
粉体塗料、塗装物の形成方法、及び電子機器の製造方法
【課題】防汚性を有する粉体塗料、該粉体塗料を用いた塗装物の形成方法、及び該粉体塗料を用いた電子機器の製造方法の提供。
【解決手段】シリコーンオイルを内包し、該シリコーンオイルを加熱により漏出するマイクロカプセルと、塗装用粒子とを含有し、前記マイクロカプセルの表面の帯電量が、前記塗装用粒子の帯電量の1/10倍〜1/2倍であり、前記マイクロカプセルの体積平均粒子径が、前記塗装用粒子の体積平均粒子径の1.5倍〜5倍であり、前記マイクロカプセルの含有量が、1質量%〜20質量%である粉体塗料である。
【解決手段】シリコーンオイルを内包し、該シリコーンオイルを加熱により漏出するマイクロカプセルと、塗装用粒子とを含有し、前記マイクロカプセルの表面の帯電量が、前記塗装用粒子の帯電量の1/10倍〜1/2倍であり、前記マイクロカプセルの体積平均粒子径が、前記塗装用粒子の体積平均粒子径の1.5倍〜5倍であり、前記マイクロカプセルの含有量が、1質量%〜20質量%である粉体塗料である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、粉体塗料、塗装物の形成方法、及び電子機器の製造方法に関する。
【背景技術】
【0002】
携帯電話、ノートパソコンなどの電子機器を収容する筐体の材料として、例えば、プラスチック、アルミ、マグネシウムなどが用いられている。そして、筐体の表面には、通常、美観、保護などを目的として塗装物が形成されている。
携帯電話、ノートパソコンなどの電子機器の筐体表面は、使用の際及び持ち運ぶ際に手で触れられることが多く、指紋跡などの汚れがつきやすい。特に近年は、光沢のある筐体が増えていることから、指紋跡などの汚れが目立ちやすい。
【0003】
そこで、指紋跡などの汚れがつきにくい、即ち防汚性のある塗装物が望まれており、これまでに、防汚効果のあるシリコーンオイルを有機溶剤型塗料に混合して塗装することにより、防汚性の塗装物を形成することが提案されている(例えば、特許文献1参照)。
しかし、この提案の技術では、防汚性のある塗装物が得られるものの、VOC(Volatile Organic Compounds、揮発性有機化合物)を含有する有機溶剤型塗料を用いているため、塗装時にVOCが大気中に飛散し、環境に及ぼす悪影響が大きいという問題がある。
【0004】
塗装物を形成するための塗料としては、有機溶剤型塗料の他に、水性塗料、及び粉体塗料がある。前記水性塗料は、前記有機溶剤型塗料よりも、塗装時におけるVOCの飛散を低減することができるものの、VOCを全く含まないものではなく、依然として環境に及ぼす悪影響が大きいという問題がある。前記粉体塗料は、塗装時にVOCが飛散することなく、環境に及ぼす悪影響を小さくすることができる点で有利である。
【0005】
しかし、防汚性を有する粉体塗料についてはこれまで提案がされていない。
したがって、防汚性を有する粉体塗料、該粉体塗料を用いた塗装物の形成方法、及び該粉体塗料を用いた電子機器の製造方法の提供が求められているのが現状である。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2009−137264号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、従来における前記諸問題を解決し、以下の目的を達成することを課題とする。即ち、本発明は、防汚性を有する粉体塗料、該粉体塗料を用いた塗装物の形成方法、及び該粉体塗料を用いた電子機器の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
前記課題を解決するための手段としては、後述する付記に記載した通りである。即ち、
開示の粉体塗料は、シリコーンオイルを内包し、該シリコーンオイルを加熱により漏出するマイクロカプセルと、塗装用粒子とを含有し、前記マイクロカプセルの表面の帯電量が、前記塗装用粒子の帯電量の1/10倍〜1/2倍であり、前記マイクロカプセルの体積平均粒子径が、前記塗装用粒子の体積平均粒子径の1.5倍〜5倍であり、前記マイクロカプセルの含有量が、1質量%〜20質量%である。
開示の塗装物の形成方法は、シリコーンオイルを内包し、該シリコーンオイルを加熱により漏出するマイクロカプセルと、塗装用粒子とを含有し、前記マイクロカプセルの表面の帯電量が、前記塗装用粒子の帯電量の1/10倍〜1/2倍であり、前記マイクロカプセルの体積平均粒子径が、前記塗装用粒子の体積平均粒子径の1.5倍〜5倍であり、前記マイクロカプセルの含有量が、1質量%〜20質量%である粉体塗料を被塗装面上に塗装する工程と、前記被塗装面に接する面の反対面の表面に前記シリコーンオイルが偏在する塗装物を形成する工程とを有する。
開示の電子機器の製造方法は、シリコーンオイルを内包し、該シリコーンオイルを加熱により漏出するマイクロカプセルと、塗装用粒子とを含有し、前記マイクロカプセルの表面の帯電量が、前記塗装用粒子の帯電量の1/10倍〜1/2倍であり、前記マイクロカプセルの体積平均粒子径が、前記塗装用粒子の体積平均粒子径の1.5倍〜5倍であり、前記マイクロカプセルの含有量が、1質量%〜20質量%である粉体塗料を筐体に塗装する工程と、前記筐体の面に接する面の反対面の表面に前記シリコーンオイルが偏在する塗装物を形成する工程とを有する。
【発明の効果】
【0009】
開示の粉体塗料によれば、防汚性を有する粉体塗料を得ることができる。
開示の塗装物の形成方法によれば、塗装による環境に及ぼす悪影響を小さくしつつ、防汚性を有する塗装物を得ることができる。
開示の電子機器の製造方法によれば、塗装による環境に及ぼす悪影響を小さくしつつ、防汚性を有する電子機器を得ることができる。
【図面の簡単な説明】
【0010】
【図1A】図1Aは、粉体塗料を塗装し、被塗装面上に塗装物を形成する工程の一例を説明するための概略図である(その1)。
【図1B】図1Bは、粉体塗料を塗装し、被塗装面上に塗装物を形成する工程の一例を説明するための概略図である(その2)。
【図1C】図1Cは、粉体塗料を塗装し、被塗装面上に塗装物を形成する工程の一例を説明するための概略図である(その3)。
【図2A】図2Aは、粉体塗料を塗装し、被塗装面上に塗装物を形成する工程の他の一例を説明するための概略図である(その1)。
【図2B】図2Bは、粉体塗料を塗装し、被塗装面上に塗装物を形成する工程の他の一例を説明するための概略図である(その2)。
【図2C】図2Cは、粉体塗料を塗装し、被塗装面上に塗装物を形成する工程の他の一例を説明するための概略図である(その3)。
【図3A】図3Aは、他の塗装物の形成方法における、粉体塗料を塗装し、被塗装面上に塗装物を形成する工程を説明するための概略図である(その1)。
【図3B】図3Bは、他の塗装物の形成方法における、粉体塗料を塗装し、被塗装面上に塗装物を形成する工程を説明するための概略図である(その2)。
【図3C】図3Cは、他の塗装物の形成方法における、粉体塗料を塗装し、被塗装面上に塗装物を形成する工程を説明するための概略図である(その3)。
【図3D】図3Dは、他の塗装物の形成方法における、粉体塗料を塗装し、被塗装面上に塗装物を形成する工程を説明するための概略図である(その4)。
【発明を実施するための形態】
【0011】
(粉体塗料)
本発明の粉体塗料は、マイクロカプセルと、塗装用粒子とを少なくとも含有し、更に必要に応じて、他の塗装用粒子などのその他の成分を含有する。
【0012】
<マイクロカプセル>
前記マイクロカプセルは、シリコーンオイルを内包し、該シリコーンオイルを加熱により漏出するマイクロカプセルである。
【0013】
前記マイクロカプセルの形状としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、球形、楕円形などが挙げられる。
【0014】
前記マイクロカプセルの構造としては、殻部と、前記殻部により画成され、シリコーンオイルが内包される空間としての空洞部とを有する限り、特に制限はなく、目的に応じて適宜選択することができる。また、前記殻部は、1層構造であってもよく、その表面に樹脂層が形成された多層(例えば、2層)構造であってもよい。
前記構造のマイクロカプセルを形成するマイクロカプセル化法としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、コアセルベーション法、界面重合法、in−situ重合法などが挙げられる。
【0015】
−殻部−
前記殻部の材質としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、メラミン−ホルムアルデヒド樹脂、イソシアネート樹脂、エチレン−無水マレイン酸共重合体、塩化ビニリデン−アクリロニトリル共重合体、ポリビニルアルコール、ポリビニルブチラール、ポリメチルメタクリレート、ポリアクリロニトリル、ポリ塩化ビニリデン、ポリスルホン等の熱溶融性物質、熱膨張破壊物質などが挙げられる。これらの中でも、耐水性及び耐溶剤性が優れている点で、エチレン−無水マレイン酸共重合体、メラミン−ホルムアルデヒド樹脂が好ましい。
これらは、1種単独で使用してもよいし、2種以上を併用してもよい。
なお、前記殻部は、必要に応じて、酸化防止剤、紫外線吸収剤などの助剤を含んでいてもよい。
【0016】
前記殻部は、前記マイクロカプセルの帯電量を調整するために、その表面に樹脂層が形成されていてもよい。前記樹脂層として前記殻部の表面に形成される樹脂としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、エポキシ樹脂、アクリル樹脂などが挙げられる。
【0017】
前記エポキシ樹脂としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、ビスフェノール型エポキシ樹脂、ノボラック型エポキシ樹脂、脂環式エポキシ樹脂などが挙げられる。
【0018】
前記殻部の融点としては、特に制限はなく、目的に応じて適宜選択することができるが、60℃〜100℃が好ましい。前記融点が、60℃未満であると、塗装前の粉体塗料として、保存している時の安定性が悪く、マイクロカプセル同士が付着固化することがある。前記融点が、100℃を超えると、加熱による塗装物形成時に殻部が破裂しにくくなり、シリコーンオイルが漏出されにくくなる。前記融点とは、示差走査熱量計(DSC)を用い、JIS K7121に準じて、10±1℃/分の昇温速度で測定したときの融解ピーク温度を意味する。
【0019】
−空洞部−
前記空洞部は、シリコーンオイルが内包される空間である。
前記空洞部の形状、大きさとしては、特に制限はなく、目的に応じて適宜選択することができる。
【0020】
−シリコーンオイル−
前記シリコーンオイルとしては、特に制限はなく、目的に応じて適宜選択することができ、例えば、ジメチルシリコーンオイル、メチルハイドロジェンシリコーンオイル、メチルフェニルシリコーンオイル、ポリエーテルシリコーンオイル、環状ジメチルシリコーンオイル、アルキル変性シリコーンオイル、メチル塩素化フェニルシリコーンオイル、高級脂肪酸変性シリコーンオイル、フッ素変性シリコーンオイルなどが挙げられる。
これらは、1種単独で使用してもよいし、2種以上を併用してもよい。
これらシリコーンオイルは市販品を用いることができ、市販品としては、例えば、KF−96L(信越化学工業社製、ジメチルシリコーンオイル)、KF−99(信越化学工業社製、メチルハイドロジェンシリコーンオイル)、KF−50(信越化学工業社製、メチルフェニルシリコーンオイル)、KF−995(信越化学工業社製、環状ジメチルシリコーンオイル)、FS1265(繁和産業社製、フッ素変性シリコーンオイル)などが挙げられる。
これらの中でもジメチルシリコーンオイルが好ましい。
【0021】
前記シリコーンオイルの前記マイクロカプセルにおける含有量としては、特に制限はなく、目的に応じて適宜選択することができるが、3質量%〜90質量%が好ましい。
【0022】
前記マイクロカプセルの体積平均粒子径としては、特に制限はなく、目的に応じて適宜選択することができるが、20μm〜50μmが好ましい。前記体積平均粒子径が、20μm未満であると、塗装時に塗装物近辺に塗装される割合が多くなること、即ち塗装効率が低下することがあり、50μmを超えると、塗装時に噴霧されにくく、塗装にムラが発生することがある。
前記体積平均粒子径は、例えば、コールターマルチサイザー(日科機社製)、LS230(ベックマンコールター社製、レーザー回折・散乱法の測定装置)を用いて測定できる。
【0023】
前記マイクロカプセルの表面の帯電量の絶対値としては、特に制限はなく、目的に応じて適宜選択することができるが、5μC/g〜10μC/gが好ましい。前記帯電量の絶対値が、5μC/g未満であると、塗装物に対する静電引力が弱くなりすぎ、塗装にムラが発生することがあり、10μC/gを超えると、塗装物に対する静電引力が強くなりすぎ、塗装物近辺に塗装される割合が多くなることがある。前記帯電量の絶対値が、前記好ましい範囲内であると、効率的かつ均一な塗装ができる点で有利である。
【0024】
前記帯電量は、カスケード法を用いて測定できる。具体的には、斜めに置かれたアルミニウムなどの導電性の板と、該板の下方に配置された測定サンプルを受ける受け皿と、前記板に接続された接地されたコンデンサとから構成される測定装置を用いる。前記板は水平面に対して45°〜60°傾斜される。
測定サンプルを、コロナ帯電型塗装ガンを用いて、−60kVの電圧を印加しながら10秒間〜20秒間、前記板に噴射させる。
前記板に噴射された測定サンプルは、前記板をすべり落ちて受け皿に収容される。この際に測定サンプルが保有した電荷が前記板に移動してその電荷がコンデンサに蓄えられる。測定サンプルには、前記板に付与された摩擦帯電電荷と同量の逆極性の摩擦帯電電荷が付与されるので、コンデンサに蓄えられた電荷量を測定して測定サンプル1gあたりの値に換算すれば、測定サンプルの帯電量を求めることができる。
【0025】
前記マイクロカプセルの表面の帯電量は、前記塗装用粒子の帯電量の1/10倍〜1/2倍である。前記帯電量が、前記塗装用粒子の帯電量の1/10倍未満であると、前記マイクロカプセルがほとんど帯電しないため、塗装時に被塗装面へ引き寄せられる前記マイクロカプセルが減ることから、塗装物中のシリコーンオイルの量が低下し、防汚性が不十分になる。前記帯電量が、前記塗装用粒子の帯電量の1/2倍を超えると、塗装時に被塗装面へ強く引き寄せられる前記マイクロカプセルが増え、形成される塗装物において、シリコーンオイルが被塗装面に接する面の近傍にも存在する結果、密着性が不十分になる。
【0026】
前記マイクロカプセルの帯電量の調整方法としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、前記殻部の樹脂種を変更する方法、前記殻部に帯電制御剤を添加する方法などが挙げられる。
前記帯電制御剤としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、カリックスアレン化合物、4級アンモニウム塩などが挙げられる。
例えば、前記殻部に前記カリックスアレン化合物を添加することで、帯電量を上げることができ、前記殻部に前記4級アンモニウム塩を添加することで、帯電量を下げることができる。
【0027】
前記マイクロカプセルの体積平均粒子径は、前記塗装用粒子の体積平均粒子径の1.5倍〜5倍である。前記体積平均粒子径が、前記塗装用粒子の体積平均粒子径の1.5倍未満であると、前記塗装用粒子との体積平均粒子径との差が小さいことから、塗装時に被塗装面へ引き寄せられる前記マイクロカプセルが増え、形成される塗装物において、シリコーンオイルが被塗装面に接する面の近傍にも存在する結果、密着性が不十分になる。前記体積平均粒子径が、前記塗装用粒子の体積平均粒子径の5倍を超えると、前記マイクロカプセルが前記塗装用粒子に比べて大きすぎるため、均一な塗装が困難になり、形成される塗装物に凹凸が形成され、塗装物の外観が低下し、更には防汚性も不十分になる。
【0028】
前記マイクロカプセルの含有量は、前記粉体塗料に対して、1質量%〜20質量%である。前記マイクロカプセルの含有量が、1質量%未満であると、塗装物において、マイクロカプセルが少なすぎ、十分な防汚性が得られない。前記マイクロカプセルの含有量が、20質量%を超えると、塗装物において、シリコーンオイルが被塗装面に接する面の反対面の表面にシリコーンオイルが偏在せず、被塗装面に接する面の近傍にも存在する結果、密着性が不十分になる。
【0029】
<塗装用粒子>
