
粉体プラズマ溶接用材料及び高温耐磨耗部材

【課題】 高温環境下での耐磨耗性が要求される部材に対して有効なコーティング材料を提供する。
【解決手段】 マトリックス粉末及び硬質粉末を含み、マトリックス粉末が、γ´析出強化型Ni基超合金からなり、硬質粉末が、25〜35wt%のCr3C2粉末及び5〜10wt%のNbC粉末からなる粉体プラズマ溶接用材料。硬質粉末として、さらに5〜10wt%のCr3B2粉末を含むこと、γ´析出強化型Ni基超合金が、Cr:15〜25wt%、Mo:5〜10wt%、Co:10〜15wt%、W:0.5〜1wt%、Al:1〜5wt%、Ti:1〜5wt%、残部実質的にNiからなることが望ましい。
【解決手段】 マトリックス粉末及び硬質粉末を含み、マトリックス粉末が、γ´析出強化型Ni基超合金からなり、硬質粉末が、25〜35wt%のCr3C2粉末及び5〜10wt%のNbC粉末からなる粉体プラズマ溶接用材料。硬質粉末として、さらに5〜10wt%のCr3B2粉末を含むこと、γ´析出強化型Ni基超合金が、Cr:15〜25wt%、Mo:5〜10wt%、Co:10〜15wt%、W:0.5〜1wt%、Al:1〜5wt%、Ti:1〜5wt%、残部実質的にNiからなることが望ましい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、600〜900℃といった高温環境下において、耐食性及び耐磨耗性に優れる肉盛溶接材料に関し、特に循環流動層ボイラに設置されている空気ノズルにコーティング層を設けることにより耐磨耗性を向上する技術に関する。
【背景技術】
【0002】
循環流動層ボイラは、燃焼空気を空気ノズルにより循環流動層ボイラ内部に吹き込み、外部から供給される石炭及び下流から帰還される未燃灰、そして予め循環流動層ボイラ内部に収納された流動材(珪砂などの不活性粉粒体又は石灰石などの脱硫剤からなる)等を混合して流動化し、流動層を形成して燃焼を促進する(例えば、特開2004−28430号公報(特許文献1))。
【0003】
循環流動層ボイラの操業を継続していくと、空気ノズルは流動材が衝突することにより磨耗する。この磨耗により、空気を噴出する孔の径が拡大し、空気噴出圧力、流動材の流動性状が変化してしまう。また、空気ノズルを構成する基材自体が磨耗により減肉してしまう。従来、空気ノズルとしては、SUS304等のステンレス鋼で構成されているが、ステンレス鋼自体では600〜900℃といった流動層の温度下で十分な耐食性を確保することができない。
【0004】
【特許文献1】特開2004−28430号公報
【特許文献2】特開2002−239713号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明は、このような技術的課題に基づいてなされたもので、空気ノズルのように高温環境下での耐磨耗性が要求される部材に対して有効なコーティング材料を提供することを目的とする。また本発明は、そのようなコーティング材料を備えた高温耐磨耗部材の提供を目的とする。
【課題を解決するための手段】
【0006】
本発明者らは、コーティング手法として粉体プラズマ肉盛溶接を用いることを前提として、この粉体プラズマ肉盛溶接に用いる材料、特にマトリックス中に硬質粒子を分散させる材料について検討した。その結果、高温における耐磨耗性を得るために、硬質粒子として、Cr3C2、NbCあるいはCr3B2が有効であることを知見した。つまり、硬質粒子としては、常温における硬さが高くても、高温における耐酸化性に劣るものは本発明の目的に合致しない。例えば、VC、WC等は、500℃程度になると耐酸化性が劣るため、本発明の硬質粒子として用いることは困難である。これに対して、Cr3C2、NbCあるいはCr3B2は、900℃程度の温度域まで使用することができる。
【0007】
マトリックスを構成する材料は、600〜900℃程度の温度域での耐酸化性が要求される。また、硬質粒子が分散されているとしても、マトリックス自体が当該温度域で所定の硬さを有していることが、コーティングとしての耐磨耗性を具備するために必要である。その観点から、本発明者は、γ´析出強化型Ni基超合金、又は本出願人が先に特開2002−239713号公報(特許文献2)で提案しているNi基合金が有効であることを確認した。
【0008】
本発明は、以上の知見に基づいてなされたものであり、マトリックス粉末及び硬質粉末を含み、マトリックス粉末が、γ´析出強化型Ni基超合金からなり、硬質粉末が、25〜35wt%のCr3C2粉末及び5〜10wt%のNbC粉末からなることを特徴とする粉体プラズマ溶接用材料(以下、第1の溶接用材料と言うことがある)である。
【0009】
第1の溶接用材料において、硬質粉末として、さらに5〜10wt%のCr3B2粉末を含むことが、耐磨耗性向上にとって望ましい。
また、第1の溶接用材料において、γ´析出強化型Ni基超合金として、Cr:15〜25wt%、Mo:5〜10wt%、Co:10〜15wt%、W:0.5〜1wt%、Al:1〜5wt%、Ti:1〜5wt%、残部実質的にNiからなる合金を用いることが望ましい。
【0010】
