
箱詰めされる製品のグループを形成するための装置および方法
本発明は、卵形コンテナあるいはボトルなどの、非円形断面を有する製品のための装置に関する。当該装置は、製品を供給するのに使用されるコンベア(2)のXX'軸線に対して斜めに配置されたキャビティを有するコレクター(4)と、供給コンベア(2)に沿って配置されたテーブル(3)上で、載置ステーションへとコレクター(4)によってグループへと形成された製品のバッチを移送するための手段と、斜め方向の反転動作によって製品(1)のバッチを落下させるための手段と、コレクター(4)を開始ポイントすなわち供給コンベア(2)上の最初の製品(1)と同じ高さへと復帰させるための手段とを含む。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、箱の中に包装される、すなわち箱詰めされる製品、さらに詳しくは、たとえば卵形コンテナおよびボトルといった非円形断面を有する製品のグループを形成するための装置および方法に関する。
【背景技術】
【0002】
こうしたタイプの装置は、特許文献1に開示されているが、これは、箱詰めされる製品をグループ化するための方法および装置に関する。
【0003】
このグルーピング装置は、グループ化される製品を供給する供給コンベアと、この供給コンベアの側で同じ高さに配置された集積テーブルと、製品が供給コンベア上で移動するときにそれを捕らえる移動式コレクターであって、製品が到着する長手方向と交差するラインに配置されたセルを備える移動式コレクターと、このコレクターを支持すると共に供給コンベアおよび集積テーブル上でそれを移動させるトロリーと、このトロリーをガイドするための構造体と、閉サイクルで、さまざまな製品のグルーピング作業を実施するためのトロリー用の制御手段とを備える。
【0004】
トロリーは、コレクターが、複数の段階、すなわち供給コンベア上で製品を捕獲することに特化した段階、載置ステーション(ここで、適当な手段が、たとえばそれらを箱詰めするために捕獲された製品のバッチを引き受ける)において集積テーブルへと捕獲された製品を移送することに特化した段階、そして捕獲サイクルを再び開始するために開始ポイントへとコレクターを復帰させることに特化した段階からなる閉サイクル内で輪を描く反復動作で動くように操作される。
【0005】
このタイプの装置によって、全てのタイプの製品を捕獲し、それをバッチへとグループ化することが可能であるが、これを、適当な手段が、続いて、たとえば最終箱詰め作業を実施するために引き受ける。
【0006】
この箱詰め作業は、次の列あるいは列群を待ちながら、バッチ(これは製品の列の形態である)を取り出し、そしてボックス内へとこの列を導入することによってなされる。この集まりは、当該ボックス内で割り当てられたスペースを占有する。
【0007】
このコレクターによって捕獲される製品は、円形断面を有する概して規則的な形状のボトルである。これらの製品が載置ステーションにおいてコレクターによってリリースされるとき、それらは、箱詰め設備のための準備が整った直線列を形成する。
【0008】
この箱詰め作業の成功は、それが単一の列からなるバッチであろうと、製品の複数の列を含むバッチであろうと、主として、バッチの幾何学的特質に依存する。
【0009】
たとえば卵形断面を有するボトルといった、非円形断面を有するあるタイプの製品に関して、箱内の割り当てられたスペースは、列内の各物品が傾けられる(「傾斜列」)ように製品のバッチを前処理することを必要とし、このパターンは、製品のセットによって占有されるスペースが低減し、しかもこれら製品が箱内で適所に適切に押し込まれるという利点を有する。
【0010】
このタイプの製品は、グルーピング装置に特殊な機構を必要とする。したがって、特許文献2に開示されているように、製品はその側に到着し、そこからそれらがレーキ形状押し込みツールによって放出されるエンドレスベルトのセル内に落下する。
【0011】
特許文献3において、製品は、その到着の長手方向軸線に対して斜めに向けられたレーキ形状コレクターによって捕らえられる。この装置において製品の一群は、したがって、コレクターによって、ある角度でリリースされ、そして、これは、それを箱に収めるためにバッチの向きを再度変えることを必要とする。
【先行技術文献】
【特許文献】
【0012】
【特許文献1】仏国特許発明第2 918 359号明細書
【特許文献2】特開2002-096926号公報
【特許文献3】仏国特許発明第2 940 788号明細書
【発明の概要】
【発明が解決しようとする課題】
【0013】
本発明は、これらの特定の製品をグループ化するための装置および方法を提案するが、これは、従来の解決策に見られた問題点を簡単かつ効果的な様式で克服する。
【課題を解決するための手段】
【0014】
本発明が利用する手段は、バッチをあるいは複数のバッチの集合体を形成するために、直線列内で製品をグループ化する。これは、バッチのための高いレベルの幾何学的精度を実現しながら達成される。
【0015】
このバッチ準備によって、箱詰め作業を首尾よく実施することが可能となる。この箱詰め作業は、コレクターによって形成される製品の列を用いる複数の連続した作業として、あるいは、箱内に収めることができる製品の数に正確に対応する総数の製品を備えるバッチを形成するために複数の列の製品が予めグループ化される単一の作業として、実施可能である。
【0016】
本発明の製品グループ化装置は、
整列させられかつ離間させられた製品を供給するコンベアと、
長手方向供給軸線XX'と直交するように延在するレーキ形状コレクターと、
製品のバッチがパッケージングのために集積される載置ステーションを備えた、上記コンベアと同じ高さでかつそれに隣接して配置されたテーブルと、
上記コンベアの上で、かつ、製品のバッチを集積するための上記テーブルの上で、コレクターを支持すると共に、上記供給コンベアに対する上記コレクターの長手方向および横方向移動を可能とするよう構成された構造体とを備え、
それは、直立状態で到着しかつ卵形の非円形水平断面を有する製品を捕らえかつ配向するよう構成されたコレクターを備え、当該コレクターは、それらが捕らえられたときに「傾斜列」形態で上記製品を自動的に配向するために、長手方向供給軸線XX'に対して斜めに配置されたセルを備える。
【0017】
依然として本発明によれば、コレクターのセルは、長手方向軸線XX'と10ないし45°の角度aをなす斜め軸線に沿って傾斜している。
【0018】
本発明の別な形態では、グルーピング装置は熱可塑性材料の矩形プレートから形成されたレーキ形状コレクターを備え、当該コレクターは、その長さに沿って規則正しく割り当てられたセルを備える。
【0019】
依然として本発明によれば、コレクターは、製品の表面のダメージを回避するために、そして、高い処理速度の場合に、対応するセルに完全に収まった後で捕獲の間に製品の跳ね返りのリスクを回避するために、捕らえられる製品のそれに対応する形状のセルを備える。
【0020】
本発明の別な形態では、コレクターは、特に、それらが供給コンベアと集積テーブル上の載置ステーションとの間で移動させられるとき、その安定性を改善するために製品のための二重サポートを提供するために、ユニットとして形成されるか、あるいはスペーサによって分離された、互いに組み合わされた二つのプレートから形成された、セルを備えた二つの積層されたレーキからなる。
【0021】
依然として本発明によれば、グルーピング装置は、上記供給コンベア上で捕らえられる製品を検出するための手段を備え、当該手段は、コレクターに対して側方に、かつ、その上流側に配置される。
【0022】
本発明の別な形態では、グルーピング装置は、エンドレスなベルトコンベアからなる製品のための集積テーブルを備え、当該コンベアは、コレクターによって形成される製品の複数のバッチのグループ化を可能とする集積を保証するように制御される。
【0023】
依然として本発明によれば、グルーピング装置は、捕らえられた製品のための二つの集積テーブルを備え、当該集積テーブルは、供給コンベアの各側でコレクターによって移動させられた製品の載置を可能とするために、製品を供給する供給コンベアの各側において延在するパネルあるいはエンドレスなベルトコンベアからなる。
