
粉体塗装方法
【課題】 凹凸形状の被塗装物やネットフェンスのように細い線材から形成された被塗装物であっても、隅々まで十分な膜厚で塗装することができ、しかも粉体塗料の使用効率がよい粉体塗装装置を提供する。
【解決手段】 多孔質材を介して流動エアーが流入する塗装容器21内に、摩擦帯電により電荷を与えた粉体塗料を、被塗装物20に吐出エアーが当たらないように供給し、この摩擦帯電により電荷を与えた粉体塗料が供給された塗装容器21内に、被塗装物を浸漬又は通過させることにより、被塗装物20に粉体塗料を付着させるようにした。
【解決手段】 多孔質材を介して流動エアーが流入する塗装容器21内に、摩擦帯電により電荷を与えた粉体塗料を、被塗装物20に吐出エアーが当たらないように供給し、この摩擦帯電により電荷を与えた粉体塗料が供給された塗装容器21内に、被塗装物を浸漬又は通過させることにより、被塗装物20に粉体塗料を付着させるようにした。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、被塗装物に粉体塗料を吹き付けることなく高効率で付着させることができる粉体塗装方法に関するものである。
【背景技術】
【0002】
粉体塗装は、有機溶剤を含まず、被塗装物に付着しなかったオーバースプレー粉を回収して再使用することができるので、環境にやさしい塗装として、近年多くの製品に採用されている。
【0003】
当初はガードレール、フェンスなどの道路資材から始まり、冷蔵庫、エアコンの室外機等、家庭内で使用する製品にも多く採用されている。最近は、学校の椅子や机の塗装、ナンバープレートの塗装にも用いられている。
【0004】
一般に粉体塗装は、コロナガンや摩擦帯電ガンを使用し、粉体塗料を被塗装物に吹き付けることによって行っている。
【0005】
コロナガンによる粉体塗装は、ガン先のコロナ電極と被塗装物との間に電場を作り、そのコロナ放電により、ガンから吐出された粉体塗料を被塗装物に付着させるという塗装方法である。
【0006】
また、摩擦帯電ガンによる塗装方法は、ガン内に、例えば、非導電性樹脂チューブを収容し、この非導電性樹脂チューブ内に粉体塗料を供給し、非導電性樹脂チューブ内を粉体塗料が通過する際の非導電性樹脂と粉体塗料との摩擦によって粉体塗料に電荷を与え、電荷を帯びた粉体塗料を静電気力で被塗装物に付着させるという塗装方法である。
【0007】
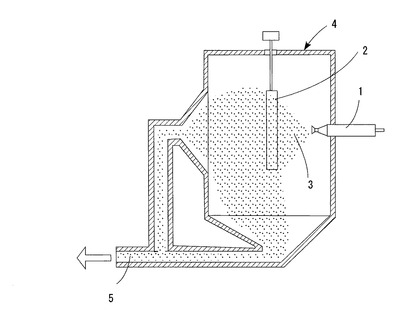
当然、上記の2つの方式とも、図9に示すように、塗装ガン1から被塗装物2に向けて、例えばコンプレッサーのエアーなどの強制エアーと共に粉体塗料3を吐出するため、被塗装物2に付着しないオーバースプレー粉が発生する。このため、塗装作業は、塗装ブース4内で行われ、被塗装物2に付着しないオーバースプレー粉を塗装ブース4に設けた吸引口5から吸引回収している。吸引回収したオーバースプレー粉は、精選装置などを通過させて精選した後、再使用される。
【0008】
しかしながら、塗装ガンによる塗装方法は、膜厚のコントロールが行いやすい反面、例えば、凹部がある被塗装物の凹部内を塗装するような場合には、塗装ガンの吹き付けエアーによって、凹部内に付着しようとしている粉体塗料が吹き飛ばされ、塗装不良を起こし易い。
同様に、線材によって形成されたフェンスのような被塗装物を、塗装ガンの吹き付けにより塗装する場合にも、線材と線材とがクロスする溶接部分に、吹きつけエアーによるスケが発生したり、焼き付け後にピンホールが発生したりし易いという問題がある。
【0009】
一方、塗装ガンの吹き付けによらない粉体塗装方法として、静電流動浸漬による塗装方法がある。
【0010】
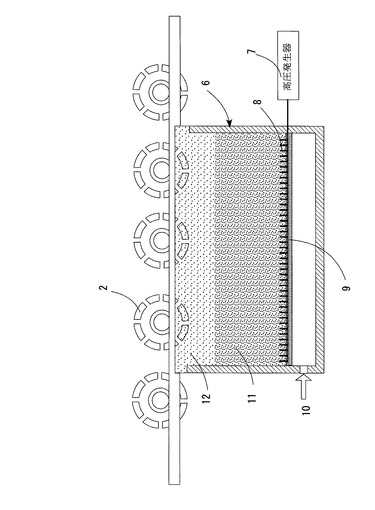
静電流動浸漬による塗装方法は、図10に示すように、粉体塗料を収容した粉体塗料槽6に、高圧発生器7によって高電圧が与えられるコロナ電極8を設置し、コロナ電極8によって発生させた電場により、粉体塗料槽6を通過する被塗装物2に、粉体塗料を付着させるという方法である。
【0011】
この粉体塗料槽6は、底部が多孔質の樹脂やキャンパス布等の多孔質材9によって仕切られており、多孔質材9の下部に流動エアー10を供給して、内部の粉体塗料をあたかも液体のように流動させている。
【0012】
そして、コロナ電極8は、多孔質材9の上面に設置したり、あるいは、電極の汚れを防ぐために、多孔質材9の内部や下面に設置したりして、コロナ電極8と被塗装物2との間で電場を形成している。
【0013】
この場合、粉体塗料槽6内は、粉体塗料があたかも液体のように流動している流動層11の部分と、流動層11の上方に霧化(クラウド)した状態の霧化層12の部分とが形成される。そして、粉体塗料が液体のように流動している流動層11の部分に被塗装物2を浸漬させても、粉体塗料は被塗装物2に付着しないが、多孔質材料9の付近のコロナ電極8からの電場によって霧化層12の部分の霧化(クラウド)した粉体塗料は被塗装物2に付着する。
【0014】
このような塗装方法の例は、非特許文献1にも開示されている。非特許文献1では、流動化した粉体塗料内に、例えば被塗装物の2/3ほどを浸漬させ、霧化層(クラウド)内で1/3を塗装させ、被塗装物を徐々に上げることにより、残りの箇所を霧化層(クラウド)内を通過させることによって十分に塗装させている。
【0015】
このように、流動層11の部分に被塗装物2を浸漬させても、粉体塗料2は被塗装物2に付着しないのは、流動層11は液体のように流動する密な粉体塗料の層であるため、流動層11内の空気が希薄で電場ができないためであると考えられている。
【0016】
コロナ電極8を粉体塗料槽6内に設置する静電流動浸漬による塗装方法においては、流動層11の上部の霧化層12のみでの塗装になるため、被塗装物2の大きさが限定される。その第1の理由は、霧化層12の部分はその高さが低く、一般には、100mm程度の被塗装物2までしか塗装ができないとされている。第2の理由は、コロナ電極8と被塗装物2との距離が離れると、電場が形成されなくなるため、一般に被塗装物2とコロナ電極8との距離は200mm程度が最大の距離とされている。
【0017】
したがって、コロナ電極8を粉体塗料槽6に設置した静電流動浸漬による塗装方法においては、被塗装物2は、図10に示すように、マイクロモーターなどの小さいものに限定される。このため、一般には、粉体塗料が液体のように流動している流動層11内には被塗装物2を浸漬することなく、被塗装物2を、流動層11の上に形成される霧化層12を通過させることにより、霧化層12の粉体塗料を被塗装物2に付着させる塗装を行っているというのが現状である。
しかしながら、この方法によって塗装を行っても、マイクロモーターの巻線箇所の奥まった箇所への塗装の均一性には、問題があった。
【0018】
また、コロナ電極8を粉体塗料槽6に設置した静電流動浸漬による塗装方法においては、粉体塗料槽6の材質が、絶縁性のものに限られる。即ち、粉体塗料槽6の材質が、導電性、例えば金属であると、コロナ電極8から放電された、電子は全て近くの粉体塗料槽6の金属材料に放電されてしまい、被塗装物2との間で電場を形成することができず、粉体塗料を被塗装物2に付着させることができなくなる。
【0019】
また、コロナ電極8を設置した多孔質材9から被塗装物2への距離が大きくなると、つまりコロナ電極8から離れると、粉体塗料が浮遊していても、被塗装物2との間での電界が弱くなり、粉体塗料が付着し難くなる。
【0020】
さらに、別な塗装方法として静電気を使用しない流動浸漬方式もあり、自転車の籠、ネットフェンスなどの塗装に多く採用されている。
