
管継手

【課題】 地中に埋設される光ケーブル等の保護管や橋梁等に使用されるケーブル保護シース管同士を接続するのに使用される管継ぎ手で、十分な止水性を有するとともに、長期の使用においても吸水膨張性素材が管内部にはみ出したり管の端部をつぶしたりすることを抑制でき、製造しやすい管継ぎ手を提供する。
【解決手段】 略円筒状の管継手本体部材11の内周面に、接続すべき管の外周面と対向するようにシール材を一体化した管継手1において、シール材は、所定の間隔を有するような螺旋状に配設される第1シール材12と、第1シール材の隣り合う部分にまたがって配設される第2シール材13により構成されるとともに、第1シール材12及び第2シール材13の少なくとも一方を吸水膨張性素材からなるシール材とする。
【解決手段】 略円筒状の管継手本体部材11の内周面に、接続すべき管の外周面と対向するようにシール材を一体化した管継手1において、シール材は、所定の間隔を有するような螺旋状に配設される第1シール材12と、第1シール材の隣り合う部分にまたがって配設される第2シール材13により構成されるとともに、第1シール材12及び第2シール材13の少なくとも一方を吸水膨張性素材からなるシール材とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、例えば地中に埋設される光ケーブル等の保護管や橋梁等に使用されるケーブル保護シース管同士を接続するのに使用される管継ぎ手、特に吸水膨張性を有する素材を使用した管継ぎ手に関する。
【背景技術】
【0002】
このような管継ぎ手やその製造方法について、特許文献1に開示されたようなものが知られている(図9参照)。特許文献1には、接続すべき螺旋管の外表面の螺旋状の凹凸に螺合し、継ぎ手内周面が吸水膨張性不織布92で外周面側が合成樹脂(91)であるような積層構造に成形一体化された管継ぎ手が開示されている。このような管継ぎ手は、接続する管の端部に管継ぎ手をねじ込むだけで、管同士の接続が完了すると共に、内面に設けられた吸水膨張性不織布の作用により、接続部に水が来た際には、吸水膨張性不織布が膨張して接続部の隙間を封止して接続部の止水性を発揮するものである。
【0003】
また、特許文献1には、上記管継ぎ手の製造方法に関して、吸水膨張性不織布を中子状の固定型に巻きつけた後に不織布の予備成形を行い、しかる後に固定型ごと射出成形型に設置して樹脂の射出を行うインサート成形を行って管継ぎ手を製造する方法が開示されている。
【0004】
さらに特許文献2には、同様な管継ぎ手の製造方法に関して、あらかじめ成形しておいた管継手本体部材の内部に、円筒状に予備成形した吸水膨張性不織布を導入した後に、螺旋状の凹凸を外周面に有する治具を吸水膨張性不織布の内側にねじ込むようにして、管継手本体部材内周面に吸水膨張性不織布を一体化する方法が開示されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2006−26899号公報
【特許文献2】特許登録第3678742号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、これら従来の管継手及びその製造方法には、以下に示すように、更なる改善が求められていた。即ち、特許文献1や特許文献2に開示された管継手は、止水性能を高めるため、止水部分は円筒状に管継手内周面全体にわたって形成され、いわば過剰な吸水膨張性素材が一体化されているが、このような管継手が管を接続した状態で長期にわたって水分を吸収すると、過剰に吸水して膨張した吸水膨張性素材の逃げ場がなくなり、管の接続端部より吸水膨張性素材が管内に入り込んだり、管端が管内側に押し曲げられるようにつぶれたりして、管内部の空間が狭くなるなどといった支障をきたすおそれがある。
【0007】
また、これら従来の管継手においては、継手の止水性能を高めるために、管と継手のクリアランスを最小限に設定することが効果的であったが、クリアランスが小さすぎると、外径バラツキがある管では、管を挿入することができない、もしくは、きつく挿入作業が困難な管が発生する可能性がある。更に、管継手を製造後に保管している間に、管継手の吸水膨張性素材が吸水(吸湿)してしまうと管が挿入できなくなってしまい、管継手が使用できなくなるおそれもあった。
【0008】
また、従来の管継手はその製造も容易ではなかった。特許文献1に開示された製造方法においては、管継手本体と吸水膨張性不織布は射出成形により強固に一体化されるものの、その製造装置がかなり大掛かりな装置となってしまう欠点があった。仮に、射出成形金型の中子型に吸水膨張性不織布を捲回する工程を手作業で行えば、製造装置が大規模化することは防止できるものの、中子型に吸水膨張性素材を取付ける工程は時間かかり製造コストがかさむ。
【0009】
また、特許文献2に開示された製造方法のように、成形された管継手本体の内部に、後から吸水膨張性不織布を貼り付けるのは、以下のような理由でその作業が難しかった。例えば、貼り付けるための接着剤が強すぎると、吸水膨張性不織布を管継手本体内部に導入することが困難となる。一方、接着強度が低い接着剤を使用すれば、貼り付け作業は簡単になるものの、経時変化により吸水膨張性素材が本体から剥がれる可能性がある。特に、複雑な内周面形状を有する波付管継手においては、内面に貼り付けるべき円筒状の吸水膨張性素材の周長が長いと、貼り付けた際に吸水膨張性素材がたわんでたるみが生じてしまう貼り付け不良となることがある。一方、周長が短いと吸水膨張性素材が伸ばされて貼り付けられるため、経時変化によって吸水膨張性素材が本体から剥がれ易くなったり、貼り付け不良となりやすかったりする。
【0010】
したがって、本発明は、十分な止水性を有するとともに、長期の使用においても吸水膨張性素材が管内部にはみ出したり、管の端部をつぶしたりすることを抑制でき、製造しやすい管継ぎ手を提供することを目的とする。
また本発明の他の目的は、そのような管継手を効率的に製造できる製造方法を提供することにある。
【課題を解決するための手段】
【0011】
発明者らは、鋭意検討の結果、管継手内周面に設けられるシール材を、所定の間隔で螺旋状に配設される第1シール材と、第1シール材にまたがるように配設される第2シール材により構成して、第1シール材と第2シール材の少なくとも一方を吸水膨張性素材により形成すると、上記課題を解決できることを知見し、本発明を完成させた。
【0012】
本発明は、略円筒状の管継手本体部材の内周面に、接続すべき管の外周面と対向するようにシール材を一体化した管継手であって、シール材は、所定の間隔を有するような螺旋状に配設される第1シール材と、第1シール材の隣り合う部分にまたがって配設される第2シール材により構成されるとともに、第1シール材及び第2シール材の少なくとも一方は吸水膨張性素材からなるシール材であることを特徴とする管継手である(請求項1)。
【0013】
本発明の管継手において、第1シール材が配設された本体部材内周面全体を横切るように、第2シール材を略管軸方向に配設することが好ましく(請求項2)、または、螺旋状凹凸条を有する波付管を接続可能な波付部を有するように管継手を構成し、第1シール材を管継手本体部材の波付部の大径部の内周面に沿って配設するようにすることが好ましい(請求項3)。あるいは、螺旋状凹凸条を有する波付管を接続可能な波付部を有するように管継手を構成し、第1シール材を管継手本体部材の波付部の小径部の内周面に沿って配設するようにしても良い(請求項4)。あるいは、第1シール材の内周面が、管継手本体部材の第1シール材が配設されていない部分の内周面と段差を生じないように、第1シール材を配設することが好ましい(請求項5)。
【0014】
また、本発明は、第1シール材となるべきテープ状の素材と、管継手本体部材となるべき合成樹脂条帯を、管成形軸に供給して、管継手本体内周に第1シール材が配設一体化された不定長の管継手部材を成形するスパイラル成形工程と、スパイラル成形工程で得られた管継手部材を所定長に切断して、定尺の管継手とする切断工程と、切断工程で得られた定尺の管継手の内周面にテープ状の第2シール材を配設一体化する第2シール材一体化工程により請求項1に記載の管継手を製造する方法である(請求項7)。
【発明の効果】
【0015】
本発明の管継手(請求項1)によれば、管を接続した部分が十分な止水性を有するとともに、長期の使用においても吸水膨張性素材が管内部にはみ出したり、管の端部をつぶしたりすることを抑制できるとともに、製造しやすい管継ぎ手が提供できる。
【0016】
さらに、本発明のより好ましい形態として、第1シール材が配設された本体部材内周面全体を横切るように、第2シール材が略管軸方向に配設された場合には(請求項2)、止水性の信頼性がより高められる。
【0017】
また、本発明のより好ましい形態として、螺旋状の凹凸条を有する管継手本体部材の波付部の大径部の内周面に沿って、第1シール材が配設される場合には(請求項3)、第2シール材の配設作業が容易となり、より製造しやすい管継手となる。
【0018】
また、本発明のより好ましい形態として、螺旋状の凹凸条を有する管継手本体部材の波付部の小径部の内周面に沿って、第1シール材が配設される場合には(請求項4)、第2シール材の配設作業が容易となり、より製造しやすい管継手となる。
【0019】