【0024】
本発明の別な形態では、グルーピング装置は、集積テーブル上に傾いた列の形態で配置された製品を取り上げる少なくとも一つのロボットを備え、当該ロボットは、製品のバッチを収集し、それを箱あるいは箱群内に配置するよう構成されたヘッドを備える。
【0025】
本発明はまた、上述した装置によって実施される方法に、特に、供給コンベア上に整列させられかつその上で離間させられた製品をグループ化する方法に関し、当該方法は以下のステップ、すなわち
製品が到着する方向と交差するように配置されたレーキ形状コレクターによって製品を捕らえるステップと、
供給コンベアに沿って配置されたテーブルへと製品を移送するステップと、
載置ステーションにおいて製品のバッチをリリースするステップと、
供給コンベア上の最初の製品へ、を意味する開始ポイントへとコレクターを復帰させるステップとを備え、
さらに、
製品が到着する方向に対して斜めに配置されたセルを有するコレクターによって、卵形の、非円形水平断面を有する直立製品を捕獲することと、
傾斜した列の形態でそれらを配置するために、捕獲作業と同時に、自動的に製品を配向することと、
リリース作業の間、上記セルの向きと平行な逆転動作でコレクターを移動させることとからなる。
【0026】
依然として本発明によれば、グルーピング方法は、載置ステーションにおいて、そのように形成される製品のバッチのための包装速度を低減するために、コレクターによってグループ化された製品を、交互に、当該供給コンベアの右側および左側を意味する、供給コンベアの各側に配置することからなる。
【0027】
本発明の別な形態では、グルーピング方法は、ロボットあるいはその他の手段といった適切な手段によって、それらが箱詰めのために全て取り出される前に、バッチへとグループ化される製品の複数の列を、載置ステーションにおいて、互いに隣接して配置することからなる。
【0028】
その実施を可能とするために、以下、本発明について十分に明確にかつ完全に説明する。この説明は図面を伴う。
【図面の簡単な説明】
【0029】
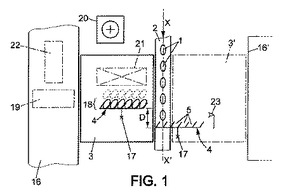
【図1】それらがコレクターによって取り出される場合に、非円形断面を有する製品を配向し、そして傾斜した列内でグループ化するための装置を意味する、本発明の装置を大まかに示しており、当該装置は平面視で示されている。
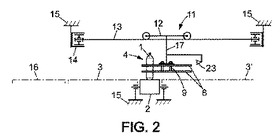
【図2】図1に示す製品を方向付けかつグループ化するための装置の概略正面図である。
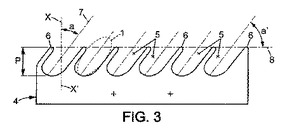
【図3】たとえば卵形ボトルといった非円形断面を有する特定の製品の傾斜した列内で配向およびグループ化を実施するコレクターの細部を示す図である。
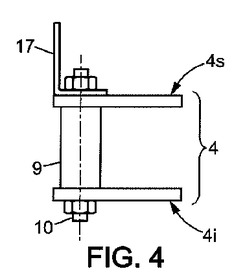
【図4】二つのコレクターの重ね合わせおよび組み立てを示す側面図である。
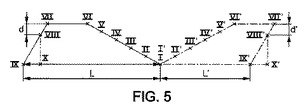
【図5】それが製品のそのバッチを供給コンベアの右に載置しているかあるいは左に載置しているかに依存して実線あるいは一点鎖線で示された、コレクターのループ経路を示しており、この方向は製品の前進に対するものである。
【発明を実施するための形態】
【0030】
図1および図2は、直立ポジションでグループ化されるボトルあるいはコンテナといった製品1を配向しかつグループ化するための装置を大まかに示している。この装置は、先に挙げた仏国特許発明第2 918 359号明細書に開示されたものに類似している。
【0031】
製品1は、形状が円形ではなく卵形、たとえば長軸および短軸によって規定される楕円である水平断面を、その捕獲領域に有する。
【0032】
本装置は、製品1を搬送する連続的に動作するエンドレスなベルトであるコンベア2を備える。この供給コンベア2は、上流側に配置された、図示していない別な装置によって提供されるが、これは、たとえばラベリング装置に対応する。この供給コンベア2の上で、製品は、単一の列でかつ互いに離間した状態で直立に配置される。この間隔は、好ましくは、一定であり、図示していない適当なデバイスによって実現される。
【0033】
製品1は全て、供給コンベア2の上に、同じ様式で配置される。それらは、その長軸が供給コンベア2の長手方向軸線XX'と一致するように向きが調整される。
【0034】
装置はまた、製品1を集積するための、供給コンベア2に沿って延在する少なくとも一つのテーブル3を備える。テーブル3は(下流方向に関して)供給コンベア2の右側に実線で示されており、別なテーブル3'が左側に一点鎖線で示されている。
【0035】
コンベア2、テーブル3およびテーブル3'は、場合によっては、コンベア2からテーブル3あるいは3'への製品1の水平移送を可能とするために、横並びで同じ平面内に配置されている。この移送は、集積デバイスによってなされるが、これは、本明細書の以下の部分では、コレクター4と呼ばれる。
【0036】
このコレクター4は直線状レーキの形態であり、これは、供給コンベア2の下流側端部上で、かつ、コンベアの、そして場合によってはテーブル3およびテーブル3'の平面と平行に循環する。それは、供給コンベア2の長手方向軸線XX'に対して交差するようにかつ長手方向に移動する。
【0037】
このコレクター4は図3に、より詳しく示されている。それは、たとえば、熱可塑性材料の矩形プレートから形成されており、かつ、歯6によって横方向に区切られたセル5を備える。セル5は、上記コンベア上に配置された製品1を受けるために、コレクター4の大きな側の一つにおいて、そして特に、通常は供給コンベア2の上流方向に面する側において開口している。
【0038】
セル5は、供給コンベア2の長手方向軸線XX'に対して斜めに配置されており、当該軸線XX'はまた、それに沿って製品1がコンベア2上に到着する長手方向軸線に対応する。
【0039】
製品の到着の長手方向軸線XX'に対するセル5の軸線7の斜め角度は、図3に示すように、捕らえられる製品1の形状およびタイプに依存して、たとえば10ないし45°である角度aに対応する。
【0040】
セル5の軸線7のこの斜め角度はまた、歯6の上流側端部を通過するライン8を基準として用いて、レーキ上で直接測定可能である。相補的角度a'は、たとえば、45ないし80°である。
【0041】
好ましくは、セル5の形状は、外面の、そして特に当該面上に配されるラベルの損傷を回避するために、捕らえられる製品1のそれに適合させられ、そして、この形状はまた、製品1が完全にセル内に収まったとき、跳ね返り現象を回避するように選択される。
【0042】
製品1のタイプに、そして特に、その重心のポジションを意味する、その安定性に依存して、複数の積層されたレーキからなるコレクター4を使用可能である。
【0043】
図4は、二つの積層されたレーキ、すなわちグループ化される製品に基づいて選択されたギャップによって離間させられた下側レーキ4iおよび上側レーキ4sを備えるコネクター4を示す側面図である。
【0044】
こうしたレーキは、熱可塑性材料の単一ブロックから、あるいは一つ以上のスペーサ9によって離間させられ、かつ、ボルト10あるいはその他のファスナーによって互いに組み合わされた二つの別個のプレートから製造されるが、これはまた、以下で説明するようにコンベア2およびテーブル3上でそれを移動させる手段に対してコレクター4を搭載することを可能とする。
【0045】
図2に示すように、このコレクター4(それが一つのレーキ8からなろうと、複数のレーキ8からなろうと)は、上述した仏国特許発明2 918 359号明細書に開示されたタイプの構造体11と関連付けられる。サーボモーター(図示せず)は、それに沿って製品が到着する長手方向軸線XX'に対応する方向における、そして当該軸線XX'と交差し、直交するコレクター4の移動を保証する。
【0046】
構造体11は、供給コンベア2に対して、そしてテーブル3に、そして場合によってはテーブル3'に対して移動する。構造体11は、コレクター4を支持するトロリー12と、このトロリー12を支持するビーム13を備える。ビーム13はコンベアに対して交差するように配置される。
