
粉体塗装方法及びその装置
【課題】被塗装物の全体にわたって厚みが略均一な塗膜を形成する一方で、未塗着の粉体塗料を効率よく回収する。
【解決手段】粉体塗装装置10は、ワークW(被塗装物)を搬入する塗装ブース14を有し、該塗装ブース14を構成し且つ互いに対向する側壁36、38には塗装ガン16a、16bが設置される。塗装ガン16a、16bからの各吐出風量は、一方に対して残余の一方が所定の割合となるように設定される。一方、底壁34と側壁36、38の間と、上流側壁42及び下流側壁44の各々に形成された導入口46、導出口48の近傍とには、フード部50、52、68、70がそれぞれ設けられる。塗装ガン16a〜16cから吐出されてワークWに塗着されなかった未塗着の粉体塗料は、ファン120の吸引作用下に、ダクトホース58a〜58jを介して吸引される。好ましくは、この際の吸引風量は、塗装ガン16a〜16cからの吐出風量の合計に対して所定の割合となるように設定される。
【解決手段】粉体塗装装置10は、ワークW(被塗装物)を搬入する塗装ブース14を有し、該塗装ブース14を構成し且つ互いに対向する側壁36、38には塗装ガン16a、16bが設置される。塗装ガン16a、16bからの各吐出風量は、一方に対して残余の一方が所定の割合となるように設定される。一方、底壁34と側壁36、38の間と、上流側壁42及び下流側壁44の各々に形成された導入口46、導出口48の近傍とには、フード部50、52、68、70がそれぞれ設けられる。塗装ガン16a〜16cから吐出されてワークWに塗着されなかった未塗着の粉体塗料は、ファン120の吸引作用下に、ダクトホース58a〜58jを介して吸引される。好ましくは、この際の吸引風量は、塗装ガン16a〜16cからの吐出風量の合計に対して所定の割合となるように設定される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、粉体塗料を被塗装物に塗着させることで前記被塗装物に対して塗装を施す粉体塗装方法及びその装置に関する。
【背景技術】
【0002】
被塗布物に対して塗装を施す一手法として、アース接続された被塗布物を塗装ブース内に搬入し、次に、この塗装ブース内に、帯電された粉体塗料を吐出する、いわゆる粉体塗装が挙げられる。この場合、粉体塗料は、搬送用エアに同伴されて吐出された後、被塗布物と粉体塗料との間の静電作用によって被塗布物に引き寄せられ、最終的に、該被塗布物に塗着されて塗膜となる。
【0003】
静電塗装では、塗膜の厚みを均一化することが求められる。この観点から、特許文献1において、粉体塗料を被塗布物に向けてではなく塗装ブース内の空間に向けて吐出し、これにより、塗装ブース内の雰囲気に含まれる粉体塗料の濃度を均一化することが提案されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平9−38527号公報(特に段落[0011]、[0012]参照)
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1記載の従来技術においては、塗装ブース内を粉体塗料で充満する必要があるため、被塗布物に塗着されない粉体塗料が多数存在することになる。未塗着の粉体塗料は回収されて再吐出されるが、回収量が多くなることに伴い、再使用のための再生処理量も多くなる。
【0006】
また、この従来技術では、その図2、図4及び図7から諒解されるように、塗装ブース内に塗装ガンが設置される。この場合、粉体塗料が塗装ガンに短時間で塗着してしまうので、塗装ガンに対するメンテナンスを頻繁に行わなければならない。メンテナンスを行う間は塗装を行うことができないので、被塗布物に対する塗装作業効率も低下することになる。
【0007】
さらに、特許文献1を参照しても、粉体塗料の回収効率を向上させることについては何ら記載されておらず、従って、このための知見を得ることができない。
【0008】
本発明は上記した問題を解決するためになされたもので、被塗装物の全体にわたって厚みが略均一な塗膜を形成することが可能であり、しかも、未塗着の粉体塗料の回収効率を向上させ得る粉体塗装方法及びその装置を提供することを目的とする。
【課題を解決するための手段】
【0009】
前記の目的を達成するために、本発明は、アース接続されて搬送された被塗装物を塗装ブースの内部に搬入し、前記塗装ブースに取り付けられた複数個の塗装ツールから帯電させた粉体塗料を搬送用気体とともに吐出することで前記被塗装物に対して塗布を行う粉体塗装方法であって、
前記塗装ブースを構成し且つ互いに対向する2つの壁に、前記複数個の塗装ツールの中の少なくとも2個を設置し、
前記壁の各々に設けられた前記塗装ツールの各吐出口から前記粉体塗料及び前記搬送用気体を前記塗装ブース内に吐出する際の吐出風量を、下記の式(1)に表される割合に設定することを特徴とする。
一方の吐出口の吐出風量:残余の一方の吐出口の吐出風量
=100:80〜120 …(1)
【0010】
対向する壁同士にそれぞれ設けられた塗装ツールの各吐出口の吐出風量をこのように略同等に設定したときには、吐出された粉体塗料及び搬送用気体が有するエネルギが略同等となることから、該粉体塗料が被塗装物の周辺に略均等に浮遊するようになる。この状態の粉体塗料が静電作用によって被塗装物に引き寄せられる結果、厚みが略均一な塗膜が得られる。
【0011】
このように、本発明によれば、被塗装物の全体にわたって厚みが略均一な塗膜を容易に形成することができる。
【0012】
なお、全ての前記塗装ツールからの吐出風量の合計と、未塗着の前記粉体塗料を前記塗装ブースから排出するための吸引風量とを、下記の式(2)に表される割合に設定することが好ましい。
吐出風量の合計:吸引風量=100:80〜120 …(2)
【0013】
塗装ブース内が過度に正圧であるときには、塗装ブース内に噴霧された粉体塗料が被塗装物に引き寄せられる前に塗装ブース外に排出されてしまう。一方、塗装ブース内が過度に負圧であるときには、未塗着の粉体塗料を回収することが困難となるとともに、塗装ブース内に粉塵、ゴミ等が吸引される懸念がある。これに対し、上記のように塗装ツールからの塗装ブース内への吐出風量と、塗装ブースからの吸引風量(排気風量)とを略均衡させることにより、塗装ブース内が過度な正圧又は負圧となることが回避される。
【0014】
すなわち、この場合、粉体塗料が被塗装物に引き寄せられる前に塗装ブース外に排出されてしまうことや塗装ブース内に粉塵、ゴミ等が吸引されてしまうこと等を回避し得るようになる。その上、未塗着の粉体塗料を効率よく回収することができる。要するに、未塗着の粉体塗料の回収効率が向上する。
【0015】
また、本発明は、アース接続された被塗装物を搬入する塗装ブースと、前記塗装ブースに設置され、帯電させた粉体塗料を搬送用気体とともに前記被塗装物に対して吐出するための複数個の塗装ツールとを備える粉体塗装装置であって、
前記塗装ブースを構成し且つ互いに対向する2つの壁に、前記複数個の塗装ツールの中の少なくとも2個が設置され、
前記壁の各々に設けられた前記塗装ツールの吐出口から前記粉体塗料及び前記搬送用気体を前記塗装ブース内に吐出する際の吐出風量を制御する制御機構をさらに備え、
前記制御機構は、前記吐出口の各々から前記塗装ブース内に前記粉体塗料及び前記搬送用気体を吐出する際の吐出風量を、下記の式(3)に表される割合に設定することを特徴とする。
一方の吐出口の吐出風量:残余の一方の吐出口の吐出風量
=100:80〜120 …(3)
【0016】
すなわち、本発明によれば、塗装ツール(吐出口)同士の吐出風量が制御機構によって略均衡するように自動的に制御される。これにより、上記したように、被塗装物の全体にわたって厚みが略均一な塗膜を容易に形成することができるようになる。
【0017】
また、全ての前記塗装ツールからの吐出風量の合計と、未塗着の前記粉体塗料を前記塗装ブースから排出するための吸引風量とを、下記の式(4)に表される割合に設定する制御機構を設けることが好ましい。
吐出風量の合計:吸引風量=100:80〜120 …(4)
【0018】
これにより、塗装ブース内の圧力が過度な正圧又は負圧とならないように自動的に制御される。換言すれば、塗装ブース内を、粉体塗料が被塗装物に引き寄せられる前に塗装ブース外に排出されてしまうことや、塗装ブース内に粉塵、ゴミ等が吸引されてしまうこと等を回避し得るとともに、未塗着の粉体塗料を効率よく回収することができる圧力に保つことが容易となる。この結果、未塗着の粉体塗料の回収効率も向上する。
【0019】
なお、制御機構は、前記制御機構と同一のものであってもよいし、別個のものであってもよい。
【発明の効果】
【0020】
本発明によれば、互いに対向する壁にそれぞれ形成された塗装ツールからの吐出風量を略均衡させ、これにより、吐出された粉体塗料及び搬送用気体が有するエネルギが略同等となるようにしているので、該粉体塗料が被塗装物の周辺に略均等に浮遊するようになり、この状態で被塗装物に引き寄せられるようになる。その結果、厚みが略均一な塗膜を容易に得ることができる。
【0021】
さらに、塗装ツールからの吐出風量と、塗装ブースからの排気風量を略均衡させた場合、塗装ブース内が過度な正圧又は負圧となることが回避されるので、未塗着の粉体塗料を塗装ブース外に吸引することが容易となる。このため、粉体塗料を効率よく回収することができる。また、粉体塗料が被塗装物に引き寄せられる前に塗装ブース外に排出されてしまうことや、塗装ブース内に粉塵、ゴミ等が吸引されてしまうこと等を回避することもできる。
【図面の簡単な説明】
【0022】
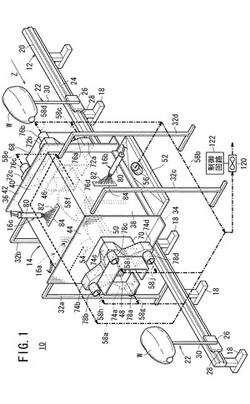
【図1】本実施の形態に係る粉体塗装装置の全体概略斜視図である。
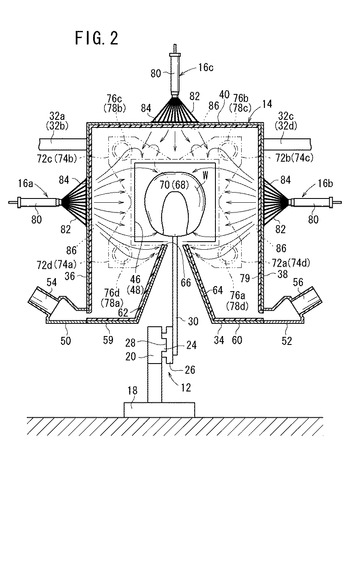
【図2】図1の粉体塗装装置の要部概略正面縦断面図である。
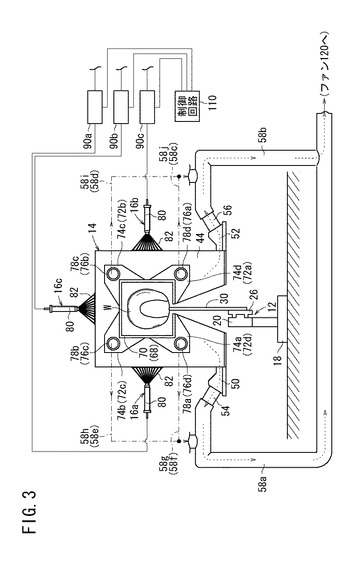
【図3】図1の粉体塗装装置の概略正面図である。
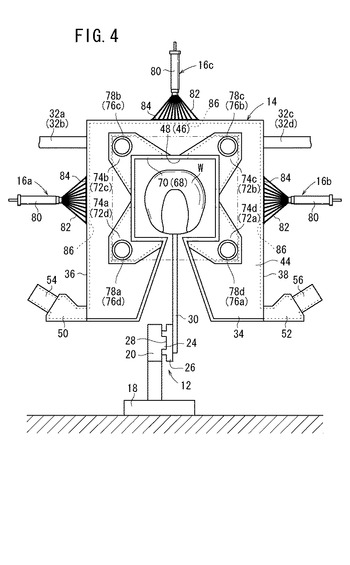
【図4】図1の粉体塗装装置の要部概略正面図である。
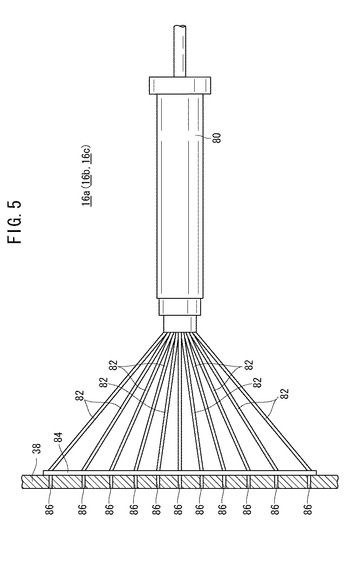
【図5】図1の粉体装置を構成する塗装ガン(塗装ツール)の全体概略側面図である。
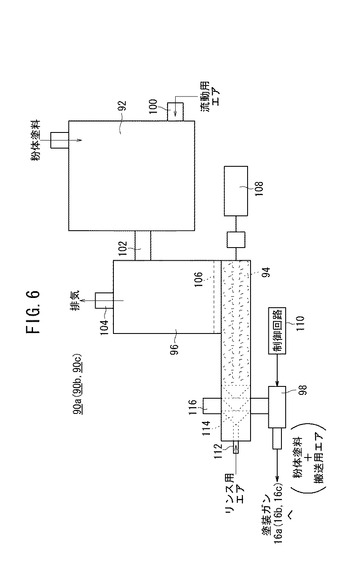
【図6】前記塗装ガンに粉体塗料を供給するための粉体塗料供給装置の全体概略側面図である。
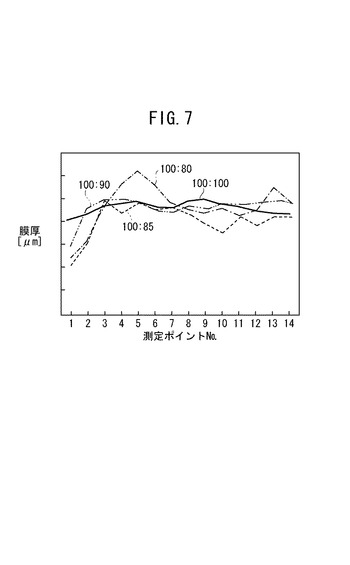
【図7】塗装ブースからの排気風量を一定とし、互いに対向する前記塗装ガンの吐出風量の割合を変化させたときの被塗装物の塗膜の厚みを示すグラフである。
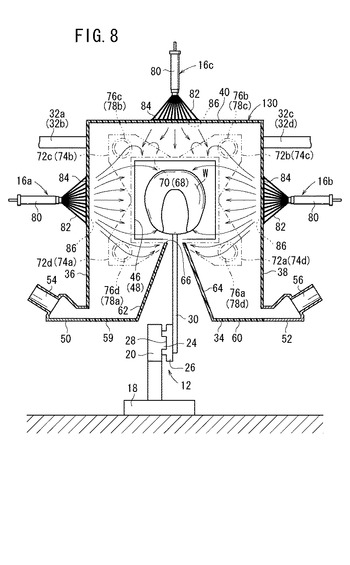
【図8】別の実施の形態に係る粉体塗装装置の要部概略正面縦断面図である。
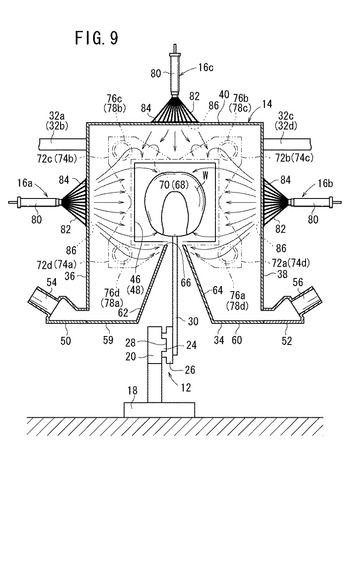
【図9】また別の実施の形態に係る粉体塗装装置の要部概略正面縦断面図である。
【図10】さらに別の実施の形態に係る粉体塗装装置の要部概略正面縦断面図である。
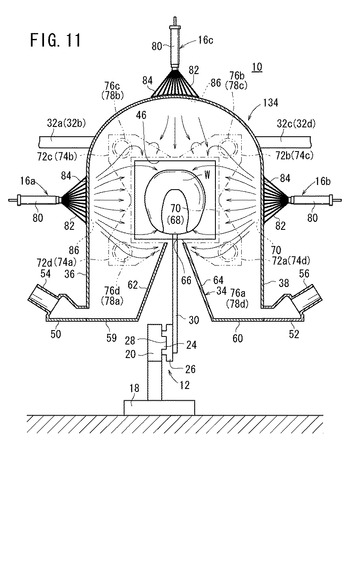
【図11】さらにまた別の実施の形態に係る粉体塗装装置の要部概略正面縦断面図である。
【発明を実施するための形態】
【0023】
