
粗紡機における粗糸自動巻き付け方法
【課題】従来に比べて粗糸の自動巻き付けの成功率を向上させることができる粗紡機における粗糸自動巻き付け方法を提供する。
【解決手段】粗紡機は、フライヤ駆動系及び巻き取り駆動系がドラフト装置と独立駆動可能に構成されるとともに、粗糸端を係止させる面ファスナー(粗糸端係止部)を備えたボビンを使用して粗糸の巻き取りを行う。ドラフト装置を停止させた状態でフライヤ駆動系及び巻き取り駆動系を逆転駆動させてプレッサに保持されている粗糸端をボビンの面ファスナーに接触させた後、ドラフト装置を駆動して粗糸を送り出すとともに粗糸の巻き取りを行い、その後、一旦全ての駆動系を停止させた後、紡出運転に移行する。
【解決手段】粗紡機は、フライヤ駆動系及び巻き取り駆動系がドラフト装置と独立駆動可能に構成されるとともに、粗糸端を係止させる面ファスナー(粗糸端係止部)を備えたボビンを使用して粗糸の巻き取りを行う。ドラフト装置を停止させた状態でフライヤ駆動系及び巻き取り駆動系を逆転駆動させてプレッサに保持されている粗糸端をボビンの面ファスナーに接触させた後、ドラフト装置を駆動して粗糸を送り出すとともに粗糸の巻き取りを行い、その後、一旦全ての駆動系を停止させた後、紡出運転に移行する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、粗紡機における粗糸自動巻き付け方法に関する。
【背景技術】
【0002】
従来、粗紡機における粗糸自動巻き付け方法として、フライヤをドラフトパートと独立して駆動することができる粗紡機において、空ボビンを設置後、ボビンレールを巻始め位置に配置して、起動時に一時的に粗糸送り出しを停止した状態でフライヤを逆転させ、その後、正転方向に通常運転を行う方法が知られている(例えば、特許文献1参照。)。
【特許文献1】特表平11−513085号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
従来の粗糸自動巻き付け方法では、粗糸の送り出しを停止した状態でフライヤを回転させることにより、空ボビンの所定位置に設けられている面ファスナーに、プレッサパドルから垂れ下がっている粗糸端を接触させる。しかし、特許文献1の方法では、フライヤの逆転動作後に一旦フライヤが停止してから正転される。従って、逆転動作後にフライヤが減速及び停止する時の反動などにより、プレッサがボビンから離れる方向に移動してしまい、自動巻き付けが失敗する場合がある。
【0004】
本発明は、前記の問題に鑑みてなされたものであって、その目的は従来に比べて粗糸の自動巻き付けの成功率を向上させることができる粗紡機における粗糸自動巻き付け方法を提供することにある。
【課題を解決するための手段】
【0005】
前記の目的を達成するため、請求項1に記載の発明は、フライヤ駆動系及び巻き取り駆動系がドラフト装置と独立駆動可能に構成されるとともに、粗糸係止部を備えたボビンを使用する粗紡機において、前記ドラフト装置を停止させた状態で前記フライヤ駆動系及び前記巻き取り駆動系を逆転動作させてプレッサに保持されている粗糸端をボビンの粗糸係止部に接触させた後、前記ドラフト装置を駆動して粗糸を送り出すとともに粗糸の巻き取りを行い、その後、一旦全ての駆動系を停止させた後、紡出運転に移行する。ここで、「粗糸係止部」とは、ボビンに巻き付けられる粗糸の端部を保持する機能を果たすもので、一般に面ファスナーで構成される。
【0006】
この発明では、粗糸の送り出しが停止された状態で、フライヤ及びボビンが逆回転されることにより、プレッサが遠心力によりボビンに近づく方向に移動されて、プレッサに保持されている粗糸端がボビンの粗糸係止部に接触する。フライヤが逆転駆動されるため、プレッサから垂れ下がった状態の粗糸端がボビンの粗糸巻き取り方向に沿うようになびくため、粗糸係止部に粗糸が絡み付き易くなる。その後、粗糸端がボビンに接触した状態でドラフト装置が駆動されて粗糸が送り出されるとともに、粗糸の巻き取りが行われる。粗糸の巻き取りが行われることにより、粗糸端が広い範囲で粗糸係止部に係止される。その後、一旦全ての駆動系が停止された後、紡出運転に移行される。即ち、一度プレッサが遠心力によりボビンに近づく方向に移動されて、粗糸端がボビンの粗糸係止部に接触した状態で巻き取りが行われて、粗糸端が粗糸係止部と広い範囲で係止される状態となる。その結果、その後に全ての駆動系が一旦停止された際に、プレッサがボビンから離れ難くなり、粗糸の自動巻き付けの成功率が向上する。
【0007】
請求項2に記載の発明は、請求項1に記載の発明において、前記フライヤ駆動系が逆転駆動されて所定回転速度に達するまでの加速勾配の絶対値が、前記所定回転速度から停止に至るまでの減速勾配の絶対値より大きく設定されている。プレッサは、フライヤが逆転される際に受ける遠心力によってボビンに近づくように移動するため、加速勾配の絶対値が大きければ、粗糸端がボビンの粗糸係止部に強い力で当接するようになる。したがって、この発明では、粗糸端がボビンの粗糸係止部に絡み易くなる。
【0008】
請求項3に記載の発明は、請求項1又は請求項2に記載の発明において、前記粗糸端がボビンの前記粗糸係止部に接触した後の粗糸の巻き取りは、フライヤの回転速度を一定に保持したまま、ボビンの回転速度が低くなるように減速させることにより行われる。フライヤ及びボビンが同一回転数で逆転されている状態から粗糸の巻き取りを行う状態に移行するには、フライヤの回転速度を高める方法と、ボビンの回転速度を低下させる方法とがある。フライヤ駆動系の慣性力は巻き取り駆動系の慣性力より大きいため、巻き取り駆動系を変速する方が制御し易い。この発明では、ボビンの回転速度が低くなるように、即ち巻き取り駆動系の制御が優先されるため、制御が容易になる。
【発明の効果】
【0009】
本発明によれば、従来に比べて粗糸の自動巻き付けの成功率を向上させることができる。
【発明を実施するための最良の形態】
【0010】
(第1の実施形態)
以下、本発明を具体化した第1の実施形態を図1〜図4にしたがって説明する。
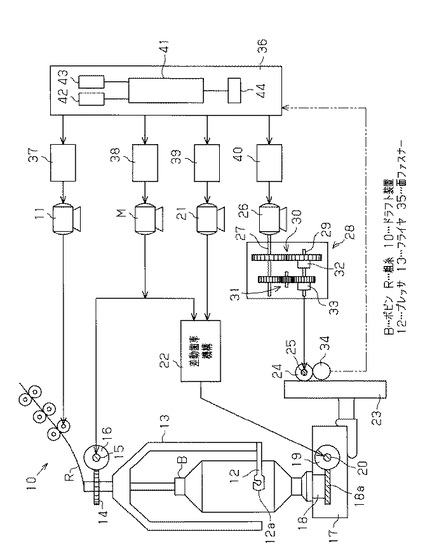
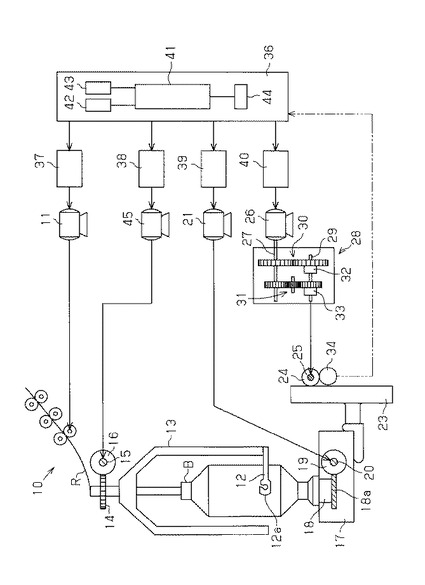
先ず、粗紡機の構成を説明すると、図1に示すように、ドラフト装置10は、ドラフト用モータ11によりベルト伝動機構及び歯車列(いずれも図示せず)を介して回転駆動されるようになっている。下部にプレッサ12を備えたフライヤ13の上部には被動歯車14が一体回転可能に嵌着固定されている。メインモータMにより駆動されるドライビングシャフト(図示せず)の回転がベルト伝動機構(図示せず)を介して伝達される回転軸15には、被動歯車14と噛合する駆動歯車16が一体回転可能に固定されている。メインモータMには正逆回転可能なモータが使用されている。