【0047】
ビーム13は、装置によって処理される製品1の最大高さよりも明確に大きな距離を置いて、コレクター4の上に配置される。このビーム13は、テーブル3あるいは場合によってはテーブル3および3'の縁部に沿って長手方向に配置されたレール14によってガイドされ、このレール14は装置の全体フレーム15に対して一体的に取り付けられ、かつ、ビーム13は適切なサーボモーター駆動部の作用によって移動させられる。
【0048】
トロリー12はビーム13によって支持され、かつ、やはり適当なサーボモーターデバイスによって、このビーム13上で移動させられる。トロリー12は、それゆえ、場合によってはテーブル3'と共に、供給コンベア2および集積テーブル3の表面の全部分を横切って移動する。
【0049】
適当な制御手段は、テーブル3あるいは場合によっては3'上に製品1を載せるために、製品1を捕獲するためのセル5の軸線と平行に斜め方向にコレクター4を移動させることを可能とする。この制御手段はサーボモーターに作用するが、これがトロリー12およびビーム13を動作させる。
【0050】
コレクター4は、テーブル3あるいは一点鎖線で示すテーブル3'の上を意味する供給コンベア2のいずれかの側に製品1を載置できる。
【0051】
テーブル3は、テーブル3'と同様、固定面から構成されても、あるいは以下で説明するロールを有するコンベアベルトから構成されてもよい。
【0052】
このテーブル3は、その上で、たとえば、製品1のバッチのための箱詰め作業を実施できるコンベア16によって、その自由側面上で突出させることが可能である。これはまた、側方に配置されたコンベア16'を備えてもよい(一点鎖線で示すような)テーブル3'についても当てはまる。
【0053】
この箱詰め作業について、以下に説明する。
【0054】
図5は、コンベア2およびテーブル3上の、そして(一点鎖線で)テーブル3'上のコレクター4の経路を示している。
【0055】
この経路(これは閉ループである)は、供給コンベア2上での製品1のための第1の捕獲ポイントにて始まるサイクルにおいて生じる一連の動作を含み、かつ、異なる漸進的にオフセットした捕獲ポイントを経て当該コンベア2上で上流に続いている。
【0056】
図示する実施形態では、六つの製品1を、それらがテーブル3および/または3'へと横方向に移送される前に、コレクター4によって捕らえることができる。
【0057】
コレクター4は、製品1を捕らえる段階の間、横方向動作および長手方向動作で移動することは図5から明らかであるが、当該動作は、たとえば、組み合わされる。XX'に沿った、この長手方向動作によって、コレクター4は、コンベア2および製品1が前進している方向と反対の方向に、コンベア2の上で前進することによって、製品1のラインの上に戻るように動作する。
【0058】
コレクター4は、図1に示す、全距離Dにわたって、軸線XX'に沿って長手方向に前進するが、これは、たとえば、少なくとも、コンベア2上の製品1間のステップサイズの寸法に対応してもよい。
【0059】
製品1を捕らえるための長手方向経路のこの部分は、図5に示すように、最初の製品のための捕獲ポイントと最後の製品のための捕獲ポイントとの間で延在する。この経路は、IないしVIまでのローマ数字で示すポイントと共に直線として示されており、これらのポイントは、たとえば、トロリー12の下で延在すると共にコレクター4を支持するアーム17の位置に対応する。
【0060】
最後の製品が捕獲された後、コレクター4は、その上に到着し続ける製品1が配置されるコンベア2から離れるように、ポイントVIおよびVII(依然としてローマ数字を使用する)間で横方向に移動する。この横断動作によって、コレクター4が、製品1のそのバッチを集積テーブル3上へと移送すること、そして載置ステーション18と呼ぶことができる18で示すステーションにおいて、それを配置することが可能となる。
【0061】
この載置ステーション18は、コンベア2上の製品1のための最後の捕獲ポイントと同じレベルに、あるいは実質的にそこから上流に配置される。
【0062】
この載置ステーション18において、製品1にバッチは、それらが到着したとき、そしてコレクター4が後退させられたとき、製品1のポジションを安定化するガイドあるいは保持構造体(図示せず)に当接した状態で配置可能である。
【0063】
コレクター4は、続いて、斜め軌跡に沿って、ポイントVIIからポイントIXへと続いて後退するが、ここで、角度はセル5の斜め軸線7の角度に対応する。この軌跡は、ポイントVIIからポイントIXへの単一の直線から、あるいは、ポイントVIIおよびVIII間の第1の斜め軌跡セクションと、これに続くポイントVIIIおよびX間の第2の軌跡セクションとを含む破線からなっていてもよく、第2の軌跡は長手方向軸線XX'と平行である。
【0064】
ポイントVIIとVIIIとの間の、後退軌跡の最初のセクションは、図5にdで示す長さを有し、これは図3に示すセル5の深さPに実質的に対応する。
【0065】
ポイントIXあるいはXから、場合によっては、コレクター4は、長さLの部分に沿って、ポイントIへと横断的に復帰するが、ここで、それは、コンベア2に到着する最初の製品1の前方に再位置決めされる。
【0066】
開始ポイントへのコレクター4の復帰は、コンベア2が前進している速度よりも高い速度でなされ、この結果、それは、以下のさまざまな処理が実施されている間、前進し続ける最初の製品1の前方で移動できる。
・製品1のバッチの移送の処理
・載置ステーション18で当該バッチをリリースする処理
・供給コンベア2の上に到着する最初の製品1の前方にそれが再び配置されるような開始ポイントへとコレクター4を復帰させる処理
【0067】
図5はまた、製品1のバッチが集積テーブル3'の上に配置される場合の、コレクター4の経路に対応するループを、一点鎖線で示している。ポイントI'ないしVI'(依然としてローマ数字を使用する)間のコレクター4の経路は、ポイントVI'およびVII'間の横断動作がそうであるように、図5に示す経路と同一である。だが、製品1のバッチをリリースするためのコレクター4の動作はまた斜めに生じる。ポイントVII'とIX'間のこの斜め動作は、実質的に、コレクター4の横断復帰の長さL'を低減する。
【0068】
コレクター4のこの斜め後退動作はまた、したがって、以下の二つの軌跡に沿って生じ得る。
・軸線XX'に対してある角度(これはセル5の斜め軸線7のそれに対応する)をなす、ポイントVII'およびIX'間の(上述したような)単一の直線からなる第1の軌跡
・ポイントVII'とVIII'間の斜め軌跡セクションと、これに続くポイントVIII'とX'との間の第2のセクション(この第2のセクションは長手方向軸線XX'と平行である)とを備える破線の形態の第2の軌跡(第1のセクションは長さd'を有し、これは実質的にセル5の深さPに対応する)
【0069】
この構成によって、テーブル3および3'上の個々の載置ステーションでの、そのように形成された製品バッチのための包装速度を低減するために、供給コンベア2の左側および右側を意味するコンベア2の各側に、交互に、コレクター4によって捕獲された製品1のセットを配置することが可能となる。
【0070】
斜め経路d,d'の長さは、セル5の深さPに対応する値まで低減されてもよく、これは、最初の製品のための捕獲ポイントに向かう、その復帰動作を素早く開始するために十分なコレクター4にとっての値を意味する。
【0071】
コレクター4の特徴は、製品1がコンベア2の上にありかつ直立しているとき、それが製品1を回動させるという事実にある。製品1(これは、その水平長軸が、その前進の長手方向軸線に沿って配置された状態で到着する)に面するセル5の斜め方向は、傾斜した列の形態で、製品1を自動的にグループ化する。製品1のこの向きはまた、製品1が捕獲されるモードによって自動的に生じるが、これは供給コンベア2によって製品が前進させられるとき生じ、製品1は、それらがセル5内に入る速度によって各セル5内で自動的に配向されかつ位置決めされることを意味する。
【0072】