前記塗装用粒子としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、樹脂を少なくとも含有し、更に必要に応じて、着色剤などその他の成分を含有する塗装用粒子などが挙げられる。
【0030】
−樹脂−
前記樹脂としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、ポリエステル樹脂、エポキシ樹脂、アクリル樹脂、フェノール樹脂、キシレン樹脂、ユリア樹脂、メラミン樹脂、ポリエチレン樹脂、シリコーン樹脂、ポリウレタン樹脂、ポリアミド樹脂などが挙げられる。前記樹脂は、1種単独で使用してもよいし、2種以上を併用してもよい。
これら樹脂は、熱硬化性タイプ、熱可塑性タイプのいずれであってもよい。
【0031】
−−アクリル樹脂−−
前記アクリル樹脂としては、例えば、アクリル酸及びその誘導体、並びにメタアクリル酸及びその誘導体の少なくともいずれかと、必要によりこれら以外のエチレン性不飽和結合含有モノマーとを重合したものなどが挙げられる。
【0032】
前記アクリル酸の誘導体としては、例えば、アクリル酸エステル類、アクリルアミド類、アクリロニトリル類などが挙げられる。
前記アクリル酸エステル類としては、例えば、メチルアクリレート、エチルアクリレート、イソプロピルアクリレート、n−ブチルアクリレート、イソブチルアクリレート、2−エチルヘキシルアクリレート、イソデシルアクリレート、ラウリルアクリレート、グリシジルアクリレート、ジメチルアミノエチルアクリレート、アミルアクリレート、ビニルアクリレート、シクロヘキシルアクリレート、エチレングリコールジアクリレート、グリセリルトリアクリレート、2−ヒドロキシプロピルアクリレート、2−ヒドロキシブチルアクリレートなどが挙げられる。
前記アクリルアミド類としては、例えば、アクリルアミド、N−メチロールアクリルアミドなどが挙げられる。
前記アクリロニトリル類としては、例えば、アクリロニトリル、エチルシアノアクリロニトリルなどが挙げられる。
【0033】
前記メタクリル酸の誘導体としては、例えば、メタクリル酸エステル類、メタクリルアミド類、メタクリロニトリル類などが挙げられる。
前記メタクリル酸エステル類としては、例えば、メチルメタクリレート、エチルメタクリレート、イソプロピルメタクリレート、n−ブチルメタクリレート、イソブチルメタクリレート、2−エチルヘキシルメタクリレート、イソデシルメタクリレート、ラウリルメタクリレート、グリシジルメタクリレート、ジメチルアミノエチルメタクリレート、アミルメタクリレート、ビニルメタクリレート、シクロヘキシルメタクリレート、エチル−α−ヒドロキシメチルメタクリレート、エチレングリコールジメタクリレート、グリセリルトリメタクリレート、2−ヒドロキシプロピルメタクリレート、2−ヒドロキシブチルメタクリレートなどが挙げられる。
前記メタクリルアミド類としては、例えば、メタクリルアミド、N−メチロールアクリルアミドなどが挙げられる。
前記メタクリロニトリル類としては、例えば、メタクリロニトリル、エチルシアノメタクリロニトリルなどが挙げられる。
【0034】
前記エチレン性不飽和結合含有モノマーとしては、例えば、スチレン、酢酸ビニル、ビニルトルエン、マレイン酸などが挙げられる。
【0035】
−着色剤−
前記着色剤としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、二酸化チタン、ベンガラ、黄色酸化鉄、カーボンブラック、フタロシアニンブルー、キナクリドン系赤色顔料などが挙げられる。これらは、1種単独で使用してもよいし、2種以上を併用してもよい。
前記着色剤の含有量としては、特に制限はなく、目的に応じて適宜選択することがでるが、前記粉体塗料100質量部に対して、1質量部〜10質量部が好ましい。前記含有量が、1質量部未満であると、鮮やかな色調が得られないことがあり、10質量部を超えると、塗装物の強度が低下することがある。
【0036】
−その他の成分−
前記塗装用粒子におけるその他の成分としては、例えば、帯電制御剤、電気抵抗制御剤、硬化剤などが挙げられる。
【0037】
−−帯電制御剤−−
前記帯電制御剤としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、電子受容性の有機錯体、塩素化パラフイン、塩素化ポリエステル、酸基過剰のポリエステル、銅フタロシアニンのスルホニルアミン、カリックスアレン化合物などが挙げられる。これらは、1種単独で使用してもよいし、2種以上を併用してもよい。
前記帯電制御剤の含有量としては、特に制限はなく、目的に応じて適宜選択することができる。
【0038】
−−電気抵抗制御剤−−
前記電気抵抗制御剤としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、針状酸化チタン、酸化アルミニウムなどが挙げられる。これらは、1種単独で使用してもよいし、2種以上を併用してもよい。
前記電気抵抗制御剤の含有量としては、特に制限はなく、目的に応じて適宜選択することができる。
【0039】
−−硬化剤−−
前記硬化剤としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、アミン、アミド、ジシアンジアミド、カルボン酸、酸無水物、イソシアネート、ポリスルフィド、酸ジヒドラジド、イミダゾールなどが挙げられる。これらは、1種単独で使用してもよいし、2種以上を併用してもよい。
前記硬化剤の含有量としては、特に制限はなく、目的に応じて適宜選択することができる。
【0040】
前記塗装用粒子の体積平均粒子径としては、特に制限はなく、目的に応じて適宜選択することができるが、4μm〜33μmが好ましい。前記体積平均粒子径が、4μm未満であると、体積平均粒子径が小さすぎて塗装を制御することが困難になることがあり、33μmを超えると、前記マイクロカプセルを50μmを超える体積平均粒子径にする必要が生じ、塗装にムラが発生することがある。
前記体積平均粒子径は、例えば、コールターマルチサイザー(日科機社製)、LS230(ベックマンコールター社製、レーザー回折・散乱法の測定装置)を用いて測定できる。
【0041】
前記塗装用粒子の帯電量の絶対値としては、特に制限はなく、目的に応じて適宜選択することができるが、10μC/g〜100μC/gが好ましい。前記帯電量の絶対値が、10μC/g未満であると塗装時に塗装物近辺に塗装される割合が多くなること、即ち塗装効率が低下することがあり、100μC/gを超えると、塗装の制御が困難になり、塗装にムラが発生することがある。前記帯電量の絶対値が、前記好ましい範囲内であると、効率的かつ均一な塗装ができる点で有利である。
前記帯電量は、カスケード法を用いて測定できる。測定の具体的方法は、前記マイクロカプセルの帯電量の説明において記載した方法と同じである。
【0042】
前記塗装用粒子の帯電量の調整方法としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、前記樹脂の種類を変える方法、前記帯電制御剤を配合する方法などが挙げられる。
【0043】
前記塗装用粒子の前記粉体塗料における含有量としては、特に制限はなく、目的に応じて適宜選択することができるが、10質量%〜80質量%が好ましい。前記含有量が、10質量%未満であると、マイクロカプセルが塗装物近傍に塗装される割合が高くなることがあり、80質量%を超えると、塗装効率が低下し、塗装のムラが発生することがある。
【0044】
−塗装用粒子の製造方法−
前記塗装用粒子の製造方法としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、塗装用粒子組成物(樹脂、着色剤など)を、ミキサー又はブレンダーを用いて乾式混合した後、ニーダーにより溶融混練して冷却し、機械式又は気流式の粉砕機を用いて粉砕した後、分級する方法などが挙げられる。
【0045】
<他の塗装用粒子>
前記他の塗装用粒子としては、前記塗装用粒子の体積平均粒子径よりも大きい体積平均粒子径を有する塗装用粒子であれば、特に制限はなく、目的に応じて適宜選択することができ、例えば、樹脂を少なくとも含有し、更に必要に応じて、着色剤などその他の成分を含有する塗装用粒子などが挙げられる。
【0046】
前記樹脂、前記着色剤、及び前記その他の成分としては、前記塗装用粒子の説明において記載した前記樹脂、前記着色剤、及び前記その他の成分と同じものが挙げられる。
前記他の塗装用粒子における前記樹脂、前記着色剤、及び前記その他の成分は、前記塗装用粒子と同じものを用いてもよいし、異なるものを用いてもよい。
【0047】
前記他の塗装用粒子の体積平均粒子径としては、特に制限はなく、目的に応じて適宜選択することができるが、20μm〜50μmが好ましい。前記体積平均粒子径が、20μm未満であると、塗装時に塗装物近辺に塗装される割合が多くなること、即ち塗装効率が低下することがあり、50μmを超えると、塗装時に噴霧されにくく、塗装にムラが発生することがある。
【0048】
前記他の塗装用粒子の帯電量の絶対値としては、特に制限はなく、目的に応じて適宜選択することができるが、5μC/g〜10μC/gが好ましい。前記帯電量の絶対値が、5μC/g未満であると、塗装物に対する静電引力が弱くなりすぎ、塗装にムラが発生することがあり、10μC/gを超えると、塗装物に対する静電引力が強くなりすぎ、塗装物近辺に塗装される割合が多くなることがある。前記帯電量の絶対値が、前記好ましい範囲内であると、効率的かつ均一な塗装ができる点で有利である。
【0049】
前記他の塗装用粒子の前記粉体塗料における含有量としては、特に制限はなく、目的に応じて適宜選択することができるが、1質量%〜20質量%が好ましい。
【0050】
前記塗装用粒子と前記他の塗装用粒子が前記粉体塗料中に混在している場合、体積平均粒子径を測定した際の粒径分布には、前記塗装用粒子によるピークと前記他の塗装用粒子によるピークがそれぞれ観測される。そのため、この分かれたピークを確認することにより、前記粉体塗料に前記塗装用粒子と前記他の塗装用粒子が混在していることが確認できる。
【0051】
<その他の成分>
前記その他の成分としては、特に制限はなく、目的に応じて適宜選択することができる。
【0052】
(塗装物の形成方法)
本発明の塗装物の形成方法は、本発明の前記粉体塗料を被塗装面上に塗装する工程と、前記被塗装面に接する面の反対面の表面にシリコーンオイルが偏在する塗装物を形成する工程とを少なくとも有し、更に必要に応じて、その他の工程を有する。
【0053】
<塗装する工程>
前記塗装する工程としては、本発明の前記粉体塗料を被塗装面上に塗装する工程であれば、特に制限はなく、目的に応じて適宜選択することができる。
【0054】
−被塗装面−
前記被塗装面としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、パーソナルコンピュータ、デジタルカメラ、デジタルビデオカメラ、携帯電話機等の電子機器の筐体表面などが挙げられる。
前記筐体の材質としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、プラスチック、アルミニウム、マグネシウム、合金などが挙げられる。前記合金としては、例えば、マグネシウム合金などが挙げられる。
【0055】
−塗装−
前記塗装の方法としては、形成される塗装物の前記被塗装面に接する面の反対面の表面(言い換えれば、反対側の露出面、又は大気面)にシリコーンオイルが偏在するようにできれば、特に制限はなく、目的に応じて適宜選択することができ、例えば、静電塗装法などが挙げられる。前記静電塗装法としては、例えば、コロナ荷電法、摩擦荷電法などが挙げられる。
前記静電塗装は、例えば、コロナ帯電方式のスプレーガンなどを用いて、前記粉体塗料を−30kV〜−150kVの電圧で負に帯電させることにより行われる。
【0056】
<塗装物を形成する工程>
前記塗装物を形成する工程としては、前記被塗装面に接する面の反対面の表面に前記シリコーンオイルが偏在する塗装物を形成する工程であれば、特に制限はなく、目的に応じて適宜選択することができ、例えば、膜化のための加熱などが挙げられる。
【0057】
−膜化のための加熱−
前記膜化のための加熱における加熱温度としては、前記粉体塗料中の前記樹脂を溶融させ膜化するとともに、前記マイクロカプセルからシリコーンオイルが漏出できる温度である限り、特に制限はなく、目的に応じて適宜選択することができるが、60℃〜120℃が好ましい。前記加熱温度が、60℃未満であると、膜化されないこと、又は前記マイクロカプセルからのシリコーンオイルの漏出が不十分になることがあり、120℃を超えると、被塗装面への熱的ダメージが生じること、及びエネルギー消費が大きくなることがある。
前記膜化のための加熱における加熱時間としては、特に制限はなく、目的に応じて適宜選択することができるが、5分間〜2時間が好ましい。前記加熱時間が、5分間未満であると、膜化されないこと、又は前記マイクロカプセルからのシリコーンオイルの漏出が不十分になることがあり、2時間を超えると、被塗装面への熱的ダメージが生じること、及びエネルギー消費が大きくなることがある。
【0058】
以上の工程により、前記被塗装面に接する面の反対面の表面(言い換えれば大気面)にシリコーンオイルが偏在する塗装物が形成される。
【0059】
前記シリコーンオイルの偏在としては、防汚性が発揮され、かつ前記被塗装面と前記塗装物との密着性が得られる偏在であれば、特に制限はなく、目的に応じて適宜選択することができる。
【0060】
前記塗装物の平均厚みとしては、特に制限はなく、目的に応じて適宜選択することができるが、10μm〜50μmが好ましい。
【0061】
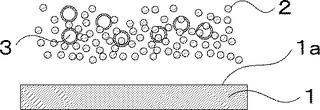
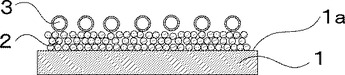
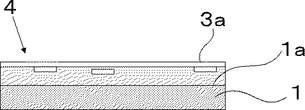
ここで、前記塗装物の形成方法の一例について、図を参照して説明する。図1A〜図1Cは、粉体塗料を塗装し、被塗装面上に塗装物を形成する工程を説明するための概略図である。筐体1の被塗装面1aに、塗装用粒子2とマイクロカプセル3を含有する前記粉体塗料を、コロナ帯電方式のスプレーガン(不図示)を用いて塗装する。スプレーガンから粉体塗料が吐出される際には、塗装用粒子2及びマイクロカプセル3は、ほぼ均一に混ざった状態で吐出される(図1A)。スプレーガンから吐出された粉体塗料は、負に帯電されているが、マイクロカプセル3の帯電量の絶対値よりも塗装用粒子2の帯電量の絶対値の方が大きく、かつマイクロカプセル3の体積平均粒子径よりも塗装用粒子2の体積平均粒子径の方が小さいため、単位表面積あたりの電荷密度の絶対値が大きい塗装用粒子2が、静電気力によって、被塗装面1aに引き寄せられ、塗装用粒子2が被塗装面1aに選択的に塗着する。一方、マイクロカプセル3は、塗装用粒子2上に堆積する(図1B)。そして、被塗装面1aに塗着した粉体塗料を加熱すると、粉体塗料は膜化するとともに、マイクロカプセル3の殻部が破裂して内包されていたシリコーンオイル3aが漏出し、形成される塗装物における被塗装面1aに接する面の反対面の表面(言い換えれば大気面)にシリコーンオイル3aが偏在した塗装物4が得られる(図1C)。
【0062】
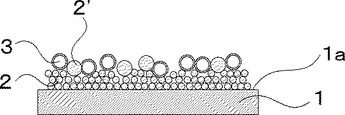
また、前記塗装物の形成方法の他の一例について、図を参照して説明する。図2A〜図2Cは、粉体塗料を塗装し、被塗装面上に塗装物を形成する工程を説明するための概略図である。筐体1の被塗装面1aに、塗装用粒子2と、塗装用粒子2よりも堆積平均粒子径の大きい他の塗装用粒子2’と、マイクロカプセル3を含有する前記粉体塗料を、コロナ帯電方式のスプレーガン(不図示)を用いて塗装する。スプレーガンから粉体塗料が吐出される際には、塗装用粒子2、他の塗装用粒子2’、及びマイクロカプセル3は、ほぼ均一に混ざった状態で吐出される(図2A)。スプレーガンから吐出された粉体塗料は、負に帯電されているが、マイクロカプセル3の帯電量の絶対値よりも塗装用粒子2の帯電量の絶対値の方が大きく、かつマイクロカプセル3の体積平均粒子径よりも塗装用粒子2の体積平均粒子径の方が小さいため、単位表面積あたりの電荷密度の絶対値が大きい塗装用粒子2が、静電気力によって、被塗装面1aに引き寄せられ、塗装用粒子2が被塗装面1aに選択的に塗着する。一方、マイクロカプセル3は、塗装用粒子2上に堆積する。他の塗装用粒子2’は、塗装用粒子2よりも体積平均粒子径が大きいため、マイクロカプセル3と類似した挙動をとり、塗装用粒子2上に堆積する(図2B)。そして、被塗装面1aに塗着した粉体塗料を加熱すると、粉体塗料は膜化するとともに、マイクロカプセル3の殻部が破裂して内包されていたシリコーンオイル3aが漏出し、形成される塗装物における被塗装面1aに接する面の反対面の表面(言い換えれば大気面)にシリコーンオイル3aが偏在した塗装物4が得られる(図2C)。
