
粉体塗料システム、その塗装方法および塗装物

【課題】平滑な塗膜表面を形成できる粉体塗料システムおよび粉体塗料の塗装方法を提供する。
【解決手段】本粉体塗料システムは、体積平均粒子径が1〜10μmの範囲にある粉体塗料Aと体積平均粒子径が20〜100μmの範囲にある粉体塗料Bとよりなる。
【解決手段】本粉体塗料システムは、体積平均粒子径が1〜10μmの範囲にある粉体塗料Aと体積平均粒子径が20〜100μmの範囲にある粉体塗料Bとよりなる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、粉体塗料システム、その塗装方法および、それらを用いて塗装した電子機器筐体等の塗装物に関する。
【背景技術】
【0002】
塗料には大きく分けて、有機溶媒型塗料、水性エマルジョン型塗料、粉体塗料の3種類があり、現在、有機溶媒型塗料は作業性、耐久性等の点で有利なため、最も普及している。しかしながら、有機溶媒型塗料、水性エマルジョン型塗料ともVOC(Volatile Organic Compounds、揮発性有機化合物)を含有するが、粉体塗料ではこのような溶媒を使用しないため、VOCフリーとなり、環境負荷が最も小さい塗料と考えられている。このため、今後は粉体塗料の普及が進むものと考えられている(たとえば特許文献1参照)。
【特許文献1】特開平2002−1740号公報(要約)
【発明の開示】
【発明が解決しようとする課題】
【0003】
従来の粉体塗料は、樹脂、着色剤、帯電制御剤、電気抵抗制御剤等を含んでなり、体積平均粒子径が10〜100μmの範囲で、粒径分布のピークが一つであり、粒径分布がシャープなものが一般的であった。
【0004】
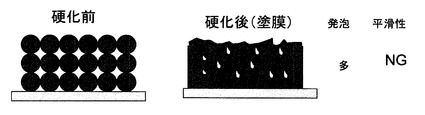
ところが、従来の粉体塗料で塗装を行った場合、図1の右側(硬化後の塗膜の模式的断面図)に示されるように、塗膜中に空隙が残り、塗膜表面が凹凸になる問題が発生していた。このため、溶融時の発泡を抑えるべく溶融粘性の低い樹脂を採用する等の手法をとっていたが、完全には空隙を取り切れないという問題があった。なお、図1の左側は、硬化前の粉体塗料の粒子の積層状態を示す模式図である。
【0005】
本発明は、上記問題を解決し、平滑な塗膜表面を形成できる新規な粉体塗料システム、そのシステムを用いる塗装方法、それらによって得られる塗装物を提供することを目的とする。本発明の更に他の目的および利点は、以下の説明から明らかになるであろう。
【課題を解決するための手段】
【0006】
本発明の一態様によれば、体積平均粒子径が1〜10μmの範囲にある粉体塗料Aと体積平均粒子径が20〜100μmの範囲にある粉体塗料Bとよりなる粉体塗料システムが提供される。
【0007】
本発明の他の態様によれば、この粉体塗料システムを粉体塗料Aと粉体塗料Bとが混合した状態で用い、一つのコロナ帯電型塗装ガンで塗装を行う、粉体塗料の塗装方法や、この粉体塗料システムを粉体塗料Aと粉体塗料Bとが独立した状態で用い、粉体塗料A用のコロナ帯電型塗装ガン1と粉体塗料B用のコロナ帯電型塗装ガン2との二つの塗装ガンで塗装を行う、粉体塗料の塗装方法が提供される。
【0008】
本発明の更に他の態様によれば、この粉体塗料システムを用いて塗装された電子機器筐体や、この粉体塗料の塗装方法を用いて塗装された電子機器筐体が提供される。
【0009】
上記粉体塗料システムや塗装方法を用いて作製された塗装面は、空隙の巻き込みが少なく、平滑な塗膜表面となる。
【発明の効果】
【0010】
本発明により、平滑な塗膜表面を形成できる。
【発明を実施するための最良の形態】
【0011】
以下に、本発明の実施の形態を図、表、実施例等を使用して説明する。なお、これらの図、表、実施例等および説明は本発明を例示するものであり、本発明の範囲を制限するものではない。本発明の趣旨に合致する限り他の実施の形態も本発明の範疇に属し得ることは言うまでもない。
【0012】
上記課題を解決するため、粒径分布を拡げた粉体塗料について検討した結果、ある程度の効果が得られることが判明した。ただし、それでも、ある程度の空隙が残存した。
【0013】
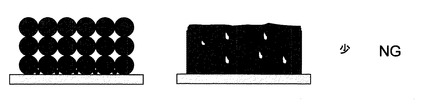
これは、恐らく、図2の右側に示すように、空隙率は下がることは下がるが、小粒径粉体塗料粒子は大粒径粉体塗料粒子に比べ帯電性が高くなるため、塗装対象物に対する小粒径粉体塗料粒子の付着の割合が大粒径粉体塗料粒子の付着の割合に比べ多くなり過ぎ、小粒径粉体塗料が過多に塗装され、その結果、塗料粒子間に捕捉された空隙が加熱溶融時に抜けにくくなるためであろうと推察されている。なお、図2の左側は硬化前の粉体塗料の粒子の積層状態を示す模式図である。
【0014】
検討の結果、体積平均粒子径が1〜10μmの範囲にある粉体塗料Aと体積平均粒子径が20〜100μmの範囲にある粉体塗料Bとよりなる粉体塗料システムが、平滑な塗膜表面を形成するのに有効であることが見出された。この場合、粉体塗料システムが、混合状態で粒径分布に二つのピークが観察されることが好ましい。
【0015】
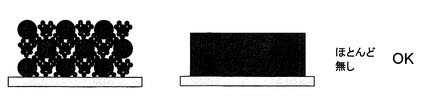
これは、恐らく、小粒径粉体塗料が大粒径粉体塗料中の空隙に入り込み、その結果、空隙率が低減し、平滑な塗膜表面を形成できるものと考えられる。図3の右側は、その効果が十分発現した様子を示す模式的断面図である。ただし、これらはあくまでも推測であり、これらの考察が本発明の条件をなすものではない。なお、図3の左側は硬化前の粉体塗料の粒子の積層状態を示す模式図である。
【0016】
粉体塗料Aの体積平均粒子径が1μmよりも小さい場合にも10μmよりも大きい場合にも平滑な塗装面が得られ難くなる。粉体塗料Aの体積平均粒子径が1μmよりも小さい場合には、恐らく、帯電性が高くなるため、塗装対象物に対する小粒径粉体塗料粒子の付着の割合が大粒径粉体塗料粒子の付着の割合に比べ多くなり過ぎ、小粒径粉体塗料が過多に塗装され、その結果、塗料粒子間に捕捉された空隙が加熱溶融時に抜けにくくなるためであろうと推察される。また、10μmよりも大きい場合には、大粒径粉体塗料粒子の間に入り込める小粒径粉体塗料粒子の割合が少なくなるため、空隙が残りやすくなるのであろうと考えられる。
【0017】
粉体塗料Bの体積平均粒子径についても、20〜100μmの範囲を外れると平滑な塗装面が得られ難くなる。20μmよりも小さい場合には、粉体塗料Aの体積平均粒子径が10μmよりも大きい場合と同様の現象が生じ、100μmよりも大きい場合には、粉体塗料Aの体積平均粒子径が1μmよりも小さい場合と同様の現象が生じるのであろうと推察される。
【0018】