図1に示すように、傾いた列の形態での製品1のこのグループ化によって、たとえば箱内に配置できる製品の数に対応する製品の完全なバッチを形成することが可能となる。
【0073】
コンベア16によって運ばれるボックス19が図1に示されている。したがって、ラップアラウンドボックス19のために、製品のバッチは、ラップアラウンドブランク19上へとそれらを横方向に移動させる押し込みデバイスを用いて、載置ステーション18において簡単に包装可能である。
【0074】
あるいは、製品1のバッチは、その台座20によって図中に示すロボットを用いて集積されてもよく、これは、「アメリカンボックス」タイプの、スロットコンテナ22内へとそれらを導入すために、載置ステーション18においてバッチをつかむ、たとえば、それがそれを行うときに、製品を互いに密着するように押し付ける把持ヘッド21を有する。
【0075】
集積テーブル3、あるいは3'上での完全なバッチの形成は、集積エリアとして、エンドレスなベルトコンベアの上面を使用することによって促進し得る。このコンベアは、コレクター(4)によって形成された製品の複数のバッチを互いにグループ化する様式でそれらを集積するために、それらがコレクター4によってリリースされた後、製品1のバッチ1を自動的に移動させることができる。これによって、極めて簡単な様式でグループ化しかつ第1の載置されたバッチと関連付けることができる第2のバッチのための余地を残すことが可能となる。
【0076】
仏国特許発明第2 918 359号明細書に開示された装置に関してもそうであるように、製品1が捕獲された瞬間にコレクター4の動作を停止させることが好ましい。したがって、図1および図2に示すように、トロリー12は、供給コンベア2上の製品1の存在を検出するために、コレクター4に対して一体的に取り付けられかつその上流に配置されたセンサー23を備える。適切な計算手段が、それがコレクター4の近傍に到着したとき、各製品1のための捕獲サイクルを開始させるために、この情報(コレクター4に対する供給コンベア上の第1の製品1のポジションを意味する)ならびに供給コンベア2の速度に関する情報を考慮する。
【符号の説明】
【0077】
1 製品
2 コンベア
3 テーブル
4 コレクター
5 セル
6 歯
8 レーキ
10 ボルト
11 構造体
12 トロリー
13 ビーム
14 レール
15 全体フレーム
16 コンベア
18 載置ステーション
19 ボックス
20 台座
21 把持ヘッド
22 スロットコンテナ
【技術分野】
【0001】
本発明は、箱の中に包装される、すなわち箱詰めされる製品、さらに詳しくは、たとえば卵形コンテナおよびボトルといった非円形断面を有する製品のグループを形成するための装置および方法に関する。
【背景技術】
【0002】
こうしたタイプの装置は、特許文献1に開示されているが、これは、箱詰めされる製品をグループ化するための方法および装置に関する。
【0003】
このグルーピング装置は、グループ化される製品を供給する供給コンベアと、この供給コンベアの側で同じ高さに配置された集積テーブルと、製品が供給コンベア上で移動するときにそれを捕らえる移動式コレクターであって、製品が到着する長手方向と交差するラインに配置されたセルを備える移動式コレクターと、このコレクターを支持すると共に供給コンベアおよび集積テーブル上でそれを移動させるトロリーと、このトロリーをガイドするための構造体と、閉サイクルで、さまざまな製品のグルーピング作業を実施するためのトロリー用の制御手段とを備える。
【0004】
トロリーは、コレクターが、複数の段階、すなわち供給コンベア上で製品を捕獲することに特化した段階、載置ステーション(ここで、適当な手段が、たとえばそれらを箱詰めするために捕獲された製品のバッチを引き受ける)において集積テーブルへと捕獲された製品を移送することに特化した段階、そして捕獲サイクルを再び開始するために開始ポイントへとコレクターを復帰させることに特化した段階からなる閉サイクル内で輪を描く反復動作で動くように操作される。
【0005】
このタイプの装置によって、全てのタイプの製品を捕獲し、それをバッチへとグループ化することが可能であるが、これを、適当な手段が、続いて、たとえば最終箱詰め作業を実施するために引き受ける。
【0006】
この箱詰め作業は、次の列あるいは列群を待ちながら、バッチ(これは製品の列の形態である)を取り出し、そしてボックス内へとこの列を導入することによってなされる。この集まりは、当該ボックス内で割り当てられたスペースを占有する。
【0007】
このコレクターによって捕獲される製品は、円形断面を有する概して規則的な形状のボトルである。これらの製品が載置ステーションにおいてコレクターによってリリースされるとき、それらは、箱詰め設備のための準備が整った直線列を形成する。
【0008】
この箱詰め作業の成功は、それが単一の列からなるバッチであろうと、製品の複数の列を含むバッチであろうと、主として、バッチの幾何学的特質に依存する。
【0009】
たとえば卵形断面を有するボトルといった、非円形断面を有するあるタイプの製品に関して、箱内の割り当てられたスペースは、列内の各物品が傾けられる(「傾斜列」)ように製品のバッチを前処理することを必要とし、このパターンは、製品のセットによって占有されるスペースが低減し、しかもこれら製品が箱内で適所に適切に押し込まれるという利点を有する。
【0010】
このタイプの製品は、グルーピング装置に特殊な機構を必要とする。したがって、特許文献2に開示されているように、製品はその側に到着し、そこからそれらがレーキ形状押し込みツールによって放出されるエンドレスベルトのセル内に落下する。
【0011】
特許文献3において、製品は、その到着の長手方向軸線に対して斜めに向けられたレーキ形状コレクターによって捕らえられる。この装置において製品の一群は、したがって、コレクターによって、ある角度でリリースされ、そして、これは、それを箱に収めるためにバッチの向きを再度変えることを必要とする。
【先行技術文献】
【特許文献】
【0012】
【特許文献1】仏国特許発明第2 918 359号明細書
【特許文献2】特開2002-096926号公報
【特許文献3】仏国特許発明第2 940 788号明細書
【発明の概要】
【発明が解決しようとする課題】
【0013】
本発明は、これらの特定の製品をグループ化するための装置および方法を提案するが、これは、従来の解決策に見られた問題点を簡単かつ効果的な様式で克服する。
【課題を解決するための手段】
【0014】
本発明が利用する手段は、バッチをあるいは複数のバッチの集合体を形成するために、直線列内で製品をグループ化する。これは、バッチのための高いレベルの幾何学的精度を実現しながら達成される。
【0015】
このバッチ準備によって、箱詰め作業を首尾よく実施することが可能となる。この箱詰め作業は、コレクターによって形成される製品の列を用いる複数の連続した作業として、あるいは、箱内に収めることができる製品の数に正確に対応する総数の製品を備えるバッチを形成するために複数の列の製品が予めグループ化される単一の作業として、実施可能である。
【0016】
本発明の製品グループ化装置は、
整列させられかつ離間させられた製品を供給するコンベアと、
長手方向供給軸線XX'と直交するように延在するレーキ形状コレクターと、
製品のバッチがパッケージングのために集積される載置ステーションを備えた、上記コンベアと同じ高さでかつそれに隣接して配置されたテーブルと、
上記コンベアの上で、かつ、製品のバッチを集積するための上記テーブルの上で、コレクターを支持すると共に、上記供給コンベアに対する上記コレクターの長手方向および横方向移動を可能とするよう構成された構造体とを備え、
それは、直立状態で到着しかつ卵形の非円形水平断面を有する製品を捕らえかつ配向するよう構成されたコレクターを備え、当該コレクターは、それらが捕らえられたときに「傾斜列」形態で上記製品を自動的に配向するために、長手方向供給軸線XX'に対して斜めに配置されたセルを備える。
【0017】
依然として本発明によれば、コレクターのセルは、長手方向軸線XX'と10ないし45°の角度aをなす斜め軸線に沿って傾斜している。
【0018】
