
粉体塗料
【課題】水性、油性に関係なく、酸素硬化塗料をノズルから噴射して対象物に塗布する前の段階で十分な量の酸素を塗料中に混合することにより、塗膜の硬化速度を塗膜の内部に至るまで大幅に速め、しかも硬化後における硬度をも十分に高めることができる粉体塗料を提供する。
【解決手段】粉体塗料は、酸素ガスハイドレート3に対して塗料を添加した構成を備えている。粉体塗料は、酸素硬化塗料を予め添加した酸素ガスハイドレートを粉体状にするか、粉体状にした酸素ガスハイドレートに酸素硬化塗料を添加した構成を備えている。
【解決手段】粉体塗料は、酸素ガスハイドレート3に対して塗料を添加した構成を備えている。粉体塗料は、酸素硬化塗料を予め添加した酸素ガスハイドレートを粉体状にするか、粉体状にした酸素ガスハイドレートに酸素硬化塗料を添加した構成を備えている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は酸素ガスハイドレートが分解する時に生成される酸素水、又は酸素を酸素硬化塗料に多量に混合した状態でノズルから噴射することにより、塗装対象物上に形成された塗膜の硬化速度を大幅に短縮した酸素硬化塗料の塗布装置に使用する粉体塗料に関する。
【背景技術】
【0002】
塗装対象物に塗料を噴射して塗装を行う塗布装置(塗布スプレー)は、通常コンプレッサの圧力を利用して塗料を噴射している。しかし、コンプレッサを使用する限り塗布装置の小型化、低コスト化には限界がある。
また、塗料は樹脂と顔料とからなっており、樹脂には様々な種類のものが存在するが、塗装対象物に塗布された塗膜が空気中の酸素と反応して硬化する酸素硬化塗料が知られている(特許文献1乃至3等)。
酸素硬化塗料は、酸素と反応して硬化するが、塗布対象物に塗布された塗膜の表面から空気中の酸素を吸収して硬化するために塗膜内部まで十分に硬化するのに要する時間が長期化し、最終的に得られる塗膜の硬化状態、硬度が十分なものではなかった。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2005−206722公報
【特許文献2】特開2005−232275公報
【特許文献3】特開2005−306921公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
以上のように従来の酸素硬化塗料にあっては、空気中の酸素と接触する塗膜表面から徐々に硬化が進行してゆくために内部まで硬化するのに長い時間を要し、硬化後においても塗膜内部の硬度が不十分となることがあった。
本発明では、水性、油性に関係なく、酸素硬化塗料をノズルから噴射して対象物に塗布する前の段階で十分な量の酸素を塗料中に混合することにより、塗膜の硬化速度を塗膜の内部に至るまで大幅に速め、しかも硬化後における硬度をも十分に高めることができる粉体塗料を提供することを目的としている。
【課題を解決するための手段】
【0005】
上記の目的を達成するために請求項1の発明に係る粉体塗料は、酸素ガスハイドレートに対して酸素硬化塗料を添加した構成を備えていることを特徴とする。
【0006】
請求項2の発明に係る粉体塗料は、前記酸素硬化塗料を予め添加した前記酸素ガスハイドレートを粉体状にしたことを特徴とする。
請求項3の発明に係る粉体塗料は、粉体状にした前記酸素ガスハイドレートに前記酸素硬化塗料を添加したことを特徴とする。
【発明の効果】
【0007】
本発明では、酸素硬化塗料の塗布装置により噴射される酸素硬化塗料中に、予め酸素ハイドレートの分解により生成される酸素、或いは酸素を溶存した酸素水を混合し、噴射された塗料が硬化するのに要する時間を大幅に短縮するようにした。
即ち、水性の酸素硬化塗料の場合、酸素ハイドレートの分解槽内が高圧であることから、酸素ハイドレートから生成される水には高濃度の酸素が溶存している。この酸素溶存水(酸素水)が水性の酸素硬化塗料と混ざり、噴射される。また、油性の酸素硬化塗料の場合は、酸素ハイドレートから生成された高圧の酸素を利用して塗料を噴射させる。いずれの場合も、酸素硬化塗装液中に多量の酸素が取り込まれるため、硬化速度が高まり、高硬度の塗膜が得られる。また、いずれも酸素ハイドレート分解槽内の圧力を利用することができるので、コンプレッサも不要となる。
【図面の簡単な説明】
【0008】
