
粒子導入体の製造方法
【課題】機械化・連続化が可能な粒子導入体の製造方法を提供すること。
【解決手段】粒子を導入する孔部が多数形成された多孔質体の各孔部位置に対応して、粒子の粒径よりも開口径が若干大きく、かつ、粒子の粒径よりも深さが若干深い吸引孔が形成された吸引型を用い、吸引型の吸引孔内に粒子を吸引させる。吸引を続けたまま、吸引型の表面に粘着部材を接触させ、吸引型表面に付着した余剰物を除去する。粒子を吸引している吸引型の吸引孔と、多孔質体の孔部との位置合わせを行った後、吸引型の吸引孔から多孔質体の孔部へ、吸引されていた粒子を移動させ、粒子導入体を得る。
【解決手段】粒子を導入する孔部が多数形成された多孔質体の各孔部位置に対応して、粒子の粒径よりも開口径が若干大きく、かつ、粒子の粒径よりも深さが若干深い吸引孔が形成された吸引型を用い、吸引型の吸引孔内に粒子を吸引させる。吸引を続けたまま、吸引型の表面に粘着部材を接触させ、吸引型表面に付着した余剰物を除去する。粒子を吸引している吸引型の吸引孔と、多孔質体の孔部との位置合わせを行った後、吸引型の吸引孔から多孔質体の孔部へ、吸引されていた粒子を移動させ、粒子導入体を得る。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、粒子導入体の製造方法に関するものである。
【背景技術】
【0002】
近年、様々な産業分野において、機能を付与したり、物性を改良したりするなどの目的で、各種の粉末材料を利用する機会が増大している。
【0003】
例えば、電気、電子機器等の分野では、樹脂フィルム中に導電性粉末を分散させることにより、異方導電性を付与した異方性導電膜などが使用されている。
【0004】
この種の異方性導電膜を製造するにあたり、特許文献1には、導電性粒子より小さい吸引孔が形成された吸着面を有する吸着装置を用い、この吸着装置の吸着面に導電性粒子を吸着させた後、樹脂フィルムを吸着面に押しつけることにより、導電性粒子を樹脂フィルムに転写させる方法が記載されている。
【0005】
また、特許文献2には、多数の孔部を有するコアフィルム上に導電性粒子を散布した後、フィルムに超音波振動を与え、孔部内に導電性粒子を導入する方法が記載されている。
【0006】
【特許文献1】特開2003−286457号公報
【特許文献2】特開2003−13021号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
ここで、上記吸着方法を行うと、その吸着面には、粒子製造過程で生じた粒子凝集物などの余剰物も一緒に吸着されてしまう。また、上記コアフィルムなど、製品の一部となる多孔質体表面に粉末を散布し、その孔部内に直接粒子を導入しようとすると、孔部以外の表面に粒子凝集物や余剰粒子などの余剰物が付着してしまう。このように吸着・付着した余剰物は、製品性能に悪影響を及ぼすことがあり、取り除きたいという要望がある。
【0008】
上記余剰物を取り除く方法としては、例えば、表面に付着した余剰物を手作業で取り除くことが考えられる。しかしながら、手作業による除去では、あまりに生産性が低い。
【0009】
一方、通常の粒子と粒子凝集物との大きさの違いなどを利用して、機械化により粘着テープなどを押しつけ、粒子凝集物を選択的に除去することも考えられる。この場合、粘着テープと粒子凝集物との距離を高精度に制御する必要が生じる。しかしながら、粘着テープの厚みばらつきなどを考慮すると、このような制御は実際には困難であり、機械化・連続化はとても期待できない。
【0010】
本発明は、上記問題点を鑑みてなされたもので、機械化・連続化が可能な粒子導入体の製造方法を提供することにある。
【課題を解決するための手段】
【0011】
上記課題を解決するため、本発明に係る粒子導入体の製造方法は、粒子を導入する孔部が多数形成された多孔質体の各孔部位置に対応して、上記粒子の粒径よりも開口径が若干大きく、かつ、上記粒子の粒径よりも深さが若干深い吸引孔が形成された吸引型を用い、上記吸引型の吸引孔内に上記粒子を吸引させる吸引工程と、上記吸引を続けたまま、上記吸引型の表面に粘着部材を接触させ、上記吸引型表面に付着した余剰物を除去する除去工程と、上記粒子を吸引している吸引型の吸引孔と、上記多孔質体の孔部との位置合わせを行った後、上記吸引型の吸引孔から上記多孔質体の孔部へ、吸引されていた粒子を移動させ、粒子導入体を得る工程とを有することを要旨とする。
【0012】
ここで、上記多孔質体としては、転写型を好適に用いることができる。この場合、上記孔部は、粒子の粒径よりも開口径が若干大きく、かつ、上記粒子の粒径よりも深さが浅く形成されていると良い。
【0013】
また、上記粒子は、粒子凝集物を含む粉末より供給されるものであると良い。
【0014】
また、上記吸引孔は、下記(1)および(2)の条件を満たしていると良い。
(1)吸引孔の開口径/粒径:1以上2未満
(2)吸引孔の深さ/粒径 :1以上2未満
【0015】
また、上記除去は、上記吸引型の表面にて上記粘着部材を走行させることによると良い。
【0016】
また、上記粒子の移動は、上記吸引孔からガスを排出し、上記吸引孔内から上記孔部内へ粒子を押し出すことによると良い。
【0017】
また、上記吸引型は、隣接する吸引孔同士を繋ぐ溝部を有している、および/または、上記多孔質体表面との接触を規制する規制部材を有していると良い。
【0018】
また、上記孔部は、規則的に配列されていると良い。
【0019】
また、上記粒子は、導電性粒子であると良い。
【0020】
また、上記粒子は、前駆体粒子の表面に表面処理が施された粒子であると良く、好ましくは、高分子粒子の表面に導電性層が被覆された粒子であると良い。
【0021】
一方、本発明に係る粒子転写膜の製造方法は、上記粒子導入体の製造方法により得られた粒子導入体を用い、上記粒子導入体の孔部内に導入されている粒子を、高分子膜の表面に転写し、粒子転写膜とすることを要旨とする。
【0022】
上記粒子転写膜の製造方法により得られた粒子転写膜は、例えば、異方性導電膜などの用途に好適に用いることができる。
【発明の効果】
【0023】
上記製造方法において、吸引工程を経ると、吸引型の吸引孔内に完全に収容された粒子と、吸引型表面に付着した余剰物とが存在する。上記余剰物としては、例えば、吸引孔にその一部が吸い込まれた粒子凝集物や、吸引孔内に吸い込まれた粒子に静電気力や吸着現象などにより引っ付いてしまった粒子や、吸引型表面のうち、吸引孔が形成されていない部分に付着している粒子などがあり得る。
【0024】
そして、この状態で、除去工程において、吸引を続けたまま、吸引型の表面に粘着部材を接触させると、吸引孔内に完全に収容されている粒子は、粘着部材には接触せず、余剰物だけが粘着部材に付着して除去される。
【0025】
その後、粒子を吸引している吸引型の吸引孔と、多孔質体の孔部との位置合わせを行った後、吸引型の吸引孔から多孔質体の孔部へ、吸引されていた粒子を移動させる。
【0026】
上記製造方法によれば、除去工程において、粘着部材と型との距離などを高精度に制御しなくとも、吸引孔内に収容されている粒子をそのまま残し、余剰物だけを選択的に除去することができる。そのため、機械化・連続化を行いやすくなる。したがって、その表面に余剰物のほとんどない粒子導入体を、機械化により連続的に得ることが可能になる。
【0027】
ここで、多孔質体の孔部に直接粒子を導入して粒子導入体を得る場合を考えてみる。この場合、多孔質体の表面に粉末を散布し、振動などを適宜利用して孔部内に粒子を導入することになる。この際、転写用途などを考慮して、その孔部深さを粒径よりも浅く形成した多孔質体を用いたときには、粘着部材を用いて多孔質体の表面に付着した余剰物だけを機械的に除去することはほとんど困難である。孔部深さが粒径よりも浅いため、孔部内に一旦収容された粒子も一緒に粘着除去されてしまうからである。それ故、機械化・連続化は困難であった。
【0028】
しかし、本製造方法によれば、上記各工程を経ることにより、その孔部深さが粒径よりも浅い多孔質体を用いた場合でも、その表面に余剰物のほとんどない粒子導入体を、機械化により連続的に得ることが可能になる。したがって、この粒子導入体を、例えば、転写用途に用いた場合には、粒子凝集物などの余剰物をほとんど含まない転写体を得ることが可能になるなどの利点がある。
【0029】
この際、上記吸引孔が、上記(1)および(2)の条件を満たす場合には、吸引孔内に一つずつ粒子が収容されやすくなる。そのため、上記作用効果を奏しやすくなる。
【0030】
また、吸引型の表面にて粘着部材を走行させた場合には、余剰物を連続的に除去しやすくなる。そのため、生産性の向上に寄与することができる。
【0031】
また、粒子の移動を、吸引孔からガスを排出し、吸引孔内から孔部内へ粒子を押し出すことにより行った場合には、吸引型から粒子を分離しやすくなる。
【0032】
また、上記吸引型が、隣接する吸引孔同士を繋ぐ溝部を有している場合には、次の利点がある。すなわち、吸引型の吸引孔から多孔質体の孔部へ、吸引されていた粒子を移動させる際に、吸引型と多孔質体との距離が極めて近くなる。このとき、上記溝部がある場合には、この溝部が、エア等の排出ガスの通り道(逃げ道)となるため、吸引された粒子を分離しやすくなるなどの利点がある。
また、上記吸引型が、多孔質体表面との接触を規制する規制部材を有している場合には、規制部材により、吸引型と多孔質体と間に必ず隙間が生じ、この隙間が、エア等の排出ガスの通り道(逃げ道)となる。そのため、上記と同様にして吸引された粒子を分離しやすくなるなどの利点がある。
【0033】
また、上記孔部が規則的に配列されている場合には、規則的に個々の粒子が配列している粒子導入体を得ることができる。
【0034】
また、上記粒子が、高分子粒子の表面に導電性層が被覆された粒子など、前駆体粒子の表面に表面処理が施された粒子である場合、その粒子製造過程において、複数の前駆体粒子が凝集したままの状態で導電性層などの表面処理層が被覆されることがある。そのため、粒子凝集物が比較的生じやすい。上記製造方法によれば、このような粒子凝集物を含む粉末を用いた場合であっても、粒子凝集物が効率良く除去される。
【0035】
上記製造方法により得られた粒子導入体を用い、粒子導入体の孔部内に導入されている粒子を、高分子膜の表面に転写した場合には、機械化により連続して粒子転写膜を得ることができる。したがって、これを例えば、異方性導電膜に用いれば、異方導電性能に優れた異方性導電膜の量産性を向上させることができる。
【発明を実施するための最良の形態】
【0036】
以下、本実施形態に係る粒子導入体の製造方法(以下、「本製造方法」ということがある。)、本実施形態に係る粒子転写膜の製造方法、本実施形態に係る異方性導電膜について詳細に説明する。
【0037】
1.本製造方法
本製造方法は、多孔質体の孔部一つ一つに粒子が一つ一つ導入された粒子導入体を、機械化により連続して得ることが可能な方法である。本製造方法は、吸引工程と、除去工程と、粒子導入工程とを有している。以下、各工程毎に説明する。
【0038】
<吸引工程>
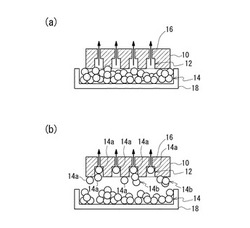
図1は、本製造方法における吸引工程の一例を模式的に示した図である。図1に示すように、吸引工程は、吸引型10の吸引孔12内に、粉末14を吸引させる工程である。
【0039】
ここで、原料となる粉末14は、主に、互いに分離独立している粒子14aの集まりよりなっている。また、粉末14は、粒子14a以外にも、粒子凝集物14bを含んでいても良い。従来の分級方法では、粒子凝集物14bを完全に取り除くことは困難だからである。
【0040】
粒子凝集物14bは、複数の粒子が凝集した物である。具体的には、例えば、複数の粒子14aが静電気力や吸着現象などにより塊状に凝集した物、粒子14aが表面処理されている場合に、粒子14aの前駆体である前駆体粒子が複数塊状に凝集し、そのまま表面処理が施されることにより、一体になってしまった物などを例示することができる。
【0041】
なお、粉末14は、ゴミなどの異物ができる限り含まれていないものを用いることが好ましい。もっとも、異物を含んでいる場合でも、本製造方法における次工程によれば、おおよそ取り除くことが可能である。
【0042】
粉末14を構成する粒子14aは、無機材料よりなっていても良いし、有機材料よりなっていても良い。あるいは、無機材料と有機材料との複合体よりなっていても構わない。
【0043】
上記粒子14aとしては、具体的には、金属粒子;樹脂粒子の表面に1層または2層以上の金属めっき層(電解めっき、無電解めっきなど)やスパッタ層などを有する粒子;カーボン粒子;シリカ粒子;セラミック粒子;樹脂粒子;トナー粒子など、各種の材質よりなる粒子を例示することができる。これらは1種または2種以上含まれていても良い。
【0044】
なお、粒子14aの種類は、製造する粒子導入体の用途などに応じて適宜選択することができる。例えば、粒子導入体を異方性導電膜に利用する場合には、基本的には、導電性を示す粒子を選択すれば良い。
【0045】
