
粗糸の束、粗糸の束を製造する方法、及び加工物を製造する方法
【課題】粗糸の束を製造する有利な方法を提供する。
【解決手段】粗糸1の束5を製造する方法において、長手方向一方向繊維の多数の粗糸1と、付加的な構成要素2,36とを束5に集合させる。
【解決手段】粗糸1の束5を製造する方法において、長手方向一方向繊維の多数の粗糸1と、付加的な構成要素2,36とを束5に集合させる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、粗糸の束を製造する方法、粗糸の束、及びこのような粗糸の束の使用に関する。本発明はさらに、加工物、例えば風車ロータブレードを製造する方法、及び加工物に関する。
【背景技術】
【0002】
繊維強化プラスチック複合材は、自動車、風車ブレード、貯蔵タンク等の様々な技術製品において使用されている。風車ブレード等の大型のほとんどの製品は、ロールの状態で提供される織られたガラス繊維を1つ以上の金型内に配置することによって製造される。真空補助樹脂注入成形(VARTM)として知られる一般的な樹脂注入法においては、金型が閉鎖され、閉鎖された金型システムに真空が提供される。ポリエステル、エポキシ、ビニルエステル等の樹脂又はその他の樹脂が、次いで、金型キャビティ内に射出され、積層体における繊維の間の空間を充填する。耐力構造においては、一方向ガラスファブリックがしばしば使用される。ファブリックにおけるガラス繊維粗糸は、ポリエステル又は同様の材料の糸を用いて縫い合わされていてよい。風車ブレード等の長い構造においては、一方向繊維材料の複数の層を使用することが有利である。織りプロセスはコストが高く、しばしば繊維材料の価格を倍増させる。
【0003】
高い強度を得るために、より多くの数の一方向繊維層が一般的に金型内に配置される。これは、大きな労働力を必要とし、最終製品の高コストにつながる。
【発明の概要】
【発明が解決しようとする課題】
【0004】
本発明の第1の課題は、粗糸の束を製造する有利な方法を提供することである。本発明の第2の課題は、粗糸の有利な束を提供することである。本発明の第3の課題は、真空補助樹脂注入成形によって加工物を製造するための改良された方法を提供することである。本発明の第4の課題は、加工物を製造するための別の方法を提供することである。
【課題を解決するための手段】
【0005】
第1の課題は、請求項1に記載の粗糸の束を製造する方法によって解決される。第2の課題は、請求項7に記載の粗糸の束によって解決される。第3の課題は、請求項12に記載の加工物を製造する方法によって解決される。第4の課題は、請求項14に記載の加工物を製造する方法によって解決される。本発明の第5の課題は、請求項15に記載の加工物によって解決される。従属請求項は、本発明のさらなる発展形を定義している。
【0006】
本発明の粗糸の束を製造する方法は、長手方向一方向繊維の多数の粗糸と、付加的な構成要素とを束に集合させることを特徴とする。長手方向一方向繊維は、例えば、強化繊維であってよい。好適には、少なくとも10本、有利には10〜100本の粗糸が束に集合させられる。粗糸は、数千本の短繊維を含んでいる。
【0007】
本発明の方法によって、繊維糸を金型内に直接に供給することができるか、又は金型の近傍における機械を、粗糸を束に集合させるために使用することができ、束は、金型内に簡単かつ迅速に配置することができる。したがって、粗糸の束の製造は、例えば風車ブレードの製造のために、金型への一方向繊維材料の配置を単純化する。例えばロボットによって束を金型内に簡単に配置することができる。
【0008】
10〜100本以上の粗糸の束に集合させられた長手方向一方向繊維を提供しかつ使用することは、一般的に前記粗糸の束よりも高価な織布の代わりに用いることができるという利点を有する。本発明の粗糸の束を製造する方法は、加工物を製造するために使用することができるコスト減少材料を提供する。
【0009】
有利には、少なくとも1つの樹脂分配手段又は熱可塑性材料を付加的な構成要素として束に配置することができる。概して、付加的な構成要素を束の中心に配置することができる。樹脂分配手段は例えば、取り囲む粗糸の繊維の含浸のために樹脂の流れを提供する、流れ促進手段又は樹脂搬送手段であってよい。樹脂分配手段又は流れ促進手段又は樹脂搬送手段は、長手方向一方向繊維よりも、液体樹脂の流れのためのより高い透過性を有していてよい。
【0010】
本発明の粗糸の束を製造する方法に関連して、少なくとも1つの多孔質糸及び/又は少なくとも1つの繊維糸及び/又は少なくとも1つの透過性管及び/又は少なくとも1つの樹脂流れチャネルを樹脂分配手段として束に配置することができる。付加的な構成要素を有利には粗糸束の中央又は中心に配置することができる。中心に配置された付加的な構成要素は、粗糸の迅速な含浸を達成するために、迅速な樹脂搬送チャネルとして働く。真空及び毛管力により、樹脂は中心から周囲の粗糸へ移動することができる。多孔質糸が中心に配置されているので、束の最も外側の繊維まで等しい距離がある。多孔質糸の代わりに、プラスチック、紙、又はその他の材料の透過性管を配置することができる。
【0011】
粗糸束の中心における樹脂流れチャネルは、樹脂が粗糸領域からの毛管力によってチャネルから排出されることができるように構成することができる。したがって、空のチャネル空間は、サンドイッチ発泡材料に似た多孔質構造であるか、又はチャネルは圧潰可能に形成することができる。圧潰は、例えば、より高い温度、より高い真空レベル又はその他の制御された物理的変化によって開始することができる。
【0012】
さらに、少なくとも1つの熱可塑性繊維及び/又は少なくとも1つの熱可塑性シートを束に熱可塑性材料として配置することができる。熱可塑性材料の使用は、例えば加工物を製造する方法に関連して、束を熱硬化させる可能性を提供する。
【0013】
一般的に、粗糸として、ガラス繊維、炭素繊維、玄武岩繊維、アラミド繊維又は天然繊維、例えば木材又は植物から得られる天然繊維を使用することができる。
【0014】