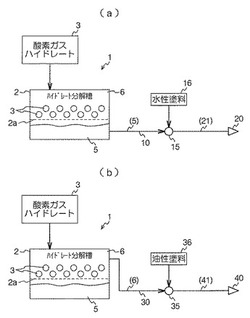
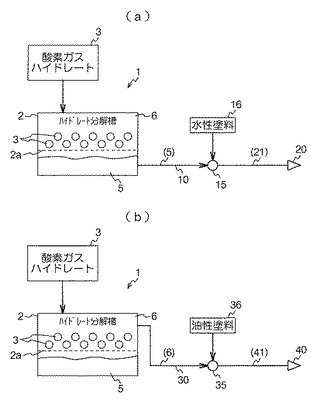
【図1】(a)及び(b)は夫々本発明の一実施形態に係る酸素硬化塗料の塗布装置の原理を示す図であり、(a)は水性の酸素硬化塗料用の塗布装置の構成図、(b)は油性の酸素硬化塗料用の塗布装置の構成図である。
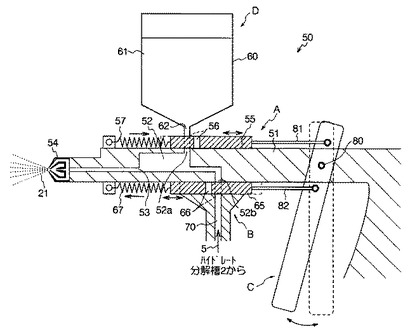
【図2】本発明の酸素硬化塗料の塗布装置の一例としてのスプレーガンの構成を説明する図である。
【発明を実施するための形態】
【0009】
以下、本発明を図面に示した実施の形態により詳細に説明する。
図1(a)及び(b)は夫々本発明の一実施形態に係る酸素硬化塗料の塗布装置の原理を示す図であり、(a)は水性の酸素硬化塗料用の塗布装置の構成例、(b)は油性の酸素硬化塗料用の塗布装置の構成例である。
図1(a)に示した塗布装置1は、水性の酸素硬化塗料用であり、酸素分子と水分子が結合した氷状物質である酸素ガスハイドレート3に熱を加えて分解することにより多量の酸素が溶存した酸素水5と酸素6とを生成するハイドレート分解槽2と、ハイドレート分解槽2により生成された酸素水5を槽外部に搬送する給水管10と、給水管10により搬送される酸素水5を図示しない塗料タンクから供給される水性の酸素硬化塗料16中に混合して酸素水混合塗料21を生成する酸素水・塗料混合部15と、酸素水・塗料混合部15において生成された酸素水混合塗料21を噴射するノズル(噴射部)20と、を備えている。
【0010】
ハイドレート分解槽2は、内部に網2aを備え、網2a上に酸素ガスハイドレート3を載置する構成を備えている。網2a上の酸素ガスハイドレートが加熱(常温下に置かれることを含む)されることにより分解すると、酸素水5は網2aの下方に位置する槽底部に溜まり、酸素6は槽の上方に溜まる。
水性の酸素硬化塗料16を取り扱う塗布装置1の場合は、図1(a)のように、ハイドレート分解槽2内の高圧を利用して酸素濃度の高い酸素水5が給水管10に供給される。次いで、給水管10の途中に配置された酸素水・塗料混合部15にて水性の酸素硬化塗料16に対して酸素濃度の高い酸素水5が混合されて、最後にノズル20から塗装対象物に対して噴射される。この装置構成によれば、ハイドレート分解槽2内の内圧を利用して酸素水5を圧送するため、コンプレッサ等の付属装置は必要とせず、装置の小型化、簡素化、低コスト化を実現できる。
【0011】
このように酸素ガスハイドレートの分解により生成された酸素水5は噴射前に水性の酸素硬化塗料16と混合され、塗装対象物に塗装される。この酸素水5の中には多量の酸素が溶存しており、塗装対象物に塗布されることにより形成された塗膜は、塗料自体に含有される多量の酸素により早期に硬化する。
なお、水性の酸素硬化塗料の一例としては、アルキド樹脂の乳化物をバインダとして用いた水性アルキド樹脂塗料を挙げることができる。
【0012】
次に、図1(b)に示した塗布装置1は、油性の酸素硬化塗料用であり、酸素分子と水分子が結合した氷状物質である酸素ガスハイドレート3に熱を加えて分解することにより酸素水5と酸素6を生成するハイドレート分解槽2と、ハイドレート分解槽2により生成された酸素6を槽外に搬送する酸素供給管30と、酸素供給管30により搬送される酸素6に図示しない塗料タンクから供給される酸素硬化塗料36を混合して酸素混合塗料41を生成する酸素・塗料混合部35と、酸素・塗料混合部35において生成された酸素混合塗料41を噴射するノズル(噴射部)40と、を備えている。
油性の酸素硬化塗料36を取り扱う塗布装置1の場合は、図1(b)のようにハイドレート分解槽内の高圧を利用して酸素が酸素供給管30に搬送される。次いで、酸素供給管30の途中に配置された酸素・塗料混合部35にて油性の酸素硬化塗料36に対して酸素6が混合されて、最後にノズル40から塗装対象物に対して噴射される。この装置構成によれば、ハイドレート分解槽2内の内圧を利用して酸素を圧送するため、コンプレッサの付属装置は必要とせず、装置の小型化、簡素化、低コスト化を実現できる。
【0013】
このように酸素ガスハイドレートの分解により生成された酸素6は噴射前に油性の酸素硬化塗料36と混合され、塗装対象物に塗装される。塗装後の塗膜中には多量の酸素が含まれており、塗装対象物に塗布されることにより形成された塗膜は、塗料自体に含有される多量の酸素により早期に硬化する。