本発明は、第1の溶接用材料の他に、マトリックス粉末及び硬質粉末を含み、マトリックス粉末が、Cr:25〜45wt%、Al:5〜20wt%、残部実質的にNi合金粉末からなり、硬質粉末が、25〜35wt%のCr3C2粉末からなることを特徴とする粉体プラズマ溶接用材料(以下、第2の溶接用材料と言うことがある)を提供する。第2の溶接用材料は、第1の溶接用材料とマトリックスを構成する合金が相違する。
【0011】
本発明は、以上の第1の溶接用材料、第2の溶接用材料を用いた高温耐磨耗部材を提供する。すなわち、第1の溶接用材料を用いた高温耐磨耗部材(以下、第1の高温耐磨耗部材)は、基材と、基材の表面に形成されたコーティング層を備え、コーティング層が、γ´析出強化型Ni基超合金からなるマトリックス中に、25〜35wt%のCr3C2粒子及び5〜10wt%のNbC粒子が分散していることを特徴とする。
【0012】
第1の高温耐磨耗部材は、マトリックス中に、5〜10wt%のCr3B2粉末をさらに分散することが望ましい。
また、第1の高温耐磨耗部材において、γ´析出強化型Ni基超合金が、Cr:15〜25wt%、Mo:5〜10wt%、Co:10〜15wt%、W:0.5〜1wt%、Al:1〜5wt%、Ti:1〜5wt%、残部実質的にNiであることが望ましい。
【0013】
また、第2の溶接用材料を用いた高温耐磨耗部材(以下、第2の高温耐磨耗部材)は、基材と、基材の表面に形成されたコーティング層を備え、コーティング層が、Cr:25〜45wt%、Al:5〜20wt%、残部実質的にNi合金からなるマトリックス中に、5〜10wt%のCr3C2粒子が分散していることを特徴とする。
第1の高温耐磨耗部材、第2の高温耐磨耗部材において、コーティング層は、粉体プラズマ肉盛溶接により構成することが望ましい。
【発明の効果】
【0014】
本発明によれば、高温環境下での耐磨耗性が要求される部材に対して有効なコーティング材料を提供することができるとともに、そのようなコーティング材料を備えた高温耐磨耗部材を提供することができる。したがって、前述した空気ノズルに本発明を適用すれば、空気孔の径が拡大し、又は減肉することを抑制することができる。
【発明を実施するための最良の形態】
【0015】
<第1の溶接用材料、第1の高温耐磨耗部材>
第1の溶接用材料は、マトリックス粉末がγ´析出強化型Ni基超合金から構成される。
γ´析出強化型Ni基超合金とは、Niを主体とするマトリックスに微細な金属間化合物γ´相(Ni3(Al・Ti))を析出せしめることにより、高温域における強度を確保する合金である。この合金は、耐熱性、耐食性を確保する観点からCrを10〜20wt%含有し、さらにはCoを10〜20wt%程度含有させる。また、この合金は、γ´相(Ni3(Al・Ti))析出のために、所定量のAl及びTiを含有させる。
【0016】
第1の溶接用材料におけるマトリックスを構成する材料としては、Cr:15〜25wt%、Mo:5〜10wt%、Co:10〜15wt%、W:0.5〜1wt%、Al:1〜5wt%、Ti:1〜5wt%、残部実質的にNiからなる合金を用いることが望ましい。この合金は、Udimet 520(商品名)として知られている。また、この合金は、56wt%Ni−19wt%Cr−12wt%Co−6wt%Mo−3wt%Ti−2wt%Al−1wt%Wの代表組成を有し、750〜950℃における高温強度が強いことが知られている。
【0017】
第1の溶接用材料におけるマトリックスを構成する材料としては、他に例えば以下の代表組成を有するγ´析出強化型Ni基超合金を適用することができる。
Nimonic90(商品名):60wt%Ni−19.5wt%Cr−16.5wt%Co−2.5wt%Ti−1.5wt%Al
Nimonic105(商品名):52wt%Ni−15wt%Cr−5wt%Mo−20wt%Co−1.3wt%Ti−4.7wt%Al
Nimonic115(商品名):60wt%Ni−14.2wt%Cr−3.2wt%Mo−13.2wt%Co−3.8wt%Ti−4.9wt%Al
Nimonic263(商品名):51wt%Ni−20wt%Cr−5.9wt%Co−20wt%Co−2.2wt%Ti−0.4wt%Al
【0018】
M252(商品名):55wt%Ni−20wt%Cr−10wt%Co−10wt%Mo−2.6wt%Ti−1wt%Al
Waspaloy(商品名):58wt%Ni−19.5wt%Cr−13.5wt%Co−4.3wt%Mo−3wt%Ti−1.3wt%Al
Rene41(商品名):55wt%Ni−19wt%Cr−11wt%Co−10wt%Mo−3.1wt%Ti−1.5wt%Al
Udimet500(商品名):54wt%Ni−18wt%Cr−18.5wt%Co−4wt%Mo−2.9wt%Ti−2.9wt%Al
【0019】
Udimet700(商品名):55wt%Ni−15wt%Cr−17wt%Co−5wt%Mo−3.5wt%Ti−4.0wt%Al
Udimet710(商品名):55wt%Ni−18wt%Cr−15wt%Co−3wt%Mo−1.5wt%W−5.0wt%Ti−2.5wt%Al
