
粉末固形化粧体の充填装置及び充填方法
【課題】 粉末化粧料を均一な強度で固形化して、割れ等が生じにくく、高い商品価値を維持することができる粉末固形化粧体を提供する。
【解決手段】 底板11aと該底板11aの周縁11bから立設された周壁11bとを備えた略皿状の容器11に粉末化粧料Aを充填する充填機1と、前記充填機1によって充填された粉末化粧料Aを容器11の周壁11b側に移送する型押し機2と、前記型押し機3によって移送された粉末化粧料Aを押圧して、容器11内の粉末化粧料Aを略同厚に固形化するプレス機3と、を備える充填装置である。
【解決手段】 底板11aと該底板11aの周縁11bから立設された周壁11bとを備えた略皿状の容器11に粉末化粧料Aを充填する充填機1と、前記充填機1によって充填された粉末化粧料Aを容器11の周壁11b側に移送する型押し機2と、前記型押し機3によって移送された粉末化粧料Aを押圧して、容器11内の粉末化粧料Aを略同厚に固形化するプレス機3と、を備える充填装置である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、パウダーファンデーション、頬紅、アイシャドウ等、粉末化粧料を圧縮して固形化する粉末固形化粧体の充填に関する技術である。
【背景技術】
【0002】
従来より、パウダーファンデーション、頬紅、アイシャドウ等、粉末化粧料を圧縮して固形化した粉末固形化粧体が多く提供されている。このような粉末固形化粧体は、粉体化粧料を圧縮して固形化しているため、振動及び落下等の衝撃が生じると、固形化された化粧体が割れてしまうことがあった。従って、従来より、耐衝撃性が高い粉末固形化粧体が所望されており、例えば、以下のような方法で充填していた。
【0003】
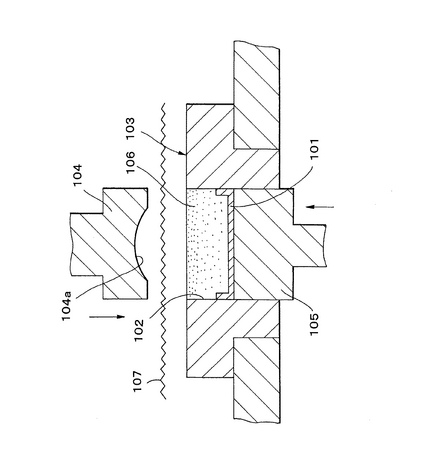
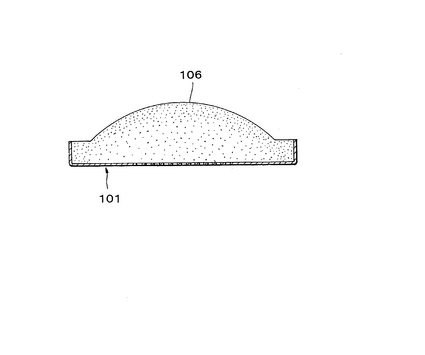
第一の充填方法は、中皿101を収容する凹所102を有する受型103と、受型103の凹所102内に進入可能な押型104とを有する充填装置を用いる(特許文献1参照)。前記受型103は凹所102の底部を形成するとともに凹所102内を上下動するコア型105を有する。前記押型104の押圧面に断面円弧状凹弧面104aが設けられている(図14参照)。そして、前記受型103の凹所102内に中皿101を収容した後、凹所102内に粉末化粧料106を入れる。前記押型104を布107を介して凹所102内に進入させてこの押型104とコア型105とで粉末化粧料106を加圧することで、ドーム形状に前記粉末化粧料106を固形化する(図15参照)。
【0004】
前記第一の充填方法によれば、前記断面円弧状の凹弧面104aで化粧料106を加圧するので、いわゆる加圧される粉体にブリッジ現象が生じ、粉末化粧料106の密度がドーム表層では「密」となり、ドーム深層では「粗」となる。また、周縁は平板状に圧縮され、ドーム部分より圧縮比が大きく、「密」の状態となる。従って、固形化された粉末化粧料106は、円形の枠でドーム部分が支えられて保護される状態となり、耐衝撃性を高めることが可能となる。
【0005】
また、第二の充填方法は、粉体を容器に充填後、該容器の底部全体が容器外側に向けて凸状に湾曲するように上記粉体を圧縮成型する粉体の圧縮成型装置を用いる。この圧縮成型装置は、上面が凹状に湾曲して形成され且つ該上面に上記容器の底部を載置する下杆と、上記容器に粉体を充填した後、上記容器の上方から該粉体を容器底部に向けて圧縮する上杆とを備える(特許文献2参照)。
【0006】
前記圧縮成型装置によれば、粉体の圧縮成型時に、下杆に容器を載置して粉体を容器に充填した後、該容器の上方から上杆にて容器内の粉体を押し圧して粉体を圧縮成型するが、粉体の圧縮成型と同時に、容器の底部が圧縮成型される粉体とともに押圧されて、下杆の形状に沿って凹状に湾曲して形成される。
【0007】
そして、かかる圧縮成型装置により充填された圧縮粉体容器は、その容器の底部が容器外側に向けて凸状に湾曲して構成され、かかる底部の凸状の湾曲により、容器を介して固形化された圧縮粉体に付与される振動及び落下等の衝撃を緩和することができる。
【0008】
しかし、前記第一の充填方法によって製造された粉末固形化粧体は、ドーム形状の表面部分の密状態で支えているため、使用していく課程で表面部分がこすり取られると、耐衝撃性が維持することが困難であった。従って、使用していく課程で割れ等を生じて、パフ等に均一に塗布できなくなり、商品価値が低下することがあった。また、前記粉末固形化粧体は、ドーム形状の表面を密状態にして耐衝撃性を維持するため高い密状態が求められ
るが、必要以上に密状態にすると、固くなりすぎテカリが生じてしまう場合もあった。
【0009】
また、前記第二の充填方法により充填された圧縮粉体容器は、容器の底部の湾曲変形によって容器の周壁部に変形力が内側に作用し、この周壁部に作用する変形力が固形化粧料を周壁部内側に保持する。そのため、周壁部及び底部周辺側の固形化粧料は衝撃等に強くなるが、その他の部分は衝撃に弱かった。従って、該圧縮粉体容器でも、使用する課程で割れ等を生じ、商品価値が低下することがあった
【特許文献1】特開平5−77801号公報
【特許文献2】実開平6−593号公報
【発明の開示】
【発明が解決しようとする課題】
【0010】
本発明は、このような問題に鑑みてなされたものであり、粉末化粧料を均一な強度で固形化して、割れ及びテカリ等が生じにくく、高い商品価値を維持することができる粉末固形化粧体を提供することを技術的課題とする。
【課題を解決するための手段】
【0011】
本発明は、前記技術的課題を解決するために以下のように構成されている。すなわち、本発明は、底板と該底板の周縁から立設された周壁とを備えた略皿状の容器に粉末化粧料を充填する充填機と、前記充填機によって充填された粉末化粧料を容器の周壁側に移送する型押し機と、前記型押し機によって移送された粉末化粧料を押圧して、容器内の粉末化粧料を略同厚に固形化するプレス機と、を備える粉末固形化粧体の充填装置である。