以下、本発明に係る粉体塗装方法につき、それを実施する粉体塗装装置との関係で好適な実施の形態を挙げ、添付の図面を参照して詳細に説明する。
【0024】
図1は、本実施の形態に係る粉体塗装装置10の全体概略斜視図である。この粉体塗装装置10は、被塗布物であるワークWを搬送するための搬送機構12と、前記ワークWが搬入される塗装ブース14と、該塗装ブース14に設置された塗装ガン16a〜16c(塗装ツール)とを備える。
【0025】
搬送機構12は、略逆T字状の支持部材18に支持された搬送用案内レール20と、該搬送用案内レール20に変位自在に支持されたワーク固定台22とを有する。この中、搬送用案内レール20の一側面には凸部24が突出形成され、該凸部24は、前記ワーク固定台22を構成するベース部材26の一側面に形成された係合溝28に係合されている。
【0026】
ベース部材26の他側面には、円柱状部材30が連結されている。さらに、この円柱状部材30の先端部には図示しない載置固定台が設けられ、ワークWはこの載置固定台上に固定されている。
【0027】
ベース部材26は、図示しない駆動機構の作用下に前記搬送用案内レール20に沿って変位する。この変位に伴い、未塗装のワークWが塗装ブース14に対して接近して搬入される一方、塗装済のワークWが塗装ブース14から露呈して離間する。なお、本実施の形態では、ベース部材26は常時変位しており、このため、ワークWは、塗装ブース14内への搬入から搬出に至るまで矢印Z方向に沿って継続的に移動する。
【0028】
フレーム部材32a〜32dによって支持された塗装ブース14は、図1及び図2に示すように、底壁34と、前記底壁34から略垂直方向に立ち上げられ且つワークWの進行方向に対して略平行に配置された側壁36、38と、これら側壁36、38同士に橋架された天井壁40と、ワークWの進行方向上流側及び下流側をそれぞれ閉塞する上流側壁42及び下流側壁44とを有する。側壁36、38と、底壁34、上流側壁42、下流側壁44及び天井壁40との接合箇所は、間隙が生じないように堅牢に密着され、且つ該接合箇所にはシールが施されている。
【0029】
勿論、上流側壁42には、ワークWを塗装ブース14に搬入するための導入口46が形成されており、同様に、下流側壁44には、ワークWを塗装ブース14から露呈するための導出口48が形成されている。また、側壁36、38は互いに対向する。
【0030】
図2に示すように、底壁34と側壁36、38の各々との間には若干のクリアランスが形成されており、各クリアランスを閉塞するようにしてフード部50、52がそれぞれ設けられる。これらフード部50、52からは、略円筒形状のダクトホース接続部54、56が若干上向きに傾斜して突出形成されている。図3に示すように、これらダクトホース接続部54、56には、ダクトホース58a、58bがそれぞれ接続される。なお図1においては、ダクトホース58a、58bを仮想線で示している。
【0031】
また、底壁34には、略水平方向に延在する水平部59、60と、該水平部59、60から屈曲して天井壁40に向かうように傾斜した2箇所の傾斜部62、64が形成されている。傾斜部62、64同士の間は互いに離間してクリアランス66を形成しており、このクリアランス66に前記円柱状部材30が通される。
【0032】
図1から諒解されるように、この場合、上流側壁42及び下流側壁44の高さ方向寸法及び幅方向寸法は、該上流側壁42及び下流側壁44が側壁36、38及び天井壁40から突出するように設定されている。また、上流側壁42及び下流側壁44の底部端面は前記底壁34と面一に設定され、さらに、上流側壁42及び下流側壁44には、図1、図3及び図4に示すように、前記傾斜部62、64の端面に当接するととともに前記導入口46及び導出口48の各々を囲繞する中空略四角柱形状のフード部68、70がそれぞれ形成されている。
【0033】
これらフード部68、70の各頂点からは、対角線に沿って延在するようにして中空フランジ部72a〜72d、74a〜74dが互いに略同寸法で突出形成されている。すなわち、これら中空フランジ部72a〜72d、74a〜74dは、フード部68、70において、X字状をなすように設けられている。
【0034】
そして、中空フランジ部72a〜72d、74a〜74dの各先端部には、搬送用案内レール20の延在方向、換言すれば、ワークWの進行方向(図1中の矢印Z方向)に沿って、略円筒形状のダクトホース接続部76a〜76d、78a〜78dが形成されている。中空フランジ部72a〜72d、74a〜74dがX字状をなすため、ダクトホース接続部76a〜76d、又はダクトホース接続部78a〜78dの各々を通る仮想線を引いた場合、該仮想線の軌跡によって正方形ないし長方形が形成される。すなわち、ダクトホース接続部76a〜76d、78a〜78dは、仮想的な四角形の頂点に対応する部位に配置されている。
【0035】
これらダクトホース接続部76a〜76d、78a〜78dの各々には、ダクトホース58c〜58f、58g〜58j(図1及び図3中の仮想線)がそれぞれ接続される。ダクトホース58c〜58fはダクトホース58aと、ダクトホース58g〜58jはダクトホース58bと合流し、さらに、ダクトホース58a、58b同士が合流した排気ラインとして、図示しない粉体塗料回収機構に対して接続される。
【0036】
中空フランジ部72a〜72d、74a〜74dの内部は、フード部68、70の内部に各々連通する。すなわち、フード部68、70を経て導出された粉体塗料は、中空フランジ部72a〜72d、74a〜74d及びダクトホース接続部76a〜76d、78a〜78dを通過し、さらに、ダクトホース58c〜58f、58g〜58jを経由して前記粉体塗料回収機構に回収される。
【0037】
以上のように構成された塗装ブース14の内壁には、図2に示すように、保護材79が接合されている。保護材79の材質は、絶縁体であれば特に限定されるものではないが、気泡を含み、このために絶縁性が高い発泡ポリエステルを好適な例として挙げることができる。
【0038】
この場合、側壁36には塗装ガン16aが設置され、側壁38には、前記塗装ガン16aの位置に対応する位置に塗装ガン16bが設置されている。さらに、天井壁40には1個の塗装ガン16cが設置されている。なお、塗装ガン16a〜16cは全て同一構成であるが、説明の便宜上、互いに別の参照符号を付している。
【0039】
ここで、側壁38に設置された塗装ガン16bの全体概略側面図を図5に示す。この場合、塗装ガン16bは、ガン本体80と、該ガン本体80から放射状に分岐して延在する11本のノズルチューブ82とを有する。ガン本体80及びノズルチューブ82の材質は、これらガン本体80及びノズルチューブ82の内部を摩擦しながら通過する粉体塗料に対して摩擦帯電を生じさせるようなものが選定され、好適な例としては、テトラフルオロエチレンが挙げられる。
【0040】
11本のノズルチューブ82は、1本のチューブ支持部材84によって直列に整列するようにして集束されている。さらに、チューブ支持部材84は側壁38に当接ないし接着されており、且つチューブ支持部材84から突出したノズルチューブ82の各終端は、側壁38に形成された連通孔86に挿入されている。なお、この場合、各終端の先端面は、側壁38の内壁と面一となる位置に配置されている。
【0041】
後述するように、粉体塗料は、ノズルチューブ82の終端に形成された開口から連通孔86を経て吐出される。すなわち、連通孔86は、吐出口として機能する。
【0042】
勿論、残余の塗装ガン16a、16cも同様に構成されている。従って、同一の構成要素には同一の参照符号を付し、その詳細な説明を省略する。
【0043】
塗装ガン16a、16cを構成する各々のノズルチューブ82の終端もまた、側壁36又は天井壁40に設けられた連通孔86に挿入されている。各終端の先端面は、塗装ガン16bのノズルチューブ82の終端と同様に、側壁36又は天井壁40の内壁と面一となる位置に配置されている。
【0044】
ノズルチューブ82の外径は、連通孔86の直径に比して若干大きい。従って、連通孔86に挿入された各々のノズルチューブ82の外周壁は、連通孔86の内周壁に堅牢に密着する。このため、ノズルチューブ82の外周壁と連通孔86の内周壁との間に間隙が生じることが回避され、結局、両壁の間が気密に保たれる。
【0045】
このようにノズルチューブ82の外周壁と連通孔86の内周壁との間が気密に保たれることと、側壁36、38と底壁34、上流側壁42、下流側壁44及び天井壁40との接合箇所が堅牢に密着され且つ該接合箇所にシールが施されていることとが相俟って、塗装ブース14内に外気が進入することが防止される。
【0046】
そして、図1に示すように、塗装ガン16aと塗装ガン16bは、各々のガン本体80、80同士が略対向するようにして側壁36、38に設置されている。
【0047】
以上のように構成される塗装ガン16a〜16cの各上流側には、図3に示すように、粉体塗料供給装置90a〜90cが設置される。
【0048】
図6に示すように、これら粉体塗料供給装置90a〜90cは、粉体塗料を収容した第1貯留容器92と、該第1貯留容器92から送られた粉体塗料を一旦貯留して必要量のみをスクリュコンベア94に送る第2貯留容器96と、前記スクリュコンベア94を通過した粉体塗料を前記塗装ガン16a〜16cに送るインジェクタ98とを有する。
【0049】
第1貯留容器92には、流動用エアを内部に導入するための導入管100が設けられる。この導入管100を介して導入された流動用エアにより、粉体塗料は流動状態となる。すなわち、粉体塗料は、流動状態で第1貯留容器92内に貯留され、流動用エアから受ける圧力によって、橋架管102を介して第2貯留容器96に送られる。なお、流動用エアは、第2貯留容器96の上部に設けられた排気管104を介して排気される。
【0050】
第2貯留容器96の底部には、メッシュ106が設置される。このメッシュ106は、図示しない振動器によって振動され、これに伴って粉体塗料がスクリュコンベア94側に向かって少量ずつ降下する。
【0051】
スクリュコンベア94は、モータ108の作用下に回転動作する。この回転動作に伴い、粉体塗料がインジェクタ98に向かって送られる。
【0052】
インジェクタ98には、搬送用エアが送気される。後述するように、搬送用エアの風量は、第1制御回路110の制御作用下に調整される。すなわち、粉体塗料は、風量が制御された搬送用エアに同伴されて塗装ガン16a〜16cに搬送される。
【0053】
なお、図6における参照符号112、114、116は、それぞれ、リンス用エアを導入するためのリンス用管、整流板、点検口が設けられた内部点検用管を示す。
【0054】
以上のように構成される粉体塗料供給装置90a〜90cには、インジェクタ98に供給される搬送用エアの風量を検出するための風量計(図示せず)が設けられる。なお、風量計に代替して風速計を設けるようにしてもよい。この場合には、風速、及び搬送用エアが供給される供給管の径に基づいて搬送用エアの風量を自動的に算出させるようにすればよい。
【0055】
一方、前記粉体塗料回収機構は、図1に示すファン120(吸引機構)を有する。従って、前記粉体塗料回収機構が付勢されたときには、前記ファン120の作用下に塗装ブース14内の大気が前記ダクトホース58a〜58jを介して吸引される。
【0056】
ファン120の単位時間あたりの吸引量、換言すれば、塗装ブース14から排気される大気の風量(排出風量)は、第2制御回路122によって制御される。なお、第2制御回路122は、ベース部材26の変位速度、ひいてはワークWの変位速度を制御する機能も営む。
