
箱体の品質検査装置
【課題】箱体の姿勢にかかわらず接合部の精度を正確に検査でき、箱体の形状精度や印刷品質、異物の有無も同時に検査することができ、検査スペースの効率化を図ることができる品質検査装置を提供する。
【解決手段】接合部を挟んで隣り合う2つの領域を撮像する撮像手段3と、照明手段4と、基準形状データ記憶部、及び基準画像データ記憶部を有する記憶手段50と、撮像される画像に基づき形状データを検出し、各領域の基準形状データと対比することにより各領域のずれ量を算出し、各領域の形状精度の良否を判定する形状精度判定手段と、形状精度判定手段により算出される各領域のずれ量に基づき、当該箱体の接合精度の良否を判定する手段と、撮像手段により撮像される画像に基づき各領域の画像データと基準画像データ記憶部に記憶された各領域の基準画像データとを対比することにより各領域の印刷品質の良否及び異物の有無を判定する手段とを備えた。
【解決手段】接合部を挟んで隣り合う2つの領域を撮像する撮像手段3と、照明手段4と、基準形状データ記憶部、及び基準画像データ記憶部を有する記憶手段50と、撮像される画像に基づき形状データを検出し、各領域の基準形状データと対比することにより各領域のずれ量を算出し、各領域の形状精度の良否を判定する形状精度判定手段と、形状精度判定手段により算出される各領域のずれ量に基づき、当該箱体の接合精度の良否を判定する手段と、撮像手段により撮像される画像に基づき各領域の画像データと基準画像データ記憶部に記憶された各領域の基準画像データとを対比することにより各領域の印刷品質の良否及び異物の有無を判定する手段とを備えた。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、シート材を印刷するとともに折り畳み、糊付けして接合し、扁平な箱体を形成する製函機に用いる箱体の品質検査装置に関する。
【背景技術】
【0002】
この種の製函機は、シートに印刷し、けい線入れやフラップの溝切り加工を施した後、糊付け、折り畳んで接合することにより箱体を製造する装置である。従来、このような製函機で製造される箱体の検査は、糊付け、折り畳みを行う前のシートの状態において、その表面の印刷やけい線の位置、フラップ等の形状などの検査が為されている(例えば、特許文献1乃至3参照。)。このようなシート状態で印刷品質等を検査することにより、印刷面である上側のみ検査すればよく効率的であり、かつ糊付け、折り畳み前に不良シートを排除することが可能となる。
【0003】
また、シートを折り畳み、端部同士を接合して箱体に加工する際に、折り曲げの箇所がずれると接合部もずれてしまうことになる。厚手のシート、特に段ボールシートの場合にはこのずれが生じやすく、接合部に大きなずれが生じ、立体的に組み立てることができない或いは歪んだ形になる。段ボールの製函機においては直角度を矯正するためのスクエアリング部を設け、フォルダーグルアーで加工された直後の箱体の直角矯正が行われているが、段ボールには凹凸波形形状の中しん紙があり、折り畳み位置が大きくずれてしまうと凹凸を超えて正しい折り畳み位置に矯正することはできなくなる。したがって、フォルダーグルアーで箱体に加工した後の接合部の精度を検査し、スクエアリング部でも矯正できない不良品を排除することが求められている。従来、目視或いは抜き取りによる組み立て検査が一般的であったが、例えばカメラで当該接合部におけるフラップ間の寸法を検出して接合部の良否を判定する方法も提案されている(特許文献4参照。)。
【0004】
しかしながら、特許文献4の方法は、専用のカメラを箱体の接合部の位置に調節してセットし、接合部におけるフラップ間の距離を測定する方法であるが、このような検査装置は接合部の良否判定に特化した装置となる。また、箱体が左右に若干回転したずれた姿勢で流れてきたときには、フラップ間の距離が長く測定されてしまい、これによるずれは接合部のずれによるものか前記箱体の回転ずれによるものか判別できず不正確となる。また、上記方法は当該フラップ間にシート切断滓やバリが存在することもあり、フラップ間の複数の箇所を測定しなければ接合部のずれの程度を正確に判別できないので効率的でない。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2006−250882号公報
【特許文献2】特開2008−8841号公報
【特許文献3】特開2008−164346号公報
【特許文献4】特許第2843783号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
そこで、本発明が前述の状況に鑑み、解決しようとするところは、箱体の姿勢にかかわらず接合部の精度を正確に検査でき、接合部の良否判定だけでなく、箱体の形状精度や印刷品質、異物の有無も同時に検査することができ、検査スペースの効率化を図り、製函機全体の長さを短くすることができる品質検査装置を提供する点にある。
【課題を解決するための手段】
【0007】
第1の発明は、前述の課題解決のために、シート材を印刷するとともに、折り畳み、糊付けして接合し、扁平な箱体を形成する製函機に用いる箱体の品質検査装置であって、前記箱体の糊付けされた接合部を有する側の外表面における該接合部を挟んで隣り合う2つの領域の各領域を撮像する撮像手段と、前記撮像手段が撮像する各領域を照明する照明手段と、前記各領域を示す基準となる形状データを記憶する基準形状データ記憶部、及び前記各領域の基準となる画像データを記憶する基準画像データ記憶部を有する記憶手段と、前記撮像手段により撮像される画像に基づき、各領域を示す形状データを検出し、これを前記基準形状データ記憶部に記憶された各領域の基準形状データと対比することにより各領域のずれ量を算出し、各領域の形状精度の良否を判定する形状精度判定手段と、前記形状精度判定手段により算出される各領域のずれ量に基づき、当該箱体の接合精度の良否を判定する接合精度判定手段と、同じく前記撮像手段により撮像される画像に基づき、各領域の画像データと前記基準画像データ記憶部に記憶された各領域の基準画像データとを対比することにより各領域の印刷品質の良否及び糊かす等の異物の有無を判定する表面品質判定手段とを備え、扁平な箱体の形状精度、接合精度、印刷品質、異物の有無を同時に検査可能としたことを特徴とする箱体の品質検査装置を構成した。
【0008】
第2の発明は、前記箱体の接合部を有しない側の外表面を撮像する撮像手段と、該撮像手段が撮像する外表面を照明する照明手段とを更に備え、前記記憶手段の基準画像データ記憶部が、前記接合部を有しない側の外表面の基準となる画像データをも記憶し、前記表面品質判定手段が、前記各領域の印刷品質の良否及び糊かす等の異物の有無の判定とともに、前記接合部を有しない側の外表面の撮像手段で撮像される画像に基づき、当該外表面の画像データと前記基準画像データ記憶部に記憶された当該外表面の基準画像データとを対比することにより当該外表面の印刷品質の良否及び糊かす等の異物の有無を判定するものである。
【0009】
第3の発明は、特に、前記記憶手段の基準形状データ記憶部が、前記接合部を有しない側の外表面を示す基準となる形状データをも記憶し、前記形状精度判定手段が、前記各領域の形状精度の良否を判定するとともに、前記接合部を有しない側の外表面の撮像手段で撮像される画像に基づき、当該外表面を示す形状データを検出し、これを前記基準形状データ記憶部に記憶された当該外表面の基準形状データと対比することにより当該外表面のずれ量を算出し、当該外表面の形状精度の良否を判定するものである。
【0010】
第4の発明は、前記接合精度判定手段が、前記形状精度判定手段により算出される前記各領域のずれ量と前記接合部を有しない側の外表面のずれ量とに基づき当該箱体の接合精度の良否を判定するものである。
【0011】
第5の発明は、シート材を印刷するとともに、折り畳み、糊付けして接合し、扁平な箱体を形成する製函機に用いる箱体の品質検査装置であって、前記箱体の糊付けされた接合部を有しない外表面を撮像する撮像手段と、前記撮像手段が撮像する前記外表面を照明する照明手段と、前記外表面を示す基準となる形状データを記憶する基準形状データ記憶部、及び前記外表面の基準となる画像データを記憶する基準画像データ記憶部を有する記憶手段と、前記外表面の撮像手段で撮像される画像に基づき、当該外表面を示す形状データを検出し、これを前記基準形状データ記憶部に記憶された当該外表面の基準形状データと対比することにより当該外表面のずれ量を算出し、当該外表面の形状精度の良否を判定する形状精度判定手段と、前記形状精度判定手段により算出される当該外表面のずれ量に基づき、当該箱体の接合精度の良否を判定する接合精度判定手段と、同じく前記外表面の撮像手段で撮像される画像に基づき、当該外表面の画像データと前記基準画像データ記憶部に記憶された当該外表面の基準画像データとを対比することにより当該外表面の印刷品質の良否及び糊かす等の異物の有無を判定する表面品質判定手段とを備え、扁平な箱体の形状精度、接合精度、印刷品質、異物の有無を同時に検査可能としたことを特徴とする箱体の品質検査装置を構成した。
