
箱入り包装袋、ロール状の袋束製造方法

【課題】本発明は、ロール状に巻かれた袋束から、使用者が容易な動作でその包装袋を一枚ずつ取り出すことができる箱入り包装袋、ロール状の袋束製造方法を提供することを課題とする。
【解決手段】本発明の箱入り包装袋は、複数の包装袋2a,2b,2c・・・に静電気を帯電させ、隣接する包装袋2a,2b,2c・・・の端部が互いに重なり合うようにして連続する一体の帯状に形成し、且つロール状に巻回してなる袋束2と、袋束2を収容する箱体3とを備え、箱体3は、少なくとも一面に、袋束2から各々の包装袋2a,2b,2c・・・を箱体3の外部に引き出すための開口部8を有し、この開口部8は、袋束2の幅よりも小さい幅に形成されていることを特徴とする。
【解決手段】本発明の箱入り包装袋は、複数の包装袋2a,2b,2c・・・に静電気を帯電させ、隣接する包装袋2a,2b,2c・・・の端部が互いに重なり合うようにして連続する一体の帯状に形成し、且つロール状に巻回してなる袋束2と、袋束2を収容する箱体3とを備え、箱体3は、少なくとも一面に、袋束2から各々の包装袋2a,2b,2c・・・を箱体3の外部に引き出すための開口部8を有し、この開口部8は、袋束2の幅よりも小さい幅に形成されていることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、折り畳んだ状態の複数の袋を所定の容器内に収容する技術に関する。
【背景技術】
【0002】
ゴミ袋やレジ袋に代表される包装袋は、多くの場合、複数枚で1セットとなりパッケージとなる袋や箱に収容されている。収容するためには、複数枚の包装袋を一つの束にする必要がある。複数枚の包装袋を一つの束にするには、例えば、包装袋を一枚一枚折り畳みそれぞれの包装袋同士を重ねる方法や、複数枚の包装袋をミシン線で接続したり、包装袋を一枚ずつ重ね合わせたりして、複数枚の包装袋を一枚のシートに見立ててそれを巻いていく方法がある。
【0003】
このように複数枚の包装袋を一つの束にすることにより、包装袋を一枚ずつ取り出すことができる。
【特許文献1】特開2005−200064号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
ところで、上述した、包装袋を一枚ずつ重ね合わせて、それをロール状に巻いたロール状の包装袋を、上面に穴部を有する箱の内に収容したものが従来からある。しかし、従来のものは包装袋を巻き取る工程では静電気の量と重ね代の幅の設定は任意であったため、巻き取りテンションが安定せず、このようなタイプの包装袋を一枚取り出すには、使用者は、穴部から箱の内部に手を入れて、ロール状に巻かれた包装袋を一枚摘み、穴部から引き出す。
【0005】
しかしながら、包装袋を複数枚取り出す場合には、使用者は、その都度、穴部から手を入れて包装袋を一枚摘み出さなければならず、面倒となる場合があった。
【0006】
さらに、従来のロール状に巻かれた包装袋は、包装袋を重ね合わせるときに、包装袋同士をずれ難くするために、重ね代に静電気を帯電させて包装袋同士を密着させていた。
【0007】
そこで、本発明は、これらの点に鑑みてなされたものであり、ロール状に巻かれた袋束から、使用者が容易な動作でその包装袋を一枚ずつ取り出すことができる箱入り包装袋、ロール状の袋束製造方法を提供することを課題とする。
【課題を解決するための手段】
【0008】
本発明は上記事項に鑑みてなされたものであり、本発明は、複数の包装袋に静電気を帯電させ、隣接する包装袋の端部が互いに重なり合うようにして連続する一体の帯状に形成し、且つロール状に巻回してなる袋束と、袋束を収容した箱体とを備え、箱体は、少なくとも一面に、袋束から各々の包装袋を箱体の外部に引き出すための開口部を有し、この開口部は、袋束の幅よりも小さい幅に形成され、包装袋は、箱体外部に引き出されるときに開口部の縁部に接触することで、引出し方向に引張力が作用し、引き出し途中に前記端部が分離して一ずつ取り出されることを特徴とする。
【0009】
本発明は、隣接する包装袋の端部が互いに重なり合うようにして連続する一体の帯状に形成し、且つ安定したテンションでロール状に巻き取る。これにより、包装袋を取り出す際、摩擦により、隣接する包装袋に静電気を帯電させ、一枚ずつ取り出せると共に次の包装袋の一部が引き上げられる、所謂、ポップアップの機能を実現させることができる。
【0010】
また、本発明に係る開口部の幅が袋束の幅よりも小さく形成されていることにより、包装袋が、箱体外部に引き出されるときに、開口部の縁部に接触する。このとき、包装袋の引出し方向に引張力が作用し、引き出し途中に包装袋の端部が分離して一ずつ取り出される。
【0011】
このように、本発明によれば、スムーズに箱体から包装袋を一枚ずつ取り出すことができる。
【0012】
また、本発明に係る、帯電により一体化した複数の包装袋の各々は、開口部から引き出される過程で、引張力が各々の包装袋同士の接着力に打ち勝つことで袋束から分離され、且つ、連続する次位の包装袋は、開口部からその一部が引き出された状態で箱体内に残存するようにすることができる。
【0013】