二つの粉体塗料を混合した場合、それらの体積平均粒子径が異なれば、理論的には混合状態で粒径分布に二つのピークを有することになる筈であるが、互いの体積平均粒子径が接近しすぎ、また、粒径分布が幅広い場合には、二つのピークが観察できない場合もあり得る。このような場合には、先述の粒径分布を拡げた場合に類似した現象を呈する可能性が増大する。
【0019】
そこで、本粉体塗料システムは、混合状態で粒径分布に二つのピークが観察されるのが好ましい。また、このことは、粒径分布の観点からすれば、粉体塗料Aや粉体塗料Bの粒径分布が狭い方が好ましいことを意味しているとも言える。
【0020】
なお、本発明において、体積平均粒子径や粒径分布を求める方法については特に制限はなく、公知の方法を適宜使用して決めることができる。たとえば、コールターマルチサイザー(日科機社製)を使用する方法、レーザー回折・散乱法の測定装置(ベックマンコールター社製、LS230)を挙げることができる。混合状態で粒径分布に二つのピークが観察されることは、体積平均粒子径を求める過程で確認し得る。
【0021】
ここで、「粉体塗料」は、樹脂、着色剤、帯電制御剤、電気抵抗制御剤等を含んでなる固体粒子の集合を意味する。使用される樹脂、着色剤、帯電制御剤、電気抵抗制御剤等には特に制限はなく、また、粉体塗料Aと粉体塗料Bとのいずれに用いるかについても特に制限はなく、公知のものから適宜選択することができる。
【0022】
使用される樹脂としては、例えば、エポキシ樹脂、アクリル樹脂、フェノール樹脂、キシレン樹脂、ユリア樹脂、メラニン樹脂、ポリエステル樹脂、ポリエチレン樹脂、シリコーン樹脂、ポリウレタン樹脂、ポリアミド樹脂等の粉体塗料に通常用いられている樹脂を用いることができる。
【0023】
これらの粉体塗料中の樹脂の主成分が熱硬化性樹脂の場合には、熱硬化性樹脂が持つ官能基と架橋反応し得る官能基を持つ硬化剤を用いることが好ましい。
【0024】
このような硬化剤としては、例えば、アミン、アミド、ジシアンジアミド、カルボン酸、酸無水物、イソシアネート、ポリスルフィド、酸ジヒドラジド、イミダゾール等の粉体塗料に用いられている公知の硬化剤を、単独でまたは混合して用いることができる。
【0025】
着色剤としては、顔料や、染料等、の通常に合成樹脂材料に添加配合されているもののすべてが包含され、具体的にはカーボンブラック、酸化クローム、コバルトブルー、カドミウムレッド、フタロシアニンブルー、カドミウムイエロー等があげられる。帯電制御剤としては、電子受容性の有機錯体、塩素化パラフイン、塩素化ポリエステル、酸基過剰のポリエステル、銅フタロシアニンのスルホニルアミン,カリックスアレーン化合物などが例示できる。電気抵抗制御剤としては、針状酸化チタン、酸化アルミニウム等の微粉末等を例示することができる。なお、樹脂、着色剤、帯電制御剤、電気抵抗制御剤等は、粉体塗料Aと粉体塗料Bとで異なっていてもよい。
【0026】
粉体塗料A対粉体塗料Bの重量割合には、特に制限はなく、平滑な塗装面が得られるように試行錯誤で最適比を求めればよいが、一般的には4:6〜6:4の範囲にあることが好ましい、上限を超える場合も下限を超える場合も、塗装面の平滑性が悪化する場合が多い。4:6より粉体塗料Bが多い場合には、大粒径粉体塗料粒子の空隙中に入り込む小粒径粉体塗料粒子の量が不足して図1の状態に近くなり、6:4より粉体塗料Aが多い場合には、小粒径粉体塗料粒子の割合が過多になり、図2のような現象を生じているものと推察される。なお、この場合でも図2の右側に示すようにある程度の塗装面の平滑化が認められる場合があり得るので、用途によっては有用である。
【0027】
小粒径粉体塗料粒子が大粒径粉体塗料粒子に比べ帯電性が高くなる傾向を有することに起因して、粉体塗料Aの帯電量が粉体塗料Bの帯電量の0.8〜1.2倍の範囲にあることが好ましいものと考えられる。
【0028】
帯電量は、カスケード法により、以下の手順で測定することができる。すなわち、測定装置は、斜めに置かれた板と、板の下方に、サンプル粒子を受ける受け皿を配置し、接地されたコンデンサを板に接続して構成されている。板は、アルミニウム等の導電性基板で形成されている。測定するには、塗装ガンにより帯電させた粉体塗料をサンプル粒子として板に一定量ずつ10〜20秒程度落下させ、粒子を水平面に対し45〜60゜程度傾斜した板の上に落とす。落下したサンプル粒子はすべり落ち、受け皿に収容される。この落下によりサンプル粒子が保有した電荷が板に移動し、板からコンデンサに蓄えられる。サンプル粒子には、板に付与された摩擦帯電電荷と同量の逆極性の摩擦帯電電荷が付与されるので、コンデンサに蓄えられた電荷量を測定してサンプル1gあたりの値に換算すれば、サンプル粒子である粉体塗料の帯電量が測定されるのである。この方法では、帯電量は、粉体塗料の最初の帯電量、粉体塗料の落下量、落下高さ、金属板の傾き等により変化するが、異なる粉体塗料間の帯電量の比は一定のものとして求めることができる。
【0029】
上記数値が0.8倍より小さい場合には、小粒径粉体塗料の帯電量は大粒径粉体塗料の帯電量より小さくなりすぎ、小粒径粉体塗料が塗装されにくくなり、空隙を埋めにくくなる。また、逆に、1.2倍より大きい場合には、小粒径粉体塗料の帯電量は大粒径粉体塗料の帯電量より大きくなりすぎ、小粒径粉体塗料が塗装過多となり、図2のような現象が起こり易くなる。
【0030】
帯電量の制御はどのような方法によってもよいが、粉体塗料中の帯電制御剤は、帯電性を増大させる働きを有し、電気抵抗制御剤は逆に帯電性を減少させる働きを有するので、これらの添加量を制御することによっても帯電量を制御することが可能である。
【0031】
帯電制御剤については、粉体塗料A中の帯電制御剤の重量基準の含有割合が粉体塗料B中の帯電制御剤の重量基準の含有割合に比べ、0.5〜1.0倍の範囲にあることが好ましいと思われる。
【0032】
0.5倍未満では、帯電制御剤の湿度に対する影響度は帯電制御剤の添加量に依存するため、粉体塗料Aと粉体塗料Bとの帯電制御剤の量の差が大きくなり過ぎることにより、粉体塗料Bの帯電性の変動が相対的に大きくなり過ぎ、塗装環境によっては、粉体塗料Aと粉体塗料Bとの被塗装面における付着割合の変動が大きくなり、平滑な塗装面を安定して得ることが困難になる場合が出てくるようである。
【0033】
逆に、粉体塗料A中の帯電制御剤の重量基準の含有割合が粉体塗料B中の帯電制御剤の重量基準の含有割合に比べ1.0よりも大きい場合、粉体塗料Aは粉体塗料Bに比べ、帯電量が大きくなりすぎ、被塗装面上での粉体塗料Bの付着割合が少なくなりすぎ、図2に似た現象が生じやすくなるようである。
【0034】