上記粒子14aとしては、好ましくは、高分子粒子などの前駆体粒子の表面に、電解めっき・無電解めっきなどの金属めっき、スパッタなどの表面処理が施された粒子などを用いることができる。これらの粒子は、その製造時に、複数の前駆体粒子が凝集したままの状態で表面処理されることがあり、粒子凝集物14bが発生しやすい。しかし、本製造方法では、このような粒子凝集物14bも選択的に容易に除去できるからである。
【0046】
粒子14aの大きさは、特に限定されるものではない。もっとも、本製造方法は、従来知られる篩い式や気流式などの分級方法では分級し難かった数μm程度の大きさの粒子に対して適用すると効果的である。
【0047】
粒子14aの粒径(平均粒径、以下、省略)の好ましい上限としては、10μm以下、9μm以下、8μm以下などを例示することができる。一方、好ましい下限としては、1μm以上、2μm以上、3μm以上などを例示することができる。
【0048】
一方、吸引型10は、その表面に複数の吸引孔12を備えている。本製造方法では、吸引型10を用いて、表面に多数の孔部32を有する多孔質体30(後述する、図3参照)の各孔部32内に、最終的に上記粒子14aを導入することになる。そのため、吸引型10は、この多孔質体30の各孔部32の位置に対応して、吸引孔12が形成されている。
【0049】
吸引型10の材質は、特に限定されるものではなく、金属、ガラス、セラミックス、シリコンなどの無機材料、光硬化型樹脂、熱硬化型樹脂などの各種の有機材料、あるいは、これらを複合した複合材料などを例示することができる。
【0050】
なお、吸引型10の吸引孔12は、吸引型10の材質に応じ、ドライエッチング、ウェットエッチングなどのエッチング法、レーザー加工法、電鋳法、光造形法などの各種の微細加工プロセスを適宜利用して形成することができる。
【0051】
ここで、吸引孔12は、上記粒子14aの粒径よりも開口径が大きく、かつ、上記粒子14aの粒径よりも深さが深く形成されている。互いに分離独立した粒子14aを、吸引型10の表面に突出させることなく、各吸引孔12内に実質的に一つずつ吸引させるためである。
【0052】
吸引孔12の開口径および深さは、粒子14aの粒径との関係において、具体的には、下記の関係を満たしていることが好ましい。吸引孔12内に一つずつ粒子14aが収容されやすくなるからである。
(1)吸引孔12の開口径/粒径:1以上2未満
(2)吸引孔12の深さ/粒径 :1以上2未満
【0053】
吸引孔12の開口径/粒径の上限は、より好ましくは、1.8以下、さらにより好ましくは、1.5以下、最も好ましくは、1.3以下である。一方、吸引孔12の深さ/粒径の下限は、より好ましくは、1.05以上、さらにより好ましくは、1.1以上である。
【0054】
なお、各吸引孔12は、その底部にそれぞれ貫通孔16が形成されている。そして、この吸引型10を、図示しないエアポンプなどの吸引装置などに装着すれば、貫通孔16を介して、吸引装置の吸気・排気に連動してエア等のガスを吸引孔12より出し入れすることが可能になる。
【0055】
上記吸引孔12は、隣接する吸引孔12同士が、吸引型10の表面に形成された溝部(図示されない)により繋がっていても良い。後述する粒子導入工程において、吸引型10の吸引孔12から多孔質体30の孔部32へ、吸引されていた粒子14aを移動させる際に、吸引型10と多孔質体30との距離が極めて近くなる。このとき、上記溝部がある場合には、この溝部が、エア等の排出ガスの通り道(逃げ道)となる。そのため、吸引された粒子14aを分離しやすくなる。
【0056】
他にも、後述する粒子導入工程において対向する多孔質体30の孔部32の形成面と接触しないように、吸引孔12の形成面に接触を規制する規制部材を設けても良い。規制部材の形態は、特に限定されるものではないが、ピンなどの突起物、形成面に立設した壁部などを例示することができる。規制部材は、吸引孔12が形成されている領域の外周などに設けることができる。吸引型10から多孔質体30への粒子14aの移動(移し替え)を確実なものにするなどの観点から、規制部材の高さは、粒子14aの粒径よりも低く形成するのが好ましい。
【0057】
上記吸引孔12は、多孔質体30の各孔部32の位置に対応して形成されておれば、吸引型10の表面に規則的に配列されて形成されていても良いし、吸引型10の表面にランダムに形成されていても良い。
【0058】
上記粉末14を準備し、上記吸引型10を用いて、吸引型10の吸引孔12内に粉末14を吸引させるには、具体的には、下記のようにして行うことができる。
【0059】
図1(a)に示すように、先ず、平面上に粉末14を散布する。なお、トレイなどの容器18上に粉末14を散布しても構わない。次いで、エアポンプなどを備えた吸引装置(図示されない)に取り付けられた上記吸引型10の吸引孔12形成面を、散布された粉末14に近接させる。その後、吸引(図中、上向きの矢印)を開始する。なお、吸引型10を粉末14に近接させている途中に吸引を開始しても良い。
【0060】
この際、吸引圧力は、吸引する粒子14aの大きさ、比重、吸引型10の材質、強度などを考慮して最適な圧力に調整すれば良い。
【0061】
図1(b)に示すように、吸引を開始すると、吸引孔12一つに対して粒子14aが一つ吸い込まれる。吸い込まれた粒子14aは、吸引孔12内に納まっており、吸引孔12より外部には突出していない。
【0062】
一方、粒子凝集物14bは、吸引孔12内に吸い込まれても、必ずその一部が吸引孔12内から突出した状態になっている。また、吸引孔12内に吸い込まれた粒子14aに、静電気力や吸着現象により引っ付いてしまった粒子14aも、粒子凝集物14bと同様に、必ずその一部が吸引孔12内から突出した状態になっている。
【0063】
なお、吸引型10の表面のうち、吸引孔12が形成されていない部分にも、粒子14aが少なからず付着しているものと考えられる。
【0064】
<除去工程>
図2は、本製造方法における除去工程の一例を模式的に示した図である。図2に示すように、除去工程は、上記吸引を続けたまま、吸引型10の表面に粘着部材20を接触させ、吸引型10の表面に存在する余剰物を除去する工程である。
【0065】
上記余剰物としては、上記吸引工程により、吸引孔12内に吸い込まれた粒子凝集物14bや、吸引孔12内に吸い込まれた粒子14aに静電気力や吸着現象により引っ付いてしまった粒子14aや、吸引型10の表面のうち、吸引孔12が形成されていない部分に付着している粒子14aなどが挙げられる。
【0066】
粘着部材20は、上記余剰物に対して粘着性を備えておれば良く、準備した粉末14の材質などを考慮して最適なものを選択すれば良い。粘着部材20の形態は、フィルム状、シート状、板状などの平面状、ロール状など、何れの形態であっても良い。
【0067】
この除去工程では、吸引型10の表面に粘着部材20を接触させる。これにより、粘着部材20に上記余剰物が付着し除去される。この際、吸引孔12内にその一部が吸い込まれていた粒子凝集物14bなどは、粘着部材20の粘着力によって吸引孔12から引きずり出されることになる。なお、粒子14aは、吸引状態のまま吸引孔12内に収容されているため、粘着部材20には接触しない。
【0068】
上記接触は、具体的には、例えば、吸引型10の表面に粘着部材20を押しつけたり、吸引型10の表面にて粘着部材20を走行させたりして行うことができる。前者の場合には、平面状の粘着部材を、後者の場合には、ロール状の粘着部材20を好適に用いることができる。前者の場合、平面状の粘着部材を、リール状の巻き取られた連続フィルムとして用意した際には、吸引型10の表面に粘着部材を押しつけ、上記余剰物が付着した部位を巻き取りながら、常に新しい粘着部材を使用することができる。そのため、余剰物の除去性に優れ、連続生産にも適するなどの利点がある。一方、後者のように、ロール状の粘着部材20を用いた場合には、上記走行が行いやすく、連続生産に適するなどの利点がある。
【0069】
<粒子導入工程>
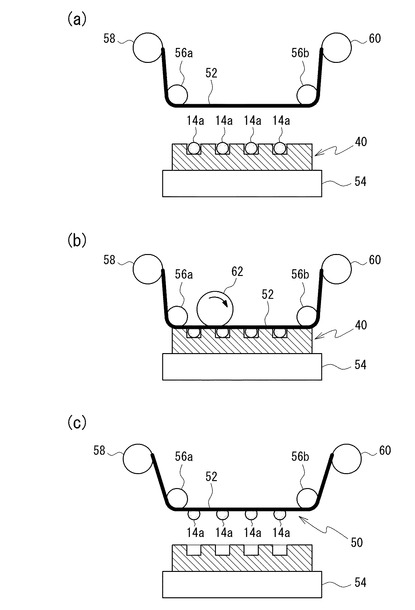
図3は、本製造方法における粒子導入工程の一例を模式的に示した図である。図3に示すように、粒子導入工程は、基本的に、吸引型10の吸引孔12から多孔質体30の孔部32へ、吸引されていた粒子14aを移動させ、粒子導入体40を得る工程である。
【0070】
この工程で用いる多孔質体30は、粒子導入体40の一部を構成するもので、その表面に粒子14aを導入するための孔部32が多数形成されている。
【0071】
上記多孔質体30としては、具体的には、例えば、表面に多数の孔部32を有する金型(Siなどの半金属製の型も含む)、樹脂型、多孔質フィルムなどが挙げられる。後述するように、得られた粒子導入体40を転写用途に用いる場合には、上記多孔質体30として、表面に多数の孔部32を有する金型、樹脂型などを好適に用いることができる。
【0072】
この場合、孔部32は、微細な孔部(凹部)を形成する自由度が高いなどの観点から、電鋳法、光造形法、エッチング法などにより好適に形成することができる。他にも、微細な凸部を有する型を、電鋳法、光造形法、エッチング法などにより形成し、樹脂などの型材に押しつける方法などを用いても、孔部32を形成することができる。
【0073】
上記多孔質体30が光造形型である場合、比較的容易に大面積を有する型が得られる。そのため、比較的容易に大面積を有する粒子導入体40を得やすくなるなどの利点がある。
【0074】
また、上記多孔質体30が電鋳型である場合、例えば、光造形で元型を作製したときには、比較的容易に大面積を有する型が得られる。そのため、上記と同様に、比較的容易に大面積を有する粒子導入体40を得やすくなるなどの利点がある。また、例えば、エッチングにより作製したSi型などを元型に用いたときには、高精細な型を得やすくなる。さらに、電鋳型は耐熱性に優れている。そのため、例えば、転写時に加熱を伴う場合、型材が樹脂などである場合に比較して、型の耐熱温度をそれほど気にする必要がない。したがって、粒子転写膜50(後述する、図4参照)の製造に用いる高分子膜52(後述する、図4参照)を形成する高分子材料の選択幅が広がるなどの利点もある。
【0075】
上記電鋳型の材質は、特に限定されるものではない。通常、ニッケル、銅、アルミニウム、クロム、錫、金、銀、白金やパラジウム等の白金属、これらを1種以上含有する合金などを用いることができる。また、上記光造形型の材質は、特に限定されるものではない。通常、アクリル系樹脂、エポキシ系樹脂、ポリエチレン系樹脂、ポリプロピレン系樹脂、ABS樹脂、オキセタン系樹脂などを用いることができる。
【0076】
なお、電鋳型の元型は、例えば、フォトリソグラフィ法、光造形法、インクジェット法、レーザー加工などを利用して準備すれば良い。
【0077】
上記多孔質体30の孔部32は、粒子を導入できれば、その形状、開口径、深さなどは特に限定されるものではない。もっとも、得られた粒子導入体40を転写用途に用いる場合には、孔部32は、粒子14aの粒径よりも開口径が若干大きく、かつ、粒子14aの粒径よりも深さが浅く形成されていると良い。多孔質体30の表面に粒子14aを突出させることで、良好な転写性を確保できるためである。
【0078】
また、孔部32の開口径および深さは、粒子14aの粒径との関係において、具体的には、下記の関係を満たしていると良い。多孔質体30の孔部32一つにつき、実質的に、粒子14aを一つずつ導入させやすいからである。
(1)孔部32の開口径/粒径:1以上2未満
(2)孔部32の深さ/粒径 :1未満
【0079】
孔部32の開口径/粒径の上限は、より好ましくは、1.5以下、さらにより好ましくは、1.4以下、最も好ましくは、1.2以下である。一方、孔部32の深さ/粒径の上限は、より好ましくは、0.98以下、さらにより好ましくは、0.95以下である。また、孔部32の深さ/粒径の下限は、好ましくは、0.25以上、より好ましくは、0.5以上である。
【0080】
上記多孔質体30の孔部32は、多孔質体30表面に規則的に配列されて形成されていても良いし、多孔質体30表面にランダムに形成されていても良い。孔部32が規則的に配列されている場合には、規則的に個々の粒子14aが配列した粒子導入体40を得ることができる。
【0081】
なお、上記規則的な配列としては、具体的には、例えば、格子状、千鳥状、ハニカム状などの配列、これら配列を傾斜させたものなどを例示することができる。粒子導入体40の用途に応じて適宜選択することができる。
【0082】
上記孔部32は、非貫通孔であっても良いし、貫通孔であっても良い。粒子導入体40を転写用途に用いる場合などには、粒子14aの脱落などが生じ難く、取扱い性に優れるなどの観点から、非貫通孔であると良い。
【0083】
この粒子導入工程では、図3(a)(b)に示すように、粒子14aの移し替えを行うに先立ち、粒子14aを吸引している吸引型10の吸引孔12と、準備した多孔質体30の孔部32との位置合わせを行う。
【0084】
この際、吸引型10の吸引孔形成面と、多孔質体30の孔部形成面とは、当接していても良いし、当接しておらず、隙間34が形成されていても良い。粒子14aの移し替えが行いやすいなどの観点から、吸引型10の吸引孔形成面と多孔質体30の孔部形成面との間には、隙間34が形成されていると良い。なお、吸引型10の表面に溝部が形成されている場合には、隙間34はなくても構わない。