好適には、粗糸の束をラッピング糸によってラッピングすることができる。ラッピング糸は、束の周囲にらせん状に巻き付けることができる。好適には、ラッピング糸は弾性の糸である。弾性の糸を使用することにより、束が金型内に配置されたときに束の円形を変化させることができ、これにより、全ての束が、束の間に空隙を生ずることなく密着する。さらに、束をボビンに保管して、後で使用したり、又は束を巻付け機から金型へ直接に引き渡したりすることができる。択一的に、弾性でない糸の使用も予想される。
【0015】
使用される粗糸及び/又は使用されるラッピング糸は、ランダムに配向された繊維又は横方向繊維を含んでいてよい。ランダムに配向された繊維又は横方向繊維は、例えば、ミルドファイバ、短繊維又は長繊維であってよい。繊維は、束の外側、又は粗糸の最も外側の層に配置することができるか、又は束に含まれるか又は束に取り付けられることができる。ランダムに配向された繊維又は長手方向繊維の使用は、本発明の束によって形成される積層体のせん断強さを高める。これらのランダムに配向された繊維の別の目的は、これらの一方向繊維積層体におけるき裂抵抗を改良することである。ランダムに配向された短繊維又は長繊維を、粗糸束をまとめて保持する樹脂糸に一体化するか、又はこの樹脂糸に配置することもできる。
【0016】
本発明の粗糸の束は、長手方向一方向繊維の多数の粗糸と、付加的な構成要素とを有する。概して、本発明の粗糸の束は、前記方法によって製造することができ、前記利点を有する。例えば、本発明の粗糸の束は、付加的な構成要素として、少なくとも1つの樹脂分配手段又は熱可塑性材料を有してよい。さらに、本発明の粗糸の束は、樹脂分配手段として、少なくとも1つの多孔質糸及び/又は繊維糸及び/又は透過性管及び/又は樹脂流れチャネルを有してよい。さらに、本発明の粗糸の束は、熱可塑性材料として、少なくとも1つの熱可塑性繊維及び/又は熱可塑性シートを有してよい。
【0017】
好適には、粗糸の束は、束の周囲にコイル状に巻き付けることができる少なくとも1つのラッピング糸を有する。
【0018】
さらに、粗糸は、ランダムに配向された繊維又は横方向繊維を有してよい。ラッピング糸も、ランダムに配向された繊維又は横方向繊維を有してよい。
【0019】
本発明の粗糸の束の別の特性及び利点に関しては、前記の本発明の方法が引用される。
【0020】
真空補助樹脂注入成形によって加工物を製造する本発明の方法は、前記のような少なくとも1つの粗糸の束を閉鎖された金型システムの金型に配置する工程と、閉鎖された金型システムに真空を提供する工程と、金型キャビティ内に樹脂を射出する工程とを含む。加工物は例えば、風車ロータブレードであってよい。粗糸の束は有利には、巻付け機から金型内へ直接に引き渡すことができる。概して、ロボットによって束を金型内に配置することができる。束を金型内に配置した後、少なくとも1つの粗糸の束又は多数の粗糸の束を圧縮することができる。これは真空によって行うことができる。
【0021】
択一的な本発明による加工物を製造する方法は、熱可塑性材料を含む少なくとも1つの前記粗糸の束を金型内に配置する工程と、熱可塑性材料を熱硬化させる工程とを含む。熱硬化は、まず熱可塑性材料を加熱しかつ溶融させ、その後、材料を冷却することによって材料を固めることによって行われる。熱可塑性材料を溶融させるために、強化繊維と混合された熱可塑性繊維を例えば200℃に加熱することができる。次いで、液体の熱可塑性材料は、例えば真空下で、強化繊維の間を流れることができる。冷却及び固化されると、加工物は完成する。この方法は、長手方向一方向繊維材料を製造するための、安価で簡単に実施できる方法を提供する。
【0022】
本発明の加工物は、前記方法のうちの1つによって製造される。本発明の加工物は、高価な織られた繊維材料の代わりに粗糸の束を使用することができるので比較的低コストで製造することができるという利点を有する。
【0023】
前記方法及び装置の全てを含む本発明は、金型内に配置された1本の粗糸の代わりに束を用いて迅速な製造速度を得ることができるという利点を有する。さらに、縫い糸が波打ち又は樹脂の多いポケットを形成しないので、改良された線形の繊維配向が得られる。さらに、真空チャネルと毛管力との適切な組合せにより、繊維のより迅速な含浸を行うことができる。本発明の使用により、極めて高い剛性(E−係数)を備える積層体を製造することができる。
【0024】
本発明の別の特徴、特性及び利点は、添付の図面に関連した実施の形態の以下の説明から明らかになるであろう。前記特徴は、別個に、又は互いにあらゆる組合せで有利である。
【0025】
互いに対応する、異なる図面及び実施の形態の要素は、同じ参照符号で示されている。
【図面の簡単な説明】
【0026】
【図1】本発明の粗糸の束を製造する方法を概略的に示す図である。
【図2】本発明の粗糸の束を概略的に示す横断面図である。
【図3】多数の本発明の粗糸の束の集合体を概略的に示す横断面図である。
【図4】真空を提供した後の、図3に示した集合体を概略的に示す図である。
【図5】渦巻状の本発明の粗糸の束を概略的に示す図である。
【図6】金型への本発明の粗糸束の配置を概略的に示す図である。
【図7】ラッピングされた粗糸束の別の態様を概略的に示す断面図である。
【図8】図7のラッピングされた粗糸束を概略的に示す側面図である。
【図9】図7のラッピングされた粗糸束を概略的に示す斜視図である。
【図10】本発明のラッピングされた束を概略的に示す斜視図である。
【図11】図10のラッピング糸のみを概略的に示す図である。
【図12】本発明の粗糸の束を概略的に示す断面図である。
【図13】本発明の粗糸の束の別の態様を概略的に示す断面図である。
【図14】本発明の粗糸の束の別の態様を概略的に示す断面図である。
【発明を実施するための形態】
【0027】
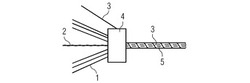
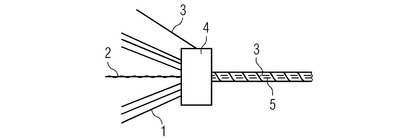