Udimet720(商品名):55wt%Ni−17.9wt%Cr−14.7wt%Co−3wt%Mo−1.5wt%W−5.0wt%Ti−2.5wt%Al
【0020】
第1の溶接用材料は、以上のマトリックス粉末の他に硬質粉末として、25〜35wt%のCr3C2粉末及び5〜10wt%のNbC粉末を含んでいる。この硬質粉末は、前述したように、600〜900℃の温度範囲においても、十分な耐酸化性を有する。
Cr3C2粉末の量を25〜35wt%とするのは、25wt%未満では十分な耐磨耗性を得ることができないためであり、35wt%を超えると溶接時に割れが発生するためである。望ましいCr3C2粉末の量は27〜33wt%、さらに望ましいCr3C2粉末の量は28〜32wt%である。
また、NbC粉末の量を5〜10wt%とするのは、5wt%未満では十分な耐磨耗性を得ることができないためであり、10wt%を超えると溶接時に割れが発生するためである。望ましいNbC粉末の量は6〜9wt%、さらに望ましいNbC粉末の量は7〜8wt%である。
【0021】
第1の溶接用材料において、Cr3C2粉末及びNbC粉末に加えて、さらにCr3B2粉末を5〜10wt%含有することが耐磨耗性向上にとって望ましい。Cr3B2粉末を5〜10wt%とするのは、5wt%未満では耐磨耗性向上効果が十分でなく、10wt%を超えると溶接時に割れが発生するためである。望ましいCr3B2粉末の量は6〜9wt%、さらに望ましいCr3B2粉末の量は7〜8wt%である。
【0022】
第1の溶接用材料において、マトリックス粉末、硬質粉末の粒径は、特に限定されるものではないが、50〜200μmの範囲にあれば、粉体プラズマ肉盛溶接を行う上で支障はない。
また、第1の溶接用材料において、マトリックス粉末、硬質粉末の製造方法も特に限定されず、アトマイズ法、粉砕法等従来公知の製造方法を用いればよい。
さらに、マトリックス粉末及び硬質粉末が粉体プラズマ肉盛溶接される前の存在形態は特に問わない。すなわち、粉体プラズマ肉盛溶接前にあらかじめマトリックス粉末及び硬質粉末を混合しておいてもよいし、粉体プラズマ肉盛溶接時にマトリックス粉末及び硬質粉末をそれぞれ同時に供給してもよい。また、マトリックス粉末及び硬質粉末のいずれかを先行して供給し、その溶融部に他方を供給するというように、溶接時に混合することも可能である。
【0023】
以上のようにして得られる第1の高温耐磨耗部材は、基材の表面に形成されたコーティング層が、γ´析出強化型Ni基超合金からなるマトリックス中に、25〜35wt%のCr3C2粒子及び5〜10wt%のNbC粒子が分散している。マトリックスを構成しているγ´析出強化型Ni基超合金、Cr3C2粒子及びNbC粒子の含有量については上述の通りである。また、第1の高温耐磨耗部材は、さらに5〜10wt%のCr3B2粒子をマトリックス中に分散させることが望ましい。
【0024】
第1の高温耐磨耗部材において、基材の材質は特に限定されないが、高温域での使用が前提となることから、ステンレス鋼、耐熱鋼等を使用することが望ましい。耐磨耗部材の具体例としては、前述の空気ノズルを掲げることができるが、他の部材に用いることもできることは言うまでもない。
【0025】
<第2の溶接用材料、第2の高温耐磨耗部材>
第2の溶接用材料は、マトリックス粉末がCr:25〜45wt%、Al:5〜20wt%、残部実質的にNi合金粉末から構成される。第2の溶接用材料は、NiとAlの金属間化合物である高硬度なNi3Alが析出し、耐磨耗性の向上に寄与する。
第2の溶接用材料のマトリックスにおいて、Crは耐食性、特に耐酸化性を向上するのに有効な元素であるが、25wt%未満ではこの効果を十分に享受することができず、逆に、45wt%を超えると靱性が劣化し、溶接時に割れが発生しやすくなる。そこで、Cr量は25〜45wt%とする。望ましいCr量は28〜42wt%、さらに望ましいCr量は30〜40wt%である。
【0026】
AlもCrと同様に耐酸化性を向上するのに有効な元素であるが、5wt%未満ではこの効果を十分に享受することができず、逆に、20wt%を超えると溶接時に割れが発生しやすくなる。そこでAl量は5〜20wt%とする。望ましいAl量は8〜17wt%、さらに望ましいAl量は10〜15wt%である。
【0027】
第2の溶接用材料は、以上のマトリックス粉末の他に硬質粉末として、25〜35wt%のCr3C2粉末を含んでいる。この硬質粉末は、前述したように、600〜900℃の温度範囲においても、十分な耐酸化性を有する。
Cr3C2粉末の量を25〜35wt%とするのは、25wt%未満では十分な耐磨耗性を得ることができないためであり、35wt%を超えると溶接時に割れが発生するためである。望ましいCr3C2粉末の量は27〜33wt%、さらに望ましいCr3C2粉末の量は28〜32wt%である。
なお、第2の溶接用材料においても、第1の溶接用材料と同様にNbC、Cr3B2の添加も検討したが、1wt%程度の添加で溶接時に割れが発生した。
【0028】
第2の溶接用材料において、マトリックス粉末、硬質粉末の粒径及び製造方法は、第1の溶接用材料と同様であり、特に限定されるものではない。また、マトリックス粉末及び硬質粉末の粉体プラズマ肉盛溶接前の存在形態も同様である。