【0085】
この場合、吸引型10の吸引孔形成面と多孔質体30の孔部形成面との距離は、粒子14aの粒径よりも小さくされていると良い。粒子14aの移し替え時に、対応する孔部32以外の部分に粒子14aが転がるなどし難く、孔部32への粒子導入が確実なものになるからである。なお、上述した通り、吸引型10の吸引孔形成面に、規制部材が設けられている場合には、上記隙間34を確実に形成することができる。
【0086】
吸引型10から多孔質体30へ粒子14aを移動させる方法としては、具体的には、例えば、吸引を停止し、自重により粒子14aを落下させる方法、吸引孔12からエアなどのガスを排出し、吸引孔12から孔部30内へ粒子14aを押し出す方法などを例示することができる。
【0087】
後者による場合には、吸引孔12から強制的に粒子14aが排出される。そのため、吸引型10から孔部32内へ粒子14aを移動させやすい利点がある。なお、この場合、吸引を一旦停止した後にガスの排気を行っても良いし、吸引から直ぐに排気へ切り替えを行うことによっても良い。
【0088】
この際、排気圧力は、粒子14aの大きさ、比重、吸引型10の材質、強度などを考慮して最適な圧力に調整すれば良い。
【0089】
上記粒子14aの移し替えを行った後、吸引型10を分離すれば、図3(c)に示すように、多孔質体30の孔部32一つ一つにつき、粒子14aが一つずつ導入された粒子導入体40が得られる。
【0090】
なお、上記説明した一連の工程は、複数回繰り返し行っても良い。
【0091】
2.粒子転写膜の製造方法
粒子転写膜の製造方法は、本製造方法により得られた粒子導入体を用い、粒子導入体の孔部内に導入されている粒子を、高分子膜の表面に転写し、粒子転写膜を得る方法である。
【0092】
具体的な転写方法としては、粒子導入体の粒子導入面に高分子膜を接触させれば良い。
【0093】
上記転写時には、加熱および/または加圧を伴っていても良い。具体的には、ラミネート手法などを適用することができる。
【0094】
上記転写時に加熱を行う場合、その加熱温度としては、高分子膜52を構成する高分子の粘度(硬化するものは硬化前の状態)が、好ましくは、2×104Pa・s以下、より好ましくは、1.5×104Pa・s以下、さらにより好ましくは、1×104Pa・s以下となる温度を選択すると良い。高分子膜表面に粒子が食い込みやすく、転写率が良くなるからである。
【0095】
なお、上記粘度は、応力制御型レオメータ(例えば、ティー・エイ・インスツルメント・ジャパン(株)製、「AR500」などが上市されている。)により測定される値である。
【0096】
また、上記転写時に加圧を行う場合、その加圧力は特に限定されることはない。転写率、高分子膜の膜強度などを考慮して選択すれば良い。通常、0.01〜1MPa程度である。
【0097】
なお、高分子膜が粘着性を有する材料よりなる場合には、特に加熱、加圧などを行わなくても転写可能である。
【0098】
図4は、連続的に転写を行う方法の一例を模式的に示した図である。
【0099】
図4(a)に示すように、先ず、基台54上に、粒子導入面を上向きにして上記粒子導入体40を載置する。
【0100】
次いで、上記粒子導入体40の上方に、一対の支持ロール56a、56b間に所定の張力で張った高分子膜52を配置する。なお、高分子膜52は、一方の供給源58から連続的に供給され、他方の巻き取り源60に連続的に巻き取り可能に設定されている。
【0101】
次いで、図4(b)に示すように、両支持ロール56a、56bを下降させることにより、粒子導入体40の粒子導入面に高分子膜52を押しつける。
【0102】
次いで、上記状態のまま、高分子膜52の粒子導入体側と反対側の面をロール体62などにより加圧する。この際、加圧ともに加熱を行っても良い。上記加熱は、基台54をヒータなどで加熱しても良いし、ロール体62自身を加熱しても良い。
【0103】
次いで、図4(c)に示すように、両支持ロール56a、56bを上昇させ、粒子導入体40から高分子膜52を引き離す。これにより、粒子導入体40の孔部32内に導入されていた粒子14aを、高分子膜52表面に転写することができる。
【0104】
なお、加熱・加圧した場合には、粒子導入体40の表面に高分子膜52が貼り付きやすくなる。そのため、上記引き離し前に、高分子膜52表面に空気などを吹き付けて冷却すると良い。
【0105】
次いで、粒子導入体40の多孔質体30の大きさ分だけ、高分子膜52を供給・巻き取りして走行させる。
【0106】
次いで、新しい粒子導入体40を基台54上に載置し、高分子膜52に転写された粒子14aと、新たな粒子導入体40に導入されている粒子14aとの位置を、光学顕微鏡、画像解析装置などで確認し、同ピッチになるように位置合わせを行う。その後、上記操作を繰り返せば、長尺物の粒子転写膜50を連続的に得ることができる。
【0107】
なお、上記高分子膜52を構成する材料としては、具体的には、各種の熱硬化性樹脂、熱可塑性樹脂やゴムなどを用いることができる。粒子転写膜50の用途などに応じて適宜選択することができる。
【0108】
より具体的には、例えば、エポキシ系樹脂、メラミン系樹脂、フェノール系樹脂、ジアリルフタレート系樹脂、ビスマレイミドトリアジン系樹脂、不飽和ポリエステル系樹脂、ポリウレタン系樹脂、フェノキシ系樹脂、ポリアミド系樹脂、ポリイミド系樹脂などの熱硬化性樹脂、ポリアミド系樹脂、ポリエステル系樹脂、ポリカーボネート系樹脂、ポリフェニレンオキシド系樹脂、ポリウレタン系樹脂、ポリアセタール系樹脂、ポリビニルアセタール系樹脂、ポリエチレン系樹脂、ポリプロピレン系樹脂、ポリビニル系樹脂などの熱可塑性樹脂、ヒドロキシル基、カルボキシル基、ビニル基、アミノ基、エポキシ基などの官能基を1種または2種以上含むゴムやエラストマーなどを例示することができる。これらは1種または2種以上含まれていても良い。
【0109】
これら材料中には、硬化剤、硬化促進剤、改質剤、酸化防止剤、充填剤などの各種添加剤が、必要に応じて、1種または2種以上添加されていても良い。
【0110】
上記高分子膜52の膜厚は、特に限定されるものではないが、粒子転写膜50の用途、粒子14aの粒径、高分子膜52の膜強度、製造性などを考慮して決定することができる。
【0111】
例えば、粒子転写膜50を異方性導電膜に利用する場合には、上記高分子膜52の膜厚の上限としては、好ましくは、上記粒子14aの粒径の3/2倍以下、より好ましくは、上記粒子14aの粒径の1倍以下、さらにより好ましくは、上記粒子14aの粒径の2/3倍以下などであると良い。
【0112】
一方、上記高分子膜52の膜厚の下限としては、好ましくは、上記粒子14aの粒径の1/10倍以上、より好ましくは、上記粒子14aの粒径の1/5倍以上、さらにより好ましくは、上記粒子14aの粒径の1/3倍以上などであると良い。
【0113】
なお、上記高分子膜52は、上記高分子材料を適当な固形分量、粘度となるように調製した塗液を、コーターなどの公知の塗工手段を用いて基材上に塗工し、必要に応じて乾燥させる方法、上記高分子材料を平坦な膜状にプレス成形する方法などにより準備することができ、特に限定されるものではない。
【0114】
3.異方性導電膜
上述した粒子転写膜の製造方法により得られた粒子転写膜は、例えば、異方性導電膜として好適に用いることができる。なお、この場合には、粒子は、基本的に導電性を有している。
【0115】
異方性導電膜は、例えば、次のようにして製造することができる。粒子転写膜は、基本的には、高分子膜の一方面に粒子が転写されており、転写された粒子は、膜表面に突出している。そのため、転写された粒子の脱落などが生じやすい。
【0116】
そこで、転写した粒子を高分子膜に保持させ、粒子保持膜とし、この粒子保持膜の少なくとも一方面に接着層を形成すれば、異方性導電膜を得ることができる。
【0117】
転写した粒子を高分子膜に保持させる方法としては、例えば、(1)粒子を加圧する方法、(2)高分子膜を加熱して軟化させ、粒子の自重により粒子を膜内に埋没させる方法、(3)転写面に高分子材料を被覆する方法などを例示することができる。これら方法は、互いに組み合わせて行っても良い。
【0118】
粒子を確実に膜に保持させやすいなどの観点から、(1)の方法が良い。より好ましくは、(1)の方法において、高分子膜を加熱しながら粒子を加圧すると良い。具体的には、ラミネート手法などを適用することができる。なお、上記加圧は、粒子の上にセパレータなどの介在物を任意に介して行うことができる。
【0119】
上記加圧を行う場合、その加圧力は特に限定されることはない。膜強度、型強度、膜厚、粒子の強度などを考慮して選択すれば良い。通常、0.01〜1MPa程度である。
【0120】
上記加熱を行う場合、その加熱温度は特に限定されることはない。加熱温度は、使用する高分子の種類、型の耐熱性などによっても異なるが、好ましくは、高分子のガラス転移温度+20℃〜+40℃程度の温度を選択すると良い。膜内に粒子を埋め込みやすくなるからである。
【0121】
粒子は、膜内にその全てが埋め込まれていても良いし、膜表面のうち、少なくとも一方面にその一部が露出していても良い。
【0122】
なお、上記粒子の埋め込み程度は、加圧力、加圧時間、加熱温度、加熱時間などを適宜調節することで可変させることができる。
【0123】
一方、上記接着層の形成方法としては、具体的には、例えば、接着層材料を適当な固形分量、粘度となるように調製した塗液を、コーターなどの公知の塗工手段を用いて粒子保持膜の表面に塗工し、必要に応じて乾燥させる方法、上記方法などにより予め作製しておいた膜状の接着層を粒子保持膜に貼り合わせる方法などを例示することができる。
【0124】
上記接着層を構成する材料としては、具体的には、各種の熱硬化性樹脂、熱可塑性樹脂やゴムなどを用いることができる。
【0125】
より具体的には、例えば、エポキシ系樹脂、メラミン系樹脂、フェノール系樹脂、ジアリルフタレート系樹脂、ビスマレイミドトリアジン系樹脂、不飽和ポリエステル系樹脂、ポリウレタン系樹脂、フェノキシ系樹脂、ポリアミド系樹脂、ポリイミド系樹脂、シアネート系樹脂などの熱硬化性樹脂、ポリアミド系樹脂、ポリエステル系樹脂、ポリカーボネート系樹脂、ポリフェニレンオキシド系樹脂、ポリウレタン系樹脂、ポリアセタール系樹脂、ポリビニルアセタール系樹脂、ポリエチレン系樹脂、ポリプロピレン系樹脂、ポリビニル系樹脂などの熱可塑性樹脂、ヒドロキシル基、カルボキシル基、ビニル基、アミノ基、エポキシ基などの官能基を1種または2種以上含むゴムやエラストマーなどを例示することができる。これらは1種または2種以上含まれていても良い。
【0126】
なお、これら材料中には、硬化剤、硬化促進剤、改質剤、酸化防止剤、充填剤などの各種添加剤が、必要に応じて、1種または2種以上添加されていても良い。
【0127】
上記接着層を構成する材料としては、好ましくは、被接続物との密着性に優れるなどの観点から、熱硬化性樹脂を主に含んでいると良い。熱硬化性樹脂のうち、好ましくは、エポキシ系樹脂などである。
【0128】
なお、熱硬化性樹脂を用いる場合、当該熱硬化性樹脂は、半硬化されてプリプレグとされていても良い。
【0129】
上記接着層の厚みは、接着層と接着する被接続物が有する導体(ICチップのバンプなど)の高さ、被接続物同士(ICチップと配線基板など)の間に生じる隙間量などを考慮して決定することができる。
【0130】
上記接着層の厚みの上限は、好ましくは、接着層と接着する被接続物が有する導体の高さの3倍以下、より好ましくは、2倍以下、さらにより好ましくは、1.75倍以下であると良い。
【0131】
上記接着層の厚みの下限は、好ましくは、接着層と接着する被接続物が有する導体の高さの1倍以上、より好ましくは、1.2倍以上、さらにより好ましくは、1.3倍以上であると良い。
【実施例】
【0132】
以下、実施例を用いて本発明を詳細に説明する。
【0133】
1.粒子導入体の作製
(粒子凝集物を含む粉末の準備)
樹脂めっき粒子の粉末(積水化学工業(株)製、「ミクロパールAU−204」、平均粒径4μm)を準備した。
【0134】
次に、粒子形状画像解析装置((株)セイシン企業製、「PITA−1」)を用いて、上記粉末中に含まれる粒子構成を、以下の手順により調査した。
【0135】
すなわち、上記粉末を0.05gを採取した。次いで、採取した粉末試料を、グリセリンと純水とを2:1の質量比で混合したグリセリン水溶液30ccに添加した。次いで、このグリセリン水溶液を超音波洗浄器に30秒間かけることにより、水溶液中に粒子を分散させてサンプル分散液を準備した。
【0136】
次いで、上記粒子形状画像解析装置を用い、当該装置のチャネル内を、第1キャリア液および第2キャリア液とともに流れるサンプル分散液について撮影した画像から、サンプル分散液中に含まれる互いに分離独立した樹脂めっき粒子、2個の樹脂めっき粒子が繋がった凝集物、3個の樹脂めっき粒子が繋がった凝集物、4個以上の樹脂めっき粒子が繋がった凝集物の数を数えた。
【0137】
なお、測定時の条件は、第1キャリア液流量:2500pluse、第2キャリア液流量:10000pluse、サンプル分散液流量:1000pluse、観察倍率:20倍、調光フィルタ:HD2、撮影回数:3000回とした。