【0021】
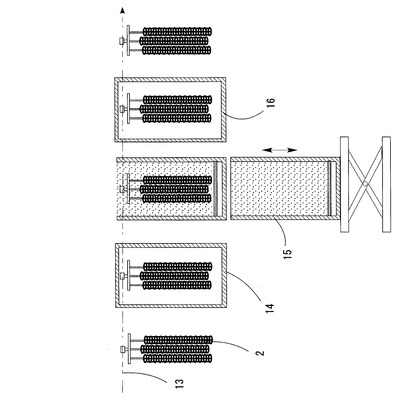
この方法は、図11に示すように、被塗装物2を搬送するライン13に沿って、予熱炉14、粉体塗料を流動状態で収容する流動槽15、焼き付け乾燥炉16を順番に設置し、予熱炉14内で被塗装物2を物温で270℃程度に予熱した後、昇降可能な流動槽15の上方に被塗装物2を移動させ、次いで、流動槽15を上昇させて流動槽15内に被塗装物2を浸漬させることにより、被塗装物2の表面に粉体塗料を熔融付着させるという方法である。この後、流動槽15を下降させて被塗装物2を取り出し、焼き付け乾燥炉16に供給して、再加熱を約200℃の温度で行って、被塗装物2の表面に付着した塗料の塗膜肌を平滑にし、その後、ライン13から脱荷を行う。
【0022】
この予熱浸漬による方法では、膜厚が400μm以上と非常に厚膜の塗装になる。また、使用できる粉体塗料が、塩化ビニル、ポリエチレンなどの熱可塑性樹脂に限られ、エポキシ、ポリエステル系の粉体塗料は一般的に使用することができない。また、予熱後の浸漬により、粉体塗料が垂れた状態になり易いという問題もある。
【先行技術文献】
【非特許文献】
【0023】
【非特許文献1】コーテック株式会社発行、「静電粉体塗装」 J・F・Hughes著、60〜65頁
【発明の開示】
【発明が解決しようとする課題】
【0024】
上記のように、粉体塗料を被塗装物に対して吹き付けて塗装を行う従来の静電塗装方法は、凹凸部のある被塗装物やネットフェンスのように細い線材から形成されたものでは、粉体塗料が当たりにくい箇所ができると、その部分が塗装不良になり易い。
【0025】
また、吹き付けた塗料の多くがオーバースプレー粉になるため、塗着効率が悪いという問題がある。
【0026】
また、粉体塗料を被塗装物に対して強制エアーによって吹き付ける塗装方法では、被塗装物に付着しようとしている粉体塗料が吹き飛ばされ、被塗装物にスケが発生したり、ピンホールが発生したりする。
【0027】
特に、ネットフェンス等のように細い円形線材で形成されている被塗装物の場合、粉体塗料が円形線材に付着し難く、また、円形線材のクロス部の熔接個所の奥に粉体塗料が入り込み難いので、塗装不良が起こり易い。
【0028】
一方、粉体塗料を収容した流動槽内にコロナ電極を設置した静電流動浸漬装置による塗装方法は、ガン塗装に比べて被塗装物周辺への粉体塗料の滞留時間は多いものの、粉体塗料が絶えずその箇所に留まることはできず、特に塗装の難しい凹凸部への入り込みに難がある。また、コロナ電極の電界が被塗装物の凹部に到達し難いし、凹部の周辺に粉体塗料を留めることも難しい。
【0029】
また、被塗装物を予熱して行う流動浸漬塗装方法は、粉体塗料の使用効率はよいものの、被塗装物の予熱が必要であると共に、厚膜になるという問題がある。さらに、使用できる粉体塗料が限定されるという問題もある。
【0030】
そこで、この発明は、粉体塗料を吐出して行う塗装方法では、吐出の陰になる部分ができる凹凸形状の被塗装物やネットフェンスのように細い線材から形成された被塗装物であっても、隅々まで十分な膜厚で塗装することができ、しかも粉体塗料の使用効率がよい粉体塗装方法を提供することを課題とする。
【課題を解決するための手段】
【0031】
前記の課題を解決するために、この発明は、多孔質材を介して流動エアーが流入する塗装容器内に、摩擦帯電により電荷を与えた粉体塗料を供給し、この摩擦帯電により電荷を与えた粉体塗料が供給された塗装容器内に、被塗装物を浸漬又は通過させることにより、被塗装物に粉体塗料を付着させるというものである。
【0032】
上記塗装容器内には、電荷を与えていない粉体塗料を混合させるようにしてもよい。
【0033】
上記摩擦帯電により電荷を与える方法としては、摩擦帯電ガンによる方法を採用することができる。この際、摩擦帯電ガンによる吐出エアーが直接被塗装物に当たらないようにする。
【0034】
上記塗装容器は、非導電性樹脂または金属、導電性樹脂などの導電材によって形成することができる。
【0035】
さらに、摩擦帯電により電荷を与えた粉体塗料を塗装容器内に供給し、この塗装容器から粉体塗料をオーバーフローさせ、このオーバーフローする粉体塗料の塗料流に、被塗装物を通過させることにより、被塗装物に粉体塗料を付着させるようにしてもよい。
【0036】
また、摩擦帯電により電荷を与えた粉体塗料を塗装容器内に供給し、この塗装容器から粉体塗料をオーバーフローさせ、このオーバーフローする粉体塗料の塗料流を、被塗装物上に流下させることにより、被塗装物に粉体塗料を付着させるようにすることもできる。
【発明の効果】
【0037】
この発明の粉体塗装方法は、以上のように、多孔質材を介して流動エアーが流入する塗装容器内に、摩擦帯電により電荷を与えた粉体塗料を供給し、この摩擦帯電により電荷を与えた粉体塗料が供給された塗装容器内に、被塗装物を浸漬又は通過させると、電荷を持った粉体塗料が被塗装物に磁石のように付着する。
【0038】
そして、電荷を持った粉体塗料は、塗装容器内で流動しながら、被塗装物に接触して付着する。
【0039】
したがって、この発明によると、従来の塗装ガンによる塗装のように、吐出エアーが直接、被塗装物に当たらないようにすることができるので、付着した粉体塗料を吹き飛ばすことなく、間接的にやさしく被塗装物に粉体塗料を付着させることができる。
【0040】
よって、この発明によれば、凹凸形状の被塗装物やネットフェンスのように細い線材から形成された被塗装物であっても、隅々まで十分な膜厚で粉体塗料が吸着し、吹き付け塗装では付着しないような微粉の粉体塗料も無駄なく被塗装物に付着させることができるので、粉体塗料の使用効率が非常によい。
【図面の簡単な説明】
【0041】
【図1】この発明の第1の実施例を示す概略縦断正面図である。
【図2】この発明の第1の実施例の概略平面図である。
【図3】この発明の第1の実施例を示す概略縦断平面図である。
【図4】この発明の第2の実施例を示す概略縦断正面図である。
【図5】この発明の第2の実施例を示す概略縦断平面図である。
【図6】この発明の第3の実施例を示す概略正面図である。
【図7】この発明の第3の実施例を示す概略側面図である。
【図8】この発明の第4の実施例を示す概略正面図である。
【図9】従来の静電塗装装置の概略図である。
【図10】従来の静電流動浸漬装置の概略図である。
【図11】従来の予熱浸漬装置の概略図である。
【発明を実施するための形態】
【0042】
以下、この発明の実施の形態を添付図面に基づいて説明する。
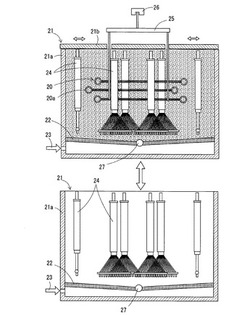
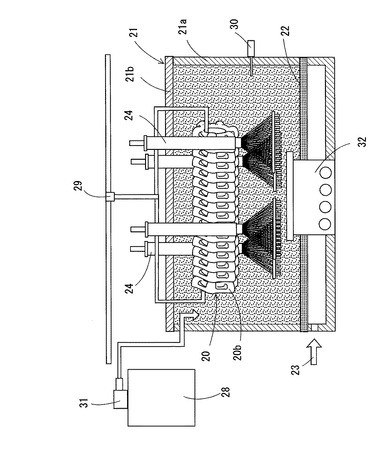
図1〜図3は、ネットフェンスのような細い線材を繋ぎ合せた被塗装物20を塗装するための、この発明の第1の実施例である。
【0043】
第1の実施例の被塗装物20であるネットフェンス20aは、1550W×2500Lの大きさのものを水平に3枚吊った状態で塗装を行う。
【0044】
塗装を行う塗装容器21は、上面が開口する容器本体21aと、上蓋21bとからなる。容器本体21aの下部には、ポリエチレン等の樹脂製の多孔質材からなる内底22が設置されている。内底22と容器本体21aの底部との間の空間には、高圧ブロアーの流動エアー23を供給している。
【0045】
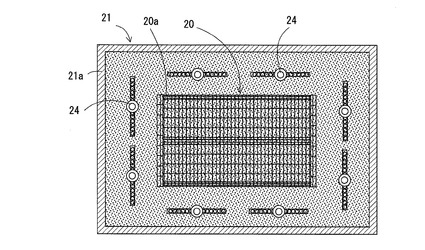