【0011】
ボビンレール17上に装備されたボビンホイール18には被動歯車18aが固着されている。被動歯車18aと噛合する駆動歯車19が嵌着固定された回転軸20には、ドライビングシャフトの回転力と、巻き取り用モータ21による回転力とが差動歯車機構22により合成されて伝達されるようになっている。差動歯車機構22は、巻き取り用モータ21からの回転入力がない状態ではボビンホイール18をフライヤ13と同じ回転数(回転速度)で回転させる出力となり、巻き取り用モータ21からの回転入力がある状態では、巻き取り用モータ21からの回転入力に対応してボビンホイール18の回転数が変更されるようになっている。
【0012】
ボビンレール17にはリフターラック23が固定されている。リフターラック23と噛合する歯車24が嵌着された回転軸25には、昇降用モータ26により駆動される駆動軸27の回転が切換機構28及び歯車列を介して伝達される。切換機構28は中間軸29と、該中間軸29と前記駆動軸27との間に設けられた一対の歯車列30,31と、歯車列30,31の回転を中間軸29に伝達する電磁クラッチ32,33とから構成されている。そして、電磁クラッチ32,33の励消磁により回転軸25の回転方向、即ちボビンレール17の昇降動の方向が変更されるようになっている。
【0013】
回転軸25の端部にはボビンレール17の移動方向を検知するセンサとしてのロータリエンコーダ34が接続されている。ロータリエンコーダ34は回転軸25の正転、逆転に対応してそれぞれ別のパルス信号を出力するようになっており、ボビンレール17の上昇、下降の区別がパルス信号からも確認できるようになっている。
【0014】
粗糸Rの巻き取りには、粗糸係止部としての面ファスナー35を備えたボビンBが使用される。即ち、粗紡機は、フライヤ駆動系及び巻き取り駆動系がドラフト装置10と独立駆動可能に構成されるとともに、粗糸係止部としての面ファスナー35を備えたボビンBを使用して粗糸の巻き取りを行う。
【0015】
ドラフト用モータ11、メインモータM、巻き取り用モータ21及び昇降用モータ26は、制御装置36の指令に基づいて制御されるそれぞれ独立のインバータ37,38,39,40を介して駆動制御されるようになっている。
【0016】
制御装置36は、CPU(中央処理装置)41、プログラムメモリ42、作業用メモリ43及び入力装置44を備えている。CPU41はプログラムメモリ42に記憶された所定のプログラムデータに基づいて動作し、図示しないインタフェース、駆動回路及び各インバータ37〜40を介してドラフト用モータ11、メインモータM、巻き取り用モータ21及び昇降用モータ26を制御する。また、CPU41は図示しないインタフェース及び駆動回路を介して電磁クラッチ32,33を励消磁制御する。ボビンレール17は電磁クラッチ32が励磁されたときに上昇移動され、電磁クラッチ33が励磁されたときに下降移動されるようになっている。両電磁クラッチ32,33が同時に励磁されることはない。
【0017】
プログラムメモリ42には粗糸の自動巻き付けのためのプログラムが記憶されている。
次に前記のように構成された装置の作用を説明する。機台の運転に先立ってまず紡出粗糸重量、繊維種、フライヤ回転数、撚り数等の紡出条件が入力装置44により入力される。また、粗糸自動巻き付け時のフライヤ逆転回転数、加速勾配、減速勾配等を初期値と変更する場合にはその値が入力装置44により入力される。
【0018】
機台の運転が開始されると、メインモータM、ドラフト用モータ11、巻き取り用モータ21及び昇降用モータ26がそれぞれ駆動される。メインモータMの駆動によりフライヤ13が回転駆動される。また、差動歯車機構22に入力されたメインモータMの回転力と、巻き取り用モータ21の回転力とが差動歯車機構22で合成され、合成された回転力により回転軸20が駆動されてボビンホイール18が回転駆動される。その結果、ドラフト装置10から紡出された粗糸Rがフライヤ13により加撚され、フライヤ13より高速で回転するボビンBに層状に巻き取られる。また、昇降用モータ26の駆動により、切換機構28、回転軸25等を介してリフターラック23とともにボビンレール17が昇降動される。
【0019】
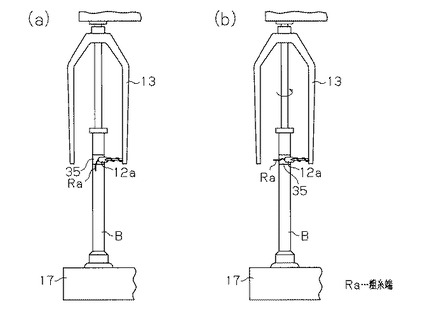
粗糸Rが所定量ボビンBに巻き取られて粗紡機の運転が停止され、玉揚げ及びボビンホイール18への空のボビンBの挿入完了後、図2(a)に示すように、ボビンレール17はボビンBの面ファスナー35がプレッサ12のプレッサパドル12aと対応する位置に配置される。そして、プレッサパドル12a及びプレッサパドル12aから垂れ下がる粗糸端Raが面ファスナー35と対応する位置に配置される。その状態で粗糸Rの自動巻き付けが行われる。
【0020】
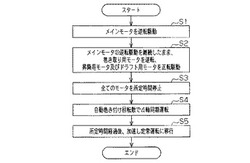
次に粗糸Rの自動巻き付け方法を図3のフローチャートにしたがって説明する。
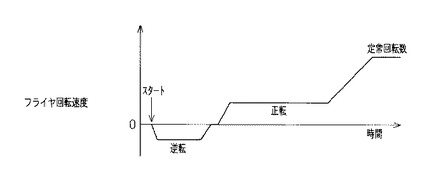
CPU41は、図4に示すように、フライヤ13を紡出運転時と逆方向に所定の回転数で所定時間回転させた後、一旦停止させ、その後、正転方向、即ち紡出運転時の回転方向に所定の低速回転数で所定時間回転させた後、定常回転数で回転させるようにメインモータMを制御する。そして、メインモータMが一旦停止されるまでに、プレッサパドル12aから垂れ下がる粗糸端RaをボビンBの面ファスナー35に広い範囲で係止させるように、ドラフト用モータ11、巻き取り用モータ21及び昇降用モータ26を制御する。なお、図4においては、回転速度を表す縦軸の値が正のときに回転が正転で行われ、縦軸の値が負のときに回転が逆転で行われていることを示す。図5においても同様に表す。
【0021】
CPU41は、ステップS1において、ドラフト用モータ11、巻き取り用モータ21及び昇降用モータ26を停止させたまま、メインモータMを逆転駆動させる。メインモータMは、フライヤ13の回転速度が所定の回転速度に短時間(1秒以下)で達する加速勾配で駆動される。その結果、フライヤ13及びボビンホイール18が同一回転数で逆転駆動される。フライヤ13が回転されることにより、プレッサ12が遠心力の作用によってボビンBに近づくように回動される。また、プレッサパドル12aから垂れ下がる粗糸端Raは、フライヤ13の回転に伴ってフライヤ13の回転方向と逆方向になびく。そして、フライヤ13の回転方向が紡出時とは逆方向のため、図2(b)に示すように、粗糸端Raは紡出時の巻き取り方向に沿ってなびく。そのため、プレッサパドル12aが粗糸端Raを面ファスナー35に押圧する位置まで回動されると、粗糸端Raは広い範囲で面ファスナー35に係止される。