ここで本発明の第1の実施の形態を図1から図6までを参照しながら説明する。図1は、本発明の粗糸の束を製造する方法を概略的に示している。巻付け装置4によって多数の粗糸1と中心の樹脂流れ糸2とが粗糸の束5に集合させられる。巻付け装置4によって粗糸の束5の周囲に周方向で付加的なラッピング糸3が巻き付けられる。
【0028】
粗糸1は、ガラス繊維、炭素繊維、玄武岩繊維、アラミド繊維、又は例えば木材又は植物から得られる天然繊維を含んでよい。粗糸1は、長手方向一方向強化繊維を含む。束5は好適には、少なくとも10本、有利には10〜100本の粗糸1を含む。ラッピング糸3は有利には弾性の糸であってよい。これによって、束5が金型内に配置された時に束5の円形を変化させることができ、束の間に空隙を生ずることなく全ての束5が密着する。しかしながら、弾性でない糸3の使用も予想される。
【0029】
中心に配置された流れ糸2は、例えば多孔質の糸又は繊維糸であってよい。流れ糸2は好適には粗糸束5の中央に配置されている。中心の糸は、粗糸1の迅速な含浸を達成するために、迅速な樹脂搬送チャネルとして働く。真空及び毛管力により、樹脂は中心から、周囲の粗糸へ移動する。多孔質の糸は中心に配置されているので、束5の最も外側の繊維1までは等しい距離がある。多孔質の糸の代わりに、プラスチック、紙、又はその他の材料の透過性の管を使用することもできる。
【0030】
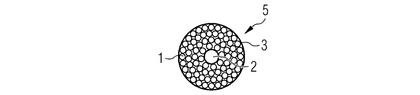
図2は、本発明の粗糸の束を横断面図で概略的に示している。束5は円形である。樹脂搬送糸又は管2は、束5の中心に配置されており、多数の一方向粗糸1によって包囲されている。
【0031】
図3は、例えば風車ロータブレード等の加工物を製造するための金型内における、多数の本発明の粗糸の束5の集合体を概略的に示している。図3は束5を横断面図で示している。互いに接触する束5の間には空隙7が生じている。
【0032】
図4は、真空が提供される本発明の注入成形のプロセスの間に真空を提供した後の図3の集合体を概略的に示している。図4において、粗糸束5は、例えば閉鎖された金型システムに真空を提供することによって圧縮されている。束5の間の空隙7はもはや存在しない。
【0033】
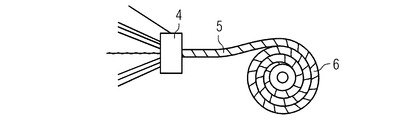
図5は、渦巻状の本発明の粗糸の束を概略的に示している。図1に関連して前に説明したように巻付け装置4によって粗糸の束5を製造した後、ラッピングされた粗糸の束5は渦巻状に形成される。渦巻状の束は参照符号6で示されている。本発明の粗糸の束5の渦巻状は、弾性のラッピング糸3が使用されている場合に特に可能である。
【0034】
図6は、金型8への本発明の粗糸束5の配置を概略的に示している。図6には、風車ロータブレードを製造するための金型8が示されている。前述のように、多数のラッピングされた粗糸束5が金型内に集合させられる。好適には、ラッピングされた粗糸束5は、長手方向に、若しくは風車ロータブレードのスパン方向に対して平行に集合させられる。
【0035】
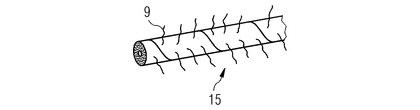
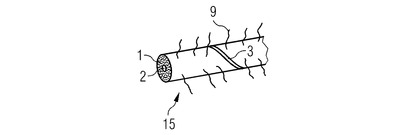
ここで、本発明のラッピングされた粗糸束の別の態様を、図7から図9までを参照して説明する。図7は、ラッピングされた粗糸束15を横断面図で概略的に示している。図8は、ラッピングされた粗糸束15を側面図で概略的に示しており、図9は、ラッピングされた粗糸束15を斜視図で概略的に示している。
【0036】
ラッピングされた粗糸束15は、一方向粗糸1と、中心の樹脂流れチャネル2と、多数の横方向繊維9とを有する。例えば、横方向繊維9、若しくはランダムに配向された繊維9は、束15の外側だけに又は粗糸1の最も外側の層だけに存在している。横方向繊維若しくはランダムに配向された繊維9は、例えば、ミルドファイバ、短繊維又は長繊維であってよい。横方向繊維を、形成される積層体のせん断強さを高めるために、束15に含むか又は取り付けることができる。これらのランダムに配向された繊維9の別の目的は、これらの一方向繊維積層体におけるき裂抵抗を改良することである。
【0037】
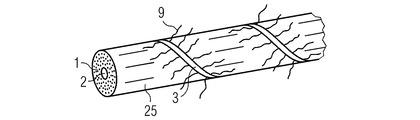
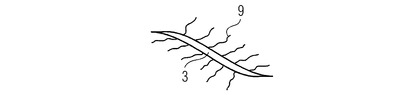
ここで、本発明の全ての実施の形態に適用することができる態様を図10及び図11を参照して説明する。ランダムに配向された短繊維又は長繊維9を、粗糸束5又は15をまとめて保持するラッピング糸3内に又はラッピング糸3上に一体化させることができる。これは図10及び図11に概略的に示されている。図10は、本発明のラッピングされた束25を斜視図で概略的に示している。図11は、図10のラッピング糸3だけを概略的に示している。
【0038】
束25は、図1及び図2に関連して前述した束5の特性を有するか、又は図7から図9までに関連して前述した束15の特性を有してよい。図10に示した束25は、横方向繊維若しくはランダムに配向された繊維9を備えたラッピング糸3を有している。例えばミルドファイバ、短繊維又は長繊維であってよい横方向繊維若しくはランダムに配向された繊維9は、形成される積層体のせん断強さを高める。さらに、横方向繊維若しくはランダムに配向された繊維9は、形成された繊維積層体のき裂抵抗システムを改良することができる。
【0039】
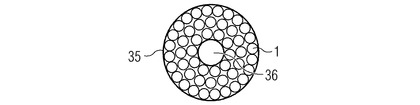
ここで、本発明の別の実施の形態を図12から図14までを参照して説明する。図12は、本発明の粗糸の束35を横断面図で概略的に示している。束は、多数の粗糸1と、熱可塑性繊維36とを含んでいる。熱可塑性繊維36は束35の中心に配置されている。
【0040】
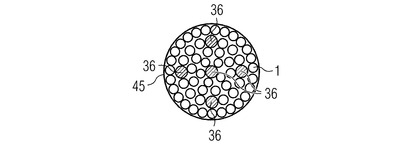
図13は、本発明の粗糸の束45の別の態様を横断面図で概略的に示している。束45は、多数の粗糸1と、多数の熱可塑性繊維36とを含んでいる。束35において、熱可塑性繊維36は粗糸1の間にランダムに配置されている。
