
箱詰め装置
【課題】装置の大幅な改造を行わずに、物品変則詰め作業を自動化できる箱詰め装置を提供する。
【解決手段】箱詰め装置100の整列コンベア20の無端ベルト2Vは、駆動装置31、32を用いて独立して駆動される第1無端ベルト2VAおよび第2無端ベルト2VBを備える。そして、箱詰め装置100は、整列コンベア20の物品収容部2C、2C’が、第1無端ベルト2VA上に立設する第1仕切部材2Aの連なり、および、第2無端ベルト2VB上に立設する第2仕切部材2A’の連なりによって形成され、第1仕切部材2Aの連なりと、第2仕切部材2A’の連なりと、が、無端ベルト2Vの移動方向において交互に配置され、第1仕切部材2Aの連なりを用いて整列される物品Pの個数が、第2仕切部材2A’の連なりを用いて整列される物品Pの個数と異なるように構成されている。
【解決手段】箱詰め装置100の整列コンベア20の無端ベルト2Vは、駆動装置31、32を用いて独立して駆動される第1無端ベルト2VAおよび第2無端ベルト2VBを備える。そして、箱詰め装置100は、整列コンベア20の物品収容部2C、2C’が、第1無端ベルト2VA上に立設する第1仕切部材2Aの連なり、および、第2無端ベルト2VB上に立設する第2仕切部材2A’の連なりによって形成され、第1仕切部材2Aの連なりと、第2仕切部材2A’の連なりと、が、無端ベルト2Vの移動方向において交互に配置され、第1仕切部材2Aの連なりを用いて整列される物品Pの個数が、第2仕切部材2A’の連なりを用いて整列される物品Pの個数と異なるように構成されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は箱詰め装置に関する。特に、本発明は、箱詰め装置を用いた物品変則詰め技術に関する。
【背景技術】
【0002】
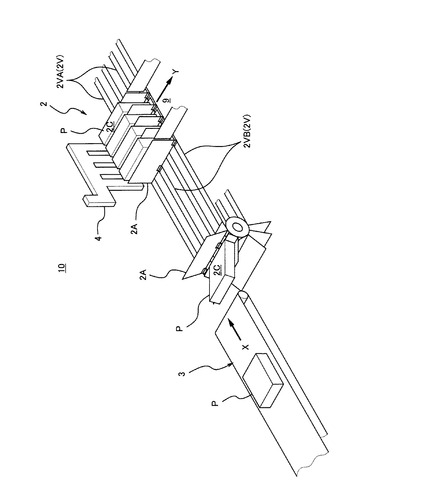
図3に示すように、複数の仕切板2A間に物品Pを収容することによって物品Pを整列可能な整列コンベア2が、箱詰め装置10の物品Pの搬送手段として用いられる。
【0003】
この整列コンベア2では、無端ベルト2V上に仕切板2Aが立設しており、これにより、仕切板2Aの間に複数の物品収容部2Cが形成される。そして、仕切板2Aが、下方から上方に折り返すときに、物品供給コンベア3から図中のX方向に搬送される物品Pが1個ずつ、物品収容部2C内に投入される。
【0004】
つまり、整列コンベヤ2は、図3に示す如く、仕切板2Aによって仕切板2A間の無端ベルト2V上に物品を収容できる物品収容部2Cが複数連なって形成されている。
【0005】
ところで、このような無端ベルト2Vは、互いに独立して駆動する2種類のチェーンベルトを構成していることも多い(例えば、特許文献1、特許文献2および特許文献3参照)。
【0006】
これにより、一方のチェーンベルト(図3では、2本のチェーンベルト2VAを例示)が暫時移動および停止を繰り返しながら物品収容部2Cに物品Pを受け入れる動作と、他方のチェーンベルト(図3では、2本のチェーンベルト2VBを例示)が物品取り出し位置9(物品整列位置)において停止して物品収容部2Cから物品Pを押し出す動作とを同時に行うことができる。
【0007】
なお、図3に示すように、物品収容部2C内の物品Pは、押し出しプレート4により整列コンベア2の側方(図3のY方向)に押し出される。すると、複数の物品Pは、一対の保持プレート(図示せず)によって両側から挟むように保持される。そして、一対のシャッター部材(図示せず)が、左右に2分されるように開くと、この状態の物品Pを、物品Pの吸引手段(図示せず)および物品Pの昇降手段(図示せず)を用いて降下させることができる。これにより、シャッター部材の下方に配置されたケース箱(例えば、段ボール箱;図示せず)に物品Pが収納される。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開平7−285654号公報