【0057】
本実施の形態に係る粉体塗装装置10は、基本的には以上のように構成されるものであり、次に、その動作並びに作用効果について説明する。
【0058】
はじめに、ワーク固定台22を構成する前記載置固定台の各々にワークWが載置され、その後、該ワークWないしワーク固定台22がアースに対して電気的に接続される。さらに、前記搬送機構12が付勢され、この付勢に伴い、ベース部材26、ひいてはワークWが搬送用案内レール20に案内されながら矢印Z方向に沿って塗装ブース14に指向して移動する。上記したように、この移動の際の変位速度は、第2制御回路122に予め設定された速度を保つように一定制御される。
【0059】
同時に、前記粉体塗料供給装置90a〜90cが付勢される。すなわち、導入管100を介して第1貯留容器92の内部に流動用エアが導入され、これに伴って流動状態となった粉体塗料が橋架管102を介して第2貯留容器96に送られる。粉体塗料は、第2貯留容器96内のメッシュ106を通過し、スクリュコンベア94によってインジェクタ98に送られる。
【0060】
インジェクタ98には、第1制御回路110の制御作用下に所定の風量に設定された搬送用エアが供給されている。従って、粉体塗料は、インジェクタ98内で搬送用エアと混合され、該搬送用エアに同伴されて塗装ガン16a〜16cに搬送される。
【0061】
その後、粉体塗料は、塗装ガン16a〜16cの各ガン本体80から各ノズルチューブ82の終端の開口に至る。この間、粉体塗料は、これらガン本体80及びノズルチューブ82に対して摺接し、この際の摩擦によって帯電する。すなわち、粉体塗料は、帯電した状態で前記開口、換言すれば、連通孔86(吐出口)から吐出され、搬送用エアとともに塗装ブース14内に噴霧される。
【0062】
ガン本体80、80同士が互いに対向する塗装ガン16a、16bにおける搬送用エア及び粉体塗料の吐出風量は、塗装ガン16aの吐出風量:塗装ガン16bの吐出風量=100:80〜120に設定される。これにより、塗装ブース14内に噴霧される粉体塗料及び搬送用エアの吐出風量が、塗装ガン16aからの吐出風量:塗装ガン16bからの吐出風量=100:80〜120の関係を満足するようになる。
【0063】
すなわち、例えば、塗装ガン16aから噴霧される粉体塗料及び搬送用エアの吐出風量が1m3/秒であるとき、塗装ガン16bから噴霧される粉体塗料及び搬送用エアの吐出風量は0.8〜1.2m3/秒に設定される。後述するように、塗装ガン16a、16bから噴霧される粉体塗料及び搬送用エアの吐出風量が同一であること、すなわち、例えば、両者とも1m3/秒であることが最も好ましい。
【0064】
その一方で、前記粉体塗料回収機構が付勢される。これにより、ダクトホース接続部54、56、76a〜76d、78a〜78dの各々に接続されたダクトホース58a〜58jを介して塗装ブース14内の大気がファン120の作用下に吸引される。
【0065】
本実施の形態において、ファン120の吸引量は、塗装ガン16a〜16cからの吐出風量の合計:ファン120の吸引量=100:80〜120に設定される。これにより、塗装ブース14内から吸引される大気(未塗着の粉体塗料を含む)の排出風量が、塗装ガン16a〜16cからの吐出風量の合計:塗装ブース14内からの排出風量=100:80〜120の関係を満足するようになる。
【0066】
例えば、塗装ガン16a〜16cから噴霧される粉体塗料及び搬送用エアの吐出風量が合計で3m3/秒であるとき、塗装ブース14内からの排出風量(ファン120の吸引量)は2.4〜3.6m3/秒に設定される。塗装ブース14内からの排出風量と、塗装ガン16a〜16cから噴霧される粉体塗料及び搬送用エアの合計風量とが同一であること、すなわち、例えば、両者とも3m3/秒であることが最も好ましい。
【0067】
なお、塗装ガン16cから噴霧される粉体塗料及び搬送用エアの吐出風量は、塗装ガン16a、16bから噴霧される粉体塗料をワークW側に向けることが可能な程度であればよい。例えば、塗装ガン16a(又は塗装ガン16b)からの吐出風量:塗装ガン16cからの吐出風量=100:80〜120の関係を満足する割合とすればよいが、特にこれに限定されるものではない。
【0068】
ここで、塗装ガン16a〜16cの各吐出風量の調整は、第1制御回路110が、インジェクタ98に供給される搬送用エアの風量を制御することによって営まれる。すなわち、搬送用エアの風量は、上記したように、前記風量計(又は風速計)にて測定される。この測定値のフィードバックを受けた第1制御回路110は、予め設定された所定の設定値に測定値が近似するように搬送用エアの風量を調整する。
【0069】
1個の制御回路のみで塗装ガン16a〜16cの全風量を制御する場合、例えば、インジェクタ98から塗装ガン16a〜16cに橋架された配管の内壁の摩擦抵抗に差があるときには、各塗装ガン16a〜16cから吐出される搬送用エアの風量に差が発生することがあるが、塗装ガン16a〜16cの上流に設置された粉体塗料供給装置90a〜90cに第1制御回路110をそれぞれ設ける本実施の形態の場合、塗装ガン16a〜16cから吐出される各搬送用エアの風量を個別に制御することが可能である。従って、搬送用エアの風量を略同等とすることができる。
【0070】
さらに、本実施の形態においては、上記したように、塗装ブース14内に外気が進入することが防止される。ノズルチューブ82の外周壁と連通孔86の内周壁との間が気密に保たれるとともに、側壁36、38と底壁34、上流側壁42、下流側壁44及び天井壁40との接合箇所が堅牢に密着され且つ該接合箇所にシールが施されているからである。
【0071】
従って、塗装ガン16a〜16cの周辺から塗装ブース14内に外気が流入することが防止される。このため、流入した外気が塗装ガン16a〜16cの吐出風量に影響を及ぼすことを回避することができる。その結果、吐出風量を一層精確に制御することが可能となるとともに、吐出風量と吸引量とを正確に均衡させることが容易となる。
【0072】
ワークW及び円柱状部材30は、塗装ブース14の上流側壁42の導入口46、及び傾斜部62、64同士の間のクリアランス66をそれぞれ通過し、塗装ブース14内を所定速度で緩やかに移動する。
【0073】
上記したように、ワークWは、直接、又はワーク固定台22を介して間接的にアース接続されている。このため、帯電した状態で吐出された粉体塗料は、静電作用によってワークWに引き寄せられ、その結果、該ワークWに塗着される。
【0074】
その一方で、塗装ブース14内に噴霧された粉体塗料の一部は、搬送用エアが塗装ブース14内に拡散することに伴って拡散する。通常の粉体塗装装置では、例えば、天井壁40に向かって拡散した粉体塗料に付与された搬送用エアによる運動エネルギが、前記静電作用によってワークWに向かおうとする運動エネルギに比して大きく、このため、この拡散した粉体塗料を塗着させることは容易ではない。
【0075】
しかしながら、本実施の形態においては、塗装ガン16aに対して塗装ガン16bを略対向する位置に配設している。このため、図2に示すように、塗装ガン16aから吐出・噴霧された粉体塗料及び搬送用エアの流れが、塗装ガン16bから吐出・噴霧された粉体塗料及び搬送用エアの流れにぶつかる。換言すれば、塗装ガン16a、16bからの吐出パターン同士が干渉する。
【0076】
このため、塗装ブース14内では、天井壁40に向かって拡散した粉体塗料及び搬送用エア同士がぶつかり合い、その結果、粉体塗料が、吐出の際に搬送用エアから付与された運動エネルギが相殺された状態となる。このため、粉体塗料は、ワークWの周辺で分散浮遊する。
【0077】
しかも、本実施の形態においては、天井壁40に塗装ガン16cが設置されている。この塗装ガン16cにおける吐出パターンは、塗装ガン16a、16bから吐出されて上方に拡散しようとする粉体塗料及び搬送用エアに干渉し、該粉体塗料及び搬送用エアの天井壁40に向かうそれ以上の拡散を抑制する。この干渉によって、分散浮遊した粉体塗料がワークW側に向かって流される。
【0078】
その一方で、底壁34に向かって拡散した粉体塗料及び搬送用エア同士もぶつかり合い、これにより、粉体塗料がワークWの周辺で分散浮遊した状態となる。
【0079】
また、傾斜部62、64が、底壁34に向かって拡散する粉体塗料及び搬送用エアの流れに対していわゆる邪魔板として機能し、これによって上方のワークW側に向かう流れが生じる。
【0080】
以上のように、本実施の形態によれば、側壁36、38の連通孔86、86同士、すなわち、塗装ガン16a、16bの吐出口同士を互いに略対向する位置に形成し、これにより該連通孔86、86を介して吐出・噴霧される吐出パターン同士が干渉するようにするとともに、天井壁40にも、その吐出パターンが塗装ガン16a、16bの吐出パターンに干渉する塗装ガン16cを設置するようにしている。このため、粉体塗料の運動エネルギを喪失させ、静電作用によってワークW側に引き寄せられ易い状態とすることができる。
【0081】
すなわち、この場合、塗装ブース14内に吐出・噴霧された粉体塗料の大部分をワークWに指向して移動させることができる。従って、ワークWに対する塗装効率が向上するので、通常の塗装ブースで粉体塗装を行う場合に比して、未塗着の粉体塗料量が低減する。
【0082】
しかも、上記したように、粉体塗料が分散浮遊した後に静電作用を介して被塗布物に付着するので、被塗布物の形状に関わらず、該被塗布物の全体にわたって塗膜の厚みが略一定となる。すなわち、厚みが略均一な塗膜を得ることも容易である。
【0083】
また、例えば、塗装ツールを保持したロボット等を用いて静電塗装を行う場合に塗膜の厚みを略一定にするためには、それに応じた軌跡を作成するべく、ロボットに対して厳密なティーチングを行う必要がある。しかしながら、本実施の形態によれば、そのような厳密なティーチングを行うことなく、塗膜の厚みを略一定とすることができる。すなわち、煩雑な作業が不要となり、被塗布物への静電塗装を容易に実施することが可能となる。
【0084】
このようにして粉体塗装が行われている間、上記したように塗装ブース14内の大気が吸引されている。このため、塗装ブース14内に吐出された粉体塗料がフード部68、70を介して漏洩することが防止される。また、導入口46及び導出口48を介して塗装ブース14に進入しようとする大気は、フード部68、70に形成されたダクトホース接続部76a〜76d、78a〜78dに接続された前記ダクトホースを介して吸引される。従って、外部から塗装ブース14内に塵等が混入することが回避される。
【0085】
このように、フード部68、70にダクトホース接続部76a〜76d、78a〜78d、換言すれば、吸引口を設けるようにしたことによって、塗装ブース14の内部と外部の圧力を均衡させることなく、塗装ブース14内から粉体塗料が漏洩すること、及び外部から塗装ブース14内に塵等が混入することの双方を回避することが可能となる。
【0086】
また、上記したように、ダクトホース接続部76a〜76d、78a〜78dは、四角形の頂点に対応する部位に位置する。このため、塗装ブース14内外の大気は、ダクトホース接続部76a〜76d、78a〜78dに効率よく吸い寄せられる。すなわち、四角形の頂点に対応する部位にダクトホース接続部76a〜76d、78a〜78dを設けたことにより、いわゆる整流効果が得られる。
【0087】