電気抵抗制御剤については、粉体塗料A中の電気抵抗制御剤の重量基準の含有割合が粉体塗料B中の電気抵抗制御剤の重量基準の含有割合に比べ、0.9〜1.1倍の範囲にあることが好ましいようである。0.9倍未満の場合も1.0倍を超える場合も、粉体塗料Aと粉体塗料Bとの電気抵抗に差が大きくなりすぎ、粉体塗料Aと粉体塗料Bとを所望の割合で塗装することが困難となる場合が多い。これは、前記帯電制御剤が湿度に対する影響度が大きいのと同様に、電気抵抗制御剤も湿度に対する影響度が大きいためである。このため、平滑な塗装面を安定して得ることが困難になる場合が多いようである。この電気抵抗制御剤としては針状酸化チタンが好ましい。
【0035】
本システムは、粉体塗料Aと粉体塗料Bとをそれぞれ独立に作製することによって得てもよいが、その他の方法によってもよい。その他の方法としては、粉体塗料Bを準備し、この一部を粉砕、分級等して粉体塗料Aを得る方法、ある粉体塗料を準備し、これを粉砕、分級等して粉体塗料Aおよび粉体塗料Bを得る方法を挙げることができる。後二者の方法は、粉体塗料Aの組成と粉体塗料Bの組成とが、粒径分布を除いて同等になるが、本発明の目的を達成することができ、作製に要する費用も小さくて済むので有用である。また、粒径分布を除いて同等であれば、粒径分布に関わる影響以外の影響を排除し得るので、最適条件の決定が容易になる利点も得られる。
【0036】
なお、この場合における「同等」とは、粉体塗料Aを構成する各成分の種類と量とが粉体塗料Bを構成する各成分の種類と量と同等であることを意味する。粉体塗料の作製方法によっては、粉体塗料粒子中における各成分の量が、粒子ごとに片寄ったり、その粒子の粒径によって異なる場合もあり得るがその程度のばらつきはここにおける「同等」の範疇に属する。
【0037】
なお、上記の各種の粉体塗料を原料組成から得る場合、その具体的な製造方法には特に制限はない。例えば、粉体塗料を構成する各成分からなる組成物をミキサーまたはブレンダー等を用いて乾式混合した後、ニーダーにより溶融混練して冷却し、その後、機械式または気流式の粉砕機を用いて粉砕した後、分級することにより粉体塗料の粒子を得る方法を例示することができる。
【0038】
本システムは、独立に存在する粉体塗料Aと粉体塗料Bとの組み合わせでも、粉体塗料Aと粉体塗料Bとが混合された状態のものでもよい。後者は一つのコロナ帯電型塗装ガンを使用する場合に適しており、前者は、混合して使用する場合には一つのコロナ帯電型塗装ガンを使用する場合に適し、混合しないで使用する場合には二つのコロナ帯電型塗装ガンを使用する場合に適する。
【0039】
前者の場合は、得られる塗膜の平滑性を見て、粉体塗料Aと粉体塗料Bの量比を変え、また、粉体塗料Aや粉体塗料Bとしていくつかの候補の中から選択して使用することが可能となるため好ましい場合が多い。コロナ帯電型塗装ガンの性能や種類については特に制限はない。
【0040】
なお、実際の使用に際しての粉体塗料の帯電は、コロナ帯電型塗装ガンにおける荷電圧の付与によって行われるので、二つのコロナ帯電型塗装ガンを使用する場合には、それぞれのあるいはそのどちらかの荷電圧を調整することも、平滑な塗装面を得るのに有用である場合がある。具体的には、コロナ帯電型塗装ガン1の荷電圧が、コロナ帯電型塗装ガン2の荷電圧より低いことが好ましい。コロナ帯電型塗装ガン1の荷電圧が、コロナ帯電型塗装ガン2の荷電圧より高いと、塗装対象物に対する小粒径粉体塗料粒子の付着の割合が大粒径粉体塗料粒子の割合に比べ多くなり過ぎ、図2に示すような現象が生じやすくなる。
【0041】
また、粉体塗装においては、コロナ帯電型塗装ガンから吹きつけられたが塗装対象物に塗装されなかった粉体塗料は、その後の硬化処理には不要であるので、回収して、その粒径分布を測定し、塗装対象物上で粉体塗料Aと粉体塗料Bとがどのような割合になったかを推定することが可能である。したがって、この粒径分布を見て、塗装対象物上で粉体塗料Aと粉体塗料Bとが所望の割合になるように塗装条件を調整することも有用である。塗装条件の調整方法は任意である。コロナ帯電型塗装ガンの荷電圧、吹きつけ量、粉体塗料Aの組成、粉体塗料Bの組成、体積平均粒子径、粒径分布等の調整が考えられる。
【0042】
具体的には、塗装対象物上で粉体塗料Aと粉体塗料Bとが所望の割合になるよう、コロナ帯電型塗装ガン1の荷電圧とコロナ帯電型塗装ガン2の荷電圧の少なくともいずれか一方を調整する方法が簡便で好ましい。このような場合における粉体塗料の粒径分布測定には、レーザー回折・散乱法を使用することが好ましい。この方法は乾式測定法であり、オンライン測定可能であるため、迅速なフィードバックが可能になる。
【0043】
粉体塗装では、このようにして得られる粉体塗料を加熱硬化して塗膜を形成する。このとき、上記で述べた以外の粉体塗料吹きつけ条件や硬化条件については特に制限はなく、公知の条件を適用できる。検討の結果、塗膜厚さについては、20〜80μmの範囲にあることが好ましいことが判明した。20μm未満では平滑性の実現が困難であり、逆に80μmを超えると塗装層が厚くなりすぎもろくなる問題が発生する傾向が大きくなる。
【0044】
上記の粉体塗料システムやその粉体塗料システムを用いた塗装方法を適用する塗装対象物としては特に制限はなく、公知のどのような物にも適用することができるが、対象物が多種多様であり、迅速な塗装が求められる電子機器筐体が特に好ましい用途であるといえよう。このような電子機器筐体には、例えば、ノートパソコン、パーソナルデジタルアシスタンス(PDA)、携帯電話、カーナビゲーションシステム等の電子機器筐体が含まれる。図4は、本発明の電子機器筐体の一例を示すノートパソコン用筐体の正面図である。図4の筐体の表面には、本発明の粉体塗料が塗装されている。
【実施例】
【0045】
次に、本発明を実施例および比較例に基づき具体的に説明する。なお、次の測定方法を採用した。
【0046】
(体積平均粒径)
コールターマルチサイザー(日科機社製)によった。
【0047】
(帯電量の比)
前記カスケード法により測定した。
【0048】
粉体塗料Aをコロナ帯電型塗装ガンを用いて、電圧は−60kVで10秒間、板の上に噴射し、噴射された粉体塗料と、コンデンサに蓄えられた電荷量から、粉体塗料重量あたりの帯電量Qaを求めた。
【0049】
次に粉体塗料Bの帯電量Qbを前記粉体塗料Aと同様に求めた。
帯電量の比はQa/Qbとして求めた。
【0050】
(空隙率)
塗膜の断面を透過型電子顕微鏡(日立製作所社製,H−7650)を用いて加速電圧100kVにして、写真を10000倍にて複数個撮影し、その画像情報を画像処理解析装置(王子製紙社製、ドットアナライザーDA−5000S)にて画像データに変換し、塗料(a:単位はmm2)と空隙(b:単位はmm2)の面積比から空隙率を算出した。
【0051】
空隙率(%)=100b/(a+b)
(塗装面の平滑性)
