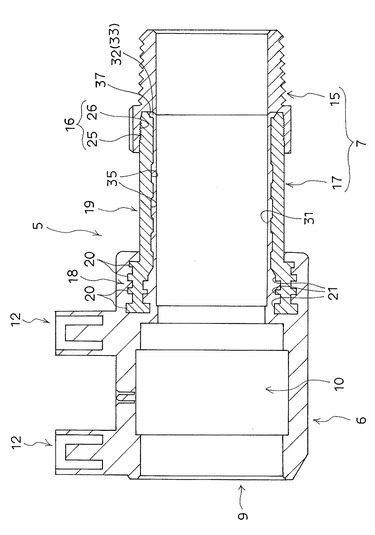
【図4】図3の軸線方向に沿った縦断面図である。
【符号の説明】
【0036】
6 樹脂管接合部
7 管材連結部
15 連結機構部
16 取付部
17 インサートスリーブ
31 廻り込み部
32 先端部
40 回転継手
【技術分野】
【0001】
この発明は、管継手に関するものである。
【背景技術】
【0002】
近年、給排水管やガス管などの建物用配管として、耐久性、耐食性、耐震性、施工性などの良好な樹脂管を使用することが普及しつつある。一方で、従来より金属管が多く使用されているため、上記した樹脂管と金属管とを接続するのに管継手(異種管継手)が使用されている。
【0003】
このような管継手は、一端側に樹脂管を接合可能な樹脂製の樹脂管接合部を有すると共に、他端側に金属管を連結可能な金属製の管材連結部を有している(例えば、特許文献1参照)。
【特許文献1】特開2000−220785
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかしながら、上記した管継手には、管材連結部が金属製の一体物となっていたため、金属管側の連結構造に対応できるようにするためには、各種の連結機構部を有する管材連結部を備えた管継手を予め多数用意しておく必要が生じるなどの問題があった。
【課題を解決するための手段】
【0005】
上記課題を解決するために、請求項1に記載された発明では、一端側に樹脂管を接合可能な樹脂製の樹脂管接合部を有すると共に、他端側に管材を連結可能な金属製の管材連結部を有する管継手において、前記管材連結部を、管材に対する連結機構部と、一端側が前記樹脂管接合部にインサート成形され、他端側に前記連結機構部に対する取付部を有するインサートスリーブとに分割すると共に、前記樹脂管接合部が、インサートスリーブの内側から他端側へと廻り込む廻り込み部を有し、該廻り込み部の先端部が、インサートスリーブの他端側と連結機構部の対応する部分との間で挟着状態でシールされる管継手を特徴としている。
【0006】
請求項2に記載された発明では、前記インサートスリーブと前記連結機構部との間の取付部を、回転継手とした管継手を特徴としている。
【発明の効果】
【0007】
請求項1の発明によれば、一端側に樹脂管を接合可能な樹脂製の樹脂管接合部を有すると共に、他端側に管材を連結可能な金属製の管材連結部を有する管継手において、前記管材連結部を、管材に対する連結機構部と、一端側が前記樹脂管接合部にインサート成形され、他端側に前記連結機構部に対する取付部を有するインサートスリーブとに分割すると共に、前記樹脂管接合部が、インサートスリーブの内側から他端側へと廻り込む廻り込み部を有し、該廻り込み部の先端部が、インサートスリーブの他端側と連結機構部の対応する部分との間で挟着状態でシールされたことにより、以下の作用効果を得ることができる。即ち、管材連結部を連結機構部とインサートスリーブとに分割することにより、樹脂管接合部と一体のインサートスリーブに対し、管材の連結構造に対応する連結機構部を現場で取付けて使用することが可能となり、連結機構部は管継手自体と比べると格段に小さいので、これらが分割されていない場合と比べて、予め用意する部品の種類や量を大幅に削減することが可能となる。
【0008】
請求項2の発明によれば、前記インサートスリーブと前記連結機構部との間の取付部を、回転継手としたことにより、管材に対する取付作業性を向上することができる。また、捩れ方向の力が加わるような場合に、回転継手40で回転して力を逃がすようにすることができる。
【発明を実施するための最良の形態】
【0009】
以下、本発明を具体化した実施例について、図示例と共に説明する。
【実施例】
【0010】
図1、図2は、この発明の実施例を示すものである。
【0011】
まず、構成について説明する。給排水管やガス管などの建物用配管として近年普及しつつある樹脂管と、従来より使用されている金属管などの管材とを接続して管路を形成するために、図1に示すような管継手5(異種管継手)を設ける。ここで、樹脂管は、耐久性、耐食性、耐震性、施工性などに優れた、いわゆる第三世代高密度ポリエチレン樹脂などで構成されている。
【0012】