油性の酸素硬化塗料としては、アルキド樹脂をバインダとして用いたアルキド樹脂塗料を挙げることができる。
【0014】
次に、図2は本発明の酸素硬化塗料の塗布装置の一例としてのスプレーガンの構成を説明する図である。
このスプレーガン50は、基体51と、基体51の内部に設けた空所である混合部52と、混合部から前方へ延びる流路53と、流路53と連通し基体51の先端で開放した塗料噴射用のノズル部54と、基体51の上面に沿って長手方向へ進退自在に支持された第1のスライド機構Aと、基体51の下面に沿って長手方向へ進退自在に支持された第2のスライド機構Bと、各スライド機構A、 Bを作動させるレバーCと、水性の酸素硬化塗料61を収容し且つ基体51によって支持された流体カップDと、を備えている。
【0015】
第1のスライド機構Aは、混合部52の上部開口52aと選択的に連通可能な塗料導入孔56を備え且つ矢印で示す長手方向へ進退可能な第1のスライダ55と、第1のスライダ55を塗料導入孔56と混合部52とが連通しない閉止方向(図面右方向)へ付勢する第1の弾性部材57と、を備える。第1の弾性部材57は一端部を基体適所に固定されると共に他端部を第1のスライダ55に固定されることにより、第1のスライダ55を常時右方(閉止方向)へ付勢している。
実線で図示した閉止状態においては、塗料導入孔56と混合部52との間は非連通状態にある。
【0016】
第2のスライド機構Bは、混合部52の下部開口52bと選択的に連通可能な酸素水導入孔66を備え且つ矢印で示す長手方向へ進退可能な第2のスライダ65と、第2のスライダ65を酸素水導入孔66と混合部52とが連通しない閉止方向(図面左方向)へ付勢する第2の弾性部材67と、を備える。第2の弾性部材67は一端部を基体適所に固定されると共に他端部を第2のスライダ65に固定されることにより、第2のスライダ65を常時左方(閉止方向)へ付勢している。
【0017】
第2のスライド機構Bの下方には図1に示した如きハイドレート分解槽2が連設されており、ハイドレート分解槽2内で酸素ハイドレートを分解することにより生成された高圧の酸素水5が酸素水供給経路70から酸素水導入孔66へ供給される。
実線で示した待機状態では第2のスライダ65が第2の弾性部材67によって図面左方へ付勢されているため、酸素水供給経路70と酸素水導入孔66とは非連通の状態にあり、その結果酸素水供給経路(給水管)70と混合部52との間も非連通状態にある。
破線で示すように弾性部材67による付勢力に抗して第2のスライダ65が図面右方(開放方向)へスライドすると、酸素水導入孔66が酸素水供給経路70と混合部52との間を連通させるため、混合部52内に酸素水5が供給される。
【0018】
流体カップDは、水性の酸素硬化塗料61を収容したカップ本体60と、塗料導入孔56と混合部52との非連通時にスライダ55上面により閉止される流体カップの塗料吐出口62と、を備えている。実線で示した待機状態(閉止状態)では第1のスライダ55によって塗料吐出口62は閉止された状態にあるが、破線で示したように第1のスライダ55が第2の弾性部材57の付勢力に抗してノズル側へスライドした場合には塗料導入孔56を介して塗料吐出口62と混合部52とが連通した状態となり、混合部52内に水性の酸素硬化塗料61が供給される。
【0019】
このように流体カップD内の水性の酸素硬化塗料61が混合部52内に供給される動作と、ハイドレート分解槽2からの酸素水5が混合部52内に供給される動作とがほぼ同時に実施されることにより、混合部52では酸素濃度の高い酸素水5が酸素硬化塗料61に混合された状態となる。この実施形態では、この混合動作はレバーCを操作することにより実現される。
レバーCは、基体51の適所に設けたピン80により実線で示した位置(閉止位置)と破線で示した位置(開放位置)との間を回動自在に支持されると共に、ピン80よりも上部適所から延びる連結部材81によって第1のスライダ55と連結され、更にピン80よりも下部適所から延びる連結部材82によって第2のスライダ65と連結されている。
【0020】
