
粉末法Nb3Sn超電導線材の製造方法
【課題】製造時に断線などを発生させることなく均一加工ができ、比較的低温で熱処理した場合であっても優れた超電導特性を発揮することのできる粉末法Nb3Sn超電導線材を製造するための有用な方法を提供する。
【解決手段】 NbまたはNb合金からなるシース1内に、少なくともSnを含む原料粉末を充填し、これを縮径加工して線材化した後熱処理することによって、シースと粉末の界面に超電導層を形成する粉末法Nb3Sn超電導線材の製造方法であって、前記原料粉末として、Ti,Zr,Hf,VおよびTaよりなる群から選ばれる1種以上の金属とSnの合金粉末または金属化合物粉末に、更にSn粉末およびCu粉末を添加混合したものを用いる。
【解決手段】 NbまたはNb合金からなるシース1内に、少なくともSnを含む原料粉末を充填し、これを縮径加工して線材化した後熱処理することによって、シースと粉末の界面に超電導層を形成する粉末法Nb3Sn超電導線材の製造方法であって、前記原料粉末として、Ti,Zr,Hf,VおよびTaよりなる群から選ばれる1種以上の金属とSnの合金粉末または金属化合物粉末に、更にSn粉末およびCu粉末を添加混合したものを用いる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、Nb3Sn超電導線材を粉末法によって製造する方法に関するものであり、殊に高磁場発生用超電導マグネットの素材として有用な粉末法Nb3Sn超電導線材を製造する方法に関するものである。
【背景技術】
【0002】
超電導線材が実用化されている分野のうち、高分解能核磁気共鳴(NMR)分析装置に用いられる超電導マグネットについては発生磁場が高いほど分解能が高まることから、超電導マグネットは近年ますます高磁場化の傾向にある。
【0003】
高磁場発生用超電導マグネットに使用される超電導線材としては、Nb3Sn線材が実用化されており、このNb3Sn超電導線材の製造には主にブロンズ法が採用されている。このブロンズ法は、Cu−Sn基合金(ブロンズ)マトリックス中に複数のNb基芯材を埋設し、伸線加工することによって上記Nb基芯材をフィラメントとなし、このフィラメントを複数束ねて線材群となし、安定化の為の銅(安定化銅)に埋設して伸線加工する。上記線材群を600〜800℃で熱処理(拡散熱処理)することにより、Nb基フィラメントとマトリックスの界面にNb3Sn化合物相を生成する方法である。しかしながら、この方法ではブロンズ中に固溶できるSn濃度には限界があり(15.8質量%以下)、生成されるNb3Sn層の厚さが薄く、また結晶性が劣化してしまい、高磁場特性が良くないという欠点がある。
【0004】
Nb3Sn超電導線材を製造する方法としては、上記ブロンズ法の他に、チューブ法や内部拡散法も知られている。このうち、チューブ法では、Nbチューブの中にSn芯を配置し、これらをCuパイプ内に挿入して縮径加工した後、熱処理によってNbとSnを拡散反応させてNb3Snを生成させる方法である(例えば、特許文献1)。また、内部拡散法では、Cuを母材とし、この母材中央部にSn芯を埋設すると共に、Sn芯の周囲のCu母材中に複数のNb線を配置し、縮径加工した後、熱処理によってSnを拡散させ、Nbと反応させることによってNb3Snを生成させる方法である(例えば、特許文献2)。これらの方法では、ブロンズ法のような固溶限によるSn濃度に限界がないのでSn濃度をできるだけ高く設定でき、超電導特性が向上することになる。
【0005】
一方、Nb3Sn超電導線材を製造する方法としては、粉末法も知られている。この方法としては、例えば特許文献3には、Ti,Zr,Hf,VおよびTaよりなる群から選ばれる1種以上の金属(合金元素)とSnを高温で溶融拡散反応させてそれらの合金または金属間化合物(以下、「Sn化合物」と呼びことがある)とし、それを粉砕してSn化合物原料粉末を得、この粉末を芯材(後記粉末コア部)としてNbまたはNb基合金シース内に充填し、縮径加工した後熱処理(拡散熱処理)する方法が開示されている。この方法では、ブロンズ法よりも厚く、良質なNb3Sn層が生成可能であるため、高磁場特性に優れた超電導線材が得られることが示されている。また、原料粉末中のSn量は20〜75原子%まで高められることも示されている。
【0006】
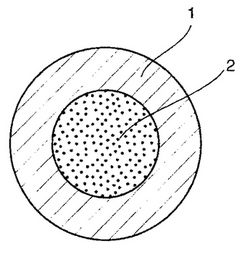
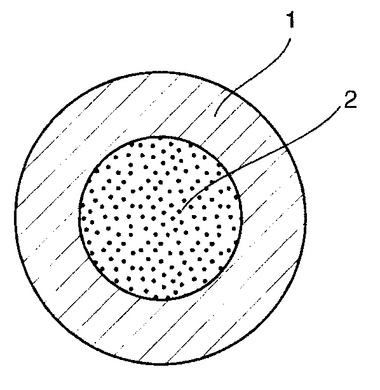