【0012】
第6の発明は、前記接合精度判定手段が、前記算出した当該外表面の形状のずれ量に基づき接合精度の良否を判定するものである。
【0013】
第7の発明は、前記ずれ量として、当該外表面における溝部を挟んで隣り合う2つの領域の各領域のずれ量をそれぞれ算出し、これらずれ量に基づき接合精度の良否を判定するものである。
【0014】
第8の発明は、前記箱体の接合部を有する側の外表面における該接合部を挟んで隣り合う2つの領域の各領域を撮像する撮像手段と、該撮像手段が撮像する各領域を照明する照明手段とを更に備え、前記記憶手段の基準画像データ記憶部が、前記各領域の基準となる画像データをも記憶し、前記表面品質判定手段が、前記接合部を有しない側の外表面の印刷品質の良否及び糊かす等の異物の有無の判定とともに、前記撮像手段により撮像される画像に基づき、各領域の画像データと前記基準画像データ記憶部に記憶された各領域の基準画像データとを対比することにより各領域の印刷品質の良否及び糊かす等の異物の有無を判定するものである。
【発明の効果】
【0015】
本発明によれば、箱体の姿勢にかかわらず接合部の精度を正確に検査でき、接合部の良否判定だけでなく、箱体の形状精度や印刷品質、異物の有無も同時に検査することができ、検査スペースの効率化を図り、製函機全体の長さを短くすることができる。
【図面の簡単な説明】
【0016】
【図1】本発明の実施形態にかかる品質検査装置を設けた製函機の工程の流れを示す説明図。
【図2】同じく品質検査装置の構成を示す概略図。
【図3】同じく品質検査装置の制御装置の構成を示すブロック図。
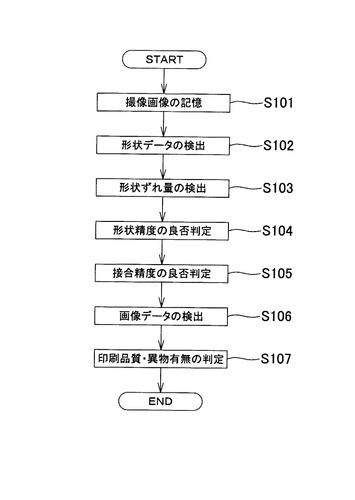
【図4】同じく品質検査装置の例を示す処理フロー図。
【図5】同じく品質検査装置による検査方法を説明する説明図。
【図6】同じく検査方法の説明図。
【図7】同じく検査方法の説明図。
【発明を実施するための形態】
【0017】
次に、本発明の実施形態を添付図面に基づき詳細に説明する。
【0018】
本発明は、シート材を印刷するとともに、折り畳み、糊付けして接合し、扁平な箱体を形成する製函機1に用いられる箱体の品質検査装置である。以下の各実施形態では、シート材が段ボールシート20であり、製函機1により箱体としての段ボール箱2を形成する例について説明するが、本発明の品質検査装置の検査対象は段ボール箱2に何ら限定されるものではなく、種々のシート材からなる箱体の品質検査装置とすることができる。
【0019】
まず、本発明の第1実施形態を説明する。
【0020】
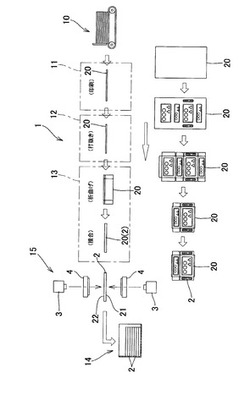
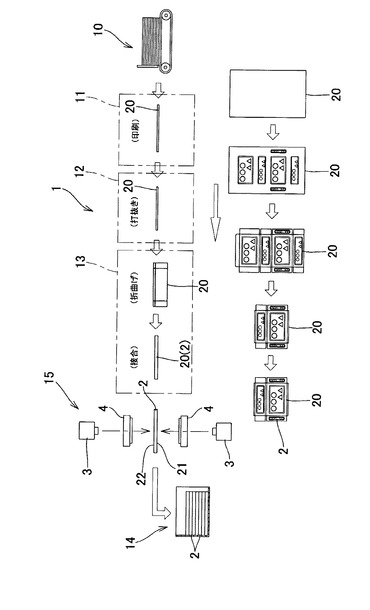
本実施形態の製函機1は、段ボールシート20に対して印刷、糊付け、折り畳んで段ボール箱2を製造する一連の装置からなるシステムであり、図1に示すように、段ボールシートの搬送方向に沿って、給紙装置10、印刷装置11、スロッター12、フォルダーグルアー13、及びカウンタエゼクタ14が配置された一般的な製函機である。そしてフォルダーグルアー13とカウンタエゼクタ14との間に、本発明の品質検査装置15が設けられている。尚、品質検査装置15の設置箇所は、フォルダーグルアー13の後であればどこでもよい。
【0021】
印刷装置11は、図示しない複数の印刷ユニット(例えばシアン、マゼンダ、イエロー、ブラックの各色用の印刷ユニット)からなり、段ボールシートに印刷を行うものである。また、スロッター12は、印刷装置11で印刷された段ボールシートに対し、けい線加工、フラップの溝切り加工等を施すものであり、フォルダーグルアー13は、けい線,フラップの溝、糊代片などが形成された段ボールシートに対し、糊代片に糊を塗布して折曲げ、糊代片を接合することで扁平な段ボール箱に加工するものである。これらは従来から公知の一般的な製函機の構成を広く採用することができる。
【0022】
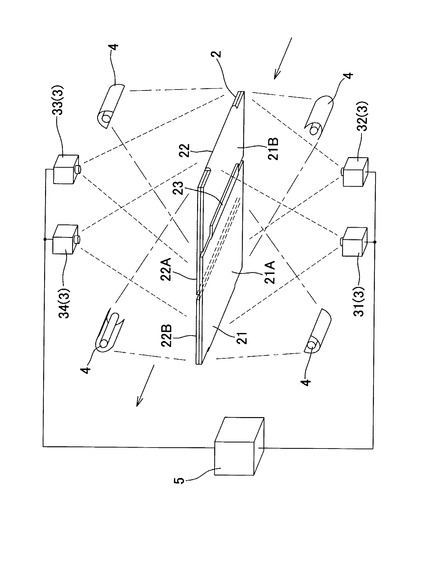
品質検査装置15は、フォルダーグルアー13で加工された段ボール箱2に対し、形状精度、接合精度、印刷品質、異物の有無を検査するものであり、図2に示すように、撮像手段3として段ボール箱2の糊付けされた接合部23を有する側の外表面(下面21)における該接合部23を挟んで隣り合う2つの領域(第1の領域21A、第2の領域21B)をそれぞれ撮像するカメラ31、32と、同じく段ボール箱2の接合部23を有しない側の外表面(上面22)を撮像するカメラ33、34と、カメラ31〜34が撮像する各領域21A、21B及び上面22を照明する照明手段4と、段ボール箱2の形状精度、接合精度、印刷品質の良否及び糊かす等の異物の有無を判定する制御装置5とを備えている。
【0023】
撮像手段3は、本例ではCCD撮像素子が縦横方向に並んだエリアセンサカメラ31〜34を各領域ごとに設けたが、カメラの数や配置は各領域を撮像できるものであれば特に限定されず、下面21又は上面22の2領域を一つのカメラで撮像してもよい。特に、接合部23を有しない側の外表面(上面22)の領域22A,22Bは互いにずれないので一つのカメラで兼ねてもよい。逆に接合部23を有する側の外表面(下面21)の領域21A,21Bは、折り畳みの際に互いにずれる可能性が高いので異なるカメラで撮像する方が、ずれの演算処理などを効率化できる点で好ましい。また、CCD撮像素子が横一列に並んだラインセンサカメラを表裏それぞれ設けたものも好ましい。
【0024】
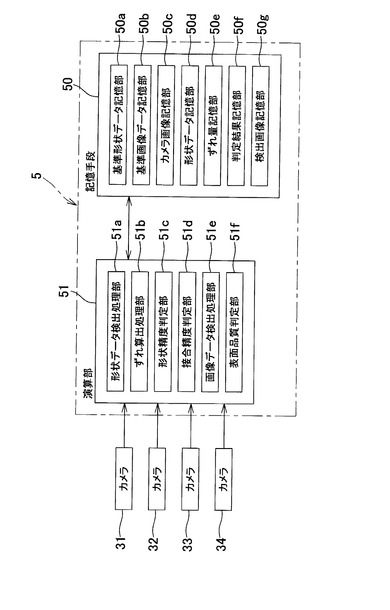
制御装置5は、図3に示すように、演算部51と記憶手段50を備える制御コンピュータであり、演算部51には図示しない入出力部、バスラインを通じてカメラ31〜34の出力信号が入力される。演算部51はマイクロプロセッサなどのCPUを主体に構成されている。記憶手段50はRAM、ROMなどの記憶メモリや装置内外のハードディスク等より構成され、演算部51における各種処理動作の手順を規定するプログラムや処理データが記憶される。制御装置5は本発明に係る品質検査装置15専用の制御装置として個別に設けてもよいし、製函機1の制御装置の一部として構成してもよい。
【0025】
演算部51は機能的に、上記段ボール箱2の形状精度の良否を判定する形状精度判定手段として、カメラ31〜34からの出力に基づき、各領域21A、21B及び上面22を示す形状データを検出する形状データ検出処理部51aと、該形状データ検出処理部51aで検出した形状データを基準形状データ記憶部50aに記憶されている各領域21A、21B及び上面22の基準形状データと対比することにより各領域21A、21B及び上面22のずれ量を算出するずれ算出処理部51bと、該ずれ算出処理部51bで算出したずれ量に基づき各領域21A、21B及び上面22の形状精度の良否を判定する形状精度判定部51cとを備えており、これら機能は上記プログラムにより実現される。
【0026】
また、演算部51は機能的に、上記段ボール箱2の接合精度の良否を判定する接合精度判定手段として、上記したずれ算出処理部51bにより算出される各領域21A、21Bのずれ量に基づき、当該箱体の接合精度の良否を判定する接合精度判定部51dを備えるとともに、上記段ボール箱2の印刷品質の良否及び異物の有無を判定する表面品質判定手段として、同じくカメラ31〜34で撮像される画像に基づき各領域21A、21B及び上面22の画像データを検出する画像データ検出処理部51eと、該画像データ検出処理部51eで検出した画像データを基準画像データ記憶部50bに記憶されている基準画像データと対比することにより各領域21A、21B及び上面22の印刷品質の良否及び糊かす等の異物の有無を判定する表面品質判定部51fとを備え、これら機能は同じく上記プログラムにより実現される。
【0027】