この管継手5は、一端側に樹脂管を接合可能な樹脂製の樹脂管接合部6を有すると共に、他端側に金属管などの管材を連結可能な金属製の管材連結部7を有するものである。この管継手5は、樹脂管と管材とを施工現場で接続するのに用いられる。この管継手5は、一般にスクリュージョイントなどと呼ばれている。樹脂管接合部6は、樹脂管と同じか、または、同種の樹脂にて構成される。この樹脂管接合部6は、樹脂管を挿入可能な受口部などとされている。即ち、樹脂管接合部6は、一端側に樹脂管の外径とほぼ同径の開口部9を有し、内部に樹脂管の対応する端部を収容固定可能な収容空間10を有するほぼ円筒形状を呈している。そして、この樹脂管接合部6の内部には、樹脂管接合部6と樹脂管とを溶融・融着させるための図示しない電熱線が配索されている。この樹脂管接合部6の外側面(外周面)には、電熱線に通電するための一対のターミナル部12が、軸線方向へ所要の間隔を有し、且つ、ほぼ径方向へ向けて突設されている。なお、樹脂管接合部6の詳細については省略する。一方、管材連結部7は、全体がほぼ筒状を呈している。
【0013】
そして、以上のような構成に対し、この実施例のものでは、図2に示すように、管材連結部7を、管材に対する連結機構部15と、一端側が樹脂管接合部6にインサート成形され、他端側に連結機構部15に対する取付部16を有するインサートスリーブ17とに分割する。
【0014】
ここで、連結機構部15は、オネジソケットやメネジソケットやユニオンソケットやエラスジョイントなどとすることができる。また、インサートスリーブ17は、一端側に樹脂管接合部6に対する部分的なインサート部18を有している。このインサート部18は、樹脂管接合部6の他端側にインサートされる。インサートスリーブ17は、樹脂管接合部6の収容空間10と、ほぼ同心状に、且つ、連通するように設置される。インサートスリーブ17のインサート部18以外の部分は、樹脂管接合部6から大きく突出されている(突出部19)。また、インサート部18は、突出部19よりも大径とされている。インサート部18は、内側面(内周面)や外側面(外周面)を樹脂管接合部6によって覆われている。そして、インサート部18の内側面や外側面には、成形時に樹脂管接合部6を構成する樹脂が入り込むことによって結合性が高められるようにするために、周方向へ延びる凸条部20,21が複数条形成されている(アンカー形状部)。なお、この場合、内側面の凸条部20は4条分、外側面の突条部21はほぼ3条分程度設けられている。
【0015】
また、取付部16は、例えば、インサートスリーブ17の突出部19の他端側の外側面(外周面)に螺刻形成された外ネジ部25などとする。これに対し、連結機構部15の対応する内面(内周面)にも、外ネジ部25と対応する位置に、取付部16として、対応する内ネジ部26を螺刻形成する。内ネジ部26と外ネジ部25との間には、螺着時に接着剤が塗布される。接着剤としては二液式のものなどが使用される。
【0016】
そして、樹脂管接合部6が、インサートスリーブ17の内側から他端側へと廻り込む廻り込み部31を有するように構成する。この廻り込み部31の先端部32が、インサートスリーブ17の他端側と連結機構部15の対応する部分との間で挟着状態でシールされるようにする(シール部33)。
【0017】
ここで、廻り込み部31は、インサートスリーブ17における突出部19の内側面を被覆するように形成される。インサートスリーブ17の内側面には、断面がほぼ台形状をして周方向へ延びる凹溝35が複数条形成され(ここでは、4条とされている)、この凹溝35に廻り込み部31を構成する樹脂が入り込み噛み合うようにすることにより、界面の密着性を向上し剥がれなどを防止し得るようにしている(剥がれ防止形状部)。また、インサートスリーブ17の他端面には、シール部33を受けるなどする切欠部37が形成されている。この切欠部37は、この場合、インサートスリーブ17のほぼ垂直な他端面の内周側の部分を図のように切り欠いたものなどとされている。これにより、シール部33は、外フランジ状のシール縁部と成されている。
【0018】
また、図3、図4に示すように、インサートスリーブ17と連結機構部15との間の取付部16を、回転継手40となるように構成することもできる。
【0019】
