
粗面化された表面を有する連続気泡型金属インプラントおよび連続気泡型金属インプラントを粗面化するための方法

【課題】本発明は、多孔性チタンフォームまたは多孔性チタン合金フォームをエッチングするためのプロセスに関する。
【解決手段】清浄で乾燥したフォーム製品が、約0.5〜約5体積パーセントのHFおよび約5〜約20体積パーセントのHNO3を含む酸性水溶液中に、所望の表面粗さに達成するのに十分な時間、浸漬される。エッチングされたフォームを加熱して、残留するチタン酸塩を除去する。このエッチングプロセスは、フォームの表面での多孔度を増大させるが、エッチング剤は、フォームの内部に完全には浸透しないので、適切な機械的特性が維持される。このエッチングプロセスは、フォーム表面における摩擦係数も増大させる。このフォームは、連続気泡型整形外科または歯科インプラントを構成してもよく、あるいは、基材の表面上のコーティングを構成してもよい。
【解決手段】清浄で乾燥したフォーム製品が、約0.5〜約5体積パーセントのHFおよび約5〜約20体積パーセントのHNO3を含む酸性水溶液中に、所望の表面粗さに達成するのに十分な時間、浸漬される。エッチングされたフォームを加熱して、残留するチタン酸塩を除去する。このエッチングプロセスは、フォームの表面での多孔度を増大させるが、エッチング剤は、フォームの内部に完全には浸透しないので、適切な機械的特性が維持される。このエッチングプロセスは、フォーム表面における摩擦係数も増大させる。このフォームは、連続気泡型整形外科または歯科インプラントを構成してもよく、あるいは、基材の表面上のコーティングを構成してもよい。
【発明の詳細な説明】
【開示の内容】
【0001】
〔関連出願〕
本出願は、2008年6月30日に出願された米国特許出願第61/076,861号に対する優先権を主張し、かかる特許出願の開示内容は、その全体が本明細書中に組み込まれる。
【0002】
〔技術分野〕
本発明はとりわけ、粗面化された表面を有する連続気泡型金属医療用インプラント(open-celled metal medical implants)、および連続気泡型金属インプラントの表面を粗面化する方法に関する。より詳しくは、本発明は、そのようなインプラントおよび方法であって、連続気泡型金属インプラントが、チタン(純粋か、または合金形態にあるか、のいずれか)、より詳しくは焼結チタン粉末を含有し、インプラントが、整形外科インプラントとしての使用が意図されている、インプラントおよび方法に関する。
【0003】
〔背景〕
整形外科インプラントは、関節置換術において、例えば、全膝関節形成術、全股関節形成術、および肩関節形成術、ならびに、脊柱手術、および外傷ケアにおいて、使用されてきた。整形外科インプラントについて長く探究されてきた多数の設計基準があり、この中には、(1)インプラントが、機能を失うことなく、あるいはいかなる有害なプロセス応答をも引き起こすことなく、長い耐用寿命を有していなければならないこと、(2)インプラントが、このインプラントが植え込まれる骨の正常な機能を回復しなければならないこと、および(3)インプラントが、商業規模で生産可能でなければならないことが含まれる。上述の基準を満足しようとするとき、インプラントは、課せられる負荷、多くの場合には振動する性質による課せられる負荷を支持しなければならないだけでなく、インプラントと骨との間の界面もまた負荷要求によく耐えなければならない。
【0004】
一般的に、インプラント/骨界面での固定を達成するためには、2つのアプローチ、すなわち、インプラントを適所にセメントで接着すること、およびセメント無しで骨にインプラントを固定することがあった。セメントで接着される適用については、ポリメチルメタクリレートといったプラスチックセメントが多くの場合、インプラントを骨に付着させると共に、インプラントと骨との間の適合性を改善するために使用される。セメントで接着されない適用については、短期間の固定は、摩擦適合を介して達成され、長期間の固定は、インプラントへの骨の内殖を介して達成され、骨の内殖を達成するために、インプラントには、骨と噛み合い、ある期間の後で人工器官が骨構造内に組み込まれるようになるよう骨内殖をもたらす、不規則な表面が提供されてきた。
【0005】
不規則な表面を備えたインプラントを作成するために、いくつかの技術が使用されてきた。しばしばインプラントには、多孔性表面を作成するために、中実の金属基材(solid metal substrate)上にビーズといった金属要素(metal elements)のコーティングが提供される。典型的なそのようなコーティングは、米国特許第3,855,638号、同第4,206,516号、同第4,156,943号、および同第4,612,160号に開示されているものである。米国特許第5,368,881号、および同第5,658,333号は、人工器官に対して粗面化された表面を生成するために、非球形の粉末を使用することを示している。
【0006】