記憶手段50は、各領域21A、21B及び上面22を示す基準となる形状データを記憶する基準形状データ記憶部50aと、前記各領域21A、21B及び上面22の基準となる画像データを記憶する基準画像データ記憶部50bと、前記カメラ31〜34で撮像され、制御装置5に入力される画像情報を記憶するカメラ画像記憶部50cとを少なくとも備えている。
【0028】
基準形状データ記憶部50aに記憶される基準形状データは、フラップ形状やけい線の位置などを含むCADデータ形式の段ボール箱2の基準となる設計形状データである。また、基準画像データ記憶部50bに記憶される基準画像データは、数枚程度をテスト印刷し、これらの中から目視検査で合格した段ボール箱を撮像し、マスタ画像とした良品の基準となる画像データである。その他、DTP(Desk Top Publishing)やCTP(Computer To Plate)によって作成されたデザインデータを基準画像データとして用いてもよい。この場合、該デザインデータに対し、印刷処理に特有の誤差因子及びカメラに特有の誤差因子に基づき補正処理することにより、デザインデータを印刷処理したものをカメラ撮像した状態を想定した画像データを作成し、これを基準画像データとすることが好ましい。
【0029】
以下、図4のフロー図に基づき、品質検査装置15による検査方法の詳細について更に説明する。尚、以下に説明する検査方法では、形状精度の良否判定を行った後、接合精度の良否判定を行い、その後表面品質の判定を行う例について説明しているが、本発明はこのような順に判定を行うものに何ら限定されず、異なる順で処理したり、一部またはすべての判定処理を並行して行うことも勿論できる。
【0030】
まず、カメラ31〜34で取得される撮像画像は、制御装置5の演算部51で受信され、記憶手段50のカメラ画像記憶部50cに記憶される(S101)。撮像の手順は、段ボール箱2の下面21、上面22どちらを先にしてもよい。例えば図示しない搬送ローラ上に載せて搬送される段ボール箱2の上面22を上方に設置されたカメラ33、34で撮像した後、同じく図示しない吸着ローラで上面を吸着しながら搬送される段ボール箱2の下面21を下方に設置されたカメラ31、32で撮像したり、その逆であったり、上下面の撮像方法は従来から公知の段ボールシートの検査方法を広く適用できる。
【0031】
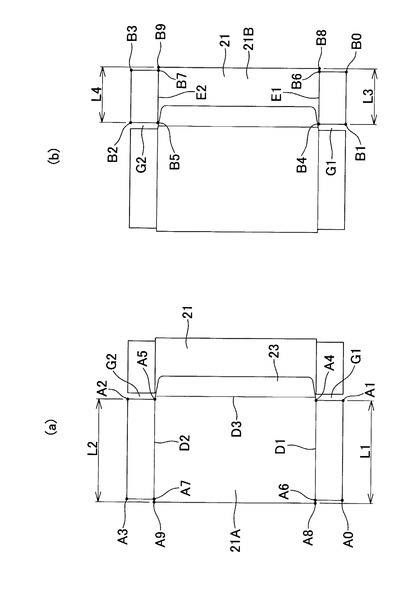
次に、形状データ検出処理部51aは、前記カメラ画像記憶部50cの撮像画像から、各領域21A、21B及び上面22を示す形状データを検出する(S102)。形状データの検出は、例えば、撮像画像の濃度変化を検出し、段ボール箱の外形やけい線の位置を検知する。具体的には、段ボール箱2の所定の隅部を原点として濃度変化した境界座標を検出するとともに、代表的な角部、例えば領域21Aでは図5(a)のA1〜A9の座標、これら角部の間の距離、角度なども算出し、形状データ記憶部50dに記憶する。
【0032】
次に、ずれ算出処理部51bは、前記形状データ記憶部50dの各領域21A、21B及び上面22を示す形状データを、それぞれ基準形状データ記憶部50aに記憶されている各領域21A、21B及び上面22の基準形状データと対比することにより、各領域21A、21B及び上面22ごとに、各部の形状のずれ量を算出し、これをずれ量記憶部50eに記憶する(S103)。尚、このずれ量については、段ボール箱2全体の角度ずれを補正したものとすることが好ましい。この角度ずれは各部のずれ角の平均角をずれゼロに補正することや、その他適宜な方法で補正すればよい。
【0033】
また、特に本例では、領域21Aの直線A8−A9から座標A1までの距離(又はA4−A8間の距離)L1の基準値からのずれ量ΔL1、及び直線A8−A9から座標A2ま
での距離L2の基準値からのずれ量ΔL2(又はA5−A9間の距離のずれ量)、同じく
領域21Bの直線B8−B9から座標B1までの距離L3の基準値からのずれ量ΔL3(
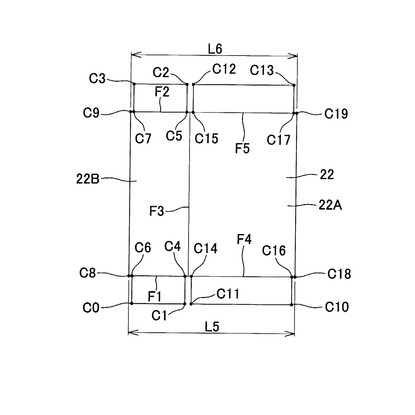
又はB4−B8間の距離のずれ量)、及び直線B8−B9から座標B2までの距離L4の基準値からのずれ量ΔL4(又はB5−B9間の距離のずれ量)、並びに、上面22のC
8−C18間の距離L5の基準値からのずれ量ΔL5、及びC9−C19間の距離L6の
基準値からのずれ量ΔL6についても算出され、ずれ量記憶部50eに記憶する。
【0034】
次に、形状精度判定部51cは、各領域21A、21B及び上面22ごとに、ずれ量記憶部50eの各部の基準値からのずれ量について、予め設定された所定の許容値と比較することで形状精度を良否を判定する。判定結果は、判定結果記憶部50fに記憶される。(S104)。例えば図5(a)に示す領域21Aであれば、けい線(D1〜D3)の長さや角度のずれについて所定の許容値と比較してその良否を判定したり、フラップ形状や抜き精度(例えばA0−A6間、A0−A1間の寸法、傾きのずれ量等)について所定の許容値と比較してその良否を判定する。
【0035】
次に、接合精度判定部51dは、ずれ量記憶部50eに記憶している各領域21A、21B及び上面22のずれ量に基づき、当該段ボール箱の接合精度の良否を判定し、判定結果記憶部50fに記憶する(S105)。本例では、上記した領域21AのΔL1、ΔL2、領域21BのΔL3、ΔL4、上面22のΔL5、ΔL6を用いて、ΔG1=ΔL5−(ΔL1+ΔL3)、ΔG2=ΔL6−(ΔL2+ΔL4)をそれぞれ算出し、このΔG1、ΔG2をそれぞれ予め設定された所定の許容値と比較し、更にΔG1−ΔG2も予め設定された所定の許容値と比較して、接合部23の状態、つまりギャップG1、G2の状態の良否を判定する。所定の許容値は、特に段ボール箱の場合、当該段ボール箱についてスクエアリング部で矯正できる範囲の限界値、例えば当該段ボール箱のシートの中しん紙の凹凸波形の凹凸の幅寸法の値とすることが好ましいが、特に限定されない。
【0036】
尚、さらに領域21AのA1−A4辺、A2−A5辺のそれぞれの傾斜角度のずれ量、領域21BのB1−B4辺、B2−B5辺のそれぞれの傾斜角度のずれ量を用いて、これらずれ量、平行度に基づいて接合部23の状態をより詳しく判定することも好ましい。また同様に、領域21AのA0−A1辺、領域21BのB0−B1辺のぞれぞれの傾斜角度のずれ量、領域21AのA2−A3辺、領域21BのB2−B3辺のそれぞれの傾斜角度のずれ量を用いて、これらずれ量、平行度に基づいて接合部23の状態をより詳しく判定することも好ましい。また、本例では上面22のずれ量ΔL5、ΔL6を用いて判定して
いるが、領域21A、21Bのずれ量のみから判定することも可能である。
【0037】
画像データ検出処理部51eは、前記カメラ画像記憶部50cの撮像画像から、各領域21A、21B及び上面22の画像データを検出し、検出画像記憶部50gに記憶する(S106)。そして、表面品質判定部51fは、各領域21A、21B及び上面22ごとに、検出画像記憶部50gの画像データと、基準画像データ記憶部50bに記憶されている基準画像データとを対比することにより、印刷品質の良否及び糊かす等の異物の有無を判定し、判定結果記憶部50fに記憶する(S107)。
【0038】
印刷品質の良否や糊かす等の異物の有無の判定は、本例では画像データのエリア画像の濃度レベルと該エリア画像に対応する基準画像データの濃度レベルとを比較し、両画像の濃度レベルの差が予め設定した許容値を超えなければ印刷良し或いは異物なしと判定し、許容値を超える部分があれば、当該部分を欠陥箇所(印刷不良或いは異物有り)と判定し、さらに当該欠陥箇所の形状及び面積を解析して、重欠陥もしくは軽欠陥であるかを判定している。
【0039】
ここで、画像データにおける検査領域を、検査精度の重要度に基づいて複数の領域に区分けし、当該重要度に対応した判定レベルで比較してもよい。例えば、段ボール箱2を立体的に組み立てたときに視認されなくなる領域の検査精度を低くし、当該領域に僅かな小さなシミがあったときでも良品と判定し、直接視認される図柄や文字部分については、検査精度を高くして僅かなシミや糊かすがあったときに不良品と判定する。
【0040】
また、画像データと比較する基準画像データについて、縦横方向のズレ及び回転方向のズレを補正することが好ましい。この補正処理は、画像データと基準画像データとの特徴点を単又は複数検出し、一方の画像の特徴点と一致する他方の特徴点を検出し、当該2つの特徴点を一致させるための上下方向(x軸方向)、左右方向(y軸方向)、回転方向(θ方向)の変化量を演算し、画像データ又は基準画像データを当該変化量ずつ移動させる。したがって、双方の位置ずれの誤差を解消し、印刷物の良否を判定することができる。