本発明の別な形態では、グルーピング装置は熱可塑性材料の矩形プレートから形成されたレーキ形状コレクターを備え、当該コレクターは、その長さに沿って規則正しく割り当てられたセルを備える。
【0019】
依然として本発明によれば、コレクターは、製品の表面のダメージを回避するために、そして、高い処理速度の場合に、対応するセルに完全に収まった後で捕獲の間に製品の跳ね返りのリスクを回避するために、捕らえられる製品のそれに対応する形状のセルを備える。
【0020】
本発明の別な形態では、コレクターは、特に、それらが供給コンベアと集積テーブル上の載置ステーションとの間で移動させられるとき、その安定性を改善するために製品のための二重サポートを提供するために、ユニットとして形成されるか、あるいはスペーサによって分離された、互いに組み合わされた二つのプレートから形成された、セルを備えた二つの積層されたレーキからなる。
【0021】
依然として本発明によれば、グルーピング装置は、上記供給コンベア上で捕らえられる製品を検出するための手段を備え、当該手段は、コレクターに対して側方に、かつ、その上流側に配置される。
【0022】
本発明の別な形態では、グルーピング装置は、エンドレスなベルトコンベアからなる製品のための集積テーブルを備え、当該コンベアは、コレクターによって形成される製品の複数のバッチのグループ化を可能とする集積を保証するように制御される。
【0023】
依然として本発明によれば、グルーピング装置は、捕らえられた製品のための二つの集積テーブルを備え、当該集積テーブルは、供給コンベアの各側でコレクターによって移動させられた製品の載置を可能とするために、製品を供給する供給コンベアの各側において延在するパネルあるいはエンドレスなベルトコンベアからなる。
【0024】
本発明の別な形態では、グルーピング装置は、集積テーブル上に傾いた列の形態で配置された製品を取り上げる少なくとも一つのロボットを備え、当該ロボットは、製品のバッチを収集し、それを箱あるいは箱群内に配置するよう構成されたヘッドを備える。
【0025】
本発明はまた、上述した装置によって実施される方法に、特に、供給コンベア上に整列させられかつその上で離間させられた製品をグループ化する方法に関し、当該方法は以下のステップ、すなわち
製品が到着する方向と交差するように配置されたレーキ形状コレクターによって製品を捕らえるステップと、
供給コンベアに沿って配置されたテーブルへと製品を移送するステップと、
載置ステーションにおいて製品のバッチをリリースするステップと、
供給コンベア上の最初の製品へ、を意味する開始ポイントへとコレクターを復帰させるステップとを備え、
さらに、
製品が到着する方向に対して斜めに配置されたセルを有するコレクターによって、卵形の、非円形水平断面を有する直立製品を捕獲することと、
傾斜した列の形態でそれらを配置するために、捕獲作業と同時に、自動的に製品を配向することと、
リリース作業の間、上記セルの向きと平行な逆転動作でコレクターを移動させることとからなる。
【0026】
依然として本発明によれば、グルーピング方法は、載置ステーションにおいて、そのように形成される製品のバッチのための包装速度を低減するために、コレクターによってグループ化された製品を、交互に、当該供給コンベアの右側および左側を意味する、供給コンベアの各側に配置することからなる。
【0027】
本発明の別な形態では、グルーピング方法は、ロボットあるいはその他の手段といった適切な手段によって、それらが箱詰めのために全て取り出される前に、バッチへとグループ化される製品の複数の列を、載置ステーションにおいて、互いに隣接して配置することからなる。
【0028】
その実施を可能とするために、以下、本発明について十分に明確にかつ完全に説明する。この説明は図面を伴う。
【図面の簡単な説明】
【0029】
【図1】それらがコレクターによって取り出される場合に、非円形断面を有する製品を配向し、そして傾斜した列内でグループ化するための装置を意味する、本発明の装置を大まかに示しており、当該装置は平面視で示されている。
【図2】図1に示す製品を方向付けかつグループ化するための装置の概略正面図である。
【図3】たとえば卵形ボトルといった非円形断面を有する特定の製品の傾斜した列内で配向およびグループ化を実施するコレクターの細部を示す図である。
【図4】二つのコレクターの重ね合わせおよび組み立てを示す側面図である。
【図5】それが製品のそのバッチを供給コンベアの右に載置しているかあるいは左に載置しているかに依存して実線あるいは一点鎖線で示された、コレクターのループ経路を示しており、この方向は製品の前進に対するものである。
【発明を実施するための形態】
【0030】
図1および図2は、直立ポジションでグループ化されるボトルあるいはコンテナといった製品1を配向しかつグループ化するための装置を大まかに示している。この装置は、先に挙げた仏国特許発明第2 918 359号明細書に開示されたものに類似している。
【0031】
製品1は、形状が円形ではなく卵形、たとえば長軸および短軸によって規定される楕円である水平断面を、その捕獲領域に有する。
【0032】
本装置は、製品1を搬送する連続的に動作するエンドレスなベルトであるコンベア2を備える。この供給コンベア2は、上流側に配置された、図示していない別な装置によって提供されるが、これは、たとえばラベリング装置に対応する。この供給コンベア2の上で、製品は、単一の列でかつ互いに離間した状態で直立に配置される。この間隔は、好ましくは、一定であり、図示していない適当なデバイスによって実現される。
【0033】
製品1は全て、供給コンベア2の上に、同じ様式で配置される。それらは、その長軸が供給コンベア2の長手方向軸線XX'と一致するように向きが調整される。
【0034】
装置はまた、製品1を集積するための、供給コンベア2に沿って延在する少なくとも一つのテーブル3を備える。テーブル3は(下流方向に関して)供給コンベア2の右側に実線で示されており、別なテーブル3'が左側に一点鎖線で示されている。
【0035】
コンベア2、テーブル3およびテーブル3'は、場合によっては、コンベア2からテーブル3あるいは3'への製品1の水平移送を可能とするために、横並びで同じ平面内に配置されている。この移送は、集積デバイスによってなされるが、これは、本明細書の以下の部分では、コレクター4と呼ばれる。
【0036】
このコレクター4は直線状レーキの形態であり、これは、供給コンベア2の下流側端部上で、かつ、コンベアの、そして場合によってはテーブル3およびテーブル3'の平面と平行に循環する。それは、供給コンベア2の長手方向軸線XX'に対して交差するようにかつ長手方向に移動する。
【0037】
このコレクター4は図3に、より詳しく示されている。それは、たとえば、熱可塑性材料の矩形プレートから形成されており、かつ、歯6によって横方向に区切られたセル5を備える。セル5は、上記コンベア上に配置された製品1を受けるために、コレクター4の大きな側の一つにおいて、そして特に、通常は供給コンベア2の上流方向に面する側において開口している。
【0038】
セル5は、供給コンベア2の長手方向軸線XX'に対して斜めに配置されており、当該軸線XX'はまた、それに沿って製品1がコンベア2上に到着する長手方向軸線に対応する。
【0039】
製品の到着の長手方向軸線XX'に対するセル5の軸線7の斜め角度は、図3に示すように、捕らえられる製品1の形状およびタイプに依存して、たとえば10ないし45°である角度aに対応する。
【0040】
セル5の軸線7のこの斜め角度はまた、歯6の上流側端部を通過するライン8を基準として用いて、レーキ上で直接測定可能である。相補的角度a'は、たとえば、45ないし80°である。
【0041】
好ましくは、セル5の形状は、外面の、そして特に当該面上に配されるラベルの損傷を回避するために、捕らえられる製品1のそれに適合させられ、そして、この形状はまた、製品1が完全にセル内に収まったとき、跳ね返り現象を回避するように選択される。
【0042】
製品1のタイプに、そして特に、その重心のポジションを意味する、その安定性に依存して、複数の積層されたレーキからなるコレクター4を使用可能である。
【0043】