未塗着の粉体塗料の大部分は、ダクトホース接続部54、56に接続されたダクトホース58a、58bを介して吸引されるが、一部は、ダクトホース接続部76a〜76d、78a〜78dに接続されたダクトホース58c〜58f、58g〜58jを介して吸引される。以上のようにしてダクトホース接続部54、56、76a〜76d、78a〜78dを介して吸引された粉体塗料は、最終的に、前記粉体塗料回収機構に回収される。
【0088】
すなわち、本実施の形態では、塗装ブース14の底部両側方と、導入口46及び導出口48の各近傍から粉体塗料を吸引・回収するようにしている。このように、塗装ブース14の複数箇所から粉体塗料を回収する構成としたことにより、塗装ブース14内に残留する粉体塗料量が少なくなる。換言すれば、回収効率が向上する。
【0089】
勿論、回収された粉体塗料は、適切な再生処理を経た後、吐出機構に戻されて塗装ガン16a〜16cのいずれかから再吐出される。このため、回収効率の向上と相俟って、粉体塗料の使用効率が向上する。
【0090】
この場合、上記したように未塗着の粉体塗料量が少ないので、回収すべき粉体塗料の量も少ない。このため、該粉体塗料を再使用するための再生処理量が少なくなるのでコスト的に有利である。
【0091】
しかも、本実施の形態においては、塗装ガン16a〜16cを構成するガン本体80やノズルチューブ82が塗装ブース14内に露呈していない。このため、粉体塗料が塗装ガン16a〜16cに塗着することがないので、塗装ガン16a〜16cのメンテナンス頻度が著しく低減する。結局、塗装ガン16a〜16cに対してメンテナンスを行うべく塗装作業を中断する頻度が低減するので、ワークWに対する塗装作業効率も向上する。
【0092】
このようにしてワークWに対する塗装がなされた後、前記ベース部材26の継続的な変位に伴い、塗装済のワークWが下流側壁44の導出口48を通過して塗装ブース14から露呈する(搬出される)に至る。
【0093】
ここで、同一形状の複数個のワークWに対し、塗装ガン16a、16cからの吐出風量を一定とするとともに、塗装ガン16bからの吐出風量を変更して上記の粉体塗装を行い、塗装済のワークWから任意の測定ポイントを14点選定し、各測定ポイントにおける塗膜の厚みを測定した結果を図7に併せて示す。なお、該図7に示す通り、塗装ガン16aからの吐出風量:塗装ガン16bからの吐出風量=100:80、100:85、100:90、100:100の割合に設定するとともに、塗装ガン16cからの吐出風量を塗装ガン16aからの吐出風量と同一とした。また、全ての場合において、塗装ガン16a〜16cからの合計吐出風量:ファン120の吸引量(塗装ブース14からの排気風量)=100:100である。また、異なるワークWであっても、同一部位を測定ポイントとしている。
【0094】
この図7から、塗装ガン16aからの吐出風量:塗装ガン16bからの吐出風量=100:80〜120であると、塗膜の厚みのバラツキが少ないことが分かる。すなわち、塗装ガン16aからの吐出風量:塗装ガン16bからの吐出風量=100:80〜120の関係を満足させることにより、塗膜の厚みを均一化することが容易となる。
【0095】
なお、図示しないが、塗装ガン16aからの吐出風量:塗装ガン16bからの吐出風量=100:100の割合とするとともに、塗装ガン16a〜16cからの合計吐出風量:ファン120の吸引量(塗装ブース14からの排気風量)=100:80〜120とした場合も、図7と略同様の結果が得られた。
【0096】
以上から諒解されるように、塗装ガン16aからの吐出風量と塗装ガン16bからの吐出風量とを略均衡させるとともに、塗装ガン16a〜16cからの吐出風量と塗装ブース14からの排気風量とを略均衡させる本実施の形態によれば、ワークWの部位に関わらず厚みのバラツキが少ない塗膜、換言すれば、ワークWの全体にわたって厚みが略均一な塗膜を容易に得ることができる。
【0097】
この理由は、先ず、塗装ガン16aからの吐出風量:塗装ガン16bからの吐出風量=100:80〜120に設定したことにより、粉体塗料がワークWの周辺に略均等に浮遊するようになり、この状態で静電作用によってワークWに引き寄せられたためであると推察される。すなわち、粉体塗料が不均等に浮遊している場合、該粉体塗料がワークWに引き寄せられると、粉体塗料が密に集中していた近傍では塗膜の厚みが大きくなり、逆に、粉体塗料が疎らに存在していた近傍では塗膜の厚みが小さくなるからである。
【0098】
そして、塗装ガン16a〜16cからの合計吐出風量:ファン120の吸引量=100:80〜120の割合に設定することにより、塗装ブース14内が過度に正圧でもなく、過度に負圧でもない状態となる。換言すれば、適切な圧力に保たれる。このため、塗装ブース14内に浮遊した粉体塗料がワークWに引き寄せられる前に塗装ブース14外に排出されることが回避される一方、塗装ブース14内から未塗着の粉体塗料を回収することが困難になることが回避される。
【0099】
すなわち、ワークWの近傍には、粉体塗料が安定して浮遊する。また、未塗着の粉体塗料が速やかに回収される。このため、ワークWに対する塗装を効率よく進行させながら、未塗着の粉体塗料を効率よく回収することができる。
【0100】
結局、本実施の形態によれば、厚みが略均一な塗膜を効率よく形成することができるとともに、未塗着の粉体塗料の回収効率を向上させることができる。
【0101】
なお、上記した実施の形態においては、ダクトホース58c〜58fをダクトホース58aに合流させるとともに、ダクトホース58g〜58jをダクトホース58bと合流させ、さらに、ダクトホース58a、58b同士を合流させているが、ダクトホース58a、58b同士を粉体塗料回収機構に接続するとともに、ダクトホース58c〜58f、58g〜58jをこれらダクトホース58a、58bに合流させることなく粉体塗料回収機構に接続するようにしてもよい。
【0102】
この場合には、塗装ガン16aからの吐出風量を100とするとき、ダクトホース58a、58bからの排出風量と、ダクトホース58c〜58f、58g〜58jからの排出風量との合計を80〜120の割合に設定すればよい。
【0103】
また、導入口46及び導出口48の近傍に各々4個のダクトホース接続部76a〜76d、78a〜78d(排気口)を設けるようにしているが、排気口の個数は特にこれに限定されるものではなく、例えば、6個であってもよいし8個であってもよい。勿論、それ以外の個数であってもよい。
【0104】
さらに、フード部68、70を設けることは必須ではなく、上流側壁42及び下流側壁44における導入口46及び導出口48の近傍に排気口を直接形成するようにしてもよい。
【0105】
さらに、底壁34にクリアランス66を設け、このクリアランス66に通された円柱状部材30にワークWを支持することに代替し、天井壁40にクリアランスを設けるとともに、このクリアランスに通された懸吊部材にワークWを支持して塗装ガン16cを底壁34に設けるようにしてもよい。
【0106】
加えて、この実施の形態では、塗装ガン16a、16bを互いに対向するように側壁36、38に設置するようにしているが、塗装ガン16a、16bが互いに対向しない任意の箇所に設置された場合であっても、本発明の効果を得ることができる。
【0107】
いずれの場合においても、天井壁40又は底壁34に塗装ガン16cを設けることは必須ではない。すなわち、塗装ガン16cを割愛して粉体塗装装置を構成するようにしてもよい。また、側壁36、38、天井壁40(又は底壁34)の各々に、2個以上の塗装ガンを設置するようにしてもよい。この場合であっても、対向する壁に設置された塗装ガン同士を対向させる必要は特にない。
【0108】
さらにまた、上記の摩擦帯電に代替し、コロナ帯電によって粉体塗料を帯電させるようにしてもよい。
【0109】
加えて、本発明は、塗装ブース14の内壁に保護材79を設ける場合に特に限定されるものではない。すなわち、例えば、図8に示すように絶縁体からなる塗装ブース130を含むようにして粉体塗装装置10を構成するようにしてもよいし、図9に示すように、導電体からなる塗装ブース14のみを設けるようにしてもよい。
【0110】
また、塗装ブースは、図10に示すように、上部の壁が被塗装物であるワークWから離間するに従って互いに接近する方向に屈曲形成された塗装ブース132であってもよいし、図11に示すように、湾曲形成された塗装ブース134であってもよい。
【0111】
このような形状とした場合、該壁に対し、塗装ガン16a〜16cから吐出された粉体塗料が付着することが困難となる。従って、例えば、塗装色を変更する際の塗装ブース132、134の内壁、保護材79を設けた場合には該保護材79に対する清掃が一層容易となる。換言すれば、清掃時間が一層短縮され、その結果、サイクルタイムがさらに短縮される。
【0112】
図10及び図11においては、塗装ブース132、134を導電体で構成した場合を例示して示しているが、図1と同様に、各内壁に保護材79を設置するようにしてもよいし、図8と同様に、塗装ブース132、134を絶縁体で構成するようにしてもよいことはいうまでもない。
【0113】
そしてまた、ファン120の吸引量を設定することに代替し、例えば、排気ライン(粉体塗料回収ライン)に設けられたダンパの開度を設定することで塗装ブースからの排出風量を調整するようにしてもよい。
【0114】
さらに、粉体塗料供給装置90a〜90cに風量計(又は風速計)を設けることに代えて塗装ガン16a〜16cに風量計(又は風速計)を設けるようにしてもよいし、第1制御回路110で風量を制御することに代替し、制御バルブを設け、この制御バルブの開度を調整することで風量を制御するようにしてもよい。
【符号の説明】
【0115】
10…粉体塗装装置 12…搬送機構
14、130、132、134…塗装ブース
16a〜16c…塗装ガン 34…底壁
36、38…側壁 40…天井壁
50、52、68、70…フード部
54、56、76a〜76d、78a〜78d…ダクトホース接続部
58a〜58j…ダクトホース 66…クリアランス
72a〜72d、74a〜74d…中空フランジ部
79…保護材 80…ガン本体
82…ノズルチューブ 84…チューブ支持部材
86…連通孔 90a〜90c…粉体塗料供給装置
98…インジェクタ 110、122…制御回路
120…ファン W…ワーク
【技術分野】
【0001】
本発明は、粉体塗料を被塗装物に塗着させることで前記被塗装物に対して塗装を施す粉体塗装方法及びその装置に関する。
【背景技術】
【0002】
被塗布物に対して塗装を施す一手法として、アース接続された被塗布物を塗装ブース内に搬入し、次に、この塗装ブース内に、帯電された粉体塗料を吐出する、いわゆる粉体塗装が挙げられる。この場合、粉体塗料は、搬送用エアに同伴されて吐出された後、被塗布物と粉体塗料との間の静電作用によって被塗布物に引き寄せられ、最終的に、該被塗布物に塗着されて塗膜となる。
【0003】
静電塗装では、塗膜の厚みを均一化することが求められる。この観点から、特許文献1において、粉体塗料を被塗布物に向けてではなく塗装ブース内の空間に向けて吐出し、これにより、塗装ブース内の雰囲気に含まれる粉体塗料の濃度を均一化することが提案されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平9−38527号公報(特に段落[0011]、[0012]参照)
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1記載の従来技術においては、塗装ブース内を粉体塗料で充満する必要があるため、被塗布物に塗着されない粉体塗料が多数存在することになる。未塗着の粉体塗料は回収されて再吐出されるが、回収量が多くなることに伴い、再使用のための再生処理量も多くなる。