即ち、取付部16として、例えば、突出部19の他端側の外側面を所要の範囲で若干小径に構成し(小径部41)、この小径部41に、一端側から順に周方向へ延びるリング溝42およびシール溝43を凹設形成する。このリング溝42には潤滑性に優れたPOM製の抜止用リング部材44を嵌着し、シール溝43にはOリングなどのシール部材45を嵌着する。抜止用リング部材44は、リング溝42への嵌着状態で、突出部19の表面よりも外方へ大きく突出させるようにする。抜止用リング部材44は、リング溝42へ嵌着し得るように切れ目などを有している。シール部材45は、シール溝43への嵌着状態で、突出部19の表面よりも僅かに外方へ突出させるようにする。
【0020】
一方、取付部16として、連結機構部15を、他端側の連結機構部本体46と、一端側の止めネジ部47とに分割する。そして、止めネジ部47を一端側が小径で他端側が大径の段差付筒形状とする。そして、止めネジ部47の小径部分51の内側面を、突出部19他端側の小径部41に対して、摺接回転可能に嵌合し得るように、ほぼ同径に形成する。且つ、止めネジ部47の小径部分51を、突出部19の一般部分と小径部41との境界の段差部52と、抜止用リング部材44の一端面との間で係止されるように配置する。
【0021】
また、連結機構部本体46の一端側の部分55の内側面を突出部19他端側の小径部41とほぼ同径か若干大径に構成し、一端側の部分55の一端面の内周部分に抜止用リング部材44の外側面および他端面を収容係止可能な座繰部56を形成する。そして、連結機構部本体46の一端側の部分55の外側面と、止めネジ部47の大径部分58の内側面との間に両者を螺合可能なネジ部59を形成する。また、シール部33を受ける切欠部37は、この場合、インサートスリーブ17のほぼ垂直な他端面の外周側の部分を図のように先細りとなるようほぼ斜めに切り欠いたものなどとされている。これにより、シール部33は、傘状のシール縁部と成されている。
【0022】
次に、この実施例の作用について説明する。
【0023】
工場にて、金属製の連結機構部15とインサートスリーブ17とをそれぞれ製造すると共に、インサートスリーブ17の一端部を樹脂管接合部6にインサート成形して、管継手5を構成する。なお、この段階で、連結機構部15をインサートスリーブ17に取付けることもできるが、ここでは、後から取付けるものとする。
【0024】
そして、施工現場にて、金属管などの管材に応じた連結機構部15をインサートスリーブ17に取付けるようにする。
【0025】
インサートスリーブ17に連結機構部15を取付けた状態では、廻り込み部31の先端部32が、インサートスリーブ17の他端側と連結機構部15の対応する部分との間で挟着状態でシールされることとなる(シール部33)。これにより、シールと廻り込み部31の剥離防止とが行われる。
【0026】
図1、図2の取付部16の場合には、インサートスリーブ17の突出部19の他端側の外側面に螺刻形成された外ネジ部25と、連結機構部15の対応する内面に螺刻形成された内ネジ部26とを螺合させるようにする。なお、内ネジ部26と外ネジ部25との間には、螺着時に二液式の接着剤などを塗布してシールと固定とを行わせるようにする。
【0027】
また、図3、図4の取付部16の場合には、先ず、連結機構部15の止めネジ部47を他端側からインサートスリーブ17の小径部41に摺接回転可能に嵌着し、次に、他端側から抜止用リング部材44をリング溝42へ嵌着することにより、突出部19の一般部分と小径部41との境界の段差部52と、抜止用リング部材44の一端面との間で、止めネジ部47の小径部分51を係止させるようにする。そして、更に、他端側からシール部材45をシール溝43へ嵌着する。そして、連結機構部15の止めネジ部47に、他端側からネジ部59を介して連結機構部本体46を螺合する。これにより、連結機構部本体46の内側面とシール部材45との間でシールが行われることとなる。
【0028】
且つ、樹脂管接合部6に樹脂管を接合すると共に、管材連結部7に金属管などの管材を連結する。
【0029】
この際、樹脂管接合部6に、樹脂管の対応する端部を挿入し、樹脂管接合部6の内部に設けられた図示しない電熱線を加熱させることにより、樹脂管接合部6と樹脂管とを溶融・融着させる。
【0030】
また、金属管などの管材の対応する端部と、連結機構部15とを連結する。なお、以上の手順はこの通りでなくても良い。
【0031】