【特許文献2】特開2000−159319号公報
【特許文献3】特開2004−168491号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
箱詰め装置のユーザー(菓子類の箱詰めであれば、菓子製造メーカ)の製造工場では、小売店向けサービスの一環として、ケース一箱分の物品の本来の個数よりも余分に(例えば、物品を1個多めに)、ケース箱に物品を入れる場合がある。この場合、従来の箱詰め装置は、物品を余分に入れる物品変則詰め作業については自動化に対応できていないので、かかる物品変則詰め作業は、作業者の手作業により行われる。このため、物品の箱詰め作業の効率が低下する。
【0010】
ところで、以上の物品変則詰め作業は、例えば、ケース箱に物品を2段に詰める場合、上段の物品の個数と下段の物品の個数と、を異ならせる作業に他ならず、ケース箱に物品を2列に詰める場合、前列の物品の個数と、後列の物品の個数と、を異ならせる作業に他ならない。
【0011】
そこで、本件発明者等は、互いに独立して駆動する2種類のチェーンベルトの動作に基づいて、物品が、物品押し出し位置に整列することに着目することにより、装置の大幅な改造を行わずに、上記物品変則詰め作業を自動化できると考えている。
【0012】
本発明は、このような事情に鑑みてなされたものであり、装置の大幅な改造を行わずに、物品変則詰め作業を自動化できる箱詰め装置を提供することを目的とする。
【課題を解決するための手段】
【0013】
上記課題を解決するため、本発明は、物品の整列に用いる整列コンベアと、前記整列コンベアの物品収容部に前記物品を1個ずつ、供給する物品供給コンベアと、前記整列コンベアの無端ベルトに駆動力を与える駆動装置と、を備える箱詰め装置であって、前記整列コンベアの無端ベルトは、前記駆動装置を用いて独立して駆動される第1無端ベルトおよび第2無端ベルトを備え、前記整列コンベアの物品収容部は、前記第1無端ベルト上に立設する複数の第1仕切部材からなる、前記無端ベルトの移動方向での連なり、および、前記第2無端ベルト上に立設する複数の第2仕切部材からなる、前記無端ベルトの移動方向での連なり、によって形成され、前記第1仕切部材の連なりと、前記第2仕切部材の連なりと、が、前記無端ベルトの移動方向において交互に配置され、前記第1仕切部材の連なりを用いて整列される前記物品の個数が、前記第2仕切部材の連なりを用いて整列される前記物品の個数と異なるように構成されている、箱詰め装置を提供する。
【0014】
かかる構成により、装置の大幅な改造を行わずに、物品変則詰め作業を自動化できる。
【0015】
また、本発明の箱詰め装置は、前記第1仕切部材の連なりでの仕切部材の個数と、前記第2仕切部材の連なりでの仕切部材の個数と、を異ならせるとよい。
【0016】
以上により、本発明の箱詰め装置では、仕切部材の設置数を変更することによって、物品変則詰め作業において、物品収容部での物品の空送りの発生を防止できる。これにより、箱詰め装置の物品搬送動作を効率的に行うことができる(つまり、箱詰め装置での物品処理能力の低下を回避できる)。
【発明の効果】
【0017】
本発明によれば、装置の大幅な改造を行わずに、物品変則詰め作業を自動化できる箱詰め装置が得られる。
【図面の簡単な説明】
【0018】
【図1】図1は、本発明の実施形態による箱詰め装置の一構成例を示した図である。
【図2】図2は、図1の箱詰め装置の整列コンベアを側面視した図である。
【図3】図3は、従来の箱詰め装置の一構成例を示した図である。
【発明を実施するための形態】
【0019】
以下、本発明の好ましい実施形態について、図面を参照しながら説明する。なお、以下では、全ての図面を通じて同一又は相当する要素には同一の参照符号を付して、重複する要素の説明を省略ないし簡略化する場合がある。また、本発明は、以下の実施形態に限定されない。つまり、以下の実施形態の説明は、上記箱詰め装置の運転方法の特徴を例示しているに過ぎない。
【0020】