【0022】
ステップS1では粗糸Rの送り出しが行われずにフライヤ13及びボビンBが同一速度で回転されるため、粗糸Rの巻き取りは行われない。プレッサパドル12aの移動に必要な時間経過後、CPU41はステップS2に進む。
【0023】
図5は、逆転期間中における各回転駆動系の回転速度の時間変化を示している。CPU41はステップS2で、メインモータMの逆転を継続したまま、巻き取り用モータ21をメインモータMの回転方向に対して逆転方向に駆動させるとともに、ドラフト用モータ11及び昇降用モータ26の駆動を開始する。図5に示すように、巻き取り用モータ21の回転方向はメインモータMの回転方向に対しては逆転方向であるが、紡出運転時の正転方向である。巻き取り用モータ21が正転方向に回転されることにより、差動歯車機構22でメインモータM及び巻き取り用モータ21の回転力が合成された結果、回転軸20に出力される回転速度は減速される。また、ドラフト用モータ11及び昇降用モータ26も、紡出運転時の回転方向に駆動され、ドラフト装置10から粗糸Rが紡出されるとともに、ボビンレール17の移動が開始される。フライヤ13及びボビンBは通常運転時と逆方向に回転されているが、ボビンBの回転速度がフライヤ13の回転速度より遅いため、粗糸Rは通常紡出運転時と同じ巻き取り方向でボビンBに巻き取られる。一定速度で所定時間巻き取りが継続された後、CPU41は、全てのモータ、即ちメインモータM、ドラフト用モータ11、巻き取り用モータ21及び昇降用モータ26を同期して所定の減速勾配で減速させて停止させる。この実施形態では減速勾配の絶対値がフライヤ13の逆転開始時における加速勾配の絶対値より小さくなるように設定されている。なお、ステップS1及びステップS2の合計時間は、紡出条件によっても異なるが、例えば、数秒程度である。
【0024】
そして、CPU41はステップS3において、全てのモータ、即ちメインモータM、ドラフト用モータ11、巻き取り用モータ21及び昇降用モータ26を所定時間停止させる。所定停止時間は、例えば、1秒前後である。
【0025】
次にCPU41はステップS4において、メインモータM、ドラフト用モータ11、巻き取り用モータ21及び昇降用モータ26を同期して正転駆動させる(4軸同期運転)。CPU41は、各モータを所定の加速勾配で所定回転速度まで加速させた後、所定時間一定速度で回転させる。この間に粗糸Rの自動巻付けが完了する。フライヤ13の逆転駆動時と異なり、停止後の再起動時から玉揚げ停止まで、フライヤ13はボビンBの回転速度より遅い速度で回転駆動されるため、粗糸Rは、フライヤ13及びボビンBが停止前に逆回転してボビンBに巻き取られた巻き取り方向と同じ方向に巻き取られる。
【0026】
CPU41は所定時間経過後、ステップS5で全てのモータを同期して通常紡出運転時の定常回転速度まで加速させて、定常運転に移行する。
なお、ステップS3で全てのモータが所定時間停止した後の動作であるステップS4及びステップS5の動作は、従来技術と同じである。
【0027】
この実施形態では以下のような効果を得ることができる。
(1)ドラフト装置10を停止させた状態でフライヤ駆動系及び巻き取り駆動系を動作させてプレッサ12に保持されている粗糸端Raを面ファスナー35に接触させた後、ドラフト装置10を駆動して粗糸Rを送り出すとともに粗糸Rの巻き取りを行い、その後、一旦全ての駆動系を停止させた後、紡出運転に移行する。したがって、粗糸自動巻き付けが開始された後、一旦全ての駆動系が停止される前に、プレッサ12が遠心力によりボビンBに近づく方向に移動されて、粗糸端Raが面ファスナー35に接触した状態で巻き取りが行われて、粗糸端Raが面ファスナー35と広い範囲で係止される状態となる。その結果、その後に全ての駆動系が一旦停止された際に、プレッサ12がボビンBから離れ難くなり、粗糸Rの自動巻き付けの成功率が向上する。
【0028】
(2)ドラフト装置10を停止させた状態でフライヤ駆動系及び巻き取り駆動系を逆転駆動させて、プレッサ12に保持されている粗糸端RaをボビンBの面ファスナー35に接触させる。フライヤ13が逆転駆動されるため、プレッサ12から垂れ下がった状態の粗糸端RaがボビンBの粗糸巻き取り方向に沿うようになびくため、面ファスナー35に粗糸Rが絡み付き易くなる。
【0029】
(3)フライヤ駆動系が逆転駆動されて所定回転速度に達するまでの加速勾配の絶対値が、前記所定回転速度から停止に至るまでの減速勾配の絶対値より大きく設定されている。プレッサ12は、フライヤ13が逆転される際に受ける遠心力によってボビンBに近づくように移動するため、加速勾配が大きければ、粗糸端RaがボビンBの面ファスナー35に強い力で当接するようになる。したがって、粗糸端RaがボビンBの面ファスナー35に絡み易くなる。
【0030】
(4)粗糸端RaがボビンBの面ファスナー35に接触した後の粗糸Rの巻き取りは、フライヤ13の回転速度を一定に保持したまま、ボビンBの回転速度が低くなるように減速させることにより行われる。フライヤ13及びボビンBが同一回転数で逆転されている状態から粗糸Rの巻き取りを行う状態に移行するには、フライヤ13の回転速度を高める方法と、ボビンBの回転速度を低下させる方法とがある。フライヤ駆動系の慣性力は巻き取り駆動系の慣性力より大きいため、巻き取り駆動系を変速する方が制御し易い。この実施形態ではボビンこの回転速度が低くなるように、即ち巻き取り駆動系の制御が優先されるため、制御が容易になる。
【0031】
(5)フライヤ13及びボビンホイール18の駆動機構は差動歯車機構22を備えるとともに、差動歯車機構22への巻き取り用モータ21の回転入力がない状態でメインモータMのみが駆動されると、フライヤ13及びボビンホイール18を同一速度で回転させ、巻き取り用モータ21の回転入力によってボビンホイール18の回転速度が変更される。したがって、フライヤ13及びボビンホイール18を機械的に完全に独立して駆動する構成に比較して、同期駆動制御が容易になる。また、ボビンBを逆転駆動させる場合でも、メインモータMとして正逆回転可能なモータを使用すれば、巻き取り用モータ21として正逆回転可能なモータを使用しなくても済む。
【0032】
(第2の実施形態)
次に第2の実施形態を、図6及び図7を参照しながら説明する。なお、第2の実施形態は、フライヤ13及びボビンホイール18が機械的に連結されずに、それぞれ独立してメインモータM及び巻き取り用モータ45により駆動される点と、巻き取り用モータ45の制御が前記第1の実施形態と異なる。その他の構成は第1の実施形態と同様であるため、同様の部分については同一符号を付してその詳細な説明を省略する。
【0033】