図1は、粉末法でNb3Sn超電導線材を製造する状態を模式的に示した断面図であり、図中1はNbまたはNb基合金からなるシース(管状体)、2は原料粉末が充填される粉末コア部を夫々示す。粉末法を実施するに当たっては、少なくともSnを含む原料粉末をシース1の粉末コア部2に充填し、これを押出し、伸線加工等の縮径加工を施すことによって線材化した後、マグネット等に巻き線してから熱処理を施すことによってシースと原料粉末の界面にNb3Sn超電導相を形成する。
【0007】
ところで、超電導相を形成するときの熱処理温度は、900〜1000℃程度の高温であることが好ましいとされているが、原料粉末にCuを添加することによって、熱処理温度を650〜750℃程度まで下げることができることも知られている。こうした観点から、粉末法では、原料粉末中に微量のCu粉末を添加した後金属間化合物生成の熱処理をしたり、またチューブ法ではシースの内側にCuの薄い層を配置したりしている。尚、前記図1では、模式的に単芯であるものを示したが、実用上ではCuマトリックス中に複数本の単芯が配置された多芯材の形で用いられるのが一般的である。
【0008】
上記のような超電導線材は、主にソレノイド状に密巻きされて、高磁場超電導マグネットとして用いられるが、このような密巻きマグネットでの電気的短絡を防止するために、ガラス繊維からなる絶縁体を線材外周部に配置した後巻き線されるのが一般的である。また、線材の形状も丸線だけでなく平角線もある。そしてNb3Sn相は非常に脆いので、マグネット巻き線後に、Nb3Sn相生成のための熱処理を行うようにされている[ワインド アンド リアクト(W&R)法]。
【特許文献1】特開昭52−16997号公報 特許請求の範囲等
【特許文献2】特開昭49−114389号公報 特許請求の範囲等
【特許文献3】特開平11−250749号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
超電導相を形成するときの熱処理温度(拡散熱処理温度)は、900〜1000℃程度の高温であることが好ましいとされているのであるが、こうした高温で熱処理した場合には、絶縁体としてのガラス繊維が脆化してしまい、熱処理後に十分な絶縁性が確保できなくなる。一方、熱処理温度を750℃程度に抑えた場合には、Sn化合物からのSnの拡散およびNbとの反応が不十分となって超電導特性(例えば、臨界電流密度Jc)が低下してしまうという問題がある。
【0010】
また原料粉末にCuを添加することによって、熱処理温度を750℃以下まで下げることができることも知られているが、こうした構成を採用する場合には、まずTi,Zr,Hf,VおよびTaよりなる群から選択される1種以上の金属およびSnに加えて、更にCuの各粉末の夫々を適量秤量し、混合した後熱処理を行い、その後粉砕する過程を経ることになる。しかしながら、こうした手順で粉末法を実施した場合には、熱処理時に非常に硬いCu−Sn化合物も同時に生成されることになり、こうしたCu−Sn化合物の存在が細径化加工の途中でシースの異常変形を生じ、最悪の場合には断線を誘発することになる。
【0011】
ところで原料粉末をシ−ス材に充填するには、一軸プレスによって行われるのが一般的であるが、こうした処理の代わりに冷間静水圧圧縮(CIP)などの等方圧による圧粉処理を施すことによって、原料粉末の充填率を高めることができ、また均一加工をする上で好ましいとされている。しかしながら、CIP法を上記のSn化合物粉末に適用した場合には、該化合物粉末自体の延性が乏しいので、その後の伸線加工の際に却って不均一変形を起こしてしまい、超電導線材の製造自体が困難になるという問題がある。
【0012】
本発明はこうした状況の下でなされたものであって、その目的は、製造時に断線などを発生させることなく均一加工ができ、比較的低温で熱処理した場合であっても優れた超電導特性を発揮することのできる粉末法Nb3Sn超電導線材を製造するための有用な方法を提供することにある。
【課題を解決するための手段】
【0013】
上記目的を達成することのできた本発明方法とは、NbまたはNb合金からなるシース内に、少なくともSnを含む原料粉末を充填し、これを縮径加工して線材化した後熱処理することによって、シースと粉末の界面に超電導相を形成する粉末法Nb3Sn超電導線材の製造方法であって、前記原料粉末として、Ti,Zr,Hf,VおよびTaよりなる群から選ばれる1種以上の金属とSnの合金粉末または金属間化合物粉末に、更にSn粉末およびCu粉末を添加混合したものを用いる点に要旨を有するものである。
【0014】
本発明で原料粉末に添加するするSn粉末およびCu粉末は、前記合金粉末または金属間化合物粉末100質量部に対して、Sn粉末が15〜90質量部、Cu粉末が1〜20質量部であることが好ましい。また本発明方法を実施するに当たっては、原料粉末をシース材に充填する前に等方圧による圧粉処理を施すことが好ましい。
【発明の効果】
【0015】