つまり、静電気により互いに密着した複数の包装袋は、開口部から引き出される際に開口部の両端部に当接し、その状態で包装袋を開口部から引っ張り出す引張力が加わるため、開口部の両端部に当接した部分にストレスが加わり、そのストレスにより包装袋同士の密着を引き剥がすことができる。
【0014】
これにより、本発明の箱入り包装袋は、箱体から一枚ずつ取り出すことができると共に次の包装袋の一部が箱体の開口部から引き出された状態とすることができる、所謂ポップアップの機能を実現することが可能となる。
【0015】
さらに、本発明は、生産工程で帯状になった包装袋を巻き取るテンション(以下巻き取りテンションと称す)を一定に保つために、袋束を形成している包装袋の枚数,包装袋の材質,生産環境(気温、湿度等)に応じて、静電気の電圧を調整する。例えば、気温や湿度が低い場合は電圧を下げたり、気温や湿度が高い場合は電圧を上げたりすることで最も適切な電圧とする。
【0016】
このように静電気の電圧を変化させることにより、一定の巻取りテンションを保ち、引き出す際、摩擦で安定した静電気を発生することで、のポップアップ機能を向上させることができる。
【0017】
また、本発明に係る開口部の両端は曲線にて形成されていると好ましい。湾曲とは、例えば、円弧状としたり、開口部の角を面取りすることを含む。このように、開口部の両端(両縁)を曲線にて形成することで、引っ張り出された包装袋が開口部の両端に接触した際に、角により包装袋が傷ついたり、包装袋が引っ掛かってしまうことを防ぐことができる。
【0018】
加えて、本発明の開口部は、箱体の側面にミシン線を形成し、そのミシン線に沿って切り抜くことにより形成されるようにすることもできる。尚、この場合、ミシン線は開口部の両端まで形成せず、開口部の両端は単なる切り込みとすることが好ましい。
【0019】
なぜなら、ミシン線を切り取ると、切り取った部分が凸状のギザギザとなってしまう。すると、包装袋を引っ張り出す際に、このギザギザの部分に包装袋が当接して、包装袋が破れたり傷が付いてしまう場合がある。このような事態を未然に防ぐために開口部の両端にはミシン線が無い方が好ましい。
【0020】
また、本発明に係る箱体の開口部の中央付近は、当該開口部の両端の幅に比べて幅広に形成されているとより好ましい。幅広に形成されているとは、例えば、開口部の両端から
中央に向かって次第に幅を広く形成したり、開口部の中央付近の向かい合う縁部を互いに反対側に湾曲させて局部的に開口部の幅を広く形成したりする。
【0021】
このようにして幅が広げられた開口部の中央部付近は、箱体内に収容された袋束を使い始めるときに、使用者が開口部の中央部付近から指を入れて、包装袋を一枚摘む際等に好適に利用することができる。
【0022】
また、本発明は、上記した箱入り包装袋を形成する製造方法でもあり、包装袋を折り畳むステップと、第1の搬送装置により折り畳んだ包装袋を搬送するステップと、第1の搬送装置の搬送面から第2の搬送装置の搬送面に包装袋を移動させるときに、包装袋に風を当てるステップと、第2の搬送装置の搬送面に先に移動した別の袋の一部と重なるように移動した包装袋に静電気を帯電させるステップと、包装袋と別の包装袋とが重なっている状態で、包装袋を含む複数の袋をロール状に巻くステップとを含んでいる。
【発明の効果】
【0023】
本発明によれば、ロール状に巻かれた袋束から、使用者が容易な動作でその包装袋を一枚ずつ取り出すことができる箱入り包装袋、ロール状の袋束製造方法を提供することが可能となる。
【発明を実施するための最良の形態】
【0024】
以下に本実施形態の箱入り包装袋、ロール状の袋束製造方法について図面を参照しながら詳説する。
【0025】
図1に示すように、本実施形態の箱入り包装袋1は、箱の上面から引き出すようにして包装袋を一枚一枚取り出すタイプのものである。本実施形態の箱入り包装袋は、複数の包装袋2a,2b・・・がロール状に巻かれた袋束2と、この袋束2を収容する箱体3とから構成されている。
【0026】
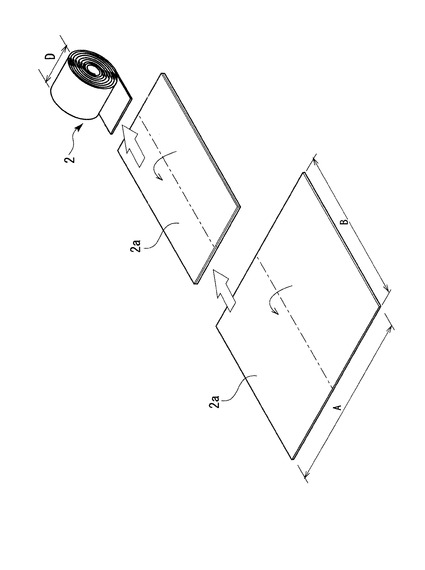
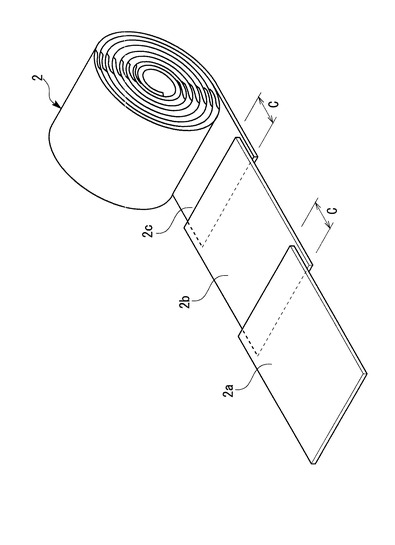
図2及び図3に示すように、包装袋2a(2b)は、包装袋2aの長手に対して四つ折りにされた状態で、他の包装袋に重ねられ巻回されロール状の袋束2を形成する。尚、図3に示す、包装袋2a,2b,2c・・・の重ね代Cは、45リットル〜90リットルの半透明包装袋及び黒色包装袋の場合、250mmとすると好ましい。
【0027】
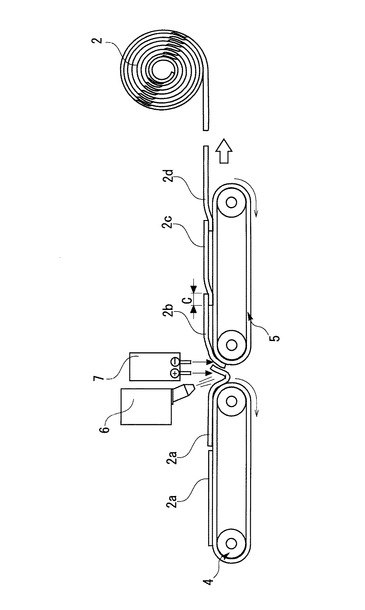
ここで、図4を参照し、包装袋2a,2b,2c・・・をロール状の袋束2に形成する方法について詳説する。複数の包装袋2a,2b,2c,2d・・・を重ねてロール状に巻くためには、第1コンベヤ装置4及び第2コンベヤ装置5の二つのコンベヤ装置と、包装袋2a,2b,2c,2d・・・に風を当てる風発生装置6と、重ねられた包装袋2a,2b・・・に電圧をかける静電気発生装置7とが必要となる。尚、包装袋2a,2b,2c・・・は、重ね代を静電気の引力と風で押さえつけることを利用して、第1コンベヤ装置4から第2コンベヤ装置5へと搬送される。