【0138】
上記調査結果によれば、互いに分離独立した樹脂めっき粒子:2935個、2個の樹脂めっき粒子が繋がった凝集物:34個、3個の樹脂めっき粒子が繋がった凝集物:21個、4個以上の樹脂めっき粒子が繋がった凝集物:10個であった。
【0139】
上記結果から、準備した粉末は、互いに分離独立している複数の樹脂めっき粒子と、粒子製造過程等で複数の樹脂粒子が凝集したままめっきされてしまった粒子凝集物とを含んでいることが確認された。
【0140】
(多孔質体の準備)
多孔質体として、上記粉末中に含まれる樹脂めっき粒子を導入可能な孔部(孔部配列:千鳥状、孔部形態:略円柱状、開口径:直径5μm、孔(非貫通孔)深さ:3.5μm、ピッチ=隣接する開口部の中心間距離:10μm)を多数有する板状のNi電鋳型を準備した。なお、この多孔質体は、後述する転写用途に用いる転写型である。
【0141】
(吸引型の準備)
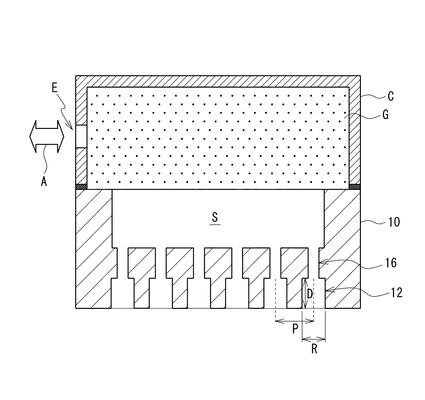
図5に示すように、直径6インチ、厚み525μmのシリコンウェハ表面に、上記Ni電鋳型の各孔部位置に対応した多数の吸引孔12を、ドライエッチングにて形成した吸引型10を準備した。すなわち、各々の吸引孔12は、シリコンウェハ表面の100mm角の領域に、千鳥状に規則的に配列されて形成されている。各々の吸引孔12の孔形態は、略円柱状である。各々の吸引孔12は、開口径R=直径5μm、吸引孔12の深さD=6μmであり、各吸引孔12間のピッチP=10μmである。
【0142】
また、各吸引孔12の底部には、直径2μm、長さ6μmの貫通孔16がそれぞれ形成されている。これら各貫通孔16は、シリコンウェハの他方の表面に形成された一つの空間Sにそれぞれ連通されている。なお、図示されてはいないが、隣接する各吸引孔12同士は、シリコンウェハ表面に形成された溝部により繋がっている。
【0143】
また、吸引型10の空間Sには、多孔質カーボン材Gを充填したステンレス製ケースCが取り付けられている。このケースCには、吸排気孔Eが形成されており、吸排気孔EからエアAの出し入れを行うことにより、吸引孔12より吸気、排気が可能とされている。
【0144】
上記準備の後、次の要領で粒子導入体を作製した。先ず、ステンレス製トレイに、準備した粉末(1g)を散布した。
【0145】
次いで、吸引型の吸引孔形成面を上記粉末に近づけ、吸排気孔からエアを吸気(0.4MPa)することにより、吸引孔内に樹脂めっき粒子を吸引させた。
【0146】
次いで、上記吸引を続けたまま、吸引型表面に微粘着テープ((株)きもと製、「ビューフルEP50LS」)を押しつけ、吸引型表面に付着していた余剰物を除去した。
【0147】
次いで、吸引型の吸引孔形成面と多孔質体の孔部形成面とを対向させ、吸引型の吸引孔と多孔質体の孔部との位置合わせを行った。この際、吸引孔形成面と多孔部形成面との距離は、約2μmに設定した。
【0148】
次いで、上記吸引を停止した後、エアを排気(吸気とは逆に0.4MPa)することにより、吸引孔内に吸引されていた各粒子を、多孔質体の各孔部内へ移動させた。その後、吸引型を別の場所に移動させて、両者を分離した。
【0149】
なお、上記粒子導入体の製作工程において、多孔質体の孔部ではなく、新たなトレイ上に粒子を排出し、得られた粒子粉末について、上記粒子形状画像解析装置((株)セイシン企業製、「PITA−1」)を用いて、粉末中に含まれる粒子構成を、上記手順により調査した。
【0150】
上記調査結果によれば、互いに分離独立した樹脂めっき粒子:3000個、2個の樹脂めっき粒子が繋がった凝集物:0個、3個の樹脂めっき粒子が繋がった凝集物:0個、4個以上の樹脂めっき粒子が繋がった凝集物:0個であった。
【0151】
上記結果から、当初原料粉末に含まれていた粒子凝集物は、ほとんど除去されていることが確認された。
【0152】
以上により、多孔質体の孔部一つ一つに樹脂めっき粒子が一つ一つ導入されている粒子導入体を得た。上記製法によれば、余剰物の除去時に、粘着部材と吸引型との距離を高精度に制御しなくても、余剰物だけを選択的に除去できる。そのため、機械化・連続化に適していることが確認できた。
【0153】
2.粒子転写膜の作製
先ず、接着性を有する高分子膜を以下の手順により準備した。すなわち、アルコール可溶ポリアミド系樹脂23.39質量部と、フェノキシ系樹脂(東都化成(株)製、「EFR−0010M30」)25.16質量部と、エポキシ系樹脂(東都化成(株)製、「FX289EK75」)4.9質量部と、エポキシ系樹脂(東都化成(株)製、「FX305EK70」)2.67質量部と、メラミン系樹脂(三和ケミカル(株)製、「ニカラックMX−750」)1.37質量部と、硬化剤(四国化成(株)製、「C11Z」)0.38質量部と、硬化剤(三菱ガス化学(株)製、「F−TMA」)0.57質量部と、メタノール24.26質量部と、トルエン48.05質量部と、メチルセロソルブ69.2質量部とを混合し、高分子溶液を調製した。
【0154】
次いで、コンマコーターを用い、連続的に供給されるベース基材(ポリエチレンテレフタレート、厚み38μm、リンテック(株)製「PET38X」)の離型面に、上記高分子溶液を塗工した。
【0155】
次いで、この塗工層を160℃で90秒間乾燥させ、ポリアミド系樹脂とフェノキシ系樹脂とを主成分とする樹脂よりなる平坦な高分子膜(厚み4μm)を形成した。その後、この高分子膜の表面に、セパレータ(ポリエチレンテレフタレート、厚み75μm、リンテック(株)製、「PET75C」)の離型面を合わせて巻き取った。
【0156】
これにより、ベース基材とセパレータとの間に挟持された、ポリアミド系樹脂とフェノキシ系樹脂とを主成分とする高分子膜(幅100mm、50m)を用意した。
【0157】
次に、基台上に、粒子導入面を上向きにして上記粒子導入体を載置した。
【0158】
次いで、上記粒子導入体の上方に、一対の支持ロール間に所定の張力で張った高分子膜を配置した。なお、高分子膜は、一方の供給源から、セパレータが剥離されつつ連続的に供給され、他方の巻き取り源に連続的に巻き取り可能に設定されている。
【0159】
次いで、両支持ロールを下降させることにより、粒子導入体の粒子導入面に高分子膜を押しつけた。
【0160】
次いで、上記状態のまま、120℃に保持した加熱加圧式ゴムロールを用いて、0.01〜1MPaの加圧力で高分子膜のベース基材側表面に当該ロールを押しつけ、当該ロールを0.5m/minで移動させることにより、加熱・加圧を行った。
【0161】
上記操作により、粒子導入体の表面に高分子膜が貼り付いた状態になるので、高分子膜表面に空気を吹き付け、25℃まで冷却した。
【0162】
次いで、両支持ロールを上昇させ、粒子導入体から高分子膜を引き離した。その結果、粒子導入体の孔部内に導入されていた粒子が、規則性を保ったまま高分子膜表面に転写された。
【0163】
次いで、粒子導入体の多孔質体の大きさ(100mm)分だけ、高分子膜を走行させた。
【0164】
次いで、新しい粒子導入体を基台上に載置した。この際、高分子膜に転写された粒子と、新たな粒子導入体に導入されている粒子との位置を光学顕微鏡で確認し、同ピッチになるように位置合わせを行った。
【0165】
次いで、両支持ロールを下降させ、粒子導入体の粒子導入面に高分子膜を押しつけ、それ以降の工程を繰り返し行った。これにより、長尺物の粒子転写膜を得た。
【0166】
3.異方性導電膜の作製
次に、得られた粒子転写膜を用い、異方性導電膜を以下の手順により作製した。 先ず、粒子転写膜表面にセパレータ(ポリエチレンテレフタレート、厚み38μm、リンテック(株)製「PET38C」)を重ね、これを、温度140℃、加圧力0.1MPa、加熱加圧時間60秒の条件で、熱ラミネートした。
【0167】
これにより、高分子膜表面に転写された樹脂めっき粒子を、その規則的な配列を維持したまま膜内に埋め込み、粒子保持膜とした。
【0168】
次に、ジシクロペンタジエン型エポキシ系樹脂(大日本インキ(株)製、「エピクロンHP7200HH」)90質量部と、ニトリルゴム(NBR)(日本ゼオン(株)製、「ニポール1072J」)10質量部と、硬化剤(旭化成ケミカルズ(株)製、「ノバキュアHXA3932HP」)187質量部とを、固形分量が42%となるようにトルエンにて希釈し、接着剤溶液を調製した。
【0169】
次いで、コンマコーターを用い、連続的に供給されるベース基材(ポリエチレンテレフタレート、厚み38μm、リンテック(株)製「PET38C」)の離型面に、上記接着剤溶液を塗工した。
【0170】
次いで、この塗工層を110℃で90秒間乾燥させ、接着層(厚み20μm)を形成した。その後、この接着層の表面に、セパレータ(ポリエチレンテレフタレート、厚み38μm、リンテック(株)製、「PET38B」)の離型面を合わせて巻き取った。
【0171】
これにより、ベース基材とセパレータとの間に挟持された接着層を用意した。
【0172】
次に、上記セパレータを剥離して露出させた接着層の表面と、上記粒子保持膜の表面(転写面側)とを重ね合わせ、これを貼り合わせた。
【0173】
以上により、粒子保持膜の片面に接着層を形成した。
【0174】
上記の通りにして、粒子保持膜と接着層の2層構造からなる異方性導電膜を作製した。
【0175】
以上、本発明の一実施形態、一実施例について説明したが、本発明は上記実施形態、実施例に何ら限定されるものではなく、本発明の趣旨を逸脱しない範囲で種々の改変が可能である。
【図面の簡単な説明】
【0176】
【図1】本発明の一実施形態に係る粒子導入体の製造方法における吸引工程の一例を模式的に示した図である。
【図2】本発明の一実施形態に係る粒子導入体の製造方法における除去工程の一例を模式的に示した図である。
【図3】本発明の一実施形態に係る粒子導入体の製造方法における粒子導入工程の一例を模式的に示した図である。
【図4】本発明の一実施形態に係る粒子転写膜の製造方法において、連続的に転写を行う方法の一例を模式的に示した図である。
【図5】実施例で用意した吸引型、これを取り付ける吸引装置の一部を模式的に示した断面図である。
【符号の説明】
【0177】
10 吸引型
12 吸引孔
14 粉末
14a 互いに分離独立した粒子
14b 粒子凝集物
16 貫通孔
18 容器
20 粘着部材
30 多孔質体
32 孔部
34 隙間
40 粒子導入体
50 粒子転写膜
52 高分子膜
54 基台
56a 支持ロール
56b 支持ロール
58 供給源
60 巻き取り源
62 ロール体
R 開口径
D 深さ
P ピッチ
S 空間
G 多孔質カーボン材
C ケース
E 吸排気孔
A エア
【技術分野】
【0001】
本発明は、粒子導入体の製造方法に関するものである。
【背景技術】
【0002】
近年、様々な産業分野において、機能を付与したり、物性を改良したりするなどの目的で、各種の粉末材料を利用する機会が増大している。
【0003】
例えば、電気、電子機器等の分野では、樹脂フィルム中に導電性粉末を分散させることにより、異方導電性を付与した異方性導電膜などが使用されている。
【0004】
この種の異方性導電膜を製造するにあたり、特許文献1には、導電性粒子より小さい吸引孔が形成された吸着面を有する吸着装置を用い、この吸着装置の吸着面に導電性粒子を吸着させた後、樹脂フィルムを吸着面に押しつけることにより、導電性粒子を樹脂フィルムに転写させる方法が記載されている。
【0005】
また、特許文献2には、多数の孔部を有するコアフィルム上に導電性粒子を散布した後、フィルムに超音波振動を与え、孔部内に導電性粒子を導入する方法が記載されている。
【0006】
【特許文献1】特開2003−286457号公報
【特許文献2】特開2003−13021号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
ここで、上記吸着方法を行うと、その吸着面には、粒子製造過程で生じた粒子凝集物などの余剰物も一緒に吸着されてしまう。また、上記コアフィルムなど、製品の一部となる多孔質体表面に粉末を散布し、その孔部内に直接粒子を導入しようとすると、孔部以外の表面に粒子凝集物や余剰粒子などの余剰物が付着してしまう。このように吸着・付着した余剰物は、製品性能に悪影響を及ぼすことがあり、取り除きたいという要望がある。
【0008】
上記余剰物を取り除く方法としては、例えば、表面に付着した余剰物を手作業で取り除くことが考えられる。しかしながら、手作業による除去では、あまりに生産性が低い。
【0009】
一方、通常の粒子と粒子凝集物との大きさの違いなどを利用して、機械化により粘着テープなどを押しつけ、粒子凝集物を選択的に除去することも考えられる。この場合、粘着テープと粒子凝集物との距離を高精度に制御する必要が生じる。しかしながら、粘着テープの厚みばらつきなどを考慮すると、このような制御は実際には困難であり、機械化・連続化はとても期待できない。
【0010】
本発明は、上記問題点を鑑みてなされたもので、機械化・連続化が可能な粒子導入体の製造方法を提供することにある。
【課題を解決するための手段】
【0011】