(実施形態)
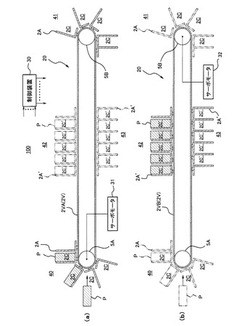
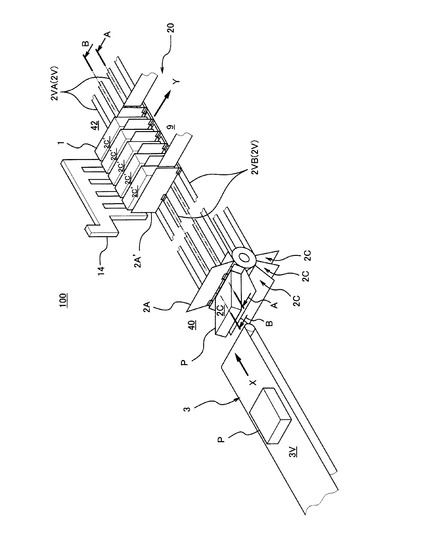
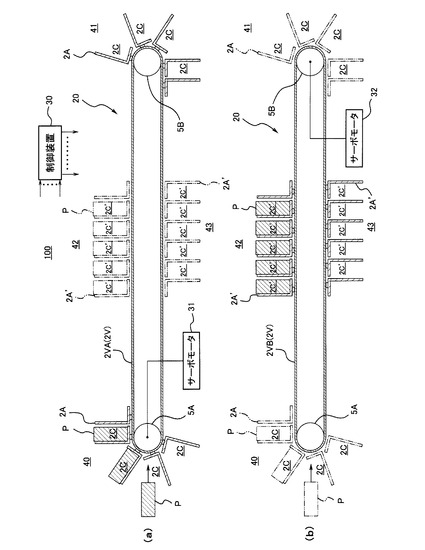
図1は、本発明の実施形態による箱詰め装置の一構成例を示した図である。図2は、図1の箱詰め装置の整列コンベアを側面視した図である。図2(a)は、図1の箱詰め装置をA−A視した図であり、図2(b)は、図1の箱詰め装置をB−B視した図である。つまり、図2(a)には、整列コンベア20の第1チェーンベルト2VAの断面が図示され、図2(b)には、整列コンベア20の第2チェーンベルト2VBの断面が図示されている。
【0021】
図1および図2に示すように、本実施形態の箱詰め装置100は、物品Pの整列に用いる整列コンベア20と、整列コンベア20の物品収容部2C、2C’に物品Pを1個ずつ、供給する物品供給コンベア3と、整列コンベア20の無端ベルト2Vに駆動力を与えるサーボモータ31、32と、制御装置30と、を備える。なお、図1に示すように、整列コンベア20と、物品供給コンベア3と、は、物品Pの搬送方向(X方向)に沿って並んで配置されている。
【0022】
無端ベルト2Vは、ここでは、4本の環状のチェーンベルトが一対のスプロケット5A、5B(図2参照)によって支持されている。4本の環状のチェーンベルトはそれぞれ、2本ずつに分かれて、図1の奧側から1番目および3番目の第1チェーンベルト2VAと、2番目と4番目の第2チェーンベルト2VBと、がある。そして、図2に示すように、第1チェーンベルト2VAに駆動力を伝えるスプロケット5Aと、第2チェーンベルト2VBに駆動力を伝えるスプロケット5Bと、は、それぞれ別々の駆動装置(ここでは、サーボモータ31、32)によって駆動される。
【0023】
詳しくは、図2(a)に示すように、第1チェーンベルト2VA上に立設する複数の仕切板2A(フィンからなる仕切部材)が、第1チェーンベルト2VAに固定されている。また、物品収容部2Cの第1グループ40および第2グループ41はそれぞれ、5個の仕切板2Aからなる、第1チェーンベルト2VAの移動方向での連なりによって形成されている。そして、第1チェーンベルト2VAは、サーボモータ31の駆動力に基づいて、スプロケット5Aによって第2チェーンベルト2VBとは独立して回転駆動されている。なお、図2に示すように、物品収容部2Cの第1グループ40と、物品収容部2Cの第2グループ41と、が互いに対置できるよう、両者の離間距離は設定されている。
【0024】
一方、図2(b)に示すように、第2チェーンベルト2VB上に立設する仕切板2A’(フィンからなる仕切部材)が、第2チェーンベルト2VBに固定されている。また、物品収容部2C’の第1グループ42および第2グループ43はそれぞれ、6個の仕切板2A’からなる、第2チェーンベルト2VBの移動方向での連なりによって形成されている。そして、第2チェーンベルト2VBは、サーボモータ32の駆動力に基づいて、スプロケット5Bによって、第1チェーンベルト2VAとは独立して回転駆動されている。なお、図2に示すように、物品収容部2C’の第1グループ42と、物品収容部2C’の第2グループ43と、が互いに対置できるよう、両者の離間距離は設定されている。
【0025】
更に、図1および図2に示すように、仕切板2Aの連なりと、仕切板2A’の連なりと、が、第1チェーンベルト2VAの移動方向(第2チェーンベルト2VBの移動方法)において交互に配置されている。
【0026】
箱詰め装置100の制御装置30は、例えば、CPUと、このCPUの制御プログラム及び制御パラメータ等が記憶されているROM及びRAMのメモリ等を備えたマイクロコントローラ等からなる。制御装置30のCPUが、メモリに記憶されている制御プログラムを実行することにより、この箱詰め装置100全体の動作の制御等を行う。例えば、制御装置30は、上記サーボモータ31、32の駆動を制御する。