また、本発明のより好ましい形態として、第1シール材の内周面が、管継手本体部材の第1シール材が配設されていない部分の内周面と段差を生じないようにすれば(請求項5)管継手と管の外周面のクリアランスを小さく設定することができ、止水性の信頼性をより高めることができる。
【0020】
また、本発明の管継手製造方法(請求項7)によれば、本発明の管継手を効率的に製造することができる。
【図面の簡単な説明】
【0021】
【図1】本発明の第1実施例の管継手の構造を示す部分断面図である。
【図2】本発明の第1実施例の管継手の製造方法におけるスパイラル成形工程を示す模式図である。
【図3】本発明の第2実施例の管継手の構造を示す部分断面図である。
【図4】本発明の第3実施例の管継手の構造を示す部分断面図である。
【図5】本発明の第4実施例の管継手の構造を示す部分断面図である。
【図6】本発明の第5実施例の管継手の構造を示す部分断面図である。
【図7】本発明の第6実施例の管継手の構造を示す部分断面図である。
【図8】本発明の第7実施例の管継手の構造を示す部分断面図である。
【図9】従来の管継手の構造を示す部分断面図である。
【発明を実施するための形態】
【0022】
以下、図面に基づいて、本発明の実施形態を説明する。図1は本発明の管継ぎ手1を示す部分断面図であり、上側半分を断面図として示す。略円筒状の管継ぎ手1は、管継ぎ手本体部材11に、第1シール材12と第2シール材13とが、接続すべき管の外周面と対向するように一体化された管継手である。管継手1は、外周面が螺旋状の凹凸条に形成された波付管(図示せず)を接続するための管継手であり、波付管の外周の螺旋凹凸条と、管継手内周面の螺旋凹凸条を合致させて、波付管を管継手1の内側にねじ込むように相対回転させて接続する。そして、管継手1の両側から、波付管の端部をそれぞれねじ込むことにより、一対の波付管が接続できる。
【0023】
管継ぎ手本体部材11は、接続すべき波付管の外周面の螺旋状凹凸形状に略合致し、適度なクリアランスを有するように、螺旋状の凹凸条を有する内周面が形成された合成樹脂製の略円筒状の部材である。特に、本体部材の管壁は、管壁全体が、半径方向外側に突出した大径部111と半径方向内側に凹入する小径部112とが交互に螺旋状凹凸状をなすように設けられた波付部となっており、管壁は略均一な肉厚に形成されている。
【0024】
本体部材11を成形する合成樹脂としては、ポリエチレン樹脂、ポリプロピレン樹脂、塩化ビニル樹脂などの硬質合成樹脂が例示できる。本体部材11を成形する合成樹脂材料は、例示した硬質合成樹脂のほか、ゴムや熱可塑性エラストマーといった比較的軟質な樹脂によって形成してもよく、硬質合成樹脂と軟質合成樹脂を組み合わせて形成しても良い。本体部材11は、ブロー成形や射出成形、後述するスパイラル成形方法などにより製造できる。
【0025】
第1シール材12は、吸水膨張性不織布からなるシール材であり、所定幅に裁断されたテープ状の吸水膨張性不織布を、その側縁同士が互いに所定の間隔dを有するような螺旋状に、本体部材の内周面に貼り付けた、螺旋状のシール材である。本実施形態においては、第1シール材12は、本体部材の大径部111の内周面に沿って本体部材11に貼着一体化されている。
【0026】
第2シール材13も同じく吸水膨張性不織布からなるシール材であり、所定幅に裁断されたテープ状の吸水膨張性不織布を、管軸方向におおむね沿う方向に、第1シール材の互いに隣り合う部分12a、12b、12c、12d、12e・・にまたがるように、管継手の全長に亘って、本体部材11及び第1シール材12の内周面に沿って貼り付けたシール材である。なお、本実施形態においては、第2シール材13は、本体部材11の周方向の1箇所に設けられている。
【0027】
第1シール材及び第2シール材を構成する吸水膨張性不織布とは、不織布素材に吸水膨張性樹脂を担持させた不織布である。吸水膨張性樹脂の担持の形態は、粉末状、繊維状、含浸、コーティングなどの形態とすることができる。吸水膨張性樹脂とは、水分を吸収して膨張する性質を有する樹脂であり、ポリアクリル酸ナトリウム塩を主成分とした樹脂やアルケン(アルキレン)オキサイド変性物を主成分として含む樹脂を例示することができる。特に後者は、海水などのイオン濃度が比較的高い水分に対しても吸水膨張性を発揮するので、塩分の多い使用環境においては後者を使用することが好ましい。
市販されている吸水膨張性樹脂としては、例えば、ランシール(登録商標 東洋紡績株式会社製品)などの繊維状製品が例示できる。アルケン(アルキレン)オキサイド変性物系の吸水膨張性樹脂としては、アクアコーク(登録商標 住友精化株式会社製品)が例示できる。
【0028】
不織布素材を構成する基材繊維は特に限定されるものではないが、合成樹脂繊維であることが好ましく、ポリエステル繊維やナイロン繊維、ポリエチレンテレフタレート繊維、アクリル繊維、ポリプロピレン繊維などの合成樹脂繊維が使用できる。基材繊維は、ポリプロピレン繊維やポリエチレンテレフタレート(PET)繊維のような親水性に乏しい繊維でもよいが、アクリル繊維、ナイロン繊維のような親水性の繊維であることが望ましい。不織布層に適度な弾力性が得られるよう、不織布の目付けは100〜500g/平方メートルくらいが好ましく、より好ましくは200〜300g/平方メートルが良い。
【0029】
また、第1シール材及び第2シール材を構成する素材には、吸水膨張性不織布に限定されるものではなく、水分を吸収して膨張する素材でシール性を有する素材あれば、他の吸水膨張性素材を使用することもできる。他の吸水膨張性素材としては、例えば、前述した吸水膨張性樹脂をシート状やひも状に加工した素材およびこれら素材を、ゴムや樹脂や透水性素材などからなる他のシート状素材に積層した素材などが例示できる。管継手と管を接続する際の接続操作の容易さを高めるために、本発明に使用する吸水膨張性素材は弾力性やクッション性を備えるものであることが好ましく、また、管継手本体部材11の内周面に貼り付けやすいような柔軟性と伸縮性を有するものであることが好ましい。このような性質を有するものとして、特に不織布状のものが適している。
【0030】
本発明の管継手1の使用方法及びその作用効果について説明する。本発明第1実施形態の管継手1は従来の管継手と同様に、螺旋状凹凸条を有する波付管をねじ込むだけで、波付管を接続することができる。また、接続部に水が来た場合には、第1シール材12及び第2シール材13の吸水膨張性素材(本実施形態では吸水膨張性不織布)が膨張して、管継手と波付管の間を封止して水密にシールする。この際、螺旋状の第1シール材12と、管軸方向にまたがって設けられた第2シール材13が組み合わせられて設けられているので、両方のシール材によって、環状に閉じたシールライン(例えば図1中の点線で示す)が完成し、管と管継手の接続部が止水される。
【0031】
特に本実施形態においては、第1シール材が配設された本体部材内周面全体を横切るように、第2シール材が略管軸方向に配設されているので、環状に閉じたシールラインが複数、複合的に形成されるようになり、止水性の信頼性がより高められる。
また、本発明においては、第1シール材12と第2シール材とが互いに重なり合って交わりあうように配設されているが、本発明では、両シール材が水膨張性素材からなるものであるので、貼着時には、第1シール材12と第2シール材13の交差部分に段差や隙間が生ずることがあろうとも、使用時に水が来ると、膨張する水膨張性素材によってこれらの段差や隙間が埋められて、良好な水密シールが行われる。後述する別の実施形態にも示されるように、第1シール材12と第2シール材13のいずれか一方が水膨張性素材からなるものであれば、この効果が発揮されることは明らかである。
【0032】
さらに、本発明の管継手1においては、第1シール材の隣り合う側縁同士が所定の間隔を有するような螺旋状に配設されているので、管継手の内面には、シール材が貼着されていない部分が残されている。その結果、第1シール材12や第2シール材13が吸水して過度に膨張することがあろうとも、余剰に膨張した吸水膨張性素材はこれらシール材が存在しない部分に回りこむことができる。その結果、長期間にわたって水が存在する環境に置かれた場合であっても、膨張した吸水膨張性素材が管の端部から管の内部に侵入したり、膨張した吸水膨張性素材の圧力によって管の端部が内側につぶれたりすることが、抑制あるいは未然に防止される。また、吸水膨張性素材の使用量も節約でき、コスト的なメリットも生ずる。
【0033】
また、本発明の管継手においては、第1シール材の隣り合う側縁の間の空間が、膨張した吸水膨張性素材が逃げうるスペースとなっているので、従来の管継手と比較して、より高い膨張倍率を有する吸水膨張性素材が使用できる。即ち、従来の管継手においては、吸水膨張性素材の膨張倍率が大きすぎると、水膨張材の管内へのはみ出しといった問題が生じやすくなるため、膨張倍率の大きな吸水膨張性素材が使用しにくかったが、本発明によれば、そのような問題の発生が抑制されるので、より高い膨張倍率を有する吸水膨張性素材が使用でき、吸水膨張性素材の選択の幅が広がる。
【0034】
また、管継手内周面には、部分的にしかシール材が設けられていないので、シール材を圧縮しながら管を挿入する必要があろうとも、接続すべき管を挿入する(ねじ込む)際の操作力が比較的小さくなる。その結果、管継手本体部若しくはシール材ならびに波付管の間のクリアランスを従来の管継手よりも小さめに設定しても、操作力が過大になって継手が接続不可能となったりすることが抑制され、クリアランスを小さく設定することができる。クリアランスが小さければ、管継手の止水性の信頼性をより高めることができる。