【0012】
前記粉末固形化粧体の充填装置は、前記型押し機によって容器に充填された粉末化粧料を容器の周壁側に移送するため、容器の中心と比較して容器の周壁側に多くの粉末化粧料を配置することができる。容器の周壁側に粉末化粧料を確実に配置した状態で押圧固形化するため、容器全体の粉末化粧料が均一な密状態となり、硬度のバラツキを防ぐことができ、割れ及びテカリを生じにくくすることができる。
【0013】
また、本発明に係る前記型押し機は、容器の底板に対して中心部が突設され、その断面形状が略V字形状であり、前記突設された部分を先端にして粉末化粧料に挿入することによって粉末化粧料を容器の中心部から周壁側に移送することを特徴とすることが望ましい。
【0014】
前記型押し機は、容器に対して中心部が突設されており、その断面形状が略V字形状であるため、容器に充填された粉末化粧料に挿入することによって、粉末化粧料を容器の周壁側に移送することができる。充填機によって充填された状態では、容器の中心部に集まってしまう粉末化粧料を確実に容器の周壁側に配置することができ、容器全体において均等な密度で固形化することができる。
尚、前記型押し機は、粉末化粧料を容器の周壁側に移動することができる構成であれば良く、前記構成に限られない。例えば、容器に対して中心部が突設された円錐形状であっても良い。
【0015】
さらに、本発明に係る粉末化粧体の充填装置は、前記型押し機の略V字形状の傾きが前記容器の底板に対して略15度から45度であることが望ましい。本発明に係る粉末固形化粧体の充填装置は、前記型押し機によって容器に充填された粉末化粧料を容器の周壁側に移送して、容器の周壁側に粉末化粧料を配置した状態でプレス機で押圧する。この中心部から側壁部に移送する粉末化粧料の量は、多すぎると中心部の硬度が低くなり、少なすぎると周壁部の硬度が低くなるため、適量でなければならない。また、この移送される量は、型押し機の略V字形状の傾き、深さ等によって定まるが、特に、前記傾きによる影響
が大きい。
【0016】
本出願人は係る観点より、種々実験検討をした結果、前記型押し機の略V字形状の傾きは、容器の底面に対して略15度から45度が好適であるという結果を得た。前記構成によれば、容器の周壁側と中心部にバランス良く粉末化粧料を配置することができ、固形化された粉末化粧料の硬度を略均一にして、割れ及びテカリを生じにくくすることが可能となる。
【0017】
加えて、本発明に係る粉末化粧体の充填装置は、前記型押し機の略V字形状の先端が円弧状であり、その形状がR3からR10であることが望ましい。前記型押し機の略V字の先端は、前記円弧状であっても良いし、鋭角状であっても良く、粉末化粧料及び容器の形状等によって種々選択することが望ましい。しかし、前記鋭角状であると、略V字の先端部と当接した粉末化粧料部分に型押し機の跡が残ってしまう場合がある。従って、型押し機の略V字の先端を円弧状(丸みを有する形状)とすることが望ましく、この円弧状の押し機によって粉末化粧料を曲線状に配置することができ、型押し機の跡が残るのを防ぐことができる。
【0018】
また、本発明に係る粉末固形化粧体の充填装置に係る型押し機は、容器の下面に配置され、容器の底面の中心部を上方に押圧し、容器に充填された粉末化粧料を容器の周壁側に移送することを特徴としてもよい。
【0019】
前記構成の型押し機によっても、容器に充填された粉末化粧料を容器の中心部から周壁側に移送した後、プレス機によって押圧して固形化するため、粉末固形化粧体の硬度を略均一にすることができる。
【0020】
また、本発明は、底板と該底板の周縁から立設された周壁とを備えた略皿状の容器に粉末化粧料を充填する工程と、前記容器の底板に対して中心部が突設された型押し機を粉末化粧料が充填された容器に上方から挿入し、充填された粉末化粧料を容器の中心部から周壁側に移送する工程と、前記容器の周壁側に移送された粉体化粧料を上方から押圧して、粉末化粧料を略同厚に固形化する工程と、を備える粉末固形化粧体の充填方法である。
【0021】
前記粉末固形化粧体の充填方法によれば、容器の周壁側に粉末化粧料を確実に配置した状態で粉末化粧料を押圧して固形化するため、固形化された粉末固形化粧体の硬度を全体に亘って略均一にすることができる。前記充填方法によって得られた粉末固形化粧体は、割れ等が生じにくく、高い商品価値を維持することが可能となる。
【発明の効果】
【0022】
以上説明したように、本発明によれば、容器に充填された粉末化粧料を容器の周壁側に移送して、容器の中心と比較して容器の周壁側に多くの粉末化粧料を配置した状態で、プレス機によって押圧し略同厚に固形化するため、容器全体に亘って略均一な硬度に固形化することができる。すなわち、粉末固形化粧体全体が均一な硬度であり、硬度のバラツキがなく、硬度が低い箇所(割れ等生じやすい箇所)がないため割れ等が生じにくくなるとともに、硬度が高い箇所(テカリが生じやすい箇所)がないためテカリを防き、高い商品価値を維持することができる。
【発明を実施するための最良の形態】
【0023】
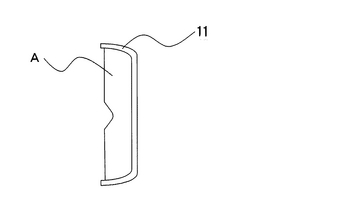
以下、本発明に係る粉末固形化粧体の充填について図面を参照して詳細に説明する。本実施の形態は、粉末固形化粧体としてのパウダーファンデーションの充填である。図1は、実施形態1に係る粉末固形化粧体の充填の各工程を示す説明概略図であり、図2は、実施形態3に係る粉末固形化粧体の充填の各工程を示す説明概略図である。また、図3は、
型押し機を使用しない粉末固形化粧体の充填の各工程を示す説明概略図である。図4は、実施形態1に用いる型押し機の拡大図であり、図5は、前記型押し機の斜視図である。図6は、実施形態2に用いる型押し機の斜視図である。図7、8は、実施形態2の型押し機によって処理された後の粉末固形化粧体の平面図と断面図である。
【0024】
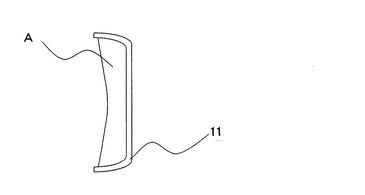