【0029】
以上のようにして得られる第2の高温耐磨耗部材は、基材の表面に形成されたコーティング層が、Cr:25〜45wt%、Al:5〜20wt%、残部実質的にNi合金粉末からなるマトリックス中に、25〜35wt%のCr3C2粒子が分散している。マトリックスを構成しているNi合金、Cr3C2粒子の含有量については上述の通りである。
第2の高温耐磨耗部材において、基材の材質、耐磨耗部材の具体例についても第1の溶接用材料と同様である。
【実施例1】
【0030】
表1に示すマトリックス粉末(平均粒径:80μm)及び硬質粉末(平均粒径:100μm)を配合してSUS304板上に粉体プラズマ肉盛溶接を行った。溶接の条件は以下の通りである。溶接後に溶接金属の割れ発生有無を目視にて確認した。次いで、溶接金属について高温耐磨耗性の評価を行った。なお、この評価は650℃に加熱された環境下において、珪砂7号を30°の角度、30m/sの速度で20時間溶接金属に衝突し続けた後の最大磨耗深さを測定した。
以上の結果を表1に併せて示すが、Cr3C2粉末、NbC粉末及びCr3B2粉末が本発明の範囲内にある場合に、溶接割れを生ずることなく優れた耐磨耗性を備えた溶接金属が得られることがわかる。
【0031】
粉体プラズマ肉盛溶接条件
電流:140〜160A
溶接速度:90〜100mm/min
粉体供給量:15〜25g/min
ウィビング幅:8〜12mm
プラズマガス:1.5〜2.0L/min
パウダーガス:5L/min
シールドガス:1.0〜2.0L/min
予熱温度:350〜400℃
【0032】
【表1】

【0033】
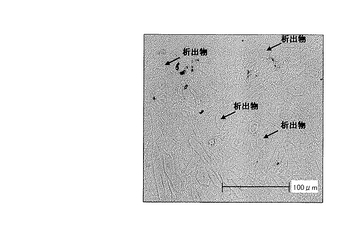
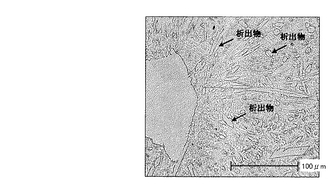
表1のNo.6による溶接金属の断面ミクロ組織写真を図1に、また表1のNo.10による溶接金属の断面ミクロ組織写真を図2に示す。図1及び図2に示すように、マトリックス中に析出物が分散している。この析出物には、Cr3C2粒子、NbC粒子、Cr3B2粒子(図2)が含まれていることが確認された。
【実施例2】
【0034】
表2に示すようにマトリックス粉末及び硬質粉末を配合してSUS304板上に粉体プラズマ肉盛溶接を行った。溶接の条件は実施例1と同様である。また、実施例1と同様に、溶接後に溶接金属の割れ発生有無を目視にて確認するとともに、溶接金属について高温耐磨耗性の評価を行った。
以上の結果を表2に併せて示すが、Cr3C2粉末が本発明の範囲内にある場合に、溶接割れを生ずることなく優れた耐磨耗性を備えた溶接金属が得られることがわかる。
【0035】
【表2】
【0036】
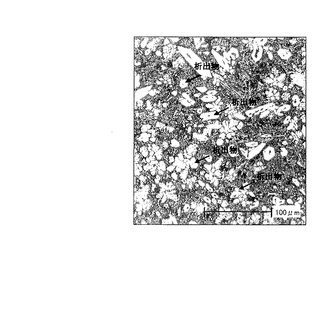
表2のNo.14による溶接金属の断面ミクロ組織写真を図3に示す。図3に示すように、マトリックス中に析出物が分散している。この析出物には、Cr3C2粒子及びNbC粒子が含まれていることが確認された。
【図面の簡単な説明】
【0037】
【図1】表1のNo.6による溶接金属の断面ミクロ組織写真である。
【図2】表1のNo.10による溶接金属の断面ミクロ組織写真である。
【図3】表2のNo.14による溶接金属の断面ミクロ組織写真である。
【技術分野】
【0001】
本発明は、600〜900℃といった高温環境下において、耐食性及び耐磨耗性に優れる肉盛溶接材料に関し、特に循環流動層ボイラに設置されている空気ノズルにコーティング層を設けることにより耐磨耗性を向上する技術に関する。
【背景技術】
【0002】
循環流動層ボイラは、燃焼空気を空気ノズルにより循環流動層ボイラ内部に吹き込み、外部から供給される石炭及び下流から帰還される未燃灰、そして予め循環流動層ボイラ内部に収納された流動材(珪砂などの不活性粉粒体又は石灰石などの脱硫剤からなる)等を混合して流動化し、流動層を形成して燃焼を促進する(例えば、特開2004−28430号公報(特許文献1))。
【0003】
循環流動層ボイラの操業を継続していくと、空気ノズルは流動材が衝突することにより磨耗する。この磨耗により、空気を噴出する孔の径が拡大し、空気噴出圧力、流動材の流動性状が変化してしまう。また、空気ノズルを構成する基材自体が磨耗により減肉してしまう。従来、空気ノズルとしては、SUS304等のステンレス鋼で構成されているが、ステンレス鋼自体では600〜900℃といった流動層の温度下で十分な耐食性を確保することができない。
【0004】
【特許文献1】特開2004−28430号公報
【特許文献2】特開2002−239713号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明は、このような技術的課題に基づいてなされたもので、空気ノズルのように高温環境下での耐磨耗性が要求される部材に対して有効なコーティング材料を提供することを目的とする。また本発明は、そのようなコーティング材料を備えた高温耐磨耗部材の提供を目的とする。
【課題を解決するための手段】