【0041】
図14は、本発明の粗糸の束55の別の態様を横断面図で概略的に示している。粗糸の束55は、多数の粗糸1と、多数の熱可塑性繊維36と、樹脂搬送糸2とを含んでいる。樹脂搬送糸2若しくは樹脂分配手段2は束55の中心に配置されている。樹脂分配手段2は、前述のような特性を有していてよい。熱可塑性繊維36は粗糸1の間にランダムに配置されている。
【0042】
本発明の粗糸の束を製造する方法は、例えば図12から図14までに示されたような、強化された繊維1と、熱可塑性繊維36、熱可塑性シート、又は熱可塑性材料全般との混合物のために使用することもできる。加工物、例えば風車ロータブレードを製造するために、図12から図14までに示したような本発明の束35,45,55を金型内に配置することができる。次いで、強化繊維材料1と混合された熱可塑性繊維材料36を溶融及び硬化させることができる。熱可塑性材料を溶融させるために、強化繊維と混合された熱可塑性繊維を、例えば200℃に加熱することができる。次いで、液体熱可塑性材料は、例えば真空下で強化繊維の間を流れることができる。冷却及び固化されると、加工物が完成される。
【0043】
材料を熱硬化させることに加えて、閉鎖された金型システムの、繊維が充填された金型キャビティ内に、液体樹脂が注入されてよい。
【0044】
全ての前記粗糸束5,15,25,35,45,55は、真空補助樹脂注入成形(VARTM)によって加工物、例えば風車ロータブレードを製造するために使用することができる。これに関連して、繊維材料、例えば多数の一方向繊維層及び/又は多数の本発明の粗糸の束5,15,25,35,45,55は金型シェル内に配置される。型コアを繊維材料上に配置することができる。次いで、金型を閉鎖することができ、閉鎖された金型キャビティに真空を提供することができる。次いで、ポリエステル樹脂、エポキシ樹脂、ビニルエステル等の樹脂、又はその他の樹脂を金型キャビティ内に射出することができ、積層体の繊維の間の空間を充填する。
【0045】
択一的に又は付加的に、熱可塑性材料を繊維強化材料と混合することができるか、又は繊維層の間に配置することができる。この場合、熱可塑性材料を加熱しかつ溶融させることができる。次いで、熱可塑性繊維と強化繊維材料との混合物は、まず熱可塑性材料を加熱しかつ溶融させた後に、材料を冷却することによる固化によって固められる。次いで、熱可塑性繊維と強化繊維材料との混合物は、剛性の複合材料を形成する。
【符号の説明】
【0046】
1 粗糸、 2 樹脂流れ糸、 3 ラッピング糸、 4 巻付け装置、 5,15,25,35,45,55 粗糸の束、 6 巻成された束、 7 空隙、 8 金型、 9 横方向繊維若しくはランダムに配向された繊維、 36 熱可塑性繊維
【技術分野】
【0001】
本発明は、粗糸の束を製造する方法、粗糸の束、及びこのような粗糸の束の使用に関する。本発明はさらに、加工物、例えば風車ロータブレードを製造する方法、及び加工物に関する。
【背景技術】
【0002】
繊維強化プラスチック複合材は、自動車、風車ブレード、貯蔵タンク等の様々な技術製品において使用されている。風車ブレード等の大型のほとんどの製品は、ロールの状態で提供される織られたガラス繊維を1つ以上の金型内に配置することによって製造される。真空補助樹脂注入成形(VARTM)として知られる一般的な樹脂注入法においては、金型が閉鎖され、閉鎖された金型システムに真空が提供される。ポリエステル、エポキシ、ビニルエステル等の樹脂又はその他の樹脂が、次いで、金型キャビティ内に射出され、積層体における繊維の間の空間を充填する。耐力構造においては、一方向ガラスファブリックがしばしば使用される。ファブリックにおけるガラス繊維粗糸は、ポリエステル又は同様の材料の糸を用いて縫い合わされていてよい。風車ブレード等の長い構造においては、一方向繊維材料の複数の層を使用することが有利である。織りプロセスはコストが高く、しばしば繊維材料の価格を倍増させる。
【0003】
高い強度を得るために、より多くの数の一方向繊維層が一般的に金型内に配置される。これは、大きな労働力を必要とし、最終製品の高コストにつながる。
【発明の概要】
【発明が解決しようとする課題】
【0004】
本発明の第1の課題は、粗糸の束を製造する有利な方法を提供することである。本発明の第2の課題は、粗糸の有利な束を提供することである。本発明の第3の課題は、真空補助樹脂注入成形によって加工物を製造するための改良された方法を提供することである。本発明の第4の課題は、加工物を製造するための別の方法を提供することである。
【課題を解決するための手段】
【0005】
第1の課題は、請求項1に記載の粗糸の束を製造する方法によって解決される。第2の課題は、請求項7に記載の粗糸の束によって解決される。第3の課題は、請求項12に記載の加工物を製造する方法によって解決される。第4の課題は、請求項14に記載の加工物を製造する方法によって解決される。本発明の第5の課題は、請求項15に記載の加工物によって解決される。従属請求項は、本発明のさらなる発展形を定義している。
【0006】
本発明の粗糸の束を製造する方法は、長手方向一方向繊維の多数の粗糸と、付加的な構成要素とを束に集合させることを特徴とする。長手方向一方向繊維は、例えば、強化繊維であってよい。好適には、少なくとも10本、有利には10〜100本の粗糸が束に集合させられる。粗糸は、数千本の短繊維を含んでいる。
【0007】
本発明の方法によって、繊維糸を金型内に直接に供給することができるか、又は金型の近傍における機械を、粗糸を束に集合させるために使用することができ、束は、金型内に簡単かつ迅速に配置することができる。したがって、粗糸の束の製造は、例えば風車ブレードの製造のために、金型への一方向繊維材料の配置を単純化する。例えばロボットによって束を金型内に簡単に配置することができる。
【0008】
