
粒子含有繊維ウェブ
ポリマー繊維の自立不織ウェブと、ウェブ中に絡まった少なくとも80重量%の収着剤粒子と、を含む多孔質シート物品であって、上記繊維が、同様の直径のポリプロピレン繊維よりも、十分高い弾性または十分大きい結晶化収縮を有し、上記ウェブが少なくとも1.6×104/mm水の吸着係数Aを有するように、収着剤粒子がウェブ中に十分均一に分散している、多孔質シート物品。この物品は、圧力低下が小さく、この物品によって、長い耐用寿命と、充填炭素床に近い吸着係数、場合により充填炭素床よりも高い吸着係数と、を有するフィルターエレメントを提供することができる。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、粒子含有繊維ウェブおよび濾過に関する。
【背景技術】
【0002】
溶剤およびその他の空気中の有害物質が存在する場合に使用される呼吸装置には、収着剤粒子を含有する濾過エレメントが使用される場合がある。この濾過エレメントは、収着剤粒子の層を含有するカートリッジ、あるいは収着剤粒子を含浸させたまたはコーティングした濾過材料の層またはインサートであってよい。濾過エレメントの設計には、圧力低下、サージ耐性、全体の耐用寿命、重量、厚さ、全体の大きさ、振動や摩耗など可能性のある損傷に対する抵抗性、および試料間のばらつきなどの、時として競合する要因間でのあるバランスを要する場合がある。通常、収着剤粒子の充填層は、全体の体積が最小となるときに耐用寿命が最長となるが、圧力低下が最適値よりも大きくなる場合がある。収着剤粒子が充填された繊維ウェブは、多くの場合圧力低下が小さいが、耐用寿命が短かったり、大型になりすぎたり、望ましい試料間のばらつきよりも大きくなったりすることがある。
【0003】
粒子含有繊維ウェブに関する参考文献としては、特許文献1(ワトソン(Watson))、特許文献2(ブラウン(Braun))、特許文献3(コルピン(Kolpin)ら)、特許文献4(エイアン(Eian)ら)、特許文献5(モーマン(Morman)ら)、特許文献6(ブルッカー(Brooker)ら‘318)、特許文献7(ブルッカー(Brooker)ら‘639)、特許文献8(ブラウン(Braun)ら‘240)、特許文献9(マーケル(Markell)ら)、特許文献10(ミントー(Minto)ら)、特許文献11(ミュールフェルト(Muehlfeld)ら)、特許文献12(グレーガー(Groeger))、特許文献13(グレーガー(Groeger)ら‘092)、特許文献14(グレーガー(Groeger)ら‘808)、特許文献15(フロイント(Freund)ら)、特許文献16(グレーガー(Groeger)ら‘813)、特許文献17(スプリンゲット(Springett)ら)、ならびに特許文献18および特許文献19が挙げられる。他の粒子含有フィルター構造に関する参考文献としては、特許文献20(ブラウン(Braun)ら‘465)、特許文献21(コスロー(Koslow))、特許文献22(タン(Tang)ら)、および特許文献23(センクス(Senkus)ら)が挙げられる。繊維ウェブに関する他の参考文献としては、特許文献24(モーマン(Morman))が挙げられる。
【特許文献1】米国特許第2,988,469号明細書
【特許文献2】米国特許第3,971,373号明細書
【特許文献3】米国特許第4,429,001号明細書
【特許文献4】米国特許第4,681,801号明細書
【特許文献5】米国特許第4,741,949号明細書
【特許文献6】米国特許第4,797,318号明細書
【特許文献7】米国特許第4,948,639号明細書
【特許文献8】米国特許第5,035,240号明細書
【特許文献9】米国特許第5,328,758号明細書
【特許文献10】米国特許第5,720,832号明細書
【特許文献11】米国特許第5,972,427号明細書
【特許文献12】米国特許第5,885,696号明細書
【特許文献13】米国特許第5,952,092号明細書
【特許文献14】米国特許第5,972,808号明細書
【特許文献15】米国特許第6,024,782号明細書
【特許文献16】米国特許第6,024,813号明細書
【特許文献17】米国特許第6,102,039号明細書
【特許文献18】国際公開第00/39379号パンフレット
【特許文献19】国際公開第00/39380号パンフレット
【特許文献20】米国特許第5,033,465号明細書
【特許文献21】米国特許第5,147,722号明細書
【特許文献22】米国特許第5,332,426号明細書
【特許文献23】米国特許第6,391,429号明細書
【特許文献24】米国特許第4,657,802号明細書
【発明の開示】
【課題を解決するための手段】
【0004】
活性炭粒子を含有するメルトブローン不織ウェブは、空気中からガスおよび蒸気を取り除くために使用できるが、ガスおよび蒸気の防毒マスク(respirator)用の交換式フィルターカートリッジ中にこのようなウェブを使用することは困難な場合がある。たとえば、ウェブがメルトブローンポリプロピレンおよび活性炭粒子から形成される場合、容易に達成可能な炭素充填量は、通常約100〜200g/m2である。このようなウェブを適切な形状に切断して、交換式カートリッジハウジングに挿入する場合、そのカートリッジは、適用規格によって形成される本体によって設定される必要性能に適合するのに十分な活性炭を含有しないことがある。より高い炭素充填量を試みることができるが、炭素粒子がウェブから脱落することがあり、そのため、製造環境におけるウェブの取り扱いが困難になり、目標とする最終性能を確実に達成することが困難になる。真空成形などの成形後作業を使用して、ウェブを緻密化させることもできるが、これによって、追加の製造設備が必要となり、さらなるウェブの取り扱いが必要となる。
【0005】
本発明者らは、適切な弾性または適切な収縮性を有するポリマーを使用して高充填粒子含有不織ウェブを製造することによって、長い耐用寿命と小さい圧力低下との非常に望ましい組み合わせを有する多孔質シート物品が得られることを発見した。この結果得られるウェブは、比較的低い炭素脱落傾向を有することができ、自動化装置を使用して交換式フィルターカートリッジを大量生産するために特に有用となりうる。
【0006】
一態様において、本発明は、ポリマー繊維の自立不織ウェブと、ウェブ中に絡まった(enmesh)少なくとも80重量%の収着剤粒子と、を含む多孔質シート物品を提供し、この繊維は、同様の直径のポリプロピレン繊維よりも、十分高い弾性または十分大きい結晶化収縮を有し、ウェブが少なくとも1.6×104/mm水(すなわち、少なくとも1.6×104mm水−1)の吸着係数Aを有するように、収着剤粒子はウェブ中に十分均一に分散している。
【0007】
別の態様においては、本発明は、ポリマー繊維の自立不織ウェブと、収着剤粒子と、を含む多孔質シート物品の製造方法であって:
a)溶融ポリマーを複数のオリフィスに流してフィラメントを形成するステップと、
b)フィラメントを繊維へと細くするステップと、
c)フィラメントまたは繊維の中に収着剤粒子の流れを向かわせるステップと、
d)繊維および収着剤粒子を不織ウェブとして捕集するステップと、を含み、
少なくとも80重量%の上記収着剤粒子はウェブ中に絡まり、上記繊維は、同様の直径のポリプロピレン繊維よりも、十分高い弾性または十分大きい結晶化収縮を有し、上記ウェブが少なくとも1.6×104/mm水の吸着係数Aを有するように、上記収着剤粒子がウェブ中に十分均一に分散している、方法を提供する。
【0008】
別の態様においては、本発明は、着用者の少なくとも鼻および口を概して囲む内側部分と、内側部分に周囲空気を供給するための空気取り入れ経路と、そのように供給された空気を濾過するために空気取り入れ経路にわたって配置された多孔質シート物品と、を有する呼吸装置を提供し、上記多孔質シート物品は、ポリマー繊維の自立不織ウェブと、そのウェブ中に絡まった少なくとも80重量%の収着剤粒子と、を含み、上記繊維は、同様の直径のポリプロピレン繊維よりも、十分高い弾性または十分大きい結晶化収縮を有し、上記物品が少なくとも1.6×104/mm水の吸着係数Aを有するように、上記収着剤粒子がウェブ中に十分均一に分散している。
【0009】
さらに別の態様においては、本発明は、呼吸装置用の交換式フィルターエレメントを提供し、このエレメントは、装置上にエレメントを取り付けるための支持構造と、ハウジングと、装置内を通過する空気をエレメントが濾過できるようにハウジング内に配置された多孔質シート物品と、を含み、この物品は、ポリマー繊維の自立不織ウェブと、ウェブ中に絡まった少なくとも80重量%の収着剤粒子と、を含み、上記繊維は、同様の直径のポリプロピレン繊維よりも、十分高い弾性または十分大きい結晶化収縮を有し、上記エレメントが少なくとも1.6×104/mm水の吸着係数Aを有するように、上記収着剤粒子がウェブ中に十分均一に分散している。
【0010】
本発明のこれらおよびその他の態様は、以下の詳細な説明から明らかとなるであろう。しかし、いかなる場合においても、以上の概要は、権利請求の対象とする主題を限定するものとして構成されたものではなく、この主題は、添付の特許請求の範囲によってのみ規定され、審査手続中には修正可能である。
【0011】
種々の図面中の類似の参照記号は、類似の要素を示している。図面中の要素の縮尺は一定ではない。
【発明を実施するための最良の形態】
【0012】
シート物品に関して本明細書において使用される場合、単語「多孔質」は、個人用呼吸装置のフィルターエレメント中に使用可能となるようにガスを十分透過することができる物品を意味する。
【0013】
語句「不織ウェブ」は、繊維の絡み合いまたは点接合を特徴とする繊維ウェブを意味する。
【0014】
用語「自立」は、引き裂きおよび破壊を実質的に起こさずドレープ可能および取り扱い可能となるのに十分な凝集性および強度を有するウェブを意味する。
【0015】
語句「フィラメントを繊維へと細くする」は、フィラメントのセグメントを、より長くより小さな直径のセグメントに変化させることを意味する。
【0016】
単語「メルトブローイング」は、不織ウェブの形成方法の1つであって、繊維形成性材料を複数のオリフィスから押し出してフィラメントを形成し、同時にそのフィラメントを空気またはその他の細化流体(attenuating fluid)と接触させて、フィラメントを繊維へと細くして、その後、細くした繊維の層を捕集することによる方法を意味する。
【0017】
語句「メルトブローン繊維」は、メルトブローイングを使用して製造された繊維を意味する。メルトブローン繊維のアスペクト比(長さ対直径の比)は、実質的に無限大(たとえば、一般に少なくとも約10,000以上)であるが、メルトブローン繊維は不連続であるとの報告がある。このような繊維の塊から1本の完全なメルトブローン繊維を取り出したり、1本のメルトブローン繊維を開始から終了まで追跡したりすることが通常不可能となるのに十分な長さおよび絡み合いを、これらの繊維は有する。
【0018】
語句「スパンボンド法」は、不織ウェブの形成方法の1つであって、低粘度溶融物を複数のオリフィスから押し出してフィラメントを形成し、そのフィラメントをまたは他の流体で冷却してフィラメントの少なくとも表面を固化させ、少なくとも部分的に固化したフィラメントを空気または他の流体と接触させることでフィラメントを繊維へと細くして、細くした繊維の層の捕集および場合によりカレンダー加工を行うことによる方法を意味する。
【0019】
語句「スパンボンド繊維」は、スパンボンド法を使用して製造された繊維を意味する。このような繊維は、一般に連続であり、このような繊維の塊から1本の完全なスパンボンド繊維を取り出すことが通常不可能となるのに十分な絡み合いまたは点接合を有する。
【0020】