【0028】
まず、上述したように、四つ折りにした包装袋2a,2b,2c,2d・・・第1コンベヤ装置4から第2コンベヤ装置5に移動する際、静電気発生装置7が2aと2bに反対の静電気を与え、風発生装置6が2aに風を当てて2aと2bの重ね代を密着させながら、第1コンベヤ装置4から第2コンベヤ装置5にスムーズに移動することが出来る。
【0029】
そして、第2コンベヤ装置5の搬送面に移動した包装袋2aは、先に移動した包装袋2bの端部から重ね代C(ここでは250mm)を満たすように重ねられる。
【0030】
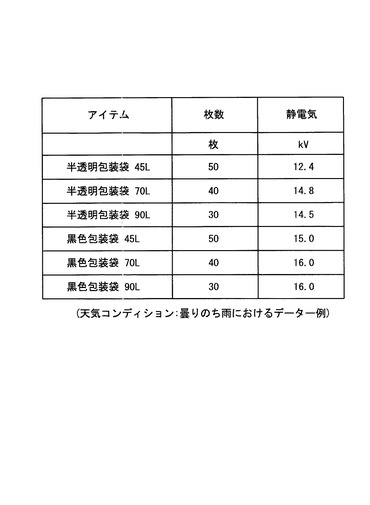
次に、電気発生装置7により電圧がかけられる。図5に、2006年6月20日(天気
コンディション:曇り後雨)における生産記録データの一例を示す。図5に示すように、電圧の大きさは、ロール巻き取りテンションを安定させるために袋の材質、サイズ、重ね枚数、気温、湿度を考量して8〜20kVに調整する。例えば、45リットルタイプの高密度ポリエチレンを主成分とする半透明の包装袋を連続して50枚重ねてロール状の袋束2を形成する場合、静電気は12.4kVとし、45リットルタイプの低密度ポリエチレンを主成分とする黒色包装袋を連続して50枚重ねてロール状の袋束2を形成する場合、静電気は15.0kVとする。
【0031】
そして、包装袋2aに電圧がかけられて静電気が帯電されると、第2コンベヤ装置5上で先に搬送された包装袋と次に搬送された包装袋が連続的に密着し帯状となる。その帯状となった複数の包装袋を巻き取り機械(不図示)により端から順々に巻くことで、ロール状の袋束2が形成される。尚、本発明者等が鋭利研究した末に、袋束2を箱体3内に入れ、包装袋を一枚ずつ取り出す際に一枚ずつ包装袋を取り出せると共にその包装袋と共に次の包装袋の一部が引き上げられた状態となるためには、包装袋を巻き取るための巻き取りテンションが一定且つ適宜であるが重要となる。
【0032】
次に、上記したロール状の袋束2を収容する箱体3について説明する。
図6に示すように、箱体3は、本体と一体となり且つ開閉可能な上蓋3aを有している。さらに、上蓋3aの一部には開口部8が形成されている。この開口部8は、箱体3内部に収容したロール状の袋束2を構成する包装袋2a(2b、2c・・・)を取り出すための取り出し口となる。
【0033】
また、開口部8は、図2に示すロール状の袋束のロール幅Dに対応した幅Eに形成されている。開口部8の幅Eは、形成されたロール状の袋束2のロール幅Dよりも小さく設定される。ロール幅Dは、包装袋2a(2b,2c・・・)の短手辺を単に四分の一にした値ではなく、巻き取り機械の性能上、包装袋2a(2b,2c・・・)のサイズに応じた平均値の値を用いる。この値は、例えば、図2に示す包装袋2aの短手辺Aが650mm,長手辺Bが800mmの45リットルの包装袋の場合、ロール幅Dは、650mm/4=162.5mmとなるはずだが、巻き取りの際のズレ等を考慮し175mmとする。また、包装袋2aの短手辺Aが800mm、長手辺Bが900mmの70リットルの包装袋の場合のロール幅Dの平均の値は215mmとし、短手辺Aが900mm、長手辺Bが1000mmの90リットルの包装袋の場合のロール幅Dの平均の値は240mmとすることができる。
【0034】
これらのロール幅Dの平均の値に基づいて開口部8の幅Eが設定される。開口部8の幅Eは、ロール幅Dの平均の値より小さく設定される。本願発明者等は、開口部8の幅Eの大きさを算出するため以下の式を導き出した。尚、式1〜式3の違いは、包装袋の素材によるものである。
1)半透明包装袋(45リットル〜90リットルのサイズ)の場合
開口部の幅E(mm)≒ロール幅の平均値(mm)×0.75 (式1)
2)黒色包装袋(45リットル,70リットルのサイズ)の場合
開口部の幅E(mm)≒ロール幅の平均値(mm)×0.5 (式2)
3)黒色包装袋(90リットルのサイズ)の場合
開口部の幅E(mm)≒ロール幅の平均値(mm)×0.75 (式3)
つまり、45リットルの半透明包装袋を巻いたロール状の袋束を収容する箱体3の開口部8の幅Eは(式1)により、175(mm)×0.75≒130(mm)とすることが
できる。同様に、45リットルの黒色包装袋を巻いたロール状の袋束を収容する箱体3の開口部8の幅Eは(式2)により、175(mm)×0.5≒90(mm)となり、90リットルの黒色包装袋を巻いたロール状の袋束を収容する箱体3の開口部8の幅Eは(式3)により、240(mm)×0.75≒180(mm)となる。
【0035】
また、開口部8の中央部は、上記した開口部8の幅Eよりも広く形成されている。本実施形態では、図6に示すように、開口部8の中央部の向かい合う縁部を互いに反対側に湾曲させた円形状の開口8aとなっている。この開口8aは、箱体3内に収容された袋束2を使い始めるとき等に、使用者がその開口8aから指を入れて包装袋を一枚摘むための摘み孔となる。
【0036】