【0041】
判定結果記憶部50fに記憶される各判定結果は、どのように用いることも可能である。例えば、製函機1に図示しない不良品排出機構を設け、判定結果に応じて排出するように制御してもよい。また、判定結果をディスプレイに表示させるようにしてもよい。
【0042】
本例では、画像検査(印刷品質、異物有無の検査)について、下面21と上面22の双方の検査を行っているが、下面21のみ又は上面のみ当該検査を行うものでもよい。また、形状精度の良否判定についても、接合部23を有する下面21のみとし、上面22は省略することも好ましい。
【0043】
次に、本発明の第2実施形態を説明する。
【0044】
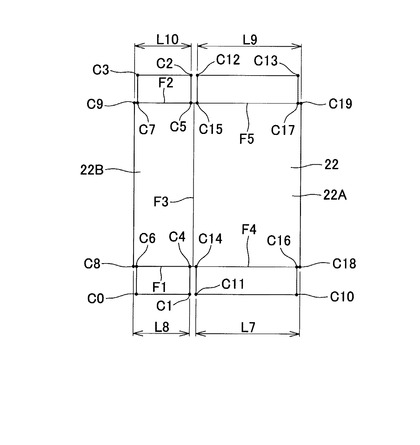
本実施形態は、上記第1実施形態と基本構成は同じで、接合精度の判定手法が異なるものであり、上面22側の形状のずれ量に基づいて当該箱体の下面21側にある接合部23の接合精度の良否を判定するものである。第1実施形態においても上面22側の形状のずれ量ΔL5、ΔL6を用いたが、必須ではなかった。本例では、上面22側の形状のずれ
量を必須とし、これのみから接合精度を判定することが可能である。
【0045】
具体的には、ずれ算出処理部51bは、図7に示すように、領域22Aの直線C18−C19から座標C11までの距離(又はC14−C18間の距離)L7の基準値からのずれ量ΔL7、及び直線C18−C19から座標C12までの距離L9の基準値からのずれ
量ΔL9(又はC15−C19間の距離のずれ量)、同じく領域22Bの直線C8−C9
から座標C1までの距離L8の基準値からのずれ量ΔL8(又はC4−C8間の距離のず
れ量)、及び直線C8−C9から座標C2までの距離L10の基準値からのずれ量ΔL1
0(又はC5−C9間の距離のずれ量)について算出され、ずれ量記憶部50eに記憶する。
【0046】
そして、接合精度判定部51dは、ずれ量記憶部50eに記憶している上記した領域22AのΔL7、ΔL9、領域22BのΔL8、ΔL10を用いて、図5(a)又は(b)に示した下面21側の接合部のギャップのずれ量ΔG1=2×(ΔL7+ΔL8)、ΔG2=2×(ΔL9+ΔL10)をそれぞれ算出し、このΔG1、ΔG2をそれぞれ予め設定された所定の許容値と比較し、更にΔG1−ΔG2も予め設定された所定の許容値と比較して、接合部23の状態、つまりギャップG1、G2の状態の良否を判定する。
【0047】
尚、さらに領域22AのC18−C19辺の傾斜角度のずれ量、領域22BのC8−C9辺の傾斜角度のずれ量を用いて、これらずれ量、平行度に基づいて接合部23の状態をより詳しく判定することも好ましい。また同様に、領域22AのC10−C11辺、C12−C13辺のぞれぞれの傾斜角度のずれ量、領域22BのC0−C1辺、C2−C3辺のそれぞれの傾斜角度のずれ量を用いて、これらずれ量、平行度に基づいて接合部23の状態をより詳しく判定することも好ましい。
【0048】
以上、本発明の実施形態について説明したが、本発明はこうした実施例に何ら限定されるものではなく、本発明の要旨を逸脱しない範囲において種々なる形態で実施し得ることは勿論である。
【符号の説明】
【0049】
1 製函機
2 段ボール箱
3 撮像手段
4 照明手段
5 制御装置
10 給紙装置
11 印刷装置
12 スロッター
13 フォルダーグルアー
14 カウンタエゼクタ
15 品質検査装置
20 段ボールシート
21 下面
21A,21B 領域
22 上面
22A,22B 領域
23 接合部
31-34 カメラ
50 記憶手段
50a 基準形状データ記憶部
50b 基準画像データ記憶部
50c カメラ画像記憶部
50d 形状データ記憶部
50e ずれ量記憶部
50f 判定結果記憶部
50g 検出画像記憶部
51 演算部
51a 形状データ検出処理部
51b ずれ算出処理部
51c 形状精度判定部
51d 接合精度判定部
51e 画像データ検出処理部
51f 表面品質判定部
【技術分野】
【0001】
本発明は、シート材を印刷するとともに折り畳み、糊付けして接合し、扁平な箱体を形成する製函機に用いる箱体の品質検査装置に関する。
【背景技術】
【0002】
この種の製函機は、シートに印刷し、けい線入れやフラップの溝切り加工を施した後、糊付け、折り畳んで接合することにより箱体を製造する装置である。従来、このような製函機で製造される箱体の検査は、糊付け、折り畳みを行う前のシートの状態において、その表面の印刷やけい線の位置、フラップ等の形状などの検査が為されている(例えば、特許文献1乃至3参照。)。このようなシート状態で印刷品質等を検査することにより、印刷面である上側のみ検査すればよく効率的であり、かつ糊付け、折り畳み前に不良シートを排除することが可能となる。
【0003】
また、シートを折り畳み、端部同士を接合して箱体に加工する際に、折り曲げの箇所がずれると接合部もずれてしまうことになる。厚手のシート、特に段ボールシートの場合にはこのずれが生じやすく、接合部に大きなずれが生じ、立体的に組み立てることができない或いは歪んだ形になる。段ボールの製函機においては直角度を矯正するためのスクエアリング部を設け、フォルダーグルアーで加工された直後の箱体の直角矯正が行われているが、段ボールには凹凸波形形状の中しん紙があり、折り畳み位置が大きくずれてしまうと凹凸を超えて正しい折り畳み位置に矯正することはできなくなる。したがって、フォルダーグルアーで箱体に加工した後の接合部の精度を検査し、スクエアリング部でも矯正できない不良品を排除することが求められている。従来、目視或いは抜き取りによる組み立て検査が一般的であったが、例えばカメラで当該接合部におけるフラップ間の寸法を検出して接合部の良否を判定する方法も提案されている(特許文献4参照。)。
【0004】
しかしながら、特許文献4の方法は、専用のカメラを箱体の接合部の位置に調節してセットし、接合部におけるフラップ間の距離を測定する方法であるが、このような検査装置は接合部の良否判定に特化した装置となる。また、箱体が左右に若干回転したずれた姿勢で流れてきたときには、フラップ間の距離が長く測定されてしまい、これによるずれは接合部のずれによるものか前記箱体の回転ずれによるものか判別できず不正確となる。また、上記方法は当該フラップ間にシート切断滓やバリが存在することもあり、フラップ間の複数の箇所を測定しなければ接合部のずれの程度を正確に判別できないので効率的でない。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2006−250882号公報
【特許文献2】特開2008−8841号公報
【特許文献3】特開2008−164346号公報
【特許文献4】特許第2843783号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
そこで、本発明が前述の状況に鑑み、解決しようとするところは、箱体の姿勢にかかわらず接合部の精度を正確に検査でき、接合部の良否判定だけでなく、箱体の形状精度や印刷品質、異物の有無も同時に検査することができ、検査スペースの効率化を図り、製函機全体の長さを短くすることができる品質検査装置を提供する点にある。
【課題を解決するための手段】
【0007】
第1の発明は、前述の課題解決のために、シート材を印刷するとともに、折り畳み、糊付けして接合し、扁平な箱体を形成する製函機に用いる箱体の品質検査装置であって、前記箱体の糊付けされた接合部を有する側の外表面における該接合部を挟んで隣り合う2つの領域の各領域を撮像する撮像手段と、前記撮像手段が撮像する各領域を照明する照明手段と、前記各領域を示す基準となる形状データを記憶する基準形状データ記憶部、及び前記各領域の基準となる画像データを記憶する基準画像データ記憶部を有する記憶手段と、前記撮像手段により撮像される画像に基づき、各領域を示す形状データを検出し、これを前記基準形状データ記憶部に記憶された各領域の基準形状データと対比することにより各領域のずれ量を算出し、各領域の形状精度の良否を判定する形状精度判定手段と、前記形状精度判定手段により算出される各領域のずれ量に基づき、当該箱体の接合精度の良否を判定する接合精度判定手段と、同じく前記撮像手段により撮像される画像に基づき、各領域の画像データと前記基準画像データ記憶部に記憶された各領域の基準画像データとを対比することにより各領域の印刷品質の良否及び糊かす等の異物の有無を判定する表面品質判定手段とを備え、扁平な箱体の形状精度、接合精度、印刷品質、異物の有無を同時に検査可能としたことを特徴とする箱体の品質検査装置を構成した。