【0006】
本発明者らは、コーティング手法として粉体プラズマ肉盛溶接を用いることを前提として、この粉体プラズマ肉盛溶接に用いる材料、特にマトリックス中に硬質粒子を分散させる材料について検討した。その結果、高温における耐磨耗性を得るために、硬質粒子として、Cr3C2、NbCあるいはCr3B2が有効であることを知見した。つまり、硬質粒子としては、常温における硬さが高くても、高温における耐酸化性に劣るものは本発明の目的に合致しない。例えば、VC、WC等は、500℃程度になると耐酸化性が劣るため、本発明の硬質粒子として用いることは困難である。これに対して、Cr3C2、NbCあるいはCr3B2は、900℃程度の温度域まで使用することができる。
【0007】
マトリックスを構成する材料は、600〜900℃程度の温度域での耐酸化性が要求される。また、硬質粒子が分散されているとしても、マトリックス自体が当該温度域で所定の硬さを有していることが、コーティングとしての耐磨耗性を具備するために必要である。その観点から、本発明者は、γ´析出強化型Ni基超合金、又は本出願人が先に特開2002−239713号公報(特許文献2)で提案しているNi基合金が有効であることを確認した。
【0008】
本発明は、以上の知見に基づいてなされたものであり、マトリックス粉末及び硬質粉末を含み、マトリックス粉末が、γ´析出強化型Ni基超合金からなり、硬質粉末が、25〜35wt%のCr3C2粉末及び5〜10wt%のNbC粉末からなることを特徴とする粉体プラズマ溶接用材料(以下、第1の溶接用材料と言うことがある)である。
【0009】
第1の溶接用材料において、硬質粉末として、さらに5〜10wt%のCr3B2粉末を含むことが、耐磨耗性向上にとって望ましい。
また、第1の溶接用材料において、γ´析出強化型Ni基超合金として、Cr:15〜25wt%、Mo:5〜10wt%、Co:10〜15wt%、W:0.5〜1wt%、Al:1〜5wt%、Ti:1〜5wt%、残部実質的にNiからなる合金を用いることが望ましい。
【0010】
本発明は、第1の溶接用材料の他に、マトリックス粉末及び硬質粉末を含み、マトリックス粉末が、Cr:25〜45wt%、Al:5〜20wt%、残部実質的にNi合金粉末からなり、硬質粉末が、25〜35wt%のCr3C2粉末からなることを特徴とする粉体プラズマ溶接用材料(以下、第2の溶接用材料と言うことがある)を提供する。第2の溶接用材料は、第1の溶接用材料とマトリックスを構成する合金が相違する。
【0011】
本発明は、以上の第1の溶接用材料、第2の溶接用材料を用いた高温耐磨耗部材を提供する。すなわち、第1の溶接用材料を用いた高温耐磨耗部材(以下、第1の高温耐磨耗部材)は、基材と、基材の表面に形成されたコーティング層を備え、コーティング層が、γ´析出強化型Ni基超合金からなるマトリックス中に、25〜35wt%のCr3C2粒子及び5〜10wt%のNbC粒子が分散していることを特徴とする。
【0012】
第1の高温耐磨耗部材は、マトリックス中に、5〜10wt%のCr3B2粉末をさらに分散することが望ましい。
また、第1の高温耐磨耗部材において、γ´析出強化型Ni基超合金が、Cr:15〜25wt%、Mo:5〜10wt%、Co:10〜15wt%、W:0.5〜1wt%、Al:1〜5wt%、Ti:1〜5wt%、残部実質的にNiであることが望ましい。
【0013】
また、第2の溶接用材料を用いた高温耐磨耗部材(以下、第2の高温耐磨耗部材)は、基材と、基材の表面に形成されたコーティング層を備え、コーティング層が、Cr:25〜45wt%、Al:5〜20wt%、残部実質的にNi合金からなるマトリックス中に、5〜10wt%のCr3C2粒子が分散していることを特徴とする。
第1の高温耐磨耗部材、第2の高温耐磨耗部材において、コーティング層は、粉体プラズマ肉盛溶接により構成することが望ましい。
【発明の効果】
【0014】
本発明によれば、高温環境下での耐磨耗性が要求される部材に対して有効なコーティング材料を提供することができるとともに、そのようなコーティング材料を備えた高温耐磨耗部材を提供することができる。したがって、前述した空気ノズルに本発明を適用すれば、空気孔の径が拡大し、又は減肉することを抑制することができる。
【発明を実施するための最良の形態】
【0015】
<第1の溶接用材料、第1の高温耐磨耗部材>
第1の溶接用材料は、マトリックス粉末がγ´析出強化型Ni基超合金から構成される。
γ´析出強化型Ni基超合金とは、Niを主体とするマトリックスに微細な金属間化合物γ´相(Ni3(Al・Ti))を析出せしめることにより、高温域における強度を確保する合金である。この合金は、耐熱性、耐食性を確保する観点からCrを10〜20wt%含有し、さらにはCoを10〜20wt%程度含有させる。また、この合金は、γ´相(Ni3(Al・Ti))析出のために、所定量のAl及びTiを含有させる。
【0016】