【0063】
上記のように、シリコーンオイルが前記被塗装面1aに接する面の反対面の表面(言い換えれば大気面)に偏在していることにより、前記粉体塗料により形成される前記塗装物は、防汚性を有しており、かつ被塗装面との密着性に優れる。
【0064】
(他の塗装物の形成方法)
本発明の前記塗装物の形成方法の他に、塗装物の形成方法としては、被塗装面上にマイクロカプセルを含有しない粉体塗料を塗装する工程(第一の粉体塗料を塗装する工程)と、続いて、マイクロカプセルを含有する粉体塗料を塗装する工程(第二の粉体塗料を塗装する工程)と、前記被塗装面に接する面の反対面の表面にシリコーンオイルが偏在する塗装物を形成する工程を少なくとも有し、更に必要に応じて、その他の工程を有する方法が挙げられる。
【0065】
<第一の粉体塗料を塗装する工程>
前記第一の粉体塗料を塗装する工程としては、被塗装面上にマイクロカプセルを含有しない粉体塗料を塗装する工程であれば、特に制限はなく、目的に応じて適宜選択することができる。
【0066】
−被塗装面−
前記被塗装面としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、本発明の前記塗装物の形成方法において記載した前記被塗装面などが挙げられる。
【0067】
−マイクロカプセルを含有しない粉体塗料−
前記マイクロカプセルを含有しない粉体塗料としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、マイクロカプセルを含有せず、塗装用粒子を少なくとも含有し、更に必要に応じて、その他の成分を含有する粉体塗料が挙げられる。
前記塗装用粒子としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、本発明の前記粉体塗料の説明において記載した前記塗装用粒子、前記他の塗装用粒子などが挙げられる。
【0068】
−マイクロカプセルを含有しない粉体塗料の塗装−
前記マイクロカプセルを含有しない粉体塗料の塗装の方法としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、静電塗装法などが挙げられる。前記静電塗装法としては、例えば、コロナ荷電法、摩擦荷電法などが挙げられる。
前記静電塗装は、例えば、コロナ帯電方式のスプレーガンなどを用いて、前記マイクロカプセルを含有しない粉体塗料を−30kV〜−150kVの電圧で負に帯電させることにより行われる。
【0069】
−膜化のための加熱−
前記マイクロカプセルを含有しない粉体塗料の塗装の際には、膜化のために必要に応じて加熱が行われる。
前記膜化のための加熱における加熱温度としては、前記マイクロカプセルを含有しない粉体塗料中の樹脂を溶融させ膜化できる温度である限り、特に制限はなく、目的に応じて適宜選択することができるが、60℃〜120℃が好ましい。なお、該加熱において完全に膜化が起こっている必要はなく、前記被塗装面が覆われる程度に膜化がされていればよく、部分的に前記塗装用粒子がその形状を残して堆積されていてもよい。
前記膜化のための加熱における加熱時間としては、特に制限はなく、目的に応じて適宜選択することができるが、5分間〜2時間が好ましい。前記加熱時間が、5分間未満であると、膜化されないことがあり、2時間を超えると、被塗装面への熱的ダメージが生じること、及びエネルギー消費が大きくなることがある。
【0070】
前記膜化により得られる膜の平均厚みとしては、特に制限はなく、目的に応じて適宜選択することができる。
【0071】
<第二の粉体塗料を塗装する工程>
前記第二の粉体塗料を塗装する工程としては、前記第一の粉体塗料を塗装する工程に続いて、前記マイクロカプセルを含有しない粉体塗料が塗装された前記被塗装面上に、マイクロカプセルを含有する粉体塗料を塗装する工程であれば、特に制限はなく、目的に応じて適宜選択することができる。
【0072】
−マイクロカプセルを含有する粉体塗料−
前記マイクロカプセルを含有する粉体塗料は、塗装用粒子と、マイクロカプセルとを少なくとも含有し、更に必要に応じて、その他の成分を含有する。
前記塗装用粒子としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、本発明の前記粉体塗料の説明において記載した前記塗装用粒子、前記他の塗装用粒子などが挙げられる。
前記マイクロカプセルは、本発明の前記粉体塗料の説明において記載した前記マイクロカプセル、即ちシリコーンオイルを内包し、該シリコーンオイルを加熱により漏出するマイクロカプセルである。
【0073】
−マイクロカプセルを含有する粉体塗料の塗装−
前記マイクロカプセルを含有する粉体塗料の塗装の方法としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、本発明の前記塗装物の形成方法の説明において記載した前記塗装の方法が挙げられる。
【0074】
<塗装物を形成する工程>
前記塗装物を形成する工程としては、前記被塗装面に接する面の反対面の表面にシリコーンオイルが偏在する塗装物を形成する工程であれば、特に制限はなく、目的に応じて適宜選択することができ、例えば、膜化のための加熱などが挙げられる。
【0075】
−膜化のための加熱−
前記膜化のための加熱における加熱温度としては、前記粉体塗料中の前記樹脂を溶融させ膜化するとともに、前記マイクロカプセルからシリコーンオイルが漏出できる温度である限り、特に制限はなく、目的に応じて適宜選択することができるが、60℃〜120℃が好ましい。前記加熱温度が、60℃未満であると、膜化されないこと、又は前記マイクロカプセルからのシリコーンオイルの漏出が不十分になることがあり、120℃を超えると、被塗装面への熱的ダメージが生じること、及びエネルギー消費が大きくなることがある。
前記膜化のための加熱における加熱時間としては、特に制限はなく、目的に応じて適宜選択することができるが、5分間〜2時間が好ましい。前記加熱時間が、5分間未満であると、膜化されないこと、又は前記マイクロカプセルからのシリコーンオイルの漏出が不十分になることがあり、2時間を超えると、被塗装面への熱的ダメージが生じること、及びエネルギー消費が大きくなることがある。
【0076】
以上の工程により、前記被塗装面に接する面の反対面の表面(言い換えれば大気面)にシリコーンオイルが偏在する塗装物が形成される。
【0077】
前記シリコーンオイルの偏在としては、防汚性が発揮され、かつ前記被塗装面と前記塗装物との密着性が得られる偏在であれば、特に制限はなく、目的に応じて適宜選択することができる。
【0078】
形成される前記塗装物の平均厚みとしては、特に制限はなく、目的に応じて適宜選択することができるが、10μm〜50μmが好ましい。
【0079】
ここで、前記他の塗装物の形成方法の一例について、図を参照して説明する。図3A〜図3Dは、粉体塗料を塗装し、被塗装面上に塗装物を形成する工程を説明するための概略図である。筐体1の被塗装面1aに、塗装用粒子5を含有し、かつマイクロカプセルを含有しない粉体塗料を、コロナ帯電方式のスプレーガン(不図示)を用いて塗装し、被塗装面1aに塗着させた後に、加熱により被塗装面1a上で膜化させ、膜6を形成する(図3A及び図3B)。続いて、前記膜6上に、マクロカプセル3と塗装用粒子7とを含有する粉体塗料を塗装し、前記膜6に塗着させる(図3C)。そして、前記膜6に塗着した粉体塗料を加熱すると、粉体塗料は膜化するとともに、マイクロカプセル3の殻部が破裂して内包されていたシリコーンオイル3aが漏出し、形成される塗装物における前記被塗装面1aに接する面の反対面の表面(言い換えれば大気面)にシリコーンオイル3aが偏在した塗装物4が得られる(図3D)。
シリコーンオイルが前記被塗装面1aに接する面の反対面の表面(言い換えれば大気面)に偏在していることにより、形成される前記塗装物は、防汚性を有しており、かつ被塗装面との密着性に優れる。
【0080】
(電子機器の製造方法)
本発明の電子機器の製造方法は、本発明の前記粉体塗料を筐体に塗装する工程と、前記筐体の面に接する面の反対面の表面に前記シリコーンオイルが偏在する塗装物を形成する工程とを少なくとも有し、更に必要に応じて、その他の工程を有する。
【0081】
<塗装する工程>
前記塗装する工程としては、本発明の前記粉体塗料を筐体に塗装する工程であれば、特に制限はなく、目的に応じて適宜選択することができる。
【0082】
−筐体−
前記筐体としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、パーソナルコンピュータ、デジタルカメラ、デジタルビデオカメラ、携帯電話機などの筐体が挙げられる。
前記筐体の材質としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、プラスチック、アルミニウム、マグネシウム、合金などが挙げられる。前記合金としては、例えば、マグネシウム合金などが挙げられる。
【0083】
−塗装−
前記塗装の方法としては、形成される塗装物の前記被塗装面に接する面の反対面の表面(言い換えれば大気面)にシリコーンオイルが偏在するようにできれば、特に制限はなく、目的に応じて適宜選択することができ、例えば、本発明の前記塗装物の形成方法において記載した前記塗装の方法が挙げられる。
【0084】
<塗装物を形成する工程>
前記塗装物を形成する工程としては、前記筐体の面に接する面の反対面の表面(言い換えれば、前記筐体表面に接する面と反対側の露出面)に前記シリコーンオイルが偏在する塗装物を形成する工程であれば、特に制限はなく、目的に応じて適宜選択することができ、例えば、膜化のための加熱などが挙げられる。
【0085】
−膜化のための加熱−
前記膜化のための加熱における加熱温度としては、前記粉体塗料中の前記樹脂を溶融させ膜化するとともに、前記マイクロカプセルからシリコーンオイルが漏出できる温度である限り、特に制限はなく、目的に応じて適宜選択することができ、例えば、本発明の前記塗装物の形成方法において記載した前記膜化のための加熱の温度が挙げられる。
前記膜化のための加熱における加熱時間としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、本発明の前記塗装物の形成方法において記載した前記膜化のための加熱の時間が挙げられる。
【0086】
以上の工程により、前記筐体の面に接する面の反対面の表面(言い換えれば大気面)にシリコーンオイルが偏在する塗装物が形成され、電子機器が製造される。
【0087】
形成される前記塗装物の平均厚みとしては、特に制限はなく、目的に応じて適宜選択することができるが、10μm〜50μmが好ましい。
【0088】
前記シリコーンオイルの偏在としては、防汚性が発揮され、かつ前記被塗装面と前記塗装物との密着性が得られる偏在であれば、特に制限はなく、目的に応じて適宜選択することができる。
【0089】
前記電子機器の製造方法により製造される電子機器としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、パーソナルコンピュータ、デジタルカメラ、デジタルビデオカメラ、携帯電話機などが挙げられる。
【0090】
(他の電子機器の製造方法)
本発明の前記電子機器の製造方法の他に、電子機器の製造方法としては、筐体にマイクロカプセルを含有しない粉体塗料を塗装する工程(第一の粉体塗料を塗装する工程)と、続いて、マイクロカプセルを含有する粉体塗料を塗装する工程(第二の粉体塗料を塗装する工程)と、前記筐体の面に接する面の反対面の表面にシリコーンオイルが偏在する塗装物を形成する工程を少なくとも有し、更に必要に応じて、その他の工程を有する方法が挙げられる。
【0091】
<第一の粉体塗料を塗装する工程>
前記第一の粉体塗料を塗装する工程としては、筐体にマイクロカプセルを含有しない粉体塗料を塗装する工程であれば、特に制限はなく、目的に応じて適宜選択することができ、例えば、前記他の塗装物の形成方法に記載した前記第一の粉体塗料を塗装する工程と同様の工程が挙げられる。
【0092】
−筐体−
前記筐体としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、パーソナルコンピュータ、デジタルカメラ、デジタルビデオカメラ、携帯電話機などの筐体が挙げられる。
【0093】
<第二の粉体塗料を塗装する工程>
前記第二の粉体塗料を塗装する工程としては、前記第一の粉体塗料を塗装する工程に続いて、前記マイクロカプセルを含有しない粉体塗料が塗装された前記筐体に、マイクロカプセルを含有する粉体塗料を塗装する工程であれば、特に制限はなく、目的に応じて適宜選択することができ、例えば、前記他の塗装物の形成方法に記載した前記第二の粉体塗料を塗装する工程と同様の工程が挙げられる。
【0094】
<塗装物を形成する工程>
前記塗装物を形成する工程としては、前記筐体の面に接する面の反対面の表面(言い換えれば、前記筐体表面に接する面と反対側の露出面)にシリコーンオイルが偏在する塗装物を形成する工程であれば、特に制限はなく、目的に応じて適宜選択することができ、例えば、前記他の塗装物の形成方法における前記塗装物を形成する工程が挙げられる。
【0095】
形成される前記塗装物の平均厚みとしては、特に制限はなく、目的に応じて適宜選択することができるが、10μm〜50μmが好ましい。
【0096】
前記シリコーンオイルの偏在としては、防汚性が発揮され、かつ前記被塗装面と前記塗装物との密着性が得られる偏在であれば、特に制限はなく、目的に応じて適宜選択することができる。
【0097】
以上の工程により、前記筐体の面に接する面の反対面の表面(言い換えれば大気面)にシリコーンオイルが偏在する塗装物が形成され、電子機器が製造される。
【実施例】
【0098】
以下、実施例を挙げて本発明をより具体的に説明するが、本発明は、これらの実施例に何ら制限されるものではない。なお、以下の実施例において、特に明記のない限り、「%」は、「質量%」を意味し、「部」は、「質量部」を意味する。
【0099】
(実施例1)
<マイクロカプセルの調製>
ジメチルシリコーンオイル(KF−96L、信越化学工業社製)80部を、pHを6.0に調整したエチレン−無水マレイン酸共重合体(イー・エム・エー31(EMA−31)、モンサント・カンパニィー(Monsanto Company)社製)の4%水溶液180部に添加し、ホモジナイザを用いて乳化した後、この乳化液を60℃に昇温した。
別に、40%ホルムアルデヒド水溶液40部にメラミン20部を加え、50℃で10分間反応させてプレポリマー水溶液を得た。
前記プレポリマー水溶液を、前記乳化液中に滴下し、更に攪拌しながら0.1Nの塩酸を滴下してpHを5.3とした後、反応系を60℃まで昇温して1時間攪拌し、続いて0.2Nの塩酸を滴下してpHを3.5まで下げ、更に3時間攪拌をした後に冷却して体積平均粒子径が40μmのマイクロカプセル分散液を得た。
次いで、この分散液をフィルタープレスし、続いて風乾して粉体マイクロカプセルとした。
次に、スプレードライにより、粉体マイクロカプセルの表面にエポキシ樹脂(エピクロン4050、DIC社製)のコーティングを行い、本実施例に用いるマイクロカプセルを得た。
このマイクロカプセルの殻部の融点は80℃、体積平均粒子径は40μm、帯電量の絶対値は7μC/gであった。
【0100】
<測定>
融点、体積平均粒子径、及び帯電量の測定は以下の方法により行った。
【0101】
−融点−
融点は、示差走査熱量計(DSC)を用いて測定した。ここで、融点は、示差走査熱量計(DSC)を用い、JIS K7121に準じて10±1℃/分の昇温速度で測定した時の融解ピーク温度を意味する。
【0102】
−体積平均粒子径−
体積平均粒子径は、コールターマルチサイザー(日科機社製)を用いて測定した。
【0103】
−帯電量−
帯電量は、カスケード法を用いて測定した。具体的方法を以下に示す。
測定装置は、斜めに置かれた板(アルミニウム板、幅10cm、高さ20cm)と、該板の下方に配置された測定サンプルを受ける受け皿と、前記板に接続された接地されたコンデンサとから構成されている。前記板は水平面に対して45°傾斜させた。