語句「不織ダイ」は、メルトブローイングまたはスパンボンド法において使用されるダイを意味する。
【0021】
不織ウェブ中の粒子に関して使用される場合、単語「絡まった」は、水平ロッド上でのウェブのドレーピングなどの穏やかな取り扱いをウェブに対して行った場合に、ウェブ内またはウェブ上に残存するように、ウェブに十分結合しているかウェブ内に十分に取り込まれている粒子を意味する。
【0022】
ポリマーに関して使用される場合、語句「弾性限界」は、応力から開放されたときに、そのポリマーから形成された物体が受けることができ、その元の形態に戻ることができる最大ひずみを意味する。
【0023】
ポリマーに関して使用される場合、単語「弾性の」または「弾性」は、ASTM D638−03、プラスチックの引張特性に関する標準試験方法(Standard Test Method for Tensile Properties of Plastics)を使用して測定した場合に、その弾性限界において、約10%を超える伸びを有する材料を意味する。
【0024】
語句「結晶化収縮」は、ポリマー鎖の折りたたみまたはポリマー鎖の再配列などによって、繊維が、配向が少なく結晶性の低い状態から、配向がより多く結晶性のより高い状態に移行する場合に発生しうる、束縛のない繊維の長さの不可逆的変化を意味する。
【0025】
図1を参照すると、開示の多孔質シート物品10の断面が概略的に示されている。物品10は、厚さTと、あらゆる望ましい寸法の長さおよび幅とを有する。物品10は、絡み合ったポリマー繊維12を含有する不織ウェブであり、収着剤炭素粒子14がそのウェブの中に絡まっている。物品10中の連結した小さな孔隙(図1中には明示していない)によって、周囲空気またはその他の流体が、物品10の厚さ寸法を通り抜ける(たとえば流動する)ことができる。粒子14は、そのような流体中に存在する溶剤およびその他の有害となりうる物質を吸収する。
【0026】
図2は、2つの不織層22および24を有する開示の多層物品20の断面図を示している。層22および24のそれぞれは、繊維および収着剤粒子(図2には明示していない)を含有する。層22および24は、互いに同じである場合も異なる場合もあり、図1中の物品10と同じである場合も異なる場合もある。たとえば、層22および24中の収着剤粒子異なる物質からできている場合、物品20を通からする流体から、有害となる可能性のある異なる物質を除去することができる。層22および24中の収着剤粒子が同じ物質からできている場合は、物品20は、同等の全体組成および厚さの単層物品よりも、厚さ寸法を通過する流体からより効率的に、またはより長い耐用期間で、有害となりうる物質を除去することができる。希望するなら、物品20などの多層物品は、2層を超える不織層を含むことができ、たとえば3層以上、4層以上、5層以上、あるいは10層以上を含むことができる。
【0027】
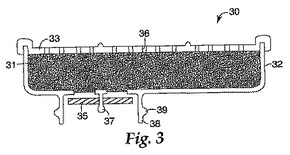
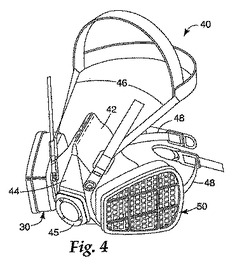
図3は、開示のフィルターエレメント30の断面図を示している。エレメント30の内部には、図1または図2に示されるような多孔質シート物品31を充填することができる。ハウジング32と孔あきカバー33とがシート物品31を取り囲んでいる。周囲空気は開口部36からフィルターエレメント30に入り、シート物品31を通過し(これによって、このような周囲空気中の有害となりうる物質が、シート物品31中の粒子によって吸収される)、支持体37の上に取り付けられた空気取り込み弁35を通ってエレメント30を出て行く。スピゴット38およびバヨネットフランジ39によって、フィルターエレメント30が、図4に開示の装置40などの呼吸装置に交換可能に取付可能となる。装置40は、米国特許第5,062,421号明細書(バーンズ(Burns)ら)に示されるようないわゆるハーフマスクである。装置40は、軟質で柔軟な面体42を含み、この面体42は、比較的薄く剛性の構造部材またはインサート44の周囲にインサート成形することができる。インサート44は、呼気弁45と、装置40の頬の領域にフィルターエレメント30を取り外し可能に取り付けるための窪んだバヨネットねじ付き開口部(図4には示していない)とを含む。調節可能なヘッドバンド46およびネックストラップ48によって、着用者の鼻および口の上に装置40をしっかりと装着することができる。このような装置の構造に関するさらなる詳細は、当業者には周知であろう。
【0028】
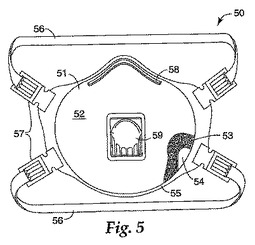
図5は、開示の呼吸装置50の部分断面図を示している。装置50は、米国特許第6,234,171B1号明細書(スプリンゲット(Springett)ら)に示されているような使い捨てのマスクである。装置50は、外部被覆ウェブ52でできたほぼカップ形のシェルまたは呼吸装置本体51と、図1または図2に示されるような収着剤粒子含有不織ウェブ53と、内部被覆ウェブ54とを有する。溶接された端部55は、これらの層を互いに維持し、装置50の端部からの漏れを軽減するためのフェイスシール領域を提供する。装置50は、タブ57によって装置50に固定された調節可能なヘッドおよびネックストラップ56と、アルミニウムなどの金属の折り曲げ可能な極軟金属(dead−soft metal)のノーズバンド58と、呼気弁59とを含む。このような装置の構造に関するさらなる詳細は、当業者には周知であろう。
【0029】
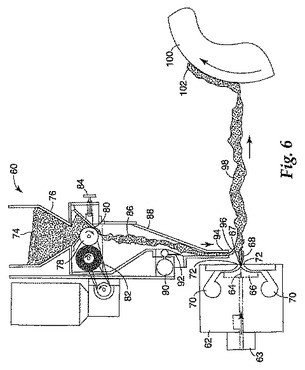
図6は、メルトブローイングを使用して粒子充填不織ウェブを製造するための開示の装置60を示している。溶融した繊維形成性ポリマー材料は、入口63を介して不織ダイ62に入り、ダイキャビティ66のダイスロット64(すべて想像線で示している)を通過して流れ、オリフィス67などのオリフィスを通って、一連のフィラメント68としてダイキャビティ66を出る。空気マニホールド70を介して通された細化流体(通常は空気)は、フィラメント68を繊維98へと細くする。同時に、収着剤粒子74はホッパー76を通り抜けて、供給ロール78およびドクターブレード80を通過する。モーター付きブラシロール82が供給ロール78を回転させる。ねじ式アジャスター84を動かすことで、クロスウェブ均一性と、供給ロール78からの粒子漏出速度とを改善することができる。全体の粒子の流速は、供給ロール78の回転速度を変化させることで調整可能である。異なる粒子の場合に供給性能を最適化するために、供給ロール78の表面を変更することができる。収着剤粒子74のカスケード86が、供給ロール78からシュート88を通って落下する。空気またはその他の流体が、マニホールド90およびキャビティ92を通過して、チャネル94を通って落下する流れ96の粒子74を、フィラメント68および繊維98の真ん中に向かわせる。粒子74と繊維98との混合物は多孔質捕集器100に到着して、自立の粒子充填メルトブローン不織ウェブ102を形成する。このような装置を使用してメルトブローイングを行うための方法に関するさらなる詳細は、当業者には周知であろう。
【0030】
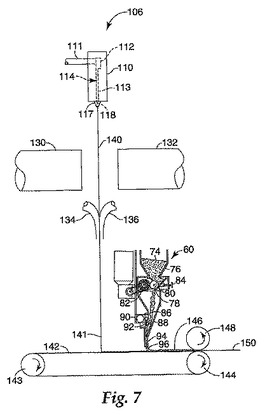
図7は、スパンボンド法を使用して粒子充填不織ウェブを製造するための開示の装置106を示している。溶融した繊維形成性ポリマー材料は、入口111からほぼ垂直の不織ダイ110に入り、マニホールド112、およびダイキャビティ114のダイスロット113(すべて想像線で示されている)を通って下方向に流れ、ダイチップ117中のオリフィス118などのオリフィスを通って、下方向に延在する一連のフィラメント140としてダイキャビティ114を出る。ダクト130および132を介して通された冷却流体(通常は空気)によって、フィラメント140の少なくとも表面が固化する。この少なくとも部分的に固化したフィラメント140は、捕集器142に向かって引き取られ、同時に、ダクト134および136を介して加圧下で供給される細化流体(通常は空気)の全体的に反対側の流れによって繊維141へと細くされる。同時に、収着剤粒子74はホッパー76を通り抜けて、図6において構成要素76〜94によって示される装置と類似の装置中の供給ロール78およびドクターブレード80を通過する。粒子74の流れ96は、ノズル94を介して繊維141の真ん中に向けられる。粒子74と繊維141との混合物は、多孔質捕集器142に到着し、ローラー143および144上で運ばれて、自立の粒子充填スパンボンドウェブ146が形成される。ロール144の反対側にあるカレンダーロール148によって、ウェブ146中の繊維が圧縮され点接合されて、カレンダー加工された粒子充填スパンボンド不織ウェブ150が形成される。このような装置を使用してスパンボンディングを行うための方法に関するさらなる詳細は、当業者には周知であろう。
【0031】
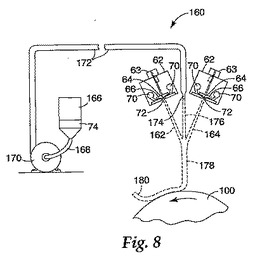
図8は、メルトブローイングを使用して粒子充填不織ウェブを製造するための開示の装置160を示している。この装置は、ほぼ垂直で斜めに配置された2つの不織ダイ66を使用しており、これらのダイから、全体的に互いに反対側のフィラメントの流れ162、164が、捕集器100に向けられている。同時に、収着剤粒子74はホッパー166を通ってコンジット168に入る。空気インペラ170によって、空気が第2のコンジット172に通され、それによって粒子が、コンジット168から第2のコンジット172に引き込まれる。これらの粒子は、ノズル174から粒子の流れ176として排出され、それによって粒子が、フィラメントの流れ162および164、あるいはそれらによって得られる細くなった繊維178と混ぜ合わされる。粒子74と繊維178との混合物は多孔質捕集器100に到着して、自立の粒子充填メルトブローン不織ウェブ180を形成する。通常、図8に示される装置は、図6に示される装置を使用して得られるものよりも、均一な収着剤粒子分布が得られる。図8の装置を使用してメルトブローイングを行うための方法に関するさらなる詳細は、当業者には周知であろう。
【0032】
多種多様な繊維形成性ポリマー材料を使用することができ、たとえば、ポリウレタンエラストマー材料(たとえば、ハンツマンLLC(Huntsman LLC)より商品名アイログラン(IROGRAN)(商標)、およびノベオン・インコーポレイテッド(Noveon,Inc.)より商品名エスタン(ESTANE)(商標)で入手可能)、ポリブチレンエラストマー材料(たとえば、E.I.デュポン・ドゥ・ヌムール・アンド・カンパニー(E.I.DuPont de Nemours & Co.)より商品名クラスティン(CRASTIN)(商標)で入手可能)、ポリエステルエラストマー材料(たとえば、E.I.デュポン・ドゥ・ヌムール・アンド・カンパニー(E.I.DuPont de Nemours & Co.)より商品名ハイトレル(HYTREL)(商標)で入手可能)、ポリエーテルブロックコポリアミドエラストマー材料(たとえば、アトフィナ・ケミカルズ・インコーポレイテッド(Atofina Chemicals,Inc.)より商品名ペバックス(PEBAX)(商標)で入手可能)、およびエラストマー性スチレン系ブロックコポリマー(たとえば、クレイトン・ポリマーズ(Kraton Polymers)より商品名クレイトン(KRATON)(商標)、およびダイナゾル・エラストマーズ(Dynasol Elastomers)より商品名ソルプレン(SOLPRENE)(商標)で入手可能)などの熱可塑性樹脂などを使用することができる。一部のポリマーは、それらの初期弛緩長さの125%をはるかに超えるまで延伸することができ、これらの多くは、バイアス力から開放すると実質的にそれらの初期弛緩長さまで回復し、この後者の種類の材料が一般に好ましい。熱可塑性ポリウレタン、ポリブチレン、およびスチレン系ブロックコポリマーが特に好ましい。希望するなら、本発明のウェブの一部は、前述の弾性または結晶化収縮を有さない他の材料、たとえば、ポリエチレンテレフタレートなどの従来のポリマーの繊維、多成分繊維(たとえば、コア−シース繊維、分割性またはサイドバイサイド型二成分繊維、およびいわゆる「海島型」繊維)、ステープルファイバー(たとえば、天然材料または合成材料によるもの)などであってよい。しかし、望ましい収着剤充填量および完成ウェブの性質をあまり低下させないようにするため、このような他の繊維は比較的少量で使用されることが好ましい。