本実施の形態において粉体化粧料を充填する容器11は、底板11aの外周に周壁11bが立設されており、周壁11bの上部が開口部である。該容器11に粉末化粧料を充填する際は、容器11の周壁11bより高い周壁12bと、容器11の底板11aより若干大きい底板12aとを備えた金型12に挿入した状態で行う。
【0025】
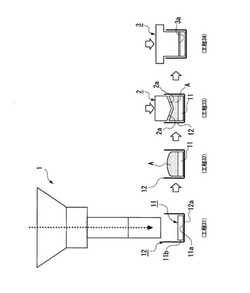
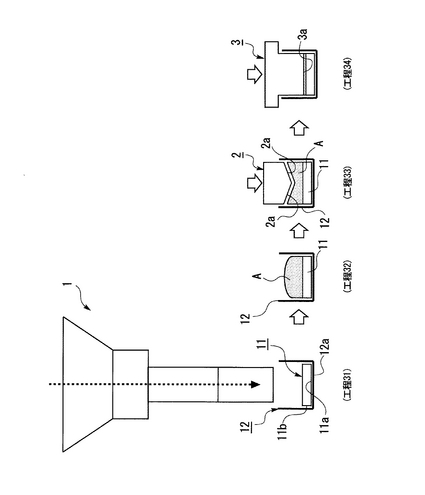
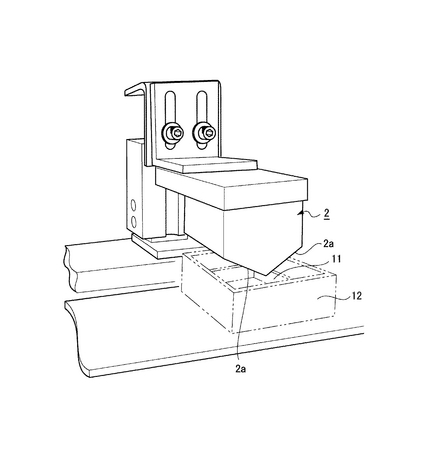
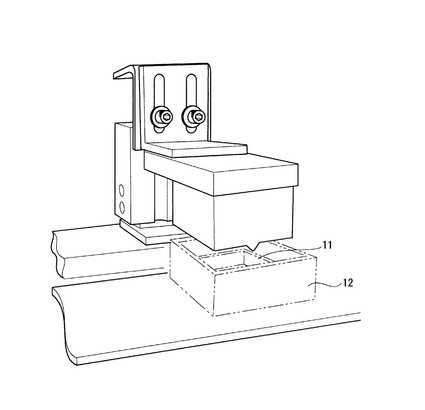
まず、実施形態1について説明する。実施形態1における充填装置は、粉体化粧料Aを容器11に充填する充填機1と、前記粉体化粧料Aを容器11の周壁11b側に移送する移送斜面2aを有する型押し機2と、前記容器11の底面11aと略平行な押圧面3aを有し、前記粉末化粧料Aを押圧して固形化するプレス機3と、前記容器11を搬送するコンベヤ(図示せず)と、を備えている。前記充填機1、型押し機2、プレス機3は、前記コンベヤの流れ方向に沿って設置されており、搬送されてくる容器11に処理を行う。
【0026】
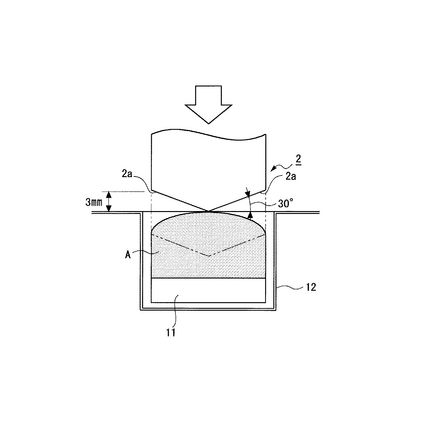
前記型押し機2の移送斜面2aは、正面からみて中心部が両端部より下方に突設されて形成されており、その断面形状は鋭角の先端部を有する略V字形状である(図4、図5参照)。型押し機2の移送斜面2aが略V字形状であるため、型押し機2を粉末化粧料Aに挿入することにより、容器11の中心部から周壁11b側に粉末化粧料Aを移送することができる。
【0027】
前記型押し機2によって、容器11の中心から周壁11b側に移送される粉末化粧料Aの量は、前記移送斜面2aの深さ及び傾きによる。前記移送斜面2aの傾き及び厚みを大きくすると、中心部に比べて容器の周壁側に更に多くの粉末化粧料Aが移送される。本実施の形態では、種々検討の結果、側壁の高さが約5.5mm〜6mmの容器において、移送斜面2aの深さを約3mmとして、前記移送斜面2aの傾きを容器11の底板11aに対して約30度とした(図4参照)。前記構成によって、容器11の周壁11b側まで確実に適量の粉末化粧料Aを移送することができ、固形化された粉末固形化粧体の硬度を均一にすることができる。
【0028】
次いで、前記充填装置を用いたパウダーファンデーションの充填方法を図1に基づいて詳細に説明する。前記コンベヤ上に載置され、搬送される容器11は、上面が開口部であり、容器11の周壁11bの高さより深い金型12内に配置されている。容器11を前記充填機1の下方に搬送して、充填機1によってパウダーファンデーションである粉末化粧料Aを充填する(工程31)。
【0029】
前記充填機1によって充填される粉末化粧料Aは、前記容器11の容積より多く、容器11に山積みになる。充填された粉末化粧料Aは、容器11の中心部に多く、容器11の周壁11b側に少なく配置される(工程32)。尚、前記容器11は前記金型12内に配置されているため、山積みの粉末化粧料Aの周囲への飛散を防止することができる。
【0030】
次いで、粉末化粧料Aが充填された容器11をコンベヤにより型押し機2の下方に搬送して、型押し機2の移送斜面2aを粉末化粧料Aに挿入する。前記型押し機2を粉末化粧料Aに挿入すると、型押し機2の移送斜面2aによって、容器11の中心部を頂点として山積み状態であった粉末化粧料Aが容器の周壁11b側に移送され、容器11の中心部より容器11の周壁11b側に多くの粉末化粧料Aが配置される(工程33)。
【0031】
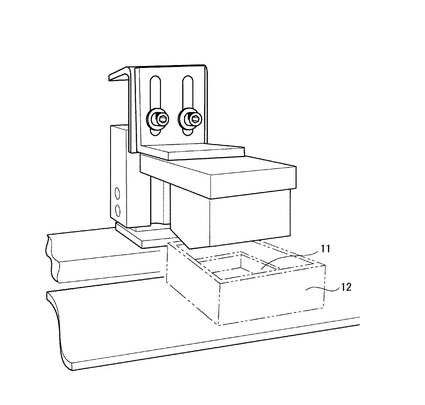
粉末化粧料Aを周壁11b側に移送した容器11をコンベヤによって、プレス機3の下
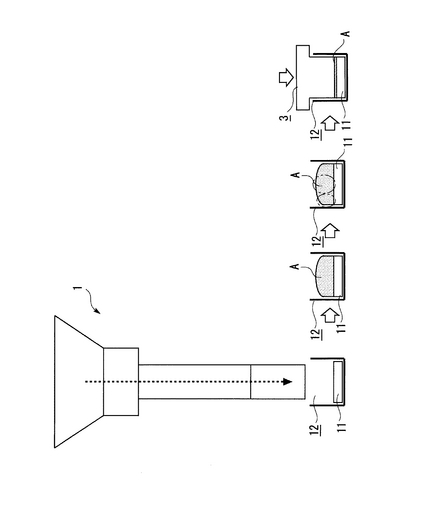
方に搬送する。プレス機3は、容器11の開口部と略同形の押圧面3aを有しており、その押圧面3aによって粉末化粧料Aを押圧する。押圧された粉末化粧料Aは圧縮され、容器11内で固形化する(工程34)。このようにして、充填された粉末固形化粧体は、硬度が均一であり、テカリ及び割れ等が生じしく、高い品質を保持することが可能となる。
【0032】
次いで、実施形態2について説明する。実施形態2は、前記実施形態と型押し機の形状が異なっている。しかし、他の機械の構成及び充填方法は同様であるため、同様の構成については同符号を用いて説明を省略する。
【0033】
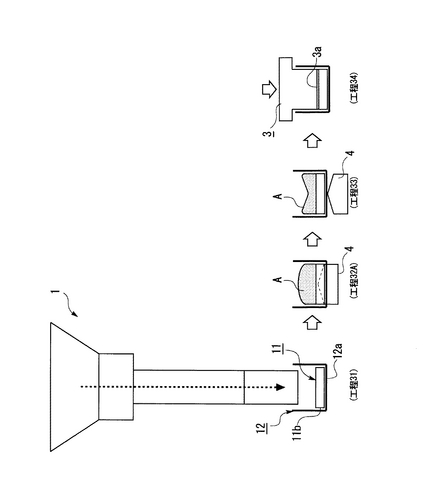
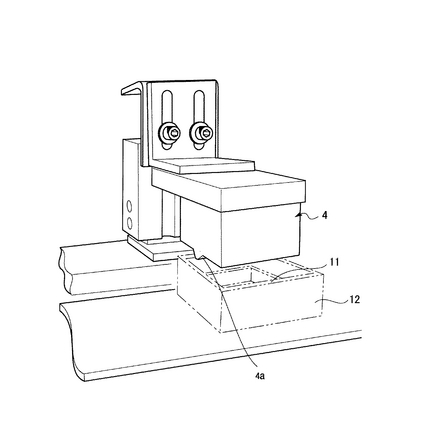
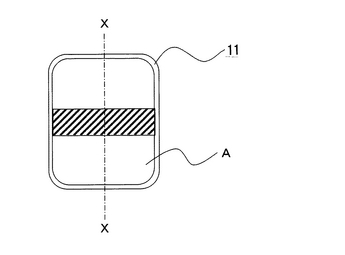
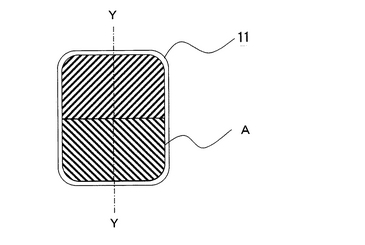
実施形態2に用いる型押し機4は、前記実施形態1の型押し機2の形状と異なり、容器11の中間部分のみと当接する略V字が設けられており、その先端4bは円弧状である(図6参照)。図7は、この型押し機4によって処理した後の粉末化粧体の平面図であり、図示する斜線部分が型押し機4と接する部分である。また、図8は、図7のX−X断面図である。この型押し機4によれば容器の中間部分に配置される粉末化粧料Aのみを移送することができ、一般的に強度が低くなりやすい中間部分以外の箇所の強度を効果的に向上させることができる。
【0034】
尚、型押し機の形状は、容器11の周壁11b側に移送できるものであれば良く、前記実施形態に制限されない。例えば、図9に示す型押し機のように、前記実施形態2の型押し機2と同形状の略V字で、その配置位置が異なったものでも良い。また、図10に示す型押し機は、実施形態2の型押し機4と略V字の形状が異なっているが、その配置位置は同様であり、型押し機の側面に位置している。
【0035】