図6に示すように、差動歯車機構22はなく、メインモータMはフライヤ13用の回転軸15を駆動し、巻き取り用モータ45はボビンホイール18用の回転軸20を駆動する。巻き取り用モータ45は正逆回転駆動可能に構成されている。この実施形態においても、粗糸の自動巻き付け及び通常紡出運転の際に、フライヤ13の回転速度の変化が、差動歯車機構22を備えた紡機の場合と同じになるようにメインモータMが駆動制御される。また、ボビンBの回転状態、粗糸Rの紡出状態、リフターラック23の昇降状態が第1の実施形態と同様になるようにドラフト用モータ11、巻き取り用モータ45及び昇降用モータ26が駆動制御される。
【0034】
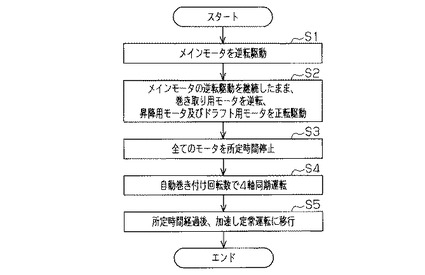
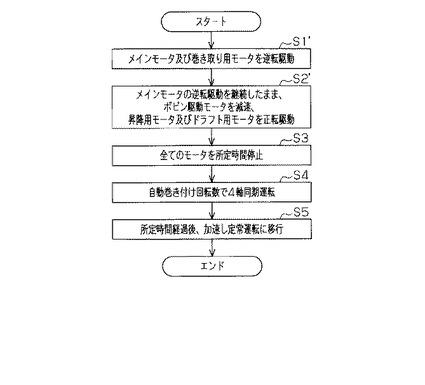
次に粗糸自動巻き付け方法を図7のフローチャートにしたがって説明する。
CPU41は、ステップS1’において、ドラフト用モータ11及び昇降用モータ26を停止させたまま、メインモータM及び巻き取り用モータ45を同一回転速度で逆転駆動させる。そして、フライヤ13及びボビンホイール18が同一回転数で逆転駆動されてプレッサ12が遠心力の作用によってボビンBに近づくように回動され、プレッサパドル12aから垂れ下がる粗糸端Raが面ファスナー35に接触する。プレッサパドル12aの移動に必要な時間経過後、CPU41はステップS2’に進む。
【0035】
CPU41はステップS2’で、メインモータMの逆転速度は同じに保持したまま、巻き取り用モータ45をメインモータMの回転速度より低速の所定速度に減速させるとともに、ドラフト用モータ11及び昇降用モータ26の駆動を開始する。その結果、ドラフト装置10から粗糸が紡出されるとともに、ボビンBの回転速度がフライヤ13の回転速度より遅い状態でフライヤ13及びボビンBが通常運転時と逆方向に回転され、粗糸Rは通常紡出運転時と同じ巻き取り方向でボビンBに巻き取られる。一定速度で所定時間巻き取りが継続された後、CPU41は、全てのモータ、即ちメインモータM、ドラフト用モータ11、巻き取り用モータ45及び昇降用モータ26を同期して所定の減速勾配で減速させて停止させる。
【0036】
なお、この実施形態では、巻き取り用モータ45以外のモータ、即ちメインモータM、ドラフト用モータ11及び昇降用モータ26は、図5に示す回転速度変化となるように制御される。一方、巻き取り用モータ45は、図5に示すボビン回転速度変化となるように制御される。
【0037】
そして、CPU41はステップS3において、全てのモータ、即ちメインモータM、ドラフト用モータ11、巻き取り用モータ45及び昇降用モータ26を所定時間停止させる。以下、前記第1の実施形態と同様にステップS4及びステップS5が実施される。
【0038】
したがって、この実施形態によれば、第1の実施形態における(1)〜(4)と同様な効果の他に次の効果を得ることができる。
(6)フライヤ13を駆動するフライヤ駆動系と、ボビンホイール18を駆動する巻き取り駆動系とが機械的に連結されておらず、差動歯車機構22が不要となるため、駆動機構の構成が簡単になる。
【0039】
実施形態は前記に限定されるものではなく、例えば次のように構成してもよい。
○ フライヤ駆動系が逆転駆動されて所定回転速度に達するまでの加速勾配の絶対値は、所定回転速度から停止に至るまでの減速勾配の絶対値より大きく設定されている必要はなく、減速勾配より小さく設定されても、減速勾配と同じに設定されてもよい。
【0040】
○ 第1の実施形態において、粗糸端RaがボビンBの面ファスナー35に接触した後の粗糸Rの巻き取りは、フライヤ13の回転速度を一定に保持したまま、ボビンBの回転速度が低くなるように減速させる代わりに、ボビンBの回転速度、即ちボビンホイール18の回転速度を一定に保持したまま、フライヤ13の回転速度を高くしてもよい。しかし、フライヤ13の回転速度を一定に保持したまま、ボビンBの回転速度を低下させる方が、制御が容易になる。
【0041】
○ ドラフト装置10をドラフト用モータ11でフライヤ駆動系と独立して駆動する構成に代えて、メインモータMにより駆動されるドライビングシャフトの回転をクラッチを介して伝達する構成としてもよい。具体的には、ドライビングシャフトとドラフト装置10の回転軸との間に、切換機構28のように一対の歯車列と、各歯車列の回転を中間軸に伝達する2つの電磁クラッチを備えた切換機構を備え、ドライビングシャフトの回転方向が変更されても、回転軸が正転方向にのみ駆動される構成とする。
【0042】
○ 粗糸の巻き取り開始位置はボビンBの中間位置からではなく、ボビンBの粗糸巻き取り可能位置の上端から開始してもよい。
○ リフターラック23を昇降動させる構成は、一定方向に回転駆動される駆動軸27の回転方向を切換機構28を介して変更する構成に限らない。例えば、昇降用モータ26として正逆回転可能なモータを使用するとともに、切換機構28を省略して、昇降用モータ26の回転方向を変更することで回転軸25の回転方向を変更する構成としてもよい。
【0043】
以下の技術的思想(発明)は前記実施形態から把握できる。
(1)請求項1〜請求項4のいずれか一項に記載の発明において、前記フライヤ駆動系及び巻き取り駆動系は差動歯車機構を備える駆動機構で連結され、前記差動歯車機構への巻き取り用モータの回転入力がない状態でメインモータのみが駆動されると、フライヤ及びボビンホイールを同一速度で回転させ、巻き取り用モータの回転入力によってボビンホイールの回転速度が変更される。
【図面の簡単な説明】
【0044】
【図1】第1の実施形態における粗紡機の駆動系の概略図。
【図2】(a)はプレッサがボビンの粗糸巻き付け位置に配置された状態の模式図、(b)はフライヤの回転方向と粗糸端の位置関係を示す模式図。
【図3】粗糸自動巻き付けの手順を示すフローチャート。
【図4】フライヤ回転速度の時間変化を示すタイムチャート。
【図5】逆転期間中における各回転駆動系の回転速度の時間変化を示すタイムチャート。
【図6】第2の実施形態における粗紡機の駆動系の概略図。
【図7】粗糸自動巻き付けの手順を示すフローチャート。
【符号の説明】
【0045】
B…ボビン、R…粗糸、Ra…粗糸端、10…ドラフト装置、12…プレッサ、13…フライヤ、35…粗糸端係止部としての面ファスナー。
【技術分野】
【0001】
本発明は、粗紡機における粗糸自動巻き付け方法に関する。
【背景技術】
【0002】
従来、粗紡機における粗糸自動巻き付け方法として、フライヤをドラフトパートと独立して駆動することができる粗紡機において、空ボビンを設置後、ボビンレールを巻始め位置に配置して、起動時に一時的に粗糸送り出しを停止した状態でフライヤを逆転させ、その後、正転方向に通常運転を行う方法が知られている(例えば、特許文献1参照。)。