【0033】
理論によって束縛しようと意図するものではないが、本発明者らは、繊維の弾性または結晶化収縮特性が、不織ウェブの自己圧密化および緻密化、ウェブ細孔容積の減少、あるいは有効収着剤粒子に遭遇せずにガスが通過できる経路の減少を促進するものと考えている。場合により、たとえば水またはその他の冷却流体の噴霧によるウェブの強制的な冷却によって、あるいは捕集したウェブを束縛のないまたは束縛のある方法でアニールすることによって、緻密化を促進することができる。好ましいアニーリングの時間および温度は、使用されるポリマー繊維および収着剤粒子充填量などの種々の要因に依存する。ポリウレタン繊維を使用して製造したウェブに関する一般的指針としては、約1時間未満のアニーリング時間が好ましい。
【0034】
様々な収着剤粒子を使用することができる。望ましくは、収着剤粒子は、意図する使用条件下で存在すると推測されるガス、エアロゾル、または液体を吸収または吸着することができる。収着剤粒子は、ビーズ、フレーク、顆粒、または凝集体などのあらゆる使用可能な形態であってよい。好ましい収着剤粒子としては、活性炭、アルミナおよびその他の金属酸化物、重炭酸ナトリウム、吸着、化学反応、またはアマルガム化によって流体から成分を除去することができる金属粒子(たとえば銀粒子)、ホプカライト(一酸化炭素の酸化を触媒することができる)などの粒子状の触媒、酢酸などの酸性溶液または水酸化ナトリウム水溶液などのアルカリ性溶液で処理されたクレーおよびその他の無機物、イオン交換樹脂、モレキュラーシーブおよびその他のゼオライト、シリカ、殺生物剤、殺真菌剤、ならびに殺ウイルス剤が挙げられる。活性炭およびアルミナが特に好ましい収着剤粒子である。たとえばガス混合物を吸収するために収着剤粒子の混合物を使用することができるが、実際にガス混合物を処理する場合は、個別の層中に別の収着剤粒子が使用されている多層シート物品を製造する方が好ましいこともある。望ましい収着剤粒度は、広い範囲で変動させることができ、通常、ある程度は、意図する使用条件に基づいて選択される。一般的指針としては、収着剤粒子の大きさは、約5〜3000マイクロメートルの平均直径で変動させることができる。好ましくは収着剤粒子は、約1500マイクロメートル未満の平均直径であり、より好ましくは約30〜約800マイクロメートルの間の平均直径であり、最も好ましくは約100〜約300マイクロメートルの間の平均直径である。大きさの範囲が異なる収着剤粒子の混合物(たとえばバイモーダル混合物)を使用することもできるが、実際には、上流層により大きな収着剤粒子を使用し、下流層により小さな収着剤粒子を使用する多層シート物品を製造する方が好ましい場合もある。少なくとも80重量%の収着剤粒子、より好ましくは少なくとも84重量%、最も好ましくは少なくとも90重量%の収着剤粒子は、ウェブ中に絡まっている。
【0035】
ある実施形態においては、耐用寿命は、不織ウェブの捕集器側が、期待される流体流方向に対して上流または下流のどちらに向いているかによって影響を受けうる。場合により、使用される特定の収着剤粒子に依存するが、両方の方向で使用すると耐用寿命の改善が観察されている。
【0036】
本発明の不織ウェブまたはフィルターエレメントは、少なくとも1.6×104/mm水の吸着係数Aを有する。この吸着係数Aは、ウッド(Wood)、米国産業衛生協会ジャーナル(Journal of the American Industrial Hygiene Association)、55(1):11−15(1994)に記載されるものと類似のパラメータまたは測定値を使用して計算することができ、ここで:
kv=式:
C6H12蒸気→収着剤上に吸収されたC6H12
に従って収着剤によって捕捉されるC6H12蒸気に関する有効吸着速度係数(min−1)。
We=0〜50ppm(5%)C6H12破過点でプロットした吸着曲線に関して、反復カーブフィッティング(iterative curve fitting)を使用して求めた、30L/分(面速度4.9cm/秒)ならびに標準温度および圧力で流れる1000ppmのC6H12蒸気に曝露した充填収着剤床または収着剤充填ウェブについての有効吸着容量(gC6H12/g収着剤)。
SL=10ppm(1%)C6H12破過点に到達するのに要する時間に基づいた、30L/分(面速度4.9cm/秒)ならびに標準温度および圧力で流れる1000ppmのC6H12蒸気に曝露した充填収着剤床または収着剤充填ウェブの耐用寿命(分)。
ΔP=85L/分(面速度13.8cm/秒)ならびに標準温度および圧力で流れる空気に曝露した充填収着剤床または収着剤充填ウェブの圧力低下(mm水)。
上記パラメータkvは、通常は直接的には測定されない。その代わりに、多変量カーブフィッティングおよび式:
【数1】
を使用して、kvについて解くことによって求めることができ、
上式中
Q=チャレンジ流速(L/分)
Cx=C6H12出口濃度(g/L)
Co=C6H12入口濃度(g/L)
W=収着剤重量(g)
t=曝露時間
ρβ=充填収着剤床の密度、または収着剤充填ウェブの実効密度であり、ここでg収着剤は収着材料の重量(ウェブが存在する場合、ウェブ重量は排除する)であり、cm3収着剤は、収着剤の全体の体積であり、cm3ウェブは、収着剤充填ウェブの全体の体積であり、ρβは、充填床の場合にはg収着剤/cm3収着剤の単位を有し、収着剤充填ウェブの場合にはg収着剤/cm3ウェブの単位を有する。
次に、吸着係数Aは式:
A=(kv×SL)/ΔP
を使用して求めることができる。この吸着係数は、たとえば少なくとも3×104/mm水、少なくとも4×104/mm水、または少なくとも5×104/mm水となることができる。意外なことに、本発明のある実施形態は、以下の比較例1に示されるような高品質の充填炭素床の約3.16×104/mm水よりも高い吸着係数を有する。
【0037】
吸着係数Aを製品の全体積と関連づけたさらに別の係数Avolを計算することもできる。Avolは、g収着剤/cm3ウェブ・mm水の単位を有し、式:
Avol=A×ρβ
を使用して計算することができる。好ましくはAvolは少なくとも約3×103g収着剤/cm3ウェブ・mm水であり、より好ましくは少なくとも約6×103g収着剤/cm3ウェブ・mm水であり、最も好ましくは少なくとも約9×103g収着剤/cm3ウェブ・mm水である。
【0038】
これより、以下の非限定的な実施例を参照しながら本発明を説明するが、特に明記しない限り、これらの実施例中のすべての部数およびパーセント値は重量を基準にしている。
【実施例】
【0039】
実施例1〜20および比較例1〜6
図8に示されるものと類似した2つの合流する垂直フィラメント流を有するメルトブローイング装置、210℃のポリマー溶融温度、穿孔オリフィスダイ、およびダイと捕集器との間の距離28cmを使用し、143〜250g/時/cmで押し出される種々の繊維形成性ポリマー材料を使用して、一連のメルトブローン炭素充填不織ウェブを作製した。押出速度(および必要に応じて、その他の加工パラメータ)は、17〜32マイクロメートルの有効繊維直径を有するウェブが得られ、ウェブの大部分が17〜23マイクロメートルの有効繊維直径を有するように調整した。完成したウェブについて、炭素充填量、ならびにパラメータkv、SL、ΔP、ρβ、A、およびAvolを求めるための評価を行った。周囲温度および湿度条件を変動させ、異なる場所に配置したウェブ製造装置を使用して、ウェブを作製した。このようにして、類似の成分および充填量を有するが、性能にある程度ばらつきが見られる、種々のウェブを作製した。クラレ・タイプ(Kuraray Type)GG 12×20活性炭から製造した充填炭素床と、低い炭素充填量でポリプロピレンまたはポリウレタンから製造したウェブとについて、比較データを集めた。以下の表1には、実施例または比較例の番号、ポリマー材料、炭素の種類、メルトブローイングダイの数(図8の装置では2であり、比較例1に示される充填炭素床では0である)、炭素充填量、ならびに前述のパラメータを示している。パラメータSLおよびΔPは、比SL/ΔPとして表している。表の記載は、Aの値に従ってソートしている。
【0040】
【表1】
【0041】
表1のデータから分かるように、多くの場合に充填炭素床の吸着係数Aを超える非常に高い吸着係数A値を得ることができた。ポリプロピレンから作製したウェブ(比較例2〜4および6)、およびウェブエラストマー性繊維を使用して作製したが炭素が約80重量%未満であるウェブ(比較例5)は、吸着係数A値が低かった。たとえば、PS 440−200ポリウレタンを使用し91重量%の12×20炭素を充填して作製したウェブは、吸着係数A値が27,092〜60,433/mm水の間であったが、フィナ(FINA)3960ポリプロピレンおよび91重量%の12×20炭素を使用して作製した最高性能のウェブでも吸着係数Aはわずか15,413/mm水であった(実施例1および17を比較例2と比較されたい)。この性能の優位性は、炭素量が約80重量%未満(たとえば、比較例5参照)とならない限りは、より少ない炭素量を使用して作製したポリウレタンウェブと比較した場合でさえも維持された(たとえば、実施例4を比較例2と比較されたい)。
【0042】
実施例21〜41および比較例7〜30
図6に示されるものと類似した1つの水平フィラメント流を有するメルトブローイング装置、210℃のポリマー溶融温度、穿孔オリフィスダイ、およびダイと捕集器との間の距離30.5cmを使用し、143〜250g/時/cmで押し出される種々の繊維形成性ポリマー材料を使用して、一連のメルトブローン炭素充填不織ウェブを作製した。押出速度(および必要に応じて、その他の加工パラメータ)は、14〜24マイクロメートルの有効繊維直径を有するウェブが得られ、ウェブの大部分が17〜23マイクロメートルの有効繊維直径を有するように調整した。完成したウェブについて、炭素充填量、ならびにパラメータkv、SL、ΔP、ρβ、A、およびAvolを求めるための評価を行った。以下の表2には、表1の比較例1のデータとともに、実施例または比較例の番号、ポリマー材料、炭素の種類、メルトブローイングダイの数(図6の装置では1であり、比較例1に示される充填炭素床では0である)、炭素充填量、ならびに前述のパラメータを示している。パラメータSLおよびΔPは、比SL/ΔPとして表している。表の記載は、Aの値に従ってソートしている。
【0043】
【表2】
【0044】
表2のデータから分かるように、非常に高い吸着係数A値を得ることができた。しかし、概してこれらの値は図1に示される値よりも低かった。場合により、図1で使用したものと同様の材料および量を使用して作製し80重量%を超える炭素粒子を含有するウェブは、少なくとも1.6×104/mm水の吸着係数Aを示さなかった(たとえば、実施例5と比較例12とを比較されたい)。これは、表2のウェブ中の炭素粒子の分布が明らかにあまり均一ではないことが原因の少なくとも一部であると考えられ、さらに、2層ウェブではなく単層ウェブを使用したことが原因の少なくとも一部であると思われる。