【0027】
なお、制御装置30は、必ずしも、単独の制御装置で構成される必要はなく、複数の制御装置が分散配置されていて、それらが協働して箱詰め装置100の動作を制御するよう構成されていてもよい。
【0028】
以上のとおり、本実施形態の箱詰め装置100は、第1チェーンベルト2VAおよび第2チェーンベルト2VBを互いに独立して駆動することができ、一方のチェーンベルト(図1では、第1チェーンベルト2VAを例示)が暫時移動および停止を繰り返しながら物品収容部2Cに物品Pを受け入れる動作と、他方のチェーンベルト(図1では、第2チェーンベルト2VBを例示)が物品取り出し位置9(物品整列位置)において停止し、押し出しプレート14を用いて物品収容部2C’から物品Pを押し出す動作とを同時に行うことができる。
【0029】
また、仕切板2Aの連なりでの仕切板2Aの設置数が5個に設定され、仕切板2A’の連なりでの仕切板2A’の設置数が6個に設定されている。このため、物品収容部2Cの第1および第2グループ40、41が物品取り出し位置9に到達したとき、仕切板2Aの連なりを用いて、4個の物品Pを整列できる。また、物品収容部2C’の第1および第2グループ42、43が物品取り出し位置9に到達したとき、仕切板2A’の連なりを用いて、5個の物品Pを整列できる。更に、仕切板2Aの連なりと、仕切板2A’の連なりと、が、第1チェーンベルト2VAの移動方向(第2チェーンベルト2VBの移動方法)において交互に配置されている。
【0030】
以上により、本実施形態の箱詰め装置100は、装置の大幅な改造を行わずに、物品変則詰め作業を自動化できるという効果を奏する。例えば、本実施形態の箱詰め装置100では、ケース箱に物品Pを2段に詰める場合、上段の物品Pの個数と下段の物品Pの個数と、を1個分、異ならせる作業を自動的に行うことができる。また、ケース箱に物品Pを2列に詰める場合にも、前列の物品の個数と、後列の物品の個数と、を1個分、異ならせる作業を自動的に行うことができる。
【0031】
特に、本実施形態の箱詰め装置100は、仕切板2A、2A’の設置数を変更することによって、物品変則詰め作業において、物品収容部2C、2C’での物品Pの空送りの発生を防止できる。これにより、箱詰め装置100の物品Pの搬送動作を効率的に行うことができる(つまり、箱詰め装置100での物品処理能力の低下を回避できる)。
【0032】
(変形例)
本実施形態では、例えば、ケース箱に物品Pを2段に詰める場合、上段の物品Pの個数と下段の物品Pの個数と、を1個分、異ならせているが、物品収容部2C’への物品Pの投入数と、物品収容部2Cへの物品Pの投入数との差は、必ずしも1個に限らず、2個以上であってもよい。
【産業上の利用可能性】
【0033】
本発明の箱詰め装置によれば、装置の大幅な改造を行わずに、物品変則詰め作業を自動化できる。よって、本発明は、例えば、ポテトチップ、豆、飴等の食品が袋詰めまたは箱詰めされた物品を、ケース箱等の外装箱の内部に整然と自動収納できる箱詰め装置に利用できる。
【符号の説明】
【0034】
20 整列コンベア
2A、2A’ 仕切板
2C、2C’ 物品収容部
2V 無端ベルト
2VA 第1チェーンベルト
2VB 第2チェーンベルト
3 物品供給コンベア
14 押し出しプレート
5A、5B スプロケット
9 物品押し出し位置
30 制御装置
31、32 サーボモータ(駆動装置)
100 箱詰め装置
P 物品
【技術分野】
【0001】
本発明は箱詰め装置に関する。特に、本発明は、箱詰め装置を用いた物品変則詰め技術に関する。
【背景技術】
【0002】
図3に示すように、複数の仕切板2A間に物品Pを収容することによって物品Pを整列可能な整列コンベア2が、箱詰め装置10の物品Pの搬送手段として用いられる。
【0003】