【0035】
また、本実施形態において、管継手内周面に貼り付けるシール材は、代表的には螺旋状凹凸条の1/4ピッチ〜1/2ピッチ程度の幅であり、従来の管継手に使用された円筒状の吸水膨張性不織布と比較して細幅のものである。従来の管継手では、円筒状の吸水膨張性素材を管継手本体部材の複雑な内周面形状に沿って接着するために吸水膨張性素材の伸縮性の程度を大きくなければならなかったが、本発明においては、シール材を貼り付けるべき面の凹凸の複雑さが低減されており、シール材の伸縮度の程度が比較的低いものであってもよい。従って、本発明によれば、伸縮性に劣る吸水膨張性素材を使用しても、管継手本体11の内周面に沿わせて接着一体化でき、吸水膨張性素材の選択の幅が広がる。
【0036】
以下、本発明の管継ぎ手1の製造方法について説明する。図2は本体部材11の内周面に螺旋状に第1シール材12が配設一体化された不定長の管継手部材Pを形成するスパイラル成形工程を示す模式図である。本工程においては、公知の管成形装置の回転駆動される管成形軸21に、所定幅に裁断された吸水膨張性素材のテープT1と、樹脂の押出装置から所定の断面(本実施例では逆ハット形状)に押出された半溶融状態の合成樹脂条帯T2を、連続的に供給しながら螺旋状に巻きつけて、隣接する合成樹脂条帯の両側端部を互いに重ね合わせて溶着一体化して螺旋状凹凸条を有する波付円筒状の管壁を形成するとともに、波付円筒部の大径部111の内周面に沿って吸水膨張性素材12が接着一体化して、第1シール材が螺旋状に一体化された不定長の管継手部材Pが得られる。吸水膨張性素材の接着は、接着剤や粘着材を使用して接着しても良いし、半溶融状態の合成樹脂条帯T2の有する熱量を利用して溶着しても良い。
【0037】
スパイラル成形工程に引き続いて、切断工程を行う。切断工程においては、スパイラル成形工程で得られた不定長の管継手部材Pを、カッターなどによって、所定の長さに切断し、管継手部材Qを得る。
【0038】
切断工程に引き続いて、第2シール材一体化工程を行う。第2シール材一体化工程においては、所定長さに切断された管継手部材Qの内周面に、あらかじめ所定幅のテープ状に裁断された吸水膨張性素材を、管継手部材Qの全長にわたって、管軸方向におおむね沿うような方向に、第1シール材の互いに隣り合う部分をまたぐように、管継手部材Qの内周面に沿わせて接着一体化する。第2シール材の吸水膨張性素材の接着は、接着剤や粘着材を使用して接着すれば良い。第2シール材一体化工程は、手作業で行うことができるが、機械化することもできる。以上の工程を順次行うことによって、本発明第1の実施形態の管継手1を製造することができる。
【0039】
上記製造方法によれば、以下のような効果が得られる。即ち、本製造方法によれば、管継手本体部11を成形するのと同時に、第1シール材をその内周面に螺旋状に接着一体化することができるとともに、そのような管継手部材Pを不定長で連続して製造でき、製造効率が非常に高い。従って、本製造方法によれば、本発明の管継手を効率的に製造することができる。
【0040】
また、本実施形態のように、管継手本体部材11の大径部111の内周面に沿って第1シール材12を接着した場合には、第2シール材13を管軸方向に沿って貼る際に、本体部材11の内周面の凹凸が第1シール材12によって軽減され、第2シール材の接着作業がより簡単になる。
【0041】
なお、本発明の管継手1は、あらかじめ成形された管継手本体部材11の内周面に、事後的に第1シール材12を螺旋状に接着一体化し、さらに、第2シール材13を管軸方向に沿って接着一体化することにより製造することもでき、その場合は、第1シール材及び第2シール材の接着は手作業で行うことができる。また、本発明の管継手においてシール材が接着される領域の面形状は、従来の管継手でのものに比べ、比較的単純な形状となるので、手作業で行うような接着工程を機械化することも比較的たやすい。
【0042】
本発明は、上記実施形態に限定されるものではなく、種々の改変をして実施することができる。以下に本発明の他の実施形態について説明するが、以下の説明においては、上記実施形態と異なる部分を中心に説明し、同様である部分についてはその説明を省略する。
【0043】
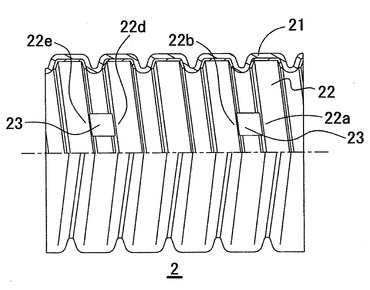
図3には、本発明の第2の実施形態の管継手2を示す。本実施形態においては、管継手本体部材21及び第1シール材22は上述した第1実施形態と同様の構成とされているが、本実施形態においては、第2シール材23が、軟質ゴムや軟質樹脂エラストマーにより形成されるものであるとともに、第2シール材23、23が部分的に設けられている。即ち、本実施形態において、第2シール材23は、螺旋状に配設された第1シール材の互いに隣り合う部分(図中の22aと22bの間、22dと22eの間)にまたがるように配設され本体部材21に接着一体化されている。第2シール材23,23の端部は、第1シール材22の側縁部に突き当てるようにしても良いし、第1シール材22の側縁部に乗り上げるようにしても良い。
【0044】
本実施形態のようにしても、接続すべき管の外周面に対向する部分で、隣り合う第1シール材の間にまたがるように、少なくとも1箇所、第2シール材23が配設されていれば、閉じたシールラインを完成させて、所定の止水性を得ることができる。
【0045】
第2シール材は、管継手本体部材21の内周面と接続すべき管の外周面の間に密着状態で挟まれて止水機能を果たすように、適度な厚みと弾力性を有する部材であり、熱可塑性エラストマーやゴムからなるものが好ましく使用でき、特に柔軟性に富む熱可塑性エラストマーからなるものが好ましく使用できる。また、管の挿入抵抗を低減するとともに止水性を高めるためには、第2シール材の内周面側に細い幅の突条を一体に設けることが好ましいが、その場合は、凸条が隣り合う第1シール材22の間(例えば22aと22bの間)を結ぶような方向で第2シール材を取り付けると良い。
【0046】
図4には、本発明の第3の実施形態の管継手3を示す。本実施形態においては、管継手本体部材31及び第2シール材33の構成及び取り付け方法は、第1実施形態と同様であるが、第1シール材32が水膨張性素材ではないシール材により構成されている。即ち、第1シール材32は軟質樹脂エラストマー、特にオレフィン系熱可塑性エラストマーなどの柔軟な熱可塑性エラストマーにより成形されたシール材であり、本体部材31の大径部311の内周面に、螺旋状に接着一体化されている。図4に示したように、第1シール部材は略平らなテープ状の基部321の略中央部に突条322が一体に形成されたシール材であり、凸条322が管継手本体31の螺旋に沿う方向となるように接着一体化されている。本実施形態の管継手3に波付管(図示せず)をねじ込んでいく場合には、管継手本体部材31の内周面と波付管の大径部外周面との間に第1シール材32が挟みこまれて密着して止水性を発揮するものである。
【0047】
本実施形態のようにしても、接続すべき管の外周面に対向する部分に配設された、螺旋状の第1シール部材32と、第2シール材33によって、閉じたシールラインを完成させ、所期の止水性を得ることができる。
【0048】
本実施形態のように、第1シール材32をゴムや熱可塑性エラストマーにより構成する場合には、上述したように第1シール材32に突条322を設けることが好ましく、突条322を設けることによって、適度なシール性を確保しやすくなるとともに、波付管をねじ込む際の操作力を低減することができる。
【0049】
なお、本実施形態のように、第1シール材32をゴムや熱可塑性エラストマーにより構成する場合には、特に第1実施形態の製造方法に準ずる方法で管継手の製造を行うことが好ましく、その場合は、図2に示したスパイラル成形工程において、水膨張性素材のテープT1の代わりに、熱可塑性エラストマーを第1シール材32の断面となるように半溶融状態でテープ状に押出して、管成形軸に供給すればよい。
【0050】
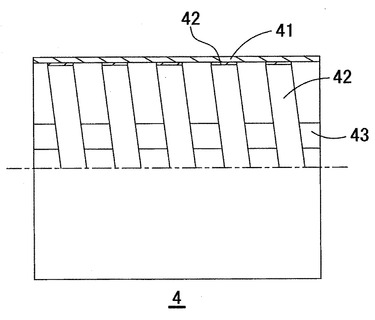
図5には、本発明の第4の実施形態の管継手4を示す。本実施形態においては、第1シール材42及び第2シール材43はともに吸水膨張性不織布によって構成され、第1シール材42が螺旋状に、第2シール材が隣り合う第1シール材の間にまたがるように配設されている点は、上述した第1実施形態と同様の構成とされているが、本実施形態においては、管継手本体部材41が平滑な円筒状の内周面を有する点が異なる。即ち、本実施形態の管継手4は、外周面が平滑な円筒状に形成された管(図示せず)を接続するためのものである。
【0051】
また、本実施形態においては、管継手本体部材42の内周面に、まず第2シール材43が管軸方向に沿って直線状に貼着された後に、第1シール材42が螺旋状に貼着されている。
【0052】
本実施形態のようにしても、接続すべき管の外周面に対向する部分に配設された、螺旋状の第1シール部材42と、第2シール材43によって、閉じたシールラインを完成させ、所期の止水性を得ることができる。このように、本発明においては、第1シール材42と第2シール材43のいずれが内側となろうとも、同様の作用効果が発揮できる。