実線で示した閉止位置にあるレバーCを作業者が指等により破線で示した開放位置まで反時計回り方向へ引くことにより、連結部材82を介して第2のスライダ65が前方(ノズル側)へ移動することにより、第1の弾性部材57が縮み、塗料導入孔56が前方へ移動する。その結果、塗料導入孔56が酸素硬化塗料61の流路62と一致し、流体カップD中の酸素硬化塗料61が重力により混合部52へ供給される。
また、レバーCを開放位置に回動させると、連結部材81を介して第1のスライダ55が後方へ移動することにより、第2の弾性部材67が伸びて酸素水導入孔66が後方へ移動して破線で示した連通位置に達する。その結果、酸素水導入孔66が酸素水供給経路70及び下部開口52bと連通し、酸素ハイドレートが分解されたことにより生成された酸素水5が混合部52まで供給される。
【0021】
このようにレバーCを開放方向へ回動させる操作を行うことにより、混合部52内に酸素硬化塗料61と酸素水5が導入して混合され酸素水混合塗料21となってノズル54を介して噴霧される。酸素ガスハイドレートの分解により生成された酸素水5は分解槽2内の圧力を利用して圧送されるため、大型化、高コスト化の原因となるコンプレッサを省略してスプレーガンを構成することができる。そして、塗装対象物に形成された塗膜中には必要十分な量の酸素が混合されているため、塗膜内部に至るまで短時間で硬化することができる。
なお、上記実施形態では、水性の酸素硬化塗料を使用したスプレーガンの構成について説明したが、このスプレーガンの構成は油性の酸素硬化塗料にも流用することができる。即ち、流体カップD内に油性の酸素硬化塗料を収容すると共に、酸素水供給経路(酸素供給管)70に対して分解槽2から供給される高圧の酸素を供給することにより、混合部52内にて酸素硬化塗料を混合するように構成すればよい。
【0022】
以上のように本発明においては、酸素硬化塗料の塗布装置により噴射される酸素硬化塗料中に、予め酸素ハイドレートの分解により生成される酸素、或いは酸素を溶存した酸素水を混合し、噴射された塗料が硬化するのに要する時間を大幅に短縮することが可能となる。
即ち、水性の酸素硬化塗料の場合には酸素ハイドレートの分解槽内が高圧であることから、酸素ハイドレートから生成される水には高濃度の酸素が溶存している。この酸素溶存水(酸素水)が水性の酸素硬化塗料と混ざって噴射される。また、油性の酸素硬化塗料の場合は、酸素ハイドレートから生成された高圧の酸素を利用して塗料を噴射させる。いずれの場合も、酸素硬化塗装液中に多量の酸素が取り込まれるため、硬化速度が高まり、高硬度の塗膜が得られる。また、いずれも酸素ハイドレート分解槽内の圧力を利用することができるので、コンプレッサも不要となる。
【0023】
なお、図1、及び図2の各実施形態では、水性の酸素硬化塗料、及び油性の酸素硬化塗料に対して、酸素ガスガイドレートに由来する酸素水、又は酸素を混合する塗布装置の構成を示したが、これ以外にも例えば酸素ガスハイドレートに塗料(樹脂、顔料成分)を予め混合したもの自体を塗料(粉体塗料)として使用することも可能である。即ち、塗料成分を予め添加した酸素ガスハイドレートを細かい粉体状にしておき、この粉体塗料としての酸素ガスハイドレートを塗布対象物に塗布することにより、塗装対象物に付着した後で溶解して固化するように構成してもよい。
【符号の説明】
【0024】
A…第1のスライド機構、B…第2のスライド機構、C…レバー、D…流体カップ、1…塗布装置、2…ハイドレート分解槽、2a…網、3…酸素ガスハイドレート、5…酸素水、6…酸素、10…給水管、15…酸素水・塗料混合部、16…酸素硬化塗料、20…ノズル、21…酸素水混合塗料、30…酸素供給管、35…酸素・塗料混合部、36…酸素硬化塗料、40…ノズル、41…酸素混合塗料、50…スプレーガン、51…基体、52…混合部、52a…上部開口、52b…下部開口、53…流路、54…ノズル、55…スライダ、56…塗料導入孔、57…弾性部材、60…カップ本体、61…酸素硬化塗料、62…塗料吐出口、62…流路、65…スライダ、66…酸素水導入孔、66…水導入孔、66…塗料導入孔、67…弾性部材、70…酸素水供給経路、80…ピン、81…連結部材、82…連結部材。
【技術分野】
【0001】
本発明は酸素ガスハイドレートが分解する時に生成される酸素水、又は酸素を酸素硬化塗料に多量に混合した状態でノズルから噴射することにより、塗装対象物上に形成された塗膜の硬化速度を大幅に短縮した酸素硬化塗料の塗布装置に使用する粉体塗料に関する。
【背景技術】