【特許文献1】特表平11−513085号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
従来の粗糸自動巻き付け方法では、粗糸の送り出しを停止した状態でフライヤを回転させることにより、空ボビンの所定位置に設けられている面ファスナーに、プレッサパドルから垂れ下がっている粗糸端を接触させる。しかし、特許文献1の方法では、フライヤの逆転動作後に一旦フライヤが停止してから正転される。従って、逆転動作後にフライヤが減速及び停止する時の反動などにより、プレッサがボビンから離れる方向に移動してしまい、自動巻き付けが失敗する場合がある。
【0004】
本発明は、前記の問題に鑑みてなされたものであって、その目的は従来に比べて粗糸の自動巻き付けの成功率を向上させることができる粗紡機における粗糸自動巻き付け方法を提供することにある。
【課題を解決するための手段】
【0005】
前記の目的を達成するため、請求項1に記載の発明は、フライヤ駆動系及び巻き取り駆動系がドラフト装置と独立駆動可能に構成されるとともに、粗糸係止部を備えたボビンを使用する粗紡機において、前記ドラフト装置を停止させた状態で前記フライヤ駆動系及び前記巻き取り駆動系を逆転動作させてプレッサに保持されている粗糸端をボビンの粗糸係止部に接触させた後、前記ドラフト装置を駆動して粗糸を送り出すとともに粗糸の巻き取りを行い、その後、一旦全ての駆動系を停止させた後、紡出運転に移行する。ここで、「粗糸係止部」とは、ボビンに巻き付けられる粗糸の端部を保持する機能を果たすもので、一般に面ファスナーで構成される。
【0006】
この発明では、粗糸の送り出しが停止された状態で、フライヤ及びボビンが逆回転されることにより、プレッサが遠心力によりボビンに近づく方向に移動されて、プレッサに保持されている粗糸端がボビンの粗糸係止部に接触する。フライヤが逆転駆動されるため、プレッサから垂れ下がった状態の粗糸端がボビンの粗糸巻き取り方向に沿うようになびくため、粗糸係止部に粗糸が絡み付き易くなる。その後、粗糸端がボビンに接触した状態でドラフト装置が駆動されて粗糸が送り出されるとともに、粗糸の巻き取りが行われる。粗糸の巻き取りが行われることにより、粗糸端が広い範囲で粗糸係止部に係止される。その後、一旦全ての駆動系が停止された後、紡出運転に移行される。即ち、一度プレッサが遠心力によりボビンに近づく方向に移動されて、粗糸端がボビンの粗糸係止部に接触した状態で巻き取りが行われて、粗糸端が粗糸係止部と広い範囲で係止される状態となる。その結果、その後に全ての駆動系が一旦停止された際に、プレッサがボビンから離れ難くなり、粗糸の自動巻き付けの成功率が向上する。
【0007】
請求項2に記載の発明は、請求項1に記載の発明において、前記フライヤ駆動系が逆転駆動されて所定回転速度に達するまでの加速勾配の絶対値が、前記所定回転速度から停止に至るまでの減速勾配の絶対値より大きく設定されている。プレッサは、フライヤが逆転される際に受ける遠心力によってボビンに近づくように移動するため、加速勾配の絶対値が大きければ、粗糸端がボビンの粗糸係止部に強い力で当接するようになる。したがって、この発明では、粗糸端がボビンの粗糸係止部に絡み易くなる。
【0008】
請求項3に記載の発明は、請求項1又は請求項2に記載の発明において、前記粗糸端がボビンの前記粗糸係止部に接触した後の粗糸の巻き取りは、フライヤの回転速度を一定に保持したまま、ボビンの回転速度が低くなるように減速させることにより行われる。フライヤ及びボビンが同一回転数で逆転されている状態から粗糸の巻き取りを行う状態に移行するには、フライヤの回転速度を高める方法と、ボビンの回転速度を低下させる方法とがある。フライヤ駆動系の慣性力は巻き取り駆動系の慣性力より大きいため、巻き取り駆動系を変速する方が制御し易い。この発明では、ボビンの回転速度が低くなるように、即ち巻き取り駆動系の制御が優先されるため、制御が容易になる。
【発明の効果】
【0009】
本発明によれば、従来に比べて粗糸の自動巻き付けの成功率を向上させることができる。
【発明を実施するための最良の形態】
【0010】
(第1の実施形態)
以下、本発明を具体化した第1の実施形態を図1〜図4にしたがって説明する。
先ず、粗紡機の構成を説明すると、図1に示すように、ドラフト装置10は、ドラフト用モータ11によりベルト伝動機構及び歯車列(いずれも図示せず)を介して回転駆動されるようになっている。下部にプレッサ12を備えたフライヤ13の上部には被動歯車14が一体回転可能に嵌着固定されている。メインモータMにより駆動されるドライビングシャフト(図示せず)の回転がベルト伝動機構(図示せず)を介して伝達される回転軸15には、被動歯車14と噛合する駆動歯車16が一体回転可能に固定されている。メインモータMには正逆回転可能なモータが使用されている。
【0011】
ボビンレール17上に装備されたボビンホイール18には被動歯車18aが固着されている。被動歯車18aと噛合する駆動歯車19が嵌着固定された回転軸20には、ドライビングシャフトの回転力と、巻き取り用モータ21による回転力とが差動歯車機構22により合成されて伝達されるようになっている。差動歯車機構22は、巻き取り用モータ21からの回転入力がない状態ではボビンホイール18をフライヤ13と同じ回転数(回転速度)で回転させる出力となり、巻き取り用モータ21からの回転入力がある状態では、巻き取り用モータ21からの回転入力に対応してボビンホイール18の回転数が変更されるようになっている。
【0012】
ボビンレール17にはリフターラック23が固定されている。リフターラック23と噛合する歯車24が嵌着された回転軸25には、昇降用モータ26により駆動される駆動軸27の回転が切換機構28及び歯車列を介して伝達される。切換機構28は中間軸29と、該中間軸29と前記駆動軸27との間に設けられた一対の歯車列30,31と、歯車列30,31の回転を中間軸29に伝達する電磁クラッチ32,33とから構成されている。そして、電磁クラッチ32,33の励消磁により回転軸25の回転方向、即ちボビンレール17の昇降動の方向が変更されるようになっている。
【0013】
回転軸25の端部にはボビンレール17の移動方向を検知するセンサとしてのロータリエンコーダ34が接続されている。ロータリエンコーダ34は回転軸25の正転、逆転に対応してそれぞれ別のパルス信号を出力するようになっており、ボビンレール17の上昇、下降の区別がパルス信号からも確認できるようになっている。
【0014】
粗糸Rの巻き取りには、粗糸係止部としての面ファスナー35を備えたボビンBが使用される。即ち、粗紡機は、フライヤ駆動系及び巻き取り駆動系がドラフト装置10と独立駆動可能に構成されるとともに、粗糸係止部としての面ファスナー35を備えたボビンBを使用して粗糸の巻き取りを行う。