粉体塗料は、摩擦帯電ガン24によって帯電させられて容器本体21a内に供給される。摩擦帯電ガン24は、図3に示すように、8ガンを容器本体21aの4つの壁面に沿うように設置している。摩擦帯電ガン24は、ガン先ノズルが多数に分岐されており、吐出方向を多孔質材からなる内底22に向けている。
【0046】
これにより、ガン先ノズルからの吐出エアーが、直接、被塗装物20であるネットフェンス20aに当たらないようにしている。
【0047】
これは、吐出エアーを被塗装物20であるネットフェンス20aに直接当てると、ネットフェンスの円形線材部に付着した粉体塗料が吹き飛ばされ、特に、線材のクロス部へ付き回りが悪くなるからである。
【0048】
被塗装物20であるネットフェンス20aは、ハンガー25に吊るされ、コンベアー26のタクト運転により、上面が開口する容器本体21aの上部に搬送される。
【0049】
この後、上面が開口する容器本体21aを上蓋21bに接する位置まで上昇させて、容器本体21a内に被塗装物20であるネットフェンス20aを収容する。
【0050】
被塗装物20であるネットフェンス20aを収容した状態で、摩擦帯電ガン24から帯電した粉体塗料を、多孔質材からなる内底22に向けて吐出すると、粉体塗料は、多孔質材からなる内底22に衝突する。内底22に衝突した粉体塗料は、内底22から流入する流動エアーによってゆっくりと塗装容器21内を漂いながら上昇する。
【0051】
そして、粉体塗料は、摩擦帯電によって電荷を持っているため、被塗装物20であるネットフェンス20aに磁石のように付着する。
【0052】
特に、フェンス線材のクロス部の溶接箇所の奥まで粉体塗料が入り込み、焼付け後においても、素材面からのピンホール(空気穴)は見られない。
【0053】
塗装が完了した後に、容器本体21aを下降させて、元の位置に戻す。
【0054】
容器本体21aを下降させて取り出した塗装完了品は、コンベアー26によって、焼付け乾燥炉に搬送されて、焼き付け処理され完成品となる。
【0055】
ところで、下降し元の位置に戻った容器本体21aの内底22上には、粉体塗料が残る。内底22は、中央に向かって傾斜しており、この傾斜によって粉体塗料が内底22の中央に集められる。中央に集められた粉体塗料は、インジェクター27により塗料タンクに搬送され、再利用される。
【0056】
この第1の実施例の塗装容器21の材質としては、ステンレスを使用したが、例えば絶縁性や半導体性樹脂を使用してもよい。また、この実施例では、内底22のみに多孔質材を使用したが、他の側面などの全体又はその一部の材料として多孔質材を使用してもよい。
【0057】
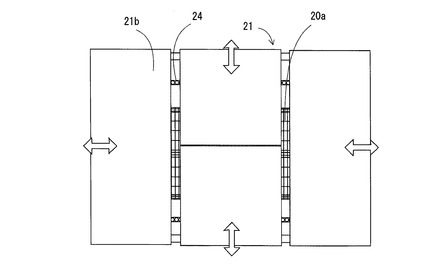
上記上蓋21bは、図2に示すように、前後左右に4枚の板材により、前後左右に開閉するように構成されている。
【0058】
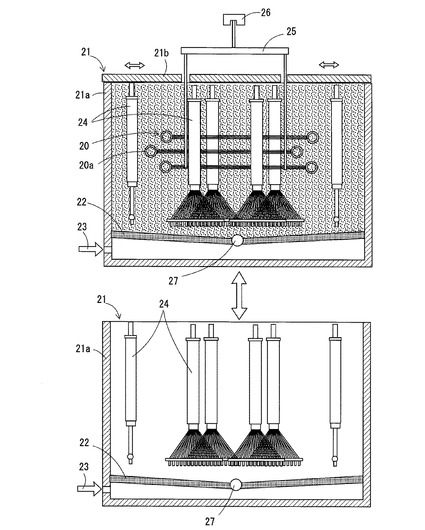
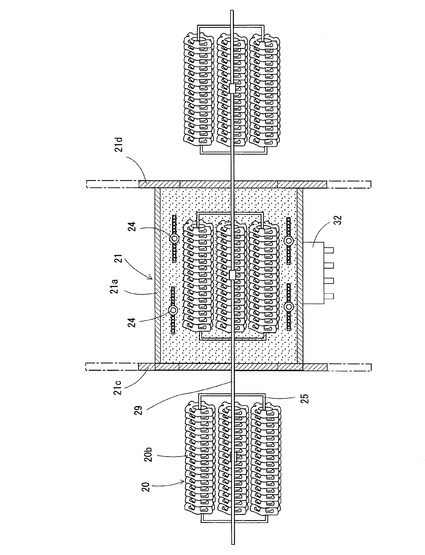
次に、図4及び図5は、被塗装物20がバルブの円形状のハンドル20bである、この発明の第2の実施例を示している。
【0059】
このハンドル20bの塗装は、図5に示すように、3列のハンガー25に、一列当たり16個のハンドル20bを吊るして行われる。
【0060】
粉体塗料は、エポキシ系ポリエステルで、赤色を中心に5色用意されている。
【0061】
塗装容器21は、第1の実施例と同様に、下部に多孔質材からなる内底22を設置している。この第2の実施例では、多孔質材として、3重に織ったキャンパスを採用しているが、樹脂系のものを採用してもよい。
【0062】
塗装容器21には、塗料タンク28から内底22に粉体塗料が投入され、さらに、4丁の摩擦帯電ガン24から帯電した粉体塗料が供給される。4丁の摩擦帯電ガン24には、定量供給装置32から粉体塗料が定量供給される。
【0063】
4丁の摩擦帯電ガン24のガン先は、内底22の方向にむけられ、内底22上に投入された粉体塗料の流動層に、帯電した粉体塗料を混合させている。帯電した粉体塗料と混合した内底22上の粉体塗料は、内底22から流入する流動エアーによって、塗装容器21内を流動しながら滞留する。
【0064】
塗装容器21の左右の壁面には、図5に示すように、開閉式の入口扉21cと出口扉21dが設置されている。
【0065】
3列のハンガー25に吊るされたハンドル20bは、コンベアー29によってタクト運転で搬送され、塗装容器21にハンドル20bが近づくと、入口扉21cが開き、塗装容器21内の定位置にハンドル20bが収容される。
【0066】
ハンドル20bが塗装容器21内の定位置に停止すると、4丁の摩擦帯電ガン24から帯電した粉体塗料を、ハンドル20bに直接当たらないように吐出する。吐出量は、例えば、40g/min×4ガン=160g/minである。
【0067】
このとき、この第2の実施例では、塗装容器21内に、塗料タンク28から連続的に粉体塗料を内底22上に投入して、内底22上に粉体塗料の流動層を形成している。
【0068】
この内底22上の粉体塗料の流動層に、4丁の摩擦帯電ガン24から帯電した粉体塗料を吹き入れると、流動層の粉体塗料と、摩擦帯電ガン24から吐出された帯電した粉体塗料がミキシングされ、被塗装物20であるハンドル20bに、粉体塗料が急激、且つ均一に付着する。
【0069】
この粉体塗料の被塗装物20への付着は、コロナガンのような電場によるものではなく、摩擦帯電による電荷を持つ粉体塗料によるものであるから、均一な塗装が可能である。この場合、摩擦帯電ガン24から吐出された電荷を持った粉体塗料と共に、流動層に投入されていた粉体塗料も被塗装物20に付着する。
【0070】
流動層に投入されていた電荷を持たない粉体塗料も、帯電した粉体塗料と共に、被塗装物20に付着するということを確認する為に、流動層に白色の粉体塗料を投入しておき、この白色の流動層に向けて、黒色の粉体塗料を摩擦帯電ガン24から吐出したところ、被塗装物に付着した粉体塗料の約30%が白色の粉体塗料であるということを確認することができた。
【0071】
このように、電荷を持たない粉体塗料も被塗装物に付着する理由としては、摩擦帯電した黒色の粉体塗料と、流動する粉体塗料とが接触することによる、摩擦又は電荷の移動によるものと考えられる。
【0072】
また、エアーの吹き付けによる塗装の場合は、粉体塗料への電荷量が多くなければ、付着した粉体塗料がエアーによって吹き飛ばされるが、この発明のように、吹き付けエアーが直接当たらないようにして、浮遊する粉体塗料を被塗装物に付着させると、吹き付けエアーによる吹き飛ばしがないので、微量の電荷を持った粉体塗料でも粉体塗料に付着するものと推察される。
【0073】
因みに、上記の実験で、摩擦帯電ガン24から帯電した黒色の粉体塗料の吐出を停止すると、当然のことであるが、白色の流動槽内の粉体塗料のみでは、被塗装物20に粉体塗料は付着しなかった。
【0074】
さらに、黒色の粉体塗料を吐出する摩擦帯電ガン24のガン先を、白色の粉体塗料が流動する流動槽内に浸漬した状態で吐出を行うと、被塗装物に付着した粉体塗料の約50〜60%が白色の粉体塗料であるという結果も得られた。
【0075】
このことから、摩擦帯電ガン24のガン先を、粉体塗料が流動する流動槽内に浸漬した状態で吐出を行うようにしてもよいということが確認できた。
【0076】
上記のようにして塗装が完了すると、塗装容器21の入口扉21cと反対側の出口扉21dを開いて、被塗装物20を取り出し、乾燥炉に搬送されて製品となる。
【0077】
また、塗装容器21からオーバーフローする粉体塗料は、塗装容器21の出口扉21dの付近に設置した吸引口(図示せず)から集塵機に吸引され、再使用される。