平滑性は塗装面の光沢度をで判断した。光沢度測定は下記のように行った。すなわち、JIS Z8741に従い、光沢測定機VG−Σ80(日本電色工業社製)を用い、45度鏡面光沢法にてサンプルの表面に対して平行に光を入射したときの光沢度を測定した。数値が大きい方が平滑性がより良好であることを意味する。
【0052】
[実施例1]
(1)粉体塗料Bの製造
樹脂として、アクリル樹脂{数平均分子量(Mn):9000、重量平均分子量(Mw):50000、Tg:72℃)}:75重量部、硬化剤として、ドデカン二酸:15重量部、帯電制御剤として、カリックスアレーン化合物:3重量部、電気抵抗制御剤として針状酸化チタン(FT−1000;石原テクノ製商品名):3重量部、着色剤:ホワイト顔料(KA−30S;チタン工業製商品名):4重量部、を準備し、上記5種類材料を、ヘンシェルミキサー(FM−75型、三井三池化工機社製)に投入し、2000rpmで1分間混合した。
【0053】
その後、100℃に加熱したニーダ(KH−3−S、井上製作所)を用い、30分間溶融混練した混練物を冷却した後、ハンマーミルで粉砕し、その後、気流式の粉砕器により、粉砕分級を行い、体積平均粒径で60μmの粉体塗料Bを得た。
【0054】
(2)粉体塗料Aの製造
次に、帯電制御剤として、カリックスアレーン化合物:2.4重量部にした以外は前記粉体塗料Bと同一の組成で同様に製造を行い、体積平均粒径で5μmの粉体塗料Aを得た。
【0055】
前記で得られた粉体塗料Aと粉体塗料Bとを5:5(重量比)で混合し、粉体塗料とした。次に、得られた粉体塗料を市販のコロナ帯電方式のスプレーガンを用いて、マグネシウム合金の試験片(50×50×2mm)上に粉体塗料を焼付膜厚が30μmになるように静電塗装した。負荷された電圧は60kVで粒子は負に荷電された。次に、180℃で30分間焼き付けて、試験片とした。
【0056】
[実施例2]
実施例1で得られた粉体塗料Aと粉体塗料Bとを混合せずに、それぞれ市販のコロナ帯電方式のスプレーガンを用いた以外は、実施例1と同様に試験片を作製した。
【0057】
[実施例3〜24および比較例1〜4]
それぞれ表1の条件を採用した以外は実施例1における粉体塗料Aと粉体塗料Bと同様の組成の粉体塗料を作製し、実施例1または実施例2と同様の試験に供した。なお、帯電制御剤の含有重量比の変更は粉体塗料Bの帯電制御剤の含有量を一定にして行った。針状酸化チタンの含有重量比の変更も粉体塗料Bの針状酸化チタンの含有量を一定にして行った。
【0058】
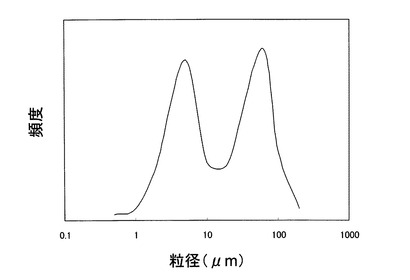
表1に結果を示す。この結果より、体積平均粒子径が1〜10μmの範囲にある粉体塗料Aと体積平均粒子径が20〜100μmの範囲にある粉体塗料Bとよりなる粉体塗料システムが、優れた平滑性を示すことが判明した。なお、混合状態で粒径分布に二つのピークが観察されることは、実施例1の場合に確認した。その結果を図5に示す。
【0059】
表1中、帯電量比(A/B)は、測定法から理解されるように、同一の条件で行ったものであり、ガンの荷電圧を反映するものではない。帯電量比(A/B)が、帯電制御剤の含有重量比(A/B)や針状酸化チタン含有重量比(A/B)によって変化していることが表1から理解される。
【0060】
表1中、粉体塗料A,Bの組成について、「異なる」と記載されているのは、本例では、帯電制御剤の含有重量比(A/B)と針状酸化チタン含有重量比(A/B)とのいずれかまたは両方が、1でない場合を指している。また、「同等」と記載されているのは、本例では、帯電制御剤の含有重量比(A/B)と針状酸化チタン含有重量比(A/B)とが両方とも1である場合を指している。
【0061】
「粒径のフィードバック」とは、塗装対象物に塗装されなかった粉体塗料の粒径分布をレーザー回折・散乱法で測定し、塗装対象物上で粉体塗料Aと粉体塗料Bとが所望の混合割合になるよう、コロナ帯電型塗装ガンの荷電圧を変更した場合に「あり」、しなかった場合に「なし」としたものである。なお、実施例14ではコロナ帯電型塗装ガン1の荷電圧を調整した。
【0062】
ガンの荷電圧について、実施例2,13では、粉体塗料A側に50Vを付加し、粉体塗料B側に60Vを付加した。実施例14では、コロナ帯電型塗装ガン2の荷電圧を60Vに固定し、コロナ帯電型塗装ガン1の荷電圧を45〜55Vの間で調整した。
【0063】
【表1】

【0064】
【表2】
【0065】
【表3】
【図面の簡単な説明】
【0066】
【図1】従来の粉体塗料で塗装を行った場合の一例の、硬化前の粉体塗料の粒子の積層状態を示す模式図(左側)と、硬化後の塗膜の模式的断面図(右側)である。
【図2】粒径分布を拡げた粉体塗料で塗装を行った場合の一例の、硬化前の粉体塗料の粒子の積層状態を示す模式図(左側)と、硬化後の塗膜の模式的断面図(右側)である。
【図3】体積平均粒子径が1〜10μmの範囲にある粉体塗料Aと体積平均粒子径が20〜100μmの範囲にある粉体塗料Bとよりなる粉体塗料システムを用いて塗装を行った場合の一例の、硬化前の粉体塗料の粒子の積層状態を示す模式図(左側)と、硬化後の塗膜の模式的断面図(右側)である。
【図4】電子機器筐体の一例を示すノートパソコン用筐体の正面図である。
【図5】二つのピークが観察される粒径分布の例を示すチャートである。
【技術分野】
【0001】
本発明は、粉体塗料システム、その塗装方法および、それらを用いて塗装した電子機器筐体等の塗装物に関する。
【背景技術】
【0002】
塗料には大きく分けて、有機溶媒型塗料、水性エマルジョン型塗料、粉体塗料の3種類があり、現在、有機溶媒型塗料は作業性、耐久性等の点で有利なため、最も普及している。しかしながら、有機溶媒型塗料、水性エマルジョン型塗料ともVOC(Volatile Organic Compounds、揮発性有機化合物)を含有するが、粉体塗料ではこのような溶媒を使用しないため、VOCフリーとなり、環境負荷が最も小さい塗料と考えられている。このため、今後は粉体塗料の普及が進むものと考えられている(たとえば特許文献1参照)。
【特許文献1】特開平2002−1740号公報(要約)
【発明の開示】
【発明が解決しようとする課題】
【0003】
従来の粉体塗料は、樹脂、着色剤、帯電制御剤、電気抵抗制御剤等を含んでなり、体積平均粒子径が10〜100μmの範囲で、粒径分布のピークが一つであり、粒径分布がシャープなものが一般的であった。
【0004】
ところが、従来の粉体塗料で塗装を行った場合、図1の右側(硬化後の塗膜の模式的断面図)に示されるように、塗膜中に空隙が残り、塗膜表面が凹凸になる問題が発生していた。このため、溶融時の発泡を抑えるべく溶融粘性の低い樹脂を採用する等の手法をとっていたが、完全には空隙を取り切れないという問題があった。なお、図1の左側は、硬化前の粉体塗料の粒子の積層状態を示す模式図である。