【0045】
実施例42〜43および比較例31〜32
実施例21〜41で使用したものと類似した1つの水平フィラメント流を有するメルトブローイング装置と、得られたウェブを圧密するための捕集後真空成形ステップとを使用し、種々の繊維形成性ポリマー材料を使用して、一連のメルトブローン炭素充填不織ウェブを作製し、炭素充填量、ならびにパラメータkv、SL、ΔP、ρβ、A、およびAvolを求めるための評価を行った。以下の表3には、表1の比較例1のデータとともに、実施例または比較例の番号、ポリマー材料、炭素の種類、メルトブローイングダイの数(図6の装置では1であり、比較例1に示される充填炭素床では0である)、炭素充填量、ならびに前述のパラメータを示している。パラメータSLおよびΔPは、比SL/ΔPとして表している。表の記載は、Aの値に従ってソートしている。
【0046】
【表3】
【0047】
表3の結果から分かるように、ウェブを圧密するための真空後成形技術を使用することで、吸着係数Aが改善された(たとえば、実施例42を実施例21と比較し、ならびに比較例31および32を比較例10と比較されたい)。この改善は、常に観察されたわけではない(たとえば、実施例43を実施例30および31と比較されたい)。
【0048】
実施例44
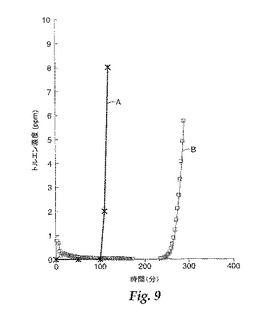
実施例21の一般的方法を使用し、PS 440−200熱可塑性ポリウレタンおよび40×140炭素顆粒を使用して、単層ウェブを作製した。完成したウェブは、0.202g/cm2の炭素(91重量%の炭素)を含有し、15マイクロメートルの有効繊維直径を有した。米国特許第3,971,373号明細書(ブラウン(Braun))の実施例19の方法を使用して、全体で16.3gの炭素を含有する実施例46のウェブの81cm2の試料を、14L/分で流れ250ppmのトルエン蒸気を含有する相対湿度<35%の空気に曝露した。図9は、実施例44のウェブに関する下流トルエン濃度のプロット(曲線B)と、ブラウン(Braun)の実施例19の下流トルエン濃度(曲線A)のプロットとを示している。ブラウン(Braun)の実施例19ウェブは、ポリプロピレン繊維と、全体で17.4gの炭素(89重量%の炭素)とを含有した。図9に示されるように、実施例44のウェブの方が炭素含有量が低いにもかかわらず、実施例44のウェブよりも吸着容量が実質的に少ないことが示された。
【0049】
実施例45
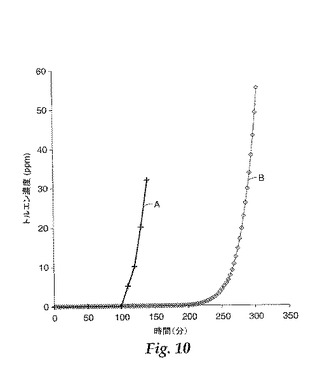
実施例21の一般的方法を使用し、PS 440−200熱可塑性ポリウレタンを使用し、第1層に12×20の炭素顆粒、および第2層に40×140の炭素顆粒を使用して、2層ウェブを作製した。第1の層は、0.154g/cm2の炭素(91重量%の炭素)を含有し、26マイクロメートルの有効繊維直径を有した。第2の層は、0.051g/cm2の炭素(91重量%の炭素)を含有し、15マイクロメートルの有効繊維直径を有した。米国特許第3,971,373号明細書(ブラウン(Braun))の実施例20の方法を使用して、全体で16.6gの炭素を含有する実施例45のウェブの81cm2の試料を、14L/分で流れ350ppmのトルエン蒸気を含有する相対湿度<35%の空気に曝露した。図10は、実施例45のウェブに関する下流トルエン濃度のプロット(曲線B)と、ブラウン(Braun)の実施例20の下流トルエン濃度(曲線A)のプロットとを示している。ブラウン(Braun)の実施例20のウェブは、ポリプロピレン繊維と、全体で18.9gの炭素(85重量%の炭素)とを含有した。図10に示されるように、実施例45のウェブの方が炭素含有量が低いにもかかわらず、実施例45のウェブよりも吸着容量が実質的に少ないことが示された。
【0050】
本発明から逸脱しない本発明の種々の変更および変形は当業者には明らかとなるであろう。本発明は、説明のみを目的として本明細書に記載してきた内容に限定されるべきではない。
【図面の簡単な説明】
【0051】
【図1】開示の多孔質シート物品の概略断面図である。
【図2】開示の多層多孔質シート物品の概略断面図である。
【図3】開示の交換式フィルターエレメントの部分断面概略図である。
【図4】図3のエレメントを使用した、開示の呼吸装置の斜視図である。
【図5】図1の多孔質シート物品を使用した、開示の使い捨て呼吸装置の部分切り欠き斜視図である。
【図6】多孔質シート物品を製造するためのメルトブローイング装置の概略断面図である。
【図7】多孔質シート物品を製造するためのスパンボンド法装置の概略断面図である。
【図8】多孔質シート物品を製造するための別のメルトブローイング装置の概略断面図である。
【図9】耐用寿命の比較を示すグラフである。
【図10】耐用寿命の比較を示すグラフである。
【技術分野】
【0001】
本発明は、粒子含有繊維ウェブおよび濾過に関する。
【背景技術】
【0002】
溶剤およびその他の空気中の有害物質が存在する場合に使用される呼吸装置には、収着剤粒子を含有する濾過エレメントが使用される場合がある。この濾過エレメントは、収着剤粒子の層を含有するカートリッジ、あるいは収着剤粒子を含浸させたまたはコーティングした濾過材料の層またはインサートであってよい。濾過エレメントの設計には、圧力低下、サージ耐性、全体の耐用寿命、重量、厚さ、全体の大きさ、振動や摩耗など可能性のある損傷に対する抵抗性、および試料間のばらつきなどの、時として競合する要因間でのあるバランスを要する場合がある。通常、収着剤粒子の充填層は、全体の体積が最小となるときに耐用寿命が最長となるが、圧力低下が最適値よりも大きくなる場合がある。収着剤粒子が充填された繊維ウェブは、多くの場合圧力低下が小さいが、耐用寿命が短かったり、大型になりすぎたり、望ましい試料間のばらつきよりも大きくなったりすることがある。
【0003】
粒子含有繊維ウェブに関する参考文献としては、特許文献1(ワトソン(Watson))、特許文献2(ブラウン(Braun))、特許文献3(コルピン(Kolpin)ら)、特許文献4(エイアン(Eian)ら)、特許文献5(モーマン(Morman)ら)、特許文献6(ブルッカー(Brooker)ら‘318)、特許文献7(ブルッカー(Brooker)ら‘639)、特許文献8(ブラウン(Braun)ら‘240)、特許文献9(マーケル(Markell)ら)、特許文献10(ミントー(Minto)ら)、特許文献11(ミュールフェルト(Muehlfeld)ら)、特許文献12(グレーガー(Groeger))、特許文献13(グレーガー(Groeger)ら‘092)、特許文献14(グレーガー(Groeger)ら‘808)、特許文献15(フロイント(Freund)ら)、特許文献16(グレーガー(Groeger)ら‘813)、特許文献17(スプリンゲット(Springett)ら)、ならびに特許文献18および特許文献19が挙げられる。他の粒子含有フィルター構造に関する参考文献としては、特許文献20(ブラウン(Braun)ら‘465)、特許文献21(コスロー(Koslow))、特許文献22(タン(Tang)ら)、および特許文献23(センクス(Senkus)ら)が挙げられる。繊維ウェブに関する他の参考文献としては、特許文献24(モーマン(Morman))が挙げられる。
【特許文献1】米国特許第2,988,469号明細書
【特許文献2】米国特許第3,971,373号明細書
【特許文献3】米国特許第4,429,001号明細書
【特許文献4】米国特許第4,681,801号明細書
【特許文献5】米国特許第4,741,949号明細書
【特許文献6】米国特許第4,797,318号明細書
【特許文献7】米国特許第4,948,639号明細書
【特許文献8】米国特許第5,035,240号明細書
【特許文献9】米国特許第5,328,758号明細書
【特許文献10】米国特許第5,720,832号明細書
【特許文献11】米国特許第5,972,427号明細書
【特許文献12】米国特許第5,885,696号明細書
【特許文献13】米国特許第5,952,092号明細書
【特許文献14】米国特許第5,972,808号明細書
【特許文献15】米国特許第6,024,782号明細書
【特許文献16】米国特許第6,024,813号明細書
【特許文献17】米国特許第6,102,039号明細書
【特許文献18】国際公開第00/39379号パンフレット
【特許文献19】国際公開第00/39380号パンフレット
【特許文献20】米国特許第5,033,465号明細書
【特許文献21】米国特許第5,147,722号明細書
【特許文献22】米国特許第5,332,426号明細書
【特許文献23】米国特許第6,391,429号明細書
【特許文献24】米国特許第4,657,802号明細書
【発明の開示】
【課題を解決するための手段】
【0004】
活性炭粒子を含有するメルトブローン不織ウェブは、空気中からガスおよび蒸気を取り除くために使用できるが、ガスおよび蒸気の防毒マスク(respirator)用の交換式フィルターカートリッジ中にこのようなウェブを使用することは困難な場合がある。たとえば、ウェブがメルトブローンポリプロピレンおよび活性炭粒子から形成される場合、容易に達成可能な炭素充填量は、通常約100〜200g/m2である。このようなウェブを適切な形状に切断して、交換式カートリッジハウジングに挿入する場合、そのカートリッジは、適用規格によって形成される本体によって設定される必要性能に適合するのに十分な活性炭を含有しないことがある。より高い炭素充填量を試みることができるが、炭素粒子がウェブから脱落することがあり、そのため、製造環境におけるウェブの取り扱いが困難になり、目標とする最終性能を確実に達成することが困難になる。真空成形などの成形後作業を使用して、ウェブを緻密化させることもできるが、これによって、追加の製造設備が必要となり、さらなるウェブの取り扱いが必要となる。
【0005】
本発明者らは、適切な弾性または適切な収縮性を有するポリマーを使用して高充填粒子含有不織ウェブを製造することによって、長い耐用寿命と小さい圧力低下との非常に望ましい組み合わせを有する多孔質シート物品が得られることを発見した。この結果得られるウェブは、比較的低い炭素脱落傾向を有することができ、自動化装置を使用して交換式フィルターカートリッジを大量生産するために特に有用となりうる。
【0006】
一態様において、本発明は、ポリマー繊維の自立不織ウェブと、ウェブ中に絡まった(enmesh)少なくとも80重量%の収着剤粒子と、を含む多孔質シート物品を提供し、この繊維は、同様の直径のポリプロピレン繊維よりも、十分高い弾性または十分大きい結晶化収縮を有し、ウェブが少なくとも1.6×104/mm水(すなわち、少なくとも1.6×104mm水−1)の吸着係数Aを有するように、収着剤粒子はウェブ中に十分均一に分散している。
【0007】
別の態様においては、本発明は、ポリマー繊維の自立不織ウェブと、収着剤粒子と、を含む多孔質シート物品の製造方法であって:
a)溶融ポリマーを複数のオリフィスに流してフィラメントを形成するステップと、
b)フィラメントを繊維へと細くするステップと、
c)フィラメントまたは繊維の中に収着剤粒子の流れを向かわせるステップと、
d)繊維および収着剤粒子を不織ウェブとして捕集するステップと、を含み、
少なくとも80重量%の上記収着剤粒子はウェブ中に絡まり、上記繊維は、同様の直径のポリプロピレン繊維よりも、十分高い弾性または十分大きい結晶化収縮を有し、上記ウェブが少なくとも1.6×104/mm水の吸着係数Aを有するように、上記収着剤粒子がウェブ中に十分均一に分散している、方法を提供する。
【0008】