【0008】
第2の発明は、前記箱体の接合部を有しない側の外表面を撮像する撮像手段と、該撮像手段が撮像する外表面を照明する照明手段とを更に備え、前記記憶手段の基準画像データ記憶部が、前記接合部を有しない側の外表面の基準となる画像データをも記憶し、前記表面品質判定手段が、前記各領域の印刷品質の良否及び糊かす等の異物の有無の判定とともに、前記接合部を有しない側の外表面の撮像手段で撮像される画像に基づき、当該外表面の画像データと前記基準画像データ記憶部に記憶された当該外表面の基準画像データとを対比することにより当該外表面の印刷品質の良否及び糊かす等の異物の有無を判定するものである。
【0009】
第3の発明は、特に、前記記憶手段の基準形状データ記憶部が、前記接合部を有しない側の外表面を示す基準となる形状データをも記憶し、前記形状精度判定手段が、前記各領域の形状精度の良否を判定するとともに、前記接合部を有しない側の外表面の撮像手段で撮像される画像に基づき、当該外表面を示す形状データを検出し、これを前記基準形状データ記憶部に記憶された当該外表面の基準形状データと対比することにより当該外表面のずれ量を算出し、当該外表面の形状精度の良否を判定するものである。
【0010】
第4の発明は、前記接合精度判定手段が、前記形状精度判定手段により算出される前記各領域のずれ量と前記接合部を有しない側の外表面のずれ量とに基づき当該箱体の接合精度の良否を判定するものである。
【0011】
第5の発明は、シート材を印刷するとともに、折り畳み、糊付けして接合し、扁平な箱体を形成する製函機に用いる箱体の品質検査装置であって、前記箱体の糊付けされた接合部を有しない外表面を撮像する撮像手段と、前記撮像手段が撮像する前記外表面を照明する照明手段と、前記外表面を示す基準となる形状データを記憶する基準形状データ記憶部、及び前記外表面の基準となる画像データを記憶する基準画像データ記憶部を有する記憶手段と、前記外表面の撮像手段で撮像される画像に基づき、当該外表面を示す形状データを検出し、これを前記基準形状データ記憶部に記憶された当該外表面の基準形状データと対比することにより当該外表面のずれ量を算出し、当該外表面の形状精度の良否を判定する形状精度判定手段と、前記形状精度判定手段により算出される当該外表面のずれ量に基づき、当該箱体の接合精度の良否を判定する接合精度判定手段と、同じく前記外表面の撮像手段で撮像される画像に基づき、当該外表面の画像データと前記基準画像データ記憶部に記憶された当該外表面の基準画像データとを対比することにより当該外表面の印刷品質の良否及び糊かす等の異物の有無を判定する表面品質判定手段とを備え、扁平な箱体の形状精度、接合精度、印刷品質、異物の有無を同時に検査可能としたことを特徴とする箱体の品質検査装置を構成した。
【0012】
第6の発明は、前記接合精度判定手段が、前記算出した当該外表面の形状のずれ量に基づき接合精度の良否を判定するものである。
【0013】
第7の発明は、前記ずれ量として、当該外表面における溝部を挟んで隣り合う2つの領域の各領域のずれ量をそれぞれ算出し、これらずれ量に基づき接合精度の良否を判定するものである。
【0014】
第8の発明は、前記箱体の接合部を有する側の外表面における該接合部を挟んで隣り合う2つの領域の各領域を撮像する撮像手段と、該撮像手段が撮像する各領域を照明する照明手段とを更に備え、前記記憶手段の基準画像データ記憶部が、前記各領域の基準となる画像データをも記憶し、前記表面品質判定手段が、前記接合部を有しない側の外表面の印刷品質の良否及び糊かす等の異物の有無の判定とともに、前記撮像手段により撮像される画像に基づき、各領域の画像データと前記基準画像データ記憶部に記憶された各領域の基準画像データとを対比することにより各領域の印刷品質の良否及び糊かす等の異物の有無を判定するものである。
【発明の効果】
【0015】
本発明によれば、箱体の姿勢にかかわらず接合部の精度を正確に検査でき、接合部の良否判定だけでなく、箱体の形状精度や印刷品質、異物の有無も同時に検査することができ、検査スペースの効率化を図り、製函機全体の長さを短くすることができる。
【図面の簡単な説明】
【0016】
【図1】本発明の実施形態にかかる品質検査装置を設けた製函機の工程の流れを示す説明図。
【図2】同じく品質検査装置の構成を示す概略図。
【図3】同じく品質検査装置の制御装置の構成を示すブロック図。
【図4】同じく品質検査装置の例を示す処理フロー図。
【図5】同じく品質検査装置による検査方法を説明する説明図。
【図6】同じく検査方法の説明図。
【図7】同じく検査方法の説明図。
【発明を実施するための形態】
【0017】
次に、本発明の実施形態を添付図面に基づき詳細に説明する。
【0018】
本発明は、シート材を印刷するとともに、折り畳み、糊付けして接合し、扁平な箱体を形成する製函機1に用いられる箱体の品質検査装置である。以下の各実施形態では、シート材が段ボールシート20であり、製函機1により箱体としての段ボール箱2を形成する例について説明するが、本発明の品質検査装置の検査対象は段ボール箱2に何ら限定されるものではなく、種々のシート材からなる箱体の品質検査装置とすることができる。
【0019】
まず、本発明の第1実施形態を説明する。
【0020】
本実施形態の製函機1は、段ボールシート20に対して印刷、糊付け、折り畳んで段ボール箱2を製造する一連の装置からなるシステムであり、図1に示すように、段ボールシートの搬送方向に沿って、給紙装置10、印刷装置11、スロッター12、フォルダーグルアー13、及びカウンタエゼクタ14が配置された一般的な製函機である。そしてフォルダーグルアー13とカウンタエゼクタ14との間に、本発明の品質検査装置15が設けられている。尚、品質検査装置15の設置箇所は、フォルダーグルアー13の後であればどこでもよい。
【0021】
印刷装置11は、図示しない複数の印刷ユニット(例えばシアン、マゼンダ、イエロー、ブラックの各色用の印刷ユニット)からなり、段ボールシートに印刷を行うものである。また、スロッター12は、印刷装置11で印刷された段ボールシートに対し、けい線加工、フラップの溝切り加工等を施すものであり、フォルダーグルアー13は、けい線,フラップの溝、糊代片などが形成された段ボールシートに対し、糊代片に糊を塗布して折曲げ、糊代片を接合することで扁平な段ボール箱に加工するものである。これらは従来から公知の一般的な製函機の構成を広く採用することができる。
【0022】
品質検査装置15は、フォルダーグルアー13で加工された段ボール箱2に対し、形状精度、接合精度、印刷品質、異物の有無を検査するものであり、図2に示すように、撮像手段3として段ボール箱2の糊付けされた接合部23を有する側の外表面(下面21)における該接合部23を挟んで隣り合う2つの領域(第1の領域21A、第2の領域21B)をそれぞれ撮像するカメラ31、32と、同じく段ボール箱2の接合部23を有しない側の外表面(上面22)を撮像するカメラ33、34と、カメラ31〜34が撮像する各領域21A、21B及び上面22を照明する照明手段4と、段ボール箱2の形状精度、接合精度、印刷品質の良否及び糊かす等の異物の有無を判定する制御装置5とを備えている。
【0023】
撮像手段3は、本例ではCCD撮像素子が縦横方向に並んだエリアセンサカメラ31〜34を各領域ごとに設けたが、カメラの数や配置は各領域を撮像できるものであれば特に限定されず、下面21又は上面22の2領域を一つのカメラで撮像してもよい。特に、接合部23を有しない側の外表面(上面22)の領域22A,22Bは互いにずれないので一つのカメラで兼ねてもよい。逆に接合部23を有する側の外表面(下面21)の領域21A,21Bは、折り畳みの際に互いにずれる可能性が高いので異なるカメラで撮像する方が、ずれの演算処理などを効率化できる点で好ましい。また、CCD撮像素子が横一列に並んだラインセンサカメラを表裏それぞれ設けたものも好ましい。
【0024】
制御装置5は、図3に示すように、演算部51と記憶手段50を備える制御コンピュータであり、演算部51には図示しない入出力部、バスラインを通じてカメラ31〜34の出力信号が入力される。演算部51はマイクロプロセッサなどのCPUを主体に構成されている。記憶手段50はRAM、ROMなどの記憶メモリや装置内外のハードディスク等より構成され、演算部51における各種処理動作の手順を規定するプログラムや処理データが記憶される。制御装置5は本発明に係る品質検査装置15専用の制御装置として個別に設けてもよいし、製函機1の制御装置の一部として構成してもよい。