【0053】
また、以上示した実施形態からも明らかなように、本発明は、螺旋状の凹凸条を有する波付管をねじ込んで接続するための管継手に限定されるものではなく、略円筒状の管継手の内側に管の端部を挿入して接続するための管継手であって、接続すべき管の外周面と対向する管継手内周面に、上述した第1シール部材と第2シール部材とが配設された管継手を、広く包含するものである。
【0054】
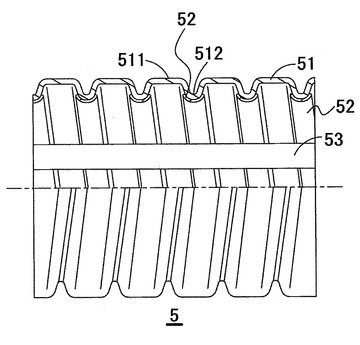
図6には、本発明の第5の実施形態の管継手5を示す。本実施形態においては、管継手本体部材51の構成及び、第1シール材52と第2シール材53がともに吸水膨張性不織布によって構成される点は、第1実施形態と同様の構成とされているが、第1シール材52が配設される位置が異なっている。即ち、管継手本体部材51が大径部511と小径部512が交互に配置された螺旋状の凹凸条が形成された部材であるところ、本実施形態においては、第1シール材52は、小径部512の内周面に沿って螺旋状に接着一体化されている。そして、第2シール材が、管軸方向に沿うように、略直線状に、管継手本体部材の内周面と第1シール材52の内周面に沿って接着一体化されている。
【0055】
本実施形態のようにしても、接続すべき管の外周面に対向する部分に配設された、螺旋状の第1シール部材52と、第2シール材53によって、閉じたシールラインを完成させ、所期の止水性を得ることができる。
【0056】
さらに、本実施形態によれば、第1シール材52は管継手本体部材51の内側から見て、凸状に盛り上げられた部分(すなわち小径部512の内周面)に接着一体化されればよいので、あらかじめ成形された管継手本体部材の内周面に、後から第1シール材を螺旋状に接着一体化する作業が行いやすくなるという利点がある。従って、本実施形態(および第4実施形態)は、手作業で第1シール材を接着一体化するような製造方法を採用するのに特に適した実施形態である。また、これら実施形態においては、あらかじめ成形された管継手本体部材の内周面に、事後的に第1シール材を螺旋状に接着一体化する作業を機械化することも容易であるという長所もある。
【0057】
また、図6には、第2シール材53を第1シール材52の後で接着した形態を示しているが、より好ましくは、第5の実施形態の管継手5の製造においては、第2シール材53を第1シール材よりも先行して、管継手本体部材51の内周面に沿って接着しておくことが好ましく、そのようにすれば、第2シール材を接着すべき面の凹凸が比較的少ない状態で第2シール材53の接着が行えるので、第2シール材の接着作業が行いやすくなる。
【0058】
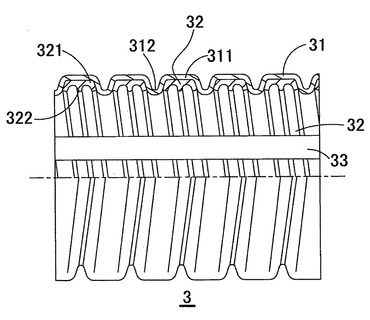
図7には、本発明の第6の実施形態の管継手6を示す。本実施形態においては、管継手本体部材61の構成及び、第2シール材63の構成及び配置は、第1実施形態と同様の構成とされているが、第1シール材62が積層された構造のシール材となっている。即ち、第1シール材62は、テープ状の吸水膨張性不織布からなる吸水膨張層621と、テープ状の薄い透水性シート素材(例えばスパンボンド不織布)が透水拘束層622として積層されたシール材である。吸水膨張層621は、管継手本体部材の内周面に螺旋状に接着一体化され、さらに、透水拘束層622は吸水膨張層621を覆うように設けられるとともに、その両側縁部が管継手本体部材61の内周面に接着一体化されている。本実施形態のような管継手は、図2に示したスパイラル成形において、吸水膨張層621を構成するテープ状素材と、透水拘束層622を構成するテープ状素材を順次管成形軸に供給することにより、効率的に製造することができる。
【0059】
本実施形態においては、透水拘束層622が吸水膨張層621を覆うように設けられているので、吸水膨張層621に含まれる吸水膨張性樹脂が膨張しても、透水拘束層622の働きによって、吸水膨張層621が不用意に拡散してしまうことが防止されるので、吸水膨張性素材の使用量をより少なくした場合であっても、止水性の信頼性を高めることができる。なお、透水拘束層622が厚いと漏水する通路となることがあるので、透水拘束層622を構成する透水性シート素材は薄いものを選択することが好ましい。
【0060】
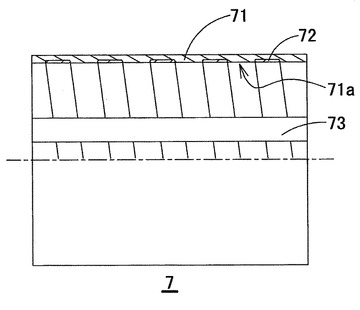
図8には、本発明の第7の実施形態の管継手7を示す。本実施形態においては、管継手本体部材71の内周面には、第1シール材72が収容されるべき螺旋状の凹溝が設けられており、第1シール材72は、前記凹溝の中に螺旋状に接着一体化されている。さらに、本実施形態においては、第1シール材72の内周面が、管継手本体部材71の第1シール材72が配設されていない内周面71aと段差を生じないように、前記凹溝の深さと第1シール材の厚みが決定されている。本実施形態のような本体部材71は、射出成形によって製造することもできるし、いわゆるスパイラル成形により製造する場合には、内周側に凹溝を有するように、半溶融状態の樹脂条帯を押出すことにより製造することができる。
【0061】
本実施形態によれば、第1シール材と本体部材の内周面が段差を生じないようにされているので、管の外周面と、本体部材や第1シール材の内周面との間のクリアランスを小さくしても、管の接続の接続操作に支障をきたしにくくなるので、管と管継手の間のクリアランスが小さくできる。そして、クリアランスが小さくできれば、止水性や管継手の接続強度などの点で有利である。また、第1シール材に比較的弾力性に乏しい吸水膨張性素材を用いる際には、本実施形態が効果的に採用できる。
また、本実施形態においては、第1シール材と本体部材の内周面が段差を生じないようにされているので、第2シール材73の貼り付けもしやすく、効率的に管継手を製造することができる。
【0062】
また、上述した実施形態では、第2シール材が、周方向の1箇所に配設された管継手について説明したが、第2シール材を周方向に2箇所またはそれ以上の箇所に配設しても良い。2箇所以上に第2シール材を配設すれば、シールの信頼性をより高めることができる。
【0063】
また、上述した実施形態においては、管継手の内周面全体に亘って第1シール材を設けた例を示したが、接続すべき管の外周面に対向する領域の少なくとも一部分に、管継手と管の間がシール可能となるようにシール材を配置すればよいことは明らかであり、例えば、管継手の両端部に、それぞれ第1シール材と第2シール材を配置し、管継手中央部にはシール材を配置しないようにしても良い。また、本発明において、必ずしも管継手の両側において吸水膨張性素材を利用してシールする必要はなく、管継手の片側だけを吸水膨張性素材を利用する構成として、他方は別の接続構造およびシール構造を採用するものであっても良い。
【産業上の利用可能性】
【0064】
本発明によれば、十分な止水性を有するとともに、長期の使用においても吸水膨張性素材が管内部にはみ出したり、管の端部をつぶしたりすることを抑制でき、製造しやすい管継ぎ手を提供できる。また本発明の管継手製造方法によれば、そのような管継手を効率的に製造できる。得られる管継手は、例えば地中埋設管などのような、止水性が要求される管の管継手として好ましく利用でき、産業上の利用価値が高い。
【符号の説明】
【0065】
1 管継手
11 管継手本体部材
111 大径部
112 小径部
12 第1シール材
13 第2シール材
21 管成形軸
2、3、4、5 管継手
21、31、41、51 管継手本体部材
22、32、42、52 第1シール材
23、33、43、53 第2シール材
【技術分野】
【0001】
本発明は、例えば地中に埋設される光ケーブル等の保護管や橋梁等に使用されるケーブル保護シース管同士を接続するのに使用される管継ぎ手、特に吸水膨張性を有する素材を使用した管継ぎ手に関する。
【背景技術】
【0002】
このような管継ぎ手やその製造方法について、特許文献1に開示されたようなものが知られている(図9参照)。特許文献1には、接続すべき螺旋管の外表面の螺旋状の凹凸に螺合し、継ぎ手内周面が吸水膨張性不織布92で外周面側が合成樹脂(91)であるような積層構造に成形一体化された管継ぎ手が開示されている。このような管継ぎ手は、接続する管の端部に管継ぎ手をねじ込むだけで、管同士の接続が完了すると共に、内面に設けられた吸水膨張性不織布の作用により、接続部に水が来た際には、吸水膨張性不織布が膨張して接続部の隙間を封止して接続部の止水性を発揮するものである。
【0003】
また、特許文献1には、上記管継ぎ手の製造方法に関して、吸水膨張性不織布を中子状の固定型に巻きつけた後に不織布の予備成形を行い、しかる後に固定型ごと射出成形型に設置して樹脂の射出を行うインサート成形を行って管継ぎ手を製造する方法が開示されている。
【0004】
さらに特許文献2には、同様な管継ぎ手の製造方法に関して、あらかじめ成形しておいた管継手本体部材の内部に、円筒状に予備成形した吸水膨張性不織布を導入した後に、螺旋状の凹凸を外周面に有する治具を吸水膨張性不織布の内側にねじ込むようにして、管継手本体部材内周面に吸水膨張性不織布を一体化する方法が開示されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2006−26899号公報