別の態様においては、本発明は、着用者の少なくとも鼻および口を概して囲む内側部分と、内側部分に周囲空気を供給するための空気取り入れ経路と、そのように供給された空気を濾過するために空気取り入れ経路にわたって配置された多孔質シート物品と、を有する呼吸装置を提供し、上記多孔質シート物品は、ポリマー繊維の自立不織ウェブと、そのウェブ中に絡まった少なくとも80重量%の収着剤粒子と、を含み、上記繊維は、同様の直径のポリプロピレン繊維よりも、十分高い弾性または十分大きい結晶化収縮を有し、上記物品が少なくとも1.6×104/mm水の吸着係数Aを有するように、上記収着剤粒子がウェブ中に十分均一に分散している。
【0009】
さらに別の態様においては、本発明は、呼吸装置用の交換式フィルターエレメントを提供し、このエレメントは、装置上にエレメントを取り付けるための支持構造と、ハウジングと、装置内を通過する空気をエレメントが濾過できるようにハウジング内に配置された多孔質シート物品と、を含み、この物品は、ポリマー繊維の自立不織ウェブと、ウェブ中に絡まった少なくとも80重量%の収着剤粒子と、を含み、上記繊維は、同様の直径のポリプロピレン繊維よりも、十分高い弾性または十分大きい結晶化収縮を有し、上記エレメントが少なくとも1.6×104/mm水の吸着係数Aを有するように、上記収着剤粒子がウェブ中に十分均一に分散している。
【0010】
本発明のこれらおよびその他の態様は、以下の詳細な説明から明らかとなるであろう。しかし、いかなる場合においても、以上の概要は、権利請求の対象とする主題を限定するものとして構成されたものではなく、この主題は、添付の特許請求の範囲によってのみ規定され、審査手続中には修正可能である。
【0011】
種々の図面中の類似の参照記号は、類似の要素を示している。図面中の要素の縮尺は一定ではない。
【発明を実施するための最良の形態】
【0012】
シート物品に関して本明細書において使用される場合、単語「多孔質」は、個人用呼吸装置のフィルターエレメント中に使用可能となるようにガスを十分透過することができる物品を意味する。
【0013】
語句「不織ウェブ」は、繊維の絡み合いまたは点接合を特徴とする繊維ウェブを意味する。
【0014】
用語「自立」は、引き裂きおよび破壊を実質的に起こさずドレープ可能および取り扱い可能となるのに十分な凝集性および強度を有するウェブを意味する。
【0015】
語句「フィラメントを繊維へと細くする」は、フィラメントのセグメントを、より長くより小さな直径のセグメントに変化させることを意味する。
【0016】
単語「メルトブローイング」は、不織ウェブの形成方法の1つであって、繊維形成性材料を複数のオリフィスから押し出してフィラメントを形成し、同時にそのフィラメントを空気またはその他の細化流体(attenuating fluid)と接触させて、フィラメントを繊維へと細くして、その後、細くした繊維の層を捕集することによる方法を意味する。
【0017】
語句「メルトブローン繊維」は、メルトブローイングを使用して製造された繊維を意味する。メルトブローン繊維のアスペクト比(長さ対直径の比)は、実質的に無限大(たとえば、一般に少なくとも約10,000以上)であるが、メルトブローン繊維は不連続であるとの報告がある。このような繊維の塊から1本の完全なメルトブローン繊維を取り出したり、1本のメルトブローン繊維を開始から終了まで追跡したりすることが通常不可能となるのに十分な長さおよび絡み合いを、これらの繊維は有する。
【0018】
語句「スパンボンド法」は、不織ウェブの形成方法の1つであって、低粘度溶融物を複数のオリフィスから押し出してフィラメントを形成し、そのフィラメントをまたは他の流体で冷却してフィラメントの少なくとも表面を固化させ、少なくとも部分的に固化したフィラメントを空気または他の流体と接触させることでフィラメントを繊維へと細くして、細くした繊維の層の捕集および場合によりカレンダー加工を行うことによる方法を意味する。
【0019】
語句「スパンボンド繊維」は、スパンボンド法を使用して製造された繊維を意味する。このような繊維は、一般に連続であり、このような繊維の塊から1本の完全なスパンボンド繊維を取り出すことが通常不可能となるのに十分な絡み合いまたは点接合を有する。
【0020】
語句「不織ダイ」は、メルトブローイングまたはスパンボンド法において使用されるダイを意味する。
【0021】
不織ウェブ中の粒子に関して使用される場合、単語「絡まった」は、水平ロッド上でのウェブのドレーピングなどの穏やかな取り扱いをウェブに対して行った場合に、ウェブ内またはウェブ上に残存するように、ウェブに十分結合しているかウェブ内に十分に取り込まれている粒子を意味する。
【0022】
ポリマーに関して使用される場合、語句「弾性限界」は、応力から開放されたときに、そのポリマーから形成された物体が受けることができ、その元の形態に戻ることができる最大ひずみを意味する。
【0023】
ポリマーに関して使用される場合、単語「弾性の」または「弾性」は、ASTM D638−03、プラスチックの引張特性に関する標準試験方法(Standard Test Method for Tensile Properties of Plastics)を使用して測定した場合に、その弾性限界において、約10%を超える伸びを有する材料を意味する。
【0024】
語句「結晶化収縮」は、ポリマー鎖の折りたたみまたはポリマー鎖の再配列などによって、繊維が、配向が少なく結晶性の低い状態から、配向がより多く結晶性のより高い状態に移行する場合に発生しうる、束縛のない繊維の長さの不可逆的変化を意味する。
【0025】
図1を参照すると、開示の多孔質シート物品10の断面が概略的に示されている。物品10は、厚さTと、あらゆる望ましい寸法の長さおよび幅とを有する。物品10は、絡み合ったポリマー繊維12を含有する不織ウェブであり、収着剤炭素粒子14がそのウェブの中に絡まっている。物品10中の連結した小さな孔隙(図1中には明示していない)によって、周囲空気またはその他の流体が、物品10の厚さ寸法を通り抜ける(たとえば流動する)ことができる。粒子14は、そのような流体中に存在する溶剤およびその他の有害となりうる物質を吸収する。
【0026】
図2は、2つの不織層22および24を有する開示の多層物品20の断面図を示している。層22および24のそれぞれは、繊維および収着剤粒子(図2には明示していない)を含有する。層22および24は、互いに同じである場合も異なる場合もあり、図1中の物品10と同じである場合も異なる場合もある。たとえば、層22および24中の収着剤粒子異なる物質からできている場合、物品20を通からする流体から、有害となる可能性のある異なる物質を除去することができる。層22および24中の収着剤粒子が同じ物質からできている場合は、物品20は、同等の全体組成および厚さの単層物品よりも、厚さ寸法を通過する流体からより効率的に、またはより長い耐用期間で、有害となりうる物質を除去することができる。希望するなら、物品20などの多層物品は、2層を超える不織層を含むことができ、たとえば3層以上、4層以上、5層以上、あるいは10層以上を含むことができる。
【0027】
図3は、開示のフィルターエレメント30の断面図を示している。エレメント30の内部には、図1または図2に示されるような多孔質シート物品31を充填することができる。ハウジング32と孔あきカバー33とがシート物品31を取り囲んでいる。周囲空気は開口部36からフィルターエレメント30に入り、シート物品31を通過し(これによって、このような周囲空気中の有害となりうる物質が、シート物品31中の粒子によって吸収される)、支持体37の上に取り付けられた空気取り込み弁35を通ってエレメント30を出て行く。スピゴット38およびバヨネットフランジ39によって、フィルターエレメント30が、図4に開示の装置40などの呼吸装置に交換可能に取付可能となる。装置40は、米国特許第5,062,421号明細書(バーンズ(Burns)ら)に示されるようないわゆるハーフマスクである。装置40は、軟質で柔軟な面体42を含み、この面体42は、比較的薄く剛性の構造部材またはインサート44の周囲にインサート成形することができる。インサート44は、呼気弁45と、装置40の頬の領域にフィルターエレメント30を取り外し可能に取り付けるための窪んだバヨネットねじ付き開口部(図4には示していない)とを含む。調節可能なヘッドバンド46およびネックストラップ48によって、着用者の鼻および口の上に装置40をしっかりと装着することができる。このような装置の構造に関するさらなる詳細は、当業者には周知であろう。
【0028】
図5は、開示の呼吸装置50の部分断面図を示している。装置50は、米国特許第6,234,171B1号明細書(スプリンゲット(Springett)ら)に示されているような使い捨てのマスクである。装置50は、外部被覆ウェブ52でできたほぼカップ形のシェルまたは呼吸装置本体51と、図1または図2に示されるような収着剤粒子含有不織ウェブ53と、内部被覆ウェブ54とを有する。溶接された端部55は、これらの層を互いに維持し、装置50の端部からの漏れを軽減するためのフェイスシール領域を提供する。装置50は、タブ57によって装置50に固定された調節可能なヘッドおよびネックストラップ56と、アルミニウムなどの金属の折り曲げ可能な極軟金属(dead−soft metal)のノーズバンド58と、呼気弁59とを含む。このような装置の構造に関するさらなる詳細は、当業者には周知であろう。
【0029】
図6は、メルトブローイングを使用して粒子充填不織ウェブを製造するための開示の装置60を示している。溶融した繊維形成性ポリマー材料は、入口63を介して不織ダイ62に入り、ダイキャビティ66のダイスロット64(すべて想像線で示している)を通過して流れ、オリフィス67などのオリフィスを通って、一連のフィラメント68としてダイキャビティ66を出る。空気マニホールド70を介して通された細化流体(通常は空気)は、フィラメント68を繊維98へと細くする。同時に、収着剤粒子74はホッパー76を通り抜けて、供給ロール78およびドクターブレード80を通過する。モーター付きブラシロール82が供給ロール78を回転させる。ねじ式アジャスター84を動かすことで、クロスウェブ均一性と、供給ロール78からの粒子漏出速度とを改善することができる。全体の粒子の流速は、供給ロール78の回転速度を変化させることで調整可能である。異なる粒子の場合に供給性能を最適化するために、供給ロール78の表面を変更することができる。収着剤粒子74のカスケード86が、供給ロール78からシュート88を通って落下する。空気またはその他の流体が、マニホールド90およびキャビティ92を通過して、チャネル94を通って落下する流れ96の粒子74を、フィラメント68および繊維98の真ん中に向かわせる。粒子74と繊維98との混合物は多孔質捕集器100に到着して、自立の粒子充填メルトブローン不織ウェブ102を形成する。このような装置を使用してメルトブローイングを行うための方法に関するさらなる詳細は、当業者には周知であろう。
【0030】
図7は、スパンボンド法を使用して粒子充填不織ウェブを製造するための開示の装置106を示している。溶融した繊維形成性ポリマー材料は、入口111からほぼ垂直の不織ダイ110に入り、マニホールド112、およびダイキャビティ114のダイスロット113(すべて想像線で示されている)を通って下方向に流れ、ダイチップ117中のオリフィス118などのオリフィスを通って、下方向に延在する一連のフィラメント140としてダイキャビティ114を出る。ダクト130および132を介して通された冷却流体(通常は空気)によって、フィラメント140の少なくとも表面が固化する。この少なくとも部分的に固化したフィラメント140は、捕集器142に向かって引き取られ、同時に、ダクト134および136を介して加圧下で供給される細化流体(通常は空気)の全体的に反対側の流れによって繊維141へと細くされる。同時に、収着剤粒子74はホッパー76を通り抜けて、図6において構成要素76〜94によって示される装置と類似の装置中の供給ロール78およびドクターブレード80を通過する。粒子74の流れ96は、ノズル94を介して繊維141の真ん中に向けられる。粒子74と繊維141との混合物は、多孔質捕集器142に到着し、ローラー143および144上で運ばれて、自立の粒子充填スパンボンドウェブ146が形成される。ロール144の反対側にあるカレンダーロール148によって、ウェブ146中の繊維が圧縮され点接合されて、カレンダー加工された粒子充填スパンボンド不織ウェブ150が形成される。このような装置を使用してスパンボンディングを行うための方法に関するさらなる詳細は、当業者には周知であろう。