【0025】
演算部51は機能的に、上記段ボール箱2の形状精度の良否を判定する形状精度判定手段として、カメラ31〜34からの出力に基づき、各領域21A、21B及び上面22を示す形状データを検出する形状データ検出処理部51aと、該形状データ検出処理部51aで検出した形状データを基準形状データ記憶部50aに記憶されている各領域21A、21B及び上面22の基準形状データと対比することにより各領域21A、21B及び上面22のずれ量を算出するずれ算出処理部51bと、該ずれ算出処理部51bで算出したずれ量に基づき各領域21A、21B及び上面22の形状精度の良否を判定する形状精度判定部51cとを備えており、これら機能は上記プログラムにより実現される。
【0026】
また、演算部51は機能的に、上記段ボール箱2の接合精度の良否を判定する接合精度判定手段として、上記したずれ算出処理部51bにより算出される各領域21A、21Bのずれ量に基づき、当該箱体の接合精度の良否を判定する接合精度判定部51dを備えるとともに、上記段ボール箱2の印刷品質の良否及び異物の有無を判定する表面品質判定手段として、同じくカメラ31〜34で撮像される画像に基づき各領域21A、21B及び上面22の画像データを検出する画像データ検出処理部51eと、該画像データ検出処理部51eで検出した画像データを基準画像データ記憶部50bに記憶されている基準画像データと対比することにより各領域21A、21B及び上面22の印刷品質の良否及び糊かす等の異物の有無を判定する表面品質判定部51fとを備え、これら機能は同じく上記プログラムにより実現される。
【0027】
記憶手段50は、各領域21A、21B及び上面22を示す基準となる形状データを記憶する基準形状データ記憶部50aと、前記各領域21A、21B及び上面22の基準となる画像データを記憶する基準画像データ記憶部50bと、前記カメラ31〜34で撮像され、制御装置5に入力される画像情報を記憶するカメラ画像記憶部50cとを少なくとも備えている。
【0028】
基準形状データ記憶部50aに記憶される基準形状データは、フラップ形状やけい線の位置などを含むCADデータ形式の段ボール箱2の基準となる設計形状データである。また、基準画像データ記憶部50bに記憶される基準画像データは、数枚程度をテスト印刷し、これらの中から目視検査で合格した段ボール箱を撮像し、マスタ画像とした良品の基準となる画像データである。その他、DTP(Desk Top Publishing)やCTP(Computer To Plate)によって作成されたデザインデータを基準画像データとして用いてもよい。この場合、該デザインデータに対し、印刷処理に特有の誤差因子及びカメラに特有の誤差因子に基づき補正処理することにより、デザインデータを印刷処理したものをカメラ撮像した状態を想定した画像データを作成し、これを基準画像データとすることが好ましい。
【0029】
以下、図4のフロー図に基づき、品質検査装置15による検査方法の詳細について更に説明する。尚、以下に説明する検査方法では、形状精度の良否判定を行った後、接合精度の良否判定を行い、その後表面品質の判定を行う例について説明しているが、本発明はこのような順に判定を行うものに何ら限定されず、異なる順で処理したり、一部またはすべての判定処理を並行して行うことも勿論できる。
【0030】
まず、カメラ31〜34で取得される撮像画像は、制御装置5の演算部51で受信され、記憶手段50のカメラ画像記憶部50cに記憶される(S101)。撮像の手順は、段ボール箱2の下面21、上面22どちらを先にしてもよい。例えば図示しない搬送ローラ上に載せて搬送される段ボール箱2の上面22を上方に設置されたカメラ33、34で撮像した後、同じく図示しない吸着ローラで上面を吸着しながら搬送される段ボール箱2の下面21を下方に設置されたカメラ31、32で撮像したり、その逆であったり、上下面の撮像方法は従来から公知の段ボールシートの検査方法を広く適用できる。
【0031】
次に、形状データ検出処理部51aは、前記カメラ画像記憶部50cの撮像画像から、各領域21A、21B及び上面22を示す形状データを検出する(S102)。形状データの検出は、例えば、撮像画像の濃度変化を検出し、段ボール箱の外形やけい線の位置を検知する。具体的には、段ボール箱2の所定の隅部を原点として濃度変化した境界座標を検出するとともに、代表的な角部、例えば領域21Aでは図5(a)のA1〜A9の座標、これら角部の間の距離、角度なども算出し、形状データ記憶部50dに記憶する。
【0032】
次に、ずれ算出処理部51bは、前記形状データ記憶部50dの各領域21A、21B及び上面22を示す形状データを、それぞれ基準形状データ記憶部50aに記憶されている各領域21A、21B及び上面22の基準形状データと対比することにより、各領域21A、21B及び上面22ごとに、各部の形状のずれ量を算出し、これをずれ量記憶部50eに記憶する(S103)。尚、このずれ量については、段ボール箱2全体の角度ずれを補正したものとすることが好ましい。この角度ずれは各部のずれ角の平均角をずれゼロに補正することや、その他適宜な方法で補正すればよい。
【0033】
また、特に本例では、領域21Aの直線A8−A9から座標A1までの距離(又はA4−A8間の距離)L1の基準値からのずれ量ΔL1、及び直線A8−A9から座標A2ま
での距離L2の基準値からのずれ量ΔL2(又はA5−A9間の距離のずれ量)、同じく
領域21Bの直線B8−B9から座標B1までの距離L3の基準値からのずれ量ΔL3(
又はB4−B8間の距離のずれ量)、及び直線B8−B9から座標B2までの距離L4の基準値からのずれ量ΔL4(又はB5−B9間の距離のずれ量)、並びに、上面22のC
8−C18間の距離L5の基準値からのずれ量ΔL5、及びC9−C19間の距離L6の
基準値からのずれ量ΔL6についても算出され、ずれ量記憶部50eに記憶する。
【0034】
次に、形状精度判定部51cは、各領域21A、21B及び上面22ごとに、ずれ量記憶部50eの各部の基準値からのずれ量について、予め設定された所定の許容値と比較することで形状精度を良否を判定する。判定結果は、判定結果記憶部50fに記憶される。(S104)。例えば図5(a)に示す領域21Aであれば、けい線(D1〜D3)の長さや角度のずれについて所定の許容値と比較してその良否を判定したり、フラップ形状や抜き精度(例えばA0−A6間、A0−A1間の寸法、傾きのずれ量等)について所定の許容値と比較してその良否を判定する。
【0035】
次に、接合精度判定部51dは、ずれ量記憶部50eに記憶している各領域21A、21B及び上面22のずれ量に基づき、当該段ボール箱の接合精度の良否を判定し、判定結果記憶部50fに記憶する(S105)。本例では、上記した領域21AのΔL1、ΔL2、領域21BのΔL3、ΔL4、上面22のΔL5、ΔL6を用いて、ΔG1=ΔL5−(ΔL1+ΔL3)、ΔG2=ΔL6−(ΔL2+ΔL4)をそれぞれ算出し、このΔG1、ΔG2をそれぞれ予め設定された所定の許容値と比較し、更にΔG1−ΔG2も予め設定された所定の許容値と比較して、接合部23の状態、つまりギャップG1、G2の状態の良否を判定する。所定の許容値は、特に段ボール箱の場合、当該段ボール箱についてスクエアリング部で矯正できる範囲の限界値、例えば当該段ボール箱のシートの中しん紙の凹凸波形の凹凸の幅寸法の値とすることが好ましいが、特に限定されない。
【0036】
尚、さらに領域21AのA1−A4辺、A2−A5辺のそれぞれの傾斜角度のずれ量、領域21BのB1−B4辺、B2−B5辺のそれぞれの傾斜角度のずれ量を用いて、これらずれ量、平行度に基づいて接合部23の状態をより詳しく判定することも好ましい。また同様に、領域21AのA0−A1辺、領域21BのB0−B1辺のぞれぞれの傾斜角度のずれ量、領域21AのA2−A3辺、領域21BのB2−B3辺のそれぞれの傾斜角度のずれ量を用いて、これらずれ量、平行度に基づいて接合部23の状態をより詳しく判定することも好ましい。また、本例では上面22のずれ量ΔL5、ΔL6を用いて判定して
いるが、領域21A、21Bのずれ量のみから判定することも可能である。
【0037】