【0002】
塗装対象物に塗料を噴射して塗装を行う塗布装置(塗布スプレー)は、通常コンプレッサの圧力を利用して塗料を噴射している。しかし、コンプレッサを使用する限り塗布装置の小型化、低コスト化には限界がある。
また、塗料は樹脂と顔料とからなっており、樹脂には様々な種類のものが存在するが、塗装対象物に塗布された塗膜が空気中の酸素と反応して硬化する酸素硬化塗料が知られている(特許文献1乃至3等)。
酸素硬化塗料は、酸素と反応して硬化するが、塗布対象物に塗布された塗膜の表面から空気中の酸素を吸収して硬化するために塗膜内部まで十分に硬化するのに要する時間が長期化し、最終的に得られる塗膜の硬化状態、硬度が十分なものではなかった。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2005−206722公報
【特許文献2】特開2005−232275公報
【特許文献3】特開2005−306921公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
以上のように従来の酸素硬化塗料にあっては、空気中の酸素と接触する塗膜表面から徐々に硬化が進行してゆくために内部まで硬化するのに長い時間を要し、硬化後においても塗膜内部の硬度が不十分となることがあった。
本発明では、水性、油性に関係なく、酸素硬化塗料をノズルから噴射して対象物に塗布する前の段階で十分な量の酸素を塗料中に混合することにより、塗膜の硬化速度を塗膜の内部に至るまで大幅に速め、しかも硬化後における硬度をも十分に高めることができる粉体塗料を提供することを目的としている。
【課題を解決するための手段】
【0005】
上記の目的を達成するために請求項1の発明に係る粉体塗料は、酸素ガスハイドレートに対して酸素硬化塗料を添加した構成を備えていることを特徴とする。
【0006】
請求項2の発明に係る粉体塗料は、前記酸素硬化塗料を予め添加した前記酸素ガスハイドレートを粉体状にしたことを特徴とする。
請求項3の発明に係る粉体塗料は、粉体状にした前記酸素ガスハイドレートに前記酸素硬化塗料を添加したことを特徴とする。
【発明の効果】
【0007】
本発明では、酸素硬化塗料の塗布装置により噴射される酸素硬化塗料中に、予め酸素ハイドレートの分解により生成される酸素、或いは酸素を溶存した酸素水を混合し、噴射された塗料が硬化するのに要する時間を大幅に短縮するようにした。
即ち、水性の酸素硬化塗料の場合、酸素ハイドレートの分解槽内が高圧であることから、酸素ハイドレートから生成される水には高濃度の酸素が溶存している。この酸素溶存水(酸素水)が水性の酸素硬化塗料と混ざり、噴射される。また、油性の酸素硬化塗料の場合は、酸素ハイドレートから生成された高圧の酸素を利用して塗料を噴射させる。いずれの場合も、酸素硬化塗装液中に多量の酸素が取り込まれるため、硬化速度が高まり、高硬度の塗膜が得られる。また、いずれも酸素ハイドレート分解槽内の圧力を利用することができるので、コンプレッサも不要となる。
【図面の簡単な説明】
【0008】
【図1】(a)及び(b)は夫々本発明の一実施形態に係る酸素硬化塗料の塗布装置の原理を示す図であり、(a)は水性の酸素硬化塗料用の塗布装置の構成図、(b)は油性の酸素硬化塗料用の塗布装置の構成図である。
【図2】本発明の酸素硬化塗料の塗布装置の一例としてのスプレーガンの構成を説明する図である。
【発明を実施するための形態】
【0009】
以下、本発明を図面に示した実施の形態により詳細に説明する。
図1(a)及び(b)は夫々本発明の一実施形態に係る酸素硬化塗料の塗布装置の原理を示す図であり、(a)は水性の酸素硬化塗料用の塗布装置の構成例、(b)は油性の酸素硬化塗料用の塗布装置の構成例である。
図1(a)に示した塗布装置1は、水性の酸素硬化塗料用であり、酸素分子と水分子が結合した氷状物質である酸素ガスハイドレート3に熱を加えて分解することにより多量の酸素が溶存した酸素水5と酸素6とを生成するハイドレート分解槽2と、ハイドレート分解槽2により生成された酸素水5を槽外部に搬送する給水管10と、給水管10により搬送される酸素水5を図示しない塗料タンクから供給される水性の酸素硬化塗料16中に混合して酸素水混合塗料21を生成する酸素水・塗料混合部15と、酸素水・塗料混合部15において生成された酸素水混合塗料21を噴射するノズル(噴射部)20と、を備えている。