【0031】
図8は、メルトブローイングを使用して粒子充填不織ウェブを製造するための開示の装置160を示している。この装置は、ほぼ垂直で斜めに配置された2つの不織ダイ66を使用しており、これらのダイから、全体的に互いに反対側のフィラメントの流れ162、164が、捕集器100に向けられている。同時に、収着剤粒子74はホッパー166を通ってコンジット168に入る。空気インペラ170によって、空気が第2のコンジット172に通され、それによって粒子が、コンジット168から第2のコンジット172に引き込まれる。これらの粒子は、ノズル174から粒子の流れ176として排出され、それによって粒子が、フィラメントの流れ162および164、あるいはそれらによって得られる細くなった繊維178と混ぜ合わされる。粒子74と繊維178との混合物は多孔質捕集器100に到着して、自立の粒子充填メルトブローン不織ウェブ180を形成する。通常、図8に示される装置は、図6に示される装置を使用して得られるものよりも、均一な収着剤粒子分布が得られる。図8の装置を使用してメルトブローイングを行うための方法に関するさらなる詳細は、当業者には周知であろう。
【0032】
多種多様な繊維形成性ポリマー材料を使用することができ、たとえば、ポリウレタンエラストマー材料(たとえば、ハンツマンLLC(Huntsman LLC)より商品名アイログラン(IROGRAN)(商標)、およびノベオン・インコーポレイテッド(Noveon,Inc.)より商品名エスタン(ESTANE)(商標)で入手可能)、ポリブチレンエラストマー材料(たとえば、E.I.デュポン・ドゥ・ヌムール・アンド・カンパニー(E.I.DuPont de Nemours & Co.)より商品名クラスティン(CRASTIN)(商標)で入手可能)、ポリエステルエラストマー材料(たとえば、E.I.デュポン・ドゥ・ヌムール・アンド・カンパニー(E.I.DuPont de Nemours & Co.)より商品名ハイトレル(HYTREL)(商標)で入手可能)、ポリエーテルブロックコポリアミドエラストマー材料(たとえば、アトフィナ・ケミカルズ・インコーポレイテッド(Atofina Chemicals,Inc.)より商品名ペバックス(PEBAX)(商標)で入手可能)、およびエラストマー性スチレン系ブロックコポリマー(たとえば、クレイトン・ポリマーズ(Kraton Polymers)より商品名クレイトン(KRATON)(商標)、およびダイナゾル・エラストマーズ(Dynasol Elastomers)より商品名ソルプレン(SOLPRENE)(商標)で入手可能)などの熱可塑性樹脂などを使用することができる。一部のポリマーは、それらの初期弛緩長さの125%をはるかに超えるまで延伸することができ、これらの多くは、バイアス力から開放すると実質的にそれらの初期弛緩長さまで回復し、この後者の種類の材料が一般に好ましい。熱可塑性ポリウレタン、ポリブチレン、およびスチレン系ブロックコポリマーが特に好ましい。希望するなら、本発明のウェブの一部は、前述の弾性または結晶化収縮を有さない他の材料、たとえば、ポリエチレンテレフタレートなどの従来のポリマーの繊維、多成分繊維(たとえば、コア−シース繊維、分割性またはサイドバイサイド型二成分繊維、およびいわゆる「海島型」繊維)、ステープルファイバー(たとえば、天然材料または合成材料によるもの)などであってよい。しかし、望ましい収着剤充填量および完成ウェブの性質をあまり低下させないようにするため、このような他の繊維は比較的少量で使用されることが好ましい。
【0033】
理論によって束縛しようと意図するものではないが、本発明者らは、繊維の弾性または結晶化収縮特性が、不織ウェブの自己圧密化および緻密化、ウェブ細孔容積の減少、あるいは有効収着剤粒子に遭遇せずにガスが通過できる経路の減少を促進するものと考えている。場合により、たとえば水またはその他の冷却流体の噴霧によるウェブの強制的な冷却によって、あるいは捕集したウェブを束縛のないまたは束縛のある方法でアニールすることによって、緻密化を促進することができる。好ましいアニーリングの時間および温度は、使用されるポリマー繊維および収着剤粒子充填量などの種々の要因に依存する。ポリウレタン繊維を使用して製造したウェブに関する一般的指針としては、約1時間未満のアニーリング時間が好ましい。
【0034】
様々な収着剤粒子を使用することができる。望ましくは、収着剤粒子は、意図する使用条件下で存在すると推測されるガス、エアロゾル、または液体を吸収または吸着することができる。収着剤粒子は、ビーズ、フレーク、顆粒、または凝集体などのあらゆる使用可能な形態であってよい。好ましい収着剤粒子としては、活性炭、アルミナおよびその他の金属酸化物、重炭酸ナトリウム、吸着、化学反応、またはアマルガム化によって流体から成分を除去することができる金属粒子(たとえば銀粒子)、ホプカライト(一酸化炭素の酸化を触媒することができる)などの粒子状の触媒、酢酸などの酸性溶液または水酸化ナトリウム水溶液などのアルカリ性溶液で処理されたクレーおよびその他の無機物、イオン交換樹脂、モレキュラーシーブおよびその他のゼオライト、シリカ、殺生物剤、殺真菌剤、ならびに殺ウイルス剤が挙げられる。活性炭およびアルミナが特に好ましい収着剤粒子である。たとえばガス混合物を吸収するために収着剤粒子の混合物を使用することができるが、実際にガス混合物を処理する場合は、個別の層中に別の収着剤粒子が使用されている多層シート物品を製造する方が好ましいこともある。望ましい収着剤粒度は、広い範囲で変動させることができ、通常、ある程度は、意図する使用条件に基づいて選択される。一般的指針としては、収着剤粒子の大きさは、約5〜3000マイクロメートルの平均直径で変動させることができる。好ましくは収着剤粒子は、約1500マイクロメートル未満の平均直径であり、より好ましくは約30〜約800マイクロメートルの間の平均直径であり、最も好ましくは約100〜約300マイクロメートルの間の平均直径である。大きさの範囲が異なる収着剤粒子の混合物(たとえばバイモーダル混合物)を使用することもできるが、実際には、上流層により大きな収着剤粒子を使用し、下流層により小さな収着剤粒子を使用する多層シート物品を製造する方が好ましい場合もある。少なくとも80重量%の収着剤粒子、より好ましくは少なくとも84重量%、最も好ましくは少なくとも90重量%の収着剤粒子は、ウェブ中に絡まっている。
【0035】
ある実施形態においては、耐用寿命は、不織ウェブの捕集器側が、期待される流体流方向に対して上流または下流のどちらに向いているかによって影響を受けうる。場合により、使用される特定の収着剤粒子に依存するが、両方の方向で使用すると耐用寿命の改善が観察されている。
【0036】
本発明の不織ウェブまたはフィルターエレメントは、少なくとも1.6×104/mm水の吸着係数Aを有する。この吸着係数Aは、ウッド(Wood)、米国産業衛生協会ジャーナル(Journal of the American Industrial Hygiene Association)、55(1):11−15(1994)に記載されるものと類似のパラメータまたは測定値を使用して計算することができ、ここで:
kv=式:
C6H12蒸気→収着剤上に吸収されたC6H12
に従って収着剤によって捕捉されるC6H12蒸気に関する有効吸着速度係数(min−1)。
We=0〜50ppm(5%)C6H12破過点でプロットした吸着曲線に関して、反復カーブフィッティング(iterative curve fitting)を使用して求めた、30L/分(面速度4.9cm/秒)ならびに標準温度および圧力で流れる1000ppmのC6H12蒸気に曝露した充填収着剤床または収着剤充填ウェブについての有効吸着容量(gC6H12/g収着剤)。
SL=10ppm(1%)C6H12破過点に到達するのに要する時間に基づいた、30L/分(面速度4.9cm/秒)ならびに標準温度および圧力で流れる1000ppmのC6H12蒸気に曝露した充填収着剤床または収着剤充填ウェブの耐用寿命(分)。
ΔP=85L/分(面速度13.8cm/秒)ならびに標準温度および圧力で流れる空気に曝露した充填収着剤床または収着剤充填ウェブの圧力低下(mm水)。
上記パラメータkvは、通常は直接的には測定されない。その代わりに、多変量カーブフィッティングおよび式:
【数1】
を使用して、kvについて解くことによって求めることができ、
上式中
Q=チャレンジ流速(L/分)
Cx=C6H12出口濃度(g/L)
Co=C6H12入口濃度(g/L)
W=収着剤重量(g)
t=曝露時間
ρβ=充填収着剤床の密度、または収着剤充填ウェブの実効密度であり、ここでg収着剤は収着材料の重量(ウェブが存在する場合、ウェブ重量は排除する)であり、cm3収着剤は、収着剤の全体の体積であり、cm3ウェブは、収着剤充填ウェブの全体の体積であり、ρβは、充填床の場合にはg収着剤/cm3収着剤の単位を有し、収着剤充填ウェブの場合にはg収着剤/cm3ウェブの単位を有する。
次に、吸着係数Aは式:
A=(kv×SL)/ΔP
を使用して求めることができる。この吸着係数は、たとえば少なくとも3×104/mm水、少なくとも4×104/mm水、または少なくとも5×104/mm水となることができる。意外なことに、本発明のある実施形態は、以下の比較例1に示されるような高品質の充填炭素床の約3.16×104/mm水よりも高い吸着係数を有する。
【0037】
吸着係数Aを製品の全体積と関連づけたさらに別の係数Avolを計算することもできる。Avolは、g収着剤/cm3ウェブ・mm水の単位を有し、式:
Avol=A×ρβ
を使用して計算することができる。好ましくはAvolは少なくとも約3×103g収着剤/cm3ウェブ・mm水であり、より好ましくは少なくとも約6×103g収着剤/cm3ウェブ・mm水であり、最も好ましくは少なくとも約9×103g収着剤/cm3ウェブ・mm水である。
【0038】
これより、以下の非限定的な実施例を参照しながら本発明を説明するが、特に明記しない限り、これらの実施例中のすべての部数およびパーセント値は重量を基準にしている。
【実施例】
【0039】
実施例1〜20および比較例1〜6
図8に示されるものと類似した2つの合流する垂直フィラメント流を有するメルトブローイング装置、210℃のポリマー溶融温度、穿孔オリフィスダイ、およびダイと捕集器との間の距離28cmを使用し、143〜250g/時/cmで押し出される種々の繊維形成性ポリマー材料を使用して、一連のメルトブローン炭素充填不織ウェブを作製した。押出速度(および必要に応じて、その他の加工パラメータ)は、17〜32マイクロメートルの有効繊維直径を有するウェブが得られ、ウェブの大部分が17〜23マイクロメートルの有効繊維直径を有するように調整した。完成したウェブについて、炭素充填量、ならびにパラメータkv、SL、ΔP、ρβ、A、およびAvolを求めるための評価を行った。周囲温度および湿度条件を変動させ、異なる場所に配置したウェブ製造装置を使用して、ウェブを作製した。このようにして、類似の成分および充填量を有するが、性能にある程度ばらつきが見られる、種々のウェブを作製した。クラレ・タイプ(Kuraray Type)GG 12×20活性炭から製造した充填炭素床と、低い炭素充填量でポリプロピレンまたはポリウレタンから製造したウェブとについて、比較データを集めた。以下の表1には、実施例または比較例の番号、ポリマー材料、炭素の種類、メルトブローイングダイの数(図8の装置では2であり、比較例1に示される充填炭素床では0である)、炭素充填量、ならびに前述のパラメータを示している。パラメータSLおよびΔPは、比SL/ΔPとして表している。表の記載は、Aの値に従ってソートしている。