10〜100本以上の粗糸の束に集合させられた長手方向一方向繊維を提供しかつ使用することは、一般的に前記粗糸の束よりも高価な織布の代わりに用いることができるという利点を有する。本発明の粗糸の束を製造する方法は、加工物を製造するために使用することができるコスト減少材料を提供する。
【0009】
有利には、少なくとも1つの樹脂分配手段又は熱可塑性材料を付加的な構成要素として束に配置することができる。概して、付加的な構成要素を束の中心に配置することができる。樹脂分配手段は例えば、取り囲む粗糸の繊維の含浸のために樹脂の流れを提供する、流れ促進手段又は樹脂搬送手段であってよい。樹脂分配手段又は流れ促進手段又は樹脂搬送手段は、長手方向一方向繊維よりも、液体樹脂の流れのためのより高い透過性を有していてよい。
【0010】
本発明の粗糸の束を製造する方法に関連して、少なくとも1つの多孔質糸及び/又は少なくとも1つの繊維糸及び/又は少なくとも1つの透過性管及び/又は少なくとも1つの樹脂流れチャネルを樹脂分配手段として束に配置することができる。付加的な構成要素を有利には粗糸束の中央又は中心に配置することができる。中心に配置された付加的な構成要素は、粗糸の迅速な含浸を達成するために、迅速な樹脂搬送チャネルとして働く。真空及び毛管力により、樹脂は中心から周囲の粗糸へ移動することができる。多孔質糸が中心に配置されているので、束の最も外側の繊維まで等しい距離がある。多孔質糸の代わりに、プラスチック、紙、又はその他の材料の透過性管を配置することができる。
【0011】
粗糸束の中心における樹脂流れチャネルは、樹脂が粗糸領域からの毛管力によってチャネルから排出されることができるように構成することができる。したがって、空のチャネル空間は、サンドイッチ発泡材料に似た多孔質構造であるか、又はチャネルは圧潰可能に形成することができる。圧潰は、例えば、より高い温度、より高い真空レベル又はその他の制御された物理的変化によって開始することができる。
【0012】
さらに、少なくとも1つの熱可塑性繊維及び/又は少なくとも1つの熱可塑性シートを束に熱可塑性材料として配置することができる。熱可塑性材料の使用は、例えば加工物を製造する方法に関連して、束を熱硬化させる可能性を提供する。
【0013】
一般的に、粗糸として、ガラス繊維、炭素繊維、玄武岩繊維、アラミド繊維又は天然繊維、例えば木材又は植物から得られる天然繊維を使用することができる。
【0014】
好適には、粗糸の束をラッピング糸によってラッピングすることができる。ラッピング糸は、束の周囲にらせん状に巻き付けることができる。好適には、ラッピング糸は弾性の糸である。弾性の糸を使用することにより、束が金型内に配置されたときに束の円形を変化させることができ、これにより、全ての束が、束の間に空隙を生ずることなく密着する。さらに、束をボビンに保管して、後で使用したり、又は束を巻付け機から金型へ直接に引き渡したりすることができる。択一的に、弾性でない糸の使用も予想される。
【0015】
使用される粗糸及び/又は使用されるラッピング糸は、ランダムに配向された繊維又は横方向繊維を含んでいてよい。ランダムに配向された繊維又は横方向繊維は、例えば、ミルドファイバ、短繊維又は長繊維であってよい。繊維は、束の外側、又は粗糸の最も外側の層に配置することができるか、又は束に含まれるか又は束に取り付けられることができる。ランダムに配向された繊維又は長手方向繊維の使用は、本発明の束によって形成される積層体のせん断強さを高める。これらのランダムに配向された繊維の別の目的は、これらの一方向繊維積層体におけるき裂抵抗を改良することである。ランダムに配向された短繊維又は長繊維を、粗糸束をまとめて保持する樹脂糸に一体化するか、又はこの樹脂糸に配置することもできる。
【0016】
本発明の粗糸の束は、長手方向一方向繊維の多数の粗糸と、付加的な構成要素とを有する。概して、本発明の粗糸の束は、前記方法によって製造することができ、前記利点を有する。例えば、本発明の粗糸の束は、付加的な構成要素として、少なくとも1つの樹脂分配手段又は熱可塑性材料を有してよい。さらに、本発明の粗糸の束は、樹脂分配手段として、少なくとも1つの多孔質糸及び/又は繊維糸及び/又は透過性管及び/又は樹脂流れチャネルを有してよい。さらに、本発明の粗糸の束は、熱可塑性材料として、少なくとも1つの熱可塑性繊維及び/又は熱可塑性シートを有してよい。
【0017】
好適には、粗糸の束は、束の周囲にコイル状に巻き付けることができる少なくとも1つのラッピング糸を有する。
【0018】
さらに、粗糸は、ランダムに配向された繊維又は横方向繊維を有してよい。ラッピング糸も、ランダムに配向された繊維又は横方向繊維を有してよい。
【0019】
本発明の粗糸の束の別の特性及び利点に関しては、前記の本発明の方法が引用される。
【0020】
真空補助樹脂注入成形によって加工物を製造する本発明の方法は、前記のような少なくとも1つの粗糸の束を閉鎖された金型システムの金型に配置する工程と、閉鎖された金型システムに真空を提供する工程と、金型キャビティ内に樹脂を射出する工程とを含む。加工物は例えば、風車ロータブレードであってよい。粗糸の束は有利には、巻付け機から金型内へ直接に引き渡すことができる。概して、ロボットによって束を金型内に配置することができる。束を金型内に配置した後、少なくとも1つの粗糸の束又は多数の粗糸の束を圧縮することができる。これは真空によって行うことができる。
【0021】
択一的な本発明による加工物を製造する方法は、熱可塑性材料を含む少なくとも1つの前記粗糸の束を金型内に配置する工程と、熱可塑性材料を熱硬化させる工程とを含む。熱硬化は、まず熱可塑性材料を加熱しかつ溶融させ、その後、材料を冷却することによって材料を固めることによって行われる。熱可塑性材料を溶融させるために、強化繊維と混合された熱可塑性繊維を例えば200℃に加熱することができる。次いで、液体の熱可塑性材料は、例えば真空下で、強化繊維の間を流れることができる。冷却及び固化されると、加工物は完成する。この方法は、長手方向一方向繊維材料を製造するための、安価で簡単に実施できる方法を提供する。
【0022】