【0078】
塗装容器21内の粉体塗料が減少すると、塗装容器21に設置したレベラー30により、別置きの新粉タンク28からインジェクター31によって粉体塗料が補充される。
【0079】
この第2の実施例では、塗装容器21の材質に半導体樹脂を採用したが、導電、絶縁性の材質を採用してもよい。
【0080】
また、回収粉を再使用する場合、特に、ゴミ不良の厳しい製品の場合には、振動篩機などを採用して、回収粉を精選することが好ましい。
【0081】
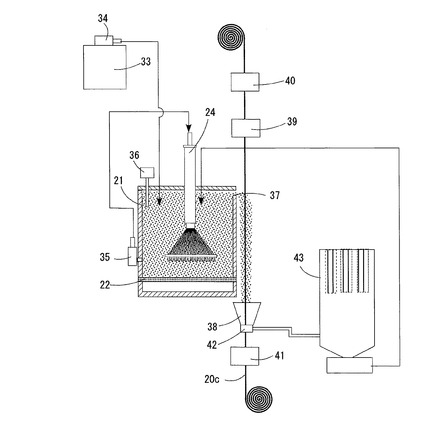
次に、図6及び図7は、被塗装物20がワイヤーロープ20cである、この発明の第3の実施例を示している。
【0082】
被塗装物20であるワイヤーロープ20cは、下から上に向かって繰り出され、繰り出し途中で、塗装容器21からオーバーフローする粉体塗料によって塗装が行われる。
【0083】
繰り出されるワイヤーロープ20cは、塗装容器21の側面に沿って、7本が等間隔で設置されている。
【0084】
塗装容器21は、下部に多孔質材からなる内底22が設置されている。
【0085】
塗装容器21には、新粉タンク33から粉体塗料がインジェクターによって供給され、内底22の上部に粉体塗料の流動層を形成している。
【0086】
この内底22の上部の流動層の粉体塗料は、塗装容器21の下部に設置したインジェクター35によって引き出されて、摩擦帯電ガン24に供給されるようになっている。
【0087】
摩擦帯電ガン24は、ガン先ノズルが多数に分岐されており、このガン先ノズルから内底22の上部の流動層内に、摩擦帯電した粉体塗料を吐出している。
【0088】
塗装容器21内の粉体塗料量は、レベラー36によって流動層の高さが制御され、塗装容器21の側面の上部に設けた整流口37から塗装容器21内の粉体塗料をオーバーフローさせている。
【0089】
オーバーフローした粉体塗料は、塗装容器21の側面の下方に設置したホッパー38に自然落下する。
【0090】
ワイヤーロープ20cは、自然落下する粉体塗料の塗料流を下から上に向かって通過するように設置され、塗料流を通過する際に、ワイヤーロープ20cの外面に、粉体塗料が付着する。
【0091】
オーバーフローする粉体塗料は、塗装容器21内で、摩擦帯電した粉体塗料とミキシングされているので、ワイヤーロープ20cの外面に粉体塗料が良好に付着する。
【0092】
流下途中で粉体塗料がワイヤーロープ20cの外面に良好に付着するのは、一度摩擦にて電荷を持った粉体塗料粒子はすぐに電荷を失わないためであると推察される。
【0093】
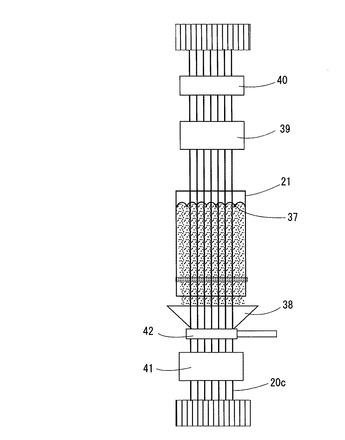
塗料流を通過したワイヤーロープ20cは、上方の高周波焼付け炉39を通過し、高周波焼付け炉39によって付着した粉体塗料の硬化を数秒間で行い、その後、冷却装置40の冷却水により、冷却され、塗装されたワイヤーロープ20cが完成する。
【0094】
ワイヤーロープ20cを繰り出す下部位置には、洗浄装置41が設置され、ワイヤーロープ20cの外面を塗装前に洗浄するようにしている。
【0095】
ワイヤーロープ20cに付着しなかったオーバースプレー粉は、ホッパー38に集められ、ホッパー38の下方に設置した振動篩機42を通じて回収される。
【0096】
この回収粉は、集塵装置43に送られる。集塵装置43で回収した粉体塗料は、塗装容器21に戻されて再使用される。
【0097】
次に、図8は、被塗装物20が平板20dである、この発明の第4の実施例を示している。
【0098】
被塗装物20である平板20dは、図8の左側から右側に向かって水平に繰り出され、繰り出し途中で、塗装容器21からオーバーフローする粉体塗料を平板20d上に落下させて塗装が行われる。
【0099】
装置全体の構成は、第3の実施例とほぼ同じで、第3の実施例は、被塗装物20であるワイヤーロープ20cを、オーバーフローする粉体塗料の塗料流を通過させることにより、粉体塗料をワイヤーロープ20cの外面に付着させているのに対し、第4の実施例は、オーバーフローする粉体塗料を、被塗装物20である平板20d上に落下させて平板20dに粉体塗料を付着させている点において相違する。
【0100】
塗装容器21は、下部に多孔質材からなる内底22が設置されている。
【0101】
塗装容器21には、新粉タンク33から粉体塗料がインジェクター34によって供給され、内底22の上部に粉体塗料の流動層を形成している。
【0102】
この内底22の上部の流動層の粉体塗料は、塗装容器21の下部に設置したインジェクター35によって引き出されて、摩擦帯電ガン24に供給されるようになっている。
【0103】
摩擦帯電ガン24は、ガン先ノズルが多数に分岐されており、このガン先ノズルから内底22の上部の流動層内に、摩擦帯電した粉体塗料を吐出している。
【0104】
塗装容器21内の粉体塗料量は、レベラー36によって流動層の高さが制御され、塗装容器21の側面の上部に設けた整流口37から塗装容器21内の粉体塗料をオーバーフローさせている。
【0105】
オーバーフローした粉体塗料は、水平に移動する平板20d上に自然落下する。
【0106】
平板20d上に自然落下した粉体塗料は、塗装容器21内で、摩擦帯電した粉体塗料とミキシングされているので、平板20dの表面に粉体塗料が良好に付着する。
【0107】
粉体塗料が平板20dの表面に良好に付着するのは、一度摩擦にて電荷を持った粉体塗料粒子はすぐに電荷を失わないためであると推察される。
【0108】
表面に粉体塗料が付着した平板20dは、平板20dの下流側に設けた高周波焼付け炉39を通過し、高周波焼付け炉39によって付着した粉体塗料の硬化を数秒間で行い、その後、冷却装置40の冷却水により、冷却され、塗装された平板20dが完成する。
【0109】
粉体塗料が落下する平板20dの上方部分には、平板20dに付着しなかった粉体塗料を回収するためのフード44が設置されている。
【0110】
フード44から回収された回収粉は、集塵装置43に送られる。集塵装置43で回収した粉体塗料は、塗装容器21に戻されて再使用される。
【符号の説明】
【0111】
20 被塗装物
20a ネットフェンス
20b ハンドル
20c ワイヤーロープ
21 塗装容器
21a 容器本体
21b 上蓋
21c 入口扉
21d 出口扉
22 内底
23 流動エアー
24 摩擦帯電ガン
25 ハンガー
26 コンベアー
27 インジェクター
28 新粉タンク
29 コンベアー
30 レベラー
31 インジェクター
32 定量供給装置
33 インジェクター
34 コンベアー
35 インジェクター
36 レベラー
37 整流口
38 ホッパー
39 高周波焼付け炉
40 冷却装置
41 洗浄装置
42 振動篩機
43 集塵装置
【技術分野】
【0001】
この発明は、被塗装物に粉体塗料を吹き付けることなく高効率で付着させることができる粉体塗装方法に関するものである。
【背景技術】
【0002】
粉体塗装は、有機溶剤を含まず、被塗装物に付着しなかったオーバースプレー粉を回収して再使用することができるので、環境にやさしい塗装として、近年多くの製品に採用されている。
【0003】
当初はガードレール、フェンスなどの道路資材から始まり、冷蔵庫、エアコンの室外機等、家庭内で使用する製品にも多く採用されている。最近は、学校の椅子や机の塗装、ナンバープレートの塗装にも用いられている。
【0004】
一般に粉体塗装は、コロナガンや摩擦帯電ガンを使用し、粉体塗料を被塗装物に吹き付けることによって行っている。
【0005】