図10に示す型押し機の略V字の全体を粉末化粧料Aに挿入すると、容器の中心を軸として上端と下端に粉末化粧料Aが移送される(図11、図12参照)。しかし、前記型押し機の略V字の先端部分のみを粉末化粧料Aに挿入すると、実施形態2の型押し機4を用いた場合と同様に、容器11の中間部分に配置される粉末化粧体Aのみを移送することができる。このように、型押し機の形状は、容器11の形状及び充填される粉末化粧体等によって種々選択して用いることが望ましく、本発明は種々の形状の型押し機を適用することができる。
【0036】
次いで、実施形態3について説明する。実施形態3は、前記実施形態1及び実施形態2と型押し機の構成が異なっている。しかし、他の構成は同様であるため、同様の構成及び工程については、同符号を用いて説明を省略する。
【0037】
実施形態3における充填装置は、充填機1と、前記粉末化粧料Aを容器11の周壁側に移送する型押し機5と、前記プレス機3と、コンベヤ(図示せず)を備えている。実施形態3に用いる型押し機5は、容器11を収納した金型12の下面から容器11の底板11aの中心部を上方に押圧し、容器11に充填された粉末化粧料Aを容器11の周壁11b側に移送する構成である(図2参照)。
【0038】
前記型押し機5によって、粉末化粧料Aが充填された容器11の底板11aの中心部を上方に押圧することにより、容器11の中心部の粉末化粧料Aを容器11の周壁11b側に移送する(工程32A)。そして、型押し機5を下方に移動させて平らな状態にして、容器11の底板11aを平らな状態にすることにより、容器11の中心部より周壁側に多くの粉末化粧料Aが配置される。
【0039】
そして、前記配置状態でプレス機3によって押圧することにより、前記実施形態1と同様に、硬度が均一であり、割れ等が生じしく衝撃に強いとともに、テカリが生じにくい粉末固形化粧体を得ることができる。
【0040】
以上のように、前記実施形態によって充填された粉末固形化粧体は、容器11の周壁11b側にも粉末化粧料Aを配置した状態で、固化されるため、全体に亘って略均一な硬度に形成することができる。従って、割れ及びテカリが生じにくく、高い商品価値を維持することができる粉末固形化粧体を得ることが可能となる。
(実験例)
【0041】
前記実施形態1の充填方法と型押し機を使用しない充填方法によって粉末固形化粧体を充填し、硬度のバラツキを検証する実験を行った。
【0042】
(実験方法)
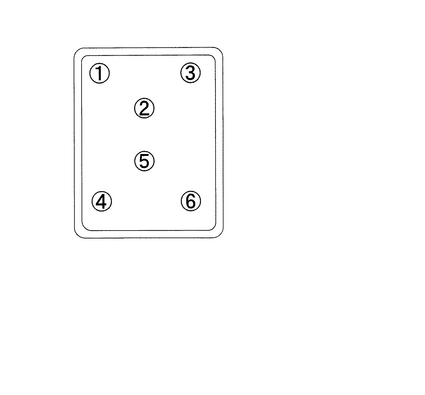
各充填方法によって充填された各10個の粉末固形化粧体の硬度を6箇所測定し、その最大値、最小値から偏差(最大値から最小値の値を引いた数値)を求め、硬度のバラツキを調べた。
実施形態1の充填方法は、充填機1によって粉末化粧料を充填して、型押し機2によって容器11の周壁11b側に粉末化粧料を移送した後、プレス機3によって粉末化粧料を押圧して、固形化した(図1参照)。
型押し機を使用しない充填方法は、充填機1によって粉末化粧料を充填した後、プレス機3によって粉末化粧料を押圧して、固形化した(図3参照)。
(測定箇所)
略矩形の容器の四隅と中心部の二箇所の計6箇所である(図13参照)。
【0043】
(実験結果)
実施形態1の充填方法による粉末固形化粧体の測定結果を表1に、型押し機を使用しない充填方法による粉末固形化粧体の測定結果を表2に示す。
【表1】

【表2】
【0044】
表に示すように、実施形態1の充填方法による粉末固形化粧体は、偏差が1〜5と小さい。これに対して従来の充填方法による粉末固形化粧体は、偏差が5〜8と大きい。前記偏差は、測定した硬度の最大値と最小値の差であり、偏差が小さいほど硬度のバラツキがなく、均一な硬度であるといえる。すなわち、前記型押し機を用いて粉末化粧料を容器の周壁側に移送することにより、硬度のバラツキが小さくなることがわかった。
【図面の簡単な説明】
【0045】
【図1】実施形態1に係る粉末固形化粧体の充填方法の各工程を示す説明概略図である。
【図2】実施形態3に係る粉末固形化粧体の充填方法の各工程を示す説明概略図である。
【図3】型押し機を用いない粉末固形化粧体の充填方法の各工程を示す説明概略図である。
【図4】図1に示す型押し機2の拡大正面図である。
【図5】図1に示す型押し機2の斜視図である。
【図6】実施形態2に係る粉末固形化粧体の充填装置の型押し機4の斜視図である。
【図7】図6に示す型押し機4によって処理された容器11の平面図である。
【図8】図7に示す容器11のX−X断面図である。
【図9】型押し機の変形例を示す斜視図である。
【図10】型押し機の変形例を示す斜視図である。
【図11】図10に示す型押し機によって処理された容器11の平面図である。
【図12】図11に示す容器11のY−Y断面図である。
【図13】実験例における粉末固形化粧体の測定箇所を示した図である。
【図14】従来の粉末固形化粧体の充填装置を示した図である。
【図15】従来の充填装置によって充填された粉末固形化粧体を示した図である。
【符号の説明】
【0046】
1 充填機
2,4 型押し機
2a 移送斜面
3 プレス機
3a 押圧面
11 容器
11a 底板
11b 周壁
12 金型
A 粉末化粧料
【技術分野】
【0001】
本発明は、パウダーファンデーション、頬紅、アイシャドウ等、粉末化粧料を圧縮して固形化する粉末固形化粧体の充填に関する技術である。
【背景技術】
【0002】
従来より、パウダーファンデーション、頬紅、アイシャドウ等、粉末化粧料を圧縮して固形化した粉末固形化粧体が多く提供されている。このような粉末固形化粧体は、粉体化粧料を圧縮して固形化しているため、振動及び落下等の衝撃が生じると、固形化された化粧体が割れてしまうことがあった。従って、従来より、耐衝撃性が高い粉末固形化粧体が所望されており、例えば、以下のような方法で充填していた。
【0003】