さらに、図7に示すように、開口部8は、ミシン線により切り取り可能な状態に形成されている。使用者は、本実施形態の箱入り包装袋1を使用する際に、初めに、箱体3の上蓋3aに形成されたミシン線に沿って切り抜き開口部8を形成する。尚、ミシン線は、開口部8の周縁全体に形成されているのではなく、開口部8の両端8b,8c側から1/3を除いた箇所に形成されている。開口部8の両端8b,8c側から1/3の箇所は、ミシン線ではなく切り込み線を形成する。
【0037】
これは、開口部8の周縁全体にミシン線を形成すると、ミシン線にそって上蓋3aを切り取った際にできる鋸刃状の凸部9が開口部8の両端8b,8cにも形成されてしまう。開口部の幅Eは、ロール幅よりも狭く形成されているため、開口部8から包装袋2aを引っ張り出す際に包装袋2aは開口部8の両端8b,8cに当接する。このときに、鋸刃状の凸部9が開口部8の両端8b,8cに形成されていると、その凸部9により包装袋2aが傷ついてしまい、包装袋2aとしての性能が低下してしまう虞がある。このような事態を防ぐために、ミシン線は開口部8の両端8b,8cには形成しないようにする。
【0038】
さらに、ミシン線のミシン目は、荒すぎないものが好適である。これは、ミシン目が粗いものだと、切り取った後にできる鋸刃状の凸部が大きくなり、包装袋2aを取り出す際にその凸部9で包装袋2aに傷が付きやすくなるからである。
【0039】
また、開口部8の両端8b,8cは曲線により円弧状に形成されている。これにより、包装袋2aを引っ張り出す際に包装袋2aが開口部8の両端8b,8cに接触したときに、角により包装袋2aが傷ついてしまったり、包装袋2aが引っ掛かってしまったりすることを防ぐことができる。
【0040】
上記の箱体3内にロール状の袋束2をセットして、開口部8から包装袋2aを引き出すと、図6に示すように、包装袋2aが開口部8から箱体3外部に引き出されるときに、開口部8の両端8b,8cに接触する。このとき、包装袋2aの引出し方向に引張力が作用すると共に開口部8の両端8b,8cにより引張力に対向する力が発生する。この力により、静電気により密着していた包装袋2a,2b,2c・・・を一枚ずつ引きはがし、分離させることができる。
【0041】
さらに、本実施形態の箱入り包装袋1は、包装袋2aが開口部8から引き出される過程で、引張力が静電気による各々の包装袋同士の密着力に打ち勝つことで袋束2から分離され、且つ、連続する次位の包装袋2bは、開口部8からその一部が引き出された状態で箱体3内に残存することができる。
【0042】
つまり、本実施形態の箱入り包装袋1は、箱体3から包装袋(2a)を一枚ずつ取り出すことができると共に次の包装袋(2b)の一部が箱体3の開口部8から引き出された状態とすることができる、所謂ポップアップの機能を実現することができる。
【0043】
これにより、静電気により密着している包装袋を一枚ずつスムーズに且つ効率的に取り出すことができる。
【図面の簡単な説明】
【0044】
【図1】本実施形態の箱入り包装袋の包装袋を引き出した状態を示す図である。
【図2】本実施形態の包装袋の折りたたみ方を示した図である。
【図3】本実施形態の包装袋の重ね方を示した図である。
【図4】本実施形態のロール状袋束の製造工程を示す図である。
【図5】本実施形態の包装袋と静電気の大きさとの関係を示す表である。
【図6】本実施形態の箱体を示す図である。
【図7】本実施形態の箱体に形成された開口部を示す図である。
【符号の説明】
【0045】
1 箱入り包装袋
2 袋束
2a,2b,2c,2d・・・ 包装袋
3 箱体
3a 上蓋
4 コンベヤ装置
5 コンベヤ装置
6 風発生装置
7 静電気発生装置
8 開口部
8a 開口
8b,8c 両端
9 凸部
【技術分野】
【0001】
本発明は、折り畳んだ状態の複数の袋を所定の容器内に収容する技術に関する。
【背景技術】
【0002】
ゴミ袋やレジ袋に代表される包装袋は、多くの場合、複数枚で1セットとなりパッケージとなる袋や箱に収容されている。収容するためには、複数枚の包装袋を一つの束にする必要がある。複数枚の包装袋を一つの束にするには、例えば、包装袋を一枚一枚折り畳みそれぞれの包装袋同士を重ねる方法や、複数枚の包装袋をミシン線で接続したり、包装袋を一枚ずつ重ね合わせたりして、複数枚の包装袋を一枚のシートに見立ててそれを巻いていく方法がある。
【0003】
このように複数枚の包装袋を一つの束にすることにより、包装袋を一枚ずつ取り出すことができる。
【特許文献1】特開2005−200064号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
ところで、上述した、包装袋を一枚ずつ重ね合わせて、それをロール状に巻いたロール状の包装袋を、上面に穴部を有する箱の内に収容したものが従来からある。しかし、従来のものは包装袋を巻き取る工程では静電気の量と重ね代の幅の設定は任意であったため、巻き取りテンションが安定せず、このようなタイプの包装袋を一枚取り出すには、使用者は、穴部から箱の内部に手を入れて、ロール状に巻かれた包装袋を一枚摘み、穴部から引き出す。
【0005】
しかしながら、包装袋を複数枚取り出す場合には、使用者は、その都度、穴部から手を入れて包装袋を一枚摘み出さなければならず、面倒となる場合があった。