【0006】
また、この従来技術では、その図2、図4及び図7から諒解されるように、塗装ブース内に塗装ガンが設置される。この場合、粉体塗料が塗装ガンに短時間で塗着してしまうので、塗装ガンに対するメンテナンスを頻繁に行わなければならない。メンテナンスを行う間は塗装を行うことができないので、被塗布物に対する塗装作業効率も低下することになる。
【0007】
さらに、特許文献1を参照しても、粉体塗料の回収効率を向上させることについては何ら記載されておらず、従って、このための知見を得ることができない。
【0008】
本発明は上記した問題を解決するためになされたもので、被塗装物の全体にわたって厚みが略均一な塗膜を形成することが可能であり、しかも、未塗着の粉体塗料の回収効率を向上させ得る粉体塗装方法及びその装置を提供することを目的とする。
【課題を解決するための手段】
【0009】
前記の目的を達成するために、本発明は、アース接続されて搬送された被塗装物を塗装ブースの内部に搬入し、前記塗装ブースに取り付けられた複数個の塗装ツールから帯電させた粉体塗料を搬送用気体とともに吐出することで前記被塗装物に対して塗布を行う粉体塗装方法であって、
前記塗装ブースを構成し且つ互いに対向する2つの壁に、前記複数個の塗装ツールの中の少なくとも2個を設置し、
前記壁の各々に設けられた前記塗装ツールの各吐出口から前記粉体塗料及び前記搬送用気体を前記塗装ブース内に吐出する際の吐出風量を、下記の式(1)に表される割合に設定することを特徴とする。
一方の吐出口の吐出風量:残余の一方の吐出口の吐出風量
=100:80〜120 …(1)
【0010】
対向する壁同士にそれぞれ設けられた塗装ツールの各吐出口の吐出風量をこのように略同等に設定したときには、吐出された粉体塗料及び搬送用気体が有するエネルギが略同等となることから、該粉体塗料が被塗装物の周辺に略均等に浮遊するようになる。この状態の粉体塗料が静電作用によって被塗装物に引き寄せられる結果、厚みが略均一な塗膜が得られる。
【0011】
このように、本発明によれば、被塗装物の全体にわたって厚みが略均一な塗膜を容易に形成することができる。
【0012】
なお、全ての前記塗装ツールからの吐出風量の合計と、未塗着の前記粉体塗料を前記塗装ブースから排出するための吸引風量とを、下記の式(2)に表される割合に設定することが好ましい。
吐出風量の合計:吸引風量=100:80〜120 …(2)
【0013】
塗装ブース内が過度に正圧であるときには、塗装ブース内に噴霧された粉体塗料が被塗装物に引き寄せられる前に塗装ブース外に排出されてしまう。一方、塗装ブース内が過度に負圧であるときには、未塗着の粉体塗料を回収することが困難となるとともに、塗装ブース内に粉塵、ゴミ等が吸引される懸念がある。これに対し、上記のように塗装ツールからの塗装ブース内への吐出風量と、塗装ブースからの吸引風量(排気風量)とを略均衡させることにより、塗装ブース内が過度な正圧又は負圧となることが回避される。
【0014】
すなわち、この場合、粉体塗料が被塗装物に引き寄せられる前に塗装ブース外に排出されてしまうことや塗装ブース内に粉塵、ゴミ等が吸引されてしまうこと等を回避し得るようになる。その上、未塗着の粉体塗料を効率よく回収することができる。要するに、未塗着の粉体塗料の回収効率が向上する。
【0015】
また、本発明は、アース接続された被塗装物を搬入する塗装ブースと、前記塗装ブースに設置され、帯電させた粉体塗料を搬送用気体とともに前記被塗装物に対して吐出するための複数個の塗装ツールとを備える粉体塗装装置であって、
前記塗装ブースを構成し且つ互いに対向する2つの壁に、前記複数個の塗装ツールの中の少なくとも2個が設置され、
前記壁の各々に設けられた前記塗装ツールの吐出口から前記粉体塗料及び前記搬送用気体を前記塗装ブース内に吐出する際の吐出風量を制御する制御機構をさらに備え、
前記制御機構は、前記吐出口の各々から前記塗装ブース内に前記粉体塗料及び前記搬送用気体を吐出する際の吐出風量を、下記の式(3)に表される割合に設定することを特徴とする。
一方の吐出口の吐出風量:残余の一方の吐出口の吐出風量
=100:80〜120 …(3)
【0016】
すなわち、本発明によれば、塗装ツール(吐出口)同士の吐出風量が制御機構によって略均衡するように自動的に制御される。これにより、上記したように、被塗装物の全体にわたって厚みが略均一な塗膜を容易に形成することができるようになる。
【0017】
また、全ての前記塗装ツールからの吐出風量の合計と、未塗着の前記粉体塗料を前記塗装ブースから排出するための吸引風量とを、下記の式(4)に表される割合に設定する制御機構を設けることが好ましい。
吐出風量の合計:吸引風量=100:80〜120 …(4)
【0018】
これにより、塗装ブース内の圧力が過度な正圧又は負圧とならないように自動的に制御される。換言すれば、塗装ブース内を、粉体塗料が被塗装物に引き寄せられる前に塗装ブース外に排出されてしまうことや、塗装ブース内に粉塵、ゴミ等が吸引されてしまうこと等を回避し得るとともに、未塗着の粉体塗料を効率よく回収することができる圧力に保つことが容易となる。この結果、未塗着の粉体塗料の回収効率も向上する。
【0019】
なお、制御機構は、前記制御機構と同一のものであってもよいし、別個のものであってもよい。
【発明の効果】
【0020】
本発明によれば、互いに対向する壁にそれぞれ形成された塗装ツールからの吐出風量を略均衡させ、これにより、吐出された粉体塗料及び搬送用気体が有するエネルギが略同等となるようにしているので、該粉体塗料が被塗装物の周辺に略均等に浮遊するようになり、この状態で被塗装物に引き寄せられるようになる。その結果、厚みが略均一な塗膜を容易に得ることができる。
【0021】
さらに、塗装ツールからの吐出風量と、塗装ブースからの排気風量を略均衡させた場合、塗装ブース内が過度な正圧又は負圧となることが回避されるので、未塗着の粉体塗料を塗装ブース外に吸引することが容易となる。このため、粉体塗料を効率よく回収することができる。また、粉体塗料が被塗装物に引き寄せられる前に塗装ブース外に排出されてしまうことや、塗装ブース内に粉塵、ゴミ等が吸引されてしまうこと等を回避することもできる。
【図面の簡単な説明】
【0022】
【図1】本実施の形態に係る粉体塗装装置の全体概略斜視図である。
【図2】図1の粉体塗装装置の要部概略正面縦断面図である。
【図3】図1の粉体塗装装置の概略正面図である。
【図4】図1の粉体塗装装置の要部概略正面図である。
【図5】図1の粉体装置を構成する塗装ガン(塗装ツール)の全体概略側面図である。
【図6】前記塗装ガンに粉体塗料を供給するための粉体塗料供給装置の全体概略側面図である。
【図7】塗装ブースからの排気風量を一定とし、互いに対向する前記塗装ガンの吐出風量の割合を変化させたときの被塗装物の塗膜の厚みを示すグラフである。
【図8】別の実施の形態に係る粉体塗装装置の要部概略正面縦断面図である。
【図9】また別の実施の形態に係る粉体塗装装置の要部概略正面縦断面図である。
【図10】さらに別の実施の形態に係る粉体塗装装置の要部概略正面縦断面図である。
【図11】さらにまた別の実施の形態に係る粉体塗装装置の要部概略正面縦断面図である。
【発明を実施するための形態】
【0023】
以下、本発明に係る粉体塗装方法につき、それを実施する粉体塗装装置との関係で好適な実施の形態を挙げ、添付の図面を参照して詳細に説明する。
【0024】
図1は、本実施の形態に係る粉体塗装装置10の全体概略斜視図である。この粉体塗装装置10は、被塗布物であるワークWを搬送するための搬送機構12と、前記ワークWが搬入される塗装ブース14と、該塗装ブース14に設置された塗装ガン16a〜16c(塗装ツール)とを備える。
【0025】
搬送機構12は、略逆T字状の支持部材18に支持された搬送用案内レール20と、該搬送用案内レール20に変位自在に支持されたワーク固定台22とを有する。この中、搬送用案内レール20の一側面には凸部24が突出形成され、該凸部24は、前記ワーク固定台22を構成するベース部材26の一側面に形成された係合溝28に係合されている。
【0026】
ベース部材26の他側面には、円柱状部材30が連結されている。さらに、この円柱状部材30の先端部には図示しない載置固定台が設けられ、ワークWはこの載置固定台上に固定されている。
【0027】
ベース部材26は、図示しない駆動機構の作用下に前記搬送用案内レール20に沿って変位する。この変位に伴い、未塗装のワークWが塗装ブース14に対して接近して搬入される一方、塗装済のワークWが塗装ブース14から露呈して離間する。なお、本実施の形態では、ベース部材26は常時変位しており、このため、ワークWは、塗装ブース14内への搬入から搬出に至るまで矢印Z方向に沿って継続的に移動する。
【0028】
フレーム部材32a〜32dによって支持された塗装ブース14は、図1及び図2に示すように、底壁34と、前記底壁34から略垂直方向に立ち上げられ且つワークWの進行方向に対して略平行に配置された側壁36、38と、これら側壁36、38同士に橋架された天井壁40と、ワークWの進行方向上流側及び下流側をそれぞれ閉塞する上流側壁42及び下流側壁44とを有する。側壁36、38と、底壁34、上流側壁42、下流側壁44及び天井壁40との接合箇所は、間隙が生じないように堅牢に密着され、且つ該接合箇所にはシールが施されている。
【0029】
勿論、上流側壁42には、ワークWを塗装ブース14に搬入するための導入口46が形成されており、同様に、下流側壁44には、ワークWを塗装ブース14から露呈するための導出口48が形成されている。また、側壁36、38は互いに対向する。
【0030】
図2に示すように、底壁34と側壁36、38の各々との間には若干のクリアランスが形成されており、各クリアランスを閉塞するようにしてフード部50、52がそれぞれ設けられる。これらフード部50、52からは、略円筒形状のダクトホース接続部54、56が若干上向きに傾斜して突出形成されている。図3に示すように、これらダクトホース接続部54、56には、ダクトホース58a、58bがそれぞれ接続される。なお図1においては、ダクトホース58a、58bを仮想線で示している。
【0031】
また、底壁34には、略水平方向に延在する水平部59、60と、該水平部59、60から屈曲して天井壁40に向かうように傾斜した2箇所の傾斜部62、64が形成されている。傾斜部62、64同士の間は互いに離間してクリアランス66を形成しており、このクリアランス66に前記円柱状部材30が通される。
【0032】
図1から諒解されるように、この場合、上流側壁42及び下流側壁44の高さ方向寸法及び幅方向寸法は、該上流側壁42及び下流側壁44が側壁36、38及び天井壁40から突出するように設定されている。また、上流側壁42及び下流側壁44の底部端面は前記底壁34と面一に設定され、さらに、上流側壁42及び下流側壁44には、図1、図3及び図4に示すように、前記傾斜部62、64の端面に当接するととともに前記導入口46及び導出口48の各々を囲繞する中空略四角柱形状のフード部68、70がそれぞれ形成されている。
【0033】
これらフード部68、70の各頂点からは、対角線に沿って延在するようにして中空フランジ部72a〜72d、74a〜74dが互いに略同寸法で突出形成されている。すなわち、これら中空フランジ部72a〜72d、74a〜74dは、フード部68、70において、X字状をなすように設けられている。
【0034】