コロナガンによる粉体塗装は、ガン先のコロナ電極と被塗装物との間に電場を作り、そのコロナ放電により、ガンから吐出された粉体塗料を被塗装物に付着させるという塗装方法である。
【0006】
また、摩擦帯電ガンによる塗装方法は、ガン内に、例えば、非導電性樹脂チューブを収容し、この非導電性樹脂チューブ内に粉体塗料を供給し、非導電性樹脂チューブ内を粉体塗料が通過する際の非導電性樹脂と粉体塗料との摩擦によって粉体塗料に電荷を与え、電荷を帯びた粉体塗料を静電気力で被塗装物に付着させるという塗装方法である。
【0007】
当然、上記の2つの方式とも、図9に示すように、塗装ガン1から被塗装物2に向けて、例えばコンプレッサーのエアーなどの強制エアーと共に粉体塗料3を吐出するため、被塗装物2に付着しないオーバースプレー粉が発生する。このため、塗装作業は、塗装ブース4内で行われ、被塗装物2に付着しないオーバースプレー粉を塗装ブース4に設けた吸引口5から吸引回収している。吸引回収したオーバースプレー粉は、精選装置などを通過させて精選した後、再使用される。
【0008】
しかしながら、塗装ガンによる塗装方法は、膜厚のコントロールが行いやすい反面、例えば、凹部がある被塗装物の凹部内を塗装するような場合には、塗装ガンの吹き付けエアーによって、凹部内に付着しようとしている粉体塗料が吹き飛ばされ、塗装不良を起こし易い。
同様に、線材によって形成されたフェンスのような被塗装物を、塗装ガンの吹き付けにより塗装する場合にも、線材と線材とがクロスする溶接部分に、吹きつけエアーによるスケが発生したり、焼き付け後にピンホールが発生したりし易いという問題がある。
【0009】
一方、塗装ガンの吹き付けによらない粉体塗装方法として、静電流動浸漬による塗装方法がある。
【0010】
静電流動浸漬による塗装方法は、図10に示すように、粉体塗料を収容した粉体塗料槽6に、高圧発生器7によって高電圧が与えられるコロナ電極8を設置し、コロナ電極8によって発生させた電場により、粉体塗料槽6を通過する被塗装物2に、粉体塗料を付着させるという方法である。
【0011】
この粉体塗料槽6は、底部が多孔質の樹脂やキャンパス布等の多孔質材9によって仕切られており、多孔質材9の下部に流動エアー10を供給して、内部の粉体塗料をあたかも液体のように流動させている。
【0012】
そして、コロナ電極8は、多孔質材9の上面に設置したり、あるいは、電極の汚れを防ぐために、多孔質材9の内部や下面に設置したりして、コロナ電極8と被塗装物2との間で電場を形成している。
【0013】
この場合、粉体塗料槽6内は、粉体塗料があたかも液体のように流動している流動層11の部分と、流動層11の上方に霧化(クラウド)した状態の霧化層12の部分とが形成される。そして、粉体塗料が液体のように流動している流動層11の部分に被塗装物2を浸漬させても、粉体塗料は被塗装物2に付着しないが、多孔質材料9の付近のコロナ電極8からの電場によって霧化層12の部分の霧化(クラウド)した粉体塗料は被塗装物2に付着する。
【0014】
このような塗装方法の例は、非特許文献1にも開示されている。非特許文献1では、流動化した粉体塗料内に、例えば被塗装物の2/3ほどを浸漬させ、霧化層(クラウド)内で1/3を塗装させ、被塗装物を徐々に上げることにより、残りの箇所を霧化層(クラウド)内を通過させることによって十分に塗装させている。
【0015】
このように、流動層11の部分に被塗装物2を浸漬させても、粉体塗料2は被塗装物2に付着しないのは、流動層11は液体のように流動する密な粉体塗料の層であるため、流動層11内の空気が希薄で電場ができないためであると考えられている。
【0016】
コロナ電極8を粉体塗料槽6内に設置する静電流動浸漬による塗装方法においては、流動層11の上部の霧化層12のみでの塗装になるため、被塗装物2の大きさが限定される。その第1の理由は、霧化層12の部分はその高さが低く、一般には、100mm程度の被塗装物2までしか塗装ができないとされている。第2の理由は、コロナ電極8と被塗装物2との距離が離れると、電場が形成されなくなるため、一般に被塗装物2とコロナ電極8との距離は200mm程度が最大の距離とされている。
【0017】
したがって、コロナ電極8を粉体塗料槽6に設置した静電流動浸漬による塗装方法においては、被塗装物2は、図10に示すように、マイクロモーターなどの小さいものに限定される。このため、一般には、粉体塗料が液体のように流動している流動層11内には被塗装物2を浸漬することなく、被塗装物2を、流動層11の上に形成される霧化層12を通過させることにより、霧化層12の粉体塗料を被塗装物2に付着させる塗装を行っているというのが現状である。
しかしながら、この方法によって塗装を行っても、マイクロモーターの巻線箇所の奥まった箇所への塗装の均一性には、問題があった。
【0018】
また、コロナ電極8を粉体塗料槽6に設置した静電流動浸漬による塗装方法においては、粉体塗料槽6の材質が、絶縁性のものに限られる。即ち、粉体塗料槽6の材質が、導電性、例えば金属であると、コロナ電極8から放電された、電子は全て近くの粉体塗料槽6の金属材料に放電されてしまい、被塗装物2との間で電場を形成することができず、粉体塗料を被塗装物2に付着させることができなくなる。
【0019】
また、コロナ電極8を設置した多孔質材9から被塗装物2への距離が大きくなると、つまりコロナ電極8から離れると、粉体塗料が浮遊していても、被塗装物2との間での電界が弱くなり、粉体塗料が付着し難くなる。
【0020】
さらに、別な塗装方法として静電気を使用しない流動浸漬方式もあり、自転車の籠、ネットフェンスなどの塗装に多く採用されている。
【0021】
この方法は、図11に示すように、被塗装物2を搬送するライン13に沿って、予熱炉14、粉体塗料を流動状態で収容する流動槽15、焼き付け乾燥炉16を順番に設置し、予熱炉14内で被塗装物2を物温で270℃程度に予熱した後、昇降可能な流動槽15の上方に被塗装物2を移動させ、次いで、流動槽15を上昇させて流動槽15内に被塗装物2を浸漬させることにより、被塗装物2の表面に粉体塗料を熔融付着させるという方法である。この後、流動槽15を下降させて被塗装物2を取り出し、焼き付け乾燥炉16に供給して、再加熱を約200℃の温度で行って、被塗装物2の表面に付着した塗料の塗膜肌を平滑にし、その後、ライン13から脱荷を行う。
【0022】
この予熱浸漬による方法では、膜厚が400μm以上と非常に厚膜の塗装になる。また、使用できる粉体塗料が、塩化ビニル、ポリエチレンなどの熱可塑性樹脂に限られ、エポキシ、ポリエステル系の粉体塗料は一般的に使用することができない。また、予熱後の浸漬により、粉体塗料が垂れた状態になり易いという問題もある。
【先行技術文献】
【非特許文献】
【0023】
【非特許文献1】コーテック株式会社発行、「静電粉体塗装」 J・F・Hughes著、60〜65頁
【発明の開示】
【発明が解決しようとする課題】
【0024】
上記のように、粉体塗料を被塗装物に対して吹き付けて塗装を行う従来の静電塗装方法は、凹凸部のある被塗装物やネットフェンスのように細い線材から形成されたものでは、粉体塗料が当たりにくい箇所ができると、その部分が塗装不良になり易い。
【0025】
また、吹き付けた塗料の多くがオーバースプレー粉になるため、塗着効率が悪いという問題がある。
【0026】
また、粉体塗料を被塗装物に対して強制エアーによって吹き付ける塗装方法では、被塗装物に付着しようとしている粉体塗料が吹き飛ばされ、被塗装物にスケが発生したり、ピンホールが発生したりする。
【0027】