【特許文献2】特許登録第3678742号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、これら従来の管継手及びその製造方法には、以下に示すように、更なる改善が求められていた。即ち、特許文献1や特許文献2に開示された管継手は、止水性能を高めるため、止水部分は円筒状に管継手内周面全体にわたって形成され、いわば過剰な吸水膨張性素材が一体化されているが、このような管継手が管を接続した状態で長期にわたって水分を吸収すると、過剰に吸水して膨張した吸水膨張性素材の逃げ場がなくなり、管の接続端部より吸水膨張性素材が管内に入り込んだり、管端が管内側に押し曲げられるようにつぶれたりして、管内部の空間が狭くなるなどといった支障をきたすおそれがある。
【0007】
また、これら従来の管継手においては、継手の止水性能を高めるために、管と継手のクリアランスを最小限に設定することが効果的であったが、クリアランスが小さすぎると、外径バラツキがある管では、管を挿入することができない、もしくは、きつく挿入作業が困難な管が発生する可能性がある。更に、管継手を製造後に保管している間に、管継手の吸水膨張性素材が吸水(吸湿)してしまうと管が挿入できなくなってしまい、管継手が使用できなくなるおそれもあった。
【0008】
また、従来の管継手はその製造も容易ではなかった。特許文献1に開示された製造方法においては、管継手本体と吸水膨張性不織布は射出成形により強固に一体化されるものの、その製造装置がかなり大掛かりな装置となってしまう欠点があった。仮に、射出成形金型の中子型に吸水膨張性不織布を捲回する工程を手作業で行えば、製造装置が大規模化することは防止できるものの、中子型に吸水膨張性素材を取付ける工程は時間かかり製造コストがかさむ。
【0009】
また、特許文献2に開示された製造方法のように、成形された管継手本体の内部に、後から吸水膨張性不織布を貼り付けるのは、以下のような理由でその作業が難しかった。例えば、貼り付けるための接着剤が強すぎると、吸水膨張性不織布を管継手本体内部に導入することが困難となる。一方、接着強度が低い接着剤を使用すれば、貼り付け作業は簡単になるものの、経時変化により吸水膨張性素材が本体から剥がれる可能性がある。特に、複雑な内周面形状を有する波付管継手においては、内面に貼り付けるべき円筒状の吸水膨張性素材の周長が長いと、貼り付けた際に吸水膨張性素材がたわんでたるみが生じてしまう貼り付け不良となることがある。一方、周長が短いと吸水膨張性素材が伸ばされて貼り付けられるため、経時変化によって吸水膨張性素材が本体から剥がれ易くなったり、貼り付け不良となりやすかったりする。
【0010】
したがって、本発明は、十分な止水性を有するとともに、長期の使用においても吸水膨張性素材が管内部にはみ出したり、管の端部をつぶしたりすることを抑制でき、製造しやすい管継ぎ手を提供することを目的とする。
また本発明の他の目的は、そのような管継手を効率的に製造できる製造方法を提供することにある。
【課題を解決するための手段】
【0011】
発明者らは、鋭意検討の結果、管継手内周面に設けられるシール材を、所定の間隔で螺旋状に配設される第1シール材と、第1シール材にまたがるように配設される第2シール材により構成して、第1シール材と第2シール材の少なくとも一方を吸水膨張性素材により形成すると、上記課題を解決できることを知見し、本発明を完成させた。
【0012】
本発明は、略円筒状の管継手本体部材の内周面に、接続すべき管の外周面と対向するようにシール材を一体化した管継手であって、シール材は、所定の間隔を有するような螺旋状に配設される第1シール材と、第1シール材の隣り合う部分にまたがって配設される第2シール材により構成されるとともに、第1シール材及び第2シール材の少なくとも一方は吸水膨張性素材からなるシール材であることを特徴とする管継手である(請求項1)。
【0013】
本発明の管継手において、第1シール材が配設された本体部材内周面全体を横切るように、第2シール材を略管軸方向に配設することが好ましく(請求項2)、または、螺旋状凹凸条を有する波付管を接続可能な波付部を有するように管継手を構成し、第1シール材を管継手本体部材の波付部の大径部の内周面に沿って配設するようにすることが好ましい(請求項3)。あるいは、螺旋状凹凸条を有する波付管を接続可能な波付部を有するように管継手を構成し、第1シール材を管継手本体部材の波付部の小径部の内周面に沿って配設するようにしても良い(請求項4)。あるいは、第1シール材の内周面が、管継手本体部材の第1シール材が配設されていない部分の内周面と段差を生じないように、第1シール材を配設することが好ましい(請求項5)。
【0014】
また、本発明は、第1シール材となるべきテープ状の素材と、管継手本体部材となるべき合成樹脂条帯を、管成形軸に供給して、管継手本体内周に第1シール材が配設一体化された不定長の管継手部材を成形するスパイラル成形工程と、スパイラル成形工程で得られた管継手部材を所定長に切断して、定尺の管継手とする切断工程と、切断工程で得られた定尺の管継手の内周面にテープ状の第2シール材を配設一体化する第2シール材一体化工程により請求項1に記載の管継手を製造する方法である(請求項7)。
【発明の効果】
【0015】
本発明の管継手(請求項1)によれば、管を接続した部分が十分な止水性を有するとともに、長期の使用においても吸水膨張性素材が管内部にはみ出したり、管の端部をつぶしたりすることを抑制できるとともに、製造しやすい管継ぎ手が提供できる。
【0016】
さらに、本発明のより好ましい形態として、第1シール材が配設された本体部材内周面全体を横切るように、第2シール材が略管軸方向に配設された場合には(請求項2)、止水性の信頼性がより高められる。
【0017】
また、本発明のより好ましい形態として、螺旋状の凹凸条を有する管継手本体部材の波付部の大径部の内周面に沿って、第1シール材が配設される場合には(請求項3)、第2シール材の配設作業が容易となり、より製造しやすい管継手となる。
【0018】
また、本発明のより好ましい形態として、螺旋状の凹凸条を有する管継手本体部材の波付部の小径部の内周面に沿って、第1シール材が配設される場合には(請求項4)、第2シール材の配設作業が容易となり、より製造しやすい管継手となる。
【0019】
また、本発明のより好ましい形態として、第1シール材の内周面が、管継手本体部材の第1シール材が配設されていない部分の内周面と段差を生じないようにすれば(請求項5)管継手と管の外周面のクリアランスを小さく設定することができ、止水性の信頼性をより高めることができる。
【0020】
また、本発明の管継手製造方法(請求項7)によれば、本発明の管継手を効率的に製造することができる。
【図面の簡単な説明】
【0021】
【図1】本発明の第1実施例の管継手の構造を示す部分断面図である。
【図2】本発明の第1実施例の管継手の製造方法におけるスパイラル成形工程を示す模式図である。
【図3】本発明の第2実施例の管継手の構造を示す部分断面図である。
【図4】本発明の第3実施例の管継手の構造を示す部分断面図である。
【図5】本発明の第4実施例の管継手の構造を示す部分断面図である。
【図6】本発明の第5実施例の管継手の構造を示す部分断面図である。
【図7】本発明の第6実施例の管継手の構造を示す部分断面図である。
【図8】本発明の第7実施例の管継手の構造を示す部分断面図である。
【図9】従来の管継手の構造を示す部分断面図である。
【発明を実施するための形態】
【0022】
以下、図面に基づいて、本発明の実施形態を説明する。図1は本発明の管継ぎ手1を示す部分断面図であり、上側半分を断面図として示す。略円筒状の管継ぎ手1は、管継ぎ手本体部材11に、第1シール材12と第2シール材13とが、接続すべき管の外周面と対向するように一体化された管継手である。管継手1は、外周面が螺旋状の凹凸条に形成された波付管(図示せず)を接続するための管継手であり、波付管の外周の螺旋凹凸条と、管継手内周面の螺旋凹凸条を合致させて、波付管を管継手1の内側にねじ込むように相対回転させて接続する。そして、管継手1の両側から、波付管の端部をそれぞれねじ込むことにより、一対の波付管が接続できる。
【0023】
管継ぎ手本体部材11は、接続すべき波付管の外周面の螺旋状凹凸形状に略合致し、適度なクリアランスを有するように、螺旋状の凹凸条を有する内周面が形成された合成樹脂製の略円筒状の部材である。特に、本体部材の管壁は、管壁全体が、半径方向外側に突出した大径部111と半径方向内側に凹入する小径部112とが交互に螺旋状凹凸状をなすように設けられた波付部となっており、管壁は略均一な肉厚に形成されている。
【0024】
本体部材11を成形する合成樹脂としては、ポリエチレン樹脂、ポリプロピレン樹脂、塩化ビニル樹脂などの硬質合成樹脂が例示できる。本体部材11を成形する合成樹脂材料は、例示した硬質合成樹脂のほか、ゴムや熱可塑性エラストマーといった比較的軟質な樹脂によって形成してもよく、硬質合成樹脂と軟質合成樹脂を組み合わせて形成しても良い。本体部材11は、ブロー成形や射出成形、後述するスパイラル成形方法などにより製造できる。
【0025】