第1の溶接用材料におけるマトリックスを構成する材料としては、Cr:15〜25wt%、Mo:5〜10wt%、Co:10〜15wt%、W:0.5〜1wt%、Al:1〜5wt%、Ti:1〜5wt%、残部実質的にNiからなる合金を用いることが望ましい。この合金は、Udimet 520(商品名)として知られている。また、この合金は、56wt%Ni−19wt%Cr−12wt%Co−6wt%Mo−3wt%Ti−2wt%Al−1wt%Wの代表組成を有し、750〜950℃における高温強度が強いことが知られている。
【0017】
第1の溶接用材料におけるマトリックスを構成する材料としては、他に例えば以下の代表組成を有するγ´析出強化型Ni基超合金を適用することができる。
Nimonic90(商品名):60wt%Ni−19.5wt%Cr−16.5wt%Co−2.5wt%Ti−1.5wt%Al
Nimonic105(商品名):52wt%Ni−15wt%Cr−5wt%Mo−20wt%Co−1.3wt%Ti−4.7wt%Al
Nimonic115(商品名):60wt%Ni−14.2wt%Cr−3.2wt%Mo−13.2wt%Co−3.8wt%Ti−4.9wt%Al
Nimonic263(商品名):51wt%Ni−20wt%Cr−5.9wt%Co−20wt%Co−2.2wt%Ti−0.4wt%Al
【0018】
M252(商品名):55wt%Ni−20wt%Cr−10wt%Co−10wt%Mo−2.6wt%Ti−1wt%Al
Waspaloy(商品名):58wt%Ni−19.5wt%Cr−13.5wt%Co−4.3wt%Mo−3wt%Ti−1.3wt%Al
Rene41(商品名):55wt%Ni−19wt%Cr−11wt%Co−10wt%Mo−3.1wt%Ti−1.5wt%Al
Udimet500(商品名):54wt%Ni−18wt%Cr−18.5wt%Co−4wt%Mo−2.9wt%Ti−2.9wt%Al
【0019】
Udimet700(商品名):55wt%Ni−15wt%Cr−17wt%Co−5wt%Mo−3.5wt%Ti−4.0wt%Al
Udimet710(商品名):55wt%Ni−18wt%Cr−15wt%Co−3wt%Mo−1.5wt%W−5.0wt%Ti−2.5wt%Al
Udimet720(商品名):55wt%Ni−17.9wt%Cr−14.7wt%Co−3wt%Mo−1.5wt%W−5.0wt%Ti−2.5wt%Al
【0020】
第1の溶接用材料は、以上のマトリックス粉末の他に硬質粉末として、25〜35wt%のCr3C2粉末及び5〜10wt%のNbC粉末を含んでいる。この硬質粉末は、前述したように、600〜900℃の温度範囲においても、十分な耐酸化性を有する。
Cr3C2粉末の量を25〜35wt%とするのは、25wt%未満では十分な耐磨耗性を得ることができないためであり、35wt%を超えると溶接時に割れが発生するためである。望ましいCr3C2粉末の量は27〜33wt%、さらに望ましいCr3C2粉末の量は28〜32wt%である。
また、NbC粉末の量を5〜10wt%とするのは、5wt%未満では十分な耐磨耗性を得ることができないためであり、10wt%を超えると溶接時に割れが発生するためである。望ましいNbC粉末の量は6〜9wt%、さらに望ましいNbC粉末の量は7〜8wt%である。
【0021】
第1の溶接用材料において、Cr3C2粉末及びNbC粉末に加えて、さらにCr3B2粉末を5〜10wt%含有することが耐磨耗性向上にとって望ましい。Cr3B2粉末を5〜10wt%とするのは、5wt%未満では耐磨耗性向上効果が十分でなく、10wt%を超えると溶接時に割れが発生するためである。望ましいCr3B2粉末の量は6〜9wt%、さらに望ましいCr3B2粉末の量は7〜8wt%である。
【0022】
第1の溶接用材料において、マトリックス粉末、硬質粉末の粒径は、特に限定されるものではないが、50〜200μmの範囲にあれば、粉体プラズマ肉盛溶接を行う上で支障はない。
また、第1の溶接用材料において、マトリックス粉末、硬質粉末の製造方法も特に限定されず、アトマイズ法、粉砕法等従来公知の製造方法を用いればよい。
さらに、マトリックス粉末及び硬質粉末が粉体プラズマ肉盛溶接される前の存在形態は特に問わない。すなわち、粉体プラズマ肉盛溶接前にあらかじめマトリックス粉末及び硬質粉末を混合しておいてもよいし、粉体プラズマ肉盛溶接時にマトリックス粉末及び硬質粉末をそれぞれ同時に供給してもよい。また、マトリックス粉末及び硬質粉末のいずれかを先行して供給し、その溶融部に他方を供給するというように、溶接時に混合することも可能である。
【0023】
以上のようにして得られる第1の高温耐磨耗部材は、基材の表面に形成されたコーティング層が、γ´析出強化型Ni基超合金からなるマトリックス中に、25〜35wt%のCr3C2粒子及び5〜10wt%のNbC粒子が分散している。マトリックスを構成しているγ´析出強化型Ni基超合金、Cr3C2粒子及びNbC粒子の含有量については上述の通りである。また、第1の高温耐磨耗部材は、さらに5〜10wt%のCr3B2粒子をマトリックス中に分散させることが望ましい。
【0024】
第1の高温耐磨耗部材において、基材の材質は特に限定されないが、高温域での使用が前提となることから、ステンレス鋼、耐熱鋼等を使用することが望ましい。耐磨耗部材の具体例としては、前述の空気ノズルを掲げることができるが、他の部材に用いることもできることは言うまでもない。