本発明では、Ti,Zr,Hf,VおよびTaよりなる群から選ばれる1種以上の金属(合金元素)とSnを予め反応(溶融拡散反応)させて形成したSn化合物粉末に対して、更にSn粉末およびCu粉末を添加混合した原料粉末を用いる構成を採用することによって、Nb3Sn相生成反応に寄与するSn量を増加させることができると共に、生成熱処理温度が750℃以下であっても均一で且つ十分な量の超電導体を生成することができ、その結果として高い臨界電流密度を発揮するNb3Sn超電導線材が実現できたのである。また、Sn化合物粉末を予め生成させた後に、Cu粉末を添加することになるので、Sn化合物生成反応(溶融拡散反応)の際に、高硬度のSn−Cu化合物を生成させることなく線材化することができ、線材加工途中における異常変形や断線の発生を極力低減できることになる。
【発明を実施するための最良の形態】
【0016】
本発明者らは、上記目的を達成するために様々な角度から検討した。その結果、粉末法によってNb3Sn超電導線材を製造するに際して、Ti,Zr,Hf,VおよびTaよりなる群から選ばれる1種以上の金属(合金元素)とSnを予め反応(溶融拡散反応)させて粉砕したSn化合物粉末に対して、更にSn粉末およびCu粉末を添加混合した原料粉末を用いる構成を採用すれば、上記目的が見事に達成されることを見出し、本発明を完成した。
【0017】
本発明で用いる原料粉末は、Ti,Zr,Hf,VおよびTaよりなる群から選ばれる1種以上の金属(合金元素)を含有するものであるが、これらの合金元素は、Nb3Sn生成時に反応層内に少量固溶することで超電導特性を向上させる作用を発揮する。また、高融点Sn化合物を形成して、押し出し時の加工熱でSnが溶出するのを防止する効果も発揮する。即ち、Sn単独ではその融点が低いことから、そのままの状態では押し出し時の加工熱によってSnが溶出するのであるが、Snを予め合金化しておくことによって、こうした不都合が回避できるのである。こうした効果を発揮させるためには、これらの合金元素とSnを溶融拡散反応させて、Snとの合金若しくは金属間化合物の形態に予め形成しておく必要がある。こうした観点から、原料粉末に含有されるSnについても、その全量が溶融拡散反応に供されていたのである。また、熱処理反応温度を下げるためのCuについても、溶融拡散反応後の化合物の粉砕性をよくするという観点から、溶融拡散反応の際に添加混合されていたのである。
【0018】
しかしながら、こうした構成を採用すると、上述の如く加工性に悪影響を与えるSn−Cu化合物が形成されることになる。また、原料粉末の密着性、加工性が悪くなって、CIPなどの等方圧による圧粉処理を施すことに支障をきたすことになる。
【0019】
そこで本発明者らは、こうした不都合が生じるのを防止しつつ良好な超電導特性を発揮するNb3Sn超電導線材の実現を目指して検討した。その結果、上記溶融拡散反応を行う際に、原料となるSnの全量を反応させるのではなく、Ti,Zr,Hf,V,Ta等の合金元素を合金化させるのに必要最小限な量だけ反応させれば良いことが判明したのである。またCuについても、溶融拡散反応の際には添加せずに、その反応の後に原料粉末に添加混合することによって、Cu添加による熱処理温度低下効果が有効に発揮されることが判明したのである。更に、こうした構成を採用することによって、その後に混合添加するSn粉末量も却って増大させることができ、熱処理温度を750℃以下にした場合であっても、高い臨界電流密度を発揮するNb3Sn超電導線材が実現されて、超電導特性を更に向上できたのである。
【0020】
本発明によれば、Sn化合物粉末を予め生成させた後に、Cu粉末を添加することになるので、Sn化合物生成反応(溶融拡散反応)の際に、高硬度のSn−Cu化合物を生成させることなく線材化することができ、線材加工途中における異常変形や断線の発生を極力低減できることになる。
【0021】
上記化合物粉末は、Ti,Zr,Hf,V,Ta等の合金元素とSnを溶融拡散反応させることによって得られるものであり、合金元素とSnの混合割合については特に限定されるものではないが、超電導特性の観点からして、合金元素:Sn=4:1〜1:2(原子比)程度であることが好ましい。
【0022】
本発明では、上記のようなSn化合物を生成させた後粉砕してSn化合物粉末とし、これにSn粉末およびCu粉末を添加混合したものを原料粉末として用いるものであるが、原料粉末における混合割合は、Sn化合物粉末を100質量部としたときに、Sn粉末が15〜90質量部、Cu粉末が1〜20質量部とすることが好ましい。
【0023】