【0040】
【表1】
【0041】
表1のデータから分かるように、多くの場合に充填炭素床の吸着係数Aを超える非常に高い吸着係数A値を得ることができた。ポリプロピレンから作製したウェブ(比較例2〜4および6)、およびウェブエラストマー性繊維を使用して作製したが炭素が約80重量%未満であるウェブ(比較例5)は、吸着係数A値が低かった。たとえば、PS 440−200ポリウレタンを使用し91重量%の12×20炭素を充填して作製したウェブは、吸着係数A値が27,092〜60,433/mm水の間であったが、フィナ(FINA)3960ポリプロピレンおよび91重量%の12×20炭素を使用して作製した最高性能のウェブでも吸着係数Aはわずか15,413/mm水であった(実施例1および17を比較例2と比較されたい)。この性能の優位性は、炭素量が約80重量%未満(たとえば、比較例5参照)とならない限りは、より少ない炭素量を使用して作製したポリウレタンウェブと比較した場合でさえも維持された(たとえば、実施例4を比較例2と比較されたい)。
【0042】
実施例21〜41および比較例7〜30
図6に示されるものと類似した1つの水平フィラメント流を有するメルトブローイング装置、210℃のポリマー溶融温度、穿孔オリフィスダイ、およびダイと捕集器との間の距離30.5cmを使用し、143〜250g/時/cmで押し出される種々の繊維形成性ポリマー材料を使用して、一連のメルトブローン炭素充填不織ウェブを作製した。押出速度(および必要に応じて、その他の加工パラメータ)は、14〜24マイクロメートルの有効繊維直径を有するウェブが得られ、ウェブの大部分が17〜23マイクロメートルの有効繊維直径を有するように調整した。完成したウェブについて、炭素充填量、ならびにパラメータkv、SL、ΔP、ρβ、A、およびAvolを求めるための評価を行った。以下の表2には、表1の比較例1のデータとともに、実施例または比較例の番号、ポリマー材料、炭素の種類、メルトブローイングダイの数(図6の装置では1であり、比較例1に示される充填炭素床では0である)、炭素充填量、ならびに前述のパラメータを示している。パラメータSLおよびΔPは、比SL/ΔPとして表している。表の記載は、Aの値に従ってソートしている。
【0043】
【表2】
【0044】
表2のデータから分かるように、非常に高い吸着係数A値を得ることができた。しかし、概してこれらの値は図1に示される値よりも低かった。場合により、図1で使用したものと同様の材料および量を使用して作製し80重量%を超える炭素粒子を含有するウェブは、少なくとも1.6×104/mm水の吸着係数Aを示さなかった(たとえば、実施例5と比較例12とを比較されたい)。これは、表2のウェブ中の炭素粒子の分布が明らかにあまり均一ではないことが原因の少なくとも一部であると考えられ、さらに、2層ウェブではなく単層ウェブを使用したことが原因の少なくとも一部であると思われる。
【0045】
実施例42〜43および比較例31〜32
実施例21〜41で使用したものと類似した1つの水平フィラメント流を有するメルトブローイング装置と、得られたウェブを圧密するための捕集後真空成形ステップとを使用し、種々の繊維形成性ポリマー材料を使用して、一連のメルトブローン炭素充填不織ウェブを作製し、炭素充填量、ならびにパラメータkv、SL、ΔP、ρβ、A、およびAvolを求めるための評価を行った。以下の表3には、表1の比較例1のデータとともに、実施例または比較例の番号、ポリマー材料、炭素の種類、メルトブローイングダイの数(図6の装置では1であり、比較例1に示される充填炭素床では0である)、炭素充填量、ならびに前述のパラメータを示している。パラメータSLおよびΔPは、比SL/ΔPとして表している。表の記載は、Aの値に従ってソートしている。
【0046】
【表3】
【0047】
表3の結果から分かるように、ウェブを圧密するための真空後成形技術を使用することで、吸着係数Aが改善された(たとえば、実施例42を実施例21と比較し、ならびに比較例31および32を比較例10と比較されたい)。この改善は、常に観察されたわけではない(たとえば、実施例43を実施例30および31と比較されたい)。
【0048】
実施例44
実施例21の一般的方法を使用し、PS 440−200熱可塑性ポリウレタンおよび40×140炭素顆粒を使用して、単層ウェブを作製した。完成したウェブは、0.202g/cm2の炭素(91重量%の炭素)を含有し、15マイクロメートルの有効繊維直径を有した。米国特許第3,971,373号明細書(ブラウン(Braun))の実施例19の方法を使用して、全体で16.3gの炭素を含有する実施例46のウェブの81cm2の試料を、14L/分で流れ250ppmのトルエン蒸気を含有する相対湿度<35%の空気に曝露した。図9は、実施例44のウェブに関する下流トルエン濃度のプロット(曲線B)と、ブラウン(Braun)の実施例19の下流トルエン濃度(曲線A)のプロットとを示している。ブラウン(Braun)の実施例19ウェブは、ポリプロピレン繊維と、全体で17.4gの炭素(89重量%の炭素)とを含有した。図9に示されるように、実施例44のウェブの方が炭素含有量が低いにもかかわらず、実施例44のウェブよりも吸着容量が実質的に少ないことが示された。
【0049】
実施例45
実施例21の一般的方法を使用し、PS 440−200熱可塑性ポリウレタンを使用し、第1層に12×20の炭素顆粒、および第2層に40×140の炭素顆粒を使用して、2層ウェブを作製した。第1の層は、0.154g/cm2の炭素(91重量%の炭素)を含有し、26マイクロメートルの有効繊維直径を有した。第2の層は、0.051g/cm2の炭素(91重量%の炭素)を含有し、15マイクロメートルの有効繊維直径を有した。米国特許第3,971,373号明細書(ブラウン(Braun))の実施例20の方法を使用して、全体で16.6gの炭素を含有する実施例45のウェブの81cm2の試料を、14L/分で流れ350ppmのトルエン蒸気を含有する相対湿度<35%の空気に曝露した。図10は、実施例45のウェブに関する下流トルエン濃度のプロット(曲線B)と、ブラウン(Braun)の実施例20の下流トルエン濃度(曲線A)のプロットとを示している。ブラウン(Braun)の実施例20のウェブは、ポリプロピレン繊維と、全体で18.9gの炭素(85重量%の炭素)とを含有した。図10に示されるように、実施例45のウェブの方が炭素含有量が低いにもかかわらず、実施例45のウェブよりも吸着容量が実質的に少ないことが示された。
【0050】
本発明から逸脱しない本発明の種々の変更および変形は当業者には明らかとなるであろう。本発明は、説明のみを目的として本明細書に記載してきた内容に限定されるべきではない。
【図面の簡単な説明】
【0051】
【図1】開示の多孔質シート物品の概略断面図である。
【図2】開示の多層多孔質シート物品の概略断面図である。
【図3】開示の交換式フィルターエレメントの部分断面概略図である。
【図4】図3のエレメントを使用した、開示の呼吸装置の斜視図である。
【図5】図1の多孔質シート物品を使用した、開示の使い捨て呼吸装置の部分切り欠き斜視図である。
【図6】多孔質シート物品を製造するためのメルトブローイング装置の概略断面図である。
【図7】多孔質シート物品を製造するためのスパンボンド法装置の概略断面図である。
【図8】多孔質シート物品を製造するための別のメルトブローイング装置の概略断面図である。
【図9】耐用寿命の比較を示すグラフである。
【図10】耐用寿命の比較を示すグラフである。
【特許請求の範囲】
【請求項1】
ポリマー繊維の自立不織ウェブと、前記ウェブ中に絡まった少なくとも80重量%の収着剤粒子と、を含む多孔質シート物品であって、前記繊維が、同様の直径のポリプロピレン繊維よりも、十分高い弾性または十分大きい結晶化収縮を有し、前記ウェブが少なくとも1.6×104/mm水の吸着係数Aを有するように、前記収着剤粒子が前記ウェブ中に十分均一に分散している、物品。
【請求項2】
複数の不織ウェブ層を含む、請求項1に記載の物品。
【請求項3】
前記繊維が熱可塑性ポリウレタンエラストマーを含む、請求項1に記載の物品。
【請求項4】
前記繊維が熱可塑性ポリブチレンエラストマーを含む、請求項1に記載の物品。
【請求項5】
前記繊維が熱可塑性ポリエステルエラストマーを含む、請求項1に記載の物品。
【請求項6】
前記繊維が熱可塑性スチレン系ブロックコポリマーを含む、請求項1に記載の物品。
【請求項7】
前記収着剤粒子が活性炭またはアルミナを含む、請求項1に記載の物品。
【請求項8】
少なくとも84重量%の収着剤粒子が前記ウェブ中に絡まっている、請求項1に記載の物品。
【請求項9】
少なくとも90重量%の収着剤粒子が前記ウェブ中に絡まっている、請求項1に記載の物品。
【請求項10】
少なくとも3×104/mm水の吸着係数Aを有する、請求項1に記載の物品。
【請求項11】
少なくとも4×104/mm水の吸着係数Aを有する、請求項1に記載の物品。
【請求項12】
少なくとも5×104/mm水の吸着係数Aを有する、請求項1に記載の物品。
【請求項13】
ポリマー繊維の自立不織ウェブと、収着剤粒子と、を含む多孔質シート物品の製造方法であって:
a)溶融ポリマーを複数のオリフィスに流してフィラメントを形成するステップと、
b)前記フィラメントを繊維へと細くするステップと、
c)前記フィラメントまたは前記繊維の中に収着剤粒子の流れを向かわせるステップと、
d)前記繊維および前記収着剤粒子を不織ウェブとして捕集するステップと、を含み、
少なくとも80重量%の収着剤粒子が前記ウェブ中に絡まっており、前記繊維が、同様の直径のポリプロピレン繊維よりも、十分高い弾性または十分大きい結晶化収縮を有し、前記ウェブが少なくとも1.6×104/mm水の吸着係数Aを有するように、前記収着剤粒子が前記ウェブ中に十分均一に分散している、方法。
【請求項14】
前記フィラメントのメルトブローイングを行うステップを含む、請求項13に記載の方法。
【請求項15】
前記溶融ポリマーが熱可塑性ポリウレタンエラストマーを含む、請求項13に記載の方法。
【請求項16】
前記溶融ポリマーが熱可塑性ポリブチレンエラストマーを含む、請求項13に記載の方法。
【請求項17】
前記溶融ポリマーが熱可塑性ポリエステルエラストマーを含む、請求項13に記載の方法。
【請求項18】
前記溶融ポリマーが熱可塑性スチレン系ブロックコポリマーを含む、請求項13に記載の方法。
【請求項19】
前記収着剤粒子が活性炭またはアルミナを含む、請求項13に記載の方法。
【請求項20】
少なくとも84重量%の収着剤粒子が前記ウェブ中に絡まっている、請求項13に記載の方法。
【請求項21】
少なくとも90重量%の収着剤粒子が前記ウェブ中に絡まっている、請求項13に記載の方法。
【請求項22】
前記ウェブが少なくとも3×104/mm水の吸着係数Aを有する、請求項13に記載の方法。
【請求項23】
前記ウェブが少なくとも4×104/mm水の吸着係数Aを有する、請求項13に記載の方法。
【請求項24】
前記ウェブが少なくとも5×104/mm水の吸着係数Aを有する、請求項13に記載の方法。