【0006】
さらに、従来のロール状に巻かれた包装袋は、包装袋を重ね合わせるときに、包装袋同士をずれ難くするために、重ね代に静電気を帯電させて包装袋同士を密着させていた。
【0007】
そこで、本発明は、これらの点に鑑みてなされたものであり、ロール状に巻かれた袋束から、使用者が容易な動作でその包装袋を一枚ずつ取り出すことができる箱入り包装袋、ロール状の袋束製造方法を提供することを課題とする。
【課題を解決するための手段】
【0008】
本発明は上記事項に鑑みてなされたものであり、本発明は、複数の包装袋に静電気を帯電させ、隣接する包装袋の端部が互いに重なり合うようにして連続する一体の帯状に形成し、且つロール状に巻回してなる袋束と、袋束を収容した箱体とを備え、箱体は、少なくとも一面に、袋束から各々の包装袋を箱体の外部に引き出すための開口部を有し、この開口部は、袋束の幅よりも小さい幅に形成され、包装袋は、箱体外部に引き出されるときに開口部の縁部に接触することで、引出し方向に引張力が作用し、引き出し途中に前記端部が分離して一ずつ取り出されることを特徴とする。
【0009】
本発明は、隣接する包装袋の端部が互いに重なり合うようにして連続する一体の帯状に形成し、且つ安定したテンションでロール状に巻き取る。これにより、包装袋を取り出す際、摩擦により、隣接する包装袋に静電気を帯電させ、一枚ずつ取り出せると共に次の包装袋の一部が引き上げられる、所謂、ポップアップの機能を実現させることができる。
【0010】
また、本発明に係る開口部の幅が袋束の幅よりも小さく形成されていることにより、包装袋が、箱体外部に引き出されるときに、開口部の縁部に接触する。このとき、包装袋の引出し方向に引張力が作用し、引き出し途中に包装袋の端部が分離して一ずつ取り出される。
【0011】
このように、本発明によれば、スムーズに箱体から包装袋を一枚ずつ取り出すことができる。
【0012】
また、本発明に係る、帯電により一体化した複数の包装袋の各々は、開口部から引き出される過程で、引張力が各々の包装袋同士の接着力に打ち勝つことで袋束から分離され、且つ、連続する次位の包装袋は、開口部からその一部が引き出された状態で箱体内に残存するようにすることができる。
【0013】
つまり、静電気により互いに密着した複数の包装袋は、開口部から引き出される際に開口部の両端部に当接し、その状態で包装袋を開口部から引っ張り出す引張力が加わるため、開口部の両端部に当接した部分にストレスが加わり、そのストレスにより包装袋同士の密着を引き剥がすことができる。
【0014】
これにより、本発明の箱入り包装袋は、箱体から一枚ずつ取り出すことができると共に次の包装袋の一部が箱体の開口部から引き出された状態とすることができる、所謂ポップアップの機能を実現することが可能となる。
【0015】
さらに、本発明は、生産工程で帯状になった包装袋を巻き取るテンション(以下巻き取りテンションと称す)を一定に保つために、袋束を形成している包装袋の枚数,包装袋の材質,生産環境(気温、湿度等)に応じて、静電気の電圧を調整する。例えば、気温や湿度が低い場合は電圧を下げたり、気温や湿度が高い場合は電圧を上げたりすることで最も適切な電圧とする。
【0016】
このように静電気の電圧を変化させることにより、一定の巻取りテンションを保ち、引き出す際、摩擦で安定した静電気を発生することで、のポップアップ機能を向上させることができる。
【0017】
また、本発明に係る開口部の両端は曲線にて形成されていると好ましい。湾曲とは、例えば、円弧状としたり、開口部の角を面取りすることを含む。このように、開口部の両端(両縁)を曲線にて形成することで、引っ張り出された包装袋が開口部の両端に接触した際に、角により包装袋が傷ついたり、包装袋が引っ掛かってしまうことを防ぐことができる。
【0018】
加えて、本発明の開口部は、箱体の側面にミシン線を形成し、そのミシン線に沿って切り抜くことにより形成されるようにすることもできる。尚、この場合、ミシン線は開口部の両端まで形成せず、開口部の両端は単なる切り込みとすることが好ましい。
【0019】
なぜなら、ミシン線を切り取ると、切り取った部分が凸状のギザギザとなってしまう。すると、包装袋を引っ張り出す際に、このギザギザの部分に包装袋が当接して、包装袋が破れたり傷が付いてしまう場合がある。このような事態を未然に防ぐために開口部の両端にはミシン線が無い方が好ましい。
【0020】
また、本発明に係る箱体の開口部の中央付近は、当該開口部の両端の幅に比べて幅広に形成されているとより好ましい。幅広に形成されているとは、例えば、開口部の両端から
中央に向かって次第に幅を広く形成したり、開口部の中央付近の向かい合う縁部を互いに反対側に湾曲させて局部的に開口部の幅を広く形成したりする。
【0021】
このようにして幅が広げられた開口部の中央部付近は、箱体内に収容された袋束を使い始めるときに、使用者が開口部の中央部付近から指を入れて、包装袋を一枚摘む際等に好適に利用することができる。
【0022】