Sn粉末の混合割合が15質量部未満となると、Snの添加による超電導特性の改善効果が発揮されにくくなり、90質量部を超えると、原料粉末中における上記合金元素の含有量が相対的に少なくなって、押し出し加工時に加工発熱によってSnが溶出してしまうことになる。またCu粉末の混合割合が1質量部未満では、Cu添加による熱処理温度(拡散熱処理温度)低減効果が発揮されず、20質量部を超えると、拡散熱処理時にCuがNb3Sn相にまで拡散してしまい、良質なNb3Sn相が得られず、その結果として臨界電流密度Jcが低下してしまうことになる。
【0024】
本発明方法においては、原料粉末をシース材に充填するに際し、冷間静水圧圧縮法(CIP法)等を採用して、原料粉末を等方圧による圧粉処理することも有効である。こうした処理を施すことによって、原料粉末のシースへの充填率を95%以上に高めることができる。また本発明で用いる原料粉末は、Sn化合物粉末に対して、Sn粉末を添加混合したものであるので、Sn化合物粉末だけのものに比べて、Sn粉末が変形媒体となって均一加工が可能になる。
【0025】
尚、CIPを施す際には、ゴム型に充填した後CIPすることになるが、CIP成形体には機械加工を施すことも可能となり、それだけビレット組み立て精度を高めることができる。またCIPを行うときの条件としては、粉末をより高密度に充填するという観点から、圧力は10MPa以上であることが好ましく、加圧パターンとしては低圧から段階的に圧力を上げて加圧することも考えられる。また、Sn粉末を添加した後、300℃程度で加熱すると、Snが良く馴染んで加工性が向上することも考えられる。
【0026】
以下、本発明を実施例によってより具体的に説明するが、下記実施例は本発明を限定する性質のものではなく、前・後記の趣旨に徴して設計変更することは、いずれも本発明の技術的範囲に含まれるものである。例えば、下記実施例では、単芯の超電導線材として用いる場合について示したが、Cuマトリックス中に複数本の単芯が配置された多芯の超電導線材の形で用いられる場合も勿論適用可能である。
【実施例】
【0027】
実施例1
Arガス雰囲気中で、350メッシュ以下の粒径のTaおよびSn粉末を、Ta:Sn=6:5(原子比)となるように電子天秤で秤量し、これらをVブレンダー中で30分間混合した。この混合粉末に、真空中で950℃、10時間の熱処理を施し、Ta−Sn化合物を生成させた。尚、下記表1のNo.1のものについては、この混合粉末の段階で、更に2質量%のCu粉末を加えた。
【0028】
得られたTa−Sn化合物を荒粉砕した後、Ar雰囲気中で自動乳鉢にて1時間粉砕し、75μm以下の粒径にした。この段階で得られた粉末を、「元となるSnの合金または化合物」(前記「Sn化合物」)と呼ぶ。
【0029】
このTa−Sn化合物粉末100質量部に対して、下記表1に示す量のSn粉末およびCu粉末を、Ar雰囲気中で添加し、Vブレンダー中で1時間混合した。これらの粉末をゴム型に封入した後、CIPにて200MPa、15分間圧縮し、32mmφ×181mmの成形体を得た。
【0030】
得られた成形体を、機械加工で30mmφ×180mmにした後、外径:50mm、内径:30mmのNb−7.5質量%Ta合金製シース内に挿入し、更に外径:65mm、内径:55mmの無酸素銅からなる押し出しビレットに挿入した。この押し出しビレットを、静水圧押し出し装置にて押し出した後、ダイス伸線により線径0.2mmまで加工した。
【0031】
この線材に、Nb3Snを生成させるために、真空中で700℃×100時間の熱処理を施した。この熱処理後の線材について、超電導マグネットにより外部磁場を印加した状態で臨界電流(Ic)を測定し、線材断面の非銅部の面積でIcを除して臨界電流密度(Jc)の評価を行った。その結果のうち、温度4.2K、磁場20T中での臨界電流密度(Jc)を下記表1に併記する。
【0032】
【表1】

【0033】
この結果から明らかなように、本発明の手順によって製造されたNb3Sn超電導線材では、高性能な超電導特性が発揮できていることが分かる。
【図面の簡単な説明】
【0034】
【図1】粉末法によって得られたNb3Sn線材を模式的に示した断面図である。
【符号の説明】
【0035】
1 シース
2 粉末コア部
【技術分野】
【0001】
本発明は、Nb3Sn超電導線材を粉末法によって製造する方法に関するものであり、殊に高磁場発生用超電導マグネットの素材として有用な粉末法Nb3Sn超電導線材を製造する方法に関するものである。
【背景技術】
【0002】
超電導線材が実用化されている分野のうち、高分解能核磁気共鳴(NMR)分析装置に用いられる超電導マグネットについては発生磁場が高いほど分解能が高まることから、超電導マグネットは近年ますます高磁場化の傾向にある。
【0003】