この整列コンベア2では、無端ベルト2V上に仕切板2Aが立設しており、これにより、仕切板2Aの間に複数の物品収容部2Cが形成される。そして、仕切板2Aが、下方から上方に折り返すときに、物品供給コンベア3から図中のX方向に搬送される物品Pが1個ずつ、物品収容部2C内に投入される。
【0004】
つまり、整列コンベヤ2は、図3に示す如く、仕切板2Aによって仕切板2A間の無端ベルト2V上に物品を収容できる物品収容部2Cが複数連なって形成されている。
【0005】
ところで、このような無端ベルト2Vは、互いに独立して駆動する2種類のチェーンベルトを構成していることも多い(例えば、特許文献1、特許文献2および特許文献3参照)。
【0006】
これにより、一方のチェーンベルト(図3では、2本のチェーンベルト2VAを例示)が暫時移動および停止を繰り返しながら物品収容部2Cに物品Pを受け入れる動作と、他方のチェーンベルト(図3では、2本のチェーンベルト2VBを例示)が物品取り出し位置9(物品整列位置)において停止して物品収容部2Cから物品Pを押し出す動作とを同時に行うことができる。
【0007】
なお、図3に示すように、物品収容部2C内の物品Pは、押し出しプレート4により整列コンベア2の側方(図3のY方向)に押し出される。すると、複数の物品Pは、一対の保持プレート(図示せず)によって両側から挟むように保持される。そして、一対のシャッター部材(図示せず)が、左右に2分されるように開くと、この状態の物品Pを、物品Pの吸引手段(図示せず)および物品Pの昇降手段(図示せず)を用いて降下させることができる。これにより、シャッター部材の下方に配置されたケース箱(例えば、段ボール箱;図示せず)に物品Pが収納される。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開平7−285654号公報
【特許文献2】特開2000−159319号公報
【特許文献3】特開2004−168491号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
箱詰め装置のユーザー(菓子類の箱詰めであれば、菓子製造メーカ)の製造工場では、小売店向けサービスの一環として、ケース一箱分の物品の本来の個数よりも余分に(例えば、物品を1個多めに)、ケース箱に物品を入れる場合がある。この場合、従来の箱詰め装置は、物品を余分に入れる物品変則詰め作業については自動化に対応できていないので、かかる物品変則詰め作業は、作業者の手作業により行われる。このため、物品の箱詰め作業の効率が低下する。
【0010】
ところで、以上の物品変則詰め作業は、例えば、ケース箱に物品を2段に詰める場合、上段の物品の個数と下段の物品の個数と、を異ならせる作業に他ならず、ケース箱に物品を2列に詰める場合、前列の物品の個数と、後列の物品の個数と、を異ならせる作業に他ならない。
【0011】
そこで、本件発明者等は、互いに独立して駆動する2種類のチェーンベルトの動作に基づいて、物品が、物品押し出し位置に整列することに着目することにより、装置の大幅な改造を行わずに、上記物品変則詰め作業を自動化できると考えている。
【0012】
本発明は、このような事情に鑑みてなされたものであり、装置の大幅な改造を行わずに、物品変則詰め作業を自動化できる箱詰め装置を提供することを目的とする。
【課題を解決するための手段】
【0013】
上記課題を解決するため、本発明は、物品の整列に用いる整列コンベアと、前記整列コンベアの物品収容部に前記物品を1個ずつ、供給する物品供給コンベアと、前記整列コンベアの無端ベルトに駆動力を与える駆動装置と、を備える箱詰め装置であって、前記整列コンベアの無端ベルトは、前記駆動装置を用いて独立して駆動される第1無端ベルトおよび第2無端ベルトを備え、前記整列コンベアの物品収容部は、前記第1無端ベルト上に立設する複数の第1仕切部材からなる、前記無端ベルトの移動方向での連なり、および、前記第2無端ベルト上に立設する複数の第2仕切部材からなる、前記無端ベルトの移動方向での連なり、によって形成され、前記第1仕切部材の連なりと、前記第2仕切部材の連なりと、が、前記無端ベルトの移動方向において交互に配置され、前記第1仕切部材の連なりを用いて整列される前記物品の個数が、前記第2仕切部材の連なりを用いて整列される前記物品の個数と異なるように構成されている、箱詰め装置を提供する。