第一の充填方法は、中皿101を収容する凹所102を有する受型103と、受型103の凹所102内に進入可能な押型104とを有する充填装置を用いる(特許文献1参照)。前記受型103は凹所102の底部を形成するとともに凹所102内を上下動するコア型105を有する。前記押型104の押圧面に断面円弧状凹弧面104aが設けられている(図14参照)。そして、前記受型103の凹所102内に中皿101を収容した後、凹所102内に粉末化粧料106を入れる。前記押型104を布107を介して凹所102内に進入させてこの押型104とコア型105とで粉末化粧料106を加圧することで、ドーム形状に前記粉末化粧料106を固形化する(図15参照)。
【0004】
前記第一の充填方法によれば、前記断面円弧状の凹弧面104aで化粧料106を加圧するので、いわゆる加圧される粉体にブリッジ現象が生じ、粉末化粧料106の密度がドーム表層では「密」となり、ドーム深層では「粗」となる。また、周縁は平板状に圧縮され、ドーム部分より圧縮比が大きく、「密」の状態となる。従って、固形化された粉末化粧料106は、円形の枠でドーム部分が支えられて保護される状態となり、耐衝撃性を高めることが可能となる。
【0005】
また、第二の充填方法は、粉体を容器に充填後、該容器の底部全体が容器外側に向けて凸状に湾曲するように上記粉体を圧縮成型する粉体の圧縮成型装置を用いる。この圧縮成型装置は、上面が凹状に湾曲して形成され且つ該上面に上記容器の底部を載置する下杆と、上記容器に粉体を充填した後、上記容器の上方から該粉体を容器底部に向けて圧縮する上杆とを備える(特許文献2参照)。
【0006】
前記圧縮成型装置によれば、粉体の圧縮成型時に、下杆に容器を載置して粉体を容器に充填した後、該容器の上方から上杆にて容器内の粉体を押し圧して粉体を圧縮成型するが、粉体の圧縮成型と同時に、容器の底部が圧縮成型される粉体とともに押圧されて、下杆の形状に沿って凹状に湾曲して形成される。
【0007】
そして、かかる圧縮成型装置により充填された圧縮粉体容器は、その容器の底部が容器外側に向けて凸状に湾曲して構成され、かかる底部の凸状の湾曲により、容器を介して固形化された圧縮粉体に付与される振動及び落下等の衝撃を緩和することができる。
【0008】
しかし、前記第一の充填方法によって製造された粉末固形化粧体は、ドーム形状の表面部分の密状態で支えているため、使用していく課程で表面部分がこすり取られると、耐衝撃性が維持することが困難であった。従って、使用していく課程で割れ等を生じて、パフ等に均一に塗布できなくなり、商品価値が低下することがあった。また、前記粉末固形化粧体は、ドーム形状の表面を密状態にして耐衝撃性を維持するため高い密状態が求められ
るが、必要以上に密状態にすると、固くなりすぎテカリが生じてしまう場合もあった。
【0009】
また、前記第二の充填方法により充填された圧縮粉体容器は、容器の底部の湾曲変形によって容器の周壁部に変形力が内側に作用し、この周壁部に作用する変形力が固形化粧料を周壁部内側に保持する。そのため、周壁部及び底部周辺側の固形化粧料は衝撃等に強くなるが、その他の部分は衝撃に弱かった。従って、該圧縮粉体容器でも、使用する課程で割れ等を生じ、商品価値が低下することがあった
【特許文献1】特開平5−77801号公報
【特許文献2】実開平6−593号公報
【発明の開示】
【発明が解決しようとする課題】
【0010】
本発明は、このような問題に鑑みてなされたものであり、粉末化粧料を均一な強度で固形化して、割れ及びテカリ等が生じにくく、高い商品価値を維持することができる粉末固形化粧体を提供することを技術的課題とする。
【課題を解決するための手段】
【0011】
本発明は、前記技術的課題を解決するために以下のように構成されている。すなわち、本発明は、底板と該底板の周縁から立設された周壁とを備えた略皿状の容器に粉末化粧料を充填する充填機と、前記充填機によって充填された粉末化粧料を容器の周壁側に移送する型押し機と、前記型押し機によって移送された粉末化粧料を押圧して、容器内の粉末化粧料を略同厚に固形化するプレス機と、を備える粉末固形化粧体の充填装置である。
【0012】
前記粉末固形化粧体の充填装置は、前記型押し機によって容器に充填された粉末化粧料を容器の周壁側に移送するため、容器の中心と比較して容器の周壁側に多くの粉末化粧料を配置することができる。容器の周壁側に粉末化粧料を確実に配置した状態で押圧固形化するため、容器全体の粉末化粧料が均一な密状態となり、硬度のバラツキを防ぐことができ、割れ及びテカリを生じにくくすることができる。
【0013】
また、本発明に係る前記型押し機は、容器の底板に対して中心部が突設され、その断面形状が略V字形状であり、前記突設された部分を先端にして粉末化粧料に挿入することによって粉末化粧料を容器の中心部から周壁側に移送することを特徴とすることが望ましい。
【0014】
前記型押し機は、容器に対して中心部が突設されており、その断面形状が略V字形状であるため、容器に充填された粉末化粧料に挿入することによって、粉末化粧料を容器の周壁側に移送することができる。充填機によって充填された状態では、容器の中心部に集まってしまう粉末化粧料を確実に容器の周壁側に配置することができ、容器全体において均等な密度で固形化することができる。
尚、前記型押し機は、粉末化粧料を容器の周壁側に移動することができる構成であれば良く、前記構成に限られない。例えば、容器に対して中心部が突設された円錐形状であっても良い。
【0015】
さらに、本発明に係る粉末化粧体の充填装置は、前記型押し機の略V字形状の傾きが前記容器の底板に対して略15度から45度であることが望ましい。本発明に係る粉末固形化粧体の充填装置は、前記型押し機によって容器に充填された粉末化粧料を容器の周壁側に移送して、容器の周壁側に粉末化粧料を配置した状態でプレス機で押圧する。この中心部から側壁部に移送する粉末化粧料の量は、多すぎると中心部の硬度が低くなり、少なすぎると周壁部の硬度が低くなるため、適量でなければならない。また、この移送される量は、型押し機の略V字形状の傾き、深さ等によって定まるが、特に、前記傾きによる影響
が大きい。
【0016】