そして、中空フランジ部72a〜72d、74a〜74dの各先端部には、搬送用案内レール20の延在方向、換言すれば、ワークWの進行方向(図1中の矢印Z方向)に沿って、略円筒形状のダクトホース接続部76a〜76d、78a〜78dが形成されている。中空フランジ部72a〜72d、74a〜74dがX字状をなすため、ダクトホース接続部76a〜76d、又はダクトホース接続部78a〜78dの各々を通る仮想線を引いた場合、該仮想線の軌跡によって正方形ないし長方形が形成される。すなわち、ダクトホース接続部76a〜76d、78a〜78dは、仮想的な四角形の頂点に対応する部位に配置されている。
【0035】
これらダクトホース接続部76a〜76d、78a〜78dの各々には、ダクトホース58c〜58f、58g〜58j(図1及び図3中の仮想線)がそれぞれ接続される。ダクトホース58c〜58fはダクトホース58aと、ダクトホース58g〜58jはダクトホース58bと合流し、さらに、ダクトホース58a、58b同士が合流した排気ラインとして、図示しない粉体塗料回収機構に対して接続される。
【0036】
中空フランジ部72a〜72d、74a〜74dの内部は、フード部68、70の内部に各々連通する。すなわち、フード部68、70を経て導出された粉体塗料は、中空フランジ部72a〜72d、74a〜74d及びダクトホース接続部76a〜76d、78a〜78dを通過し、さらに、ダクトホース58c〜58f、58g〜58jを経由して前記粉体塗料回収機構に回収される。
【0037】
以上のように構成された塗装ブース14の内壁には、図2に示すように、保護材79が接合されている。保護材79の材質は、絶縁体であれば特に限定されるものではないが、気泡を含み、このために絶縁性が高い発泡ポリエステルを好適な例として挙げることができる。
【0038】
この場合、側壁36には塗装ガン16aが設置され、側壁38には、前記塗装ガン16aの位置に対応する位置に塗装ガン16bが設置されている。さらに、天井壁40には1個の塗装ガン16cが設置されている。なお、塗装ガン16a〜16cは全て同一構成であるが、説明の便宜上、互いに別の参照符号を付している。
【0039】
ここで、側壁38に設置された塗装ガン16bの全体概略側面図を図5に示す。この場合、塗装ガン16bは、ガン本体80と、該ガン本体80から放射状に分岐して延在する11本のノズルチューブ82とを有する。ガン本体80及びノズルチューブ82の材質は、これらガン本体80及びノズルチューブ82の内部を摩擦しながら通過する粉体塗料に対して摩擦帯電を生じさせるようなものが選定され、好適な例としては、テトラフルオロエチレンが挙げられる。
【0040】
11本のノズルチューブ82は、1本のチューブ支持部材84によって直列に整列するようにして集束されている。さらに、チューブ支持部材84は側壁38に当接ないし接着されており、且つチューブ支持部材84から突出したノズルチューブ82の各終端は、側壁38に形成された連通孔86に挿入されている。なお、この場合、各終端の先端面は、側壁38の内壁と面一となる位置に配置されている。
【0041】
後述するように、粉体塗料は、ノズルチューブ82の終端に形成された開口から連通孔86を経て吐出される。すなわち、連通孔86は、吐出口として機能する。
【0042】
勿論、残余の塗装ガン16a、16cも同様に構成されている。従って、同一の構成要素には同一の参照符号を付し、その詳細な説明を省略する。
【0043】
塗装ガン16a、16cを構成する各々のノズルチューブ82の終端もまた、側壁36又は天井壁40に設けられた連通孔86に挿入されている。各終端の先端面は、塗装ガン16bのノズルチューブ82の終端と同様に、側壁36又は天井壁40の内壁と面一となる位置に配置されている。
【0044】
ノズルチューブ82の外径は、連通孔86の直径に比して若干大きい。従って、連通孔86に挿入された各々のノズルチューブ82の外周壁は、連通孔86の内周壁に堅牢に密着する。このため、ノズルチューブ82の外周壁と連通孔86の内周壁との間に間隙が生じることが回避され、結局、両壁の間が気密に保たれる。
【0045】
このようにノズルチューブ82の外周壁と連通孔86の内周壁との間が気密に保たれることと、側壁36、38と底壁34、上流側壁42、下流側壁44及び天井壁40との接合箇所が堅牢に密着され且つ該接合箇所にシールが施されていることとが相俟って、塗装ブース14内に外気が進入することが防止される。
【0046】
そして、図1に示すように、塗装ガン16aと塗装ガン16bは、各々のガン本体80、80同士が略対向するようにして側壁36、38に設置されている。
【0047】
以上のように構成される塗装ガン16a〜16cの各上流側には、図3に示すように、粉体塗料供給装置90a〜90cが設置される。
【0048】
図6に示すように、これら粉体塗料供給装置90a〜90cは、粉体塗料を収容した第1貯留容器92と、該第1貯留容器92から送られた粉体塗料を一旦貯留して必要量のみをスクリュコンベア94に送る第2貯留容器96と、前記スクリュコンベア94を通過した粉体塗料を前記塗装ガン16a〜16cに送るインジェクタ98とを有する。
【0049】
第1貯留容器92には、流動用エアを内部に導入するための導入管100が設けられる。この導入管100を介して導入された流動用エアにより、粉体塗料は流動状態となる。すなわち、粉体塗料は、流動状態で第1貯留容器92内に貯留され、流動用エアから受ける圧力によって、橋架管102を介して第2貯留容器96に送られる。なお、流動用エアは、第2貯留容器96の上部に設けられた排気管104を介して排気される。
【0050】
第2貯留容器96の底部には、メッシュ106が設置される。このメッシュ106は、図示しない振動器によって振動され、これに伴って粉体塗料がスクリュコンベア94側に向かって少量ずつ降下する。
【0051】
スクリュコンベア94は、モータ108の作用下に回転動作する。この回転動作に伴い、粉体塗料がインジェクタ98に向かって送られる。
【0052】
インジェクタ98には、搬送用エアが送気される。後述するように、搬送用エアの風量は、第1制御回路110の制御作用下に調整される。すなわち、粉体塗料は、風量が制御された搬送用エアに同伴されて塗装ガン16a〜16cに搬送される。
【0053】
なお、図6における参照符号112、114、116は、それぞれ、リンス用エアを導入するためのリンス用管、整流板、点検口が設けられた内部点検用管を示す。
【0054】
以上のように構成される粉体塗料供給装置90a〜90cには、インジェクタ98に供給される搬送用エアの風量を検出するための風量計(図示せず)が設けられる。なお、風量計に代替して風速計を設けるようにしてもよい。この場合には、風速、及び搬送用エアが供給される供給管の径に基づいて搬送用エアの風量を自動的に算出させるようにすればよい。
【0055】
一方、前記粉体塗料回収機構は、図1に示すファン120(吸引機構)を有する。従って、前記粉体塗料回収機構が付勢されたときには、前記ファン120の作用下に塗装ブース14内の大気が前記ダクトホース58a〜58jを介して吸引される。
【0056】
ファン120の単位時間あたりの吸引量、換言すれば、塗装ブース14から排気される大気の風量(排出風量)は、第2制御回路122によって制御される。なお、第2制御回路122は、ベース部材26の変位速度、ひいてはワークWの変位速度を制御する機能も営む。
【0057】
本実施の形態に係る粉体塗装装置10は、基本的には以上のように構成されるものであり、次に、その動作並びに作用効果について説明する。
【0058】
はじめに、ワーク固定台22を構成する前記載置固定台の各々にワークWが載置され、その後、該ワークWないしワーク固定台22がアースに対して電気的に接続される。さらに、前記搬送機構12が付勢され、この付勢に伴い、ベース部材26、ひいてはワークWが搬送用案内レール20に案内されながら矢印Z方向に沿って塗装ブース14に指向して移動する。上記したように、この移動の際の変位速度は、第2制御回路122に予め設定された速度を保つように一定制御される。
【0059】
同時に、前記粉体塗料供給装置90a〜90cが付勢される。すなわち、導入管100を介して第1貯留容器92の内部に流動用エアが導入され、これに伴って流動状態となった粉体塗料が橋架管102を介して第2貯留容器96に送られる。粉体塗料は、第2貯留容器96内のメッシュ106を通過し、スクリュコンベア94によってインジェクタ98に送られる。
【0060】
インジェクタ98には、第1制御回路110の制御作用下に所定の風量に設定された搬送用エアが供給されている。従って、粉体塗料は、インジェクタ98内で搬送用エアと混合され、該搬送用エアに同伴されて塗装ガン16a〜16cに搬送される。
【0061】
その後、粉体塗料は、塗装ガン16a〜16cの各ガン本体80から各ノズルチューブ82の終端の開口に至る。この間、粉体塗料は、これらガン本体80及びノズルチューブ82に対して摺接し、この際の摩擦によって帯電する。すなわち、粉体塗料は、帯電した状態で前記開口、換言すれば、連通孔86(吐出口)から吐出され、搬送用エアとともに塗装ブース14内に噴霧される。
【0062】
ガン本体80、80同士が互いに対向する塗装ガン16a、16bにおける搬送用エア及び粉体塗料の吐出風量は、塗装ガン16aの吐出風量:塗装ガン16bの吐出風量=100:80〜120に設定される。これにより、塗装ブース14内に噴霧される粉体塗料及び搬送用エアの吐出風量が、塗装ガン16aからの吐出風量:塗装ガン16bからの吐出風量=100:80〜120の関係を満足するようになる。
【0063】
すなわち、例えば、塗装ガン16aから噴霧される粉体塗料及び搬送用エアの吐出風量が1m3/秒であるとき、塗装ガン16bから噴霧される粉体塗料及び搬送用エアの吐出風量は0.8〜1.2m3/秒に設定される。後述するように、塗装ガン16a、16bから噴霧される粉体塗料及び搬送用エアの吐出風量が同一であること、すなわち、例えば、両者とも1m3/秒であることが最も好ましい。
【0064】
その一方で、前記粉体塗料回収機構が付勢される。これにより、ダクトホース接続部54、56、76a〜76d、78a〜78dの各々に接続されたダクトホース58a〜58jを介して塗装ブース14内の大気がファン120の作用下に吸引される。
【0065】
本実施の形態において、ファン120の吸引量は、塗装ガン16a〜16cからの吐出風量の合計:ファン120の吸引量=100:80〜120に設定される。これにより、塗装ブース14内から吸引される大気(未塗着の粉体塗料を含む)の排出風量が、塗装ガン16a〜16cからの吐出風量の合計:塗装ブース14内からの排出風量=100:80〜120の関係を満足するようになる。
【0066】
例えば、塗装ガン16a〜16cから噴霧される粉体塗料及び搬送用エアの吐出風量が合計で3m3/秒であるとき、塗装ブース14内からの排出風量(ファン120の吸引量)は2.4〜3.6m3/秒に設定される。塗装ブース14内からの排出風量と、塗装ガン16a〜16cから噴霧される粉体塗料及び搬送用エアの合計風量とが同一であること、すなわち、例えば、両者とも3m3/秒であることが最も好ましい。
【0067】
なお、塗装ガン16cから噴霧される粉体塗料及び搬送用エアの吐出風量は、塗装ガン16a、16bから噴霧される粉体塗料をワークW側に向けることが可能な程度であればよい。例えば、塗装ガン16a(又は塗装ガン16b)からの吐出風量:塗装ガン16cからの吐出風量=100:80〜120の関係を満足する割合とすればよいが、特にこれに限定されるものではない。