特に、ネットフェンス等のように細い円形線材で形成されている被塗装物の場合、粉体塗料が円形線材に付着し難く、また、円形線材のクロス部の熔接個所の奥に粉体塗料が入り込み難いので、塗装不良が起こり易い。
【0028】
一方、粉体塗料を収容した流動槽内にコロナ電極を設置した静電流動浸漬装置による塗装方法は、ガン塗装に比べて被塗装物周辺への粉体塗料の滞留時間は多いものの、粉体塗料が絶えずその箇所に留まることはできず、特に塗装の難しい凹凸部への入り込みに難がある。また、コロナ電極の電界が被塗装物の凹部に到達し難いし、凹部の周辺に粉体塗料を留めることも難しい。
【0029】
また、被塗装物を予熱して行う流動浸漬塗装方法は、粉体塗料の使用効率はよいものの、被塗装物の予熱が必要であると共に、厚膜になるという問題がある。さらに、使用できる粉体塗料が限定されるという問題もある。
【0030】
そこで、この発明は、粉体塗料を吐出して行う塗装方法では、吐出の陰になる部分ができる凹凸形状の被塗装物やネットフェンスのように細い線材から形成された被塗装物であっても、隅々まで十分な膜厚で塗装することができ、しかも粉体塗料の使用効率がよい粉体塗装方法を提供することを課題とする。
【課題を解決するための手段】
【0031】
前記の課題を解決するために、この発明は、多孔質材を介して流動エアーが流入する塗装容器内に、摩擦帯電により電荷を与えた粉体塗料を供給し、この摩擦帯電により電荷を与えた粉体塗料が供給された塗装容器内に、被塗装物を浸漬又は通過させることにより、被塗装物に粉体塗料を付着させるというものである。
【0032】
上記塗装容器内には、電荷を与えていない粉体塗料を混合させるようにしてもよい。
【0033】
上記摩擦帯電により電荷を与える方法としては、摩擦帯電ガンによる方法を採用することができる。この際、摩擦帯電ガンによる吐出エアーが直接被塗装物に当たらないようにする。
【0034】
上記塗装容器は、非導電性樹脂または金属、導電性樹脂などの導電材によって形成することができる。
【0035】
さらに、摩擦帯電により電荷を与えた粉体塗料を塗装容器内に供給し、この塗装容器から粉体塗料をオーバーフローさせ、このオーバーフローする粉体塗料の塗料流に、被塗装物を通過させることにより、被塗装物に粉体塗料を付着させるようにしてもよい。
【0036】
また、摩擦帯電により電荷を与えた粉体塗料を塗装容器内に供給し、この塗装容器から粉体塗料をオーバーフローさせ、このオーバーフローする粉体塗料の塗料流を、被塗装物上に流下させることにより、被塗装物に粉体塗料を付着させるようにすることもできる。
【発明の効果】
【0037】
この発明の粉体塗装方法は、以上のように、多孔質材を介して流動エアーが流入する塗装容器内に、摩擦帯電により電荷を与えた粉体塗料を供給し、この摩擦帯電により電荷を与えた粉体塗料が供給された塗装容器内に、被塗装物を浸漬又は通過させると、電荷を持った粉体塗料が被塗装物に磁石のように付着する。
【0038】
そして、電荷を持った粉体塗料は、塗装容器内で流動しながら、被塗装物に接触して付着する。
【0039】
したがって、この発明によると、従来の塗装ガンによる塗装のように、吐出エアーが直接、被塗装物に当たらないようにすることができるので、付着した粉体塗料を吹き飛ばすことなく、間接的にやさしく被塗装物に粉体塗料を付着させることができる。
【0040】
よって、この発明によれば、凹凸形状の被塗装物やネットフェンスのように細い線材から形成された被塗装物であっても、隅々まで十分な膜厚で粉体塗料が吸着し、吹き付け塗装では付着しないような微粉の粉体塗料も無駄なく被塗装物に付着させることができるので、粉体塗料の使用効率が非常によい。
【図面の簡単な説明】
【0041】
【図1】この発明の第1の実施例を示す概略縦断正面図である。
【図2】この発明の第1の実施例の概略平面図である。
【図3】この発明の第1の実施例を示す概略縦断平面図である。
【図4】この発明の第2の実施例を示す概略縦断正面図である。
【図5】この発明の第2の実施例を示す概略縦断平面図である。
【図6】この発明の第3の実施例を示す概略正面図である。
【図7】この発明の第3の実施例を示す概略側面図である。
【図8】この発明の第4の実施例を示す概略正面図である。
【図9】従来の静電塗装装置の概略図である。
【図10】従来の静電流動浸漬装置の概略図である。
【図11】従来の予熱浸漬装置の概略図である。
【発明を実施するための形態】
【0042】
以下、この発明の実施の形態を添付図面に基づいて説明する。
図1〜図3は、ネットフェンスのような細い線材を繋ぎ合せた被塗装物20を塗装するための、この発明の第1の実施例である。
【0043】
第1の実施例の被塗装物20であるネットフェンス20aは、1550W×2500Lの大きさのものを水平に3枚吊った状態で塗装を行う。
【0044】
塗装を行う塗装容器21は、上面が開口する容器本体21aと、上蓋21bとからなる。容器本体21aの下部には、ポリエチレン等の樹脂製の多孔質材からなる内底22が設置されている。内底22と容器本体21aの底部との間の空間には、高圧ブロアーの流動エアー23を供給している。
【0045】
粉体塗料は、摩擦帯電ガン24によって帯電させられて容器本体21a内に供給される。摩擦帯電ガン24は、図3に示すように、8ガンを容器本体21aの4つの壁面に沿うように設置している。摩擦帯電ガン24は、ガン先ノズルが多数に分岐されており、吐出方向を多孔質材からなる内底22に向けている。
【0046】
これにより、ガン先ノズルからの吐出エアーが、直接、被塗装物20であるネットフェンス20aに当たらないようにしている。
【0047】
これは、吐出エアーを被塗装物20であるネットフェンス20aに直接当てると、ネットフェンスの円形線材部に付着した粉体塗料が吹き飛ばされ、特に、線材のクロス部へ付き回りが悪くなるからである。
【0048】
被塗装物20であるネットフェンス20aは、ハンガー25に吊るされ、コンベアー26のタクト運転により、上面が開口する容器本体21aの上部に搬送される。
【0049】
この後、上面が開口する容器本体21aを上蓋21bに接する位置まで上昇させて、容器本体21a内に被塗装物20であるネットフェンス20aを収容する。
【0050】
被塗装物20であるネットフェンス20aを収容した状態で、摩擦帯電ガン24から帯電した粉体塗料を、多孔質材からなる内底22に向けて吐出すると、粉体塗料は、多孔質材からなる内底22に衝突する。内底22に衝突した粉体塗料は、内底22から流入する流動エアーによってゆっくりと塗装容器21内を漂いながら上昇する。
【0051】
そして、粉体塗料は、摩擦帯電によって電荷を持っているため、被塗装物20であるネットフェンス20aに磁石のように付着する。
【0052】
特に、フェンス線材のクロス部の溶接箇所の奥まで粉体塗料が入り込み、焼付け後においても、素材面からのピンホール(空気穴)は見られない。
【0053】
塗装が完了した後に、容器本体21aを下降させて、元の位置に戻す。
【0054】
容器本体21aを下降させて取り出した塗装完了品は、コンベアー26によって、焼付け乾燥炉に搬送されて、焼き付け処理され完成品となる。
【0055】
ところで、下降し元の位置に戻った容器本体21aの内底22上には、粉体塗料が残る。内底22は、中央に向かって傾斜しており、この傾斜によって粉体塗料が内底22の中央に集められる。中央に集められた粉体塗料は、インジェクター27により塗料タンクに搬送され、再利用される。
【0056】
この第1の実施例の塗装容器21の材質としては、ステンレスを使用したが、例えば絶縁性や半導体性樹脂を使用してもよい。また、この実施例では、内底22のみに多孔質材を使用したが、他の側面などの全体又はその一部の材料として多孔質材を使用してもよい。