本出願人は係る観点より、種々実験検討をした結果、前記型押し機の略V字形状の傾きは、容器の底面に対して略15度から45度が好適であるという結果を得た。前記構成によれば、容器の周壁側と中心部にバランス良く粉末化粧料を配置することができ、固形化された粉末化粧料の硬度を略均一にして、割れ及びテカリを生じにくくすることが可能となる。
【0017】
加えて、本発明に係る粉末化粧体の充填装置は、前記型押し機の略V字形状の先端が円弧状であり、その形状がR3からR10であることが望ましい。前記型押し機の略V字の先端は、前記円弧状であっても良いし、鋭角状であっても良く、粉末化粧料及び容器の形状等によって種々選択することが望ましい。しかし、前記鋭角状であると、略V字の先端部と当接した粉末化粧料部分に型押し機の跡が残ってしまう場合がある。従って、型押し機の略V字の先端を円弧状(丸みを有する形状)とすることが望ましく、この円弧状の押し機によって粉末化粧料を曲線状に配置することができ、型押し機の跡が残るのを防ぐことができる。
【0018】
また、本発明に係る粉末固形化粧体の充填装置に係る型押し機は、容器の下面に配置され、容器の底面の中心部を上方に押圧し、容器に充填された粉末化粧料を容器の周壁側に移送することを特徴としてもよい。
【0019】
前記構成の型押し機によっても、容器に充填された粉末化粧料を容器の中心部から周壁側に移送した後、プレス機によって押圧して固形化するため、粉末固形化粧体の硬度を略均一にすることができる。
【0020】
また、本発明は、底板と該底板の周縁から立設された周壁とを備えた略皿状の容器に粉末化粧料を充填する工程と、前記容器の底板に対して中心部が突設された型押し機を粉末化粧料が充填された容器に上方から挿入し、充填された粉末化粧料を容器の中心部から周壁側に移送する工程と、前記容器の周壁側に移送された粉体化粧料を上方から押圧して、粉末化粧料を略同厚に固形化する工程と、を備える粉末固形化粧体の充填方法である。
【0021】
前記粉末固形化粧体の充填方法によれば、容器の周壁側に粉末化粧料を確実に配置した状態で粉末化粧料を押圧して固形化するため、固形化された粉末固形化粧体の硬度を全体に亘って略均一にすることができる。前記充填方法によって得られた粉末固形化粧体は、割れ等が生じにくく、高い商品価値を維持することが可能となる。
【発明の効果】
【0022】
以上説明したように、本発明によれば、容器に充填された粉末化粧料を容器の周壁側に移送して、容器の中心と比較して容器の周壁側に多くの粉末化粧料を配置した状態で、プレス機によって押圧し略同厚に固形化するため、容器全体に亘って略均一な硬度に固形化することができる。すなわち、粉末固形化粧体全体が均一な硬度であり、硬度のバラツキがなく、硬度が低い箇所(割れ等生じやすい箇所)がないため割れ等が生じにくくなるとともに、硬度が高い箇所(テカリが生じやすい箇所)がないためテカリを防き、高い商品価値を維持することができる。
【発明を実施するための最良の形態】
【0023】
以下、本発明に係る粉末固形化粧体の充填について図面を参照して詳細に説明する。本実施の形態は、粉末固形化粧体としてのパウダーファンデーションの充填である。図1は、実施形態1に係る粉末固形化粧体の充填の各工程を示す説明概略図であり、図2は、実施形態3に係る粉末固形化粧体の充填の各工程を示す説明概略図である。また、図3は、
型押し機を使用しない粉末固形化粧体の充填の各工程を示す説明概略図である。図4は、実施形態1に用いる型押し機の拡大図であり、図5は、前記型押し機の斜視図である。図6は、実施形態2に用いる型押し機の斜視図である。図7、8は、実施形態2の型押し機によって処理された後の粉末固形化粧体の平面図と断面図である。
【0024】
本実施の形態において粉体化粧料を充填する容器11は、底板11aの外周に周壁11bが立設されており、周壁11bの上部が開口部である。該容器11に粉末化粧料を充填する際は、容器11の周壁11bより高い周壁12bと、容器11の底板11aより若干大きい底板12aとを備えた金型12に挿入した状態で行う。
【0025】
まず、実施形態1について説明する。実施形態1における充填装置は、粉体化粧料Aを容器11に充填する充填機1と、前記粉体化粧料Aを容器11の周壁11b側に移送する移送斜面2aを有する型押し機2と、前記容器11の底面11aと略平行な押圧面3aを有し、前記粉末化粧料Aを押圧して固形化するプレス機3と、前記容器11を搬送するコンベヤ(図示せず)と、を備えている。前記充填機1、型押し機2、プレス機3は、前記コンベヤの流れ方向に沿って設置されており、搬送されてくる容器11に処理を行う。
【0026】
前記型押し機2の移送斜面2aは、正面からみて中心部が両端部より下方に突設されて形成されており、その断面形状は鋭角の先端部を有する略V字形状である(図4、図5参照)。型押し機2の移送斜面2aが略V字形状であるため、型押し機2を粉末化粧料Aに挿入することにより、容器11の中心部から周壁11b側に粉末化粧料Aを移送することができる。
【0027】
前記型押し機2によって、容器11の中心から周壁11b側に移送される粉末化粧料Aの量は、前記移送斜面2aの深さ及び傾きによる。前記移送斜面2aの傾き及び厚みを大きくすると、中心部に比べて容器の周壁側に更に多くの粉末化粧料Aが移送される。本実施の形態では、種々検討の結果、側壁の高さが約5.5mm〜6mmの容器において、移送斜面2aの深さを約3mmとして、前記移送斜面2aの傾きを容器11の底板11aに対して約30度とした(図4参照)。前記構成によって、容器11の周壁11b側まで確実に適量の粉末化粧料Aを移送することができ、固形化された粉末固形化粧体の硬度を均一にすることができる。
【0028】
次いで、前記充填装置を用いたパウダーファンデーションの充填方法を図1に基づいて詳細に説明する。前記コンベヤ上に載置され、搬送される容器11は、上面が開口部であり、容器11の周壁11bの高さより深い金型12内に配置されている。容器11を前記充填機1の下方に搬送して、充填機1によってパウダーファンデーションである粉末化粧料Aを充填する(工程31)。