測定サンプルであるマイクロカプセルを、コロナ帯電型塗装ガンを用いて、−60kVの電圧を印加しながら10秒間、前記板に噴射した。
前記板に噴射された測定サンプルは、前記板をすべり落ちて受け皿に収容される。この際に測定サンプルが保有した電荷が前記板に移動してその電荷がコンデンサに蓄えられる。測定サンプルには、前記板に付与された摩擦帯電電荷と同量の逆極性の摩擦帯電電荷が付与されるので、コンデンサに蓄えられた電荷量を測定して測定サンプル1gあたりの値に換算すれば、測定サンプルの帯電量を求めることができる。
【0104】
<粉体塗料の作製>
アクリル樹脂(数平均分子量(Mn):7,000、重量平均分子量(Mw):35,000、融点:70℃)75部、着色剤の白色顔料としてルチル型酸化チタン(R−960、デュポン社製)5部を、ヘンシェルミキサー(FM−75型、三井三池化工機社製)に投入し、2,000rpmで1分間混合し、混合物を得た。
この混合物を、100℃に加熱したニーダ(KH−3−S、井上製作所社製)に投入し、30分間溶融混練して予備混練物を得た。該予備混練物を冷却した後、ハンマーミルで粉砕し、気流式の粉砕器により、粉砕分級を行い、体積平均粒子径が10μmの着色剤含有のアクリル樹脂粉末A(塗装用粒子)を得た。
また、前記予備混練物を冷却した後、ハンマーミルで粉砕後、気流式の粉砕器により、粉砕分級を行い、体積平均粒子径が40μmの着色剤含有のアクリル樹脂粉末B(他の塗装用粒子)を得た。
体積平均粒子径の測定は、マイクロカプセルの体積平均粒子径の測定方法と同じ方法で行った。なお体積平均粒子径の調整は、ハンマーミルの粉砕条件、及び粉砕器の粉砕条件の分級条件を変動させることにより、容易に行うことができた。
アクリル樹脂粉末A及びアクリル樹脂粉末Bについて、マイクロカプセルの帯電量の測定方法と同じ測定方法で帯電量を測定したところ、アクリル樹脂粉末Aの帯電量の絶対値は、35μC/g、アクリル樹脂粉末Bの帯電量の絶対値は、10μC/gであった。
続いて、前記マイクロカプセルを10部、前記アクリル樹脂粉末Aを80部、前記アクリル樹脂粉末Bを10部とを混合し、粉体塗料を得た。
【0105】
<塗装物の作製>
得られた粉体塗料を用い、市販のコロナ帯電方式のスプレーガンにより、マグネシウム合金の試験片(50mm×50mm×2mm、筐体の代替)上に焼付後の平均厚みが30μmになるように静電塗装した。負荷された電圧は−60kVで粉体塗料は負に帯電された。次に、100℃で10分間焼き付けて、塗装物を得た。
【0106】
<評価>
得られた塗装物について防汚性、及び密着性の評価を行った。結果を表1に示す。
【0107】
−防汚性の評価−
市販の油性マジック(西化学工業社製、マジックインキ No.500 黒)を用いて、前記塗装物に幅2mm、長さ30mmの直線を引いた。直線を引いた3秒後に、市販のティッシュペーパーを用いて、拭き取りを行った。マジックインキによる線の拭き取り具合を目視で観察し、残った線の長さを下記基準で評価した。評価4以上を合格とする。
5 :1mm未満
4 :1mm以上5mm未満
3 :5mm以上15mm未満
2 :15mm以上25mm未満
1 :25mm以上
【0108】
−密着性の評価−
塗装物が形成された試験片について、カッターにより、塗装物を貫通して試験片表面に達するまでの切り傷を1mm間隔で入れ、100個(縦10個×横10個=100個)の格子を作製した。そこへ、粘着テープを貼り付け、一気に剥し、塗装物の残っている格子の数を数え、密着性を下記基準により評価した。
合格 :80個を超える
不合格:80個以下
【0109】
(実施例2)
実施例1において、粉体塗料におけるマイクロカプセルの含有量を1部に変えた以外は、実施例1と同様にして、粉体塗料を作製した。
得られた粉体塗料について、実施例1と同様にして塗装物を作製し、評価に供した。結果を表1に示す。
【0110】
(実施例3)
実施例1において、粉体塗料におけるマイクロカプセルの含有量を20部に変えた以外は、実施例1と同様にして、粉体塗料を作製した。
得られた粉体塗料について、実施例1と同様にして塗装物を作製し、評価に供した。結果を表1に示す。
【0111】
(実施例4〜7)
実施例1において、マイクロカプセルの体積平均粒子径及び帯電量の絶対値を表1に記載の体積平均粒子径及び帯電量の絶対値に変えた以外は、実施例1と同様にして、粉体塗料を作製した。
得られた粉体塗料について、実施例1と同様にして塗装物を作製し、評価に供した。結果を表1に示す。
なお、マイクロカプセルの体積平均粒子径は、公知に方法により調整でき、例えば、マイクロカプセルを作製する際の撹拌条件、及び温度などを変えることで調整した。
また、マイクロカプセルの帯電量は、コーティングに用いたエポキシ樹脂に帯電制御剤を添加することで調整した。帯電制御剤を添加することで、帯電量を制御することができる。
【0112】
(実施例8)
実施例1において、アクリル樹脂粉体Aの体積平均粒子径及び帯電量の絶対値を表1に記載の体積平均粒子径及び帯電量の絶対値に変え、かつアクリル樹脂粉末Bを配合しない以外は、実施例1と同様にして、粉体塗料を作製した。
得られた粉体塗料について、実施例1と同様にして塗装物を作製し、評価に供した。結果を表1に示す。
【0113】
(比較例1)
実施例1において、粉体塗料におけるマイクロカプセルの含有量を0.5部に変えた以外は、実施例1と同様にして、粉体塗料を作製した。
得られた粉体塗料について、実施例1と同様にして塗装物を作製し、評価に供した。結果を表1に示す。
【0114】
(比較例2)
実施例1において、粉体塗料におけるマイクロカプセルの含有量を24部に変えた以外は、実施例1と同様にして、粉体塗料を作製した。
得られた粉体塗料について、実施例1と同様にして塗装物を作製し、評価に供した。結果を表1に示す。
【0115】
(比較例3〜6)
実施例1において、マイクロカプセルの体積平均粒子径及び帯電量の絶対値を表1に記載の体積平均粒子径及び帯電量の絶対値に変えた以外は、実施例1と同様にして、粉体塗料を作製した。
得られた粉体塗料について、実施例1と同様にして塗装物を作製し、評価に供した。結果を表1に示す。
なお、マイクロカプセルの体積平均粒子径と帯電量の調整方法は、上記実施例4〜7に記載した方法と同じである。
【0116】
(比較例7)
実施例1において、マイクロカプセルを含有しなかった以外は、実施例1と同様にして、粉体塗料を作製した。
得られた粉体塗料について、実施例1と同様にして塗装物を作製し、評価に供した。結果を表1に示す。
【0117】
【表1】

【0118】
実施例1から8では、マイクロカプセルの表面の帯電量が、塗装用粒子(アクリル樹脂粉末A)の帯電量の1/10〜1/2であり、マイクロカプセルの体積平均粒子径が、前記塗装用粒子の体積平均粒子径の1.5倍〜5倍であり、マイクロカプセルの含有量が、1質量%〜20質量%であることから、防汚性を付与しつつ、十分な密着性がある塗装物が得られた。
比較例1では、マイクロカプセルの含有量が、0.6質量%であり、マイクロカプセルの含有量が少ないことから、防汚性が低い結果となった。
比較例2では、マイクロカプセルの含有量が、21質量%であり、マイクロカプセルの含有量が多すぎることから、防汚性はあるものの、被塗装面との密着性が低い結果となった。
比較例3では、マイクロカプセルの表面の帯電量が、塗装用粒子(アクリル樹脂粉末A)の帯電量の7/10であり、塗装用粒子の帯電量の1/2倍を超えていることから、塗装時に被塗装面へ強く引き寄せられるマイクロカプセルが増え、形成される塗装物において、シリコーンオイルが被塗装面に接する面の近傍にも存在する結果、密着性が不十分になった。
比較例4では、マイクロカプセルの表面の帯電量が、塗装用粒子(アクリル樹脂粉末A)の帯電量の1/20であり、塗装用粒子の帯電量の1/10倍未満であることから、マイクロカプセルがほとんど帯電しないため、塗装時に被塗装面へ引き寄せられる前記マイクロカプセルが減ることから、塗装物中のシリコーンオイルの量が低下し、防汚性が不十分になった。
比較例5では、マイクロカプセルの体積平均粒子径が、塗装用粒子の体積平均粒子径の1倍であり、塗装用粒子の体積平均粒子径の1.5倍未満であることから、塗装用粒子との体積平均粒子径との差が小さいことから、塗装時に被塗装面へ引き寄せられる前記マイクロカプセルが増え、形成される塗装物において、シリコーンオイルが被塗装面に接する面の近傍にも存在する結果、密着性が不十分になった。
比較例6では、マイクロカプセルの体積平均粒子径が、塗装用粒子の体積平均粒子径の8倍であり、塗装用粒子の体積平均粒子径の5倍を超えており、マイクロカプセルが塗装用粒子に比べて大きすぎるため、均一な塗装が困難になり、形成される塗装物に凹凸が形成され、塗装物の外観が低下し、更には防汚性も不十分になった。
比較例7では、粉体塗料がマイクロカプセルを含有していないため、防汚性が不十分であった。
【0119】
(参考例1)
図3A〜図3Dに示す塗装物の形成方法にしたがって、塗装物を形成した。具体的には、以下の通りである。
実施例1で作製したアクリル樹脂粉末Bのみからなる粉体塗料を、市販のコロナ帯電方式のスプレーガンにより、マグネシウム合金の試験片(50mm×50mm×2mm)上に焼付後の平均厚みが20μmになるように静電塗装した。負荷された電圧は−60kVで粉体塗料は負に帯電された。次に、100℃で10分間焼き付けた。
続いて、その上に、実施例1で作製したアクリル樹脂粉末A80部、及び実施例1で作製したマイクロカプセル20部からなる粉体塗料を、市販のコロナ帯電方式のスプレーガンにより、焼付後の平均厚みが10μmになるように静電塗装した。負荷された電圧は−60kVで粉体塗料は負に帯電された。次に、100℃で10分間焼き付けし、塗装物を得た。塗装物全体の平均厚みは、30μmであった。
得られた塗装物について、実施例1と同様の評価を行った結果、防汚性は「5」であり、密着性は「合格」であった。
【0120】
以上の実施例1〜8、及び参考例1を含む実施形態に関し、更に以下の付記を開示する。
(付記1)シリコーンオイルを内包し、該シリコーンオイルを加熱により漏出するマイクロカプセルと、塗装用粒子とを含有し、前記マイクロカプセルの表面の帯電量が、前記塗装用粒子の帯電量の1/10倍〜1/2倍であり、前記マイクロカプセルの体積平均粒子径が、前記塗装用粒子の体積平均粒子径の1.5倍〜5倍であり、前記マイクロカプセルの含有量が、1質量%〜20質量%であることを特徴とする粉体塗料。
(付記2)更に、塗装用粒子の体積平均粒子径よりも大きい体積平均粒子径を有する他の塗装用粒子を含有する付記1に記載の粉体塗料。
(付記3)マイクロカプセルの体積平均粒子径が、20μm〜50μmである付記1から2のいずれかに記載の粉体塗料。
(付記4)シリコーンオイルが、ジメチルシリコーンオイルである付記1から3のいずれかに記載の粉体塗料。
(付記5)マイクロカプセルの表面の帯電量の絶対値が、5μC/g〜10μC/gである付記1から4のいずれかに記載の粉体塗料。
(付記6)シリコーンオイルを内包し、該シリコーンオイルを加熱により漏出するマイクロカプセルと、塗装用粒子とを含有し、前記マイクロカプセルの表面の帯電量が、前記塗装用粒子の帯電量の1/10倍〜1/2倍であり、前記マイクロカプセルの体積平均粒子径が、前記塗装用粒子の体積平均粒子径の1.5倍〜5倍であり、前記マイクロカプセルの含有量が、1質量%〜20質量%である粉体塗料を被塗装面上に塗装する工程と、前記被塗装面に接する面の反対面の表面に前記シリコーンオイルが偏在する塗装物を形成する工程とを有することを特徴とする塗装物の形成方法。
(付記7)塗装物を形成する工程が、加熱により前記被塗装面に接する面の反対面の表面にシリコーンオイルを偏在させる付記6に記載の塗装物の形成方法。
(付記8)粉体塗料が、更に、塗装用粒子の体積平均粒子径よりも大きい体積平均粒子径を有する他の塗装用粒子を含有する付記6から7のいずれかに記載の塗装物の形成方法。
(付記9)マイクロカプセルの体積平均粒子径が、20μm〜50μmである付記6から8のいずれかに記載の塗装物の形成方法。
(付記10)シリコーンオイルが、ジメチルシリコーンオイルである付記6から9のいずれかに記載の塗装物の形成方法。
(付記11)マイクロカプセルの表面の帯電量の絶対値が、5μC/g〜10μC/gである付記6から10のいずれかに記載の塗装物の形成方法。
(付記12)シリコーンオイルを内包し、該シリコーンオイルを加熱により漏出するマイクロカプセルと、塗装用粒子とを含有し、前記マイクロカプセルの表面の帯電量が、前記塗装用粒子の帯電量の1/10倍〜1/2倍であり、前記マイクロカプセルの体積平均粒子径が、前記塗装用粒子の体積平均粒子径の1.5倍〜5倍であり、前記マイクロカプセルの含有量が、1質量%〜20質量%である粉体塗料を筐体に塗装する工程と、前記筐体の面に接する面の反対面の表面に前記シリコーンオイルが偏在する塗装物を形成する工程とを有することを特徴とする電子機器の製造方法。
(付記13)塗装物を形成する工程が、加熱により前記被塗装面に接する面の反対面の表面にシリコーンオイルを偏在させる付記12に記載の電子機器の製造方法。
(付記14)粉体塗料が、更に、塗装用粒子の体積平均粒子径よりも大きい体積平均粒子径を有する他の塗装用粒子を含有する付記12から13のいずれかに記載の電子機器の製造方法。
(付記15)マイクロカプセルの体積平均粒子径が、20μm〜50μmである付記12から14のいずれかに記載の電子機器の製造方法。
(付記16)シリコーンオイルが、ジメチルシリコーンオイルである付記12から15のいずれかに記載の電子機器の製造方法。
(付記17)マイクロカプセルの表面の帯電量の絶対値が、5μC/g〜10μC/gである付記12から16のいずれかに記載の電子機器の製造方法。
(付記18)被塗装面上にマイクロカプセルを含有しない粉体塗料を塗装する工程と、続いて、マイクロカプセルを含有する粉体塗料を塗装する工程と、前記被塗装面に接する面の反対面の表面にシリコーンオイルが偏在する塗装物を形成する工程を有することを特徴とする塗装物の形成方法。
(付記19)筐体にマイクロカプセルを含有しない粉体塗料を塗装する工程と、続いて、マイクロカプセルを含有する粉体塗料を塗装する工程と、前記筐体の面に接する面の反対面の表面にシリコーンオイルが偏在する塗装物を形成する工程を有することを特徴とする電子機器の製造方法。
【符号の説明】
【0121】
1 筐体
1a 被塗装面
2 塗装用粒子
2’ 他の塗装用粒子
3 マイクロカプセル
3a シリコーンオイル
4 塗装物
5 塗装用粒子
6 膜
7 塗装用粒子
【技術分野】
【0001】
本発明は、粉体塗料、塗装物の形成方法、及び電子機器の製造方法に関する。
【背景技術】
【0002】
携帯電話、ノートパソコンなどの電子機器を収容する筐体の材料として、例えば、プラスチック、アルミ、マグネシウムなどが用いられている。そして、筐体の表面には、通常、美観、保護などを目的として塗装物が形成されている。
携帯電話、ノートパソコンなどの電子機器の筐体表面は、使用の際及び持ち運ぶ際に手で触れられることが多く、指紋跡などの汚れがつきやすい。特に近年は、光沢のある筐体が増えていることから、指紋跡などの汚れが目立ちやすい。
【0003】
そこで、指紋跡などの汚れがつきにくい、即ち防汚性のある塗装物が望まれており、これまでに、防汚効果のあるシリコーンオイルを有機溶剤型塗料に混合して塗装することにより、防汚性の塗装物を形成することが提案されている(例えば、特許文献1参照)。
しかし、この提案の技術では、防汚性のある塗装物が得られるものの、VOC(Volatile Organic Compounds、揮発性有機化合物)を含有する有機溶剤型塗料を用いているため、塗装時にVOCが大気中に飛散し、環境に及ぼす悪影響が大きいという問題がある。
【0004】
塗装物を形成するための塗料としては、有機溶剤型塗料の他に、水性塗料、及び粉体塗料がある。前記水性塗料は、前記有機溶剤型塗料よりも、塗装時におけるVOCの飛散を低減することができるものの、VOCを全く含まないものではなく、依然として環境に及ぼす悪影響が大きいという問題がある。前記粉体塗料は、塗装時にVOCが飛散することなく、環境に及ぼす悪影響を小さくすることができる点で有利である。
【0005】
しかし、防汚性を有する粉体塗料についてはこれまで提案がされていない。