また、本発明は、上記した箱入り包装袋を形成する製造方法でもあり、包装袋を折り畳むステップと、第1の搬送装置により折り畳んだ包装袋を搬送するステップと、第1の搬送装置の搬送面から第2の搬送装置の搬送面に包装袋を移動させるときに、包装袋に風を当てるステップと、第2の搬送装置の搬送面に先に移動した別の袋の一部と重なるように移動した包装袋に静電気を帯電させるステップと、包装袋と別の包装袋とが重なっている状態で、包装袋を含む複数の袋をロール状に巻くステップとを含んでいる。
【発明の効果】
【0023】
本発明によれば、ロール状に巻かれた袋束から、使用者が容易な動作でその包装袋を一枚ずつ取り出すことができる箱入り包装袋、ロール状の袋束製造方法を提供することが可能となる。
【発明を実施するための最良の形態】
【0024】
以下に本実施形態の箱入り包装袋、ロール状の袋束製造方法について図面を参照しながら詳説する。
【0025】
図1に示すように、本実施形態の箱入り包装袋1は、箱の上面から引き出すようにして包装袋を一枚一枚取り出すタイプのものである。本実施形態の箱入り包装袋は、複数の包装袋2a,2b・・・がロール状に巻かれた袋束2と、この袋束2を収容する箱体3とから構成されている。
【0026】
図2及び図3に示すように、包装袋2a(2b)は、包装袋2aの長手に対して四つ折りにされた状態で、他の包装袋に重ねられ巻回されロール状の袋束2を形成する。尚、図3に示す、包装袋2a,2b,2c・・・の重ね代Cは、45リットル〜90リットルの半透明包装袋及び黒色包装袋の場合、250mmとすると好ましい。
【0027】
ここで、図4を参照し、包装袋2a,2b,2c・・・をロール状の袋束2に形成する方法について詳説する。複数の包装袋2a,2b,2c,2d・・・を重ねてロール状に巻くためには、第1コンベヤ装置4及び第2コンベヤ装置5の二つのコンベヤ装置と、包装袋2a,2b,2c,2d・・・に風を当てる風発生装置6と、重ねられた包装袋2a,2b・・・に電圧をかける静電気発生装置7とが必要となる。尚、包装袋2a,2b,2c・・・は、重ね代を静電気の引力と風で押さえつけることを利用して、第1コンベヤ装置4から第2コンベヤ装置5へと搬送される。
【0028】
まず、上述したように、四つ折りにした包装袋2a,2b,2c,2d・・・第1コンベヤ装置4から第2コンベヤ装置5に移動する際、静電気発生装置7が2aと2bに反対の静電気を与え、風発生装置6が2aに風を当てて2aと2bの重ね代を密着させながら、第1コンベヤ装置4から第2コンベヤ装置5にスムーズに移動することが出来る。
【0029】
そして、第2コンベヤ装置5の搬送面に移動した包装袋2aは、先に移動した包装袋2bの端部から重ね代C(ここでは250mm)を満たすように重ねられる。
【0030】
次に、電気発生装置7により電圧がかけられる。図5に、2006年6月20日(天気
コンディション:曇り後雨)における生産記録データの一例を示す。図5に示すように、電圧の大きさは、ロール巻き取りテンションを安定させるために袋の材質、サイズ、重ね枚数、気温、湿度を考量して8〜20kVに調整する。例えば、45リットルタイプの高密度ポリエチレンを主成分とする半透明の包装袋を連続して50枚重ねてロール状の袋束2を形成する場合、静電気は12.4kVとし、45リットルタイプの低密度ポリエチレンを主成分とする黒色包装袋を連続して50枚重ねてロール状の袋束2を形成する場合、静電気は15.0kVとする。
【0031】
そして、包装袋2aに電圧がかけられて静電気が帯電されると、第2コンベヤ装置5上で先に搬送された包装袋と次に搬送された包装袋が連続的に密着し帯状となる。その帯状となった複数の包装袋を巻き取り機械(不図示)により端から順々に巻くことで、ロール状の袋束2が形成される。尚、本発明者等が鋭利研究した末に、袋束2を箱体3内に入れ、包装袋を一枚ずつ取り出す際に一枚ずつ包装袋を取り出せると共にその包装袋と共に次の包装袋の一部が引き上げられた状態となるためには、包装袋を巻き取るための巻き取りテンションが一定且つ適宜であるが重要となる。
【0032】
次に、上記したロール状の袋束2を収容する箱体3について説明する。
図6に示すように、箱体3は、本体と一体となり且つ開閉可能な上蓋3aを有している。さらに、上蓋3aの一部には開口部8が形成されている。この開口部8は、箱体3内部に収容したロール状の袋束2を構成する包装袋2a(2b、2c・・・)を取り出すための取り出し口となる。
【0033】
また、開口部8は、図2に示すロール状の袋束のロール幅Dに対応した幅Eに形成されている。開口部8の幅Eは、形成されたロール状の袋束2のロール幅Dよりも小さく設定される。ロール幅Dは、包装袋2a(2b,2c・・・)の短手辺を単に四分の一にした値ではなく、巻き取り機械の性能上、包装袋2a(2b,2c・・・)のサイズに応じた平均値の値を用いる。この値は、例えば、図2に示す包装袋2aの短手辺Aが650mm,長手辺Bが800mmの45リットルの包装袋の場合、ロール幅Dは、650mm/4=162.5mmとなるはずだが、巻き取りの際のズレ等を考慮し175mmとする。また、包装袋2aの短手辺Aが800mm、長手辺Bが900mmの70リットルの包装袋の場合のロール幅Dの平均の値は215mmとし、短手辺Aが900mm、長手辺Bが1000mmの90リットルの包装袋の場合のロール幅Dの平均の値は240mmとすることができる。