高磁場発生用超電導マグネットに使用される超電導線材としては、Nb3Sn線材が実用化されており、このNb3Sn超電導線材の製造には主にブロンズ法が採用されている。このブロンズ法は、Cu−Sn基合金(ブロンズ)マトリックス中に複数のNb基芯材を埋設し、伸線加工することによって上記Nb基芯材をフィラメントとなし、このフィラメントを複数束ねて線材群となし、安定化の為の銅(安定化銅)に埋設して伸線加工する。上記線材群を600〜800℃で熱処理(拡散熱処理)することにより、Nb基フィラメントとマトリックスの界面にNb3Sn化合物相を生成する方法である。しかしながら、この方法ではブロンズ中に固溶できるSn濃度には限界があり(15.8質量%以下)、生成されるNb3Sn層の厚さが薄く、また結晶性が劣化してしまい、高磁場特性が良くないという欠点がある。
【0004】
Nb3Sn超電導線材を製造する方法としては、上記ブロンズ法の他に、チューブ法や内部拡散法も知られている。このうち、チューブ法では、Nbチューブの中にSn芯を配置し、これらをCuパイプ内に挿入して縮径加工した後、熱処理によってNbとSnを拡散反応させてNb3Snを生成させる方法である(例えば、特許文献1)。また、内部拡散法では、Cuを母材とし、この母材中央部にSn芯を埋設すると共に、Sn芯の周囲のCu母材中に複数のNb線を配置し、縮径加工した後、熱処理によってSnを拡散させ、Nbと反応させることによってNb3Snを生成させる方法である(例えば、特許文献2)。これらの方法では、ブロンズ法のような固溶限によるSn濃度に限界がないのでSn濃度をできるだけ高く設定でき、超電導特性が向上することになる。
【0005】
一方、Nb3Sn超電導線材を製造する方法としては、粉末法も知られている。この方法としては、例えば特許文献3には、Ti,Zr,Hf,VおよびTaよりなる群から選ばれる1種以上の金属(合金元素)とSnを高温で溶融拡散反応させてそれらの合金または金属間化合物(以下、「Sn化合物」と呼びことがある)とし、それを粉砕してSn化合物原料粉末を得、この粉末を芯材(後記粉末コア部)としてNbまたはNb基合金シース内に充填し、縮径加工した後熱処理(拡散熱処理)する方法が開示されている。この方法では、ブロンズ法よりも厚く、良質なNb3Sn層が生成可能であるため、高磁場特性に優れた超電導線材が得られることが示されている。また、原料粉末中のSn量は20〜75原子%まで高められることも示されている。
【0006】
図1は、粉末法でNb3Sn超電導線材を製造する状態を模式的に示した断面図であり、図中1はNbまたはNb基合金からなるシース(管状体)、2は原料粉末が充填される粉末コア部を夫々示す。粉末法を実施するに当たっては、少なくともSnを含む原料粉末をシース1の粉末コア部2に充填し、これを押出し、伸線加工等の縮径加工を施すことによって線材化した後、マグネット等に巻き線してから熱処理を施すことによってシースと原料粉末の界面にNb3Sn超電導相を形成する。
【0007】
ところで、超電導相を形成するときの熱処理温度は、900〜1000℃程度の高温であることが好ましいとされているが、原料粉末にCuを添加することによって、熱処理温度を650〜750℃程度まで下げることができることも知られている。こうした観点から、粉末法では、原料粉末中に微量のCu粉末を添加した後金属間化合物生成の熱処理をしたり、またチューブ法ではシースの内側にCuの薄い層を配置したりしている。尚、前記図1では、模式的に単芯であるものを示したが、実用上ではCuマトリックス中に複数本の単芯が配置された多芯材の形で用いられるのが一般的である。
【0008】
上記のような超電導線材は、主にソレノイド状に密巻きされて、高磁場超電導マグネットとして用いられるが、このような密巻きマグネットでの電気的短絡を防止するために、ガラス繊維からなる絶縁体を線材外周部に配置した後巻き線されるのが一般的である。また、線材の形状も丸線だけでなく平角線もある。そしてNb3Sn相は非常に脆いので、マグネット巻き線後に、Nb3Sn相生成のための熱処理を行うようにされている[ワインド アンド リアクト(W&R)法]。
【特許文献1】特開昭52−16997号公報 特許請求の範囲等
【特許文献2】特開昭49−114389号公報 特許請求の範囲等
【特許文献3】特開平11−250749号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
超電導相を形成するときの熱処理温度(拡散熱処理温度)は、900〜1000℃程度の高温であることが好ましいとされているのであるが、こうした高温で熱処理した場合には、絶縁体としてのガラス繊維が脆化してしまい、熱処理後に十分な絶縁性が確保できなくなる。一方、熱処理温度を750℃程度に抑えた場合には、Sn化合物からのSnの拡散およびNbとの反応が不十分となって超電導特性(例えば、臨界電流密度Jc)が低下してしまうという問題がある。