したがって、防汚性を有する粉体塗料、該粉体塗料を用いた塗装物の形成方法、及び該粉体塗料を用いた電子機器の製造方法の提供が求められているのが現状である。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2009−137264号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、従来における前記諸問題を解決し、以下の目的を達成することを課題とする。即ち、本発明は、防汚性を有する粉体塗料、該粉体塗料を用いた塗装物の形成方法、及び該粉体塗料を用いた電子機器の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
前記課題を解決するための手段としては、後述する付記に記載した通りである。即ち、
開示の粉体塗料は、シリコーンオイルを内包し、該シリコーンオイルを加熱により漏出するマイクロカプセルと、塗装用粒子とを含有し、前記マイクロカプセルの表面の帯電量が、前記塗装用粒子の帯電量の1/10倍〜1/2倍であり、前記マイクロカプセルの体積平均粒子径が、前記塗装用粒子の体積平均粒子径の1.5倍〜5倍であり、前記マイクロカプセルの含有量が、1質量%〜20質量%である。
開示の塗装物の形成方法は、シリコーンオイルを内包し、該シリコーンオイルを加熱により漏出するマイクロカプセルと、塗装用粒子とを含有し、前記マイクロカプセルの表面の帯電量が、前記塗装用粒子の帯電量の1/10倍〜1/2倍であり、前記マイクロカプセルの体積平均粒子径が、前記塗装用粒子の体積平均粒子径の1.5倍〜5倍であり、前記マイクロカプセルの含有量が、1質量%〜20質量%である粉体塗料を被塗装面上に塗装する工程と、前記被塗装面に接する面の反対面の表面に前記シリコーンオイルが偏在する塗装物を形成する工程とを有する。
開示の電子機器の製造方法は、シリコーンオイルを内包し、該シリコーンオイルを加熱により漏出するマイクロカプセルと、塗装用粒子とを含有し、前記マイクロカプセルの表面の帯電量が、前記塗装用粒子の帯電量の1/10倍〜1/2倍であり、前記マイクロカプセルの体積平均粒子径が、前記塗装用粒子の体積平均粒子径の1.5倍〜5倍であり、前記マイクロカプセルの含有量が、1質量%〜20質量%である粉体塗料を筐体に塗装する工程と、前記筐体の面に接する面の反対面の表面に前記シリコーンオイルが偏在する塗装物を形成する工程とを有する。
【発明の効果】
【0009】
開示の粉体塗料によれば、防汚性を有する粉体塗料を得ることができる。
開示の塗装物の形成方法によれば、塗装による環境に及ぼす悪影響を小さくしつつ、防汚性を有する塗装物を得ることができる。
開示の電子機器の製造方法によれば、塗装による環境に及ぼす悪影響を小さくしつつ、防汚性を有する電子機器を得ることができる。
【図面の簡単な説明】
【0010】
【図1A】図1Aは、粉体塗料を塗装し、被塗装面上に塗装物を形成する工程の一例を説明するための概略図である(その1)。
【図1B】図1Bは、粉体塗料を塗装し、被塗装面上に塗装物を形成する工程の一例を説明するための概略図である(その2)。
【図1C】図1Cは、粉体塗料を塗装し、被塗装面上に塗装物を形成する工程の一例を説明するための概略図である(その3)。
【図2A】図2Aは、粉体塗料を塗装し、被塗装面上に塗装物を形成する工程の他の一例を説明するための概略図である(その1)。
【図2B】図2Bは、粉体塗料を塗装し、被塗装面上に塗装物を形成する工程の他の一例を説明するための概略図である(その2)。
【図2C】図2Cは、粉体塗料を塗装し、被塗装面上に塗装物を形成する工程の他の一例を説明するための概略図である(その3)。
【図3A】図3Aは、他の塗装物の形成方法における、粉体塗料を塗装し、被塗装面上に塗装物を形成する工程を説明するための概略図である(その1)。
【図3B】図3Bは、他の塗装物の形成方法における、粉体塗料を塗装し、被塗装面上に塗装物を形成する工程を説明するための概略図である(その2)。
【図3C】図3Cは、他の塗装物の形成方法における、粉体塗料を塗装し、被塗装面上に塗装物を形成する工程を説明するための概略図である(その3)。
【図3D】図3Dは、他の塗装物の形成方法における、粉体塗料を塗装し、被塗装面上に塗装物を形成する工程を説明するための概略図である(その4)。
【発明を実施するための形態】
【0011】
(粉体塗料)
本発明の粉体塗料は、マイクロカプセルと、塗装用粒子とを少なくとも含有し、更に必要に応じて、他の塗装用粒子などのその他の成分を含有する。
【0012】
<マイクロカプセル>
前記マイクロカプセルは、シリコーンオイルを内包し、該シリコーンオイルを加熱により漏出するマイクロカプセルである。
【0013】
前記マイクロカプセルの形状としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、球形、楕円形などが挙げられる。
【0014】
前記マイクロカプセルの構造としては、殻部と、前記殻部により画成され、シリコーンオイルが内包される空間としての空洞部とを有する限り、特に制限はなく、目的に応じて適宜選択することができる。また、前記殻部は、1層構造であってもよく、その表面に樹脂層が形成された多層(例えば、2層)構造であってもよい。
前記構造のマイクロカプセルを形成するマイクロカプセル化法としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、コアセルベーション法、界面重合法、in−situ重合法などが挙げられる。
【0015】
−殻部−
前記殻部の材質としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、メラミン−ホルムアルデヒド樹脂、イソシアネート樹脂、エチレン−無水マレイン酸共重合体、塩化ビニリデン−アクリロニトリル共重合体、ポリビニルアルコール、ポリビニルブチラール、ポリメチルメタクリレート、ポリアクリロニトリル、ポリ塩化ビニリデン、ポリスルホン等の熱溶融性物質、熱膨張破壊物質などが挙げられる。これらの中でも、耐水性及び耐溶剤性が優れている点で、エチレン−無水マレイン酸共重合体、メラミン−ホルムアルデヒド樹脂が好ましい。
これらは、1種単独で使用してもよいし、2種以上を併用してもよい。
なお、前記殻部は、必要に応じて、酸化防止剤、紫外線吸収剤などの助剤を含んでいてもよい。
【0016】
前記殻部は、前記マイクロカプセルの帯電量を調整するために、その表面に樹脂層が形成されていてもよい。前記樹脂層として前記殻部の表面に形成される樹脂としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、エポキシ樹脂、アクリル樹脂などが挙げられる。
【0017】
前記エポキシ樹脂としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、ビスフェノール型エポキシ樹脂、ノボラック型エポキシ樹脂、脂環式エポキシ樹脂などが挙げられる。
【0018】
前記殻部の融点としては、特に制限はなく、目的に応じて適宜選択することができるが、60℃〜100℃が好ましい。前記融点が、60℃未満であると、塗装前の粉体塗料として、保存している時の安定性が悪く、マイクロカプセル同士が付着固化することがある。前記融点が、100℃を超えると、加熱による塗装物形成時に殻部が破裂しにくくなり、シリコーンオイルが漏出されにくくなる。前記融点とは、示差走査熱量計(DSC)を用い、JIS K7121に準じて、10±1℃/分の昇温速度で測定したときの融解ピーク温度を意味する。
【0019】
−空洞部−
前記空洞部は、シリコーンオイルが内包される空間である。
前記空洞部の形状、大きさとしては、特に制限はなく、目的に応じて適宜選択することができる。
【0020】
−シリコーンオイル−
前記シリコーンオイルとしては、特に制限はなく、目的に応じて適宜選択することができ、例えば、ジメチルシリコーンオイル、メチルハイドロジェンシリコーンオイル、メチルフェニルシリコーンオイル、ポリエーテルシリコーンオイル、環状ジメチルシリコーンオイル、アルキル変性シリコーンオイル、メチル塩素化フェニルシリコーンオイル、高級脂肪酸変性シリコーンオイル、フッ素変性シリコーンオイルなどが挙げられる。
これらは、1種単独で使用してもよいし、2種以上を併用してもよい。
これらシリコーンオイルは市販品を用いることができ、市販品としては、例えば、KF−96L(信越化学工業社製、ジメチルシリコーンオイル)、KF−99(信越化学工業社製、メチルハイドロジェンシリコーンオイル)、KF−50(信越化学工業社製、メチルフェニルシリコーンオイル)、KF−995(信越化学工業社製、環状ジメチルシリコーンオイル)、FS1265(繁和産業社製、フッ素変性シリコーンオイル)などが挙げられる。
これらの中でもジメチルシリコーンオイルが好ましい。
【0021】
前記シリコーンオイルの前記マイクロカプセルにおける含有量としては、特に制限はなく、目的に応じて適宜選択することができるが、3質量%〜90質量%が好ましい。
【0022】
前記マイクロカプセルの体積平均粒子径としては、特に制限はなく、目的に応じて適宜選択することができるが、20μm〜50μmが好ましい。前記体積平均粒子径が、20μm未満であると、塗装時に塗装物近辺に塗装される割合が多くなること、即ち塗装効率が低下することがあり、50μmを超えると、塗装時に噴霧されにくく、塗装にムラが発生することがある。
前記体積平均粒子径は、例えば、コールターマルチサイザー(日科機社製)、LS230(ベックマンコールター社製、レーザー回折・散乱法の測定装置)を用いて測定できる。
【0023】
前記マイクロカプセルの表面の帯電量の絶対値としては、特に制限はなく、目的に応じて適宜選択することができるが、5μC/g〜10μC/gが好ましい。前記帯電量の絶対値が、5μC/g未満であると、塗装物に対する静電引力が弱くなりすぎ、塗装にムラが発生することがあり、10μC/gを超えると、塗装物に対する静電引力が強くなりすぎ、塗装物近辺に塗装される割合が多くなることがある。前記帯電量の絶対値が、前記好ましい範囲内であると、効率的かつ均一な塗装ができる点で有利である。
【0024】
前記帯電量は、カスケード法を用いて測定できる。具体的には、斜めに置かれたアルミニウムなどの導電性の板と、該板の下方に配置された測定サンプルを受ける受け皿と、前記板に接続された接地されたコンデンサとから構成される測定装置を用いる。前記板は水平面に対して45°〜60°傾斜される。
測定サンプルを、コロナ帯電型塗装ガンを用いて、−60kVの電圧を印加しながら10秒間〜20秒間、前記板に噴射させる。
前記板に噴射された測定サンプルは、前記板をすべり落ちて受け皿に収容される。この際に測定サンプルが保有した電荷が前記板に移動してその電荷がコンデンサに蓄えられる。測定サンプルには、前記板に付与された摩擦帯電電荷と同量の逆極性の摩擦帯電電荷が付与されるので、コンデンサに蓄えられた電荷量を測定して測定サンプル1gあたりの値に換算すれば、測定サンプルの帯電量を求めることができる。
【0025】
前記マイクロカプセルの表面の帯電量は、前記塗装用粒子の帯電量の1/10倍〜1/2倍である。前記帯電量が、前記塗装用粒子の帯電量の1/10倍未満であると、前記マイクロカプセルがほとんど帯電しないため、塗装時に被塗装面へ引き寄せられる前記マイクロカプセルが減ることから、塗装物中のシリコーンオイルの量が低下し、防汚性が不十分になる。前記帯電量が、前記塗装用粒子の帯電量の1/2倍を超えると、塗装時に被塗装面へ強く引き寄せられる前記マイクロカプセルが増え、形成される塗装物において、シリコーンオイルが被塗装面に接する面の近傍にも存在する結果、密着性が不十分になる。
【0026】
前記マイクロカプセルの帯電量の調整方法としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、前記殻部の樹脂種を変更する方法、前記殻部に帯電制御剤を添加する方法などが挙げられる。
前記帯電制御剤としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、カリックスアレン化合物、4級アンモニウム塩などが挙げられる。
例えば、前記殻部に前記カリックスアレン化合物を添加することで、帯電量を上げることができ、前記殻部に前記4級アンモニウム塩を添加することで、帯電量を下げることができる。
【0027】
前記マイクロカプセルの体積平均粒子径は、前記塗装用粒子の体積平均粒子径の1.5倍〜5倍である。前記体積平均粒子径が、前記塗装用粒子の体積平均粒子径の1.5倍未満であると、前記塗装用粒子との体積平均粒子径との差が小さいことから、塗装時に被塗装面へ引き寄せられる前記マイクロカプセルが増え、形成される塗装物において、シリコーンオイルが被塗装面に接する面の近傍にも存在する結果、密着性が不十分になる。前記体積平均粒子径が、前記塗装用粒子の体積平均粒子径の5倍を超えると、前記マイクロカプセルが前記塗装用粒子に比べて大きすぎるため、均一な塗装が困難になり、形成される塗装物に凹凸が形成され、塗装物の外観が低下し、更には防汚性も不十分になる。
【0028】
前記マイクロカプセルの含有量は、前記粉体塗料に対して、1質量%〜20質量%である。前記マイクロカプセルの含有量が、1質量%未満であると、塗装物において、マイクロカプセルが少なすぎ、十分な防汚性が得られない。前記マイクロカプセルの含有量が、20質量%を超えると、塗装物において、シリコーンオイルが被塗装面に接する面の反対面の表面にシリコーンオイルが偏在せず、被塗装面に接する面の近傍にも存在する結果、密着性が不十分になる。
【0029】
<塗装用粒子>
前記塗装用粒子としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、樹脂を少なくとも含有し、更に必要に応じて、着色剤などその他の成分を含有する塗装用粒子などが挙げられる。
【0030】
−樹脂−
前記樹脂としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、ポリエステル樹脂、エポキシ樹脂、アクリル樹脂、フェノール樹脂、キシレン樹脂、ユリア樹脂、メラミン樹脂、ポリエチレン樹脂、シリコーン樹脂、ポリウレタン樹脂、ポリアミド樹脂などが挙げられる。前記樹脂は、1種単独で使用してもよいし、2種以上を併用してもよい。
これら樹脂は、熱硬化性タイプ、熱可塑性タイプのいずれであってもよい。
【0031】
−−アクリル樹脂−−
前記アクリル樹脂としては、例えば、アクリル酸及びその誘導体、並びにメタアクリル酸及びその誘導体の少なくともいずれかと、必要によりこれら以外のエチレン性不飽和結合含有モノマーとを重合したものなどが挙げられる。
【0032】
前記アクリル酸の誘導体としては、例えば、アクリル酸エステル類、アクリルアミド類、アクリロニトリル類などが挙げられる。
前記アクリル酸エステル類としては、例えば、メチルアクリレート、エチルアクリレート、イソプロピルアクリレート、n−ブチルアクリレート、イソブチルアクリレート、2−エチルヘキシルアクリレート、イソデシルアクリレート、ラウリルアクリレート、グリシジルアクリレート、ジメチルアミノエチルアクリレート、アミルアクリレート、ビニルアクリレート、シクロヘキシルアクリレート、エチレングリコールジアクリレート、グリセリルトリアクリレート、2−ヒドロキシプロピルアクリレート、2−ヒドロキシブチルアクリレートなどが挙げられる。
前記アクリルアミド類としては、例えば、アクリルアミド、N−メチロールアクリルアミドなどが挙げられる。
前記アクリロニトリル類としては、例えば、アクリロニトリル、エチルシアノアクリロニトリルなどが挙げられる。
【0033】
前記メタクリル酸の誘導体としては、例えば、メタクリル酸エステル類、メタクリルアミド類、メタクリロニトリル類などが挙げられる。
前記メタクリル酸エステル類としては、例えば、メチルメタクリレート、エチルメタクリレート、イソプロピルメタクリレート、n−ブチルメタクリレート、イソブチルメタクリレート、2−エチルヘキシルメタクリレート、イソデシルメタクリレート、ラウリルメタクリレート、グリシジルメタクリレート、ジメチルアミノエチルメタクリレート、アミルメタクリレート、ビニルメタクリレート、シクロヘキシルメタクリレート、エチル−α−ヒドロキシメチルメタクリレート、エチレングリコールジメタクリレート、グリセリルトリメタクリレート、2−ヒドロキシプロピルメタクリレート、2−ヒドロキシブチルメタクリレートなどが挙げられる。
前記メタクリルアミド類としては、例えば、メタクリルアミド、N−メチロールアクリルアミドなどが挙げられる。
前記メタクリロニトリル類としては、例えば、メタクリロニトリル、エチルシアノメタクリロニトリルなどが挙げられる。