上記課題を解決するため、本発明に係る粒子導入体の製造方法は、粒子を導入する孔部が多数形成された多孔質体の各孔部位置に対応して、上記粒子の粒径よりも開口径が若干大きく、かつ、上記粒子の粒径よりも深さが若干深い吸引孔が形成された吸引型を用い、上記吸引型の吸引孔内に上記粒子を吸引させる吸引工程と、上記吸引を続けたまま、上記吸引型の表面に粘着部材を接触させ、上記吸引型表面に付着した余剰物を除去する除去工程と、上記粒子を吸引している吸引型の吸引孔と、上記多孔質体の孔部との位置合わせを行った後、上記吸引型の吸引孔から上記多孔質体の孔部へ、吸引されていた粒子を移動させ、粒子導入体を得る工程とを有することを要旨とする。
【0012】
ここで、上記多孔質体としては、転写型を好適に用いることができる。この場合、上記孔部は、粒子の粒径よりも開口径が若干大きく、かつ、上記粒子の粒径よりも深さが浅く形成されていると良い。
【0013】
また、上記粒子は、粒子凝集物を含む粉末より供給されるものであると良い。
【0014】
また、上記吸引孔は、下記(1)および(2)の条件を満たしていると良い。
(1)吸引孔の開口径/粒径:1以上2未満
(2)吸引孔の深さ/粒径 :1以上2未満
【0015】
また、上記除去は、上記吸引型の表面にて上記粘着部材を走行させることによると良い。
【0016】
また、上記粒子の移動は、上記吸引孔からガスを排出し、上記吸引孔内から上記孔部内へ粒子を押し出すことによると良い。
【0017】
また、上記吸引型は、隣接する吸引孔同士を繋ぐ溝部を有している、および/または、上記多孔質体表面との接触を規制する規制部材を有していると良い。
【0018】
また、上記孔部は、規則的に配列されていると良い。
【0019】
また、上記粒子は、導電性粒子であると良い。
【0020】
また、上記粒子は、前駆体粒子の表面に表面処理が施された粒子であると良く、好ましくは、高分子粒子の表面に導電性層が被覆された粒子であると良い。
【0021】
一方、本発明に係る粒子転写膜の製造方法は、上記粒子導入体の製造方法により得られた粒子導入体を用い、上記粒子導入体の孔部内に導入されている粒子を、高分子膜の表面に転写し、粒子転写膜とすることを要旨とする。
【0022】
上記粒子転写膜の製造方法により得られた粒子転写膜は、例えば、異方性導電膜などの用途に好適に用いることができる。
【発明の効果】
【0023】
上記製造方法において、吸引工程を経ると、吸引型の吸引孔内に完全に収容された粒子と、吸引型表面に付着した余剰物とが存在する。上記余剰物としては、例えば、吸引孔にその一部が吸い込まれた粒子凝集物や、吸引孔内に吸い込まれた粒子に静電気力や吸着現象などにより引っ付いてしまった粒子や、吸引型表面のうち、吸引孔が形成されていない部分に付着している粒子などがあり得る。
【0024】
そして、この状態で、除去工程において、吸引を続けたまま、吸引型の表面に粘着部材を接触させると、吸引孔内に完全に収容されている粒子は、粘着部材には接触せず、余剰物だけが粘着部材に付着して除去される。
【0025】
その後、粒子を吸引している吸引型の吸引孔と、多孔質体の孔部との位置合わせを行った後、吸引型の吸引孔から多孔質体の孔部へ、吸引されていた粒子を移動させる。
【0026】
上記製造方法によれば、除去工程において、粘着部材と型との距離などを高精度に制御しなくとも、吸引孔内に収容されている粒子をそのまま残し、余剰物だけを選択的に除去することができる。そのため、機械化・連続化を行いやすくなる。したがって、その表面に余剰物のほとんどない粒子導入体を、機械化により連続的に得ることが可能になる。
【0027】
ここで、多孔質体の孔部に直接粒子を導入して粒子導入体を得る場合を考えてみる。この場合、多孔質体の表面に粉末を散布し、振動などを適宜利用して孔部内に粒子を導入することになる。この際、転写用途などを考慮して、その孔部深さを粒径よりも浅く形成した多孔質体を用いたときには、粘着部材を用いて多孔質体の表面に付着した余剰物だけを機械的に除去することはほとんど困難である。孔部深さが粒径よりも浅いため、孔部内に一旦収容された粒子も一緒に粘着除去されてしまうからである。それ故、機械化・連続化は困難であった。
【0028】
しかし、本製造方法によれば、上記各工程を経ることにより、その孔部深さが粒径よりも浅い多孔質体を用いた場合でも、その表面に余剰物のほとんどない粒子導入体を、機械化により連続的に得ることが可能になる。したがって、この粒子導入体を、例えば、転写用途に用いた場合には、粒子凝集物などの余剰物をほとんど含まない転写体を得ることが可能になるなどの利点がある。
【0029】
この際、上記吸引孔が、上記(1)および(2)の条件を満たす場合には、吸引孔内に一つずつ粒子が収容されやすくなる。そのため、上記作用効果を奏しやすくなる。
【0030】
また、吸引型の表面にて粘着部材を走行させた場合には、余剰物を連続的に除去しやすくなる。そのため、生産性の向上に寄与することができる。
【0031】
また、粒子の移動を、吸引孔からガスを排出し、吸引孔内から孔部内へ粒子を押し出すことにより行った場合には、吸引型から粒子を分離しやすくなる。
【0032】
また、上記吸引型が、隣接する吸引孔同士を繋ぐ溝部を有している場合には、次の利点がある。すなわち、吸引型の吸引孔から多孔質体の孔部へ、吸引されていた粒子を移動させる際に、吸引型と多孔質体との距離が極めて近くなる。このとき、上記溝部がある場合には、この溝部が、エア等の排出ガスの通り道(逃げ道)となるため、吸引された粒子を分離しやすくなるなどの利点がある。
また、上記吸引型が、多孔質体表面との接触を規制する規制部材を有している場合には、規制部材により、吸引型と多孔質体と間に必ず隙間が生じ、この隙間が、エア等の排出ガスの通り道(逃げ道)となる。そのため、上記と同様にして吸引された粒子を分離しやすくなるなどの利点がある。
【0033】
また、上記孔部が規則的に配列されている場合には、規則的に個々の粒子が配列している粒子導入体を得ることができる。
【0034】
また、上記粒子が、高分子粒子の表面に導電性層が被覆された粒子など、前駆体粒子の表面に表面処理が施された粒子である場合、その粒子製造過程において、複数の前駆体粒子が凝集したままの状態で導電性層などの表面処理層が被覆されることがある。そのため、粒子凝集物が比較的生じやすい。上記製造方法によれば、このような粒子凝集物を含む粉末を用いた場合であっても、粒子凝集物が効率良く除去される。
【0035】
上記製造方法により得られた粒子導入体を用い、粒子導入体の孔部内に導入されている粒子を、高分子膜の表面に転写した場合には、機械化により連続して粒子転写膜を得ることができる。したがって、これを例えば、異方性導電膜に用いれば、異方導電性能に優れた異方性導電膜の量産性を向上させることができる。
【発明を実施するための最良の形態】
【0036】
以下、本実施形態に係る粒子導入体の製造方法(以下、「本製造方法」ということがある。)、本実施形態に係る粒子転写膜の製造方法、本実施形態に係る異方性導電膜について詳細に説明する。
【0037】
1.本製造方法
本製造方法は、多孔質体の孔部一つ一つに粒子が一つ一つ導入された粒子導入体を、機械化により連続して得ることが可能な方法である。本製造方法は、吸引工程と、除去工程と、粒子導入工程とを有している。以下、各工程毎に説明する。
【0038】
<吸引工程>
図1は、本製造方法における吸引工程の一例を模式的に示した図である。図1に示すように、吸引工程は、吸引型10の吸引孔12内に、粉末14を吸引させる工程である。
【0039】
ここで、原料となる粉末14は、主に、互いに分離独立している粒子14aの集まりよりなっている。また、粉末14は、粒子14a以外にも、粒子凝集物14bを含んでいても良い。従来の分級方法では、粒子凝集物14bを完全に取り除くことは困難だからである。
【0040】
粒子凝集物14bは、複数の粒子が凝集した物である。具体的には、例えば、複数の粒子14aが静電気力や吸着現象などにより塊状に凝集した物、粒子14aが表面処理されている場合に、粒子14aの前駆体である前駆体粒子が複数塊状に凝集し、そのまま表面処理が施されることにより、一体になってしまった物などを例示することができる。
【0041】
なお、粉末14は、ゴミなどの異物ができる限り含まれていないものを用いることが好ましい。もっとも、異物を含んでいる場合でも、本製造方法における次工程によれば、おおよそ取り除くことが可能である。
【0042】
粉末14を構成する粒子14aは、無機材料よりなっていても良いし、有機材料よりなっていても良い。あるいは、無機材料と有機材料との複合体よりなっていても構わない。
【0043】
上記粒子14aとしては、具体的には、金属粒子;樹脂粒子の表面に1層または2層以上の金属めっき層(電解めっき、無電解めっきなど)やスパッタ層などを有する粒子;カーボン粒子;シリカ粒子;セラミック粒子;樹脂粒子;トナー粒子など、各種の材質よりなる粒子を例示することができる。これらは1種または2種以上含まれていても良い。
【0044】
なお、粒子14aの種類は、製造する粒子導入体の用途などに応じて適宜選択することができる。例えば、粒子導入体を異方性導電膜に利用する場合には、基本的には、導電性を示す粒子を選択すれば良い。
【0045】
上記粒子14aとしては、好ましくは、高分子粒子などの前駆体粒子の表面に、電解めっき・無電解めっきなどの金属めっき、スパッタなどの表面処理が施された粒子などを用いることができる。これらの粒子は、その製造時に、複数の前駆体粒子が凝集したままの状態で表面処理されることがあり、粒子凝集物14bが発生しやすい。しかし、本製造方法では、このような粒子凝集物14bも選択的に容易に除去できるからである。
【0046】
粒子14aの大きさは、特に限定されるものではない。もっとも、本製造方法は、従来知られる篩い式や気流式などの分級方法では分級し難かった数μm程度の大きさの粒子に対して適用すると効果的である。
【0047】
粒子14aの粒径(平均粒径、以下、省略)の好ましい上限としては、10μm以下、9μm以下、8μm以下などを例示することができる。一方、好ましい下限としては、1μm以上、2μm以上、3μm以上などを例示することができる。
【0048】
一方、吸引型10は、その表面に複数の吸引孔12を備えている。本製造方法では、吸引型10を用いて、表面に多数の孔部32を有する多孔質体30(後述する、図3参照)の各孔部32内に、最終的に上記粒子14aを導入することになる。そのため、吸引型10は、この多孔質体30の各孔部32の位置に対応して、吸引孔12が形成されている。
【0049】
吸引型10の材質は、特に限定されるものではなく、金属、ガラス、セラミックス、シリコンなどの無機材料、光硬化型樹脂、熱硬化型樹脂などの各種の有機材料、あるいは、これらを複合した複合材料などを例示することができる。
【0050】
なお、吸引型10の吸引孔12は、吸引型10の材質に応じ、ドライエッチング、ウェットエッチングなどのエッチング法、レーザー加工法、電鋳法、光造形法などの各種の微細加工プロセスを適宜利用して形成することができる。
【0051】
ここで、吸引孔12は、上記粒子14aの粒径よりも開口径が大きく、かつ、上記粒子14aの粒径よりも深さが深く形成されている。互いに分離独立した粒子14aを、吸引型10の表面に突出させることなく、各吸引孔12内に実質的に一つずつ吸引させるためである。
【0052】
吸引孔12の開口径および深さは、粒子14aの粒径との関係において、具体的には、下記の関係を満たしていることが好ましい。吸引孔12内に一つずつ粒子14aが収容されやすくなるからである。
(1)吸引孔12の開口径/粒径:1以上2未満
(2)吸引孔12の深さ/粒径 :1以上2未満
【0053】
吸引孔12の開口径/粒径の上限は、より好ましくは、1.8以下、さらにより好ましくは、1.5以下、最も好ましくは、1.3以下である。一方、吸引孔12の深さ/粒径の下限は、より好ましくは、1.05以上、さらにより好ましくは、1.1以上である。
【0054】
なお、各吸引孔12は、その底部にそれぞれ貫通孔16が形成されている。そして、この吸引型10を、図示しないエアポンプなどの吸引装置などに装着すれば、貫通孔16を介して、吸引装置の吸気・排気に連動してエア等のガスを吸引孔12より出し入れすることが可能になる。
【0055】
上記吸引孔12は、隣接する吸引孔12同士が、吸引型10の表面に形成された溝部(図示されない)により繋がっていても良い。後述する粒子導入工程において、吸引型10の吸引孔12から多孔質体30の孔部32へ、吸引されていた粒子14aを移動させる際に、吸引型10と多孔質体30との距離が極めて近くなる。このとき、上記溝部がある場合には、この溝部が、エア等の排出ガスの通り道(逃げ道)となる。そのため、吸引された粒子14aを分離しやすくなる。
【0056】
他にも、後述する粒子導入工程において対向する多孔質体30の孔部32の形成面と接触しないように、吸引孔12の形成面に接触を規制する規制部材を設けても良い。規制部材の形態は、特に限定されるものではないが、ピンなどの突起物、形成面に立設した壁部などを例示することができる。規制部材は、吸引孔12が形成されている領域の外周などに設けることができる。吸引型10から多孔質体30への粒子14aの移動(移し替え)を確実なものにするなどの観点から、規制部材の高さは、粒子14aの粒径よりも低く形成するのが好ましい。