【0010】
ハイドレート分解槽2は、内部に網2aを備え、網2a上に酸素ガスハイドレート3を載置する構成を備えている。網2a上の酸素ガスハイドレートが加熱(常温下に置かれることを含む)されることにより分解すると、酸素水5は網2aの下方に位置する槽底部に溜まり、酸素6は槽の上方に溜まる。
水性の酸素硬化塗料16を取り扱う塗布装置1の場合は、図1(a)のように、ハイドレート分解槽2内の高圧を利用して酸素濃度の高い酸素水5が給水管10に供給される。次いで、給水管10の途中に配置された酸素水・塗料混合部15にて水性の酸素硬化塗料16に対して酸素濃度の高い酸素水5が混合されて、最後にノズル20から塗装対象物に対して噴射される。この装置構成によれば、ハイドレート分解槽2内の内圧を利用して酸素水5を圧送するため、コンプレッサ等の付属装置は必要とせず、装置の小型化、簡素化、低コスト化を実現できる。
【0011】
このように酸素ガスハイドレートの分解により生成された酸素水5は噴射前に水性の酸素硬化塗料16と混合され、塗装対象物に塗装される。この酸素水5の中には多量の酸素が溶存しており、塗装対象物に塗布されることにより形成された塗膜は、塗料自体に含有される多量の酸素により早期に硬化する。
なお、水性の酸素硬化塗料の一例としては、アルキド樹脂の乳化物をバインダとして用いた水性アルキド樹脂塗料を挙げることができる。
【0012】
次に、図1(b)に示した塗布装置1は、油性の酸素硬化塗料用であり、酸素分子と水分子が結合した氷状物質である酸素ガスハイドレート3に熱を加えて分解することにより酸素水5と酸素6を生成するハイドレート分解槽2と、ハイドレート分解槽2により生成された酸素6を槽外に搬送する酸素供給管30と、酸素供給管30により搬送される酸素6に図示しない塗料タンクから供給される酸素硬化塗料36を混合して酸素混合塗料41を生成する酸素・塗料混合部35と、酸素・塗料混合部35において生成された酸素混合塗料41を噴射するノズル(噴射部)40と、を備えている。
油性の酸素硬化塗料36を取り扱う塗布装置1の場合は、図1(b)のようにハイドレート分解槽内の高圧を利用して酸素が酸素供給管30に搬送される。次いで、酸素供給管30の途中に配置された酸素・塗料混合部35にて油性の酸素硬化塗料36に対して酸素6が混合されて、最後にノズル40から塗装対象物に対して噴射される。この装置構成によれば、ハイドレート分解槽2内の内圧を利用して酸素を圧送するため、コンプレッサの付属装置は必要とせず、装置の小型化、簡素化、低コスト化を実現できる。
【0013】
このように酸素ガスハイドレートの分解により生成された酸素6は噴射前に油性の酸素硬化塗料36と混合され、塗装対象物に塗装される。塗装後の塗膜中には多量の酸素が含まれており、塗装対象物に塗布されることにより形成された塗膜は、塗料自体に含有される多量の酸素により早期に硬化する。
油性の酸素硬化塗料としては、アルキド樹脂をバインダとして用いたアルキド樹脂塗料を挙げることができる。
【0014】
次に、図2は本発明の酸素硬化塗料の塗布装置の一例としてのスプレーガンの構成を説明する図である。
このスプレーガン50は、基体51と、基体51の内部に設けた空所である混合部52と、混合部から前方へ延びる流路53と、流路53と連通し基体51の先端で開放した塗料噴射用のノズル部54と、基体51の上面に沿って長手方向へ進退自在に支持された第1のスライド機構Aと、基体51の下面に沿って長手方向へ進退自在に支持された第2のスライド機構Bと、各スライド機構A、 Bを作動させるレバーCと、水性の酸素硬化塗料61を収容し且つ基体51によって支持された流体カップDと、を備えている。
【0015】
第1のスライド機構Aは、混合部52の上部開口52aと選択的に連通可能な塗料導入孔56を備え且つ矢印で示す長手方向へ進退可能な第1のスライダ55と、第1のスライダ55を塗料導入孔56と混合部52とが連通しない閉止方向(図面右方向)へ付勢する第1の弾性部材57と、を備える。第1の弾性部材57は一端部を基体適所に固定されると共に他端部を第1のスライダ55に固定されることにより、第1のスライダ55を常時右方(閉止方向)へ付勢している。
実線で図示した閉止状態においては、塗料導入孔56と混合部52との間は非連通状態にある。
【0016】