【0010】
また原料粉末にCuを添加することによって、熱処理温度を750℃以下まで下げることができることも知られているが、こうした構成を採用する場合には、まずTi,Zr,Hf,VおよびTaよりなる群から選択される1種以上の金属およびSnに加えて、更にCuの各粉末の夫々を適量秤量し、混合した後熱処理を行い、その後粉砕する過程を経ることになる。しかしながら、こうした手順で粉末法を実施した場合には、熱処理時に非常に硬いCu−Sn化合物も同時に生成されることになり、こうしたCu−Sn化合物の存在が細径化加工の途中でシースの異常変形を生じ、最悪の場合には断線を誘発することになる。
【0011】
ところで原料粉末をシ−ス材に充填するには、一軸プレスによって行われるのが一般的であるが、こうした処理の代わりに冷間静水圧圧縮(CIP)などの等方圧による圧粉処理を施すことによって、原料粉末の充填率を高めることができ、また均一加工をする上で好ましいとされている。しかしながら、CIP法を上記のSn化合物粉末に適用した場合には、該化合物粉末自体の延性が乏しいので、その後の伸線加工の際に却って不均一変形を起こしてしまい、超電導線材の製造自体が困難になるという問題がある。
【0012】
本発明はこうした状況の下でなされたものであって、その目的は、製造時に断線などを発生させることなく均一加工ができ、比較的低温で熱処理した場合であっても優れた超電導特性を発揮することのできる粉末法Nb3Sn超電導線材を製造するための有用な方法を提供することにある。
【課題を解決するための手段】
【0013】
上記目的を達成することのできた本発明方法とは、NbまたはNb合金からなるシース内に、少なくともSnを含む原料粉末を充填し、これを縮径加工して線材化した後熱処理することによって、シースと粉末の界面に超電導相を形成する粉末法Nb3Sn超電導線材の製造方法であって、前記原料粉末として、Ti,Zr,Hf,VおよびTaよりなる群から選ばれる1種以上の金属とSnの合金粉末または金属間化合物粉末に、更にSn粉末およびCu粉末を添加混合したものを用いる点に要旨を有するものである。
【0014】
本発明で原料粉末に添加するするSn粉末およびCu粉末は、前記合金粉末または金属間化合物粉末100質量部に対して、Sn粉末が15〜90質量部、Cu粉末が1〜20質量部であることが好ましい。また本発明方法を実施するに当たっては、原料粉末をシース材に充填する前に等方圧による圧粉処理を施すことが好ましい。
【発明の効果】
【0015】
本発明では、Ti,Zr,Hf,VおよびTaよりなる群から選ばれる1種以上の金属(合金元素)とSnを予め反応(溶融拡散反応)させて形成したSn化合物粉末に対して、更にSn粉末およびCu粉末を添加混合した原料粉末を用いる構成を採用することによって、Nb3Sn相生成反応に寄与するSn量を増加させることができると共に、生成熱処理温度が750℃以下であっても均一で且つ十分な量の超電導体を生成することができ、その結果として高い臨界電流密度を発揮するNb3Sn超電導線材が実現できたのである。また、Sn化合物粉末を予め生成させた後に、Cu粉末を添加することになるので、Sn化合物生成反応(溶融拡散反応)の際に、高硬度のSn−Cu化合物を生成させることなく線材化することができ、線材加工途中における異常変形や断線の発生を極力低減できることになる。
【発明を実施するための最良の形態】
【0016】
本発明者らは、上記目的を達成するために様々な角度から検討した。その結果、粉末法によってNb3Sn超電導線材を製造するに際して、Ti,Zr,Hf,VおよびTaよりなる群から選ばれる1種以上の金属(合金元素)とSnを予め反応(溶融拡散反応)させて粉砕したSn化合物粉末に対して、更にSn粉末およびCu粉末を添加混合した原料粉末を用いる構成を採用すれば、上記目的が見事に達成されることを見出し、本発明を完成した。
【0017】
本発明で用いる原料粉末は、Ti,Zr,Hf,VおよびTaよりなる群から選ばれる1種以上の金属(合金元素)を含有するものであるが、これらの合金元素は、Nb3Sn生成時に反応層内に少量固溶することで超電導特性を向上させる作用を発揮する。また、高融点Sn化合物を形成して、押し出し時の加工熱でSnが溶出するのを防止する効果も発揮する。即ち、Sn単独ではその融点が低いことから、そのままの状態では押し出し時の加工熱によってSnが溶出するのであるが、Snを予め合金化しておくことによって、こうした不都合が回避できるのである。こうした効果を発揮させるためには、これらの合金元素とSnを溶融拡散反応させて、Snとの合金若しくは金属間化合物の形態に予め形成しておく必要がある。こうした観点から、原料粉末に含有されるSnについても、その全量が溶融拡散反応に供されていたのである。また、熱処理反応温度を下げるためのCuについても、溶融拡散反応後の化合物の粉砕性をよくするという観点から、溶融拡散反応の際に添加混合されていたのである。