画像データ検出処理部51eは、前記カメラ画像記憶部50cの撮像画像から、各領域21A、21B及び上面22の画像データを検出し、検出画像記憶部50gに記憶する(S106)。そして、表面品質判定部51fは、各領域21A、21B及び上面22ごとに、検出画像記憶部50gの画像データと、基準画像データ記憶部50bに記憶されている基準画像データとを対比することにより、印刷品質の良否及び糊かす等の異物の有無を判定し、判定結果記憶部50fに記憶する(S107)。
【0038】
印刷品質の良否や糊かす等の異物の有無の判定は、本例では画像データのエリア画像の濃度レベルと該エリア画像に対応する基準画像データの濃度レベルとを比較し、両画像の濃度レベルの差が予め設定した許容値を超えなければ印刷良し或いは異物なしと判定し、許容値を超える部分があれば、当該部分を欠陥箇所(印刷不良或いは異物有り)と判定し、さらに当該欠陥箇所の形状及び面積を解析して、重欠陥もしくは軽欠陥であるかを判定している。
【0039】
ここで、画像データにおける検査領域を、検査精度の重要度に基づいて複数の領域に区分けし、当該重要度に対応した判定レベルで比較してもよい。例えば、段ボール箱2を立体的に組み立てたときに視認されなくなる領域の検査精度を低くし、当該領域に僅かな小さなシミがあったときでも良品と判定し、直接視認される図柄や文字部分については、検査精度を高くして僅かなシミや糊かすがあったときに不良品と判定する。
【0040】
また、画像データと比較する基準画像データについて、縦横方向のズレ及び回転方向のズレを補正することが好ましい。この補正処理は、画像データと基準画像データとの特徴点を単又は複数検出し、一方の画像の特徴点と一致する他方の特徴点を検出し、当該2つの特徴点を一致させるための上下方向(x軸方向)、左右方向(y軸方向)、回転方向(θ方向)の変化量を演算し、画像データ又は基準画像データを当該変化量ずつ移動させる。したがって、双方の位置ずれの誤差を解消し、印刷物の良否を判定することができる。
【0041】
判定結果記憶部50fに記憶される各判定結果は、どのように用いることも可能である。例えば、製函機1に図示しない不良品排出機構を設け、判定結果に応じて排出するように制御してもよい。また、判定結果をディスプレイに表示させるようにしてもよい。
【0042】
本例では、画像検査(印刷品質、異物有無の検査)について、下面21と上面22の双方の検査を行っているが、下面21のみ又は上面のみ当該検査を行うものでもよい。また、形状精度の良否判定についても、接合部23を有する下面21のみとし、上面22は省略することも好ましい。
【0043】
次に、本発明の第2実施形態を説明する。
【0044】
本実施形態は、上記第1実施形態と基本構成は同じで、接合精度の判定手法が異なるものであり、上面22側の形状のずれ量に基づいて当該箱体の下面21側にある接合部23の接合精度の良否を判定するものである。第1実施形態においても上面22側の形状のずれ量ΔL5、ΔL6を用いたが、必須ではなかった。本例では、上面22側の形状のずれ
量を必須とし、これのみから接合精度を判定することが可能である。
【0045】
具体的には、ずれ算出処理部51bは、図7に示すように、領域22Aの直線C18−C19から座標C11までの距離(又はC14−C18間の距離)L7の基準値からのずれ量ΔL7、及び直線C18−C19から座標C12までの距離L9の基準値からのずれ
量ΔL9(又はC15−C19間の距離のずれ量)、同じく領域22Bの直線C8−C9
から座標C1までの距離L8の基準値からのずれ量ΔL8(又はC4−C8間の距離のず
れ量)、及び直線C8−C9から座標C2までの距離L10の基準値からのずれ量ΔL1
0(又はC5−C9間の距離のずれ量)について算出され、ずれ量記憶部50eに記憶する。
【0046】
そして、接合精度判定部51dは、ずれ量記憶部50eに記憶している上記した領域22AのΔL7、ΔL9、領域22BのΔL8、ΔL10を用いて、図5(a)又は(b)に示した下面21側の接合部のギャップのずれ量ΔG1=2×(ΔL7+ΔL8)、ΔG2=2×(ΔL9+ΔL10)をそれぞれ算出し、このΔG1、ΔG2をそれぞれ予め設定された所定の許容値と比較し、更にΔG1−ΔG2も予め設定された所定の許容値と比較して、接合部23の状態、つまりギャップG1、G2の状態の良否を判定する。
【0047】
尚、さらに領域22AのC18−C19辺の傾斜角度のずれ量、領域22BのC8−C9辺の傾斜角度のずれ量を用いて、これらずれ量、平行度に基づいて接合部23の状態をより詳しく判定することも好ましい。また同様に、領域22AのC10−C11辺、C12−C13辺のぞれぞれの傾斜角度のずれ量、領域22BのC0−C1辺、C2−C3辺のそれぞれの傾斜角度のずれ量を用いて、これらずれ量、平行度に基づいて接合部23の状態をより詳しく判定することも好ましい。
【0048】
以上、本発明の実施形態について説明したが、本発明はこうした実施例に何ら限定されるものではなく、本発明の要旨を逸脱しない範囲において種々なる形態で実施し得ることは勿論である。
【符号の説明】
【0049】
1 製函機
2 段ボール箱
3 撮像手段
4 照明手段
5 制御装置
10 給紙装置
11 印刷装置
12 スロッター
13 フォルダーグルアー
14 カウンタエゼクタ
15 品質検査装置
20 段ボールシート
21 下面
21A,21B 領域
22 上面
22A,22B 領域
23 接合部
31-34 カメラ
50 記憶手段
50a 基準形状データ記憶部
50b 基準画像データ記憶部
50c カメラ画像記憶部
50d 形状データ記憶部
50e ずれ量記憶部
50f 判定結果記憶部
50g 検出画像記憶部
51 演算部
51a 形状データ検出処理部
51b ずれ算出処理部
51c 形状精度判定部
51d 接合精度判定部
51e 画像データ検出処理部
51f 表面品質判定部
【特許請求の範囲】
【請求項1】
シート材を印刷するとともに、折り畳み、糊付けして接合し、扁平な箱体を形成する製函機に用いる箱体の品質検査装置であって、
前記箱体の糊付けされた接合部を有する側の外表面における該接合部を挟んで隣り合う2つの領域の各領域を撮像する撮像手段と、
前記撮像手段が撮像する各領域を照明する照明手段と、
前記各領域を示す基準となる形状データを記憶する基準形状データ記憶部、及び前記各領域の基準となる画像データを記憶する基準画像データ記憶部を有する記憶手段と、
前記撮像手段により撮像される画像に基づき、各領域を示す形状データを検出し、これを前記基準形状データ記憶部に記憶された各領域の基準形状データと対比することにより各領域のずれ量を算出し、各領域の形状精度の良否を判定する形状精度判定手段と、
前記形状精度判定手段により算出される各領域のずれ量に基づき、当該箱体の接合精度の良否を判定する接合精度判定手段と、
同じく前記撮像手段により撮像される画像に基づき、各領域の画像データと前記基準画像データ記憶部に記憶された各領域の基準画像データとを対比することにより各領域の印刷品質の良否及び糊かす等の異物の有無を判定する表面品質判定手段とを備え、
扁平な箱体の形状精度、接合精度、印刷品質、異物の有無を同時に検査可能としたことを特徴とする箱体の品質検査装置。
【請求項2】
前記箱体の接合部を有しない側の外表面を撮像する撮像手段と、該撮像手段が撮像する外表面を照明する照明手段とを更に備え、
前記記憶手段の基準画像データ記憶部が、前記接合部を有しない側の外表面の基準となる画像データをも記憶し、
前記表面品質判定手段が、前記各領域の印刷品質の良否及び糊かす等の異物の有無の判定とともに、前記接合部を有しない側の外表面の撮像手段で撮像される画像に基づき、当該外表面の画像データと前記基準画像データ記憶部に記憶された当該外表面の基準画像データとを対比することにより当該外表面の印刷品質の良否及び糊かす等の異物の有無を判定する請求項1記載の箱体の品質検査装置。
【請求項3】
前記記憶手段の基準形状データ記憶部が、前記接合部を有しない側の外表面を示す基準となる形状データをも記憶し、
前記形状精度判定手段が、前記各領域の形状精度の良否を判定するとともに、前記接合部を有しない側の外表面の撮像手段で撮像される画像に基づき、当該外表面を示す形状データを検出し、これを前記基準形状データ記憶部に記憶された当該外表面の基準形状データと対比することにより当該外表面のずれ量を算出し、当該外表面の形状精度の良否を判定する請求項2記載の箱体の品質検査装置。
【請求項4】
前記接合精度判定手段が、前記形状精度判定手段により算出される前記各領域のずれ量と前記接合部を有しない側の外表面のずれ量とに基づき当該箱体の接合精度の良否を判定する請求項3記載の箱体の品質検査装置。