【0014】
かかる構成により、装置の大幅な改造を行わずに、物品変則詰め作業を自動化できる。
【0015】
また、本発明の箱詰め装置は、前記第1仕切部材の連なりでの仕切部材の個数と、前記第2仕切部材の連なりでの仕切部材の個数と、を異ならせるとよい。
【0016】
以上により、本発明の箱詰め装置では、仕切部材の設置数を変更することによって、物品変則詰め作業において、物品収容部での物品の空送りの発生を防止できる。これにより、箱詰め装置の物品搬送動作を効率的に行うことができる(つまり、箱詰め装置での物品処理能力の低下を回避できる)。
【発明の効果】
【0017】
本発明によれば、装置の大幅な改造を行わずに、物品変則詰め作業を自動化できる箱詰め装置が得られる。
【図面の簡単な説明】
【0018】
【図1】図1は、本発明の実施形態による箱詰め装置の一構成例を示した図である。
【図2】図2は、図1の箱詰め装置の整列コンベアを側面視した図である。
【図3】図3は、従来の箱詰め装置の一構成例を示した図である。
【発明を実施するための形態】
【0019】
以下、本発明の好ましい実施形態について、図面を参照しながら説明する。なお、以下では、全ての図面を通じて同一又は相当する要素には同一の参照符号を付して、重複する要素の説明を省略ないし簡略化する場合がある。また、本発明は、以下の実施形態に限定されない。つまり、以下の実施形態の説明は、上記箱詰め装置の運転方法の特徴を例示しているに過ぎない。
【0020】
(実施形態)
図1は、本発明の実施形態による箱詰め装置の一構成例を示した図である。図2は、図1の箱詰め装置の整列コンベアを側面視した図である。図2(a)は、図1の箱詰め装置をA−A視した図であり、図2(b)は、図1の箱詰め装置をB−B視した図である。つまり、図2(a)には、整列コンベア20の第1チェーンベルト2VAの断面が図示され、図2(b)には、整列コンベア20の第2チェーンベルト2VBの断面が図示されている。
【0021】
図1および図2に示すように、本実施形態の箱詰め装置100は、物品Pの整列に用いる整列コンベア20と、整列コンベア20の物品収容部2C、2C’に物品Pを1個ずつ、供給する物品供給コンベア3と、整列コンベア20の無端ベルト2Vに駆動力を与えるサーボモータ31、32と、制御装置30と、を備える。なお、図1に示すように、整列コンベア20と、物品供給コンベア3と、は、物品Pの搬送方向(X方向)に沿って並んで配置されている。
【0022】
無端ベルト2Vは、ここでは、4本の環状のチェーンベルトが一対のスプロケット5A、5B(図2参照)によって支持されている。4本の環状のチェーンベルトはそれぞれ、2本ずつに分かれて、図1の奧側から1番目および3番目の第1チェーンベルト2VAと、2番目と4番目の第2チェーンベルト2VBと、がある。そして、図2に示すように、第1チェーンベルト2VAに駆動力を伝えるスプロケット5Aと、第2チェーンベルト2VBに駆動力を伝えるスプロケット5Bと、は、それぞれ別々の駆動装置(ここでは、サーボモータ31、32)によって駆動される。
【0023】
詳しくは、図2(a)に示すように、第1チェーンベルト2VA上に立設する複数の仕切板2A(フィンからなる仕切部材)が、第1チェーンベルト2VAに固定されている。また、物品収容部2Cの第1グループ40および第2グループ41はそれぞれ、5個の仕切板2Aからなる、第1チェーンベルト2VAの移動方向での連なりによって形成されている。そして、第1チェーンベルト2VAは、サーボモータ31の駆動力に基づいて、スプロケット5Aによって第2チェーンベルト2VBとは独立して回転駆動されている。なお、図2に示すように、物品収容部2Cの第1グループ40と、物品収容部2Cの第2グループ41と、が互いに対置できるよう、両者の離間距離は設定されている。