【0034】
前記エチレン性不飽和結合含有モノマーとしては、例えば、スチレン、酢酸ビニル、ビニルトルエン、マレイン酸などが挙げられる。
【0035】
−着色剤−
前記着色剤としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、二酸化チタン、ベンガラ、黄色酸化鉄、カーボンブラック、フタロシアニンブルー、キナクリドン系赤色顔料などが挙げられる。これらは、1種単独で使用してもよいし、2種以上を併用してもよい。
前記着色剤の含有量としては、特に制限はなく、目的に応じて適宜選択することがでるが、前記粉体塗料100質量部に対して、1質量部〜10質量部が好ましい。前記含有量が、1質量部未満であると、鮮やかな色調が得られないことがあり、10質量部を超えると、塗装物の強度が低下することがある。
【0036】
−その他の成分−
前記塗装用粒子におけるその他の成分としては、例えば、帯電制御剤、電気抵抗制御剤、硬化剤などが挙げられる。
【0037】
−−帯電制御剤−−
前記帯電制御剤としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、電子受容性の有機錯体、塩素化パラフイン、塩素化ポリエステル、酸基過剰のポリエステル、銅フタロシアニンのスルホニルアミン、カリックスアレン化合物などが挙げられる。これらは、1種単独で使用してもよいし、2種以上を併用してもよい。
前記帯電制御剤の含有量としては、特に制限はなく、目的に応じて適宜選択することができる。
【0038】
−−電気抵抗制御剤−−
前記電気抵抗制御剤としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、針状酸化チタン、酸化アルミニウムなどが挙げられる。これらは、1種単独で使用してもよいし、2種以上を併用してもよい。
前記電気抵抗制御剤の含有量としては、特に制限はなく、目的に応じて適宜選択することができる。
【0039】
−−硬化剤−−
前記硬化剤としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、アミン、アミド、ジシアンジアミド、カルボン酸、酸無水物、イソシアネート、ポリスルフィド、酸ジヒドラジド、イミダゾールなどが挙げられる。これらは、1種単独で使用してもよいし、2種以上を併用してもよい。
前記硬化剤の含有量としては、特に制限はなく、目的に応じて適宜選択することができる。
【0040】
前記塗装用粒子の体積平均粒子径としては、特に制限はなく、目的に応じて適宜選択することができるが、4μm〜33μmが好ましい。前記体積平均粒子径が、4μm未満であると、体積平均粒子径が小さすぎて塗装を制御することが困難になることがあり、33μmを超えると、前記マイクロカプセルを50μmを超える体積平均粒子径にする必要が生じ、塗装にムラが発生することがある。
前記体積平均粒子径は、例えば、コールターマルチサイザー(日科機社製)、LS230(ベックマンコールター社製、レーザー回折・散乱法の測定装置)を用いて測定できる。
【0041】
前記塗装用粒子の帯電量の絶対値としては、特に制限はなく、目的に応じて適宜選択することができるが、10μC/g〜100μC/gが好ましい。前記帯電量の絶対値が、10μC/g未満であると塗装時に塗装物近辺に塗装される割合が多くなること、即ち塗装効率が低下することがあり、100μC/gを超えると、塗装の制御が困難になり、塗装にムラが発生することがある。前記帯電量の絶対値が、前記好ましい範囲内であると、効率的かつ均一な塗装ができる点で有利である。
前記帯電量は、カスケード法を用いて測定できる。測定の具体的方法は、前記マイクロカプセルの帯電量の説明において記載した方法と同じである。
【0042】
前記塗装用粒子の帯電量の調整方法としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、前記樹脂の種類を変える方法、前記帯電制御剤を配合する方法などが挙げられる。
【0043】
前記塗装用粒子の前記粉体塗料における含有量としては、特に制限はなく、目的に応じて適宜選択することができるが、10質量%〜80質量%が好ましい。前記含有量が、10質量%未満であると、マイクロカプセルが塗装物近傍に塗装される割合が高くなることがあり、80質量%を超えると、塗装効率が低下し、塗装のムラが発生することがある。
【0044】
−塗装用粒子の製造方法−
前記塗装用粒子の製造方法としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、塗装用粒子組成物(樹脂、着色剤など)を、ミキサー又はブレンダーを用いて乾式混合した後、ニーダーにより溶融混練して冷却し、機械式又は気流式の粉砕機を用いて粉砕した後、分級する方法などが挙げられる。
【0045】
<他の塗装用粒子>
前記他の塗装用粒子としては、前記塗装用粒子の体積平均粒子径よりも大きい体積平均粒子径を有する塗装用粒子であれば、特に制限はなく、目的に応じて適宜選択することができ、例えば、樹脂を少なくとも含有し、更に必要に応じて、着色剤などその他の成分を含有する塗装用粒子などが挙げられる。
【0046】
前記樹脂、前記着色剤、及び前記その他の成分としては、前記塗装用粒子の説明において記載した前記樹脂、前記着色剤、及び前記その他の成分と同じものが挙げられる。
前記他の塗装用粒子における前記樹脂、前記着色剤、及び前記その他の成分は、前記塗装用粒子と同じものを用いてもよいし、異なるものを用いてもよい。
【0047】
前記他の塗装用粒子の体積平均粒子径としては、特に制限はなく、目的に応じて適宜選択することができるが、20μm〜50μmが好ましい。前記体積平均粒子径が、20μm未満であると、塗装時に塗装物近辺に塗装される割合が多くなること、即ち塗装効率が低下することがあり、50μmを超えると、塗装時に噴霧されにくく、塗装にムラが発生することがある。
【0048】
前記他の塗装用粒子の帯電量の絶対値としては、特に制限はなく、目的に応じて適宜選択することができるが、5μC/g〜10μC/gが好ましい。前記帯電量の絶対値が、5μC/g未満であると、塗装物に対する静電引力が弱くなりすぎ、塗装にムラが発生することがあり、10μC/gを超えると、塗装物に対する静電引力が強くなりすぎ、塗装物近辺に塗装される割合が多くなることがある。前記帯電量の絶対値が、前記好ましい範囲内であると、効率的かつ均一な塗装ができる点で有利である。
【0049】
前記他の塗装用粒子の前記粉体塗料における含有量としては、特に制限はなく、目的に応じて適宜選択することができるが、1質量%〜20質量%が好ましい。
【0050】
前記塗装用粒子と前記他の塗装用粒子が前記粉体塗料中に混在している場合、体積平均粒子径を測定した際の粒径分布には、前記塗装用粒子によるピークと前記他の塗装用粒子によるピークがそれぞれ観測される。そのため、この分かれたピークを確認することにより、前記粉体塗料に前記塗装用粒子と前記他の塗装用粒子が混在していることが確認できる。
【0051】
<その他の成分>
前記その他の成分としては、特に制限はなく、目的に応じて適宜選択することができる。
【0052】
(塗装物の形成方法)
本発明の塗装物の形成方法は、本発明の前記粉体塗料を被塗装面上に塗装する工程と、前記被塗装面に接する面の反対面の表面にシリコーンオイルが偏在する塗装物を形成する工程とを少なくとも有し、更に必要に応じて、その他の工程を有する。
【0053】
<塗装する工程>
前記塗装する工程としては、本発明の前記粉体塗料を被塗装面上に塗装する工程であれば、特に制限はなく、目的に応じて適宜選択することができる。
【0054】
−被塗装面−
前記被塗装面としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、パーソナルコンピュータ、デジタルカメラ、デジタルビデオカメラ、携帯電話機等の電子機器の筐体表面などが挙げられる。
前記筐体の材質としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、プラスチック、アルミニウム、マグネシウム、合金などが挙げられる。前記合金としては、例えば、マグネシウム合金などが挙げられる。
【0055】
−塗装−
前記塗装の方法としては、形成される塗装物の前記被塗装面に接する面の反対面の表面(言い換えれば、反対側の露出面、又は大気面)にシリコーンオイルが偏在するようにできれば、特に制限はなく、目的に応じて適宜選択することができ、例えば、静電塗装法などが挙げられる。前記静電塗装法としては、例えば、コロナ荷電法、摩擦荷電法などが挙げられる。
前記静電塗装は、例えば、コロナ帯電方式のスプレーガンなどを用いて、前記粉体塗料を−30kV〜−150kVの電圧で負に帯電させることにより行われる。
【0056】
<塗装物を形成する工程>
前記塗装物を形成する工程としては、前記被塗装面に接する面の反対面の表面に前記シリコーンオイルが偏在する塗装物を形成する工程であれば、特に制限はなく、目的に応じて適宜選択することができ、例えば、膜化のための加熱などが挙げられる。
【0057】
−膜化のための加熱−
前記膜化のための加熱における加熱温度としては、前記粉体塗料中の前記樹脂を溶融させ膜化するとともに、前記マイクロカプセルからシリコーンオイルが漏出できる温度である限り、特に制限はなく、目的に応じて適宜選択することができるが、60℃〜120℃が好ましい。前記加熱温度が、60℃未満であると、膜化されないこと、又は前記マイクロカプセルからのシリコーンオイルの漏出が不十分になることがあり、120℃を超えると、被塗装面への熱的ダメージが生じること、及びエネルギー消費が大きくなることがある。
前記膜化のための加熱における加熱時間としては、特に制限はなく、目的に応じて適宜選択することができるが、5分間〜2時間が好ましい。前記加熱時間が、5分間未満であると、膜化されないこと、又は前記マイクロカプセルからのシリコーンオイルの漏出が不十分になることがあり、2時間を超えると、被塗装面への熱的ダメージが生じること、及びエネルギー消費が大きくなることがある。
【0058】
以上の工程により、前記被塗装面に接する面の反対面の表面(言い換えれば大気面)にシリコーンオイルが偏在する塗装物が形成される。
【0059】
前記シリコーンオイルの偏在としては、防汚性が発揮され、かつ前記被塗装面と前記塗装物との密着性が得られる偏在であれば、特に制限はなく、目的に応じて適宜選択することができる。
【0060】
前記塗装物の平均厚みとしては、特に制限はなく、目的に応じて適宜選択することができるが、10μm〜50μmが好ましい。
【0061】
ここで、前記塗装物の形成方法の一例について、図を参照して説明する。図1A〜図1Cは、粉体塗料を塗装し、被塗装面上に塗装物を形成する工程を説明するための概略図である。筐体1の被塗装面1aに、塗装用粒子2とマイクロカプセル3を含有する前記粉体塗料を、コロナ帯電方式のスプレーガン(不図示)を用いて塗装する。スプレーガンから粉体塗料が吐出される際には、塗装用粒子2及びマイクロカプセル3は、ほぼ均一に混ざった状態で吐出される(図1A)。スプレーガンから吐出された粉体塗料は、負に帯電されているが、マイクロカプセル3の帯電量の絶対値よりも塗装用粒子2の帯電量の絶対値の方が大きく、かつマイクロカプセル3の体積平均粒子径よりも塗装用粒子2の体積平均粒子径の方が小さいため、単位表面積あたりの電荷密度の絶対値が大きい塗装用粒子2が、静電気力によって、被塗装面1aに引き寄せられ、塗装用粒子2が被塗装面1aに選択的に塗着する。一方、マイクロカプセル3は、塗装用粒子2上に堆積する(図1B)。そして、被塗装面1aに塗着した粉体塗料を加熱すると、粉体塗料は膜化するとともに、マイクロカプセル3の殻部が破裂して内包されていたシリコーンオイル3aが漏出し、形成される塗装物における被塗装面1aに接する面の反対面の表面(言い換えれば大気面)にシリコーンオイル3aが偏在した塗装物4が得られる(図1C)。
【0062】
また、前記塗装物の形成方法の他の一例について、図を参照して説明する。図2A〜図2Cは、粉体塗料を塗装し、被塗装面上に塗装物を形成する工程を説明するための概略図である。筐体1の被塗装面1aに、塗装用粒子2と、塗装用粒子2よりも堆積平均粒子径の大きい他の塗装用粒子2’と、マイクロカプセル3を含有する前記粉体塗料を、コロナ帯電方式のスプレーガン(不図示)を用いて塗装する。スプレーガンから粉体塗料が吐出される際には、塗装用粒子2、他の塗装用粒子2’、及びマイクロカプセル3は、ほぼ均一に混ざった状態で吐出される(図2A)。スプレーガンから吐出された粉体塗料は、負に帯電されているが、マイクロカプセル3の帯電量の絶対値よりも塗装用粒子2の帯電量の絶対値の方が大きく、かつマイクロカプセル3の体積平均粒子径よりも塗装用粒子2の体積平均粒子径の方が小さいため、単位表面積あたりの電荷密度の絶対値が大きい塗装用粒子2が、静電気力によって、被塗装面1aに引き寄せられ、塗装用粒子2が被塗装面1aに選択的に塗着する。一方、マイクロカプセル3は、塗装用粒子2上に堆積する。他の塗装用粒子2’は、塗装用粒子2よりも体積平均粒子径が大きいため、マイクロカプセル3と類似した挙動をとり、塗装用粒子2上に堆積する(図2B)。そして、被塗装面1aに塗着した粉体塗料を加熱すると、粉体塗料は膜化するとともに、マイクロカプセル3の殻部が破裂して内包されていたシリコーンオイル3aが漏出し、形成される塗装物における被塗装面1aに接する面の反対面の表面(言い換えれば大気面)にシリコーンオイル3aが偏在した塗装物4が得られる(図2C)。
【0063】
上記のように、シリコーンオイルが前記被塗装面1aに接する面の反対面の表面(言い換えれば大気面)に偏在していることにより、前記粉体塗料により形成される前記塗装物は、防汚性を有しており、かつ被塗装面との密着性に優れる。
【0064】
(他の塗装物の形成方法)
本発明の前記塗装物の形成方法の他に、塗装物の形成方法としては、被塗装面上にマイクロカプセルを含有しない粉体塗料を塗装する工程(第一の粉体塗料を塗装する工程)と、続いて、マイクロカプセルを含有する粉体塗料を塗装する工程(第二の粉体塗料を塗装する工程)と、前記被塗装面に接する面の反対面の表面にシリコーンオイルが偏在する塗装物を形成する工程を少なくとも有し、更に必要に応じて、その他の工程を有する方法が挙げられる。
【0065】
<第一の粉体塗料を塗装する工程>
前記第一の粉体塗料を塗装する工程としては、被塗装面上にマイクロカプセルを含有しない粉体塗料を塗装する工程であれば、特に制限はなく、目的に応じて適宜選択することができる。
【0066】
−被塗装面−
前記被塗装面としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、本発明の前記塗装物の形成方法において記載した前記被塗装面などが挙げられる。
【0067】
−マイクロカプセルを含有しない粉体塗料−
前記マイクロカプセルを含有しない粉体塗料としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、マイクロカプセルを含有せず、塗装用粒子を少なくとも含有し、更に必要に応じて、その他の成分を含有する粉体塗料が挙げられる。
前記塗装用粒子としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、本発明の前記粉体塗料の説明において記載した前記塗装用粒子、前記他の塗装用粒子などが挙げられる。
【0068】
−マイクロカプセルを含有しない粉体塗料の塗装−
前記マイクロカプセルを含有しない粉体塗料の塗装の方法としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、静電塗装法などが挙げられる。前記静電塗装法としては、例えば、コロナ荷電法、摩擦荷電法などが挙げられる。
前記静電塗装は、例えば、コロナ帯電方式のスプレーガンなどを用いて、前記マイクロカプセルを含有しない粉体塗料を−30kV〜−150kVの電圧で負に帯電させることにより行われる。
【0069】
−膜化のための加熱−
前記マイクロカプセルを含有しない粉体塗料の塗装の際には、膜化のために必要に応じて加熱が行われる。
前記膜化のための加熱における加熱温度としては、前記マイクロカプセルを含有しない粉体塗料中の樹脂を溶融させ膜化できる温度である限り、特に制限はなく、目的に応じて適宜選択することができるが、60℃〜120℃が好ましい。なお、該加熱において完全に膜化が起こっている必要はなく、前記被塗装面が覆われる程度に膜化がされていればよく、部分的に前記塗装用粒子がその形状を残して堆積されていてもよい。