【請求項5】
シート材を印刷するとともに、折り畳み、糊付けして接合し、扁平な箱体を形成する製函機に用いる箱体の品質検査装置であって、
前記箱体の糊付けされた接合部を有しない外表面を撮像する撮像手段と、
前記撮像手段が撮像する前記外表面を照明する照明手段と、
前記外表面を示す基準となる形状データを記憶する基準形状データ記憶部、及び前記外表面の基準となる画像データを記憶する基準画像データ記憶部を有する記憶手段と、
前記外表面の撮像手段で撮像される画像に基づき、当該外表面を示す形状データを検出し、これを前記基準形状データ記憶部に記憶された当該外表面の基準形状データと対比することにより当該外表面のずれ量を算出し、当該外表面の形状精度の良否を判定する形状精度判定手段と、
前記形状精度判定手段により算出される当該外表面のずれ量に基づき、当該箱体の接合精度の良否を判定する接合精度判定手段と、
同じく前記外表面の撮像手段で撮像される画像に基づき、当該外表面の画像データと前記基準画像データ記憶部に記憶された当該外表面の基準画像データとを対比することにより当該外表面の印刷品質の良否及び糊かす等の異物の有無を判定する表面品質判定手段とを備え、
扁平な箱体の形状精度、接合精度、印刷品質、異物の有無を同時に検査可能としたことを特徴とする箱体の品質検査装置。
【請求項6】
前記接合精度判定手段が、前記算出した当該外表面の形状のずれ量に基づき接合精度の良否を判定する請求項5記載の箱体の品質検査装置。
【請求項7】
前記ずれ量として、当該外表面における溝部を挟んで隣り合う2つの領域の各領域のずれ量をそれぞれ算出し、これらずれ量に基づき接合精度の良否を判定する請求項6記載の箱体の品質検査装置。
【請求項8】
前記箱体の接合部を有する側の外表面における該接合部を挟んで隣り合う2つの領域の各領域を撮像する撮像手段と、該撮像手段が撮像する各領域を照明する照明手段とを更に備え、
前記記憶手段の基準画像データ記憶部が、前記各領域の基準となる画像データをも記憶し、
前記表面品質判定手段が、前記接合部を有しない側の外表面の印刷品質の良否及び糊かす等の異物の有無の判定とともに、前記撮像手段により撮像される画像に基づき、各領域の画像データと前記基準画像データ記憶部に記憶された各領域の基準画像データとを対比することにより各領域の印刷品質の良否及び糊かす等の異物の有無を判定する請求項5〜7の何れか1項に記載の箱体の品質検査装置。
【請求項1】
シート材を印刷するとともに、折り畳み、糊付けして接合し、扁平な箱体を形成する製函機に用いる箱体の品質検査装置であって、
前記箱体の糊付けされた接合部を有する側の外表面における該接合部を挟んで隣り合う2つの領域の各領域を撮像する撮像手段と、
前記撮像手段が撮像する各領域を照明する照明手段と、
前記各領域を示す基準となる形状データを記憶する基準形状データ記憶部、及び前記各領域の基準となる画像データを記憶する基準画像データ記憶部を有する記憶手段と、
前記撮像手段により撮像される画像に基づき、各領域を示す形状データを検出し、これを前記基準形状データ記憶部に記憶された各領域の基準形状データと対比することにより各領域のずれ量を算出し、各領域の形状精度の良否を判定する形状精度判定手段と、
前記形状精度判定手段により算出される各領域のずれ量に基づき、当該箱体の接合精度の良否を判定する接合精度判定手段と、
同じく前記撮像手段により撮像される画像に基づき、各領域の画像データと前記基準画像データ記憶部に記憶された各領域の基準画像データとを対比することにより各領域の印刷品質の良否及び糊かす等の異物の有無を判定する表面品質判定手段とを備え、
扁平な箱体の形状精度、接合精度、印刷品質、異物の有無を同時に検査可能としたことを特徴とする箱体の品質検査装置。
【請求項2】
前記箱体の接合部を有しない側の外表面を撮像する撮像手段と、該撮像手段が撮像する外表面を照明する照明手段とを更に備え、
前記記憶手段の基準画像データ記憶部が、前記接合部を有しない側の外表面の基準となる画像データをも記憶し、
前記表面品質判定手段が、前記各領域の印刷品質の良否及び糊かす等の異物の有無の判定とともに、前記接合部を有しない側の外表面の撮像手段で撮像される画像に基づき、当該外表面の画像データと前記基準画像データ記憶部に記憶された当該外表面の基準画像データとを対比することにより当該外表面の印刷品質の良否及び糊かす等の異物の有無を判定する請求項1記載の箱体の品質検査装置。
【請求項3】
前記記憶手段の基準形状データ記憶部が、前記接合部を有しない側の外表面を示す基準となる形状データをも記憶し、
前記形状精度判定手段が、前記各領域の形状精度の良否を判定するとともに、前記接合部を有しない側の外表面の撮像手段で撮像される画像に基づき、当該外表面を示す形状データを検出し、これを前記基準形状データ記憶部に記憶された当該外表面の基準形状データと対比することにより当該外表面のずれ量を算出し、当該外表面の形状精度の良否を判定する請求項2記載の箱体の品質検査装置。
【請求項4】
前記接合精度判定手段が、前記形状精度判定手段により算出される前記各領域のずれ量と前記接合部を有しない側の外表面のずれ量とに基づき当該箱体の接合精度の良否を判定する請求項3記載の箱体の品質検査装置。
【請求項5】
シート材を印刷するとともに、折り畳み、糊付けして接合し、扁平な箱体を形成する製函機に用いる箱体の品質検査装置であって、
前記箱体の糊付けされた接合部を有しない外表面を撮像する撮像手段と、
前記撮像手段が撮像する前記外表面を照明する照明手段と、
前記外表面を示す基準となる形状データを記憶する基準形状データ記憶部、及び前記外表面の基準となる画像データを記憶する基準画像データ記憶部を有する記憶手段と、
前記外表面の撮像手段で撮像される画像に基づき、当該外表面を示す形状データを検出し、これを前記基準形状データ記憶部に記憶された当該外表面の基準形状データと対比することにより当該外表面のずれ量を算出し、当該外表面の形状精度の良否を判定する形状精度判定手段と、
前記形状精度判定手段により算出される当該外表面のずれ量に基づき、当該箱体の接合精度の良否を判定する接合精度判定手段と、
同じく前記外表面の撮像手段で撮像される画像に基づき、当該外表面の画像データと前記基準画像データ記憶部に記憶された当該外表面の基準画像データとを対比することにより当該外表面の印刷品質の良否及び糊かす等の異物の有無を判定する表面品質判定手段とを備え、
扁平な箱体の形状精度、接合精度、印刷品質、異物の有無を同時に検査可能としたことを特徴とする箱体の品質検査装置。
【請求項6】
前記接合精度判定手段が、前記算出した当該外表面の形状のずれ量に基づき接合精度の良否を判定する請求項5記載の箱体の品質検査装置。
【請求項7】
前記ずれ量として、当該外表面における溝部を挟んで隣り合う2つの領域の各領域のずれ量をそれぞれ算出し、これらずれ量に基づき接合精度の良否を判定する請求項6記載の箱体の品質検査装置。
【請求項8】
前記箱体の接合部を有する側の外表面における該接合部を挟んで隣り合う2つの領域の各領域を撮像する撮像手段と、該撮像手段が撮像する各領域を照明する照明手段とを更に備え、
前記記憶手段の基準画像データ記憶部が、前記各領域の基準となる画像データをも記憶し、
前記表面品質判定手段が、前記接合部を有しない側の外表面の印刷品質の良否及び糊かす等の異物の有無の判定とともに、前記撮像手段により撮像される画像に基づき、各領域の画像データと前記基準画像データ記憶部に記憶された各領域の基準画像データとを対比することにより各領域の印刷品質の良否及び糊かす等の異物の有無を判定する請求項5〜7の何れか1項に記載の箱体の品質検査装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2013−68544(P2013−68544A)
【公開日】平成25年4月18日(2013.4.18)
【国際特許分類】
【出願番号】特願2011−207868(P2011−207868)
【出願日】平成23年9月22日(2011.9.22)
【出願人】(000109200)ダックエンジニアリング株式会社 (13)
【Fターム(参考)】
【公開日】平成25年4月18日(2013.4.18)
【国際特許分類】
【出願日】平成23年9月22日(2011.9.22)
【出願人】(000109200)ダックエンジニアリング株式会社 (13)
【Fターム(参考)】
[ Back to top ]