【0015】
ドラフト用モータ11、メインモータM、巻き取り用モータ21及び昇降用モータ26は、制御装置36の指令に基づいて制御されるそれぞれ独立のインバータ37,38,39,40を介して駆動制御されるようになっている。
【0016】
制御装置36は、CPU(中央処理装置)41、プログラムメモリ42、作業用メモリ43及び入力装置44を備えている。CPU41はプログラムメモリ42に記憶された所定のプログラムデータに基づいて動作し、図示しないインタフェース、駆動回路及び各インバータ37〜40を介してドラフト用モータ11、メインモータM、巻き取り用モータ21及び昇降用モータ26を制御する。また、CPU41は図示しないインタフェース及び駆動回路を介して電磁クラッチ32,33を励消磁制御する。ボビンレール17は電磁クラッチ32が励磁されたときに上昇移動され、電磁クラッチ33が励磁されたときに下降移動されるようになっている。両電磁クラッチ32,33が同時に励磁されることはない。
【0017】
プログラムメモリ42には粗糸の自動巻き付けのためのプログラムが記憶されている。
次に前記のように構成された装置の作用を説明する。機台の運転に先立ってまず紡出粗糸重量、繊維種、フライヤ回転数、撚り数等の紡出条件が入力装置44により入力される。また、粗糸自動巻き付け時のフライヤ逆転回転数、加速勾配、減速勾配等を初期値と変更する場合にはその値が入力装置44により入力される。
【0018】
機台の運転が開始されると、メインモータM、ドラフト用モータ11、巻き取り用モータ21及び昇降用モータ26がそれぞれ駆動される。メインモータMの駆動によりフライヤ13が回転駆動される。また、差動歯車機構22に入力されたメインモータMの回転力と、巻き取り用モータ21の回転力とが差動歯車機構22で合成され、合成された回転力により回転軸20が駆動されてボビンホイール18が回転駆動される。その結果、ドラフト装置10から紡出された粗糸Rがフライヤ13により加撚され、フライヤ13より高速で回転するボビンBに層状に巻き取られる。また、昇降用モータ26の駆動により、切換機構28、回転軸25等を介してリフターラック23とともにボビンレール17が昇降動される。
【0019】
粗糸Rが所定量ボビンBに巻き取られて粗紡機の運転が停止され、玉揚げ及びボビンホイール18への空のボビンBの挿入完了後、図2(a)に示すように、ボビンレール17はボビンBの面ファスナー35がプレッサ12のプレッサパドル12aと対応する位置に配置される。そして、プレッサパドル12a及びプレッサパドル12aから垂れ下がる粗糸端Raが面ファスナー35と対応する位置に配置される。その状態で粗糸Rの自動巻き付けが行われる。
【0020】
次に粗糸Rの自動巻き付け方法を図3のフローチャートにしたがって説明する。
CPU41は、図4に示すように、フライヤ13を紡出運転時と逆方向に所定の回転数で所定時間回転させた後、一旦停止させ、その後、正転方向、即ち紡出運転時の回転方向に所定の低速回転数で所定時間回転させた後、定常回転数で回転させるようにメインモータMを制御する。そして、メインモータMが一旦停止されるまでに、プレッサパドル12aから垂れ下がる粗糸端RaをボビンBの面ファスナー35に広い範囲で係止させるように、ドラフト用モータ11、巻き取り用モータ21及び昇降用モータ26を制御する。なお、図4においては、回転速度を表す縦軸の値が正のときに回転が正転で行われ、縦軸の値が負のときに回転が逆転で行われていることを示す。図5においても同様に表す。
【0021】
CPU41は、ステップS1において、ドラフト用モータ11、巻き取り用モータ21及び昇降用モータ26を停止させたまま、メインモータMを逆転駆動させる。メインモータMは、フライヤ13の回転速度が所定の回転速度に短時間(1秒以下)で達する加速勾配で駆動される。その結果、フライヤ13及びボビンホイール18が同一回転数で逆転駆動される。フライヤ13が回転されることにより、プレッサ12が遠心力の作用によってボビンBに近づくように回動される。また、プレッサパドル12aから垂れ下がる粗糸端Raは、フライヤ13の回転に伴ってフライヤ13の回転方向と逆方向になびく。そして、フライヤ13の回転方向が紡出時とは逆方向のため、図2(b)に示すように、粗糸端Raは紡出時の巻き取り方向に沿ってなびく。そのため、プレッサパドル12aが粗糸端Raを面ファスナー35に押圧する位置まで回動されると、粗糸端Raは広い範囲で面ファスナー35に係止される。
【0022】
ステップS1では粗糸Rの送り出しが行われずにフライヤ13及びボビンBが同一速度で回転されるため、粗糸Rの巻き取りは行われない。プレッサパドル12aの移動に必要な時間経過後、CPU41はステップS2に進む。
【0023】
図5は、逆転期間中における各回転駆動系の回転速度の時間変化を示している。CPU41はステップS2で、メインモータMの逆転を継続したまま、巻き取り用モータ21をメインモータMの回転方向に対して逆転方向に駆動させるとともに、ドラフト用モータ11及び昇降用モータ26の駆動を開始する。図5に示すように、巻き取り用モータ21の回転方向はメインモータMの回転方向に対しては逆転方向であるが、紡出運転時の正転方向である。巻き取り用モータ21が正転方向に回転されることにより、差動歯車機構22でメインモータM及び巻き取り用モータ21の回転力が合成された結果、回転軸20に出力される回転速度は減速される。また、ドラフト用モータ11及び昇降用モータ26も、紡出運転時の回転方向に駆動され、ドラフト装置10から粗糸Rが紡出されるとともに、ボビンレール17の移動が開始される。フライヤ13及びボビンBは通常運転時と逆方向に回転されているが、ボビンBの回転速度がフライヤ13の回転速度より遅いため、粗糸Rは通常紡出運転時と同じ巻き取り方向でボビンBに巻き取られる。一定速度で所定時間巻き取りが継続された後、CPU41は、全てのモータ、即ちメインモータM、ドラフト用モータ11、巻き取り用モータ21及び昇降用モータ26を同期して所定の減速勾配で減速させて停止させる。この実施形態では減速勾配の絶対値がフライヤ13の逆転開始時における加速勾配の絶対値より小さくなるように設定されている。なお、ステップS1及びステップS2の合計時間は、紡出条件によっても異なるが、例えば、数秒程度である。
【0024】
そして、CPU41はステップS3において、全てのモータ、即ちメインモータM、ドラフト用モータ11、巻き取り用モータ21及び昇降用モータ26を所定時間停止させる。所定停止時間は、例えば、1秒前後である。
【0025】