第1シール材12は、吸水膨張性不織布からなるシール材であり、所定幅に裁断されたテープ状の吸水膨張性不織布を、その側縁同士が互いに所定の間隔dを有するような螺旋状に、本体部材の内周面に貼り付けた、螺旋状のシール材である。本実施形態においては、第1シール材12は、本体部材の大径部111の内周面に沿って本体部材11に貼着一体化されている。
【0026】
第2シール材13も同じく吸水膨張性不織布からなるシール材であり、所定幅に裁断されたテープ状の吸水膨張性不織布を、管軸方向におおむね沿う方向に、第1シール材の互いに隣り合う部分12a、12b、12c、12d、12e・・にまたがるように、管継手の全長に亘って、本体部材11及び第1シール材12の内周面に沿って貼り付けたシール材である。なお、本実施形態においては、第2シール材13は、本体部材11の周方向の1箇所に設けられている。
【0027】
第1シール材及び第2シール材を構成する吸水膨張性不織布とは、不織布素材に吸水膨張性樹脂を担持させた不織布である。吸水膨張性樹脂の担持の形態は、粉末状、繊維状、含浸、コーティングなどの形態とすることができる。吸水膨張性樹脂とは、水分を吸収して膨張する性質を有する樹脂であり、ポリアクリル酸ナトリウム塩を主成分とした樹脂やアルケン(アルキレン)オキサイド変性物を主成分として含む樹脂を例示することができる。特に後者は、海水などのイオン濃度が比較的高い水分に対しても吸水膨張性を発揮するので、塩分の多い使用環境においては後者を使用することが好ましい。
市販されている吸水膨張性樹脂としては、例えば、ランシール(登録商標 東洋紡績株式会社製品)などの繊維状製品が例示できる。アルケン(アルキレン)オキサイド変性物系の吸水膨張性樹脂としては、アクアコーク(登録商標 住友精化株式会社製品)が例示できる。
【0028】
不織布素材を構成する基材繊維は特に限定されるものではないが、合成樹脂繊維であることが好ましく、ポリエステル繊維やナイロン繊維、ポリエチレンテレフタレート繊維、アクリル繊維、ポリプロピレン繊維などの合成樹脂繊維が使用できる。基材繊維は、ポリプロピレン繊維やポリエチレンテレフタレート(PET)繊維のような親水性に乏しい繊維でもよいが、アクリル繊維、ナイロン繊維のような親水性の繊維であることが望ましい。不織布層に適度な弾力性が得られるよう、不織布の目付けは100〜500g/平方メートルくらいが好ましく、より好ましくは200〜300g/平方メートルが良い。
【0029】
また、第1シール材及び第2シール材を構成する素材には、吸水膨張性不織布に限定されるものではなく、水分を吸収して膨張する素材でシール性を有する素材あれば、他の吸水膨張性素材を使用することもできる。他の吸水膨張性素材としては、例えば、前述した吸水膨張性樹脂をシート状やひも状に加工した素材およびこれら素材を、ゴムや樹脂や透水性素材などからなる他のシート状素材に積層した素材などが例示できる。管継手と管を接続する際の接続操作の容易さを高めるために、本発明に使用する吸水膨張性素材は弾力性やクッション性を備えるものであることが好ましく、また、管継手本体部材11の内周面に貼り付けやすいような柔軟性と伸縮性を有するものであることが好ましい。このような性質を有するものとして、特に不織布状のものが適している。
【0030】
本発明の管継手1の使用方法及びその作用効果について説明する。本発明第1実施形態の管継手1は従来の管継手と同様に、螺旋状凹凸条を有する波付管をねじ込むだけで、波付管を接続することができる。また、接続部に水が来た場合には、第1シール材12及び第2シール材13の吸水膨張性素材(本実施形態では吸水膨張性不織布)が膨張して、管継手と波付管の間を封止して水密にシールする。この際、螺旋状の第1シール材12と、管軸方向にまたがって設けられた第2シール材13が組み合わせられて設けられているので、両方のシール材によって、環状に閉じたシールライン(例えば図1中の点線で示す)が完成し、管と管継手の接続部が止水される。
【0031】
特に本実施形態においては、第1シール材が配設された本体部材内周面全体を横切るように、第2シール材が略管軸方向に配設されているので、環状に閉じたシールラインが複数、複合的に形成されるようになり、止水性の信頼性がより高められる。
また、本発明においては、第1シール材12と第2シール材とが互いに重なり合って交わりあうように配設されているが、本発明では、両シール材が水膨張性素材からなるものであるので、貼着時には、第1シール材12と第2シール材13の交差部分に段差や隙間が生ずることがあろうとも、使用時に水が来ると、膨張する水膨張性素材によってこれらの段差や隙間が埋められて、良好な水密シールが行われる。後述する別の実施形態にも示されるように、第1シール材12と第2シール材13のいずれか一方が水膨張性素材からなるものであれば、この効果が発揮されることは明らかである。
【0032】
さらに、本発明の管継手1においては、第1シール材の隣り合う側縁同士が所定の間隔を有するような螺旋状に配設されているので、管継手の内面には、シール材が貼着されていない部分が残されている。その結果、第1シール材12や第2シール材13が吸水して過度に膨張することがあろうとも、余剰に膨張した吸水膨張性素材はこれらシール材が存在しない部分に回りこむことができる。その結果、長期間にわたって水が存在する環境に置かれた場合であっても、膨張した吸水膨張性素材が管の端部から管の内部に侵入したり、膨張した吸水膨張性素材の圧力によって管の端部が内側につぶれたりすることが、抑制あるいは未然に防止される。また、吸水膨張性素材の使用量も節約でき、コスト的なメリットも生ずる。
【0033】
また、本発明の管継手においては、第1シール材の隣り合う側縁の間の空間が、膨張した吸水膨張性素材が逃げうるスペースとなっているので、従来の管継手と比較して、より高い膨張倍率を有する吸水膨張性素材が使用できる。即ち、従来の管継手においては、吸水膨張性素材の膨張倍率が大きすぎると、水膨張材の管内へのはみ出しといった問題が生じやすくなるため、膨張倍率の大きな吸水膨張性素材が使用しにくかったが、本発明によれば、そのような問題の発生が抑制されるので、より高い膨張倍率を有する吸水膨張性素材が使用でき、吸水膨張性素材の選択の幅が広がる。
【0034】
また、管継手内周面には、部分的にしかシール材が設けられていないので、シール材を圧縮しながら管を挿入する必要があろうとも、接続すべき管を挿入する(ねじ込む)際の操作力が比較的小さくなる。その結果、管継手本体部若しくはシール材ならびに波付管の間のクリアランスを従来の管継手よりも小さめに設定しても、操作力が過大になって継手が接続不可能となったりすることが抑制され、クリアランスを小さく設定することができる。クリアランスが小さければ、管継手の止水性の信頼性をより高めることができる。
【0035】
また、本実施形態において、管継手内周面に貼り付けるシール材は、代表的には螺旋状凹凸条の1/4ピッチ〜1/2ピッチ程度の幅であり、従来の管継手に使用された円筒状の吸水膨張性不織布と比較して細幅のものである。従来の管継手では、円筒状の吸水膨張性素材を管継手本体部材の複雑な内周面形状に沿って接着するために吸水膨張性素材の伸縮性の程度を大きくなければならなかったが、本発明においては、シール材を貼り付けるべき面の凹凸の複雑さが低減されており、シール材の伸縮度の程度が比較的低いものであってもよい。従って、本発明によれば、伸縮性に劣る吸水膨張性素材を使用しても、管継手本体11の内周面に沿わせて接着一体化でき、吸水膨張性素材の選択の幅が広がる。
【0036】
以下、本発明の管継ぎ手1の製造方法について説明する。図2は本体部材11の内周面に螺旋状に第1シール材12が配設一体化された不定長の管継手部材Pを形成するスパイラル成形工程を示す模式図である。本工程においては、公知の管成形装置の回転駆動される管成形軸21に、所定幅に裁断された吸水膨張性素材のテープT1と、樹脂の押出装置から所定の断面(本実施例では逆ハット形状)に押出された半溶融状態の合成樹脂条帯T2を、連続的に供給しながら螺旋状に巻きつけて、隣接する合成樹脂条帯の両側端部を互いに重ね合わせて溶着一体化して螺旋状凹凸条を有する波付円筒状の管壁を形成するとともに、波付円筒部の大径部111の内周面に沿って吸水膨張性素材12が接着一体化して、第1シール材が螺旋状に一体化された不定長の管継手部材Pが得られる。吸水膨張性素材の接着は、接着剤や粘着材を使用して接着しても良いし、半溶融状態の合成樹脂条帯T2の有する熱量を利用して溶着しても良い。
【0037】
スパイラル成形工程に引き続いて、切断工程を行う。切断工程においては、スパイラル成形工程で得られた不定長の管継手部材Pを、カッターなどによって、所定の長さに切断し、管継手部材Qを得る。
【0038】
切断工程に引き続いて、第2シール材一体化工程を行う。第2シール材一体化工程においては、所定長さに切断された管継手部材Qの内周面に、あらかじめ所定幅のテープ状に裁断された吸水膨張性素材を、管継手部材Qの全長にわたって、管軸方向におおむね沿うような方向に、第1シール材の互いに隣り合う部分をまたぐように、管継手部材Qの内周面に沿わせて接着一体化する。第2シール材の吸水膨張性素材の接着は、接着剤や粘着材を使用して接着すれば良い。第2シール材一体化工程は、手作業で行うことができるが、機械化することもできる。以上の工程を順次行うことによって、本発明第1の実施形態の管継手1を製造することができる。
【0039】