【0034】
これらのロール幅Dの平均の値に基づいて開口部8の幅Eが設定される。開口部8の幅Eは、ロール幅Dの平均の値より小さく設定される。本願発明者等は、開口部8の幅Eの大きさを算出するため以下の式を導き出した。尚、式1〜式3の違いは、包装袋の素材によるものである。
1)半透明包装袋(45リットル〜90リットルのサイズ)の場合
開口部の幅E(mm)≒ロール幅の平均値(mm)×0.75 (式1)
2)黒色包装袋(45リットル,70リットルのサイズ)の場合
開口部の幅E(mm)≒ロール幅の平均値(mm)×0.5 (式2)
3)黒色包装袋(90リットルのサイズ)の場合
開口部の幅E(mm)≒ロール幅の平均値(mm)×0.75 (式3)
つまり、45リットルの半透明包装袋を巻いたロール状の袋束を収容する箱体3の開口部8の幅Eは(式1)により、175(mm)×0.75≒130(mm)とすることが
できる。同様に、45リットルの黒色包装袋を巻いたロール状の袋束を収容する箱体3の開口部8の幅Eは(式2)により、175(mm)×0.5≒90(mm)となり、90リットルの黒色包装袋を巻いたロール状の袋束を収容する箱体3の開口部8の幅Eは(式3)により、240(mm)×0.75≒180(mm)となる。
【0035】
また、開口部8の中央部は、上記した開口部8の幅Eよりも広く形成されている。本実施形態では、図6に示すように、開口部8の中央部の向かい合う縁部を互いに反対側に湾曲させた円形状の開口8aとなっている。この開口8aは、箱体3内に収容された袋束2を使い始めるとき等に、使用者がその開口8aから指を入れて包装袋を一枚摘むための摘み孔となる。
【0036】
さらに、図7に示すように、開口部8は、ミシン線により切り取り可能な状態に形成されている。使用者は、本実施形態の箱入り包装袋1を使用する際に、初めに、箱体3の上蓋3aに形成されたミシン線に沿って切り抜き開口部8を形成する。尚、ミシン線は、開口部8の周縁全体に形成されているのではなく、開口部8の両端8b,8c側から1/3を除いた箇所に形成されている。開口部8の両端8b,8c側から1/3の箇所は、ミシン線ではなく切り込み線を形成する。
【0037】
これは、開口部8の周縁全体にミシン線を形成すると、ミシン線にそって上蓋3aを切り取った際にできる鋸刃状の凸部9が開口部8の両端8b,8cにも形成されてしまう。開口部の幅Eは、ロール幅よりも狭く形成されているため、開口部8から包装袋2aを引っ張り出す際に包装袋2aは開口部8の両端8b,8cに当接する。このときに、鋸刃状の凸部9が開口部8の両端8b,8cに形成されていると、その凸部9により包装袋2aが傷ついてしまい、包装袋2aとしての性能が低下してしまう虞がある。このような事態を防ぐために、ミシン線は開口部8の両端8b,8cには形成しないようにする。
【0038】
さらに、ミシン線のミシン目は、荒すぎないものが好適である。これは、ミシン目が粗いものだと、切り取った後にできる鋸刃状の凸部が大きくなり、包装袋2aを取り出す際にその凸部9で包装袋2aに傷が付きやすくなるからである。
【0039】
また、開口部8の両端8b,8cは曲線により円弧状に形成されている。これにより、包装袋2aを引っ張り出す際に包装袋2aが開口部8の両端8b,8cに接触したときに、角により包装袋2aが傷ついてしまったり、包装袋2aが引っ掛かってしまったりすることを防ぐことができる。
【0040】
上記の箱体3内にロール状の袋束2をセットして、開口部8から包装袋2aを引き出すと、図6に示すように、包装袋2aが開口部8から箱体3外部に引き出されるときに、開口部8の両端8b,8cに接触する。このとき、包装袋2aの引出し方向に引張力が作用すると共に開口部8の両端8b,8cにより引張力に対向する力が発生する。この力により、静電気により密着していた包装袋2a,2b,2c・・・を一枚ずつ引きはがし、分離させることができる。
【0041】
さらに、本実施形態の箱入り包装袋1は、包装袋2aが開口部8から引き出される過程で、引張力が静電気による各々の包装袋同士の密着力に打ち勝つことで袋束2から分離され、且つ、連続する次位の包装袋2bは、開口部8からその一部が引き出された状態で箱体3内に残存することができる。
【0042】
つまり、本実施形態の箱入り包装袋1は、箱体3から包装袋(2a)を一枚ずつ取り出すことができると共に次の包装袋(2b)の一部が箱体3の開口部8から引き出された状態とすることができる、所謂ポップアップの機能を実現することができる。
【0043】
これにより、静電気により密着している包装袋を一枚ずつスムーズに且つ効率的に取り出すことができる。
【図面の簡単な説明】
【0044】
【図1】本実施形態の箱入り包装袋の包装袋を引き出した状態を示す図である。
【図2】本実施形態の包装袋の折りたたみ方を示した図である。
【図3】本実施形態の包装袋の重ね方を示した図である。
【図4】本実施形態のロール状袋束の製造工程を示す図である。