【0029】
前記充填機1によって充填される粉末化粧料Aは、前記容器11の容積より多く、容器11に山積みになる。充填された粉末化粧料Aは、容器11の中心部に多く、容器11の周壁11b側に少なく配置される(工程32)。尚、前記容器11は前記金型12内に配置されているため、山積みの粉末化粧料Aの周囲への飛散を防止することができる。
【0030】
次いで、粉末化粧料Aが充填された容器11をコンベヤにより型押し機2の下方に搬送して、型押し機2の移送斜面2aを粉末化粧料Aに挿入する。前記型押し機2を粉末化粧料Aに挿入すると、型押し機2の移送斜面2aによって、容器11の中心部を頂点として山積み状態であった粉末化粧料Aが容器の周壁11b側に移送され、容器11の中心部より容器11の周壁11b側に多くの粉末化粧料Aが配置される(工程33)。
【0031】
粉末化粧料Aを周壁11b側に移送した容器11をコンベヤによって、プレス機3の下
方に搬送する。プレス機3は、容器11の開口部と略同形の押圧面3aを有しており、その押圧面3aによって粉末化粧料Aを押圧する。押圧された粉末化粧料Aは圧縮され、容器11内で固形化する(工程34)。このようにして、充填された粉末固形化粧体は、硬度が均一であり、テカリ及び割れ等が生じしく、高い品質を保持することが可能となる。
【0032】
次いで、実施形態2について説明する。実施形態2は、前記実施形態と型押し機の形状が異なっている。しかし、他の機械の構成及び充填方法は同様であるため、同様の構成については同符号を用いて説明を省略する。
【0033】
実施形態2に用いる型押し機4は、前記実施形態1の型押し機2の形状と異なり、容器11の中間部分のみと当接する略V字が設けられており、その先端4bは円弧状である(図6参照)。図7は、この型押し機4によって処理した後の粉末化粧体の平面図であり、図示する斜線部分が型押し機4と接する部分である。また、図8は、図7のX−X断面図である。この型押し機4によれば容器の中間部分に配置される粉末化粧料Aのみを移送することができ、一般的に強度が低くなりやすい中間部分以外の箇所の強度を効果的に向上させることができる。
【0034】
尚、型押し機の形状は、容器11の周壁11b側に移送できるものであれば良く、前記実施形態に制限されない。例えば、図9に示す型押し機のように、前記実施形態2の型押し機2と同形状の略V字で、その配置位置が異なったものでも良い。また、図10に示す型押し機は、実施形態2の型押し機4と略V字の形状が異なっているが、その配置位置は同様であり、型押し機の側面に位置している。
【0035】
図10に示す型押し機の略V字の全体を粉末化粧料Aに挿入すると、容器の中心を軸として上端と下端に粉末化粧料Aが移送される(図11、図12参照)。しかし、前記型押し機の略V字の先端部分のみを粉末化粧料Aに挿入すると、実施形態2の型押し機4を用いた場合と同様に、容器11の中間部分に配置される粉末化粧体Aのみを移送することができる。このように、型押し機の形状は、容器11の形状及び充填される粉末化粧体等によって種々選択して用いることが望ましく、本発明は種々の形状の型押し機を適用することができる。
【0036】
次いで、実施形態3について説明する。実施形態3は、前記実施形態1及び実施形態2と型押し機の構成が異なっている。しかし、他の構成は同様であるため、同様の構成及び工程については、同符号を用いて説明を省略する。
【0037】
実施形態3における充填装置は、充填機1と、前記粉末化粧料Aを容器11の周壁側に移送する型押し機5と、前記プレス機3と、コンベヤ(図示せず)を備えている。実施形態3に用いる型押し機5は、容器11を収納した金型12の下面から容器11の底板11aの中心部を上方に押圧し、容器11に充填された粉末化粧料Aを容器11の周壁11b側に移送する構成である(図2参照)。
【0038】
前記型押し機5によって、粉末化粧料Aが充填された容器11の底板11aの中心部を上方に押圧することにより、容器11の中心部の粉末化粧料Aを容器11の周壁11b側に移送する(工程32A)。そして、型押し機5を下方に移動させて平らな状態にして、容器11の底板11aを平らな状態にすることにより、容器11の中心部より周壁側に多くの粉末化粧料Aが配置される。
【0039】
そして、前記配置状態でプレス機3によって押圧することにより、前記実施形態1と同様に、硬度が均一であり、割れ等が生じしく衝撃に強いとともに、テカリが生じにくい粉末固形化粧体を得ることができる。
【0040】
以上のように、前記実施形態によって充填された粉末固形化粧体は、容器11の周壁11b側にも粉末化粧料Aを配置した状態で、固化されるため、全体に亘って略均一な硬度に形成することができる。従って、割れ及びテカリが生じにくく、高い商品価値を維持することができる粉末固形化粧体を得ることが可能となる。
(実験例)
【0041】
前記実施形態1の充填方法と型押し機を使用しない充填方法によって粉末固形化粧体を充填し、硬度のバラツキを検証する実験を行った。
【0042】
(実験方法)
各充填方法によって充填された各10個の粉末固形化粧体の硬度を6箇所測定し、その最大値、最小値から偏差(最大値から最小値の値を引いた数値)を求め、硬度のバラツキを調べた。
実施形態1の充填方法は、充填機1によって粉末化粧料を充填して、型押し機2によって容器11の周壁11b側に粉末化粧料を移送した後、プレス機3によって粉末化粧料を押圧して、固形化した(図1参照)。
型押し機を使用しない充填方法は、充填機1によって粉末化粧料を充填した後、プレス機3によって粉末化粧料を押圧して、固形化した(図3参照)。
(測定箇所)
略矩形の容器の四隅と中心部の二箇所の計6箇所である(図13参照)。
【0043】
(実験結果)
実施形態1の充填方法による粉末固形化粧体の測定結果を表1に、型押し機を使用しない充填方法による粉末固形化粧体の測定結果を表2に示す。
【表1】
【表2】
【0044】