本発明の加工物は、前記方法のうちの1つによって製造される。本発明の加工物は、高価な織られた繊維材料の代わりに粗糸の束を使用することができるので比較的低コストで製造することができるという利点を有する。
【0023】
前記方法及び装置の全てを含む本発明は、金型内に配置された1本の粗糸の代わりに束を用いて迅速な製造速度を得ることができるという利点を有する。さらに、縫い糸が波打ち又は樹脂の多いポケットを形成しないので、改良された線形の繊維配向が得られる。さらに、真空チャネルと毛管力との適切な組合せにより、繊維のより迅速な含浸を行うことができる。本発明の使用により、極めて高い剛性(E−係数)を備える積層体を製造することができる。
【0024】
本発明の別の特徴、特性及び利点は、添付の図面に関連した実施の形態の以下の説明から明らかになるであろう。前記特徴は、別個に、又は互いにあらゆる組合せで有利である。
【0025】
互いに対応する、異なる図面及び実施の形態の要素は、同じ参照符号で示されている。
【図面の簡単な説明】
【0026】
【図1】本発明の粗糸の束を製造する方法を概略的に示す図である。
【図2】本発明の粗糸の束を概略的に示す横断面図である。
【図3】多数の本発明の粗糸の束の集合体を概略的に示す横断面図である。
【図4】真空を提供した後の、図3に示した集合体を概略的に示す図である。
【図5】渦巻状の本発明の粗糸の束を概略的に示す図である。
【図6】金型への本発明の粗糸束の配置を概略的に示す図である。
【図7】ラッピングされた粗糸束の別の態様を概略的に示す断面図である。
【図8】図7のラッピングされた粗糸束を概略的に示す側面図である。
【図9】図7のラッピングされた粗糸束を概略的に示す斜視図である。
【図10】本発明のラッピングされた束を概略的に示す斜視図である。
【図11】図10のラッピング糸のみを概略的に示す図である。
【図12】本発明の粗糸の束を概略的に示す断面図である。
【図13】本発明の粗糸の束の別の態様を概略的に示す断面図である。
【図14】本発明の粗糸の束の別の態様を概略的に示す断面図である。
【発明を実施するための形態】
【0027】
ここで本発明の第1の実施の形態を図1から図6までを参照しながら説明する。図1は、本発明の粗糸の束を製造する方法を概略的に示している。巻付け装置4によって多数の粗糸1と中心の樹脂流れ糸2とが粗糸の束5に集合させられる。巻付け装置4によって粗糸の束5の周囲に周方向で付加的なラッピング糸3が巻き付けられる。
【0028】
粗糸1は、ガラス繊維、炭素繊維、玄武岩繊維、アラミド繊維、又は例えば木材又は植物から得られる天然繊維を含んでよい。粗糸1は、長手方向一方向強化繊維を含む。束5は好適には、少なくとも10本、有利には10〜100本の粗糸1を含む。ラッピング糸3は有利には弾性の糸であってよい。これによって、束5が金型内に配置された時に束5の円形を変化させることができ、束の間に空隙を生ずることなく全ての束5が密着する。しかしながら、弾性でない糸3の使用も予想される。
【0029】
中心に配置された流れ糸2は、例えば多孔質の糸又は繊維糸であってよい。流れ糸2は好適には粗糸束5の中央に配置されている。中心の糸は、粗糸1の迅速な含浸を達成するために、迅速な樹脂搬送チャネルとして働く。真空及び毛管力により、樹脂は中心から、周囲の粗糸へ移動する。多孔質の糸は中心に配置されているので、束5の最も外側の繊維1までは等しい距離がある。多孔質の糸の代わりに、プラスチック、紙、又はその他の材料の透過性の管を使用することもできる。
【0030】
図2は、本発明の粗糸の束を横断面図で概略的に示している。束5は円形である。樹脂搬送糸又は管2は、束5の中心に配置されており、多数の一方向粗糸1によって包囲されている。
【0031】
図3は、例えば風車ロータブレード等の加工物を製造するための金型内における、多数の本発明の粗糸の束5の集合体を概略的に示している。図3は束5を横断面図で示している。互いに接触する束5の間には空隙7が生じている。
【0032】
図4は、真空が提供される本発明の注入成形のプロセスの間に真空を提供した後の図3の集合体を概略的に示している。図4において、粗糸束5は、例えば閉鎖された金型システムに真空を提供することによって圧縮されている。束5の間の空隙7はもはや存在しない。
【0033】
図5は、渦巻状の本発明の粗糸の束を概略的に示している。図1に関連して前に説明したように巻付け装置4によって粗糸の束5を製造した後、ラッピングされた粗糸の束5は渦巻状に形成される。渦巻状の束は参照符号6で示されている。本発明の粗糸の束5の渦巻状は、弾性のラッピング糸3が使用されている場合に特に可能である。
【0034】
図6は、金型8への本発明の粗糸束5の配置を概略的に示している。図6には、風車ロータブレードを製造するための金型8が示されている。前述のように、多数のラッピングされた粗糸束5が金型内に集合させられる。好適には、ラッピングされた粗糸束5は、長手方向に、若しくは風車ロータブレードのスパン方向に対して平行に集合させられる。
【0035】
ここで、本発明のラッピングされた粗糸束の別の態様を、図7から図9までを参照して説明する。図7は、ラッピングされた粗糸束15を横断面図で概略的に示している。図8は、ラッピングされた粗糸束15を側面図で概略的に示しており、図9は、ラッピングされた粗糸束15を斜視図で概略的に示している。
【0036】
ラッピングされた粗糸束15は、一方向粗糸1と、中心の樹脂流れチャネル2と、多数の横方向繊維9とを有する。例えば、横方向繊維9、若しくはランダムに配向された繊維9は、束15の外側だけに又は粗糸1の最も外側の層だけに存在している。横方向繊維若しくはランダムに配向された繊維9は、例えば、ミルドファイバ、短繊維又は長繊維であってよい。横方向繊維を、形成される積層体のせん断強さを高めるために、束15に含むか又は取り付けることができる。これらのランダムに配向された繊維9の別の目的は、これらの一方向繊維積層体におけるき裂抵抗を改良することである。
【0037】