第2のスライド機構Bは、混合部52の下部開口52bと選択的に連通可能な酸素水導入孔66を備え且つ矢印で示す長手方向へ進退可能な第2のスライダ65と、第2のスライダ65を酸素水導入孔66と混合部52とが連通しない閉止方向(図面左方向)へ付勢する第2の弾性部材67と、を備える。第2の弾性部材67は一端部を基体適所に固定されると共に他端部を第2のスライダ65に固定されることにより、第2のスライダ65を常時左方(閉止方向)へ付勢している。
【0017】
第2のスライド機構Bの下方には図1に示した如きハイドレート分解槽2が連設されており、ハイドレート分解槽2内で酸素ハイドレートを分解することにより生成された高圧の酸素水5が酸素水供給経路70から酸素水導入孔66へ供給される。
実線で示した待機状態では第2のスライダ65が第2の弾性部材67によって図面左方へ付勢されているため、酸素水供給経路70と酸素水導入孔66とは非連通の状態にあり、その結果酸素水供給経路(給水管)70と混合部52との間も非連通状態にある。
破線で示すように弾性部材67による付勢力に抗して第2のスライダ65が図面右方(開放方向)へスライドすると、酸素水導入孔66が酸素水供給経路70と混合部52との間を連通させるため、混合部52内に酸素水5が供給される。
【0018】
流体カップDは、水性の酸素硬化塗料61を収容したカップ本体60と、塗料導入孔56と混合部52との非連通時にスライダ55上面により閉止される流体カップの塗料吐出口62と、を備えている。実線で示した待機状態(閉止状態)では第1のスライダ55によって塗料吐出口62は閉止された状態にあるが、破線で示したように第1のスライダ55が第2の弾性部材57の付勢力に抗してノズル側へスライドした場合には塗料導入孔56を介して塗料吐出口62と混合部52とが連通した状態となり、混合部52内に水性の酸素硬化塗料61が供給される。
【0019】
このように流体カップD内の水性の酸素硬化塗料61が混合部52内に供給される動作と、ハイドレート分解槽2からの酸素水5が混合部52内に供給される動作とがほぼ同時に実施されることにより、混合部52では酸素濃度の高い酸素水5が酸素硬化塗料61に混合された状態となる。この実施形態では、この混合動作はレバーCを操作することにより実現される。
レバーCは、基体51の適所に設けたピン80により実線で示した位置(閉止位置)と破線で示した位置(開放位置)との間を回動自在に支持されると共に、ピン80よりも上部適所から延びる連結部材81によって第1のスライダ55と連結され、更にピン80よりも下部適所から延びる連結部材82によって第2のスライダ65と連結されている。
【0020】
実線で示した閉止位置にあるレバーCを作業者が指等により破線で示した開放位置まで反時計回り方向へ引くことにより、連結部材82を介して第2のスライダ65が前方(ノズル側)へ移動することにより、第1の弾性部材57が縮み、塗料導入孔56が前方へ移動する。その結果、塗料導入孔56が酸素硬化塗料61の流路62と一致し、流体カップD中の酸素硬化塗料61が重力により混合部52へ供給される。
また、レバーCを開放位置に回動させると、連結部材81を介して第1のスライダ55が後方へ移動することにより、第2の弾性部材67が伸びて酸素水導入孔66が後方へ移動して破線で示した連通位置に達する。その結果、酸素水導入孔66が酸素水供給経路70及び下部開口52bと連通し、酸素ハイドレートが分解されたことにより生成された酸素水5が混合部52まで供給される。
【0021】
このようにレバーCを開放方向へ回動させる操作を行うことにより、混合部52内に酸素硬化塗料61と酸素水5が導入して混合され酸素水混合塗料21となってノズル54を介して噴霧される。酸素ガスハイドレートの分解により生成された酸素水5は分解槽2内の圧力を利用して圧送されるため、大型化、高コスト化の原因となるコンプレッサを省略してスプレーガンを構成することができる。そして、塗装対象物に形成された塗膜中には必要十分な量の酸素が混合されているため、塗膜内部に至るまで短時間で硬化することができる。
なお、上記実施形態では、水性の酸素硬化塗料を使用したスプレーガンの構成について説明したが、このスプレーガンの構成は油性の酸素硬化塗料にも流用することができる。即ち、流体カップD内に油性の酸素硬化塗料を収容すると共に、酸素水供給経路(酸素供給管)70に対して分解槽2から供給される高圧の酸素を供給することにより、混合部52内にて酸素硬化塗料を混合するように構成すればよい。