【0005】
本発明は、上記問題を解決し、平滑な塗膜表面を形成できる新規な粉体塗料システム、そのシステムを用いる塗装方法、それらによって得られる塗装物を提供することを目的とする。本発明の更に他の目的および利点は、以下の説明から明らかになるであろう。
【課題を解決するための手段】
【0006】
本発明の一態様によれば、体積平均粒子径が1〜10μmの範囲にある粉体塗料Aと体積平均粒子径が20〜100μmの範囲にある粉体塗料Bとよりなる粉体塗料システムが提供される。
【0007】
本発明の他の態様によれば、この粉体塗料システムを粉体塗料Aと粉体塗料Bとが混合した状態で用い、一つのコロナ帯電型塗装ガンで塗装を行う、粉体塗料の塗装方法や、この粉体塗料システムを粉体塗料Aと粉体塗料Bとが独立した状態で用い、粉体塗料A用のコロナ帯電型塗装ガン1と粉体塗料B用のコロナ帯電型塗装ガン2との二つの塗装ガンで塗装を行う、粉体塗料の塗装方法が提供される。
【0008】
本発明の更に他の態様によれば、この粉体塗料システムを用いて塗装された電子機器筐体や、この粉体塗料の塗装方法を用いて塗装された電子機器筐体が提供される。
【0009】
上記粉体塗料システムや塗装方法を用いて作製された塗装面は、空隙の巻き込みが少なく、平滑な塗膜表面となる。
【発明の効果】
【0010】
本発明により、平滑な塗膜表面を形成できる。
【発明を実施するための最良の形態】
【0011】
以下に、本発明の実施の形態を図、表、実施例等を使用して説明する。なお、これらの図、表、実施例等および説明は本発明を例示するものであり、本発明の範囲を制限するものではない。本発明の趣旨に合致する限り他の実施の形態も本発明の範疇に属し得ることは言うまでもない。
【0012】
上記課題を解決するため、粒径分布を拡げた粉体塗料について検討した結果、ある程度の効果が得られることが判明した。ただし、それでも、ある程度の空隙が残存した。
【0013】
これは、恐らく、図2の右側に示すように、空隙率は下がることは下がるが、小粒径粉体塗料粒子は大粒径粉体塗料粒子に比べ帯電性が高くなるため、塗装対象物に対する小粒径粉体塗料粒子の付着の割合が大粒径粉体塗料粒子の付着の割合に比べ多くなり過ぎ、小粒径粉体塗料が過多に塗装され、その結果、塗料粒子間に捕捉された空隙が加熱溶融時に抜けにくくなるためであろうと推察されている。なお、図2の左側は硬化前の粉体塗料の粒子の積層状態を示す模式図である。
【0014】
検討の結果、体積平均粒子径が1〜10μmの範囲にある粉体塗料Aと体積平均粒子径が20〜100μmの範囲にある粉体塗料Bとよりなる粉体塗料システムが、平滑な塗膜表面を形成するのに有効であることが見出された。この場合、粉体塗料システムが、混合状態で粒径分布に二つのピークが観察されることが好ましい。
【0015】
これは、恐らく、小粒径粉体塗料が大粒径粉体塗料中の空隙に入り込み、その結果、空隙率が低減し、平滑な塗膜表面を形成できるものと考えられる。図3の右側は、その効果が十分発現した様子を示す模式的断面図である。ただし、これらはあくまでも推測であり、これらの考察が本発明の条件をなすものではない。なお、図3の左側は硬化前の粉体塗料の粒子の積層状態を示す模式図である。
【0016】
粉体塗料Aの体積平均粒子径が1μmよりも小さい場合にも10μmよりも大きい場合にも平滑な塗装面が得られ難くなる。粉体塗料Aの体積平均粒子径が1μmよりも小さい場合には、恐らく、帯電性が高くなるため、塗装対象物に対する小粒径粉体塗料粒子の付着の割合が大粒径粉体塗料粒子の付着の割合に比べ多くなり過ぎ、小粒径粉体塗料が過多に塗装され、その結果、塗料粒子間に捕捉された空隙が加熱溶融時に抜けにくくなるためであろうと推察される。また、10μmよりも大きい場合には、大粒径粉体塗料粒子の間に入り込める小粒径粉体塗料粒子の割合が少なくなるため、空隙が残りやすくなるのであろうと考えられる。
【0017】
粉体塗料Bの体積平均粒子径についても、20〜100μmの範囲を外れると平滑な塗装面が得られ難くなる。20μmよりも小さい場合には、粉体塗料Aの体積平均粒子径が10μmよりも大きい場合と同様の現象が生じ、100μmよりも大きい場合には、粉体塗料Aの体積平均粒子径が1μmよりも小さい場合と同様の現象が生じるのであろうと推察される。
【0018】
二つの粉体塗料を混合した場合、それらの体積平均粒子径が異なれば、理論的には混合状態で粒径分布に二つのピークを有することになる筈であるが、互いの体積平均粒子径が接近しすぎ、また、粒径分布が幅広い場合には、二つのピークが観察できない場合もあり得る。このような場合には、先述の粒径分布を拡げた場合に類似した現象を呈する可能性が増大する。
【0019】
そこで、本粉体塗料システムは、混合状態で粒径分布に二つのピークが観察されるのが好ましい。また、このことは、粒径分布の観点からすれば、粉体塗料Aや粉体塗料Bの粒径分布が狭い方が好ましいことを意味しているとも言える。
【0020】
なお、本発明において、体積平均粒子径や粒径分布を求める方法については特に制限はなく、公知の方法を適宜使用して決めることができる。たとえば、コールターマルチサイザー(日科機社製)を使用する方法、レーザー回折・散乱法の測定装置(ベックマンコールター社製、LS230)を挙げることができる。混合状態で粒径分布に二つのピークが観察されることは、体積平均粒子径を求める過程で確認し得る。
【0021】
ここで、「粉体塗料」は、樹脂、着色剤、帯電制御剤、電気抵抗制御剤等を含んでなる固体粒子の集合を意味する。使用される樹脂、着色剤、帯電制御剤、電気抵抗制御剤等には特に制限はなく、また、粉体塗料Aと粉体塗料Bとのいずれに用いるかについても特に制限はなく、公知のものから適宜選択することができる。
【0022】
使用される樹脂としては、例えば、エポキシ樹脂、アクリル樹脂、フェノール樹脂、キシレン樹脂、ユリア樹脂、メラニン樹脂、ポリエステル樹脂、ポリエチレン樹脂、シリコーン樹脂、ポリウレタン樹脂、ポリアミド樹脂等の粉体塗料に通常用いられている樹脂を用いることができる。
【0023】
これらの粉体塗料中の樹脂の主成分が熱硬化性樹脂の場合には、熱硬化性樹脂が持つ官能基と架橋反応し得る官能基を持つ硬化剤を用いることが好ましい。
【0024】
このような硬化剤としては、例えば、アミン、アミド、ジシアンジアミド、カルボン酸、酸無水物、イソシアネート、ポリスルフィド、酸ジヒドラジド、イミダゾール等の粉体塗料に用いられている公知の硬化剤を、単独でまたは混合して用いることができる。
【0025】