【0018】
しかしながら、こうした構成を採用すると、上述の如く加工性に悪影響を与えるSn−Cu化合物が形成されることになる。また、原料粉末の密着性、加工性が悪くなって、CIPなどの等方圧による圧粉処理を施すことに支障をきたすことになる。
【0019】
そこで本発明者らは、こうした不都合が生じるのを防止しつつ良好な超電導特性を発揮するNb3Sn超電導線材の実現を目指して検討した。その結果、上記溶融拡散反応を行う際に、原料となるSnの全量を反応させるのではなく、Ti,Zr,Hf,V,Ta等の合金元素を合金化させるのに必要最小限な量だけ反応させれば良いことが判明したのである。またCuについても、溶融拡散反応の際には添加せずに、その反応の後に原料粉末に添加混合することによって、Cu添加による熱処理温度低下効果が有効に発揮されることが判明したのである。更に、こうした構成を採用することによって、その後に混合添加するSn粉末量も却って増大させることができ、熱処理温度を750℃以下にした場合であっても、高い臨界電流密度を発揮するNb3Sn超電導線材が実現されて、超電導特性を更に向上できたのである。
【0020】
本発明によれば、Sn化合物粉末を予め生成させた後に、Cu粉末を添加することになるので、Sn化合物生成反応(溶融拡散反応)の際に、高硬度のSn−Cu化合物を生成させることなく線材化することができ、線材加工途中における異常変形や断線の発生を極力低減できることになる。
【0021】
上記化合物粉末は、Ti,Zr,Hf,V,Ta等の合金元素とSnを溶融拡散反応させることによって得られるものであり、合金元素とSnの混合割合については特に限定されるものではないが、超電導特性の観点からして、合金元素:Sn=4:1〜1:2(原子比)程度であることが好ましい。
【0022】
本発明では、上記のようなSn化合物を生成させた後粉砕してSn化合物粉末とし、これにSn粉末およびCu粉末を添加混合したものを原料粉末として用いるものであるが、原料粉末における混合割合は、Sn化合物粉末を100質量部としたときに、Sn粉末が15〜90質量部、Cu粉末が1〜20質量部とすることが好ましい。
【0023】
Sn粉末の混合割合が15質量部未満となると、Snの添加による超電導特性の改善効果が発揮されにくくなり、90質量部を超えると、原料粉末中における上記合金元素の含有量が相対的に少なくなって、押し出し加工時に加工発熱によってSnが溶出してしまうことになる。またCu粉末の混合割合が1質量部未満では、Cu添加による熱処理温度(拡散熱処理温度)低減効果が発揮されず、20質量部を超えると、拡散熱処理時にCuがNb3Sn相にまで拡散してしまい、良質なNb3Sn相が得られず、その結果として臨界電流密度Jcが低下してしまうことになる。
【0024】
本発明方法においては、原料粉末をシース材に充填するに際し、冷間静水圧圧縮法(CIP法)等を採用して、原料粉末を等方圧による圧粉処理することも有効である。こうした処理を施すことによって、原料粉末のシースへの充填率を95%以上に高めることができる。また本発明で用いる原料粉末は、Sn化合物粉末に対して、Sn粉末を添加混合したものであるので、Sn化合物粉末だけのものに比べて、Sn粉末が変形媒体となって均一加工が可能になる。
【0025】
尚、CIPを施す際には、ゴム型に充填した後CIPすることになるが、CIP成形体には機械加工を施すことも可能となり、それだけビレット組み立て精度を高めることができる。またCIPを行うときの条件としては、粉末をより高密度に充填するという観点から、圧力は10MPa以上であることが好ましく、加圧パターンとしては低圧から段階的に圧力を上げて加圧することも考えられる。また、Sn粉末を添加した後、300℃程度で加熱すると、Snが良く馴染んで加工性が向上することも考えられる。
【0026】
以下、本発明を実施例によってより具体的に説明するが、下記実施例は本発明を限定する性質のものではなく、前・後記の趣旨に徴して設計変更することは、いずれも本発明の技術的範囲に含まれるものである。例えば、下記実施例では、単芯の超電導線材として用いる場合について示したが、Cuマトリックス中に複数本の単芯が配置された多芯の超電導線材の形で用いられる場合も勿論適用可能である。
【実施例】
【0027】
実施例1
Arガス雰囲気中で、350メッシュ以下の粒径のTaおよびSn粉末を、Ta:Sn=6:5(原子比)となるように電子天秤で秤量し、これらをVブレンダー中で30分間混合した。この混合粉末に、真空中で950℃、10時間の熱処理を施し、Ta−Sn化合物を生成させた。尚、下記表1のNo.1のものについては、この混合粉末の段階で、更に2質量%のCu粉末を加えた。