【0024】
一方、図2(b)に示すように、第2チェーンベルト2VB上に立設する仕切板2A’(フィンからなる仕切部材)が、第2チェーンベルト2VBに固定されている。また、物品収容部2C’の第1グループ42および第2グループ43はそれぞれ、6個の仕切板2A’からなる、第2チェーンベルト2VBの移動方向での連なりによって形成されている。そして、第2チェーンベルト2VBは、サーボモータ32の駆動力に基づいて、スプロケット5Bによって、第1チェーンベルト2VAとは独立して回転駆動されている。なお、図2に示すように、物品収容部2C’の第1グループ42と、物品収容部2C’の第2グループ43と、が互いに対置できるよう、両者の離間距離は設定されている。
【0025】
更に、図1および図2に示すように、仕切板2Aの連なりと、仕切板2A’の連なりと、が、第1チェーンベルト2VAの移動方向(第2チェーンベルト2VBの移動方法)において交互に配置されている。
【0026】
箱詰め装置100の制御装置30は、例えば、CPUと、このCPUの制御プログラム及び制御パラメータ等が記憶されているROM及びRAMのメモリ等を備えたマイクロコントローラ等からなる。制御装置30のCPUが、メモリに記憶されている制御プログラムを実行することにより、この箱詰め装置100全体の動作の制御等を行う。例えば、制御装置30は、上記サーボモータ31、32の駆動を制御する。
【0027】
なお、制御装置30は、必ずしも、単独の制御装置で構成される必要はなく、複数の制御装置が分散配置されていて、それらが協働して箱詰め装置100の動作を制御するよう構成されていてもよい。
【0028】
以上のとおり、本実施形態の箱詰め装置100は、第1チェーンベルト2VAおよび第2チェーンベルト2VBを互いに独立して駆動することができ、一方のチェーンベルト(図1では、第1チェーンベルト2VAを例示)が暫時移動および停止を繰り返しながら物品収容部2Cに物品Pを受け入れる動作と、他方のチェーンベルト(図1では、第2チェーンベルト2VBを例示)が物品取り出し位置9(物品整列位置)において停止し、押し出しプレート14を用いて物品収容部2C’から物品Pを押し出す動作とを同時に行うことができる。
【0029】
また、仕切板2Aの連なりでの仕切板2Aの設置数が5個に設定され、仕切板2A’の連なりでの仕切板2A’の設置数が6個に設定されている。このため、物品収容部2Cの第1および第2グループ40、41が物品取り出し位置9に到達したとき、仕切板2Aの連なりを用いて、4個の物品Pを整列できる。また、物品収容部2C’の第1および第2グループ42、43が物品取り出し位置9に到達したとき、仕切板2A’の連なりを用いて、5個の物品Pを整列できる。更に、仕切板2Aの連なりと、仕切板2A’の連なりと、が、第1チェーンベルト2VAの移動方向(第2チェーンベルト2VBの移動方法)において交互に配置されている。
【0030】
以上により、本実施形態の箱詰め装置100は、装置の大幅な改造を行わずに、物品変則詰め作業を自動化できるという効果を奏する。例えば、本実施形態の箱詰め装置100では、ケース箱に物品Pを2段に詰める場合、上段の物品Pの個数と下段の物品Pの個数と、を1個分、異ならせる作業を自動的に行うことができる。また、ケース箱に物品Pを2列に詰める場合にも、前列の物品の個数と、後列の物品の個数と、を1個分、異ならせる作業を自動的に行うことができる。
【0031】
特に、本実施形態の箱詰め装置100は、仕切板2A、2A’の設置数を変更することによって、物品変則詰め作業において、物品収容部2C、2C’での物品Pの空送りの発生を防止できる。これにより、箱詰め装置100の物品Pの搬送動作を効率的に行うことができる(つまり、箱詰め装置100での物品処理能力の低下を回避できる)。
【0032】
(変形例)