【0025】
<第2の溶接用材料、第2の高温耐磨耗部材>
第2の溶接用材料は、マトリックス粉末がCr:25〜45wt%、Al:5〜20wt%、残部実質的にNi合金粉末から構成される。第2の溶接用材料は、NiとAlの金属間化合物である高硬度なNi3Alが析出し、耐磨耗性の向上に寄与する。
第2の溶接用材料のマトリックスにおいて、Crは耐食性、特に耐酸化性を向上するのに有効な元素であるが、25wt%未満ではこの効果を十分に享受することができず、逆に、45wt%を超えると靱性が劣化し、溶接時に割れが発生しやすくなる。そこで、Cr量は25〜45wt%とする。望ましいCr量は28〜42wt%、さらに望ましいCr量は30〜40wt%である。
【0026】
AlもCrと同様に耐酸化性を向上するのに有効な元素であるが、5wt%未満ではこの効果を十分に享受することができず、逆に、20wt%を超えると溶接時に割れが発生しやすくなる。そこでAl量は5〜20wt%とする。望ましいAl量は8〜17wt%、さらに望ましいAl量は10〜15wt%である。
【0027】
第2の溶接用材料は、以上のマトリックス粉末の他に硬質粉末として、25〜35wt%のCr3C2粉末を含んでいる。この硬質粉末は、前述したように、600〜900℃の温度範囲においても、十分な耐酸化性を有する。
Cr3C2粉末の量を25〜35wt%とするのは、25wt%未満では十分な耐磨耗性を得ることができないためであり、35wt%を超えると溶接時に割れが発生するためである。望ましいCr3C2粉末の量は27〜33wt%、さらに望ましいCr3C2粉末の量は28〜32wt%である。
なお、第2の溶接用材料においても、第1の溶接用材料と同様にNbC、Cr3B2の添加も検討したが、1wt%程度の添加で溶接時に割れが発生した。
【0028】
第2の溶接用材料において、マトリックス粉末、硬質粉末の粒径及び製造方法は、第1の溶接用材料と同様であり、特に限定されるものではない。また、マトリックス粉末及び硬質粉末の粉体プラズマ肉盛溶接前の存在形態も同様である。
【0029】
以上のようにして得られる第2の高温耐磨耗部材は、基材の表面に形成されたコーティング層が、Cr:25〜45wt%、Al:5〜20wt%、残部実質的にNi合金粉末からなるマトリックス中に、25〜35wt%のCr3C2粒子が分散している。マトリックスを構成しているNi合金、Cr3C2粒子の含有量については上述の通りである。
第2の高温耐磨耗部材において、基材の材質、耐磨耗部材の具体例についても第1の溶接用材料と同様である。
【実施例1】
【0030】
表1に示すマトリックス粉末(平均粒径:80μm)及び硬質粉末(平均粒径:100μm)を配合してSUS304板上に粉体プラズマ肉盛溶接を行った。溶接の条件は以下の通りである。溶接後に溶接金属の割れ発生有無を目視にて確認した。次いで、溶接金属について高温耐磨耗性の評価を行った。なお、この評価は650℃に加熱された環境下において、珪砂7号を30°の角度、30m/sの速度で20時間溶接金属に衝突し続けた後の最大磨耗深さを測定した。
以上の結果を表1に併せて示すが、Cr3C2粉末、NbC粉末及びCr3B2粉末が本発明の範囲内にある場合に、溶接割れを生ずることなく優れた耐磨耗性を備えた溶接金属が得られることがわかる。
【0031】
粉体プラズマ肉盛溶接条件
電流:140〜160A
溶接速度:90〜100mm/min
粉体供給量:15〜25g/min
ウィビング幅:8〜12mm
プラズマガス:1.5〜2.0L/min
パウダーガス:5L/min
シールドガス:1.0〜2.0L/min
予熱温度:350〜400℃
【0032】
【表1】
【0033】
表1のNo.6による溶接金属の断面ミクロ組織写真を図1に、また表1のNo.10による溶接金属の断面ミクロ組織写真を図2に示す。図1及び図2に示すように、マトリックス中に析出物が分散している。この析出物には、Cr3C2粒子、NbC粒子、Cr3B2粒子(図2)が含まれていることが確認された。
【実施例2】
【0034】
表2に示すようにマトリックス粉末及び硬質粉末を配合してSUS304板上に粉体プラズマ肉盛溶接を行った。溶接の条件は実施例1と同様である。また、実施例1と同様に、溶接後に溶接金属の割れ発生有無を目視にて確認するとともに、溶接金属について高温耐磨耗性の評価を行った。
以上の結果を表2に併せて示すが、Cr3C2粉末が本発明の範囲内にある場合に、溶接割れを生ずることなく優れた耐磨耗性を備えた溶接金属が得られることがわかる。
【0035】
【表2】
【0036】
表2のNo.14による溶接金属の断面ミクロ組織写真を図3に示す。図3に示すように、マトリックス中に析出物が分散している。この析出物には、Cr3C2粒子及びNbC粒子が含まれていることが確認された。
【図面の簡単な説明】
【0037】
【図1】表1のNo.6による溶接金属の断面ミクロ組織写真である。
【図2】表1のNo.10による溶接金属の断面ミクロ組織写真である。
【図3】表2のNo.14による溶接金属の断面ミクロ組織写真である。