前記膜化のための加熱における加熱時間としては、特に制限はなく、目的に応じて適宜選択することができるが、5分間〜2時間が好ましい。前記加熱時間が、5分間未満であると、膜化されないことがあり、2時間を超えると、被塗装面への熱的ダメージが生じること、及びエネルギー消費が大きくなることがある。
【0070】
前記膜化により得られる膜の平均厚みとしては、特に制限はなく、目的に応じて適宜選択することができる。
【0071】
<第二の粉体塗料を塗装する工程>
前記第二の粉体塗料を塗装する工程としては、前記第一の粉体塗料を塗装する工程に続いて、前記マイクロカプセルを含有しない粉体塗料が塗装された前記被塗装面上に、マイクロカプセルを含有する粉体塗料を塗装する工程であれば、特に制限はなく、目的に応じて適宜選択することができる。
【0072】
−マイクロカプセルを含有する粉体塗料−
前記マイクロカプセルを含有する粉体塗料は、塗装用粒子と、マイクロカプセルとを少なくとも含有し、更に必要に応じて、その他の成分を含有する。
前記塗装用粒子としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、本発明の前記粉体塗料の説明において記載した前記塗装用粒子、前記他の塗装用粒子などが挙げられる。
前記マイクロカプセルは、本発明の前記粉体塗料の説明において記載した前記マイクロカプセル、即ちシリコーンオイルを内包し、該シリコーンオイルを加熱により漏出するマイクロカプセルである。
【0073】
−マイクロカプセルを含有する粉体塗料の塗装−
前記マイクロカプセルを含有する粉体塗料の塗装の方法としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、本発明の前記塗装物の形成方法の説明において記載した前記塗装の方法が挙げられる。
【0074】
<塗装物を形成する工程>
前記塗装物を形成する工程としては、前記被塗装面に接する面の反対面の表面にシリコーンオイルが偏在する塗装物を形成する工程であれば、特に制限はなく、目的に応じて適宜選択することができ、例えば、膜化のための加熱などが挙げられる。
【0075】
−膜化のための加熱−
前記膜化のための加熱における加熱温度としては、前記粉体塗料中の前記樹脂を溶融させ膜化するとともに、前記マイクロカプセルからシリコーンオイルが漏出できる温度である限り、特に制限はなく、目的に応じて適宜選択することができるが、60℃〜120℃が好ましい。前記加熱温度が、60℃未満であると、膜化されないこと、又は前記マイクロカプセルからのシリコーンオイルの漏出が不十分になることがあり、120℃を超えると、被塗装面への熱的ダメージが生じること、及びエネルギー消費が大きくなることがある。
前記膜化のための加熱における加熱時間としては、特に制限はなく、目的に応じて適宜選択することができるが、5分間〜2時間が好ましい。前記加熱時間が、5分間未満であると、膜化されないこと、又は前記マイクロカプセルからのシリコーンオイルの漏出が不十分になることがあり、2時間を超えると、被塗装面への熱的ダメージが生じること、及びエネルギー消費が大きくなることがある。
【0076】
以上の工程により、前記被塗装面に接する面の反対面の表面(言い換えれば大気面)にシリコーンオイルが偏在する塗装物が形成される。
【0077】
前記シリコーンオイルの偏在としては、防汚性が発揮され、かつ前記被塗装面と前記塗装物との密着性が得られる偏在であれば、特に制限はなく、目的に応じて適宜選択することができる。
【0078】
形成される前記塗装物の平均厚みとしては、特に制限はなく、目的に応じて適宜選択することができるが、10μm〜50μmが好ましい。
【0079】
ここで、前記他の塗装物の形成方法の一例について、図を参照して説明する。図3A〜図3Dは、粉体塗料を塗装し、被塗装面上に塗装物を形成する工程を説明するための概略図である。筐体1の被塗装面1aに、塗装用粒子5を含有し、かつマイクロカプセルを含有しない粉体塗料を、コロナ帯電方式のスプレーガン(不図示)を用いて塗装し、被塗装面1aに塗着させた後に、加熱により被塗装面1a上で膜化させ、膜6を形成する(図3A及び図3B)。続いて、前記膜6上に、マクロカプセル3と塗装用粒子7とを含有する粉体塗料を塗装し、前記膜6に塗着させる(図3C)。そして、前記膜6に塗着した粉体塗料を加熱すると、粉体塗料は膜化するとともに、マイクロカプセル3の殻部が破裂して内包されていたシリコーンオイル3aが漏出し、形成される塗装物における前記被塗装面1aに接する面の反対面の表面(言い換えれば大気面)にシリコーンオイル3aが偏在した塗装物4が得られる(図3D)。
シリコーンオイルが前記被塗装面1aに接する面の反対面の表面(言い換えれば大気面)に偏在していることにより、形成される前記塗装物は、防汚性を有しており、かつ被塗装面との密着性に優れる。
【0080】
(電子機器の製造方法)
本発明の電子機器の製造方法は、本発明の前記粉体塗料を筐体に塗装する工程と、前記筐体の面に接する面の反対面の表面に前記シリコーンオイルが偏在する塗装物を形成する工程とを少なくとも有し、更に必要に応じて、その他の工程を有する。
【0081】
<塗装する工程>
前記塗装する工程としては、本発明の前記粉体塗料を筐体に塗装する工程であれば、特に制限はなく、目的に応じて適宜選択することができる。
【0082】
−筐体−
前記筐体としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、パーソナルコンピュータ、デジタルカメラ、デジタルビデオカメラ、携帯電話機などの筐体が挙げられる。
前記筐体の材質としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、プラスチック、アルミニウム、マグネシウム、合金などが挙げられる。前記合金としては、例えば、マグネシウム合金などが挙げられる。
【0083】
−塗装−
前記塗装の方法としては、形成される塗装物の前記被塗装面に接する面の反対面の表面(言い換えれば大気面)にシリコーンオイルが偏在するようにできれば、特に制限はなく、目的に応じて適宜選択することができ、例えば、本発明の前記塗装物の形成方法において記載した前記塗装の方法が挙げられる。
【0084】
<塗装物を形成する工程>
前記塗装物を形成する工程としては、前記筐体の面に接する面の反対面の表面(言い換えれば、前記筐体表面に接する面と反対側の露出面)に前記シリコーンオイルが偏在する塗装物を形成する工程であれば、特に制限はなく、目的に応じて適宜選択することができ、例えば、膜化のための加熱などが挙げられる。
【0085】
−膜化のための加熱−
前記膜化のための加熱における加熱温度としては、前記粉体塗料中の前記樹脂を溶融させ膜化するとともに、前記マイクロカプセルからシリコーンオイルが漏出できる温度である限り、特に制限はなく、目的に応じて適宜選択することができ、例えば、本発明の前記塗装物の形成方法において記載した前記膜化のための加熱の温度が挙げられる。
前記膜化のための加熱における加熱時間としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、本発明の前記塗装物の形成方法において記載した前記膜化のための加熱の時間が挙げられる。
【0086】
以上の工程により、前記筐体の面に接する面の反対面の表面(言い換えれば大気面)にシリコーンオイルが偏在する塗装物が形成され、電子機器が製造される。
【0087】
形成される前記塗装物の平均厚みとしては、特に制限はなく、目的に応じて適宜選択することができるが、10μm〜50μmが好ましい。
【0088】
前記シリコーンオイルの偏在としては、防汚性が発揮され、かつ前記被塗装面と前記塗装物との密着性が得られる偏在であれば、特に制限はなく、目的に応じて適宜選択することができる。
【0089】
前記電子機器の製造方法により製造される電子機器としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、パーソナルコンピュータ、デジタルカメラ、デジタルビデオカメラ、携帯電話機などが挙げられる。
【0090】
(他の電子機器の製造方法)
本発明の前記電子機器の製造方法の他に、電子機器の製造方法としては、筐体にマイクロカプセルを含有しない粉体塗料を塗装する工程(第一の粉体塗料を塗装する工程)と、続いて、マイクロカプセルを含有する粉体塗料を塗装する工程(第二の粉体塗料を塗装する工程)と、前記筐体の面に接する面の反対面の表面にシリコーンオイルが偏在する塗装物を形成する工程を少なくとも有し、更に必要に応じて、その他の工程を有する方法が挙げられる。
【0091】
<第一の粉体塗料を塗装する工程>
前記第一の粉体塗料を塗装する工程としては、筐体にマイクロカプセルを含有しない粉体塗料を塗装する工程であれば、特に制限はなく、目的に応じて適宜選択することができ、例えば、前記他の塗装物の形成方法に記載した前記第一の粉体塗料を塗装する工程と同様の工程が挙げられる。
【0092】
−筐体−
前記筐体としては、特に制限はなく、目的に応じて適宜選択することができ、例えば、パーソナルコンピュータ、デジタルカメラ、デジタルビデオカメラ、携帯電話機などの筐体が挙げられる。
【0093】
<第二の粉体塗料を塗装する工程>
前記第二の粉体塗料を塗装する工程としては、前記第一の粉体塗料を塗装する工程に続いて、前記マイクロカプセルを含有しない粉体塗料が塗装された前記筐体に、マイクロカプセルを含有する粉体塗料を塗装する工程であれば、特に制限はなく、目的に応じて適宜選択することができ、例えば、前記他の塗装物の形成方法に記載した前記第二の粉体塗料を塗装する工程と同様の工程が挙げられる。
【0094】
<塗装物を形成する工程>
前記塗装物を形成する工程としては、前記筐体の面に接する面の反対面の表面(言い換えれば、前記筐体表面に接する面と反対側の露出面)にシリコーンオイルが偏在する塗装物を形成する工程であれば、特に制限はなく、目的に応じて適宜選択することができ、例えば、前記他の塗装物の形成方法における前記塗装物を形成する工程が挙げられる。
【0095】
形成される前記塗装物の平均厚みとしては、特に制限はなく、目的に応じて適宜選択することができるが、10μm〜50μmが好ましい。
【0096】
前記シリコーンオイルの偏在としては、防汚性が発揮され、かつ前記被塗装面と前記塗装物との密着性が得られる偏在であれば、特に制限はなく、目的に応じて適宜選択することができる。
【0097】
以上の工程により、前記筐体の面に接する面の反対面の表面(言い換えれば大気面)にシリコーンオイルが偏在する塗装物が形成され、電子機器が製造される。
【実施例】
【0098】
以下、実施例を挙げて本発明をより具体的に説明するが、本発明は、これらの実施例に何ら制限されるものではない。なお、以下の実施例において、特に明記のない限り、「%」は、「質量%」を意味し、「部」は、「質量部」を意味する。
【0099】
(実施例1)
<マイクロカプセルの調製>
ジメチルシリコーンオイル(KF−96L、信越化学工業社製)80部を、pHを6.0に調整したエチレン−無水マレイン酸共重合体(イー・エム・エー31(EMA−31)、モンサント・カンパニィー(Monsanto Company)社製)の4%水溶液180部に添加し、ホモジナイザを用いて乳化した後、この乳化液を60℃に昇温した。
別に、40%ホルムアルデヒド水溶液40部にメラミン20部を加え、50℃で10分間反応させてプレポリマー水溶液を得た。
前記プレポリマー水溶液を、前記乳化液中に滴下し、更に攪拌しながら0.1Nの塩酸を滴下してpHを5.3とした後、反応系を60℃まで昇温して1時間攪拌し、続いて0.2Nの塩酸を滴下してpHを3.5まで下げ、更に3時間攪拌をした後に冷却して体積平均粒子径が40μmのマイクロカプセル分散液を得た。
次いで、この分散液をフィルタープレスし、続いて風乾して粉体マイクロカプセルとした。
次に、スプレードライにより、粉体マイクロカプセルの表面にエポキシ樹脂(エピクロン4050、DIC社製)のコーティングを行い、本実施例に用いるマイクロカプセルを得た。
このマイクロカプセルの殻部の融点は80℃、体積平均粒子径は40μm、帯電量の絶対値は7μC/gであった。
【0100】
<測定>
融点、体積平均粒子径、及び帯電量の測定は以下の方法により行った。
【0101】
−融点−
融点は、示差走査熱量計(DSC)を用いて測定した。ここで、融点は、示差走査熱量計(DSC)を用い、JIS K7121に準じて10±1℃/分の昇温速度で測定した時の融解ピーク温度を意味する。
【0102】
−体積平均粒子径−
体積平均粒子径は、コールターマルチサイザー(日科機社製)を用いて測定した。
【0103】
−帯電量−
帯電量は、カスケード法を用いて測定した。具体的方法を以下に示す。
測定装置は、斜めに置かれた板(アルミニウム板、幅10cm、高さ20cm)と、該板の下方に配置された測定サンプルを受ける受け皿と、前記板に接続された接地されたコンデンサとから構成されている。前記板は水平面に対して45°傾斜させた。
測定サンプルであるマイクロカプセルを、コロナ帯電型塗装ガンを用いて、−60kVの電圧を印加しながら10秒間、前記板に噴射した。
前記板に噴射された測定サンプルは、前記板をすべり落ちて受け皿に収容される。この際に測定サンプルが保有した電荷が前記板に移動してその電荷がコンデンサに蓄えられる。測定サンプルには、前記板に付与された摩擦帯電電荷と同量の逆極性の摩擦帯電電荷が付与されるので、コンデンサに蓄えられた電荷量を測定して測定サンプル1gあたりの値に換算すれば、測定サンプルの帯電量を求めることができる。
【0104】
<粉体塗料の作製>
アクリル樹脂(数平均分子量(Mn):7,000、重量平均分子量(Mw):35,000、融点:70℃)75部、着色剤の白色顔料としてルチル型酸化チタン(R−960、デュポン社製)5部を、ヘンシェルミキサー(FM−75型、三井三池化工機社製)に投入し、2,000rpmで1分間混合し、混合物を得た。
この混合物を、100℃に加熱したニーダ(KH−3−S、井上製作所社製)に投入し、30分間溶融混練して予備混練物を得た。該予備混練物を冷却した後、ハンマーミルで粉砕し、気流式の粉砕器により、粉砕分級を行い、体積平均粒子径が10μmの着色剤含有のアクリル樹脂粉末A(塗装用粒子)を得た。
また、前記予備混練物を冷却した後、ハンマーミルで粉砕後、気流式の粉砕器により、粉砕分級を行い、体積平均粒子径が40μmの着色剤含有のアクリル樹脂粉末B(他の塗装用粒子)を得た。
体積平均粒子径の測定は、マイクロカプセルの体積平均粒子径の測定方法と同じ方法で行った。なお体積平均粒子径の調整は、ハンマーミルの粉砕条件、及び粉砕器の粉砕条件の分級条件を変動させることにより、容易に行うことができた。
アクリル樹脂粉末A及びアクリル樹脂粉末Bについて、マイクロカプセルの帯電量の測定方法と同じ測定方法で帯電量を測定したところ、アクリル樹脂粉末Aの帯電量の絶対値は、35μC/g、アクリル樹脂粉末Bの帯電量の絶対値は、10μC/gであった。
続いて、前記マイクロカプセルを10部、前記アクリル樹脂粉末Aを80部、前記アクリル樹脂粉末Bを10部とを混合し、粉体塗料を得た。
【0105】
<塗装物の作製>
得られた粉体塗料を用い、市販のコロナ帯電方式のスプレーガンにより、マグネシウム合金の試験片(50mm×50mm×2mm、筐体の代替)上に焼付後の平均厚みが30μmになるように静電塗装した。負荷された電圧は−60kVで粉体塗料は負に帯電された。次に、100℃で10分間焼き付けて、塗装物を得た。
【0106】
<評価>
得られた塗装物について防汚性、及び密着性の評価を行った。結果を表1に示す。
【0107】
−防汚性の評価−
市販の油性マジック(西化学工業社製、マジックインキ No.500 黒)を用いて、前記塗装物に幅2mm、長さ30mmの直線を引いた。直線を引いた3秒後に、市販のティッシュペーパーを用いて、拭き取りを行った。マジックインキによる線の拭き取り具合を目視で観察し、残った線の長さを下記基準で評価した。評価4以上を合格とする。
5 :1mm未満
4 :1mm以上5mm未満
3 :5mm以上15mm未満
2 :15mm以上25mm未満
1 :25mm以上
【0108】
−密着性の評価−
塗装物が形成された試験片について、カッターにより、塗装物を貫通して試験片表面に達するまでの切り傷を1mm間隔で入れ、100個(縦10個×横10個=100個)の格子を作製した。そこへ、粘着テープを貼り付け、一気に剥し、塗装物の残っている格子の数を数え、密着性を下記基準により評価した。