表に示すように、実施形態1の充填方法による粉末固形化粧体は、偏差が1〜5と小さい。これに対して従来の充填方法による粉末固形化粧体は、偏差が5〜8と大きい。前記偏差は、測定した硬度の最大値と最小値の差であり、偏差が小さいほど硬度のバラツキがなく、均一な硬度であるといえる。すなわち、前記型押し機を用いて粉末化粧料を容器の周壁側に移送することにより、硬度のバラツキが小さくなることがわかった。
【図面の簡単な説明】
【0045】
【図1】実施形態1に係る粉末固形化粧体の充填方法の各工程を示す説明概略図である。
【図2】実施形態3に係る粉末固形化粧体の充填方法の各工程を示す説明概略図である。
【図3】型押し機を用いない粉末固形化粧体の充填方法の各工程を示す説明概略図である。
【図4】図1に示す型押し機2の拡大正面図である。
【図5】図1に示す型押し機2の斜視図である。
【図6】実施形態2に係る粉末固形化粧体の充填装置の型押し機4の斜視図である。
【図7】図6に示す型押し機4によって処理された容器11の平面図である。
【図8】図7に示す容器11のX−X断面図である。
【図9】型押し機の変形例を示す斜視図である。
【図10】型押し機の変形例を示す斜視図である。
【図11】図10に示す型押し機によって処理された容器11の平面図である。
【図12】図11に示す容器11のY−Y断面図である。
【図13】実験例における粉末固形化粧体の測定箇所を示した図である。
【図14】従来の粉末固形化粧体の充填装置を示した図である。
【図15】従来の充填装置によって充填された粉末固形化粧体を示した図である。
【符号の説明】
【0046】
1 充填機
2,4 型押し機
2a 移送斜面
3 プレス機
3a 押圧面
11 容器
11a 底板
11b 周壁
12 金型
A 粉末化粧料
【特許請求の範囲】
【請求項1】
底板と該底板の周縁から立設された周壁とを備えた略皿状の容器に粉末化粧料を充填する充填機と、前記充填機によって充填された粉末化粧料を容器の周壁側に移送する型押し機と、前記型押し機によって移送された粉末化粧料を押圧して、容器内の粉末化粧料を略同厚に固形化するプレス機と、を備えることを特徴とする粉末固形化粧体の充填装置。
【請求項2】
前記型押し機は、容器の底板に対して中心部が突設され、その断面形状が略V字形状であり、前記突設された部分を先端にして粉末化粧料に挿入されることによって、容器の中心部に位置する粉末化粧料を容器の周壁側に移送することを特徴とする請求項1に記載の粉末固形化粧体の充填装置。
【請求項3】
前記型押し機の略V字形状の傾きは、前記容器の底板に対して略15度から45度であることを特徴とする請求項2に記載の粉末固形化粧体の充填装置。
【請求項4】
前記型押し機の略V字形状の先端は、円弧状であり、その形状がR3からR10であることを特徴とする請求項2又は請求項3に記載の粉末固形化粧体の充填装置。
【請求項5】
前記型押し機は、容器の底板の中心部を上方に押圧し、容器に充填された粉末化粧料を容器の周壁側に移送することを特徴とする請求項1に記載の粉末固形化粧体の充填装置。
【請求項6】
底板と該底板の周縁から立設された周壁とを備えた略皿状の容器に粉末化粧料を充填する工程と、
前記容器の底板に対して中心部が突設された型押し機を粉末化粧料が充填された容器に上方から挿入し、充填された粉末化粧料を容器の中心部から周壁側に移送する工程と、
前記容器の周壁側に移送された粉体化粧料を上方から押圧して、粉末化粧料を略同厚に固形化する工程と、を備えることを特徴とする粉末固形化粧体の充填方法。
【請求項1】
底板と該底板の周縁から立設された周壁とを備えた略皿状の容器に粉末化粧料を充填する充填機と、前記充填機によって充填された粉末化粧料を容器の周壁側に移送する型押し機と、前記型押し機によって移送された粉末化粧料を押圧して、容器内の粉末化粧料を略同厚に固形化するプレス機と、を備えることを特徴とする粉末固形化粧体の充填装置。
【請求項2】
前記型押し機は、容器の底板に対して中心部が突設され、その断面形状が略V字形状であり、前記突設された部分を先端にして粉末化粧料に挿入されることによって、容器の中心部に位置する粉末化粧料を容器の周壁側に移送することを特徴とする請求項1に記載の粉末固形化粧体の充填装置。
【請求項3】
前記型押し機の略V字形状の傾きは、前記容器の底板に対して略15度から45度であることを特徴とする請求項2に記載の粉末固形化粧体の充填装置。
【請求項4】
前記型押し機の略V字形状の先端は、円弧状であり、その形状がR3からR10であることを特徴とする請求項2又は請求項3に記載の粉末固形化粧体の充填装置。
【請求項5】
前記型押し機は、容器の底板の中心部を上方に押圧し、容器に充填された粉末化粧料を容器の周壁側に移送することを特徴とする請求項1に記載の粉末固形化粧体の充填装置。
【請求項6】
底板と該底板の周縁から立設された周壁とを備えた略皿状の容器に粉末化粧料を充填する工程と、
前記容器の底板に対して中心部が突設された型押し機を粉末化粧料が充填された容器に上方から挿入し、充填された粉末化粧料を容器の中心部から周壁側に移送する工程と、
前記容器の周壁側に移送された粉体化粧料を上方から押圧して、粉末化粧料を略同厚に固形化する工程と、を備えることを特徴とする粉末固形化粧体の充填方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【公開番号】特開2006−96677(P2006−96677A)
【公開日】平成18年4月13日(2006.4.13)
【国際特許分類】
【出願番号】特願2004−281490(P2004−281490)
【出願日】平成16年9月28日(2004.9.28)
【出願人】(000113470)ポーラ化成工業株式会社 (717)
【Fターム(参考)】
【公開日】平成18年4月13日(2006.4.13)
【国際特許分類】
【出願日】平成16年9月28日(2004.9.28)
【出願人】(000113470)ポーラ化成工業株式会社 (717)
【Fターム(参考)】
[ Back to top ]