【請求項25】
着用者の少なくとも鼻および口を概して囲む内側部分と、前記内側部分に周囲空気を供給するための空気取り入れ経路と、そのように供給された空気を濾過するために前記空気取り入れ経路にわたって配置された多孔質シート物品と、を含む呼吸装置であって、前記多孔質シート物品が、ポリマー繊維の自立不織ウェブと、前記ウェブ中に絡まった少なくとも80重量%の収着剤粒子と、を含み、前記繊維が、同様の直径のポリプロピレン繊維よりも、十分高い弾性または十分大きい結晶化収縮を有し、前記物品が少なくとも1.6×104/mm水の吸着係数Aを有するように、前記収着剤粒子が前記ウェブ中に十分均一に分散している、呼吸装置。
【請求項26】
前記ポリマー繊維が、ポリウレタン、ポリブチレン、またはポリエステルの熱可塑性エラストマー、あるいは熱可塑性スチレン系ブロックコポリマーを含む、請求項25に記載の呼吸装置。
【請求項27】
前記収着剤粒子が活性炭またはアルミナを含む、請求項25に記載の呼吸装置。
【請求項28】
少なくとも84重量%の収着剤粒子が前記ウェブ中に絡まっている、請求項25に記載の呼吸装置。
【請求項29】
少なくとも90重量%の収着剤粒子が前記ウェブ中に絡まっている、請求項25に記載の呼吸装置。
【請求項30】
前記ウェブが少なくとも3×104/mm水の吸着係数Aを有する、請求項25に記載の呼吸装置。
【請求項31】
前記ウェブが少なくとも4×104/mm水の吸着係数Aを有する、請求項25に記載の呼吸装置。
【請求項32】
前記ウェブが少なくとも5×104/mm水の吸着係数Aを有する、請求項25に記載の呼吸装置。
【請求項33】
呼吸装置用の交換式フィルターエレメントであって、前記装置上に前記エレメントを取り付けるための支持構造と、ハウジングと、前記装置内を通過する空気を前記エレメントが濾過できるように前記ハウジング内に配置された多孔質シート物品と、を含み、前記物品が、ポリマー繊維の自立不織ウェブと、前記ウェブ中に絡まった少なくとも80重量%の収着剤粒子と、を含み、前記繊維が、同様の直径のポリプロピレン繊維よりも、十分高い弾性または十分大きい結晶化収縮を有し、前記エレメントが少なくとも1.6×104/mm水の吸着係数Aを有するように、前記収着剤粒子が前記ウェブ中に十分均一に分散している、フィルターエレメント。
【請求項34】
前記ポリマー繊維が、ポリウレタン、ポリブチレン、またはポリエステルの熱可塑性エラストマー、あるいは熱可塑性スチレン系ブロックコポリマーを含む、請求項33に記載のフィルターエレメント。
【請求項35】
前記収着剤粒子が活性炭またはアルミナを含む、請求項33に記載のフィルターエレメント。
【請求項36】
少なくとも84重量%の収着剤粒子が前記ウェブ中に絡まっている、請求項33に記載のフィルターエレメント。
【請求項37】
少なくとも90重量%の収着剤粒子が前記ウェブ中に絡まっている、請求項33に記載のフィルターエレメント。
【請求項38】
前記ウェブが少なくとも3×104/mm水の吸着係数Aを有する、請求項33に記載のフィルターエレメント。
【請求項39】
前記ウェブが少なくとも4×104/mm水の吸着係数Aを有する、請求項33に記載のフィルターエレメント。
【請求項40】
前記ウェブが少なくとも5×104/mm水の吸着係数Aを有する、請求項33に記載のフィルターエレメント。
【請求項41】
前記ハウジング中に配置された充填炭素床によって示されるよりも高い吸着係数Aを有する、請求項33に記載のフィルターエレメント。
【請求項1】
ポリマー繊維の自立不織ウェブと、前記ウェブ中に絡まった少なくとも80重量%の収着剤粒子と、を含む多孔質シート物品であって、前記繊維が、同様の直径のポリプロピレン繊維よりも、十分高い弾性または十分大きい結晶化収縮を有し、前記ウェブが少なくとも1.6×104/mm水の吸着係数Aを有するように、前記収着剤粒子が前記ウェブ中に十分均一に分散している、物品。
【請求項2】
複数の不織ウェブ層を含む、請求項1に記載の物品。
【請求項3】
前記繊維が熱可塑性ポリウレタンエラストマーを含む、請求項1に記載の物品。
【請求項4】
前記繊維が熱可塑性ポリブチレンエラストマーを含む、請求項1に記載の物品。
【請求項5】
前記繊維が熱可塑性ポリエステルエラストマーを含む、請求項1に記載の物品。
【請求項6】
前記繊維が熱可塑性スチレン系ブロックコポリマーを含む、請求項1に記載の物品。
【請求項7】
前記収着剤粒子が活性炭またはアルミナを含む、請求項1に記載の物品。
【請求項8】
少なくとも84重量%の収着剤粒子が前記ウェブ中に絡まっている、請求項1に記載の物品。
【請求項9】
少なくとも90重量%の収着剤粒子が前記ウェブ中に絡まっている、請求項1に記載の物品。
【請求項10】
少なくとも3×104/mm水の吸着係数Aを有する、請求項1に記載の物品。
【請求項11】
少なくとも4×104/mm水の吸着係数Aを有する、請求項1に記載の物品。
【請求項12】
少なくとも5×104/mm水の吸着係数Aを有する、請求項1に記載の物品。
【請求項13】
ポリマー繊維の自立不織ウェブと、収着剤粒子と、を含む多孔質シート物品の製造方法であって:
a)溶融ポリマーを複数のオリフィスに流してフィラメントを形成するステップと、
b)前記フィラメントを繊維へと細くするステップと、
c)前記フィラメントまたは前記繊維の中に収着剤粒子の流れを向かわせるステップと、
d)前記繊維および前記収着剤粒子を不織ウェブとして捕集するステップと、を含み、
少なくとも80重量%の収着剤粒子が前記ウェブ中に絡まっており、前記繊維が、同様の直径のポリプロピレン繊維よりも、十分高い弾性または十分大きい結晶化収縮を有し、前記ウェブが少なくとも1.6×104/mm水の吸着係数Aを有するように、前記収着剤粒子が前記ウェブ中に十分均一に分散している、方法。
【請求項14】
前記フィラメントのメルトブローイングを行うステップを含む、請求項13に記載の方法。
【請求項15】
前記溶融ポリマーが熱可塑性ポリウレタンエラストマーを含む、請求項13に記載の方法。
【請求項16】
前記溶融ポリマーが熱可塑性ポリブチレンエラストマーを含む、請求項13に記載の方法。
【請求項17】
前記溶融ポリマーが熱可塑性ポリエステルエラストマーを含む、請求項13に記載の方法。
【請求項18】
前記溶融ポリマーが熱可塑性スチレン系ブロックコポリマーを含む、請求項13に記載の方法。
【請求項19】
前記収着剤粒子が活性炭またはアルミナを含む、請求項13に記載の方法。
【請求項20】
少なくとも84重量%の収着剤粒子が前記ウェブ中に絡まっている、請求項13に記載の方法。
【請求項21】
少なくとも90重量%の収着剤粒子が前記ウェブ中に絡まっている、請求項13に記載の方法。
【請求項22】
前記ウェブが少なくとも3×104/mm水の吸着係数Aを有する、請求項13に記載の方法。
【請求項23】
前記ウェブが少なくとも4×104/mm水の吸着係数Aを有する、請求項13に記載の方法。
【請求項24】
前記ウェブが少なくとも5×104/mm水の吸着係数Aを有する、請求項13に記載の方法。
【請求項25】
着用者の少なくとも鼻および口を概して囲む内側部分と、前記内側部分に周囲空気を供給するための空気取り入れ経路と、そのように供給された空気を濾過するために前記空気取り入れ経路にわたって配置された多孔質シート物品と、を含む呼吸装置であって、前記多孔質シート物品が、ポリマー繊維の自立不織ウェブと、前記ウェブ中に絡まった少なくとも80重量%の収着剤粒子と、を含み、前記繊維が、同様の直径のポリプロピレン繊維よりも、十分高い弾性または十分大きい結晶化収縮を有し、前記物品が少なくとも1.6×104/mm水の吸着係数Aを有するように、前記収着剤粒子が前記ウェブ中に十分均一に分散している、呼吸装置。
【請求項26】
前記ポリマー繊維が、ポリウレタン、ポリブチレン、またはポリエステルの熱可塑性エラストマー、あるいは熱可塑性スチレン系ブロックコポリマーを含む、請求項25に記載の呼吸装置。
【請求項27】
前記収着剤粒子が活性炭またはアルミナを含む、請求項25に記載の呼吸装置。
【請求項28】
少なくとも84重量%の収着剤粒子が前記ウェブ中に絡まっている、請求項25に記載の呼吸装置。
【請求項29】
少なくとも90重量%の収着剤粒子が前記ウェブ中に絡まっている、請求項25に記載の呼吸装置。
【請求項30】
前記ウェブが少なくとも3×104/mm水の吸着係数Aを有する、請求項25に記載の呼吸装置。
【請求項31】
前記ウェブが少なくとも4×104/mm水の吸着係数Aを有する、請求項25に記載の呼吸装置。
【請求項32】
前記ウェブが少なくとも5×104/mm水の吸着係数Aを有する、請求項25に記載の呼吸装置。
【請求項33】
呼吸装置用の交換式フィルターエレメントであって、前記装置上に前記エレメントを取り付けるための支持構造と、ハウジングと、前記装置内を通過する空気を前記エレメントが濾過できるように前記ハウジング内に配置された多孔質シート物品と、を含み、前記物品が、ポリマー繊維の自立不織ウェブと、前記ウェブ中に絡まった少なくとも80重量%の収着剤粒子と、を含み、前記繊維が、同様の直径のポリプロピレン繊維よりも、十分高い弾性または十分大きい結晶化収縮を有し、前記エレメントが少なくとも1.6×104/mm水の吸着係数Aを有するように、前記収着剤粒子が前記ウェブ中に十分均一に分散している、フィルターエレメント。
【請求項34】
前記ポリマー繊維が、ポリウレタン、ポリブチレン、またはポリエステルの熱可塑性エラストマー、あるいは熱可塑性スチレン系ブロックコポリマーを含む、請求項33に記載のフィルターエレメント。
【請求項35】
前記収着剤粒子が活性炭またはアルミナを含む、請求項33に記載のフィルターエレメント。
【請求項36】
少なくとも84重量%の収着剤粒子が前記ウェブ中に絡まっている、請求項33に記載のフィルターエレメント。
【請求項37】
少なくとも90重量%の収着剤粒子が前記ウェブ中に絡まっている、請求項33に記載のフィルターエレメント。
【請求項38】
前記ウェブが少なくとも3×104/mm水の吸着係数Aを有する、請求項33に記載のフィルターエレメント。
【請求項39】
前記ウェブが少なくとも4×104/mm水の吸着係数Aを有する、請求項33に記載のフィルターエレメント。
【請求項40】
前記ウェブが少なくとも5×104/mm水の吸着係数Aを有する、請求項33に記載のフィルターエレメント。
【請求項41】
前記ハウジング中に配置された充填炭素床によって示されるよりも高い吸着係数Aを有する、請求項33に記載のフィルターエレメント。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公表番号】特表2008−519173(P2008−519173A)
【公表日】平成20年6月5日(2008.6.5)
【国際特許分類】
【出願番号】特願2007−540049(P2007−540049)
【出願日】平成17年11月2日(2005.11.2)
【国際出願番号】PCT/US2005/039868
【国際公開番号】WO2006/052694
【国際公開日】平成18年5月18日(2006.5.18)
【出願人】(599056437)スリーエム イノベイティブ プロパティズ カンパニー (1,802)
【Fターム(参考)】
【公表日】平成20年6月5日(2008.6.5)
【国際特許分類】
【出願日】平成17年11月2日(2005.11.2)
【国際出願番号】PCT/US2005/039868
【国際公開番号】WO2006/052694
【国際公開日】平成18年5月18日(2006.5.18)
【出願人】(599056437)スリーエム イノベイティブ プロパティズ カンパニー (1,802)
【Fターム(参考)】
[ Back to top ]