【0068】
ここで、塗装ガン16a〜16cの各吐出風量の調整は、第1制御回路110が、インジェクタ98に供給される搬送用エアの風量を制御することによって営まれる。すなわち、搬送用エアの風量は、上記したように、前記風量計(又は風速計)にて測定される。この測定値のフィードバックを受けた第1制御回路110は、予め設定された所定の設定値に測定値が近似するように搬送用エアの風量を調整する。
【0069】
1個の制御回路のみで塗装ガン16a〜16cの全風量を制御する場合、例えば、インジェクタ98から塗装ガン16a〜16cに橋架された配管の内壁の摩擦抵抗に差があるときには、各塗装ガン16a〜16cから吐出される搬送用エアの風量に差が発生することがあるが、塗装ガン16a〜16cの上流に設置された粉体塗料供給装置90a〜90cに第1制御回路110をそれぞれ設ける本実施の形態の場合、塗装ガン16a〜16cから吐出される各搬送用エアの風量を個別に制御することが可能である。従って、搬送用エアの風量を略同等とすることができる。
【0070】
さらに、本実施の形態においては、上記したように、塗装ブース14内に外気が進入することが防止される。ノズルチューブ82の外周壁と連通孔86の内周壁との間が気密に保たれるとともに、側壁36、38と底壁34、上流側壁42、下流側壁44及び天井壁40との接合箇所が堅牢に密着され且つ該接合箇所にシールが施されているからである。
【0071】
従って、塗装ガン16a〜16cの周辺から塗装ブース14内に外気が流入することが防止される。このため、流入した外気が塗装ガン16a〜16cの吐出風量に影響を及ぼすことを回避することができる。その結果、吐出風量を一層精確に制御することが可能となるとともに、吐出風量と吸引量とを正確に均衡させることが容易となる。
【0072】
ワークW及び円柱状部材30は、塗装ブース14の上流側壁42の導入口46、及び傾斜部62、64同士の間のクリアランス66をそれぞれ通過し、塗装ブース14内を所定速度で緩やかに移動する。
【0073】
上記したように、ワークWは、直接、又はワーク固定台22を介して間接的にアース接続されている。このため、帯電した状態で吐出された粉体塗料は、静電作用によってワークWに引き寄せられ、その結果、該ワークWに塗着される。
【0074】
その一方で、塗装ブース14内に噴霧された粉体塗料の一部は、搬送用エアが塗装ブース14内に拡散することに伴って拡散する。通常の粉体塗装装置では、例えば、天井壁40に向かって拡散した粉体塗料に付与された搬送用エアによる運動エネルギが、前記静電作用によってワークWに向かおうとする運動エネルギに比して大きく、このため、この拡散した粉体塗料を塗着させることは容易ではない。
【0075】
しかしながら、本実施の形態においては、塗装ガン16aに対して塗装ガン16bを略対向する位置に配設している。このため、図2に示すように、塗装ガン16aから吐出・噴霧された粉体塗料及び搬送用エアの流れが、塗装ガン16bから吐出・噴霧された粉体塗料及び搬送用エアの流れにぶつかる。換言すれば、塗装ガン16a、16bからの吐出パターン同士が干渉する。
【0076】
このため、塗装ブース14内では、天井壁40に向かって拡散した粉体塗料及び搬送用エア同士がぶつかり合い、その結果、粉体塗料が、吐出の際に搬送用エアから付与された運動エネルギが相殺された状態となる。このため、粉体塗料は、ワークWの周辺で分散浮遊する。
【0077】
しかも、本実施の形態においては、天井壁40に塗装ガン16cが設置されている。この塗装ガン16cにおける吐出パターンは、塗装ガン16a、16bから吐出されて上方に拡散しようとする粉体塗料及び搬送用エアに干渉し、該粉体塗料及び搬送用エアの天井壁40に向かうそれ以上の拡散を抑制する。この干渉によって、分散浮遊した粉体塗料がワークW側に向かって流される。
【0078】
その一方で、底壁34に向かって拡散した粉体塗料及び搬送用エア同士もぶつかり合い、これにより、粉体塗料がワークWの周辺で分散浮遊した状態となる。
【0079】
また、傾斜部62、64が、底壁34に向かって拡散する粉体塗料及び搬送用エアの流れに対していわゆる邪魔板として機能し、これによって上方のワークW側に向かう流れが生じる。
【0080】
以上のように、本実施の形態によれば、側壁36、38の連通孔86、86同士、すなわち、塗装ガン16a、16bの吐出口同士を互いに略対向する位置に形成し、これにより該連通孔86、86を介して吐出・噴霧される吐出パターン同士が干渉するようにするとともに、天井壁40にも、その吐出パターンが塗装ガン16a、16bの吐出パターンに干渉する塗装ガン16cを設置するようにしている。このため、粉体塗料の運動エネルギを喪失させ、静電作用によってワークW側に引き寄せられ易い状態とすることができる。
【0081】
すなわち、この場合、塗装ブース14内に吐出・噴霧された粉体塗料の大部分をワークWに指向して移動させることができる。従って、ワークWに対する塗装効率が向上するので、通常の塗装ブースで粉体塗装を行う場合に比して、未塗着の粉体塗料量が低減する。
【0082】
しかも、上記したように、粉体塗料が分散浮遊した後に静電作用を介して被塗布物に付着するので、被塗布物の形状に関わらず、該被塗布物の全体にわたって塗膜の厚みが略一定となる。すなわち、厚みが略均一な塗膜を得ることも容易である。
【0083】
また、例えば、塗装ツールを保持したロボット等を用いて静電塗装を行う場合に塗膜の厚みを略一定にするためには、それに応じた軌跡を作成するべく、ロボットに対して厳密なティーチングを行う必要がある。しかしながら、本実施の形態によれば、そのような厳密なティーチングを行うことなく、塗膜の厚みを略一定とすることができる。すなわち、煩雑な作業が不要となり、被塗布物への静電塗装を容易に実施することが可能となる。
【0084】
このようにして粉体塗装が行われている間、上記したように塗装ブース14内の大気が吸引されている。このため、塗装ブース14内に吐出された粉体塗料がフード部68、70を介して漏洩することが防止される。また、導入口46及び導出口48を介して塗装ブース14に進入しようとする大気は、フード部68、70に形成されたダクトホース接続部76a〜76d、78a〜78dに接続された前記ダクトホースを介して吸引される。従って、外部から塗装ブース14内に塵等が混入することが回避される。
【0085】
このように、フード部68、70にダクトホース接続部76a〜76d、78a〜78d、換言すれば、吸引口を設けるようにしたことによって、塗装ブース14の内部と外部の圧力を均衡させることなく、塗装ブース14内から粉体塗料が漏洩すること、及び外部から塗装ブース14内に塵等が混入することの双方を回避することが可能となる。
【0086】
また、上記したように、ダクトホース接続部76a〜76d、78a〜78dは、四角形の頂点に対応する部位に位置する。このため、塗装ブース14内外の大気は、ダクトホース接続部76a〜76d、78a〜78dに効率よく吸い寄せられる。すなわち、四角形の頂点に対応する部位にダクトホース接続部76a〜76d、78a〜78dを設けたことにより、いわゆる整流効果が得られる。
【0087】
未塗着の粉体塗料の大部分は、ダクトホース接続部54、56に接続されたダクトホース58a、58bを介して吸引されるが、一部は、ダクトホース接続部76a〜76d、78a〜78dに接続されたダクトホース58c〜58f、58g〜58jを介して吸引される。以上のようにしてダクトホース接続部54、56、76a〜76d、78a〜78dを介して吸引された粉体塗料は、最終的に、前記粉体塗料回収機構に回収される。
【0088】
すなわち、本実施の形態では、塗装ブース14の底部両側方と、導入口46及び導出口48の各近傍から粉体塗料を吸引・回収するようにしている。このように、塗装ブース14の複数箇所から粉体塗料を回収する構成としたことにより、塗装ブース14内に残留する粉体塗料量が少なくなる。換言すれば、回収効率が向上する。
【0089】
勿論、回収された粉体塗料は、適切な再生処理を経た後、吐出機構に戻されて塗装ガン16a〜16cのいずれかから再吐出される。このため、回収効率の向上と相俟って、粉体塗料の使用効率が向上する。
【0090】
この場合、上記したように未塗着の粉体塗料量が少ないので、回収すべき粉体塗料の量も少ない。このため、該粉体塗料を再使用するための再生処理量が少なくなるのでコスト的に有利である。
【0091】
しかも、本実施の形態においては、塗装ガン16a〜16cを構成するガン本体80やノズルチューブ82が塗装ブース14内に露呈していない。このため、粉体塗料が塗装ガン16a〜16cに塗着することがないので、塗装ガン16a〜16cのメンテナンス頻度が著しく低減する。結局、塗装ガン16a〜16cに対してメンテナンスを行うべく塗装作業を中断する頻度が低減するので、ワークWに対する塗装作業効率も向上する。
【0092】
このようにしてワークWに対する塗装がなされた後、前記ベース部材26の継続的な変位に伴い、塗装済のワークWが下流側壁44の導出口48を通過して塗装ブース14から露呈する(搬出される)に至る。
【0093】
ここで、同一形状の複数個のワークWに対し、塗装ガン16a、16cからの吐出風量を一定とするとともに、塗装ガン16bからの吐出風量を変更して上記の粉体塗装を行い、塗装済のワークWから任意の測定ポイントを14点選定し、各測定ポイントにおける塗膜の厚みを測定した結果を図7に併せて示す。なお、該図7に示す通り、塗装ガン16aからの吐出風量:塗装ガン16bからの吐出風量=100:80、100:85、100:90、100:100の割合に設定するとともに、塗装ガン16cからの吐出風量を塗装ガン16aからの吐出風量と同一とした。また、全ての場合において、塗装ガン16a〜16cからの合計吐出風量:ファン120の吸引量(塗装ブース14からの排気風量)=100:100である。また、異なるワークWであっても、同一部位を測定ポイントとしている。
【0094】
この図7から、塗装ガン16aからの吐出風量:塗装ガン16bからの吐出風量=100:80〜120であると、塗膜の厚みのバラツキが少ないことが分かる。すなわち、塗装ガン16aからの吐出風量:塗装ガン16bからの吐出風量=100:80〜120の関係を満足させることにより、塗膜の厚みを均一化することが容易となる。
【0095】
なお、図示しないが、塗装ガン16aからの吐出風量:塗装ガン16bからの吐出風量=100:100の割合とするとともに、塗装ガン16a〜16cからの合計吐出風量:ファン120の吸引量(塗装ブース14からの排気風量)=100:80〜120とした場合も、図7と略同様の結果が得られた。
【0096】
以上から諒解されるように、塗装ガン16aからの吐出風量と塗装ガン16bからの吐出風量とを略均衡させるとともに、塗装ガン16a〜16cからの吐出風量と塗装ブース14からの排気風量とを略均衡させる本実施の形態によれば、ワークWの部位に関わらず厚みのバラツキが少ない塗膜、換言すれば、ワークWの全体にわたって厚みが略均一な塗膜を容易に得ることができる。
【0097】
この理由は、先ず、塗装ガン16aからの吐出風量:塗装ガン16bからの吐出風量=100:80〜120に設定したことにより、粉体塗料がワークWの周辺に略均等に浮遊するようになり、この状態で静電作用によってワークWに引き寄せられたためであると推察される。すなわち、粉体塗料が不均等に浮遊している場合、該粉体塗料がワークWに引き寄せられると、粉体塗料が密に集中していた近傍では塗膜の厚みが大きくなり、逆に、粉体塗料が疎らに存在していた近傍では塗膜の厚みが小さくなるからである。