【特許請求の範囲】
【請求項1】
マトリックス粉末及び硬質粉末を含み、
前記マトリックス粉末が、γ´析出強化型Ni基超合金からなり、
前記硬質粉末が、25〜35wt%のCr3C2粉末及び5〜10wt%のNbC粉末からなることを特徴とする粉体プラズマ溶接用材料。
【請求項2】
前記硬質粉末として、さらに5〜10wt%のCr3B2粉末を含むことを特徴とする請求項1に記載の粉体プラズマ溶接用材料。
【請求項3】
前記γ´析出強化型Ni基超合金が、Cr:15〜25wt%、Mo:5〜10wt%、Co:10〜15wt%、W:0.5〜1wt%、Al:1〜5wt%、Ti:1〜5wt%、残部実質的にNiからなることを特徴とする請求項1又は2に記載の粉体プラズマ溶接用材料。
【請求項4】
マトリックス粉末及び硬質粉末を含み、
前記マトリックス粉末が、Cr:25〜45wt%、Al:5〜20wt%、残部実質的にNi合金粉末からなり、
前記硬質粉末が、25〜35wt%のCr3C2粉末からなることを特徴とする粉体プラズマ溶接用材料。
【請求項5】
基材と、
前記基材の表面に形成されたコーティング層を備え、
前記コーティング層が、γ´析出強化型Ni基超合金からなるマトリックス中に、25〜35wt%のCr3C2粒子及び5〜10wt%のNbC粒子が分散していることを特徴とする高温耐磨耗部材。
【請求項6】
前記マトリックス中に、5〜10wt%のCr3B2粒子が分散していることを特徴とする請求項5に記載の高温耐磨耗部材。
【請求項7】
前記γ´析出強化型Ni基超合金が、Cr:15〜25wt%、Mo:5〜10wt%、Co:10〜15wt%、W:0.5〜1wt%、Al:1〜5wt%、Ti:1〜5wt%、残部実質的にNiからなることを特徴とする請求項5又は6に記載の高温耐磨耗部材。
【請求項8】
基材と、
前記基材の表面に形成されたコーティング層を備え、
前記コーティング層が、Cr:25〜45wt%、Al:5〜20wt%、残部実質的にNi合金からなるマトリックス中に、5〜10wt%のCr3C2粒子が分散していることを特徴とする高温耐磨耗部材。
【請求項1】
マトリックス粉末及び硬質粉末を含み、
前記マトリックス粉末が、γ´析出強化型Ni基超合金からなり、
前記硬質粉末が、25〜35wt%のCr3C2粉末及び5〜10wt%のNbC粉末からなることを特徴とする粉体プラズマ溶接用材料。
【請求項2】
前記硬質粉末として、さらに5〜10wt%のCr3B2粉末を含むことを特徴とする請求項1に記載の粉体プラズマ溶接用材料。
【請求項3】
前記γ´析出強化型Ni基超合金が、Cr:15〜25wt%、Mo:5〜10wt%、Co:10〜15wt%、W:0.5〜1wt%、Al:1〜5wt%、Ti:1〜5wt%、残部実質的にNiからなることを特徴とする請求項1又は2に記載の粉体プラズマ溶接用材料。
【請求項4】
マトリックス粉末及び硬質粉末を含み、
前記マトリックス粉末が、Cr:25〜45wt%、Al:5〜20wt%、残部実質的にNi合金粉末からなり、
前記硬質粉末が、25〜35wt%のCr3C2粉末からなることを特徴とする粉体プラズマ溶接用材料。
【請求項5】
基材と、
前記基材の表面に形成されたコーティング層を備え、
前記コーティング層が、γ´析出強化型Ni基超合金からなるマトリックス中に、25〜35wt%のCr3C2粒子及び5〜10wt%のNbC粒子が分散していることを特徴とする高温耐磨耗部材。
【請求項6】
前記マトリックス中に、5〜10wt%のCr3B2粒子が分散していることを特徴とする請求項5に記載の高温耐磨耗部材。
【請求項7】
前記γ´析出強化型Ni基超合金が、Cr:15〜25wt%、Mo:5〜10wt%、Co:10〜15wt%、W:0.5〜1wt%、Al:1〜5wt%、Ti:1〜5wt%、残部実質的にNiからなることを特徴とする請求項5又は6に記載の高温耐磨耗部材。
【請求項8】
基材と、
前記基材の表面に形成されたコーティング層を備え、
前記コーティング層が、Cr:25〜45wt%、Al:5〜20wt%、残部実質的にNi合金からなるマトリックス中に、5〜10wt%のCr3C2粒子が分散していることを特徴とする高温耐磨耗部材。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2006−159216(P2006−159216A)
【公開日】平成18年6月22日(2006.6.22)
【国際特許分類】
【出願番号】特願2004−350595(P2004−350595)
【出願日】平成16年12月3日(2004.12.3)
【出願人】(000006208)三菱重工業株式会社 (10,378)
【出願人】(000227962)日本ウエルディング・ロッド株式会社 (11)
【Fターム(参考)】
【公開日】平成18年6月22日(2006.6.22)
【国際特許分類】
【出願日】平成16年12月3日(2004.12.3)
【出願人】(000006208)三菱重工業株式会社 (10,378)
【出願人】(000227962)日本ウエルディング・ロッド株式会社 (11)
【Fターム(参考)】
[ Back to top ]