次にCPU41はステップS4において、メインモータM、ドラフト用モータ11、巻き取り用モータ21及び昇降用モータ26を同期して正転駆動させる(4軸同期運転)。CPU41は、各モータを所定の加速勾配で所定回転速度まで加速させた後、所定時間一定速度で回転させる。この間に粗糸Rの自動巻付けが完了する。フライヤ13の逆転駆動時と異なり、停止後の再起動時から玉揚げ停止まで、フライヤ13はボビンBの回転速度より遅い速度で回転駆動されるため、粗糸Rは、フライヤ13及びボビンBが停止前に逆回転してボビンBに巻き取られた巻き取り方向と同じ方向に巻き取られる。
【0026】
CPU41は所定時間経過後、ステップS5で全てのモータを同期して通常紡出運転時の定常回転速度まで加速させて、定常運転に移行する。
なお、ステップS3で全てのモータが所定時間停止した後の動作であるステップS4及びステップS5の動作は、従来技術と同じである。
【0027】
この実施形態では以下のような効果を得ることができる。
(1)ドラフト装置10を停止させた状態でフライヤ駆動系及び巻き取り駆動系を動作させてプレッサ12に保持されている粗糸端Raを面ファスナー35に接触させた後、ドラフト装置10を駆動して粗糸Rを送り出すとともに粗糸Rの巻き取りを行い、その後、一旦全ての駆動系を停止させた後、紡出運転に移行する。したがって、粗糸自動巻き付けが開始された後、一旦全ての駆動系が停止される前に、プレッサ12が遠心力によりボビンBに近づく方向に移動されて、粗糸端Raが面ファスナー35に接触した状態で巻き取りが行われて、粗糸端Raが面ファスナー35と広い範囲で係止される状態となる。その結果、その後に全ての駆動系が一旦停止された際に、プレッサ12がボビンBから離れ難くなり、粗糸Rの自動巻き付けの成功率が向上する。
【0028】
(2)ドラフト装置10を停止させた状態でフライヤ駆動系及び巻き取り駆動系を逆転駆動させて、プレッサ12に保持されている粗糸端RaをボビンBの面ファスナー35に接触させる。フライヤ13が逆転駆動されるため、プレッサ12から垂れ下がった状態の粗糸端RaがボビンBの粗糸巻き取り方向に沿うようになびくため、面ファスナー35に粗糸Rが絡み付き易くなる。
【0029】
(3)フライヤ駆動系が逆転駆動されて所定回転速度に達するまでの加速勾配の絶対値が、前記所定回転速度から停止に至るまでの減速勾配の絶対値より大きく設定されている。プレッサ12は、フライヤ13が逆転される際に受ける遠心力によってボビンBに近づくように移動するため、加速勾配が大きければ、粗糸端RaがボビンBの面ファスナー35に強い力で当接するようになる。したがって、粗糸端RaがボビンBの面ファスナー35に絡み易くなる。
【0030】
(4)粗糸端RaがボビンBの面ファスナー35に接触した後の粗糸Rの巻き取りは、フライヤ13の回転速度を一定に保持したまま、ボビンBの回転速度が低くなるように減速させることにより行われる。フライヤ13及びボビンBが同一回転数で逆転されている状態から粗糸Rの巻き取りを行う状態に移行するには、フライヤ13の回転速度を高める方法と、ボビンBの回転速度を低下させる方法とがある。フライヤ駆動系の慣性力は巻き取り駆動系の慣性力より大きいため、巻き取り駆動系を変速する方が制御し易い。この実施形態ではボビンこの回転速度が低くなるように、即ち巻き取り駆動系の制御が優先されるため、制御が容易になる。
【0031】
(5)フライヤ13及びボビンホイール18の駆動機構は差動歯車機構22を備えるとともに、差動歯車機構22への巻き取り用モータ21の回転入力がない状態でメインモータMのみが駆動されると、フライヤ13及びボビンホイール18を同一速度で回転させ、巻き取り用モータ21の回転入力によってボビンホイール18の回転速度が変更される。したがって、フライヤ13及びボビンホイール18を機械的に完全に独立して駆動する構成に比較して、同期駆動制御が容易になる。また、ボビンBを逆転駆動させる場合でも、メインモータMとして正逆回転可能なモータを使用すれば、巻き取り用モータ21として正逆回転可能なモータを使用しなくても済む。
【0032】
(第2の実施形態)
次に第2の実施形態を、図6及び図7を参照しながら説明する。なお、第2の実施形態は、フライヤ13及びボビンホイール18が機械的に連結されずに、それぞれ独立してメインモータM及び巻き取り用モータ45により駆動される点と、巻き取り用モータ45の制御が前記第1の実施形態と異なる。その他の構成は第1の実施形態と同様であるため、同様の部分については同一符号を付してその詳細な説明を省略する。
【0033】
図6に示すように、差動歯車機構22はなく、メインモータMはフライヤ13用の回転軸15を駆動し、巻き取り用モータ45はボビンホイール18用の回転軸20を駆動する。巻き取り用モータ45は正逆回転駆動可能に構成されている。この実施形態においても、粗糸の自動巻き付け及び通常紡出運転の際に、フライヤ13の回転速度の変化が、差動歯車機構22を備えた紡機の場合と同じになるようにメインモータMが駆動制御される。また、ボビンBの回転状態、粗糸Rの紡出状態、リフターラック23の昇降状態が第1の実施形態と同様になるようにドラフト用モータ11、巻き取り用モータ45及び昇降用モータ26が駆動制御される。
【0034】
次に粗糸自動巻き付け方法を図7のフローチャートにしたがって説明する。
CPU41は、ステップS1’において、ドラフト用モータ11及び昇降用モータ26を停止させたまま、メインモータM及び巻き取り用モータ45を同一回転速度で逆転駆動させる。そして、フライヤ13及びボビンホイール18が同一回転数で逆転駆動されてプレッサ12が遠心力の作用によってボビンBに近づくように回動され、プレッサパドル12aから垂れ下がる粗糸端Raが面ファスナー35に接触する。プレッサパドル12aの移動に必要な時間経過後、CPU41はステップS2’に進む。
【0035】
CPU41はステップS2’で、メインモータMの逆転速度は同じに保持したまま、巻き取り用モータ45をメインモータMの回転速度より低速の所定速度に減速させるとともに、ドラフト用モータ11及び昇降用モータ26の駆動を開始する。その結果、ドラフト装置10から粗糸が紡出されるとともに、ボビンBの回転速度がフライヤ13の回転速度より遅い状態でフライヤ13及びボビンBが通常運転時と逆方向に回転され、粗糸Rは通常紡出運転時と同じ巻き取り方向でボビンBに巻き取られる。一定速度で所定時間巻き取りが継続された後、CPU41は、全てのモータ、即ちメインモータM、ドラフト用モータ11、巻き取り用モータ45及び昇降用モータ26を同期して所定の減速勾配で減速させて停止させる。
【0036】
なお、この実施形態では、巻き取り用モータ45以外のモータ、即ちメインモータM、ドラフト用モータ11及び昇降用モータ26は、図5に示す回転速度変化となるように制御される。一方、巻き取り用モータ45は、図5に示すボビン回転速度変化となるように制御される。
【0037】