着色剤としては、顔料や、染料等、の通常に合成樹脂材料に添加配合されているもののすべてが包含され、具体的にはカーボンブラック、酸化クローム、コバルトブルー、カドミウムレッド、フタロシアニンブルー、カドミウムイエロー等があげられる。帯電制御剤としては、電子受容性の有機錯体、塩素化パラフイン、塩素化ポリエステル、酸基過剰のポリエステル、銅フタロシアニンのスルホニルアミン,カリックスアレーン化合物などが例示できる。電気抵抗制御剤としては、針状酸化チタン、酸化アルミニウム等の微粉末等を例示することができる。なお、樹脂、着色剤、帯電制御剤、電気抵抗制御剤等は、粉体塗料Aと粉体塗料Bとで異なっていてもよい。
【0026】
粉体塗料A対粉体塗料Bの重量割合には、特に制限はなく、平滑な塗装面が得られるように試行錯誤で最適比を求めればよいが、一般的には4:6〜6:4の範囲にあることが好ましい、上限を超える場合も下限を超える場合も、塗装面の平滑性が悪化する場合が多い。4:6より粉体塗料Bが多い場合には、大粒径粉体塗料粒子の空隙中に入り込む小粒径粉体塗料粒子の量が不足して図1の状態に近くなり、6:4より粉体塗料Aが多い場合には、小粒径粉体塗料粒子の割合が過多になり、図2のような現象を生じているものと推察される。なお、この場合でも図2の右側に示すようにある程度の塗装面の平滑化が認められる場合があり得るので、用途によっては有用である。
【0027】
小粒径粉体塗料粒子が大粒径粉体塗料粒子に比べ帯電性が高くなる傾向を有することに起因して、粉体塗料Aの帯電量が粉体塗料Bの帯電量の0.8〜1.2倍の範囲にあることが好ましいものと考えられる。
【0028】
帯電量は、カスケード法により、以下の手順で測定することができる。すなわち、測定装置は、斜めに置かれた板と、板の下方に、サンプル粒子を受ける受け皿を配置し、接地されたコンデンサを板に接続して構成されている。板は、アルミニウム等の導電性基板で形成されている。測定するには、塗装ガンにより帯電させた粉体塗料をサンプル粒子として板に一定量ずつ10〜20秒程度落下させ、粒子を水平面に対し45〜60゜程度傾斜した板の上に落とす。落下したサンプル粒子はすべり落ち、受け皿に収容される。この落下によりサンプル粒子が保有した電荷が板に移動し、板からコンデンサに蓄えられる。サンプル粒子には、板に付与された摩擦帯電電荷と同量の逆極性の摩擦帯電電荷が付与されるので、コンデンサに蓄えられた電荷量を測定してサンプル1gあたりの値に換算すれば、サンプル粒子である粉体塗料の帯電量が測定されるのである。この方法では、帯電量は、粉体塗料の最初の帯電量、粉体塗料の落下量、落下高さ、金属板の傾き等により変化するが、異なる粉体塗料間の帯電量の比は一定のものとして求めることができる。
【0029】
上記数値が0.8倍より小さい場合には、小粒径粉体塗料の帯電量は大粒径粉体塗料の帯電量より小さくなりすぎ、小粒径粉体塗料が塗装されにくくなり、空隙を埋めにくくなる。また、逆に、1.2倍より大きい場合には、小粒径粉体塗料の帯電量は大粒径粉体塗料の帯電量より大きくなりすぎ、小粒径粉体塗料が塗装過多となり、図2のような現象が起こり易くなる。
【0030】
帯電量の制御はどのような方法によってもよいが、粉体塗料中の帯電制御剤は、帯電性を増大させる働きを有し、電気抵抗制御剤は逆に帯電性を減少させる働きを有するので、これらの添加量を制御することによっても帯電量を制御することが可能である。
【0031】
帯電制御剤については、粉体塗料A中の帯電制御剤の重量基準の含有割合が粉体塗料B中の帯電制御剤の重量基準の含有割合に比べ、0.5〜1.0倍の範囲にあることが好ましいと思われる。
【0032】
0.5倍未満では、帯電制御剤の湿度に対する影響度は帯電制御剤の添加量に依存するため、粉体塗料Aと粉体塗料Bとの帯電制御剤の量の差が大きくなり過ぎることにより、粉体塗料Bの帯電性の変動が相対的に大きくなり過ぎ、塗装環境によっては、粉体塗料Aと粉体塗料Bとの被塗装面における付着割合の変動が大きくなり、平滑な塗装面を安定して得ることが困難になる場合が出てくるようである。
【0033】
逆に、粉体塗料A中の帯電制御剤の重量基準の含有割合が粉体塗料B中の帯電制御剤の重量基準の含有割合に比べ1.0よりも大きい場合、粉体塗料Aは粉体塗料Bに比べ、帯電量が大きくなりすぎ、被塗装面上での粉体塗料Bの付着割合が少なくなりすぎ、図2に似た現象が生じやすくなるようである。
【0034】
電気抵抗制御剤については、粉体塗料A中の電気抵抗制御剤の重量基準の含有割合が粉体塗料B中の電気抵抗制御剤の重量基準の含有割合に比べ、0.9〜1.1倍の範囲にあることが好ましいようである。0.9倍未満の場合も1.0倍を超える場合も、粉体塗料Aと粉体塗料Bとの電気抵抗に差が大きくなりすぎ、粉体塗料Aと粉体塗料Bとを所望の割合で塗装することが困難となる場合が多い。これは、前記帯電制御剤が湿度に対する影響度が大きいのと同様に、電気抵抗制御剤も湿度に対する影響度が大きいためである。このため、平滑な塗装面を安定して得ることが困難になる場合が多いようである。この電気抵抗制御剤としては針状酸化チタンが好ましい。
【0035】
本システムは、粉体塗料Aと粉体塗料Bとをそれぞれ独立に作製することによって得てもよいが、その他の方法によってもよい。その他の方法としては、粉体塗料Bを準備し、この一部を粉砕、分級等して粉体塗料Aを得る方法、ある粉体塗料を準備し、これを粉砕、分級等して粉体塗料Aおよび粉体塗料Bを得る方法を挙げることができる。後二者の方法は、粉体塗料Aの組成と粉体塗料Bの組成とが、粒径分布を除いて同等になるが、本発明の目的を達成することができ、作製に要する費用も小さくて済むので有用である。また、粒径分布を除いて同等であれば、粒径分布に関わる影響以外の影響を排除し得るので、最適条件の決定が容易になる利点も得られる。
【0036】
なお、この場合における「同等」とは、粉体塗料Aを構成する各成分の種類と量とが粉体塗料Bを構成する各成分の種類と量と同等であることを意味する。粉体塗料の作製方法によっては、粉体塗料粒子中における各成分の量が、粒子ごとに片寄ったり、その粒子の粒径によって異なる場合もあり得るがその程度のばらつきはここにおける「同等」の範疇に属する。
【0037】
なお、上記の各種の粉体塗料を原料組成から得る場合、その具体的な製造方法には特に制限はない。例えば、粉体塗料を構成する各成分からなる組成物をミキサーまたはブレンダー等を用いて乾式混合した後、ニーダーにより溶融混練して冷却し、その後、機械式または気流式の粉砕機を用いて粉砕した後、分級することにより粉体塗料の粒子を得る方法を例示することができる。
【0038】
本システムは、独立に存在する粉体塗料Aと粉体塗料Bとの組み合わせでも、粉体塗料Aと粉体塗料Bとが混合された状態のものでもよい。後者は一つのコロナ帯電型塗装ガンを使用する場合に適しており、前者は、混合して使用する場合には一つのコロナ帯電型塗装ガンを使用する場合に適し、混合しないで使用する場合には二つのコロナ帯電型塗装ガンを使用する場合に適する。