【図5】本実施形態の包装袋と静電気の大きさとの関係を示す表である。
【図6】本実施形態の箱体を示す図である。
【図7】本実施形態の箱体に形成された開口部を示す図である。
【符号の説明】
【0045】
1 箱入り包装袋
2 袋束
2a,2b,2c,2d・・・ 包装袋
3 箱体
3a 上蓋
4 コンベヤ装置
5 コンベヤ装置
6 風発生装置
7 静電気発生装置
8 開口部
8a 開口
8b,8c 両端
9 凸部
【特許請求の範囲】
【請求項1】
複数の包装袋に静電気を帯電させ、隣接する包装袋の端部が互いに重なり合うようにして連続する一体の帯状に形成し、且つロール状に巻回してなる袋束と、
前記袋束を収容した箱体と、を備え、
前記箱体は、少なくとも一面に、前記袋束から各々の包装袋を前記箱体の外部に引き出すための開口部を有し、
この開口部は、前記袋束の幅よりも小さい幅に形成され、
前記包装袋は、前記箱体外部に引き出されるときに前記開口部の縁部に接触することで、引出し方向に引張力が作用し、引き出し途中に前記端部が分離して一ずつ取り出されることを特徴とする箱入り包装袋。
【請求項2】
帯電により一体化した前記複数の包装袋の各々は、前記開口部から引き出される過程で、引張力が各々の包装袋同士の接着力に打ち勝つことで袋束から分離され、且つ、連続する次位の包装袋は、開口部からその一部が引き出された状態で前記箱体内に残存することを特徴とする請求項1に記載の箱入り包装袋。
【請求項3】
前記開口部の両端は曲線にて形成された湾曲部を有していることを特徴とする請求項1又は2に記載の箱入り包装袋。
【請求項4】
前記開口部の両端は曲線にて形成された湾曲部を有していることを特徴とする請求項1〜3の何れかに記載の箱入り包装袋。
【請求項5】
前記開口部の中央付近は、当該開口部の両端の幅に比べて幅広に形成されていることを特徴とする請求項1〜4の何れかに記載の箱入り包装袋。
【請求項6】
袋を折り畳むステップと、
第1の搬送装置により折り畳んだ袋を搬送するステップと、
前記第1の搬送装置の搬送面から第2の搬送装置の搬送面に前記袋を移動させるときに、前記袋に風を当てるステップと、
前記第2の搬送装置の搬送面に先に移動した別の袋の一部と重なるように移動した前記袋に静電気を帯電させるステップと、
前記袋と前記別の袋とが重なっている状態で、前記袋を含む複数の袋をロール状に巻くステップとを含むロール状の袋束製造方法。
【請求項1】
複数の包装袋に静電気を帯電させ、隣接する包装袋の端部が互いに重なり合うようにして連続する一体の帯状に形成し、且つロール状に巻回してなる袋束と、
前記袋束を収容した箱体と、を備え、
前記箱体は、少なくとも一面に、前記袋束から各々の包装袋を前記箱体の外部に引き出すための開口部を有し、
この開口部は、前記袋束の幅よりも小さい幅に形成され、
前記包装袋は、前記箱体外部に引き出されるときに前記開口部の縁部に接触することで、引出し方向に引張力が作用し、引き出し途中に前記端部が分離して一ずつ取り出されることを特徴とする箱入り包装袋。
【請求項2】
帯電により一体化した前記複数の包装袋の各々は、前記開口部から引き出される過程で、引張力が各々の包装袋同士の接着力に打ち勝つことで袋束から分離され、且つ、連続する次位の包装袋は、開口部からその一部が引き出された状態で前記箱体内に残存することを特徴とする請求項1に記載の箱入り包装袋。
【請求項3】
前記開口部の両端は曲線にて形成された湾曲部を有していることを特徴とする請求項1又は2に記載の箱入り包装袋。
【請求項4】
前記開口部の両端は曲線にて形成された湾曲部を有していることを特徴とする請求項1〜3の何れかに記載の箱入り包装袋。
【請求項5】
前記開口部の中央付近は、当該開口部の両端の幅に比べて幅広に形成されていることを特徴とする請求項1〜4の何れかに記載の箱入り包装袋。
【請求項6】
袋を折り畳むステップと、
第1の搬送装置により折り畳んだ袋を搬送するステップと、
前記第1の搬送装置の搬送面から第2の搬送装置の搬送面に前記袋を移動させるときに、前記袋に風を当てるステップと、
前記第2の搬送装置の搬送面に先に移動した別の袋の一部と重なるように移動した前記袋に静電気を帯電させるステップと、
前記袋と前記別の袋とが重なっている状態で、前記袋を含む複数の袋をロール状に巻くステップとを含むロール状の袋束製造方法。
【図1】



【図2】
【図3】
【図4】
【図5】
【図6】

【図7】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2008−24341(P2008−24341A)
【公開日】平成20年2月7日(2008.2.7)
【国際特許分類】
【出願番号】特願2006−199139(P2006−199139)
【出願日】平成18年7月21日(2006.7.21)
【出願人】(599163458)アスクル株式会社 (10)
【Fターム(参考)】
【公開日】平成20年2月7日(2008.2.7)
【国際特許分類】
【出願日】平成18年7月21日(2006.7.21)
【出願人】(599163458)アスクル株式会社 (10)
【Fターム(参考)】
[ Back to top ]