【0098】
そして、塗装ガン16a〜16cからの合計吐出風量:ファン120の吸引量=100:80〜120の割合に設定することにより、塗装ブース14内が過度に正圧でもなく、過度に負圧でもない状態となる。換言すれば、適切な圧力に保たれる。このため、塗装ブース14内に浮遊した粉体塗料がワークWに引き寄せられる前に塗装ブース14外に排出されることが回避される一方、塗装ブース14内から未塗着の粉体塗料を回収することが困難になることが回避される。
【0099】
すなわち、ワークWの近傍には、粉体塗料が安定して浮遊する。また、未塗着の粉体塗料が速やかに回収される。このため、ワークWに対する塗装を効率よく進行させながら、未塗着の粉体塗料を効率よく回収することができる。
【0100】
結局、本実施の形態によれば、厚みが略均一な塗膜を効率よく形成することができるとともに、未塗着の粉体塗料の回収効率を向上させることができる。
【0101】
なお、上記した実施の形態においては、ダクトホース58c〜58fをダクトホース58aに合流させるとともに、ダクトホース58g〜58jをダクトホース58bと合流させ、さらに、ダクトホース58a、58b同士を合流させているが、ダクトホース58a、58b同士を粉体塗料回収機構に接続するとともに、ダクトホース58c〜58f、58g〜58jをこれらダクトホース58a、58bに合流させることなく粉体塗料回収機構に接続するようにしてもよい。
【0102】
この場合には、塗装ガン16aからの吐出風量を100とするとき、ダクトホース58a、58bからの排出風量と、ダクトホース58c〜58f、58g〜58jからの排出風量との合計を80〜120の割合に設定すればよい。
【0103】
また、導入口46及び導出口48の近傍に各々4個のダクトホース接続部76a〜76d、78a〜78d(排気口)を設けるようにしているが、排気口の個数は特にこれに限定されるものではなく、例えば、6個であってもよいし8個であってもよい。勿論、それ以外の個数であってもよい。
【0104】
さらに、フード部68、70を設けることは必須ではなく、上流側壁42及び下流側壁44における導入口46及び導出口48の近傍に排気口を直接形成するようにしてもよい。
【0105】
さらに、底壁34にクリアランス66を設け、このクリアランス66に通された円柱状部材30にワークWを支持することに代替し、天井壁40にクリアランスを設けるとともに、このクリアランスに通された懸吊部材にワークWを支持して塗装ガン16cを底壁34に設けるようにしてもよい。
【0106】
加えて、この実施の形態では、塗装ガン16a、16bを互いに対向するように側壁36、38に設置するようにしているが、塗装ガン16a、16bが互いに対向しない任意の箇所に設置された場合であっても、本発明の効果を得ることができる。
【0107】
いずれの場合においても、天井壁40又は底壁34に塗装ガン16cを設けることは必須ではない。すなわち、塗装ガン16cを割愛して粉体塗装装置を構成するようにしてもよい。また、側壁36、38、天井壁40(又は底壁34)の各々に、2個以上の塗装ガンを設置するようにしてもよい。この場合であっても、対向する壁に設置された塗装ガン同士を対向させる必要は特にない。
【0108】
さらにまた、上記の摩擦帯電に代替し、コロナ帯電によって粉体塗料を帯電させるようにしてもよい。
【0109】
加えて、本発明は、塗装ブース14の内壁に保護材79を設ける場合に特に限定されるものではない。すなわち、例えば、図8に示すように絶縁体からなる塗装ブース130を含むようにして粉体塗装装置10を構成するようにしてもよいし、図9に示すように、導電体からなる塗装ブース14のみを設けるようにしてもよい。
【0110】
また、塗装ブースは、図10に示すように、上部の壁が被塗装物であるワークWから離間するに従って互いに接近する方向に屈曲形成された塗装ブース132であってもよいし、図11に示すように、湾曲形成された塗装ブース134であってもよい。
【0111】
このような形状とした場合、該壁に対し、塗装ガン16a〜16cから吐出された粉体塗料が付着することが困難となる。従って、例えば、塗装色を変更する際の塗装ブース132、134の内壁、保護材79を設けた場合には該保護材79に対する清掃が一層容易となる。換言すれば、清掃時間が一層短縮され、その結果、サイクルタイムがさらに短縮される。
【0112】
図10及び図11においては、塗装ブース132、134を導電体で構成した場合を例示して示しているが、図1と同様に、各内壁に保護材79を設置するようにしてもよいし、図8と同様に、塗装ブース132、134を絶縁体で構成するようにしてもよいことはいうまでもない。
【0113】
そしてまた、ファン120の吸引量を設定することに代替し、例えば、排気ライン(粉体塗料回収ライン)に設けられたダンパの開度を設定することで塗装ブースからの排出風量を調整するようにしてもよい。
【0114】
さらに、粉体塗料供給装置90a〜90cに風量計(又は風速計)を設けることに代えて塗装ガン16a〜16cに風量計(又は風速計)を設けるようにしてもよいし、第1制御回路110で風量を制御することに代替し、制御バルブを設け、この制御バルブの開度を調整することで風量を制御するようにしてもよい。
【符号の説明】
【0115】
10…粉体塗装装置 12…搬送機構
14、130、132、134…塗装ブース
16a〜16c…塗装ガン 34…底壁
36、38…側壁 40…天井壁
50、52、68、70…フード部
54、56、76a〜76d、78a〜78d…ダクトホース接続部
58a〜58j…ダクトホース 66…クリアランス
72a〜72d、74a〜74d…中空フランジ部
79…保護材 80…ガン本体
82…ノズルチューブ 84…チューブ支持部材
86…連通孔 90a〜90c…粉体塗料供給装置
98…インジェクタ 110、122…制御回路
120…ファン W…ワーク
【特許請求の範囲】
【請求項1】
アース接続されて搬送された被塗装物を塗装ブースの内部に搬入し、前記塗装ブースに取り付けられた複数個の塗装ツールから帯電させた粉体塗料を搬送用気体とともに吐出することで前記被塗装物に対して塗布を行う粉体塗装方法であって、
前記塗装ブースを構成し且つ互いに対向する2つの壁に、前記複数個の塗装ツールの中の少なくとも2個を設置し、
前記壁の各々に設けられた前記塗装ツールの各吐出口から前記粉体塗料及び前記搬送用気体を前記塗装ブース内に吐出する際の吐出風量を、下記の式(1)に表される割合に設定することを特徴とする粉体塗装方法。
一方の吐出口の吐出風量:残余の一方の吐出口の吐出風量
=100:80〜120 …(1)
【請求項2】
請求項1記載の粉体塗装方法において、全ての前記塗装ツールからの吐出風量の合計と、未塗着の前記粉体塗料を前記塗装ブースから排出するための吸引風量とを、下記の式(2)に表される割合に設定することを特徴とする粉体塗装方法。
吐出風量の合計:吸引風量=100:80〜120 …(2)
【請求項3】
アース接続された被塗装物を搬入する塗装ブースと、前記塗装ブースに設置され、帯電させた粉体塗料を搬送用気体とともに前記被塗装物に対して吐出するための複数個の塗装ツールとを備える粉体塗装装置であって、
前記塗装ブースを構成し且つ互いに対向する2つの壁に、前記複数個の塗装ツールの中の少なくとも2個が設置され、
前記壁の各々に設けられた前記塗装ツールの吐出口から前記粉体塗料及び前記搬送用気体を前記塗装ブース内に吐出する際の吐出風量を制御する制御機構をさらに備え、
前記制御機構は、前記吐出口の各々から前記塗装ブース内に前記粉体塗料及び前記搬送用気体を吐出する際の吐出風量を、下記の式(3)に表される割合に設定することを特徴とする粉体塗装装置。
一方の吐出口の吐出風量:残余の一方の吐出口の吐出風量
=100:80〜120 …(3)
【請求項4】
請求項3記載の粉体塗装装置において、全ての前記塗装ツールからの吐出風量の合計と、未塗着の前記粉体塗料を前記塗装ブースから排出するための吸引風量とを、下記の式(4)に表される割合に設定する制御機構を有することを特徴とする粉体塗装装置。
吐出風量の合計:吸引風量=100:80〜120 …(4)
【請求項1】
アース接続されて搬送された被塗装物を塗装ブースの内部に搬入し、前記塗装ブースに取り付けられた複数個の塗装ツールから帯電させた粉体塗料を搬送用気体とともに吐出することで前記被塗装物に対して塗布を行う粉体塗装方法であって、
前記塗装ブースを構成し且つ互いに対向する2つの壁に、前記複数個の塗装ツールの中の少なくとも2個を設置し、
前記壁の各々に設けられた前記塗装ツールの各吐出口から前記粉体塗料及び前記搬送用気体を前記塗装ブース内に吐出する際の吐出風量を、下記の式(1)に表される割合に設定することを特徴とする粉体塗装方法。
一方の吐出口の吐出風量:残余の一方の吐出口の吐出風量
=100:80〜120 …(1)
【請求項2】
請求項1記載の粉体塗装方法において、全ての前記塗装ツールからの吐出風量の合計と、未塗着の前記粉体塗料を前記塗装ブースから排出するための吸引風量とを、下記の式(2)に表される割合に設定することを特徴とする粉体塗装方法。
吐出風量の合計:吸引風量=100:80〜120 …(2)
【請求項3】
アース接続された被塗装物を搬入する塗装ブースと、前記塗装ブースに設置され、帯電させた粉体塗料を搬送用気体とともに前記被塗装物に対して吐出するための複数個の塗装ツールとを備える粉体塗装装置であって、
前記塗装ブースを構成し且つ互いに対向する2つの壁に、前記複数個の塗装ツールの中の少なくとも2個が設置され、
前記壁の各々に設けられた前記塗装ツールの吐出口から前記粉体塗料及び前記搬送用気体を前記塗装ブース内に吐出する際の吐出風量を制御する制御機構をさらに備え、
前記制御機構は、前記吐出口の各々から前記塗装ブース内に前記粉体塗料及び前記搬送用気体を吐出する際の吐出風量を、下記の式(3)に表される割合に設定することを特徴とする粉体塗装装置。
一方の吐出口の吐出風量:残余の一方の吐出口の吐出風量
=100:80〜120 …(3)
【請求項4】
請求項3記載の粉体塗装装置において、全ての前記塗装ツールからの吐出風量の合計と、未塗着の前記粉体塗料を前記塗装ブースから排出するための吸引風量とを、下記の式(4)に表される割合に設定する制御機構を有することを特徴とする粉体塗装装置。
吐出風量の合計:吸引風量=100:80〜120 …(4)
【図1】



【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】

【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2011−50812(P2011−50812A)
【公開日】平成23年3月17日(2011.3.17)
【国際特許分類】
【出願番号】特願2009−199953(P2009−199953)
【出願日】平成21年8月31日(2009.8.31)
【出願人】(000005326)本田技研工業株式会社 (23,863)
【出願人】(000117009)旭サナック株式会社 (194)
【Fターム(参考)】
【公開日】平成23年3月17日(2011.3.17)
【国際特許分類】
【出願日】平成21年8月31日(2009.8.31)
【出願人】(000005326)本田技研工業株式会社 (23,863)
【出願人】(000117009)旭サナック株式会社 (194)
【Fターム(参考)】
[ Back to top ]