【0028】
得られたTa−Sn化合物を荒粉砕した後、Ar雰囲気中で自動乳鉢にて1時間粉砕し、75μm以下の粒径にした。この段階で得られた粉末を、「元となるSnの合金または化合物」(前記「Sn化合物」)と呼ぶ。
【0029】
このTa−Sn化合物粉末100質量部に対して、下記表1に示す量のSn粉末およびCu粉末を、Ar雰囲気中で添加し、Vブレンダー中で1時間混合した。これらの粉末をゴム型に封入した後、CIPにて200MPa、15分間圧縮し、32mmφ×181mmの成形体を得た。
【0030】
得られた成形体を、機械加工で30mmφ×180mmにした後、外径:50mm、内径:30mmのNb−7.5質量%Ta合金製シース内に挿入し、更に外径:65mm、内径:55mmの無酸素銅からなる押し出しビレットに挿入した。この押し出しビレットを、静水圧押し出し装置にて押し出した後、ダイス伸線により線径0.2mmまで加工した。
【0031】
この線材に、Nb3Snを生成させるために、真空中で700℃×100時間の熱処理を施した。この熱処理後の線材について、超電導マグネットにより外部磁場を印加した状態で臨界電流(Ic)を測定し、線材断面の非銅部の面積でIcを除して臨界電流密度(Jc)の評価を行った。その結果のうち、温度4.2K、磁場20T中での臨界電流密度(Jc)を下記表1に併記する。
【0032】
【表1】
【0033】
この結果から明らかなように、本発明の手順によって製造されたNb3Sn超電導線材では、高性能な超電導特性が発揮できていることが分かる。
【図面の簡単な説明】
【0034】
【図1】粉末法によって得られたNb3Sn線材を模式的に示した断面図である。
【符号の説明】
【0035】
1 シース
2 粉末コア部
【特許請求の範囲】
【請求項1】
NbまたはNb合金からなるシース内に、少なくともSnを含む原料粉末を充填し、これを縮径加工して線材化した後熱処理することによって、シースと粉末の界面に超電導層を形成する粉末法Nb3Sn超電導線材の製造方法であって、前記原料粉末として、Ti,Zr,Hf,VおよびTaよりなる群から選ばれる1種以上の金属とSnの合金粉末または金属間化合物粉末に、更にSn粉末およびCu粉末を添加混合したものを用いることを特徴とする粉末法Nb3Sn超電導線材の製造方法。
【請求項2】
添加するSn粉末およびCu粉末は、前記合金粉末または金属間化合物粉末100質量部に対して、Sn粉末が15〜90質量部、Cu粉末が1〜20質量部である請求項1に記載の粉末法Nb3Sn超電導線材の製造方法。
【請求項3】
シースに充填する前に、原料粉末に対して等方圧による圧粉処理を施す請求項1または2に記載の粉末法Nb3Sn超電導線材の製造方法。
【請求項1】
NbまたはNb合金からなるシース内に、少なくともSnを含む原料粉末を充填し、これを縮径加工して線材化した後熱処理することによって、シースと粉末の界面に超電導層を形成する粉末法Nb3Sn超電導線材の製造方法であって、前記原料粉末として、Ti,Zr,Hf,VおよびTaよりなる群から選ばれる1種以上の金属とSnの合金粉末または金属間化合物粉末に、更にSn粉末およびCu粉末を添加混合したものを用いることを特徴とする粉末法Nb3Sn超電導線材の製造方法。
【請求項2】
添加するSn粉末およびCu粉末は、前記合金粉末または金属間化合物粉末100質量部に対して、Sn粉末が15〜90質量部、Cu粉末が1〜20質量部である請求項1に記載の粉末法Nb3Sn超電導線材の製造方法。
【請求項3】
シースに充填する前に、原料粉末に対して等方圧による圧粉処理を施す請求項1または2に記載の粉末法Nb3Sn超電導線材の製造方法。
【図1】

【公開番号】特開2006−114491(P2006−114491A)
【公開日】平成18年4月27日(2006.4.27)
【国際特許分類】
【出願番号】特願2005−268377(P2005−268377)
【出願日】平成17年9月15日(2005.9.15)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【出願人】(000125369)学校法人東海大学 (352)
【Fターム(参考)】
【公開日】平成18年4月27日(2006.4.27)
【国際特許分類】
【出願日】平成17年9月15日(2005.9.15)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【出願人】(000125369)学校法人東海大学 (352)
【Fターム(参考)】
[ Back to top ]