ここで、本発明の全ての実施の形態に適用することができる態様を図10及び図11を参照して説明する。ランダムに配向された短繊維又は長繊維9を、粗糸束5又は15をまとめて保持するラッピング糸3内に又はラッピング糸3上に一体化させることができる。これは図10及び図11に概略的に示されている。図10は、本発明のラッピングされた束25を斜視図で概略的に示している。図11は、図10のラッピング糸3だけを概略的に示している。
【0038】
束25は、図1及び図2に関連して前述した束5の特性を有するか、又は図7から図9までに関連して前述した束15の特性を有してよい。図10に示した束25は、横方向繊維若しくはランダムに配向された繊維9を備えたラッピング糸3を有している。例えばミルドファイバ、短繊維又は長繊維であってよい横方向繊維若しくはランダムに配向された繊維9は、形成される積層体のせん断強さを高める。さらに、横方向繊維若しくはランダムに配向された繊維9は、形成された繊維積層体のき裂抵抗システムを改良することができる。
【0039】
ここで、本発明の別の実施の形態を図12から図14までを参照して説明する。図12は、本発明の粗糸の束35を横断面図で概略的に示している。束は、多数の粗糸1と、熱可塑性繊維36とを含んでいる。熱可塑性繊維36は束35の中心に配置されている。
【0040】
図13は、本発明の粗糸の束45の別の態様を横断面図で概略的に示している。束45は、多数の粗糸1と、多数の熱可塑性繊維36とを含んでいる。束35において、熱可塑性繊維36は粗糸1の間にランダムに配置されている。
【0041】
図14は、本発明の粗糸の束55の別の態様を横断面図で概略的に示している。粗糸の束55は、多数の粗糸1と、多数の熱可塑性繊維36と、樹脂搬送糸2とを含んでいる。樹脂搬送糸2若しくは樹脂分配手段2は束55の中心に配置されている。樹脂分配手段2は、前述のような特性を有していてよい。熱可塑性繊維36は粗糸1の間にランダムに配置されている。
【0042】
本発明の粗糸の束を製造する方法は、例えば図12から図14までに示されたような、強化された繊維1と、熱可塑性繊維36、熱可塑性シート、又は熱可塑性材料全般との混合物のために使用することもできる。加工物、例えば風車ロータブレードを製造するために、図12から図14までに示したような本発明の束35,45,55を金型内に配置することができる。次いで、強化繊維材料1と混合された熱可塑性繊維材料36を溶融及び硬化させることができる。熱可塑性材料を溶融させるために、強化繊維と混合された熱可塑性繊維を、例えば200℃に加熱することができる。次いで、液体熱可塑性材料は、例えば真空下で強化繊維の間を流れることができる。冷却及び固化されると、加工物が完成される。
【0043】
材料を熱硬化させることに加えて、閉鎖された金型システムの、繊維が充填された金型キャビティ内に、液体樹脂が注入されてよい。
【0044】
全ての前記粗糸束5,15,25,35,45,55は、真空補助樹脂注入成形(VARTM)によって加工物、例えば風車ロータブレードを製造するために使用することができる。これに関連して、繊維材料、例えば多数の一方向繊維層及び/又は多数の本発明の粗糸の束5,15,25,35,45,55は金型シェル内に配置される。型コアを繊維材料上に配置することができる。次いで、金型を閉鎖することができ、閉鎖された金型キャビティに真空を提供することができる。次いで、ポリエステル樹脂、エポキシ樹脂、ビニルエステル等の樹脂、又はその他の樹脂を金型キャビティ内に射出することができ、積層体の繊維の間の空間を充填する。
【0045】
択一的に又は付加的に、熱可塑性材料を繊維強化材料と混合することができるか、又は繊維層の間に配置することができる。この場合、熱可塑性材料を加熱しかつ溶融させることができる。次いで、熱可塑性繊維と強化繊維材料との混合物は、まず熱可塑性材料を加熱しかつ溶融させた後に、材料を冷却することによる固化によって固められる。次いで、熱可塑性繊維と強化繊維材料との混合物は、剛性の複合材料を形成する。
【符号の説明】
【0046】
1 粗糸、 2 樹脂流れ糸、 3 ラッピング糸、 4 巻付け装置、 5,15,25,35,45,55 粗糸の束、 6 巻成された束、 7 空隙、 8 金型、 9 横方向繊維若しくはランダムに配向された繊維、 36 熱可塑性繊維
【特許請求の範囲】
【請求項1】
粗糸(1)の束(5)を製造する方法において、
長手方向一方向繊維の多数の粗糸(1)と、付加的な構成要素(2,36)とを束(5)に集合させることを特徴とする、粗糸の束を製造する方法。
【請求項2】
前記付加的な構成要素(2,36)として少なくとも1つの樹脂分配手段(2)又は熱可塑性材料(36)を束(5)に配置する、請求項1記載の方法。
【請求項3】
前記樹脂分配手段(2)として少なくとも1つの多孔質糸及び/又は繊維糸及び/又は透過性管及び/又は樹脂流れチャネルを束(5)に配置しかつ/又は前記熱可塑性材料(36)として少なくとも1つの熱可塑性繊維及び/又は熱可塑性シートを束(5)に配置する、請求項2記載の方法。
【請求項4】
前記粗糸(1)としてガラス繊維、炭素繊維、玄武岩繊維、アラミド繊維又は天然繊維を使用する、請求項1から3までのいずれか1項記載の方法。
【請求項5】
粗糸の束(5)をラッピング糸(3)によってラッピングする、請求項1から4までのいずれか1項記載の方法。
【請求項6】
ランダムに配向された繊維又は横方向繊維(9)を有する粗糸(1)を使用しかつ/又はランダムに配向された繊維又は横方向繊維(9)を有するラッピング糸(3)を使用する、請求項1から5までのいずれか1項記載の方法。
【請求項7】
長手方向一方向繊維の多数の粗糸(1)と、付加的な構成要素(2,36)とを有することを特徴とする、粗糸の束(5)。
【請求項8】
前記付加的な構成要素として少なくとも1つの樹脂分配手段(2)又は熱可塑性材料(36)を有する、請求項7記載の粗糸の束(5)。
【請求項9】
前記樹脂分配手段(2)として少なくとも1つの多孔質糸及び/又は繊維糸及び/又は透過性管及び/又は樹脂流れチャネルを有しかつ/又は前記熱可塑性材料(36)として少なくとも1つの熱可塑性繊維及び/又は熱可塑性シートを有する、請求項8記載の粗糸の束(5)。