図4は、二つの積層されたレーキ、すなわちグループ化される製品に基づいて選択されたギャップによって離間させられた下側レーキ4iおよび上側レーキ4sを備えるコネクター4を示す側面図である。
【0044】
こうしたレーキは、熱可塑性材料の単一ブロックから、あるいは一つ以上のスペーサ9によって離間させられ、かつ、ボルト10あるいはその他のファスナーによって互いに組み合わされた二つの別個のプレートから製造されるが、これはまた、以下で説明するようにコンベア2およびテーブル3上でそれを移動させる手段に対してコレクター4を搭載することを可能とする。
【0045】
図2に示すように、このコレクター4(それが一つのレーキ8からなろうと、複数のレーキ8からなろうと)は、上述した仏国特許発明2 918 359号明細書に開示されたタイプの構造体11と関連付けられる。サーボモーター(図示せず)は、それに沿って製品が到着する長手方向軸線XX'に対応する方向における、そして当該軸線XX'と交差し、直交するコレクター4の移動を保証する。
【0046】
構造体11は、供給コンベア2に対して、そしてテーブル3に、そして場合によってはテーブル3'に対して移動する。構造体11は、コレクター4を支持するトロリー12と、このトロリー12を支持するビーム13を備える。ビーム13はコンベアに対して交差するように配置される。
【0047】
ビーム13は、装置によって処理される製品1の最大高さよりも明確に大きな距離を置いて、コレクター4の上に配置される。このビーム13は、テーブル3あるいは場合によってはテーブル3および3'の縁部に沿って長手方向に配置されたレール14によってガイドされ、このレール14は装置の全体フレーム15に対して一体的に取り付けられ、かつ、ビーム13は適切なサーボモーター駆動部の作用によって移動させられる。
【0048】
トロリー12はビーム13によって支持され、かつ、やはり適当なサーボモーターデバイスによって、このビーム13上で移動させられる。トロリー12は、それゆえ、場合によってはテーブル3'と共に、供給コンベア2および集積テーブル3の表面の全部分を横切って移動する。
【0049】
適当な制御手段は、テーブル3あるいは場合によっては3'上に製品1を載せるために、製品1を捕獲するためのセル5の軸線と平行に斜め方向にコレクター4を移動させることを可能とする。この制御手段はサーボモーターに作用するが、これがトロリー12およびビーム13を動作させる。
【0050】
コレクター4は、テーブル3あるいは一点鎖線で示すテーブル3'の上を意味する供給コンベア2のいずれかの側に製品1を載置できる。
【0051】
テーブル3は、テーブル3'と同様、固定面から構成されても、あるいは以下で説明するロールを有するコンベアベルトから構成されてもよい。
【0052】
このテーブル3は、その上で、たとえば、製品1のバッチのための箱詰め作業を実施できるコンベア16によって、その自由側面上で突出させることが可能である。これはまた、側方に配置されたコンベア16'を備えてもよい(一点鎖線で示すような)テーブル3'についても当てはまる。
【0053】
この箱詰め作業について、以下に説明する。
【0054】
図5は、コンベア2およびテーブル3上の、そして(一点鎖線で)テーブル3'上のコレクター4の経路を示している。
【0055】
この経路(これは閉ループである)は、供給コンベア2上での製品1のための第1の捕獲ポイントにて始まるサイクルにおいて生じる一連の動作を含み、かつ、異なる漸進的にオフセットした捕獲ポイントを経て当該コンベア2上で上流に続いている。
【0056】
図示する実施形態では、六つの製品1を、それらがテーブル3および/または3'へと横方向に移送される前に、コレクター4によって捕らえることができる。
【0057】
コレクター4は、製品1を捕らえる段階の間、横方向動作および長手方向動作で移動することは図5から明らかであるが、当該動作は、たとえば、組み合わされる。XX'に沿った、この長手方向動作によって、コレクター4は、コンベア2および製品1が前進している方向と反対の方向に、コンベア2の上で前進することによって、製品1のラインの上に戻るように動作する。
【0058】
コレクター4は、図1に示す、全距離Dにわたって、軸線XX'に沿って長手方向に前進するが、これは、たとえば、少なくとも、コンベア2上の製品1間のステップサイズの寸法に対応してもよい。
【0059】
製品1を捕らえるための長手方向経路のこの部分は、図5に示すように、最初の製品のための捕獲ポイントと最後の製品のための捕獲ポイントとの間で延在する。この経路は、IないしVIまでのローマ数字で示すポイントと共に直線として示されており、これらのポイントは、たとえば、トロリー12の下で延在すると共にコレクター4を支持するアーム17の位置に対応する。
【0060】
最後の製品が捕獲された後、コレクター4は、その上に到着し続ける製品1が配置されるコンベア2から離れるように、ポイントVIおよびVII(依然としてローマ数字を使用する)間で横方向に移動する。この横断動作によって、コレクター4が、製品1のそのバッチを集積テーブル3上へと移送すること、そして載置ステーション18と呼ぶことができる18で示すステーションにおいて、それを配置することが可能となる。
【0061】
この載置ステーション18は、コンベア2上の製品1のための最後の捕獲ポイントと同じレベルに、あるいは実質的にそこから上流に配置される。
【0062】
この載置ステーション18において、製品1にバッチは、それらが到着したとき、そしてコレクター4が後退させられたとき、製品1のポジションを安定化するガイドあるいは保持構造体(図示せず)に当接した状態で配置可能である。
【0063】
コレクター4は、続いて、斜め軌跡に沿って、ポイントVIIからポイントIXへと続いて後退するが、ここで、角度はセル5の斜め軸線7の角度に対応する。この軌跡は、ポイントVIIからポイントIXへの単一の直線から、あるいは、ポイントVIIおよびVIII間の第1の斜め軌跡セクションと、これに続くポイントVIIIおよびX間の第2の軌跡セクションとを含む破線からなっていてもよく、第2の軌跡は長手方向軸線XX'と平行である。
【0064】
ポイントVIIとVIIIとの間の、後退軌跡の最初のセクションは、図5にdで示す長さを有し、これは図3に示すセル5の深さPに実質的に対応する。
【0065】
ポイントIXあるいはXから、場合によっては、コレクター4は、長さLの部分に沿って、ポイントIへと横断的に復帰するが、ここで、それは、コンベア2に到着する最初の製品1の前方に再位置決めされる。
【0066】
開始ポイントへのコレクター4の復帰は、コンベア2が前進している速度よりも高い速度でなされ、この結果、それは、以下のさまざまな処理が実施されている間、前進し続ける最初の製品1の前方で移動できる。
・製品1のバッチの移送の処理
・載置ステーション18で当該バッチをリリースする処理
・供給コンベア2の上に到着する最初の製品1の前方にそれが再び配置されるような開始ポイントへとコレクター4を復帰させる処理
【0067】
図5はまた、製品1のバッチが集積テーブル3'の上に配置される場合の、コレクター4の経路に対応するループを、一点鎖線で示している。ポイントI'ないしVI'(依然としてローマ数字を使用する)間のコレクター4の経路は、ポイントVI'およびVII'間の横断動作がそうであるように、図5に示す経路と同一である。だが、製品1のバッチをリリースするためのコレクター4の動作はまた斜めに生じる。ポイントVII'とIX'間のこの斜め動作は、実質的に、コレクター4の横断復帰の長さL'を低減する。
【0068】
コレクター4のこの斜め後退動作はまた、したがって、以下の二つの軌跡に沿って生じ得る。
・軸線XX'に対してある角度(これはセル5の斜め軸線7のそれに対応する)をなす、ポイントVII'およびIX'間の(上述したような)単一の直線からなる第1の軌跡
・ポイントVII'とVIII'間の斜め軌跡セクションと、これに続くポイントVIII'とX'との間の第2のセクション(この第2のセクションは長手方向軸線XX'と平行である)とを備える破線の形態の第2の軌跡(第1のセクションは長さd'を有し、これは実質的にセル5の深さPに対応する)
【0069】