上記製造方法によれば、以下のような効果が得られる。即ち、本製造方法によれば、管継手本体部11を成形するのと同時に、第1シール材をその内周面に螺旋状に接着一体化することができるとともに、そのような管継手部材Pを不定長で連続して製造でき、製造効率が非常に高い。従って、本製造方法によれば、本発明の管継手を効率的に製造することができる。
【0040】
また、本実施形態のように、管継手本体部材11の大径部111の内周面に沿って第1シール材12を接着した場合には、第2シール材13を管軸方向に沿って貼る際に、本体部材11の内周面の凹凸が第1シール材12によって軽減され、第2シール材の接着作業がより簡単になる。
【0041】
なお、本発明の管継手1は、あらかじめ成形された管継手本体部材11の内周面に、事後的に第1シール材12を螺旋状に接着一体化し、さらに、第2シール材13を管軸方向に沿って接着一体化することにより製造することもでき、その場合は、第1シール材及び第2シール材の接着は手作業で行うことができる。また、本発明の管継手においてシール材が接着される領域の面形状は、従来の管継手でのものに比べ、比較的単純な形状となるので、手作業で行うような接着工程を機械化することも比較的たやすい。
【0042】
本発明は、上記実施形態に限定されるものではなく、種々の改変をして実施することができる。以下に本発明の他の実施形態について説明するが、以下の説明においては、上記実施形態と異なる部分を中心に説明し、同様である部分についてはその説明を省略する。
【0043】
図3には、本発明の第2の実施形態の管継手2を示す。本実施形態においては、管継手本体部材21及び第1シール材22は上述した第1実施形態と同様の構成とされているが、本実施形態においては、第2シール材23が、軟質ゴムや軟質樹脂エラストマーにより形成されるものであるとともに、第2シール材23、23が部分的に設けられている。即ち、本実施形態において、第2シール材23は、螺旋状に配設された第1シール材の互いに隣り合う部分(図中の22aと22bの間、22dと22eの間)にまたがるように配設され本体部材21に接着一体化されている。第2シール材23,23の端部は、第1シール材22の側縁部に突き当てるようにしても良いし、第1シール材22の側縁部に乗り上げるようにしても良い。
【0044】
本実施形態のようにしても、接続すべき管の外周面に対向する部分で、隣り合う第1シール材の間にまたがるように、少なくとも1箇所、第2シール材23が配設されていれば、閉じたシールラインを完成させて、所定の止水性を得ることができる。
【0045】
第2シール材は、管継手本体部材21の内周面と接続すべき管の外周面の間に密着状態で挟まれて止水機能を果たすように、適度な厚みと弾力性を有する部材であり、熱可塑性エラストマーやゴムからなるものが好ましく使用でき、特に柔軟性に富む熱可塑性エラストマーからなるものが好ましく使用できる。また、管の挿入抵抗を低減するとともに止水性を高めるためには、第2シール材の内周面側に細い幅の突条を一体に設けることが好ましいが、その場合は、凸条が隣り合う第1シール材22の間(例えば22aと22bの間)を結ぶような方向で第2シール材を取り付けると良い。
【0046】
図4には、本発明の第3の実施形態の管継手3を示す。本実施形態においては、管継手本体部材31及び第2シール材33の構成及び取り付け方法は、第1実施形態と同様であるが、第1シール材32が水膨張性素材ではないシール材により構成されている。即ち、第1シール材32は軟質樹脂エラストマー、特にオレフィン系熱可塑性エラストマーなどの柔軟な熱可塑性エラストマーにより成形されたシール材であり、本体部材31の大径部311の内周面に、螺旋状に接着一体化されている。図4に示したように、第1シール部材は略平らなテープ状の基部321の略中央部に突条322が一体に形成されたシール材であり、凸条322が管継手本体31の螺旋に沿う方向となるように接着一体化されている。本実施形態の管継手3に波付管(図示せず)をねじ込んでいく場合には、管継手本体部材31の内周面と波付管の大径部外周面との間に第1シール材32が挟みこまれて密着して止水性を発揮するものである。
【0047】
本実施形態のようにしても、接続すべき管の外周面に対向する部分に配設された、螺旋状の第1シール部材32と、第2シール材33によって、閉じたシールラインを完成させ、所期の止水性を得ることができる。
【0048】
本実施形態のように、第1シール材32をゴムや熱可塑性エラストマーにより構成する場合には、上述したように第1シール材32に突条322を設けることが好ましく、突条322を設けることによって、適度なシール性を確保しやすくなるとともに、波付管をねじ込む際の操作力を低減することができる。
【0049】
なお、本実施形態のように、第1シール材32をゴムや熱可塑性エラストマーにより構成する場合には、特に第1実施形態の製造方法に準ずる方法で管継手の製造を行うことが好ましく、その場合は、図2に示したスパイラル成形工程において、水膨張性素材のテープT1の代わりに、熱可塑性エラストマーを第1シール材32の断面となるように半溶融状態でテープ状に押出して、管成形軸に供給すればよい。
【0050】
図5には、本発明の第4の実施形態の管継手4を示す。本実施形態においては、第1シール材42及び第2シール材43はともに吸水膨張性不織布によって構成され、第1シール材42が螺旋状に、第2シール材が隣り合う第1シール材の間にまたがるように配設されている点は、上述した第1実施形態と同様の構成とされているが、本実施形態においては、管継手本体部材41が平滑な円筒状の内周面を有する点が異なる。即ち、本実施形態の管継手4は、外周面が平滑な円筒状に形成された管(図示せず)を接続するためのものである。
【0051】
また、本実施形態においては、管継手本体部材42の内周面に、まず第2シール材43が管軸方向に沿って直線状に貼着された後に、第1シール材42が螺旋状に貼着されている。
【0052】
本実施形態のようにしても、接続すべき管の外周面に対向する部分に配設された、螺旋状の第1シール部材42と、第2シール材43によって、閉じたシールラインを完成させ、所期の止水性を得ることができる。このように、本発明においては、第1シール材42と第2シール材43のいずれが内側となろうとも、同様の作用効果が発揮できる。
【0053】
また、以上示した実施形態からも明らかなように、本発明は、螺旋状の凹凸条を有する波付管をねじ込んで接続するための管継手に限定されるものではなく、略円筒状の管継手の内側に管の端部を挿入して接続するための管継手であって、接続すべき管の外周面と対向する管継手内周面に、上述した第1シール部材と第2シール部材とが配設された管継手を、広く包含するものである。
【0054】
図6には、本発明の第5の実施形態の管継手5を示す。本実施形態においては、管継手本体部材51の構成及び、第1シール材52と第2シール材53がともに吸水膨張性不織布によって構成される点は、第1実施形態と同様の構成とされているが、第1シール材52が配設される位置が異なっている。即ち、管継手本体部材51が大径部511と小径部512が交互に配置された螺旋状の凹凸条が形成された部材であるところ、本実施形態においては、第1シール材52は、小径部512の内周面に沿って螺旋状に接着一体化されている。そして、第2シール材が、管軸方向に沿うように、略直線状に、管継手本体部材の内周面と第1シール材52の内周面に沿って接着一体化されている。
【0055】
本実施形態のようにしても、接続すべき管の外周面に対向する部分に配設された、螺旋状の第1シール部材52と、第2シール材53によって、閉じたシールラインを完成させ、所期の止水性を得ることができる。
【0056】
さらに、本実施形態によれば、第1シール材52は管継手本体部材51の内側から見て、凸状に盛り上げられた部分(すなわち小径部512の内周面)に接着一体化されればよいので、あらかじめ成形された管継手本体部材の内周面に、後から第1シール材を螺旋状に接着一体化する作業が行いやすくなるという利点がある。従って、本実施形態(および第4実施形態)は、手作業で第1シール材を接着一体化するような製造方法を採用するのに特に適した実施形態である。また、これら実施形態においては、あらかじめ成形された管継手本体部材の内周面に、事後的に第1シール材を螺旋状に接着一体化する作業を機械化することも容易であるという長所もある。
【0057】
また、図6には、第2シール材53を第1シール材52の後で接着した形態を示しているが、より好ましくは、第5の実施形態の管継手5の製造においては、第2シール材53を第1シール材よりも先行して、管継手本体部材51の内周面に沿って接着しておくことが好ましく、そのようにすれば、第2シール材を接着すべき面の凹凸が比較的少ない状態で第2シール材53の接着が行えるので、第2シール材の接着作業が行いやすくなる。
【0058】
図7には、本発明の第6の実施形態の管継手6を示す。本実施形態においては、管継手本体部材61の構成及び、第2シール材63の構成及び配置は、第1実施形態と同様の構成とされているが、第1シール材62が積層された構造のシール材となっている。即ち、第1シール材62は、テープ状の吸水膨張性不織布からなる吸水膨張層621と、テープ状の薄い透水性シート素材(例えばスパンボンド不織布)が透水拘束層622として積層されたシール材である。吸水膨張層621は、管継手本体部材の内周面に螺旋状に接着一体化され、さらに、透水拘束層622は吸水膨張層621を覆うように設けられるとともに、その両側縁部が管継手本体部材61の内周面に接着一体化されている。本実施形態のような管継手は、図2に示したスパイラル成形において、吸水膨張層621を構成するテープ状素材と、透水拘束層622を構成するテープ状素材を順次管成形軸に供給することにより、効率的に製造することができる。