【請求項10】
少なくとも1つのラッピング糸(3)を有する、請求項7から9までのいずれか1項記載の粗糸の束(5)。
【請求項11】
粗糸(1)が、ランダムに配向された繊維又は横方向繊維(9)を有しかつ/又はラッピング糸(3)が、ランダムに配向された繊維又は横方向繊維(9)を有する、請求項7から10までのいずれか1項記載の粗糸の束(5)。
【請求項12】
真空補助樹脂注入成形によって加工物を製造する方法において、請求項7から11までのいずれか1項記載の少なくとも1つの粗糸の束(5)を閉鎖される金型システムの金型(8)内に配置する工程と、閉鎖された金型システムに真空を提供する工程と、金型キャビティ内に樹脂を射出する工程とを有することを特徴とする、真空補助樹脂注入成形によって加工物を製造する方法。
【請求項13】
少なくとも1つの粗糸の束(5)を真空によって圧縮する、請求項12記載の方法。
【請求項14】
加工物を製造する方法において、熱可塑性材料を有する請求項7から11までのいずれか1項記載の少なくとも1つの粗糸の束(5)を金型(8)内に配置する工程と、まず前記熱可塑性材料を加熱して溶融させた後に、材料を冷却することによって固める工程とを有することを特徴とする、加工物を製造する方法。
【請求項15】
請求項12から14までのいずれか1項記載の方法によって製造される加工物。
【請求項1】
粗糸(1)の束(5)を製造する方法において、
長手方向一方向繊維の多数の粗糸(1)と、付加的な構成要素(2,36)とを束(5)に集合させることを特徴とする、粗糸の束を製造する方法。
【請求項2】
前記付加的な構成要素(2,36)として少なくとも1つの樹脂分配手段(2)又は熱可塑性材料(36)を束(5)に配置する、請求項1記載の方法。
【請求項3】
前記樹脂分配手段(2)として少なくとも1つの多孔質糸及び/又は繊維糸及び/又は透過性管及び/又は樹脂流れチャネルを束(5)に配置しかつ/又は前記熱可塑性材料(36)として少なくとも1つの熱可塑性繊維及び/又は熱可塑性シートを束(5)に配置する、請求項2記載の方法。
【請求項4】
前記粗糸(1)としてガラス繊維、炭素繊維、玄武岩繊維、アラミド繊維又は天然繊維を使用する、請求項1から3までのいずれか1項記載の方法。
【請求項5】
粗糸の束(5)をラッピング糸(3)によってラッピングする、請求項1から4までのいずれか1項記載の方法。
【請求項6】
ランダムに配向された繊維又は横方向繊維(9)を有する粗糸(1)を使用しかつ/又はランダムに配向された繊維又は横方向繊維(9)を有するラッピング糸(3)を使用する、請求項1から5までのいずれか1項記載の方法。
【請求項7】
長手方向一方向繊維の多数の粗糸(1)と、付加的な構成要素(2,36)とを有することを特徴とする、粗糸の束(5)。
【請求項8】
前記付加的な構成要素として少なくとも1つの樹脂分配手段(2)又は熱可塑性材料(36)を有する、請求項7記載の粗糸の束(5)。
【請求項9】
前記樹脂分配手段(2)として少なくとも1つの多孔質糸及び/又は繊維糸及び/又は透過性管及び/又は樹脂流れチャネルを有しかつ/又は前記熱可塑性材料(36)として少なくとも1つの熱可塑性繊維及び/又は熱可塑性シートを有する、請求項8記載の粗糸の束(5)。
【請求項10】
少なくとも1つのラッピング糸(3)を有する、請求項7から9までのいずれか1項記載の粗糸の束(5)。
【請求項11】
粗糸(1)が、ランダムに配向された繊維又は横方向繊維(9)を有しかつ/又はラッピング糸(3)が、ランダムに配向された繊維又は横方向繊維(9)を有する、請求項7から10までのいずれか1項記載の粗糸の束(5)。
【請求項12】
真空補助樹脂注入成形によって加工物を製造する方法において、請求項7から11までのいずれか1項記載の少なくとも1つの粗糸の束(5)を閉鎖される金型システムの金型(8)内に配置する工程と、閉鎖された金型システムに真空を提供する工程と、金型キャビティ内に樹脂を射出する工程とを有することを特徴とする、真空補助樹脂注入成形によって加工物を製造する方法。
【請求項13】
少なくとも1つの粗糸の束(5)を真空によって圧縮する、請求項12記載の方法。
【請求項14】
加工物を製造する方法において、熱可塑性材料を有する請求項7から11までのいずれか1項記載の少なくとも1つの粗糸の束(5)を金型(8)内に配置する工程と、まず前記熱可塑性材料を加熱して溶融させた後に、材料を冷却することによって固める工程とを有することを特徴とする、加工物を製造する方法。
【請求項15】
請求項12から14までのいずれか1項記載の方法によって製造される加工物。
【図1】


【図2】
【図3】

【図4】

【図5】
【図6】

【図7】

【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【公開番号】特開2012−224974(P2012−224974A)
【公開日】平成24年11月15日(2012.11.15)
【国際特許分類】
【出願番号】特願2012−94166(P2012−94166)
【出願日】平成24年4月17日(2012.4.17)
【出願人】(390039413)シーメンス アクチエンゲゼルシヤフト (2,104)
【氏名又は名称原語表記】Siemens Aktiengesellschaft
【住所又は居所原語表記】Wittelsbacherplatz 2, D−80333 Muenchen, Germany
【Fターム(参考)】
【公開日】平成24年11月15日(2012.11.15)
【国際特許分類】
【出願日】平成24年4月17日(2012.4.17)
【出願人】(390039413)シーメンス アクチエンゲゼルシヤフト (2,104)
【氏名又は名称原語表記】Siemens Aktiengesellschaft
【住所又は居所原語表記】Wittelsbacherplatz 2, D−80333 Muenchen, Germany
【Fターム(参考)】
[ Back to top ]