この構成によって、テーブル3および3'上の個々の載置ステーションでの、そのように形成された製品バッチのための包装速度を低減するために、供給コンベア2の左側および右側を意味するコンベア2の各側に、交互に、コレクター4によって捕獲された製品1のセットを配置することが可能となる。
【0070】
斜め経路d,d'の長さは、セル5の深さPに対応する値まで低減されてもよく、これは、最初の製品のための捕獲ポイントに向かう、その復帰動作を素早く開始するために十分なコレクター4にとっての値を意味する。
【0071】
コレクター4の特徴は、製品1がコンベア2の上にありかつ直立しているとき、それが製品1を回動させるという事実にある。製品1(これは、その水平長軸が、その前進の長手方向軸線に沿って配置された状態で到着する)に面するセル5の斜め方向は、傾斜した列の形態で、製品1を自動的にグループ化する。製品1のこの向きはまた、製品1が捕獲されるモードによって自動的に生じるが、これは供給コンベア2によって製品が前進させられるとき生じ、製品1は、それらがセル5内に入る速度によって各セル5内で自動的に配向されかつ位置決めされることを意味する。
【0072】
図1に示すように、傾いた列の形態での製品1のこのグループ化によって、たとえば箱内に配置できる製品の数に対応する製品の完全なバッチを形成することが可能となる。
【0073】
コンベア16によって運ばれるボックス19が図1に示されている。したがって、ラップアラウンドボックス19のために、製品のバッチは、ラップアラウンドブランク19上へとそれらを横方向に移動させる押し込みデバイスを用いて、載置ステーション18において簡単に包装可能である。
【0074】
あるいは、製品1のバッチは、その台座20によって図中に示すロボットを用いて集積されてもよく、これは、「アメリカンボックス」タイプの、スロットコンテナ22内へとそれらを導入すために、載置ステーション18においてバッチをつかむ、たとえば、それがそれを行うときに、製品を互いに密着するように押し付ける把持ヘッド21を有する。
【0075】
集積テーブル3、あるいは3'上での完全なバッチの形成は、集積エリアとして、エンドレスなベルトコンベアの上面を使用することによって促進し得る。このコンベアは、コレクター(4)によって形成された製品の複数のバッチを互いにグループ化する様式でそれらを集積するために、それらがコレクター4によってリリースされた後、製品1のバッチ1を自動的に移動させることができる。これによって、極めて簡単な様式でグループ化しかつ第1の載置されたバッチと関連付けることができる第2のバッチのための余地を残すことが可能となる。
【0076】
仏国特許発明第2 918 359号明細書に開示された装置に関してもそうであるように、製品1が捕獲された瞬間にコレクター4の動作を停止させることが好ましい。したがって、図1および図2に示すように、トロリー12は、供給コンベア2上の製品1の存在を検出するために、コレクター4に対して一体的に取り付けられかつその上流に配置されたセンサー23を備える。適切な計算手段が、それがコレクター4の近傍に到着したとき、各製品1のための捕獲サイクルを開始させるために、この情報(コレクター4に対する供給コンベア上の第1の製品1のポジションを意味する)ならびに供給コンベア2の速度に関する情報を考慮する。
【符号の説明】
【0077】
1 製品
2 コンベア
3 テーブル
4 コレクター
5 セル
6 歯
8 レーキ
10 ボルト
11 構造体
12 トロリー
13 ビーム
14 レール
15 全体フレーム
16 コンベア
18 載置ステーション
19 ボックス
20 台座
21 把持ヘッド
22 スロットコンテナ
【特許請求の範囲】
【請求項1】
製品をグループ化するための装置であって、
整列させられかつ離間させられた製品(1)を供給する供給コンベア(2)と、
長手方向供給軸線XX'と直交するように延在するレーキ形状コレクター(4)と、
製品(1)のバッチが包装のために集積される載置ステーションを備えた、前記コンベア(2)と同じ高さでかつそれに隣接して配置されたテーブル(3)と、
前記コンベアの上で、かつ、前記製品(1)のバッチを集積するための前記テーブルの上で、前記コレクター(4)を支持すると共に、前記供給コンベア(2)に対する前記コレクター(4)の長手方向および横方向移動を可能とするよう構成された構造体(11)と、を備え、
それは、直立状態で到着しかつ卵形の非円形水平断面を有する製品を捕らえかつ配向するよう構成されたコレクター(4)を備え、前記コレクターは、それらが捕らえられたときに、傾斜列形態で前記製品を自動的に配向するために、長手方向供給軸線XX'に対して斜めに配置されたセル(5)を備えることを特徴とする製品をグループ化するための装置。
【請求項2】
前記コレクター(4)のセルは、前記軸線XX'と10ないし45°の角度aをなす斜線(7)に沿って傾斜させられていることを特徴とする請求項1に記載の製品をグループ化するための装置。
【請求項3】
熱可塑性素材の矩形プレートから形成されたレーキ形状コレクター(4)を備え、前記コレクター(4)は、その長さに沿って規則正しく割り当てられたセル(5)を含むことを特徴とする請求項1または請求項2に記載の製品をグループ化するための装置。
【請求項4】
前記コレクター(4)は、前記製品(1)の表面を傷付けるのを回避するために、かつ、高い処理速度の場合には、前記対応するセル(5)内に完全に収まった後に、捕獲の間、前記製品(1)が跳ね返るリスクを回避するために、捕らえられる前記製品(1)のそれに対応する形状のセル(5)を備えることを特徴とする請求項1ないし請求項3のいずれか1項に記載の製品をグループ化するための装置。
【請求項5】
前記コレクター(4)は、特に、それらが前記供給コンベア(2)と前記集積テーブル(3,3')上の前記載置ステーション(18,18')との間で移動させられるとき、その安定性を改善するために前記製品のための二重サポートを提供するために、ユニットとして形成されるか、あるいはスペーサ(9)によって分離された、互いに組み合わされた二つのプレートから形成された、セルを備えた二つの積層されたレーキ(8)からなることを特徴とする請求項4に記載の製品をグループ化するための装置。
【請求項6】
前記供給コンベア(2)の上で捕らえられる製品(1)の存在を検出するための手段を具備し、前記手段は、前記コレクター(4)の側方にかつ前記コレクター(4)の上流に配置されていることを特徴とする請求項1に記載の製品をグループ化するための装置。
【請求項7】
エンドレスなベルトコンベアからなる前記製品(1)のための集積テーブルを具備し、前記コンベアは、前記コレクター(4)によって形成された製品の複数のバッチをグループ化することを可能とする集積を保証するように制御されることを特徴とする請求項1に記載の製品をグループ化するための装置。
【請求項8】
捕らえられた製品(1)のための二つの集積テーブル(3,3')を備え、前記集積テーブル(3,3')は、前記供給コンベア(2)の各側における前記コレクター(4)によって移動させられた前記製品の配置を可能とするために、前記製品(1)を供給する前記供給コンベア(2)の各側において延在するパネルあるいはエンドレスなベルトコンベアからなることを特徴とする請求項1に記載の製品をグループ化するための装置。
【請求項9】
前記集積テーブル(3,3')上に傾斜した列の形態で配置された前記製品(1)を取り出す少なくとも一つのロボット(20)を具備し、前記ロボット(20)は、前記製品(1)のバッチを集積すると共に、それらを箱あるいは箱群内に配置するよう構成されたヘッド(21)を具備することを特徴とする請求項1に記載の製品をグループ化するための装置。
【請求項10】
供給コンベア(2)上に整列させられかつ離間させられた製品をグループ化する方法であって、
前記製品が到着する方向と交差するよう配置されたレーキ形状コレクター(4)を用いて前記製品(1)を捕らえるステップと、
前記供給コンベア(2)に沿って配置されたテーブルへと前記製品(1)を移送するステップと、
前記載置ステーションにおいて前記製品(1)のバッチをリリースするステップと、
前記供給コンベア(2)上の最初の製品(1)へを意味する前記開始ポイントへと前記コレクター(4)を戻すステップと、を備え、