【0039】
前者の場合は、得られる塗膜の平滑性を見て、粉体塗料Aと粉体塗料Bの量比を変え、また、粉体塗料Aや粉体塗料Bとしていくつかの候補の中から選択して使用することが可能となるため好ましい場合が多い。コロナ帯電型塗装ガンの性能や種類については特に制限はない。
【0040】
なお、実際の使用に際しての粉体塗料の帯電は、コロナ帯電型塗装ガンにおける荷電圧の付与によって行われるので、二つのコロナ帯電型塗装ガンを使用する場合には、それぞれのあるいはそのどちらかの荷電圧を調整することも、平滑な塗装面を得るのに有用である場合がある。具体的には、コロナ帯電型塗装ガン1の荷電圧が、コロナ帯電型塗装ガン2の荷電圧より低いことが好ましい。コロナ帯電型塗装ガン1の荷電圧が、コロナ帯電型塗装ガン2の荷電圧より高いと、塗装対象物に対する小粒径粉体塗料粒子の付着の割合が大粒径粉体塗料粒子の割合に比べ多くなり過ぎ、図2に示すような現象が生じやすくなる。
【0041】
また、粉体塗装においては、コロナ帯電型塗装ガンから吹きつけられたが塗装対象物に塗装されなかった粉体塗料は、その後の硬化処理には不要であるので、回収して、その粒径分布を測定し、塗装対象物上で粉体塗料Aと粉体塗料Bとがどのような割合になったかを推定することが可能である。したがって、この粒径分布を見て、塗装対象物上で粉体塗料Aと粉体塗料Bとが所望の割合になるように塗装条件を調整することも有用である。塗装条件の調整方法は任意である。コロナ帯電型塗装ガンの荷電圧、吹きつけ量、粉体塗料Aの組成、粉体塗料Bの組成、体積平均粒子径、粒径分布等の調整が考えられる。
【0042】
具体的には、塗装対象物上で粉体塗料Aと粉体塗料Bとが所望の割合になるよう、コロナ帯電型塗装ガン1の荷電圧とコロナ帯電型塗装ガン2の荷電圧の少なくともいずれか一方を調整する方法が簡便で好ましい。このような場合における粉体塗料の粒径分布測定には、レーザー回折・散乱法を使用することが好ましい。この方法は乾式測定法であり、オンライン測定可能であるため、迅速なフィードバックが可能になる。
【0043】
粉体塗装では、このようにして得られる粉体塗料を加熱硬化して塗膜を形成する。このとき、上記で述べた以外の粉体塗料吹きつけ条件や硬化条件については特に制限はなく、公知の条件を適用できる。検討の結果、塗膜厚さについては、20〜80μmの範囲にあることが好ましいことが判明した。20μm未満では平滑性の実現が困難であり、逆に80μmを超えると塗装層が厚くなりすぎもろくなる問題が発生する傾向が大きくなる。
【0044】
上記の粉体塗料システムやその粉体塗料システムを用いた塗装方法を適用する塗装対象物としては特に制限はなく、公知のどのような物にも適用することができるが、対象物が多種多様であり、迅速な塗装が求められる電子機器筐体が特に好ましい用途であるといえよう。このような電子機器筐体には、例えば、ノートパソコン、パーソナルデジタルアシスタンス(PDA)、携帯電話、カーナビゲーションシステム等の電子機器筐体が含まれる。図4は、本発明の電子機器筐体の一例を示すノートパソコン用筐体の正面図である。図4の筐体の表面には、本発明の粉体塗料が塗装されている。
【実施例】
【0045】
次に、本発明を実施例および比較例に基づき具体的に説明する。なお、次の測定方法を採用した。
【0046】
(体積平均粒径)
コールターマルチサイザー(日科機社製)によった。
【0047】
(帯電量の比)
前記カスケード法により測定した。
【0048】
粉体塗料Aをコロナ帯電型塗装ガンを用いて、電圧は−60kVで10秒間、板の上に噴射し、噴射された粉体塗料と、コンデンサに蓄えられた電荷量から、粉体塗料重量あたりの帯電量Qaを求めた。
【0049】
次に粉体塗料Bの帯電量Qbを前記粉体塗料Aと同様に求めた。
帯電量の比はQa/Qbとして求めた。
【0050】
(空隙率)
塗膜の断面を透過型電子顕微鏡(日立製作所社製,H−7650)を用いて加速電圧100kVにして、写真を10000倍にて複数個撮影し、その画像情報を画像処理解析装置(王子製紙社製、ドットアナライザーDA−5000S)にて画像データに変換し、塗料(a:単位はmm2)と空隙(b:単位はmm2)の面積比から空隙率を算出した。
【0051】
空隙率(%)=100b/(a+b)
(塗装面の平滑性)
平滑性は塗装面の光沢度をで判断した。光沢度測定は下記のように行った。すなわち、JIS Z8741に従い、光沢測定機VG−Σ80(日本電色工業社製)を用い、45度鏡面光沢法にてサンプルの表面に対して平行に光を入射したときの光沢度を測定した。数値が大きい方が平滑性がより良好であることを意味する。
【0052】
[実施例1]
(1)粉体塗料Bの製造
樹脂として、アクリル樹脂{数平均分子量(Mn):9000、重量平均分子量(Mw):50000、Tg:72℃)}:75重量部、硬化剤として、ドデカン二酸:15重量部、帯電制御剤として、カリックスアレーン化合物:3重量部、電気抵抗制御剤として針状酸化チタン(FT−1000;石原テクノ製商品名):3重量部、着色剤:ホワイト顔料(KA−30S;チタン工業製商品名):4重量部、を準備し、上記5種類材料を、ヘンシェルミキサー(FM−75型、三井三池化工機社製)に投入し、2000rpmで1分間混合した。
【0053】
その後、100℃に加熱したニーダ(KH−3−S、井上製作所)を用い、30分間溶融混練した混練物を冷却した後、ハンマーミルで粉砕し、その後、気流式の粉砕器により、粉砕分級を行い、体積平均粒径で60μmの粉体塗料Bを得た。
【0054】
(2)粉体塗料Aの製造
次に、帯電制御剤として、カリックスアレーン化合物:2.4重量部にした以外は前記粉体塗料Bと同一の組成で同様に製造を行い、体積平均粒径で5μmの粉体塗料Aを得た。
【0055】
前記で得られた粉体塗料Aと粉体塗料Bとを5:5(重量比)で混合し、粉体塗料とした。次に、得られた粉体塗料を市販のコロナ帯電方式のスプレーガンを用いて、マグネシウム合金の試験片(50×50×2mm)上に粉体塗料を焼付膜厚が30μmになるように静電塗装した。負荷された電圧は60kVで粒子は負に荷電された。次に、180℃で30分間焼き付けて、試験片とした。
【0056】
[実施例2]
実施例1で得られた粉体塗料Aと粉体塗料Bとを混合せずに、それぞれ市販のコロナ帯電方式のスプレーガンを用いた以外は、実施例1と同様に試験片を作製した。
【0057】
[実施例3〜24および比較例1〜4]