本実施形態では、例えば、ケース箱に物品Pを2段に詰める場合、上段の物品Pの個数と下段の物品Pの個数と、を1個分、異ならせているが、物品収容部2C’への物品Pの投入数と、物品収容部2Cへの物品Pの投入数との差は、必ずしも1個に限らず、2個以上であってもよい。
【産業上の利用可能性】
【0033】
本発明の箱詰め装置によれば、装置の大幅な改造を行わずに、物品変則詰め作業を自動化できる。よって、本発明は、例えば、ポテトチップ、豆、飴等の食品が袋詰めまたは箱詰めされた物品を、ケース箱等の外装箱の内部に整然と自動収納できる箱詰め装置に利用できる。
【符号の説明】
【0034】
20 整列コンベア
2A、2A’ 仕切板
2C、2C’ 物品収容部
2V 無端ベルト
2VA 第1チェーンベルト
2VB 第2チェーンベルト
3 物品供給コンベア
14 押し出しプレート
5A、5B スプロケット
9 物品押し出し位置
30 制御装置
31、32 サーボモータ(駆動装置)
100 箱詰め装置
P 物品
【特許請求の範囲】
【請求項1】
物品の整列に用いる整列コンベアと、前記整列コンベアの物品収容部に前記物品を1個ずつ、供給する物品供給コンベアと、前記整列コンベアの無端ベルトに駆動力を与える駆動装置と、を備える箱詰め装置であって、
前記整列コンベアの無端ベルトは、前記駆動装置を用いて独立して駆動される第1無端ベルトおよび第2無端ベルトを備え、
前記整列コンベアの物品収容部は、前記第1無端ベルト上に立設する複数の第1仕切部材からなる、前記無端ベルトの移動方向での連なり、および、前記第2無端ベルト上に立設する複数の第2仕切部材からなる、前記無端ベルトの移動方向での連なり、によって形成され、
前記第1仕切部材の連なりと、前記第2仕切部材の連なりと、が、前記無端ベルトの移動方向において交互に配置され、
前記第1仕切部材の連なりを用いて整列される前記物品の個数が、前記第2仕切部材の連なりを用いて整列される前記物品の個数と異なるように構成されている、箱詰め装置。
【請求項2】
前記第1仕切部材の連なりでの仕切部材の個数と、前記第2仕切部材の連なりでの仕切部材の個数と、が異なっている請求項1に記載の箱詰め装置。
【請求項1】
物品の整列に用いる整列コンベアと、前記整列コンベアの物品収容部に前記物品を1個ずつ、供給する物品供給コンベアと、前記整列コンベアの無端ベルトに駆動力を与える駆動装置と、を備える箱詰め装置であって、
前記整列コンベアの無端ベルトは、前記駆動装置を用いて独立して駆動される第1無端ベルトおよび第2無端ベルトを備え、
前記整列コンベアの物品収容部は、前記第1無端ベルト上に立設する複数の第1仕切部材からなる、前記無端ベルトの移動方向での連なり、および、前記第2無端ベルト上に立設する複数の第2仕切部材からなる、前記無端ベルトの移動方向での連なり、によって形成され、
前記第1仕切部材の連なりと、前記第2仕切部材の連なりと、が、前記無端ベルトの移動方向において交互に配置され、
前記第1仕切部材の連なりを用いて整列される前記物品の個数が、前記第2仕切部材の連なりを用いて整列される前記物品の個数と異なるように構成されている、箱詰め装置。
【請求項2】
前記第1仕切部材の連なりでの仕切部材の個数と、前記第2仕切部材の連なりでの仕切部材の個数と、が異なっている請求項1に記載の箱詰め装置。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2012−166934(P2012−166934A)
【公開日】平成24年9月6日(2012.9.6)
【国際特許分類】
【出願番号】特願2011−30976(P2011−30976)
【出願日】平成23年2月16日(2011.2.16)
【出願人】(000208444)大和製衡株式会社 (535)
【Fターム(参考)】
【公開日】平成24年9月6日(2012.9.6)
【国際特許分類】
【出願日】平成23年2月16日(2011.2.16)
【出願人】(000208444)大和製衡株式会社 (535)
【Fターム(参考)】
[ Back to top ]