このように、この実施例によれば、一端側に樹脂管を接合可能な樹脂製の樹脂管接合部6を有すると共に、他端側に管材を連結可能な金属製の管材連結部7を有する管継手において、管材連結部7を、管材に対する連結機構部15と、一端側が樹脂管接合部6にインサート成形され、他端側に連結機構部15に対する取付部16を有するインサートスリーブ17とに分割すると共に、樹脂管接合部6が、インサートスリーブ17の内側から他端側へと廻り込む廻り込み部31を有し、廻り込み部31の先端部32が、インサートスリーブ17の他端側と連結機構部15の対応する部分との間で挟着状態でシールされたことにより、以下の作用効果を得ることができる。
【0032】
即ち、管材連結部7を連結機構部15とインサートスリーブ17とに分割することにより、樹脂管接合部6と一体のインサートスリーブ17に対し、管材の連結構造に対応する連結機構部15を現場で取付けて使用することが可能となり、連結機構部15は管継手5自体と比べると格段に小さいので、これらが分割されていない場合と比べて、予め用意する部品の種類や量を大幅に削減することが可能となる。
【0033】
また、図3、図4に示すように、インサートスリーブ17と連結機構部15との間の取付部16を、回転継手40としたことにより、管材に対する取付作業性を向上することができる。また、捩れ方向の力が加わるような場合に、回転継手40で回転して力を逃がすようにすることができる。
【0034】
以上、この発明の実施例を図面により詳述してきたが、実施例はこの発明の例示にしか過ぎないものであるため、この発明は実施例の構成にのみ限定されるものではなく、この発明の要旨を逸脱しない範囲の設計の変更等があってもこの発明に含まれることは勿論である。また、複数の実施例や変形例が示されている場合には、これらの可能な組合せが含まれることは勿論である。
【図面の簡単な説明】
【0035】
【図1】本発明の実施例にかかる管継手の側面図である。
【図2】図1の軸線方向に沿った縦断面図である。
【図3】取付部を回転継手とした場合の側面図である。
【図4】図3の軸線方向に沿った縦断面図である。
【符号の説明】
【0036】
6 樹脂管接合部
7 管材連結部
15 連結機構部
16 取付部
17 インサートスリーブ
31 廻り込み部
32 先端部
40 回転継手
【特許請求の範囲】
【請求項1】
一端側に樹脂管を接合可能な樹脂製の樹脂管接合部を有すると共に、他端側に管材を連結可能な金属製の管材連結部を有する管継手において、
前記管材連結部を、管材に対する連結機構部と、一端側が前記樹脂管接合部にインサート成形され、他端側に前記連結機構部に対する取付部を有するインサートスリーブとに分割すると共に、
前記樹脂管接合部が、インサートスリーブの内側から他端側へと廻り込む廻り込み部を有し、
該廻り込み部の先端部が、インサートスリーブの他端側と連結機構部の対応する部分との間で挟着状態でシールされることを特徴とする管継手。
【請求項2】
前記インサートスリーブと前記連結機構部との間の取付部を、回転継手としたことを特徴とする請求項1記載の管継手。
【請求項1】
一端側に樹脂管を接合可能な樹脂製の樹脂管接合部を有すると共に、他端側に管材を連結可能な金属製の管材連結部を有する管継手において、
前記管材連結部を、管材に対する連結機構部と、一端側が前記樹脂管接合部にインサート成形され、他端側に前記連結機構部に対する取付部を有するインサートスリーブとに分割すると共に、
前記樹脂管接合部が、インサートスリーブの内側から他端側へと廻り込む廻り込み部を有し、
該廻り込み部の先端部が、インサートスリーブの他端側と連結機構部の対応する部分との間で挟着状態でシールされることを特徴とする管継手。
【請求項2】
前記インサートスリーブと前記連結機構部との間の取付部を、回転継手としたことを特徴とする請求項1記載の管継手。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2008−64169(P2008−64169A)
【公開日】平成20年3月21日(2008.3.21)
【国際特許分類】
【出願番号】特願2006−241247(P2006−241247)
【出願日】平成18年9月6日(2006.9.6)
【出願人】(000002174)積水化学工業株式会社 (5,781)
【Fターム(参考)】
【公開日】平成20年3月21日(2008.3.21)
【国際特許分類】
【出願日】平成18年9月6日(2006.9.6)
【出願人】(000002174)積水化学工業株式会社 (5,781)
【Fターム(参考)】
[ Back to top ]