【0057】
上記吸引孔12は、多孔質体30の各孔部32の位置に対応して形成されておれば、吸引型10の表面に規則的に配列されて形成されていても良いし、吸引型10の表面にランダムに形成されていても良い。
【0058】
上記粉末14を準備し、上記吸引型10を用いて、吸引型10の吸引孔12内に粉末14を吸引させるには、具体的には、下記のようにして行うことができる。
【0059】
図1(a)に示すように、先ず、平面上に粉末14を散布する。なお、トレイなどの容器18上に粉末14を散布しても構わない。次いで、エアポンプなどを備えた吸引装置(図示されない)に取り付けられた上記吸引型10の吸引孔12形成面を、散布された粉末14に近接させる。その後、吸引(図中、上向きの矢印)を開始する。なお、吸引型10を粉末14に近接させている途中に吸引を開始しても良い。
【0060】
この際、吸引圧力は、吸引する粒子14aの大きさ、比重、吸引型10の材質、強度などを考慮して最適な圧力に調整すれば良い。
【0061】
図1(b)に示すように、吸引を開始すると、吸引孔12一つに対して粒子14aが一つ吸い込まれる。吸い込まれた粒子14aは、吸引孔12内に納まっており、吸引孔12より外部には突出していない。
【0062】
一方、粒子凝集物14bは、吸引孔12内に吸い込まれても、必ずその一部が吸引孔12内から突出した状態になっている。また、吸引孔12内に吸い込まれた粒子14aに、静電気力や吸着現象により引っ付いてしまった粒子14aも、粒子凝集物14bと同様に、必ずその一部が吸引孔12内から突出した状態になっている。
【0063】
なお、吸引型10の表面のうち、吸引孔12が形成されていない部分にも、粒子14aが少なからず付着しているものと考えられる。
【0064】
<除去工程>
図2は、本製造方法における除去工程の一例を模式的に示した図である。図2に示すように、除去工程は、上記吸引を続けたまま、吸引型10の表面に粘着部材20を接触させ、吸引型10の表面に存在する余剰物を除去する工程である。
【0065】
上記余剰物としては、上記吸引工程により、吸引孔12内に吸い込まれた粒子凝集物14bや、吸引孔12内に吸い込まれた粒子14aに静電気力や吸着現象により引っ付いてしまった粒子14aや、吸引型10の表面のうち、吸引孔12が形成されていない部分に付着している粒子14aなどが挙げられる。
【0066】
粘着部材20は、上記余剰物に対して粘着性を備えておれば良く、準備した粉末14の材質などを考慮して最適なものを選択すれば良い。粘着部材20の形態は、フィルム状、シート状、板状などの平面状、ロール状など、何れの形態であっても良い。
【0067】
この除去工程では、吸引型10の表面に粘着部材20を接触させる。これにより、粘着部材20に上記余剰物が付着し除去される。この際、吸引孔12内にその一部が吸い込まれていた粒子凝集物14bなどは、粘着部材20の粘着力によって吸引孔12から引きずり出されることになる。なお、粒子14aは、吸引状態のまま吸引孔12内に収容されているため、粘着部材20には接触しない。
【0068】
上記接触は、具体的には、例えば、吸引型10の表面に粘着部材20を押しつけたり、吸引型10の表面にて粘着部材20を走行させたりして行うことができる。前者の場合には、平面状の粘着部材を、後者の場合には、ロール状の粘着部材20を好適に用いることができる。前者の場合、平面状の粘着部材を、リール状の巻き取られた連続フィルムとして用意した際には、吸引型10の表面に粘着部材を押しつけ、上記余剰物が付着した部位を巻き取りながら、常に新しい粘着部材を使用することができる。そのため、余剰物の除去性に優れ、連続生産にも適するなどの利点がある。一方、後者のように、ロール状の粘着部材20を用いた場合には、上記走行が行いやすく、連続生産に適するなどの利点がある。
【0069】
<粒子導入工程>
図3は、本製造方法における粒子導入工程の一例を模式的に示した図である。図3に示すように、粒子導入工程は、基本的に、吸引型10の吸引孔12から多孔質体30の孔部32へ、吸引されていた粒子14aを移動させ、粒子導入体40を得る工程である。
【0070】
この工程で用いる多孔質体30は、粒子導入体40の一部を構成するもので、その表面に粒子14aを導入するための孔部32が多数形成されている。
【0071】
上記多孔質体30としては、具体的には、例えば、表面に多数の孔部32を有する金型(Siなどの半金属製の型も含む)、樹脂型、多孔質フィルムなどが挙げられる。後述するように、得られた粒子導入体40を転写用途に用いる場合には、上記多孔質体30として、表面に多数の孔部32を有する金型、樹脂型などを好適に用いることができる。
【0072】
この場合、孔部32は、微細な孔部(凹部)を形成する自由度が高いなどの観点から、電鋳法、光造形法、エッチング法などにより好適に形成することができる。他にも、微細な凸部を有する型を、電鋳法、光造形法、エッチング法などにより形成し、樹脂などの型材に押しつける方法などを用いても、孔部32を形成することができる。
【0073】
上記多孔質体30が光造形型である場合、比較的容易に大面積を有する型が得られる。そのため、比較的容易に大面積を有する粒子導入体40を得やすくなるなどの利点がある。
【0074】
また、上記多孔質体30が電鋳型である場合、例えば、光造形で元型を作製したときには、比較的容易に大面積を有する型が得られる。そのため、上記と同様に、比較的容易に大面積を有する粒子導入体40を得やすくなるなどの利点がある。また、例えば、エッチングにより作製したSi型などを元型に用いたときには、高精細な型を得やすくなる。さらに、電鋳型は耐熱性に優れている。そのため、例えば、転写時に加熱を伴う場合、型材が樹脂などである場合に比較して、型の耐熱温度をそれほど気にする必要がない。したがって、粒子転写膜50(後述する、図4参照)の製造に用いる高分子膜52(後述する、図4参照)を形成する高分子材料の選択幅が広がるなどの利点もある。
【0075】
上記電鋳型の材質は、特に限定されるものではない。通常、ニッケル、銅、アルミニウム、クロム、錫、金、銀、白金やパラジウム等の白金属、これらを1種以上含有する合金などを用いることができる。また、上記光造形型の材質は、特に限定されるものではない。通常、アクリル系樹脂、エポキシ系樹脂、ポリエチレン系樹脂、ポリプロピレン系樹脂、ABS樹脂、オキセタン系樹脂などを用いることができる。
【0076】
なお、電鋳型の元型は、例えば、フォトリソグラフィ法、光造形法、インクジェット法、レーザー加工などを利用して準備すれば良い。
【0077】
上記多孔質体30の孔部32は、粒子を導入できれば、その形状、開口径、深さなどは特に限定されるものではない。もっとも、得られた粒子導入体40を転写用途に用いる場合には、孔部32は、粒子14aの粒径よりも開口径が若干大きく、かつ、粒子14aの粒径よりも深さが浅く形成されていると良い。多孔質体30の表面に粒子14aを突出させることで、良好な転写性を確保できるためである。
【0078】
また、孔部32の開口径および深さは、粒子14aの粒径との関係において、具体的には、下記の関係を満たしていると良い。多孔質体30の孔部32一つにつき、実質的に、粒子14aを一つずつ導入させやすいからである。
(1)孔部32の開口径/粒径:1以上2未満
(2)孔部32の深さ/粒径 :1未満
【0079】
孔部32の開口径/粒径の上限は、より好ましくは、1.5以下、さらにより好ましくは、1.4以下、最も好ましくは、1.2以下である。一方、孔部32の深さ/粒径の上限は、より好ましくは、0.98以下、さらにより好ましくは、0.95以下である。また、孔部32の深さ/粒径の下限は、好ましくは、0.25以上、より好ましくは、0.5以上である。
【0080】
上記多孔質体30の孔部32は、多孔質体30表面に規則的に配列されて形成されていても良いし、多孔質体30表面にランダムに形成されていても良い。孔部32が規則的に配列されている場合には、規則的に個々の粒子14aが配列した粒子導入体40を得ることができる。
【0081】
なお、上記規則的な配列としては、具体的には、例えば、格子状、千鳥状、ハニカム状などの配列、これら配列を傾斜させたものなどを例示することができる。粒子導入体40の用途に応じて適宜選択することができる。
【0082】
上記孔部32は、非貫通孔であっても良いし、貫通孔であっても良い。粒子導入体40を転写用途に用いる場合などには、粒子14aの脱落などが生じ難く、取扱い性に優れるなどの観点から、非貫通孔であると良い。
【0083】
この粒子導入工程では、図3(a)(b)に示すように、粒子14aの移し替えを行うに先立ち、粒子14aを吸引している吸引型10の吸引孔12と、準備した多孔質体30の孔部32との位置合わせを行う。
【0084】
この際、吸引型10の吸引孔形成面と、多孔質体30の孔部形成面とは、当接していても良いし、当接しておらず、隙間34が形成されていても良い。粒子14aの移し替えが行いやすいなどの観点から、吸引型10の吸引孔形成面と多孔質体30の孔部形成面との間には、隙間34が形成されていると良い。なお、吸引型10の表面に溝部が形成されている場合には、隙間34はなくても構わない。
【0085】
この場合、吸引型10の吸引孔形成面と多孔質体30の孔部形成面との距離は、粒子14aの粒径よりも小さくされていると良い。粒子14aの移し替え時に、対応する孔部32以外の部分に粒子14aが転がるなどし難く、孔部32への粒子導入が確実なものになるからである。なお、上述した通り、吸引型10の吸引孔形成面に、規制部材が設けられている場合には、上記隙間34を確実に形成することができる。
【0086】
吸引型10から多孔質体30へ粒子14aを移動させる方法としては、具体的には、例えば、吸引を停止し、自重により粒子14aを落下させる方法、吸引孔12からエアなどのガスを排出し、吸引孔12から孔部30内へ粒子14aを押し出す方法などを例示することができる。
【0087】
後者による場合には、吸引孔12から強制的に粒子14aが排出される。そのため、吸引型10から孔部32内へ粒子14aを移動させやすい利点がある。なお、この場合、吸引を一旦停止した後にガスの排気を行っても良いし、吸引から直ぐに排気へ切り替えを行うことによっても良い。
【0088】
この際、排気圧力は、粒子14aの大きさ、比重、吸引型10の材質、強度などを考慮して最適な圧力に調整すれば良い。
【0089】
上記粒子14aの移し替えを行った後、吸引型10を分離すれば、図3(c)に示すように、多孔質体30の孔部32一つ一つにつき、粒子14aが一つずつ導入された粒子導入体40が得られる。
【0090】
なお、上記説明した一連の工程は、複数回繰り返し行っても良い。
【0091】
2.粒子転写膜の製造方法
粒子転写膜の製造方法は、本製造方法により得られた粒子導入体を用い、粒子導入体の孔部内に導入されている粒子を、高分子膜の表面に転写し、粒子転写膜を得る方法である。
【0092】
具体的な転写方法としては、粒子導入体の粒子導入面に高分子膜を接触させれば良い。
【0093】
上記転写時には、加熱および/または加圧を伴っていても良い。具体的には、ラミネート手法などを適用することができる。
【0094】
上記転写時に加熱を行う場合、その加熱温度としては、高分子膜52を構成する高分子の粘度(硬化するものは硬化前の状態)が、好ましくは、2×104Pa・s以下、より好ましくは、1.5×104Pa・s以下、さらにより好ましくは、1×104Pa・s以下となる温度を選択すると良い。高分子膜表面に粒子が食い込みやすく、転写率が良くなるからである。
【0095】
なお、上記粘度は、応力制御型レオメータ(例えば、ティー・エイ・インスツルメント・ジャパン(株)製、「AR500」などが上市されている。)により測定される値である。
【0096】
また、上記転写時に加圧を行う場合、その加圧力は特に限定されることはない。転写率、高分子膜の膜強度などを考慮して選択すれば良い。通常、0.01〜1MPa程度である。
【0097】
なお、高分子膜が粘着性を有する材料よりなる場合には、特に加熱、加圧などを行わなくても転写可能である。
【0098】
図4は、連続的に転写を行う方法の一例を模式的に示した図である。
【0099】
図4(a)に示すように、先ず、基台54上に、粒子導入面を上向きにして上記粒子導入体40を載置する。
【0100】
次いで、上記粒子導入体40の上方に、一対の支持ロール56a、56b間に所定の張力で張った高分子膜52を配置する。なお、高分子膜52は、一方の供給源58から連続的に供給され、他方の巻き取り源60に連続的に巻き取り可能に設定されている。
【0101】
次いで、図4(b)に示すように、両支持ロール56a、56bを下降させることにより、粒子導入体40の粒子導入面に高分子膜52を押しつける。
【0102】
次いで、上記状態のまま、高分子膜52の粒子導入体側と反対側の面をロール体62などにより加圧する。この際、加圧ともに加熱を行っても良い。上記加熱は、基台54をヒータなどで加熱しても良いし、ロール体62自身を加熱しても良い。
【0103】