【0057】
上記上蓋21bは、図2に示すように、前後左右に4枚の板材により、前後左右に開閉するように構成されている。
【0058】
次に、図4及び図5は、被塗装物20がバルブの円形状のハンドル20bである、この発明の第2の実施例を示している。
【0059】
このハンドル20bの塗装は、図5に示すように、3列のハンガー25に、一列当たり16個のハンドル20bを吊るして行われる。
【0060】
粉体塗料は、エポキシ系ポリエステルで、赤色を中心に5色用意されている。
【0061】
塗装容器21は、第1の実施例と同様に、下部に多孔質材からなる内底22を設置している。この第2の実施例では、多孔質材として、3重に織ったキャンパスを採用しているが、樹脂系のものを採用してもよい。
【0062】
塗装容器21には、塗料タンク28から内底22に粉体塗料が投入され、さらに、4丁の摩擦帯電ガン24から帯電した粉体塗料が供給される。4丁の摩擦帯電ガン24には、定量供給装置32から粉体塗料が定量供給される。
【0063】
4丁の摩擦帯電ガン24のガン先は、内底22の方向にむけられ、内底22上に投入された粉体塗料の流動層に、帯電した粉体塗料を混合させている。帯電した粉体塗料と混合した内底22上の粉体塗料は、内底22から流入する流動エアーによって、塗装容器21内を流動しながら滞留する。
【0064】
塗装容器21の左右の壁面には、図5に示すように、開閉式の入口扉21cと出口扉21dが設置されている。
【0065】
3列のハンガー25に吊るされたハンドル20bは、コンベアー29によってタクト運転で搬送され、塗装容器21にハンドル20bが近づくと、入口扉21cが開き、塗装容器21内の定位置にハンドル20bが収容される。
【0066】
ハンドル20bが塗装容器21内の定位置に停止すると、4丁の摩擦帯電ガン24から帯電した粉体塗料を、ハンドル20bに直接当たらないように吐出する。吐出量は、例えば、40g/min×4ガン=160g/minである。
【0067】
このとき、この第2の実施例では、塗装容器21内に、塗料タンク28から連続的に粉体塗料を内底22上に投入して、内底22上に粉体塗料の流動層を形成している。
【0068】
この内底22上の粉体塗料の流動層に、4丁の摩擦帯電ガン24から帯電した粉体塗料を吹き入れると、流動層の粉体塗料と、摩擦帯電ガン24から吐出された帯電した粉体塗料がミキシングされ、被塗装物20であるハンドル20bに、粉体塗料が急激、且つ均一に付着する。
【0069】
この粉体塗料の被塗装物20への付着は、コロナガンのような電場によるものではなく、摩擦帯電による電荷を持つ粉体塗料によるものであるから、均一な塗装が可能である。この場合、摩擦帯電ガン24から吐出された電荷を持った粉体塗料と共に、流動層に投入されていた粉体塗料も被塗装物20に付着する。
【0070】
流動層に投入されていた電荷を持たない粉体塗料も、帯電した粉体塗料と共に、被塗装物20に付着するということを確認する為に、流動層に白色の粉体塗料を投入しておき、この白色の流動層に向けて、黒色の粉体塗料を摩擦帯電ガン24から吐出したところ、被塗装物に付着した粉体塗料の約30%が白色の粉体塗料であるということを確認することができた。
【0071】
このように、電荷を持たない粉体塗料も被塗装物に付着する理由としては、摩擦帯電した黒色の粉体塗料と、流動する粉体塗料とが接触することによる、摩擦又は電荷の移動によるものと考えられる。
【0072】
また、エアーの吹き付けによる塗装の場合は、粉体塗料への電荷量が多くなければ、付着した粉体塗料がエアーによって吹き飛ばされるが、この発明のように、吹き付けエアーが直接当たらないようにして、浮遊する粉体塗料を被塗装物に付着させると、吹き付けエアーによる吹き飛ばしがないので、微量の電荷を持った粉体塗料でも粉体塗料に付着するものと推察される。
【0073】
因みに、上記の実験で、摩擦帯電ガン24から帯電した黒色の粉体塗料の吐出を停止すると、当然のことであるが、白色の流動槽内の粉体塗料のみでは、被塗装物20に粉体塗料は付着しなかった。
【0074】
さらに、黒色の粉体塗料を吐出する摩擦帯電ガン24のガン先を、白色の粉体塗料が流動する流動槽内に浸漬した状態で吐出を行うと、被塗装物に付着した粉体塗料の約50〜60%が白色の粉体塗料であるという結果も得られた。
【0075】
このことから、摩擦帯電ガン24のガン先を、粉体塗料が流動する流動槽内に浸漬した状態で吐出を行うようにしてもよいということが確認できた。
【0076】
上記のようにして塗装が完了すると、塗装容器21の入口扉21cと反対側の出口扉21dを開いて、被塗装物20を取り出し、乾燥炉に搬送されて製品となる。
【0077】
また、塗装容器21からオーバーフローする粉体塗料は、塗装容器21の出口扉21dの付近に設置した吸引口(図示せず)から集塵機に吸引され、再使用される。
【0078】
塗装容器21内の粉体塗料が減少すると、塗装容器21に設置したレベラー30により、別置きの新粉タンク28からインジェクター31によって粉体塗料が補充される。
【0079】
この第2の実施例では、塗装容器21の材質に半導体樹脂を採用したが、導電、絶縁性の材質を採用してもよい。
【0080】
また、回収粉を再使用する場合、特に、ゴミ不良の厳しい製品の場合には、振動篩機などを採用して、回収粉を精選することが好ましい。
【0081】
次に、図6及び図7は、被塗装物20がワイヤーロープ20cである、この発明の第3の実施例を示している。
【0082】
被塗装物20であるワイヤーロープ20cは、下から上に向かって繰り出され、繰り出し途中で、塗装容器21からオーバーフローする粉体塗料によって塗装が行われる。
【0083】
繰り出されるワイヤーロープ20cは、塗装容器21の側面に沿って、7本が等間隔で設置されている。
【0084】
塗装容器21は、下部に多孔質材からなる内底22が設置されている。
【0085】
塗装容器21には、新粉タンク33から粉体塗料がインジェクターによって供給され、内底22の上部に粉体塗料の流動層を形成している。
【0086】
この内底22の上部の流動層の粉体塗料は、塗装容器21の下部に設置したインジェクター35によって引き出されて、摩擦帯電ガン24に供給されるようになっている。
【0087】
摩擦帯電ガン24は、ガン先ノズルが多数に分岐されており、このガン先ノズルから内底22の上部の流動層内に、摩擦帯電した粉体塗料を吐出している。
【0088】
塗装容器21内の粉体塗料量は、レベラー36によって流動層の高さが制御され、塗装容器21の側面の上部に設けた整流口37から塗装容器21内の粉体塗料をオーバーフローさせている。
【0089】
オーバーフローした粉体塗料は、塗装容器21の側面の下方に設置したホッパー38に自然落下する。
【0090】
ワイヤーロープ20cは、自然落下する粉体塗料の塗料流を下から上に向かって通過するように設置され、塗料流を通過する際に、ワイヤーロープ20cの外面に、粉体塗料が付着する。
【0091】
オーバーフローする粉体塗料は、塗装容器21内で、摩擦帯電した粉体塗料とミキシングされているので、ワイヤーロープ20cの外面に粉体塗料が良好に付着する。
【0092】
流下途中で粉体塗料がワイヤーロープ20cの外面に良好に付着するのは、一度摩擦にて電荷を持った粉体塗料粒子はすぐに電荷を失わないためであると推察される。
【0093】
塗料流を通過したワイヤーロープ20cは、上方の高周波焼付け炉39を通過し、高周波焼付け炉39によって付着した粉体塗料の硬化を数秒間で行い、その後、冷却装置40の冷却水により、冷却され、塗装されたワイヤーロープ20cが完成する。