前記製品が到着する方向に対して斜めに配置されたセル(5)を有するコレクター(4)によって、卵形の、非円形水平断面を有する直立製品を捕獲すること、
傾斜した列の形態でそれらを配置するために、捕獲作業と同時に、自動的に製品を配向することと、
リリース作業の間、前記セル(5)の向きと平行な逆転動作で前記コレクター(4)を移動させることと、からなることを特徴とする製品をグループ化する方法。
【請求項11】
前記載置ステーションにおいて、そのように形成される前記製品のバッチのための包装速度を低減するために、前記コレクター(4)によってグループ化された前記製品(1)を、交互に、前記供給コンベア(2)の右側および左側を意味する、前記供給コンベア(2)の各側に配置することからなることを特徴とする請求項10に記載の製品をグループ化する方法。
【請求項12】
ロボット(20)あるいはその他の手段といった適切な手段によって、それらが箱詰めのために全て取り出される前に、バッチへとグループ化される製品(1)の複数の列を、前記載置ステーションにおいて、互いに隣接して配置することからなることを特徴とする請求項10または請求項11に記載の製品をグループ化する方法。
【請求項1】
製品をグループ化するための装置であって、
整列させられかつ離間させられた製品(1)を供給する供給コンベア(2)と、
長手方向供給軸線XX'と直交するように延在するレーキ形状コレクター(4)と、
製品(1)のバッチが包装のために集積される載置ステーションを備えた、前記コンベア(2)と同じ高さでかつそれに隣接して配置されたテーブル(3)と、
前記コンベアの上で、かつ、前記製品(1)のバッチを集積するための前記テーブルの上で、前記コレクター(4)を支持すると共に、前記供給コンベア(2)に対する前記コレクター(4)の長手方向および横方向移動を可能とするよう構成された構造体(11)と、を備え、
それは、直立状態で到着しかつ卵形の非円形水平断面を有する製品を捕らえかつ配向するよう構成されたコレクター(4)を備え、前記コレクターは、それらが捕らえられたときに、傾斜列形態で前記製品を自動的に配向するために、長手方向供給軸線XX'に対して斜めに配置されたセル(5)を備えることを特徴とする製品をグループ化するための装置。
【請求項2】
前記コレクター(4)のセルは、前記軸線XX'と10ないし45°の角度aをなす斜線(7)に沿って傾斜させられていることを特徴とする請求項1に記載の製品をグループ化するための装置。
【請求項3】
熱可塑性素材の矩形プレートから形成されたレーキ形状コレクター(4)を備え、前記コレクター(4)は、その長さに沿って規則正しく割り当てられたセル(5)を含むことを特徴とする請求項1または請求項2に記載の製品をグループ化するための装置。
【請求項4】
前記コレクター(4)は、前記製品(1)の表面を傷付けるのを回避するために、かつ、高い処理速度の場合には、前記対応するセル(5)内に完全に収まった後に、捕獲の間、前記製品(1)が跳ね返るリスクを回避するために、捕らえられる前記製品(1)のそれに対応する形状のセル(5)を備えることを特徴とする請求項1ないし請求項3のいずれか1項に記載の製品をグループ化するための装置。
【請求項5】
前記コレクター(4)は、特に、それらが前記供給コンベア(2)と前記集積テーブル(3,3')上の前記載置ステーション(18,18')との間で移動させられるとき、その安定性を改善するために前記製品のための二重サポートを提供するために、ユニットとして形成されるか、あるいはスペーサ(9)によって分離された、互いに組み合わされた二つのプレートから形成された、セルを備えた二つの積層されたレーキ(8)からなることを特徴とする請求項4に記載の製品をグループ化するための装置。
【請求項6】
前記供給コンベア(2)の上で捕らえられる製品(1)の存在を検出するための手段を具備し、前記手段は、前記コレクター(4)の側方にかつ前記コレクター(4)の上流に配置されていることを特徴とする請求項1に記載の製品をグループ化するための装置。
【請求項7】
エンドレスなベルトコンベアからなる前記製品(1)のための集積テーブルを具備し、前記コンベアは、前記コレクター(4)によって形成された製品の複数のバッチをグループ化することを可能とする集積を保証するように制御されることを特徴とする請求項1に記載の製品をグループ化するための装置。
【請求項8】
捕らえられた製品(1)のための二つの集積テーブル(3,3')を備え、前記集積テーブル(3,3')は、前記供給コンベア(2)の各側における前記コレクター(4)によって移動させられた前記製品の配置を可能とするために、前記製品(1)を供給する前記供給コンベア(2)の各側において延在するパネルあるいはエンドレスなベルトコンベアからなることを特徴とする請求項1に記載の製品をグループ化するための装置。
【請求項9】
前記集積テーブル(3,3')上に傾斜した列の形態で配置された前記製品(1)を取り出す少なくとも一つのロボット(20)を具備し、前記ロボット(20)は、前記製品(1)のバッチを集積すると共に、それらを箱あるいは箱群内に配置するよう構成されたヘッド(21)を具備することを特徴とする請求項1に記載の製品をグループ化するための装置。
【請求項10】
供給コンベア(2)上に整列させられかつ離間させられた製品をグループ化する方法であって、
前記製品が到着する方向と交差するよう配置されたレーキ形状コレクター(4)を用いて前記製品(1)を捕らえるステップと、
前記供給コンベア(2)に沿って配置されたテーブルへと前記製品(1)を移送するステップと、
前記載置ステーションにおいて前記製品(1)のバッチをリリースするステップと、
前記供給コンベア(2)上の最初の製品(1)へを意味する前記開始ポイントへと前記コレクター(4)を戻すステップと、を備え、
前記製品が到着する方向に対して斜めに配置されたセル(5)を有するコレクター(4)によって、卵形の、非円形水平断面を有する直立製品を捕獲すること、
傾斜した列の形態でそれらを配置するために、捕獲作業と同時に、自動的に製品を配向することと、
リリース作業の間、前記セル(5)の向きと平行な逆転動作で前記コレクター(4)を移動させることと、からなることを特徴とする製品をグループ化する方法。
【請求項11】
前記載置ステーションにおいて、そのように形成される前記製品のバッチのための包装速度を低減するために、前記コレクター(4)によってグループ化された前記製品(1)を、交互に、前記供給コンベア(2)の右側および左側を意味する、前記供給コンベア(2)の各側に配置することからなることを特徴とする請求項10に記載の製品をグループ化する方法。
【請求項12】
ロボット(20)あるいはその他の手段といった適切な手段によって、それらが箱詰めのために全て取り出される前に、バッチへとグループ化される製品(1)の複数の列を、前記載置ステーションにおいて、互いに隣接して配置することからなることを特徴とする請求項10または請求項11に記載の製品をグループ化する方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公表番号】特表2013−516370(P2013−516370A)
【公表日】平成25年5月13日(2013.5.13)
【国際特許分類】
【出願番号】特願2012−546493(P2012−546493)
【出願日】平成22年12月27日(2010.12.27)
【国際出願番号】PCT/FR2010/052920
【国際公開番号】WO2011/080480
【国際公開日】平成23年7月7日(2011.7.7)
【出願人】(506100093)シデル・パーティシペーションズ (72)
【Fターム(参考)】
【公表日】平成25年5月13日(2013.5.13)
【国際特許分類】
【出願日】平成22年12月27日(2010.12.27)
【国際出願番号】PCT/FR2010/052920
【国際公開番号】WO2011/080480
【国際公開日】平成23年7月7日(2011.7.7)
【出願人】(506100093)シデル・パーティシペーションズ (72)
【Fターム(参考)】
[ Back to top ]