【0059】
本実施形態においては、透水拘束層622が吸水膨張層621を覆うように設けられているので、吸水膨張層621に含まれる吸水膨張性樹脂が膨張しても、透水拘束層622の働きによって、吸水膨張層621が不用意に拡散してしまうことが防止されるので、吸水膨張性素材の使用量をより少なくした場合であっても、止水性の信頼性を高めることができる。なお、透水拘束層622が厚いと漏水する通路となることがあるので、透水拘束層622を構成する透水性シート素材は薄いものを選択することが好ましい。
【0060】
図8には、本発明の第7の実施形態の管継手7を示す。本実施形態においては、管継手本体部材71の内周面には、第1シール材72が収容されるべき螺旋状の凹溝が設けられており、第1シール材72は、前記凹溝の中に螺旋状に接着一体化されている。さらに、本実施形態においては、第1シール材72の内周面が、管継手本体部材71の第1シール材72が配設されていない内周面71aと段差を生じないように、前記凹溝の深さと第1シール材の厚みが決定されている。本実施形態のような本体部材71は、射出成形によって製造することもできるし、いわゆるスパイラル成形により製造する場合には、内周側に凹溝を有するように、半溶融状態の樹脂条帯を押出すことにより製造することができる。
【0061】
本実施形態によれば、第1シール材と本体部材の内周面が段差を生じないようにされているので、管の外周面と、本体部材や第1シール材の内周面との間のクリアランスを小さくしても、管の接続の接続操作に支障をきたしにくくなるので、管と管継手の間のクリアランスが小さくできる。そして、クリアランスが小さくできれば、止水性や管継手の接続強度などの点で有利である。また、第1シール材に比較的弾力性に乏しい吸水膨張性素材を用いる際には、本実施形態が効果的に採用できる。
また、本実施形態においては、第1シール材と本体部材の内周面が段差を生じないようにされているので、第2シール材73の貼り付けもしやすく、効率的に管継手を製造することができる。
【0062】
また、上述した実施形態では、第2シール材が、周方向の1箇所に配設された管継手について説明したが、第2シール材を周方向に2箇所またはそれ以上の箇所に配設しても良い。2箇所以上に第2シール材を配設すれば、シールの信頼性をより高めることができる。
【0063】
また、上述した実施形態においては、管継手の内周面全体に亘って第1シール材を設けた例を示したが、接続すべき管の外周面に対向する領域の少なくとも一部分に、管継手と管の間がシール可能となるようにシール材を配置すればよいことは明らかであり、例えば、管継手の両端部に、それぞれ第1シール材と第2シール材を配置し、管継手中央部にはシール材を配置しないようにしても良い。また、本発明において、必ずしも管継手の両側において吸水膨張性素材を利用してシールする必要はなく、管継手の片側だけを吸水膨張性素材を利用する構成として、他方は別の接続構造およびシール構造を採用するものであっても良い。
【産業上の利用可能性】
【0064】
本発明によれば、十分な止水性を有するとともに、長期の使用においても吸水膨張性素材が管内部にはみ出したり、管の端部をつぶしたりすることを抑制でき、製造しやすい管継ぎ手を提供できる。また本発明の管継手製造方法によれば、そのような管継手を効率的に製造できる。得られる管継手は、例えば地中埋設管などのような、止水性が要求される管の管継手として好ましく利用でき、産業上の利用価値が高い。
【符号の説明】
【0065】
1 管継手
11 管継手本体部材
111 大径部
112 小径部
12 第1シール材
13 第2シール材
21 管成形軸
2、3、4、5 管継手
21、31、41、51 管継手本体部材
22、32、42、52 第1シール材
23、33、43、53 第2シール材
【特許請求の範囲】
【請求項1】
略円筒状の管継手本体部材の内周面に、接続すべき管の外周面と対向するようにシール材を一体化した管継手であって、
シール材は、所定の間隔を有するような螺旋状に配設される第1シール材と、第1シール材の隣り合う部分にまたがって配設される第2シール材により構成されるとともに、
第1シール材及び第2シール材の少なくとも一方は吸水膨張性素材からなるシール材であることを特徴とする管継手。
【請求項2】
第1シール材が配設された本体部材内周面全体を横切るように、第2シール材が略管軸方向に配設されることを特徴とする請求項1に記載の管継手。
【請求項3】
螺旋状凹凸条を有する波付管を接続するための波付部を有する請求項1に記載の管継手であって、第1シール材が管継手本体部材の波付部の大径部の内周面に沿って配設されていることを特徴とする管継手。
【請求項4】
螺旋状凹凸条を有する波付管を接続するための波付部を有する請求項1に記載の管継手であって、第1シール材が管継手本体部材の波付部の小径部の内周面に沿って配設されていることを特徴とする管継手。
【請求項5】
第1シール材の内周面が、管継手本体部材の第1シール材が配設されていない部分の内周面と段差を生じないように、第1シール材が配設されていることを特徴とする請求項1に記載の管継手。
【請求項6】
吸水膨張性素材が吸水膨張性不織布であることを特徴とする請求項1ないし請求項5のいずれかに記載の管継手。
【請求項7】
第1シール材となるべきテープ状の素材と、管継手本体部材となるべき合成樹脂条帯を、管成形軸に供給して、管継手本体内周に第1シール材が配設一体化された不定長の管継手部材を成形するスパイラル成形工程と、
スパイラル成形工程で得られた管継手部材を所定長に切断して、定尺の管継手とする切断工程と、
切断工程で得られた定尺の管継手の内周面にテープ状の第2シール材を配設一体化する第2シール材一体化工程により請求項1に記載の管継手を製造する方法。
【請求項1】
略円筒状の管継手本体部材の内周面に、接続すべき管の外周面と対向するようにシール材を一体化した管継手であって、
シール材は、所定の間隔を有するような螺旋状に配設される第1シール材と、第1シール材の隣り合う部分にまたがって配設される第2シール材により構成されるとともに、
第1シール材及び第2シール材の少なくとも一方は吸水膨張性素材からなるシール材であることを特徴とする管継手。
【請求項2】
第1シール材が配設された本体部材内周面全体を横切るように、第2シール材が略管軸方向に配設されることを特徴とする請求項1に記載の管継手。
【請求項3】
螺旋状凹凸条を有する波付管を接続するための波付部を有する請求項1に記載の管継手であって、第1シール材が管継手本体部材の波付部の大径部の内周面に沿って配設されていることを特徴とする管継手。
【請求項4】
螺旋状凹凸条を有する波付管を接続するための波付部を有する請求項1に記載の管継手であって、第1シール材が管継手本体部材の波付部の小径部の内周面に沿って配設されていることを特徴とする管継手。
【請求項5】
第1シール材の内周面が、管継手本体部材の第1シール材が配設されていない部分の内周面と段差を生じないように、第1シール材が配設されていることを特徴とする請求項1に記載の管継手。
【請求項6】
吸水膨張性素材が吸水膨張性不織布であることを特徴とする請求項1ないし請求項5のいずれかに記載の管継手。
【請求項7】
第1シール材となるべきテープ状の素材と、管継手本体部材となるべき合成樹脂条帯を、管成形軸に供給して、管継手本体内周に第1シール材が配設一体化された不定長の管継手部材を成形するスパイラル成形工程と、
スパイラル成形工程で得られた管継手部材を所定長に切断して、定尺の管継手とする切断工程と、
切断工程で得られた定尺の管継手の内周面にテープ状の第2シール材を配設一体化する第2シール材一体化工程により請求項1に記載の管継手を製造する方法。
【図1】



【図2】

【図3】
【図4】
【図5】
【図6】
【図7】

【図8】
【図9】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2011−120469(P2011−120469A)
【公開日】平成23年6月16日(2011.6.16)
【国際特許分類】
【出願番号】特願2011−30461(P2011−30461)
【出願日】平成23年2月16日(2011.2.16)
【分割の表示】特願2008−287223(P2008−287223)の分割
【原出願日】平成20年11月8日(2008.11.8)
【出願人】(000108498)タイガースポリマー株式会社 (187)
【Fターム(参考)】
【公開日】平成23年6月16日(2011.6.16)
【国際特許分類】
【出願日】平成23年2月16日(2011.2.16)
【分割の表示】特願2008−287223(P2008−287223)の分割
【原出願日】平成20年11月8日(2008.11.8)
【出願人】(000108498)タイガースポリマー株式会社 (187)
【Fターム(参考)】
[ Back to top ]