次いで、図4(c)に示すように、両支持ロール56a、56bを上昇させ、粒子導入体40から高分子膜52を引き離す。これにより、粒子導入体40の孔部32内に導入されていた粒子14aを、高分子膜52表面に転写することができる。
【0104】
なお、加熱・加圧した場合には、粒子導入体40の表面に高分子膜52が貼り付きやすくなる。そのため、上記引き離し前に、高分子膜52表面に空気などを吹き付けて冷却すると良い。
【0105】
次いで、粒子導入体40の多孔質体30の大きさ分だけ、高分子膜52を供給・巻き取りして走行させる。
【0106】
次いで、新しい粒子導入体40を基台54上に載置し、高分子膜52に転写された粒子14aと、新たな粒子導入体40に導入されている粒子14aとの位置を、光学顕微鏡、画像解析装置などで確認し、同ピッチになるように位置合わせを行う。その後、上記操作を繰り返せば、長尺物の粒子転写膜50を連続的に得ることができる。
【0107】
なお、上記高分子膜52を構成する材料としては、具体的には、各種の熱硬化性樹脂、熱可塑性樹脂やゴムなどを用いることができる。粒子転写膜50の用途などに応じて適宜選択することができる。
【0108】
より具体的には、例えば、エポキシ系樹脂、メラミン系樹脂、フェノール系樹脂、ジアリルフタレート系樹脂、ビスマレイミドトリアジン系樹脂、不飽和ポリエステル系樹脂、ポリウレタン系樹脂、フェノキシ系樹脂、ポリアミド系樹脂、ポリイミド系樹脂などの熱硬化性樹脂、ポリアミド系樹脂、ポリエステル系樹脂、ポリカーボネート系樹脂、ポリフェニレンオキシド系樹脂、ポリウレタン系樹脂、ポリアセタール系樹脂、ポリビニルアセタール系樹脂、ポリエチレン系樹脂、ポリプロピレン系樹脂、ポリビニル系樹脂などの熱可塑性樹脂、ヒドロキシル基、カルボキシル基、ビニル基、アミノ基、エポキシ基などの官能基を1種または2種以上含むゴムやエラストマーなどを例示することができる。これらは1種または2種以上含まれていても良い。
【0109】
これら材料中には、硬化剤、硬化促進剤、改質剤、酸化防止剤、充填剤などの各種添加剤が、必要に応じて、1種または2種以上添加されていても良い。
【0110】
上記高分子膜52の膜厚は、特に限定されるものではないが、粒子転写膜50の用途、粒子14aの粒径、高分子膜52の膜強度、製造性などを考慮して決定することができる。
【0111】
例えば、粒子転写膜50を異方性導電膜に利用する場合には、上記高分子膜52の膜厚の上限としては、好ましくは、上記粒子14aの粒径の3/2倍以下、より好ましくは、上記粒子14aの粒径の1倍以下、さらにより好ましくは、上記粒子14aの粒径の2/3倍以下などであると良い。
【0112】
一方、上記高分子膜52の膜厚の下限としては、好ましくは、上記粒子14aの粒径の1/10倍以上、より好ましくは、上記粒子14aの粒径の1/5倍以上、さらにより好ましくは、上記粒子14aの粒径の1/3倍以上などであると良い。
【0113】
なお、上記高分子膜52は、上記高分子材料を適当な固形分量、粘度となるように調製した塗液を、コーターなどの公知の塗工手段を用いて基材上に塗工し、必要に応じて乾燥させる方法、上記高分子材料を平坦な膜状にプレス成形する方法などにより準備することができ、特に限定されるものではない。
【0114】
3.異方性導電膜
上述した粒子転写膜の製造方法により得られた粒子転写膜は、例えば、異方性導電膜として好適に用いることができる。なお、この場合には、粒子は、基本的に導電性を有している。
【0115】
異方性導電膜は、例えば、次のようにして製造することができる。粒子転写膜は、基本的には、高分子膜の一方面に粒子が転写されており、転写された粒子は、膜表面に突出している。そのため、転写された粒子の脱落などが生じやすい。
【0116】
そこで、転写した粒子を高分子膜に保持させ、粒子保持膜とし、この粒子保持膜の少なくとも一方面に接着層を形成すれば、異方性導電膜を得ることができる。
【0117】
転写した粒子を高分子膜に保持させる方法としては、例えば、(1)粒子を加圧する方法、(2)高分子膜を加熱して軟化させ、粒子の自重により粒子を膜内に埋没させる方法、(3)転写面に高分子材料を被覆する方法などを例示することができる。これら方法は、互いに組み合わせて行っても良い。
【0118】
粒子を確実に膜に保持させやすいなどの観点から、(1)の方法が良い。より好ましくは、(1)の方法において、高分子膜を加熱しながら粒子を加圧すると良い。具体的には、ラミネート手法などを適用することができる。なお、上記加圧は、粒子の上にセパレータなどの介在物を任意に介して行うことができる。
【0119】
上記加圧を行う場合、その加圧力は特に限定されることはない。膜強度、型強度、膜厚、粒子の強度などを考慮して選択すれば良い。通常、0.01〜1MPa程度である。
【0120】
上記加熱を行う場合、その加熱温度は特に限定されることはない。加熱温度は、使用する高分子の種類、型の耐熱性などによっても異なるが、好ましくは、高分子のガラス転移温度+20℃〜+40℃程度の温度を選択すると良い。膜内に粒子を埋め込みやすくなるからである。
【0121】
粒子は、膜内にその全てが埋め込まれていても良いし、膜表面のうち、少なくとも一方面にその一部が露出していても良い。
【0122】
なお、上記粒子の埋め込み程度は、加圧力、加圧時間、加熱温度、加熱時間などを適宜調節することで可変させることができる。
【0123】
一方、上記接着層の形成方法としては、具体的には、例えば、接着層材料を適当な固形分量、粘度となるように調製した塗液を、コーターなどの公知の塗工手段を用いて粒子保持膜の表面に塗工し、必要に応じて乾燥させる方法、上記方法などにより予め作製しておいた膜状の接着層を粒子保持膜に貼り合わせる方法などを例示することができる。
【0124】
上記接着層を構成する材料としては、具体的には、各種の熱硬化性樹脂、熱可塑性樹脂やゴムなどを用いることができる。
【0125】
より具体的には、例えば、エポキシ系樹脂、メラミン系樹脂、フェノール系樹脂、ジアリルフタレート系樹脂、ビスマレイミドトリアジン系樹脂、不飽和ポリエステル系樹脂、ポリウレタン系樹脂、フェノキシ系樹脂、ポリアミド系樹脂、ポリイミド系樹脂、シアネート系樹脂などの熱硬化性樹脂、ポリアミド系樹脂、ポリエステル系樹脂、ポリカーボネート系樹脂、ポリフェニレンオキシド系樹脂、ポリウレタン系樹脂、ポリアセタール系樹脂、ポリビニルアセタール系樹脂、ポリエチレン系樹脂、ポリプロピレン系樹脂、ポリビニル系樹脂などの熱可塑性樹脂、ヒドロキシル基、カルボキシル基、ビニル基、アミノ基、エポキシ基などの官能基を1種または2種以上含むゴムやエラストマーなどを例示することができる。これらは1種または2種以上含まれていても良い。
【0126】
なお、これら材料中には、硬化剤、硬化促進剤、改質剤、酸化防止剤、充填剤などの各種添加剤が、必要に応じて、1種または2種以上添加されていても良い。
【0127】
上記接着層を構成する材料としては、好ましくは、被接続物との密着性に優れるなどの観点から、熱硬化性樹脂を主に含んでいると良い。熱硬化性樹脂のうち、好ましくは、エポキシ系樹脂などである。
【0128】
なお、熱硬化性樹脂を用いる場合、当該熱硬化性樹脂は、半硬化されてプリプレグとされていても良い。
【0129】
上記接着層の厚みは、接着層と接着する被接続物が有する導体(ICチップのバンプなど)の高さ、被接続物同士(ICチップと配線基板など)の間に生じる隙間量などを考慮して決定することができる。
【0130】
上記接着層の厚みの上限は、好ましくは、接着層と接着する被接続物が有する導体の高さの3倍以下、より好ましくは、2倍以下、さらにより好ましくは、1.75倍以下であると良い。
【0131】
上記接着層の厚みの下限は、好ましくは、接着層と接着する被接続物が有する導体の高さの1倍以上、より好ましくは、1.2倍以上、さらにより好ましくは、1.3倍以上であると良い。
【実施例】
【0132】
以下、実施例を用いて本発明を詳細に説明する。
【0133】
1.粒子導入体の作製
(粒子凝集物を含む粉末の準備)
樹脂めっき粒子の粉末(積水化学工業(株)製、「ミクロパールAU−204」、平均粒径4μm)を準備した。
【0134】
次に、粒子形状画像解析装置((株)セイシン企業製、「PITA−1」)を用いて、上記粉末中に含まれる粒子構成を、以下の手順により調査した。
【0135】
すなわち、上記粉末を0.05gを採取した。次いで、採取した粉末試料を、グリセリンと純水とを2:1の質量比で混合したグリセリン水溶液30ccに添加した。次いで、このグリセリン水溶液を超音波洗浄器に30秒間かけることにより、水溶液中に粒子を分散させてサンプル分散液を準備した。
【0136】
次いで、上記粒子形状画像解析装置を用い、当該装置のチャネル内を、第1キャリア液および第2キャリア液とともに流れるサンプル分散液について撮影した画像から、サンプル分散液中に含まれる互いに分離独立した樹脂めっき粒子、2個の樹脂めっき粒子が繋がった凝集物、3個の樹脂めっき粒子が繋がった凝集物、4個以上の樹脂めっき粒子が繋がった凝集物の数を数えた。
【0137】
なお、測定時の条件は、第1キャリア液流量:2500pluse、第2キャリア液流量:10000pluse、サンプル分散液流量:1000pluse、観察倍率:20倍、調光フィルタ:HD2、撮影回数:3000回とした。
【0138】
上記調査結果によれば、互いに分離独立した樹脂めっき粒子:2935個、2個の樹脂めっき粒子が繋がった凝集物:34個、3個の樹脂めっき粒子が繋がった凝集物:21個、4個以上の樹脂めっき粒子が繋がった凝集物:10個であった。
【0139】
上記結果から、準備した粉末は、互いに分離独立している複数の樹脂めっき粒子と、粒子製造過程等で複数の樹脂粒子が凝集したままめっきされてしまった粒子凝集物とを含んでいることが確認された。
【0140】
(多孔質体の準備)
多孔質体として、上記粉末中に含まれる樹脂めっき粒子を導入可能な孔部(孔部配列:千鳥状、孔部形態:略円柱状、開口径:直径5μm、孔(非貫通孔)深さ:3.5μm、ピッチ=隣接する開口部の中心間距離:10μm)を多数有する板状のNi電鋳型を準備した。なお、この多孔質体は、後述する転写用途に用いる転写型である。
【0141】
(吸引型の準備)
図5に示すように、直径6インチ、厚み525μmのシリコンウェハ表面に、上記Ni電鋳型の各孔部位置に対応した多数の吸引孔12を、ドライエッチングにて形成した吸引型10を準備した。すなわち、各々の吸引孔12は、シリコンウェハ表面の100mm角の領域に、千鳥状に規則的に配列されて形成されている。各々の吸引孔12の孔形態は、略円柱状である。各々の吸引孔12は、開口径R=直径5μm、吸引孔12の深さD=6μmであり、各吸引孔12間のピッチP=10μmである。
【0142】
また、各吸引孔12の底部には、直径2μm、長さ6μmの貫通孔16がそれぞれ形成されている。これら各貫通孔16は、シリコンウェハの他方の表面に形成された一つの空間Sにそれぞれ連通されている。なお、図示されてはいないが、隣接する各吸引孔12同士は、シリコンウェハ表面に形成された溝部により繋がっている。
【0143】
また、吸引型10の空間Sには、多孔質カーボン材Gを充填したステンレス製ケースCが取り付けられている。このケースCには、吸排気孔Eが形成されており、吸排気孔EからエアAの出し入れを行うことにより、吸引孔12より吸気、排気が可能とされている。
【0144】
上記準備の後、次の要領で粒子導入体を作製した。先ず、ステンレス製トレイに、準備した粉末(1g)を散布した。
【0145】
次いで、吸引型の吸引孔形成面を上記粉末に近づけ、吸排気孔からエアを吸気(0.4MPa)することにより、吸引孔内に樹脂めっき粒子を吸引させた。
【0146】
次いで、上記吸引を続けたまま、吸引型表面に微粘着テープ((株)きもと製、「ビューフルEP50LS」)を押しつけ、吸引型表面に付着していた余剰物を除去した。
【0147】
次いで、吸引型の吸引孔形成面と多孔質体の孔部形成面とを対向させ、吸引型の吸引孔と多孔質体の孔部との位置合わせを行った。この際、吸引孔形成面と多孔部形成面との距離は、約2μmに設定した。
【0148】
次いで、上記吸引を停止した後、エアを排気(吸気とは逆に0.4MPa)することにより、吸引孔内に吸引されていた各粒子を、多孔質体の各孔部内へ移動させた。その後、吸引型を別の場所に移動させて、両者を分離した。
【0149】
なお、上記粒子導入体の製作工程において、多孔質体の孔部ではなく、新たなトレイ上に粒子を排出し、得られた粒子粉末について、上記粒子形状画像解析装置((株)セイシン企業製、「PITA−1」)を用いて、粉末中に含まれる粒子構成を、上記手順により調査した。
【0150】
上記調査結果によれば、互いに分離独立した樹脂めっき粒子:3000個、2個の樹脂めっき粒子が繋がった凝集物:0個、3個の樹脂めっき粒子が繋がった凝集物:0個、4個以上の樹脂めっき粒子が繋がった凝集物:0個であった。
【0151】
上記結果から、当初原料粉末に含まれていた粒子凝集物は、ほとんど除去されていることが確認された。
【0152】
以上により、多孔質体の孔部一つ一つに樹脂めっき粒子が一つ一つ導入されている粒子導入体を得た。上記製法によれば、余剰物の除去時に、粘着部材と吸引型との距離を高精度に制御しなくても、余剰物だけを選択的に除去できる。そのため、機械化・連続化に適していることが確認できた。