そして、CPU41はステップS3において、全てのモータ、即ちメインモータM、ドラフト用モータ11、巻き取り用モータ45及び昇降用モータ26を所定時間停止させる。以下、前記第1の実施形態と同様にステップS4及びステップS5が実施される。
【0038】
したがって、この実施形態によれば、第1の実施形態における(1)〜(4)と同様な効果の他に次の効果を得ることができる。
(6)フライヤ13を駆動するフライヤ駆動系と、ボビンホイール18を駆動する巻き取り駆動系とが機械的に連結されておらず、差動歯車機構22が不要となるため、駆動機構の構成が簡単になる。
【0039】
実施形態は前記に限定されるものではなく、例えば次のように構成してもよい。
○ フライヤ駆動系が逆転駆動されて所定回転速度に達するまでの加速勾配の絶対値は、所定回転速度から停止に至るまでの減速勾配の絶対値より大きく設定されている必要はなく、減速勾配より小さく設定されても、減速勾配と同じに設定されてもよい。
【0040】
○ 第1の実施形態において、粗糸端RaがボビンBの面ファスナー35に接触した後の粗糸Rの巻き取りは、フライヤ13の回転速度を一定に保持したまま、ボビンBの回転速度が低くなるように減速させる代わりに、ボビンBの回転速度、即ちボビンホイール18の回転速度を一定に保持したまま、フライヤ13の回転速度を高くしてもよい。しかし、フライヤ13の回転速度を一定に保持したまま、ボビンBの回転速度を低下させる方が、制御が容易になる。
【0041】
○ ドラフト装置10をドラフト用モータ11でフライヤ駆動系と独立して駆動する構成に代えて、メインモータMにより駆動されるドライビングシャフトの回転をクラッチを介して伝達する構成としてもよい。具体的には、ドライビングシャフトとドラフト装置10の回転軸との間に、切換機構28のように一対の歯車列と、各歯車列の回転を中間軸に伝達する2つの電磁クラッチを備えた切換機構を備え、ドライビングシャフトの回転方向が変更されても、回転軸が正転方向にのみ駆動される構成とする。
【0042】
○ 粗糸の巻き取り開始位置はボビンBの中間位置からではなく、ボビンBの粗糸巻き取り可能位置の上端から開始してもよい。
○ リフターラック23を昇降動させる構成は、一定方向に回転駆動される駆動軸27の回転方向を切換機構28を介して変更する構成に限らない。例えば、昇降用モータ26として正逆回転可能なモータを使用するとともに、切換機構28を省略して、昇降用モータ26の回転方向を変更することで回転軸25の回転方向を変更する構成としてもよい。
【0043】
以下の技術的思想(発明)は前記実施形態から把握できる。
(1)請求項1〜請求項4のいずれか一項に記載の発明において、前記フライヤ駆動系及び巻き取り駆動系は差動歯車機構を備える駆動機構で連結され、前記差動歯車機構への巻き取り用モータの回転入力がない状態でメインモータのみが駆動されると、フライヤ及びボビンホイールを同一速度で回転させ、巻き取り用モータの回転入力によってボビンホイールの回転速度が変更される。
【図面の簡単な説明】
【0044】
【図1】第1の実施形態における粗紡機の駆動系の概略図。
【図2】(a)はプレッサがボビンの粗糸巻き付け位置に配置された状態の模式図、(b)はフライヤの回転方向と粗糸端の位置関係を示す模式図。
【図3】粗糸自動巻き付けの手順を示すフローチャート。
【図4】フライヤ回転速度の時間変化を示すタイムチャート。
【図5】逆転期間中における各回転駆動系の回転速度の時間変化を示すタイムチャート。
【図6】第2の実施形態における粗紡機の駆動系の概略図。
【図7】粗糸自動巻き付けの手順を示すフローチャート。
【符号の説明】
【0045】
B…ボビン、R…粗糸、Ra…粗糸端、10…ドラフト装置、12…プレッサ、13…フライヤ、35…粗糸端係止部としての面ファスナー。
【特許請求の範囲】
【請求項1】
フライヤ駆動系及び巻き取り駆動系がドラフト装置と独立駆動可能に構成されるとともに、粗糸係止部を備えたボビンを使用する粗紡機において、
前記ドラフト装置を停止させた状態で前記フライヤ駆動系及び前記巻き取り駆動系を逆転動作させてプレッサに保持されている粗糸端をボビンの粗糸係止部に接触させた後、前記ドラフト装置を駆動して粗糸を送り出すとともに粗糸の巻き取りを行い、その後、一旦全ての駆動系を停止させた後、紡出運転に移行することを特徴とする粗紡機における粗糸自動巻き付け方法。
【請求項2】
前記フライヤ駆動系が逆転駆動されて所定回転速度に達するまでの加速勾配の絶対値が、前記所定回転速度から停止に至るまでの減速勾配の絶対値より大きく設定されている請求項1に記載の粗紡機における粗糸自動巻き付け方法。
【請求項3】
前記粗糸端がボビンの前記粗糸係止部に接触した後の粗糸の巻き取りは、フライヤの回転速度を一定に保持したまま、ボビンの回転速度が低くなるように減速させることにより行われる請求項1又は請求項2に記載の粗紡機における粗糸自動巻き付け方法。
【請求項1】
フライヤ駆動系及び巻き取り駆動系がドラフト装置と独立駆動可能に構成されるとともに、粗糸係止部を備えたボビンを使用する粗紡機において、
前記ドラフト装置を停止させた状態で前記フライヤ駆動系及び前記巻き取り駆動系を逆転動作させてプレッサに保持されている粗糸端をボビンの粗糸係止部に接触させた後、前記ドラフト装置を駆動して粗糸を送り出すとともに粗糸の巻き取りを行い、その後、一旦全ての駆動系を停止させた後、紡出運転に移行することを特徴とする粗紡機における粗糸自動巻き付け方法。
【請求項2】
前記フライヤ駆動系が逆転駆動されて所定回転速度に達するまでの加速勾配の絶対値が、前記所定回転速度から停止に至るまでの減速勾配の絶対値より大きく設定されている請求項1に記載の粗紡機における粗糸自動巻き付け方法。
【請求項3】
前記粗糸端がボビンの前記粗糸係止部に接触した後の粗糸の巻き取りは、フライヤの回転速度を一定に保持したまま、ボビンの回転速度が低くなるように減速させることにより行われる請求項1又は請求項2に記載の粗紡機における粗糸自動巻き付け方法。
【図1】


【図2】
【図3】
【図4】
【図5】

【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2009−1949(P2009−1949A)
【公開日】平成21年1月8日(2009.1.8)
【国際特許分類】
【出願番号】特願2007−166388(P2007−166388)
【出願日】平成19年6月25日(2007.6.25)
【出願人】(000003218)株式会社豊田自動織機 (4,162)
【Fターム(参考)】
【公開日】平成21年1月8日(2009.1.8)
【国際特許分類】
【出願日】平成19年6月25日(2007.6.25)
【出願人】(000003218)株式会社豊田自動織機 (4,162)
【Fターム(参考)】
[ Back to top ]