【0094】
ワイヤーロープ20cを繰り出す下部位置には、洗浄装置41が設置され、ワイヤーロープ20cの外面を塗装前に洗浄するようにしている。
【0095】
ワイヤーロープ20cに付着しなかったオーバースプレー粉は、ホッパー38に集められ、ホッパー38の下方に設置した振動篩機42を通じて回収される。
【0096】
この回収粉は、集塵装置43に送られる。集塵装置43で回収した粉体塗料は、塗装容器21に戻されて再使用される。
【0097】
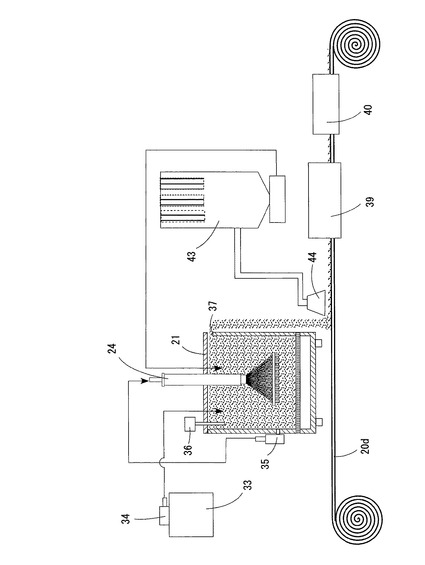
次に、図8は、被塗装物20が平板20dである、この発明の第4の実施例を示している。
【0098】
被塗装物20である平板20dは、図8の左側から右側に向かって水平に繰り出され、繰り出し途中で、塗装容器21からオーバーフローする粉体塗料を平板20d上に落下させて塗装が行われる。
【0099】
装置全体の構成は、第3の実施例とほぼ同じで、第3の実施例は、被塗装物20であるワイヤーロープ20cを、オーバーフローする粉体塗料の塗料流を通過させることにより、粉体塗料をワイヤーロープ20cの外面に付着させているのに対し、第4の実施例は、オーバーフローする粉体塗料を、被塗装物20である平板20d上に落下させて平板20dに粉体塗料を付着させている点において相違する。
【0100】
塗装容器21は、下部に多孔質材からなる内底22が設置されている。
【0101】
塗装容器21には、新粉タンク33から粉体塗料がインジェクター34によって供給され、内底22の上部に粉体塗料の流動層を形成している。
【0102】
この内底22の上部の流動層の粉体塗料は、塗装容器21の下部に設置したインジェクター35によって引き出されて、摩擦帯電ガン24に供給されるようになっている。
【0103】
摩擦帯電ガン24は、ガン先ノズルが多数に分岐されており、このガン先ノズルから内底22の上部の流動層内に、摩擦帯電した粉体塗料を吐出している。
【0104】
塗装容器21内の粉体塗料量は、レベラー36によって流動層の高さが制御され、塗装容器21の側面の上部に設けた整流口37から塗装容器21内の粉体塗料をオーバーフローさせている。
【0105】
オーバーフローした粉体塗料は、水平に移動する平板20d上に自然落下する。
【0106】
平板20d上に自然落下した粉体塗料は、塗装容器21内で、摩擦帯電した粉体塗料とミキシングされているので、平板20dの表面に粉体塗料が良好に付着する。
【0107】
粉体塗料が平板20dの表面に良好に付着するのは、一度摩擦にて電荷を持った粉体塗料粒子はすぐに電荷を失わないためであると推察される。
【0108】
表面に粉体塗料が付着した平板20dは、平板20dの下流側に設けた高周波焼付け炉39を通過し、高周波焼付け炉39によって付着した粉体塗料の硬化を数秒間で行い、その後、冷却装置40の冷却水により、冷却され、塗装された平板20dが完成する。
【0109】
粉体塗料が落下する平板20dの上方部分には、平板20dに付着しなかった粉体塗料を回収するためのフード44が設置されている。
【0110】
フード44から回収された回収粉は、集塵装置43に送られる。集塵装置43で回収した粉体塗料は、塗装容器21に戻されて再使用される。
【符号の説明】
【0111】
20 被塗装物
20a ネットフェンス
20b ハンドル
20c ワイヤーロープ
21 塗装容器
21a 容器本体
21b 上蓋
21c 入口扉
21d 出口扉
22 内底
23 流動エアー
24 摩擦帯電ガン
25 ハンガー
26 コンベアー
27 インジェクター
28 新粉タンク
29 コンベアー
30 レベラー
31 インジェクター
32 定量供給装置
33 インジェクター
34 コンベアー
35 インジェクター
36 レベラー
37 整流口
38 ホッパー
39 高周波焼付け炉
40 冷却装置
41 洗浄装置
42 振動篩機
43 集塵装置
【特許請求の範囲】
【請求項1】
多孔質材を介して流動エアーが流入する塗装容器内に、摩擦帯電により電荷を与えた粉体塗料を供給し、この摩擦帯電により電荷を与えた粉体塗料が供給された塗装容器内に、被塗装物を浸漬又は通過させることにより、被塗装物に粉体塗料を付着させることを特徴とする粉体塗装方法。
【請求項2】
上記塗装容器内に、電荷を与えていない粉体塗料を混合させている請求項1記載の粉体塗装方法。
【請求項3】
多孔質材を介して流動エアーが流入する塗装容器内に、摩擦帯電ガンによって摩擦帯電させた粉体塗料を、被塗装物に直接吐出エアーが当たらないように供給することを特徴とする請求項1又は2記載の粉体塗装方法。
【請求項4】
上記塗装容器が、非導電性樹脂または金属、導電性樹脂などの導電材によって形成されている請求項3に記載の粉体塗装方法。
【請求項5】
摩擦帯電により電荷を与えた粉体塗料を塗装容器内に供給し、この塗装容器から粉体塗料をオーバーフローさせ、このオーバーフローによって流出する粉体塗料の塗料流に、被塗装物を通過させて、被塗装物に粉体塗料を付着させることを特徴とする粉体塗装方法。
【請求項6】
摩擦帯電により電荷を与えた粉体塗料を塗装容器内に供給し、この塗装容器から粉体塗料をオーバーフローさせ、このオーバーフローによって流出する粉体塗料の塗料流を、被塗装物上に流下させて、被塗装物に粉体塗料を付着させることを特徴とする粉体塗装方法。
【請求項1】
多孔質材を介して流動エアーが流入する塗装容器内に、摩擦帯電により電荷を与えた粉体塗料を供給し、この摩擦帯電により電荷を与えた粉体塗料が供給された塗装容器内に、被塗装物を浸漬又は通過させることにより、被塗装物に粉体塗料を付着させることを特徴とする粉体塗装方法。
【請求項2】
上記塗装容器内に、電荷を与えていない粉体塗料を混合させている請求項1記載の粉体塗装方法。
【請求項3】
多孔質材を介して流動エアーが流入する塗装容器内に、摩擦帯電ガンによって摩擦帯電させた粉体塗料を、被塗装物に直接吐出エアーが当たらないように供給することを特徴とする請求項1又は2記載の粉体塗装方法。
【請求項4】
上記塗装容器が、非導電性樹脂または金属、導電性樹脂などの導電材によって形成されている請求項3に記載の粉体塗装方法。
【請求項5】
摩擦帯電により電荷を与えた粉体塗料を塗装容器内に供給し、この塗装容器から粉体塗料をオーバーフローさせ、このオーバーフローによって流出する粉体塗料の塗料流に、被塗装物を通過させて、被塗装物に粉体塗料を付着させることを特徴とする粉体塗装方法。
【請求項6】
摩擦帯電により電荷を与えた粉体塗料を塗装容器内に供給し、この塗装容器から粉体塗料をオーバーフローさせ、このオーバーフローによって流出する粉体塗料の塗料流を、被塗装物上に流下させて、被塗装物に粉体塗料を付着させることを特徴とする粉体塗装方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2012−11340(P2012−11340A)
【公開日】平成24年1月19日(2012.1.19)
【国際特許分類】
【出願番号】特願2010−151524(P2010−151524)
【出願日】平成22年7月2日(2010.7.2)
【出願人】(000117009)旭サナック株式会社 (194)
【Fターム(参考)】
【公開日】平成24年1月19日(2012.1.19)
【国際特許分類】
【出願日】平成22年7月2日(2010.7.2)
【出願人】(000117009)旭サナック株式会社 (194)
【Fターム(参考)】
[ Back to top ]