それぞれ表1の条件を採用した以外は実施例1における粉体塗料Aと粉体塗料Bと同様の組成の粉体塗料を作製し、実施例1または実施例2と同様の試験に供した。なお、帯電制御剤の含有重量比の変更は粉体塗料Bの帯電制御剤の含有量を一定にして行った。針状酸化チタンの含有重量比の変更も粉体塗料Bの針状酸化チタンの含有量を一定にして行った。
【0058】
表1に結果を示す。この結果より、体積平均粒子径が1〜10μmの範囲にある粉体塗料Aと体積平均粒子径が20〜100μmの範囲にある粉体塗料Bとよりなる粉体塗料システムが、優れた平滑性を示すことが判明した。なお、混合状態で粒径分布に二つのピークが観察されることは、実施例1の場合に確認した。その結果を図5に示す。
【0059】
表1中、帯電量比(A/B)は、測定法から理解されるように、同一の条件で行ったものであり、ガンの荷電圧を反映するものではない。帯電量比(A/B)が、帯電制御剤の含有重量比(A/B)や針状酸化チタン含有重量比(A/B)によって変化していることが表1から理解される。
【0060】
表1中、粉体塗料A,Bの組成について、「異なる」と記載されているのは、本例では、帯電制御剤の含有重量比(A/B)と針状酸化チタン含有重量比(A/B)とのいずれかまたは両方が、1でない場合を指している。また、「同等」と記載されているのは、本例では、帯電制御剤の含有重量比(A/B)と針状酸化チタン含有重量比(A/B)とが両方とも1である場合を指している。
【0061】
「粒径のフィードバック」とは、塗装対象物に塗装されなかった粉体塗料の粒径分布をレーザー回折・散乱法で測定し、塗装対象物上で粉体塗料Aと粉体塗料Bとが所望の混合割合になるよう、コロナ帯電型塗装ガンの荷電圧を変更した場合に「あり」、しなかった場合に「なし」としたものである。なお、実施例14ではコロナ帯電型塗装ガン1の荷電圧を調整した。
【0062】
ガンの荷電圧について、実施例2,13では、粉体塗料A側に50Vを付加し、粉体塗料B側に60Vを付加した。実施例14では、コロナ帯電型塗装ガン2の荷電圧を60Vに固定し、コロナ帯電型塗装ガン1の荷電圧を45〜55Vの間で調整した。
【0063】
【表1】
【0064】
【表2】
【0065】
【表3】
【図面の簡単な説明】
【0066】
【図1】従来の粉体塗料で塗装を行った場合の一例の、硬化前の粉体塗料の粒子の積層状態を示す模式図(左側)と、硬化後の塗膜の模式的断面図(右側)である。
【図2】粒径分布を拡げた粉体塗料で塗装を行った場合の一例の、硬化前の粉体塗料の粒子の積層状態を示す模式図(左側)と、硬化後の塗膜の模式的断面図(右側)である。
【図3】体積平均粒子径が1〜10μmの範囲にある粉体塗料Aと体積平均粒子径が20〜100μmの範囲にある粉体塗料Bとよりなる粉体塗料システムを用いて塗装を行った場合の一例の、硬化前の粉体塗料の粒子の積層状態を示す模式図(左側)と、硬化後の塗膜の模式的断面図(右側)である。
【図4】電子機器筐体の一例を示すノートパソコン用筐体の正面図である。
【図5】二つのピークが観察される粒径分布の例を示すチャートである。
【特許請求の範囲】
【請求項1】
体積平均粒子径が1〜10μmの範囲にある粉体塗料Aと体積平均粒子径が20〜100μmの範囲にある粉体塗料Bとよりなる粉体塗料。
【請求項2】
体積平均粒子径が1〜10μmの範囲にある粉体塗料Aと体積平均粒子径が20〜100μmの範囲にある粉体塗料Bとを混合した状態で用い、一つのコロナ帯電型塗装ガンで塗装を行う、粉体塗料の塗装方法。
【請求項3】
体積平均粒子径が1〜10μmの範囲にある粉体塗料Aと体積平均粒子径が20〜100μmの範囲にある粉体塗料Bとを独立した状態で用い、粉体塗料A用のコロナ帯電型塗装ガン1と粉体塗料B用のコロナ帯電型塗装ガン2との二つの塗装ガンで塗装を行う、粉体塗料の塗装方法。
【請求項4】
コロナ帯電型塗装ガン1の荷電圧が、コロナ帯電型塗装ガン2の荷電圧より低い、請求項3に記載の粉体塗料の塗装方法。
【請求項5】
コロナ帯電型塗装ガンから吹きつけられたが塗装対象物に塗装されなかった粉体塗料の粒径分布を測定し、塗装対象物上で粉体塗料Aと粉体塗料Bとが所望の混合割合になるよう、コロナ帯電型塗装ガン1の荷電圧とコロナ帯電型塗装ガン2の荷電圧の少なくともいずれか一方を調整する、請求項3または4に記載の粉体塗料の塗装方法。
【請求項6】
体積平均粒子径が1〜10μmの範囲にある粉体塗料Aと体積平均粒子径が20〜100μmの範囲にある粉体塗料Bとを混合した状態で用い、一つのコロナ帯電型塗装ガンで塗装を行う粉体塗料の塗装方法を用いて、塗装された電子機器筐体。
【請求項1】
体積平均粒子径が1〜10μmの範囲にある粉体塗料Aと体積平均粒子径が20〜100μmの範囲にある粉体塗料Bとよりなる粉体塗料。
【請求項2】
体積平均粒子径が1〜10μmの範囲にある粉体塗料Aと体積平均粒子径が20〜100μmの範囲にある粉体塗料Bとを混合した状態で用い、一つのコロナ帯電型塗装ガンで塗装を行う、粉体塗料の塗装方法。
【請求項3】
体積平均粒子径が1〜10μmの範囲にある粉体塗料Aと体積平均粒子径が20〜100μmの範囲にある粉体塗料Bとを独立した状態で用い、粉体塗料A用のコロナ帯電型塗装ガン1と粉体塗料B用のコロナ帯電型塗装ガン2との二つの塗装ガンで塗装を行う、粉体塗料の塗装方法。
【請求項4】
コロナ帯電型塗装ガン1の荷電圧が、コロナ帯電型塗装ガン2の荷電圧より低い、請求項3に記載の粉体塗料の塗装方法。
【請求項5】
コロナ帯電型塗装ガンから吹きつけられたが塗装対象物に塗装されなかった粉体塗料の粒径分布を測定し、塗装対象物上で粉体塗料Aと粉体塗料Bとが所望の混合割合になるよう、コロナ帯電型塗装ガン1の荷電圧とコロナ帯電型塗装ガン2の荷電圧の少なくともいずれか一方を調整する、請求項3または4に記載の粉体塗料の塗装方法。
【請求項6】
体積平均粒子径が1〜10μmの範囲にある粉体塗料Aと体積平均粒子径が20〜100μmの範囲にある粉体塗料Bとを混合した状態で用い、一つのコロナ帯電型塗装ガンで塗装を行う粉体塗料の塗装方法を用いて、塗装された電子機器筐体。
【図1】

【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2009−173729(P2009−173729A)
【公開日】平成21年8月6日(2009.8.6)
【国際特許分類】
【出願番号】特願2008−12316(P2008−12316)
【出願日】平成20年1月23日(2008.1.23)
【出願人】(000005223)富士通株式会社 (25,993)
【Fターム(参考)】
【公開日】平成21年8月6日(2009.8.6)
【国際特許分類】
【出願日】平成20年1月23日(2008.1.23)
【出願人】(000005223)富士通株式会社 (25,993)
【Fターム(参考)】
[ Back to top ]