【0022】
以上のように本発明においては、酸素硬化塗料の塗布装置により噴射される酸素硬化塗料中に、予め酸素ハイドレートの分解により生成される酸素、或いは酸素を溶存した酸素水を混合し、噴射された塗料が硬化するのに要する時間を大幅に短縮することが可能となる。
即ち、水性の酸素硬化塗料の場合には酸素ハイドレートの分解槽内が高圧であることから、酸素ハイドレートから生成される水には高濃度の酸素が溶存している。この酸素溶存水(酸素水)が水性の酸素硬化塗料と混ざって噴射される。また、油性の酸素硬化塗料の場合は、酸素ハイドレートから生成された高圧の酸素を利用して塗料を噴射させる。いずれの場合も、酸素硬化塗装液中に多量の酸素が取り込まれるため、硬化速度が高まり、高硬度の塗膜が得られる。また、いずれも酸素ハイドレート分解槽内の圧力を利用することができるので、コンプレッサも不要となる。
【0023】
なお、図1、及び図2の各実施形態では、水性の酸素硬化塗料、及び油性の酸素硬化塗料に対して、酸素ガスガイドレートに由来する酸素水、又は酸素を混合する塗布装置の構成を示したが、これ以外にも例えば酸素ガスハイドレートに塗料(樹脂、顔料成分)を予め混合したもの自体を塗料(粉体塗料)として使用することも可能である。即ち、塗料成分を予め添加した酸素ガスハイドレートを細かい粉体状にしておき、この粉体塗料としての酸素ガスハイドレートを塗布対象物に塗布することにより、塗装対象物に付着した後で溶解して固化するように構成してもよい。
【符号の説明】
【0024】
A…第1のスライド機構、B…第2のスライド機構、C…レバー、D…流体カップ、1…塗布装置、2…ハイドレート分解槽、2a…網、3…酸素ガスハイドレート、5…酸素水、6…酸素、10…給水管、15…酸素水・塗料混合部、16…酸素硬化塗料、20…ノズル、21…酸素水混合塗料、30…酸素供給管、35…酸素・塗料混合部、36…酸素硬化塗料、40…ノズル、41…酸素混合塗料、50…スプレーガン、51…基体、52…混合部、52a…上部開口、52b…下部開口、53…流路、54…ノズル、55…スライダ、56…塗料導入孔、57…弾性部材、60…カップ本体、61…酸素硬化塗料、62…塗料吐出口、62…流路、65…スライダ、66…酸素水導入孔、66…水導入孔、66…塗料導入孔、67…弾性部材、70…酸素水供給経路、80…ピン、81…連結部材、82…連結部材。
【特許請求の範囲】
【請求項1】
酸素ガスハイドレートに対して酸素硬化塗料を添加した構成を備えていることを特徴とする粉体塗料。
【請求項2】
前記酸素硬化塗料を予め添加した前記酸素ガスハイドレートを粉体状にしたことを特徴とする請求項1に記載の粉体塗料。
【請求項3】
粉体状にした前記酸素ガスハイドレートに前記酸素硬化塗料を添加したことを特徴とする請求項1に記載の粉体塗料。
【請求項1】
酸素ガスハイドレートに対して酸素硬化塗料を添加した構成を備えていることを特徴とする粉体塗料。
【請求項2】
前記酸素硬化塗料を予め添加した前記酸素ガスハイドレートを粉体状にしたことを特徴とする請求項1に記載の粉体塗料。
【請求項3】
粉体状にした前記酸素ガスハイドレートに前記酸素硬化塗料を添加したことを特徴とする請求項1に記載の粉体塗料。
【図1】


【図2】
【図2】
【公開番号】特開2012−117076(P2012−117076A)
【公開日】平成24年6月21日(2012.6.21)
【国際特許分類】
【出願番号】特願2012−15374(P2012−15374)
【出願日】平成24年1月27日(2012.1.27)
【分割の表示】特願2006−150821(P2006−150821)の分割
【原出願日】平成18年5月31日(2006.5.31)
【出願人】(000211307)中国電力株式会社 (6,505)
【Fターム(参考)】
【公開日】平成24年6月21日(2012.6.21)
【国際特許分類】
【出願日】平成24年1月27日(2012.1.27)
【分割の表示】特願2006−150821(P2006−150821)の分割
【原出願日】平成18年5月31日(2006.5.31)
【出願人】(000211307)中国電力株式会社 (6,505)
【Fターム(参考)】
[ Back to top ]