【0153】
2.粒子転写膜の作製
先ず、接着性を有する高分子膜を以下の手順により準備した。すなわち、アルコール可溶ポリアミド系樹脂23.39質量部と、フェノキシ系樹脂(東都化成(株)製、「EFR−0010M30」)25.16質量部と、エポキシ系樹脂(東都化成(株)製、「FX289EK75」)4.9質量部と、エポキシ系樹脂(東都化成(株)製、「FX305EK70」)2.67質量部と、メラミン系樹脂(三和ケミカル(株)製、「ニカラックMX−750」)1.37質量部と、硬化剤(四国化成(株)製、「C11Z」)0.38質量部と、硬化剤(三菱ガス化学(株)製、「F−TMA」)0.57質量部と、メタノール24.26質量部と、トルエン48.05質量部と、メチルセロソルブ69.2質量部とを混合し、高分子溶液を調製した。
【0154】
次いで、コンマコーターを用い、連続的に供給されるベース基材(ポリエチレンテレフタレート、厚み38μm、リンテック(株)製「PET38X」)の離型面に、上記高分子溶液を塗工した。
【0155】
次いで、この塗工層を160℃で90秒間乾燥させ、ポリアミド系樹脂とフェノキシ系樹脂とを主成分とする樹脂よりなる平坦な高分子膜(厚み4μm)を形成した。その後、この高分子膜の表面に、セパレータ(ポリエチレンテレフタレート、厚み75μm、リンテック(株)製、「PET75C」)の離型面を合わせて巻き取った。
【0156】
これにより、ベース基材とセパレータとの間に挟持された、ポリアミド系樹脂とフェノキシ系樹脂とを主成分とする高分子膜(幅100mm、50m)を用意した。
【0157】
次に、基台上に、粒子導入面を上向きにして上記粒子導入体を載置した。
【0158】
次いで、上記粒子導入体の上方に、一対の支持ロール間に所定の張力で張った高分子膜を配置した。なお、高分子膜は、一方の供給源から、セパレータが剥離されつつ連続的に供給され、他方の巻き取り源に連続的に巻き取り可能に設定されている。
【0159】
次いで、両支持ロールを下降させることにより、粒子導入体の粒子導入面に高分子膜を押しつけた。
【0160】
次いで、上記状態のまま、120℃に保持した加熱加圧式ゴムロールを用いて、0.01〜1MPaの加圧力で高分子膜のベース基材側表面に当該ロールを押しつけ、当該ロールを0.5m/minで移動させることにより、加熱・加圧を行った。
【0161】
上記操作により、粒子導入体の表面に高分子膜が貼り付いた状態になるので、高分子膜表面に空気を吹き付け、25℃まで冷却した。
【0162】
次いで、両支持ロールを上昇させ、粒子導入体から高分子膜を引き離した。その結果、粒子導入体の孔部内に導入されていた粒子が、規則性を保ったまま高分子膜表面に転写された。
【0163】
次いで、粒子導入体の多孔質体の大きさ(100mm)分だけ、高分子膜を走行させた。
【0164】
次いで、新しい粒子導入体を基台上に載置した。この際、高分子膜に転写された粒子と、新たな粒子導入体に導入されている粒子との位置を光学顕微鏡で確認し、同ピッチになるように位置合わせを行った。
【0165】
次いで、両支持ロールを下降させ、粒子導入体の粒子導入面に高分子膜を押しつけ、それ以降の工程を繰り返し行った。これにより、長尺物の粒子転写膜を得た。
【0166】
3.異方性導電膜の作製
次に、得られた粒子転写膜を用い、異方性導電膜を以下の手順により作製した。 先ず、粒子転写膜表面にセパレータ(ポリエチレンテレフタレート、厚み38μm、リンテック(株)製「PET38C」)を重ね、これを、温度140℃、加圧力0.1MPa、加熱加圧時間60秒の条件で、熱ラミネートした。
【0167】
これにより、高分子膜表面に転写された樹脂めっき粒子を、その規則的な配列を維持したまま膜内に埋め込み、粒子保持膜とした。
【0168】
次に、ジシクロペンタジエン型エポキシ系樹脂(大日本インキ(株)製、「エピクロンHP7200HH」)90質量部と、ニトリルゴム(NBR)(日本ゼオン(株)製、「ニポール1072J」)10質量部と、硬化剤(旭化成ケミカルズ(株)製、「ノバキュアHXA3932HP」)187質量部とを、固形分量が42%となるようにトルエンにて希釈し、接着剤溶液を調製した。
【0169】
次いで、コンマコーターを用い、連続的に供給されるベース基材(ポリエチレンテレフタレート、厚み38μm、リンテック(株)製「PET38C」)の離型面に、上記接着剤溶液を塗工した。
【0170】
次いで、この塗工層を110℃で90秒間乾燥させ、接着層(厚み20μm)を形成した。その後、この接着層の表面に、セパレータ(ポリエチレンテレフタレート、厚み38μm、リンテック(株)製、「PET38B」)の離型面を合わせて巻き取った。
【0171】
これにより、ベース基材とセパレータとの間に挟持された接着層を用意した。
【0172】
次に、上記セパレータを剥離して露出させた接着層の表面と、上記粒子保持膜の表面(転写面側)とを重ね合わせ、これを貼り合わせた。
【0173】
以上により、粒子保持膜の片面に接着層を形成した。
【0174】
上記の通りにして、粒子保持膜と接着層の2層構造からなる異方性導電膜を作製した。
【0175】
以上、本発明の一実施形態、一実施例について説明したが、本発明は上記実施形態、実施例に何ら限定されるものではなく、本発明の趣旨を逸脱しない範囲で種々の改変が可能である。
【図面の簡単な説明】
【0176】
【図1】本発明の一実施形態に係る粒子導入体の製造方法における吸引工程の一例を模式的に示した図である。
【図2】本発明の一実施形態に係る粒子導入体の製造方法における除去工程の一例を模式的に示した図である。
【図3】本発明の一実施形態に係る粒子導入体の製造方法における粒子導入工程の一例を模式的に示した図である。
【図4】本発明の一実施形態に係る粒子転写膜の製造方法において、連続的に転写を行う方法の一例を模式的に示した図である。
【図5】実施例で用意した吸引型、これを取り付ける吸引装置の一部を模式的に示した断面図である。
【符号の説明】
【0177】
10 吸引型
12 吸引孔
14 粉末
14a 互いに分離独立した粒子
14b 粒子凝集物
16 貫通孔
18 容器
20 粘着部材
30 多孔質体
32 孔部
34 隙間
40 粒子導入体
50 粒子転写膜
52 高分子膜
54 基台
56a 支持ロール
56b 支持ロール
58 供給源
60 巻き取り源
62 ロール体
R 開口径
D 深さ
P ピッチ
S 空間
G 多孔質カーボン材
C ケース
E 吸排気孔
A エア
【特許請求の範囲】
【請求項1】
粒子を導入する孔部が多数形成された多孔質体の各孔部位置に対応して、前記粒子の粒径よりも開口径が若干大きく、かつ、前記粒子の粒径よりも深さが若干深い吸引孔が形成された吸引型を用い、前記吸引型の吸引孔内に前記粒子を吸引させる吸引工程と、
前記吸引を続けたまま、前記吸引型の表面に粘着部材を接触させ、前記吸引型表面に付着した余剰物を除去する除去工程と、
前記粒子を吸引している吸引型の吸引孔と、前記多孔質体の孔部との位置合わせを行った後、前記吸引型の吸引孔から前記多孔質体の孔部へ、吸引されていた粒子を移動させ、粒子導入体を得る工程と、
を有する粒子導入体の製造方法。
【請求項2】
前記多孔質体は、転写型であることを特徴とする請求項1に記載の粒子導入体の製造方法。
【請求項3】
前記孔部は、粒子の粒径よりも開口径が若干大きく、かつ、前記粒子の粒径よりも深さが浅く形成されていることを特徴とする請求項2に記載の粒子導入体の製造方法。
【請求項4】
前記粒子は、粒子凝集物を含む粉末より供給されることを特徴とする請求項1から3の何れかに記載の粒子導入体の製造方法。
【請求項5】
前記吸引孔は、下記(1)および(2)の条件を満たすことを特徴とする請求項1から4の何れかに記載の粒子導入体の製造方法。
(1)吸引孔の開口径/粒径:1以上2未満
(2)吸引孔の深さ/粒径 :1以上2未満
【請求項6】
前記除去は、前記吸引型の表面にて前記粘着部材を走行させることによることを特徴とする請求項1から5の何れかに記載の粒子導入体の製造方法。
【請求項7】
前記粒子の移動は、前記吸引孔からガスを排出し、前記吸引孔内から前記孔部内へ粒子を押し出すことによることを特徴とする請求項1から6の何れかに記載の粒子導入体の製造方法。
【請求項8】
前記吸引型は、隣接する吸引孔同士を繋ぐ溝部を有している、および/または、前記多孔質体表面との接触を規制する規制部材を有していることを特徴とする請求項1から7の何れかに記載の粒子導入体の製造方法。
【請求項9】
前記孔部は、規則的に配列されていることを特徴とする請求項1から8の何れかに記載の粒子導入体の製造方法。
【請求項10】
前記粒子は、導電性粒子であることを特徴とする請求項1から9の何れかに記載の粒子導入体の製造方法。
【請求項11】
前記粒子は、前駆体粒子の表面に表面処理が施された粒子であることを特徴とする請求項1から10の何れかに記載の粒子導入体の製造方法。
【請求項12】
前記粒子は、高分子粒子の表面に導電性層が被覆された粒子であることを特徴とする請求項11に記載の粒子導入体の製造方法。
【請求項13】
請求項1から12の何れかに記載の粒子導入体の製造方法により得られた粒子導入体を用い、前記粒子導入体の孔部内に導入されている粒子を、高分子膜の表面に転写し、粒子転写膜とする粒子転写膜の製造方法。
【請求項14】
請求項13に記載の粒子転写膜の製造方法により得られた粒子転写膜を用いた異方性導電膜。
【請求項1】
粒子を導入する孔部が多数形成された多孔質体の各孔部位置に対応して、前記粒子の粒径よりも開口径が若干大きく、かつ、前記粒子の粒径よりも深さが若干深い吸引孔が形成された吸引型を用い、前記吸引型の吸引孔内に前記粒子を吸引させる吸引工程と、
前記吸引を続けたまま、前記吸引型の表面に粘着部材を接触させ、前記吸引型表面に付着した余剰物を除去する除去工程と、
前記粒子を吸引している吸引型の吸引孔と、前記多孔質体の孔部との位置合わせを行った後、前記吸引型の吸引孔から前記多孔質体の孔部へ、吸引されていた粒子を移動させ、粒子導入体を得る工程と、
を有する粒子導入体の製造方法。
【請求項2】
前記多孔質体は、転写型であることを特徴とする請求項1に記載の粒子導入体の製造方法。
【請求項3】
前記孔部は、粒子の粒径よりも開口径が若干大きく、かつ、前記粒子の粒径よりも深さが浅く形成されていることを特徴とする請求項2に記載の粒子導入体の製造方法。
【請求項4】
前記粒子は、粒子凝集物を含む粉末より供給されることを特徴とする請求項1から3の何れかに記載の粒子導入体の製造方法。
【請求項5】
前記吸引孔は、下記(1)および(2)の条件を満たすことを特徴とする請求項1から4の何れかに記載の粒子導入体の製造方法。
(1)吸引孔の開口径/粒径:1以上2未満
(2)吸引孔の深さ/粒径 :1以上2未満
【請求項6】
前記除去は、前記吸引型の表面にて前記粘着部材を走行させることによることを特徴とする請求項1から5の何れかに記載の粒子導入体の製造方法。
【請求項7】
前記粒子の移動は、前記吸引孔からガスを排出し、前記吸引孔内から前記孔部内へ粒子を押し出すことによることを特徴とする請求項1から6の何れかに記載の粒子導入体の製造方法。
【請求項8】
前記吸引型は、隣接する吸引孔同士を繋ぐ溝部を有している、および/または、前記多孔質体表面との接触を規制する規制部材を有していることを特徴とする請求項1から7の何れかに記載の粒子導入体の製造方法。
【請求項9】
前記孔部は、規則的に配列されていることを特徴とする請求項1から8の何れかに記載の粒子導入体の製造方法。
【請求項10】
前記粒子は、導電性粒子であることを特徴とする請求項1から9の何れかに記載の粒子導入体の製造方法。
【請求項11】
前記粒子は、前駆体粒子の表面に表面処理が施された粒子であることを特徴とする請求項1から10の何れかに記載の粒子導入体の製造方法。
【請求項12】
前記粒子は、高分子粒子の表面に導電性層が被覆された粒子であることを特徴とする請求項11に記載の粒子導入体の製造方法。
【請求項13】
請求項1から12の何れかに記載の粒子導入体の製造方法により得られた粒子導入体を用い、前記粒子導入体の孔部内に導入されている粒子を、高分子膜の表面に転写し、粒子転写膜とする粒子転写膜の製造方法。
【請求項14】
請求項13に記載の粒子転写膜の製造方法により得られた粒子転写膜を用いた異方性導電膜。
【図1】



【図2】

【図3】

【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2008−300306(P2008−300306A)
【公開日】平成20年12月11日(2008.12.11)
【国際特許分類】
【出願番号】特願2007−147601(P2007−147601)
【出願日】平成19年6月4日(2007.6.4)
【出願人】(000219602)東海ゴム工業株式会社 (1,983)
【Fターム(参考)】
【公開日】平成20年12月11日(2008.12.11)
【国際特許分類】
【出願日】平成19年6月4日(2007.6.4)
【出願人】(000219602)東海ゴム工業株式会社 (1,983)
【Fターム(参考)】
[ Back to top ]