合格 :80個を超える
不合格:80個以下
【0109】
(実施例2)
実施例1において、粉体塗料におけるマイクロカプセルの含有量を1部に変えた以外は、実施例1と同様にして、粉体塗料を作製した。
得られた粉体塗料について、実施例1と同様にして塗装物を作製し、評価に供した。結果を表1に示す。
【0110】
(実施例3)
実施例1において、粉体塗料におけるマイクロカプセルの含有量を20部に変えた以外は、実施例1と同様にして、粉体塗料を作製した。
得られた粉体塗料について、実施例1と同様にして塗装物を作製し、評価に供した。結果を表1に示す。
【0111】
(実施例4〜7)
実施例1において、マイクロカプセルの体積平均粒子径及び帯電量の絶対値を表1に記載の体積平均粒子径及び帯電量の絶対値に変えた以外は、実施例1と同様にして、粉体塗料を作製した。
得られた粉体塗料について、実施例1と同様にして塗装物を作製し、評価に供した。結果を表1に示す。
なお、マイクロカプセルの体積平均粒子径は、公知に方法により調整でき、例えば、マイクロカプセルを作製する際の撹拌条件、及び温度などを変えることで調整した。
また、マイクロカプセルの帯電量は、コーティングに用いたエポキシ樹脂に帯電制御剤を添加することで調整した。帯電制御剤を添加することで、帯電量を制御することができる。
【0112】
(実施例8)
実施例1において、アクリル樹脂粉体Aの体積平均粒子径及び帯電量の絶対値を表1に記載の体積平均粒子径及び帯電量の絶対値に変え、かつアクリル樹脂粉末Bを配合しない以外は、実施例1と同様にして、粉体塗料を作製した。
得られた粉体塗料について、実施例1と同様にして塗装物を作製し、評価に供した。結果を表1に示す。
【0113】
(比較例1)
実施例1において、粉体塗料におけるマイクロカプセルの含有量を0.5部に変えた以外は、実施例1と同様にして、粉体塗料を作製した。
得られた粉体塗料について、実施例1と同様にして塗装物を作製し、評価に供した。結果を表1に示す。
【0114】
(比較例2)
実施例1において、粉体塗料におけるマイクロカプセルの含有量を24部に変えた以外は、実施例1と同様にして、粉体塗料を作製した。
得られた粉体塗料について、実施例1と同様にして塗装物を作製し、評価に供した。結果を表1に示す。
【0115】
(比較例3〜6)
実施例1において、マイクロカプセルの体積平均粒子径及び帯電量の絶対値を表1に記載の体積平均粒子径及び帯電量の絶対値に変えた以外は、実施例1と同様にして、粉体塗料を作製した。
得られた粉体塗料について、実施例1と同様にして塗装物を作製し、評価に供した。結果を表1に示す。
なお、マイクロカプセルの体積平均粒子径と帯電量の調整方法は、上記実施例4〜7に記載した方法と同じである。
【0116】
(比較例7)
実施例1において、マイクロカプセルを含有しなかった以外は、実施例1と同様にして、粉体塗料を作製した。
得られた粉体塗料について、実施例1と同様にして塗装物を作製し、評価に供した。結果を表1に示す。
【0117】
【表1】
【0118】
実施例1から8では、マイクロカプセルの表面の帯電量が、塗装用粒子(アクリル樹脂粉末A)の帯電量の1/10〜1/2であり、マイクロカプセルの体積平均粒子径が、前記塗装用粒子の体積平均粒子径の1.5倍〜5倍であり、マイクロカプセルの含有量が、1質量%〜20質量%であることから、防汚性を付与しつつ、十分な密着性がある塗装物が得られた。
比較例1では、マイクロカプセルの含有量が、0.6質量%であり、マイクロカプセルの含有量が少ないことから、防汚性が低い結果となった。
比較例2では、マイクロカプセルの含有量が、21質量%であり、マイクロカプセルの含有量が多すぎることから、防汚性はあるものの、被塗装面との密着性が低い結果となった。
比較例3では、マイクロカプセルの表面の帯電量が、塗装用粒子(アクリル樹脂粉末A)の帯電量の7/10であり、塗装用粒子の帯電量の1/2倍を超えていることから、塗装時に被塗装面へ強く引き寄せられるマイクロカプセルが増え、形成される塗装物において、シリコーンオイルが被塗装面に接する面の近傍にも存在する結果、密着性が不十分になった。
比較例4では、マイクロカプセルの表面の帯電量が、塗装用粒子(アクリル樹脂粉末A)の帯電量の1/20であり、塗装用粒子の帯電量の1/10倍未満であることから、マイクロカプセルがほとんど帯電しないため、塗装時に被塗装面へ引き寄せられる前記マイクロカプセルが減ることから、塗装物中のシリコーンオイルの量が低下し、防汚性が不十分になった。
比較例5では、マイクロカプセルの体積平均粒子径が、塗装用粒子の体積平均粒子径の1倍であり、塗装用粒子の体積平均粒子径の1.5倍未満であることから、塗装用粒子との体積平均粒子径との差が小さいことから、塗装時に被塗装面へ引き寄せられる前記マイクロカプセルが増え、形成される塗装物において、シリコーンオイルが被塗装面に接する面の近傍にも存在する結果、密着性が不十分になった。
比較例6では、マイクロカプセルの体積平均粒子径が、塗装用粒子の体積平均粒子径の8倍であり、塗装用粒子の体積平均粒子径の5倍を超えており、マイクロカプセルが塗装用粒子に比べて大きすぎるため、均一な塗装が困難になり、形成される塗装物に凹凸が形成され、塗装物の外観が低下し、更には防汚性も不十分になった。
比較例7では、粉体塗料がマイクロカプセルを含有していないため、防汚性が不十分であった。
【0119】
(参考例1)
図3A〜図3Dに示す塗装物の形成方法にしたがって、塗装物を形成した。具体的には、以下の通りである。
実施例1で作製したアクリル樹脂粉末Bのみからなる粉体塗料を、市販のコロナ帯電方式のスプレーガンにより、マグネシウム合金の試験片(50mm×50mm×2mm)上に焼付後の平均厚みが20μmになるように静電塗装した。負荷された電圧は−60kVで粉体塗料は負に帯電された。次に、100℃で10分間焼き付けた。
続いて、その上に、実施例1で作製したアクリル樹脂粉末A80部、及び実施例1で作製したマイクロカプセル20部からなる粉体塗料を、市販のコロナ帯電方式のスプレーガンにより、焼付後の平均厚みが10μmになるように静電塗装した。負荷された電圧は−60kVで粉体塗料は負に帯電された。次に、100℃で10分間焼き付けし、塗装物を得た。塗装物全体の平均厚みは、30μmであった。
得られた塗装物について、実施例1と同様の評価を行った結果、防汚性は「5」であり、密着性は「合格」であった。
【0120】
以上の実施例1〜8、及び参考例1を含む実施形態に関し、更に以下の付記を開示する。
(付記1)シリコーンオイルを内包し、該シリコーンオイルを加熱により漏出するマイクロカプセルと、塗装用粒子とを含有し、前記マイクロカプセルの表面の帯電量が、前記塗装用粒子の帯電量の1/10倍〜1/2倍であり、前記マイクロカプセルの体積平均粒子径が、前記塗装用粒子の体積平均粒子径の1.5倍〜5倍であり、前記マイクロカプセルの含有量が、1質量%〜20質量%であることを特徴とする粉体塗料。
(付記2)更に、塗装用粒子の体積平均粒子径よりも大きい体積平均粒子径を有する他の塗装用粒子を含有する付記1に記載の粉体塗料。
(付記3)マイクロカプセルの体積平均粒子径が、20μm〜50μmである付記1から2のいずれかに記載の粉体塗料。
(付記4)シリコーンオイルが、ジメチルシリコーンオイルである付記1から3のいずれかに記載の粉体塗料。
(付記5)マイクロカプセルの表面の帯電量の絶対値が、5μC/g〜10μC/gである付記1から4のいずれかに記載の粉体塗料。
(付記6)シリコーンオイルを内包し、該シリコーンオイルを加熱により漏出するマイクロカプセルと、塗装用粒子とを含有し、前記マイクロカプセルの表面の帯電量が、前記塗装用粒子の帯電量の1/10倍〜1/2倍であり、前記マイクロカプセルの体積平均粒子径が、前記塗装用粒子の体積平均粒子径の1.5倍〜5倍であり、前記マイクロカプセルの含有量が、1質量%〜20質量%である粉体塗料を被塗装面上に塗装する工程と、前記被塗装面に接する面の反対面の表面に前記シリコーンオイルが偏在する塗装物を形成する工程とを有することを特徴とする塗装物の形成方法。
(付記7)塗装物を形成する工程が、加熱により前記被塗装面に接する面の反対面の表面にシリコーンオイルを偏在させる付記6に記載の塗装物の形成方法。
(付記8)粉体塗料が、更に、塗装用粒子の体積平均粒子径よりも大きい体積平均粒子径を有する他の塗装用粒子を含有する付記6から7のいずれかに記載の塗装物の形成方法。
(付記9)マイクロカプセルの体積平均粒子径が、20μm〜50μmである付記6から8のいずれかに記載の塗装物の形成方法。
(付記10)シリコーンオイルが、ジメチルシリコーンオイルである付記6から9のいずれかに記載の塗装物の形成方法。
(付記11)マイクロカプセルの表面の帯電量の絶対値が、5μC/g〜10μC/gである付記6から10のいずれかに記載の塗装物の形成方法。
(付記12)シリコーンオイルを内包し、該シリコーンオイルを加熱により漏出するマイクロカプセルと、塗装用粒子とを含有し、前記マイクロカプセルの表面の帯電量が、前記塗装用粒子の帯電量の1/10倍〜1/2倍であり、前記マイクロカプセルの体積平均粒子径が、前記塗装用粒子の体積平均粒子径の1.5倍〜5倍であり、前記マイクロカプセルの含有量が、1質量%〜20質量%である粉体塗料を筐体に塗装する工程と、前記筐体の面に接する面の反対面の表面に前記シリコーンオイルが偏在する塗装物を形成する工程とを有することを特徴とする電子機器の製造方法。
(付記13)塗装物を形成する工程が、加熱により前記被塗装面に接する面の反対面の表面にシリコーンオイルを偏在させる付記12に記載の電子機器の製造方法。
(付記14)粉体塗料が、更に、塗装用粒子の体積平均粒子径よりも大きい体積平均粒子径を有する他の塗装用粒子を含有する付記12から13のいずれかに記載の電子機器の製造方法。
(付記15)マイクロカプセルの体積平均粒子径が、20μm〜50μmである付記12から14のいずれかに記載の電子機器の製造方法。
(付記16)シリコーンオイルが、ジメチルシリコーンオイルである付記12から15のいずれかに記載の電子機器の製造方法。
(付記17)マイクロカプセルの表面の帯電量の絶対値が、5μC/g〜10μC/gである付記12から16のいずれかに記載の電子機器の製造方法。
(付記18)被塗装面上にマイクロカプセルを含有しない粉体塗料を塗装する工程と、続いて、マイクロカプセルを含有する粉体塗料を塗装する工程と、前記被塗装面に接する面の反対面の表面にシリコーンオイルが偏在する塗装物を形成する工程を有することを特徴とする塗装物の形成方法。
(付記19)筐体にマイクロカプセルを含有しない粉体塗料を塗装する工程と、続いて、マイクロカプセルを含有する粉体塗料を塗装する工程と、前記筐体の面に接する面の反対面の表面にシリコーンオイルが偏在する塗装物を形成する工程を有することを特徴とする電子機器の製造方法。
【符号の説明】
【0121】
1 筐体
1a 被塗装面
2 塗装用粒子
2’ 他の塗装用粒子
3 マイクロカプセル
3a シリコーンオイル
4 塗装物
5 塗装用粒子
6 膜
7 塗装用粒子
【特許請求の範囲】
【請求項1】
シリコーンオイルを内包し、該シリコーンオイルを加熱により漏出するマイクロカプセルと、塗装用粒子とを含有し、
前記マイクロカプセルの表面の帯電量が、前記塗装用粒子の帯電量の1/10倍〜1/2倍であり、
前記マイクロカプセルの体積平均粒子径が、前記塗装用粒子の体積平均粒子径の1.5倍〜5倍であり、
前記マイクロカプセルの含有量が、1質量%〜20質量%であることを特徴とする粉体塗料。
【請求項2】
更に、塗装用粒子の体積平均粒子径よりも大きい体積平均粒子径を有する他の塗装用粒子を含有する請求項1に記載の粉体塗料。
【請求項3】
マイクロカプセルの体積平均粒子径が、20μm〜50μmである請求項1から2のいずれかに記載の粉体塗料。
【請求項4】
シリコーンオイルが、ジメチルシリコーンオイルである請求項1から3のいずれかに記載の粉体塗料。
【請求項5】
シリコーンオイルを内包し、該シリコーンオイルを加熱により漏出するマイクロカプセルと、塗装用粒子とを含有し、前記マイクロカプセルの表面の帯電量が、前記塗装用粒子の帯電量の1/10倍〜1/2倍であり、前記マイクロカプセルの体積平均粒子径が、前記塗装用粒子の体積平均粒子径の1.5倍〜5倍であり、前記マイクロカプセルの含有量が、1質量%〜20質量%である粉体塗料を被塗装面上に塗装する工程と、
前記被塗装面に接する面の反対面の表面に前記シリコーンオイルが偏在する塗装物を形成する工程とを有することを特徴とする塗装物の形成方法。
【請求項6】
塗装物を形成する工程が、加熱により前記被塗装面に接する面の反対面の表面にシリコーンオイルを偏在させる請求項5に記載の塗装物の形成方法。
【請求項7】
シリコーンオイルを内包し、該シリコーンオイルを加熱により漏出するマイクロカプセルと、塗装用粒子とを含有し、前記マイクロカプセルの表面の帯電量が、前記塗装用粒子の帯電量の1/10倍〜1/2倍であり、前記マイクロカプセルの体積平均粒子径が、前記塗装用粒子の体積平均粒子径の1.5倍〜5倍であり、前記マイクロカプセルの含有量が、1質量%〜20質量%である粉体塗料を筐体に塗装する工程と、
前記筐体の面に接する面の反対面の表面に前記シリコーンオイルが偏在する塗装物を形成する工程とを有することを特徴とする電子機器の製造方法。
【請求項1】
シリコーンオイルを内包し、該シリコーンオイルを加熱により漏出するマイクロカプセルと、塗装用粒子とを含有し、
前記マイクロカプセルの表面の帯電量が、前記塗装用粒子の帯電量の1/10倍〜1/2倍であり、
前記マイクロカプセルの体積平均粒子径が、前記塗装用粒子の体積平均粒子径の1.5倍〜5倍であり、
前記マイクロカプセルの含有量が、1質量%〜20質量%であることを特徴とする粉体塗料。
【請求項2】
更に、塗装用粒子の体積平均粒子径よりも大きい体積平均粒子径を有する他の塗装用粒子を含有する請求項1に記載の粉体塗料。
【請求項3】
マイクロカプセルの体積平均粒子径が、20μm〜50μmである請求項1から2のいずれかに記載の粉体塗料。
【請求項4】
シリコーンオイルが、ジメチルシリコーンオイルである請求項1から3のいずれかに記載の粉体塗料。
【請求項5】
シリコーンオイルを内包し、該シリコーンオイルを加熱により漏出するマイクロカプセルと、塗装用粒子とを含有し、前記マイクロカプセルの表面の帯電量が、前記塗装用粒子の帯電量の1/10倍〜1/2倍であり、前記マイクロカプセルの体積平均粒子径が、前記塗装用粒子の体積平均粒子径の1.5倍〜5倍であり、前記マイクロカプセルの含有量が、1質量%〜20質量%である粉体塗料を被塗装面上に塗装する工程と、
前記被塗装面に接する面の反対面の表面に前記シリコーンオイルが偏在する塗装物を形成する工程とを有することを特徴とする塗装物の形成方法。
【請求項6】
塗装物を形成する工程が、加熱により前記被塗装面に接する面の反対面の表面にシリコーンオイルを偏在させる請求項5に記載の塗装物の形成方法。
【請求項7】
シリコーンオイルを内包し、該シリコーンオイルを加熱により漏出するマイクロカプセルと、塗装用粒子とを含有し、前記マイクロカプセルの表面の帯電量が、前記塗装用粒子の帯電量の1/10倍〜1/2倍であり、前記マイクロカプセルの体積平均粒子径が、前記塗装用粒子の体積平均粒子径の1.5倍〜5倍であり、前記マイクロカプセルの含有量が、1質量%〜20質量%である粉体塗料を筐体に塗装する工程と、
前記筐体の面に接する面の反対面の表面に前記シリコーンオイルが偏在する塗装物を形成する工程とを有することを特徴とする電子機器の製造方法。
【図1A】

【図1B】
【図1C】

【図2A】

【図2B】
【図2C】
【図3A】

【図3B】

【図3C】

【図3D】

【図1B】
【図1C】
【図2A】
【図2B】
【図2C】
【図3A】
【図3B】
【図3C】
【図3D】
【公開番号】特開2012−177025(P2012−177025A)
【公開日】平成24年9月13日(2012.9.13)
【国際特許分類】
【出願番号】特願2011−40290(P2011−40290)
【出願日】平成23年2月25日(2011.2.25)
【出願人】(000005223)富士通株式会社 (25,993)
【Fターム(参考)】
【公開日】平成24年9月13日(2012.9.13)
【国際特許分類】
【出願日】平成23年2月25日(2011.2.25)
【出願人】(000005223)富士通株式会社 (25,993)
【Fターム(参考)】
[ Back to top ]