そのような多孔性の不規則な表面は、例えばグリットブラスト仕上げにより、粗面化され得るが、グリットブラスト仕上げは、基材の表面層の金属要素(例えば、ビーズ)を傷つけることにより、表面トポグラフィーに有意な変化を引き起こす場合がある。その他の機械的粗面化技術、例えば、引っ掻き、またはバリ研削(burr grinding)もまた、使用されて来た。これらの技術もまた、基材の歪み、過剰な材料の除去、特定の表面を粗面化できないこと、または粗面化することが難しいこと、ならびに、首尾一貫しない表面粗面仕上げを含めた、欠点を示す場合がある。多孔性の表面はまた、例えば、米国特許出願公開第20060289388 A1号(名称「Implants with textured surface and methods for producing the same」)および米国特許出願公開第20040167633号(名称「Metallic implants having roughened surfaces and methods for producing the same」)において教示されているようなエッチングにより、粗面化され得る。
【0007】
完全に多孔性の、または連続気泡型の金属性構造体を含むインプラントもある。例えば、金属基材を必要としないタンタル金属連続気泡型金属性構造体(「Trabecular Metal」)がある。その他の連続気泡型金属性構造体は、その他の金属でも入手可能であり、例えば、米国特許出願第20060002810 A1号、ならびに、米国特許第6,849,230号、同第5,104,410号、および同第3,852,045号(これらの全体が参照により本明細書中に組み込まれる)は、粉末金属から作製された多孔性金属インプラントを開示している。全体が本明細書中に参照により組み込まれる米国特許出願第11/677,140号もまた、粉末金属から作製された多孔性金属インプラントを開示している。焼結ワイヤメッシュから作製されようと、焼結金属粉末から作製されようと、その他の材料のものから作製されようと、そのようなインプラントは、構造体の実質的に全体が隅から隅まで多孔性である(すなわち、インプラントの少なくとも1つの断面で隅から隅まで連続気泡型になっている)と言ってもさしつかえなく、「連続気泡型金属インプラント」と本明細書中では称される。これらのインプラントがチタンを含有する場合(すなわち、インプラントがチタンまたはチタン合金から作製される場合)、そのような連続気泡型金属インプラントは、「連続気泡型チタンインプラント」と本明細書中では称される。粉末金属から作製される場合、そのような連続気泡型金属インプラントは、「連続気泡型焼結粉末金属インプラント」と本明細書中では称される。チタンを含有する粉末金属から作製される場合(すなわち、粉末金属が、チタンまたはチタン合金を含む場合)、そのような連続気泡型焼結粉末金属インプラントは、「連続気泡型焼結チタン粉末インプラント」と本明細書中では称される。
【0008】
連続気泡型金属インプラント(連続気泡型焼結粉末金属インプラントを含めた)は、組織内殖を支持することができる高体積の多孔度を提供する上で都合が良い。連続気泡型金属インプラントの骨内殖および初期の安定性は、連続気泡型金属インプラントの表面粗さを増大させることにより、最適化されることができると予測される一方で、焼結後機械加工(post-sintering machining)は、このプロセスが、細孔を閉じ、インプラントの表面を汚すことがあるので、実行されることができない。グリットブラスト仕上げは、ガラスビーズが、細孔の中に埋め込まれるようになることがあるので、そのような連続気泡型金属インプラントで使用するのには適していない。連続気泡型金属インプラントをエッチングすることは、すでに高い多孔性を有するインプラントを弱めることがある。
【0009】
〔概要〕
本発明は、細孔を閉じることなく、また、グリットが埋め込まれることなく、しかも、適切な機械的特性を維持しながら、連続気泡型金属インプラントの骨内殖および初期の安定性を最適化するという必要性または要求に取り組んでいる。
【0010】
本発明の一つの側面は、連続気泡型金属インプラントをエッチングするためのプロセスに関し、このプロセスは、乾燥インプラントを、約0.5〜約5体積パーセントのHF、および約5〜約16体積パーセントのHNO3を含む酸性水溶液に、所望の表面粗さを達成するのに十分な時間、接触させることを含む。ある実施形態において、酸性水溶液は、HFを体積で約1〜約3パーセント含む。ある特定の実施形態において、酸性水溶液は、HNO3を体積で約7〜約13パーセント含む。
【0011】
ある実施形態は、多孔性チタンフォーム(porous titanium foam)、または多孔性チタン合金フォームをエッチングするためのプロセスに関し、このプロセスは、
−フォームを清浄化すること、
−フォームを乾燥させること、
−フォームを、約0.5〜約5体積パーセントのHF、および約5〜約20体積パーセントのHNO3を含む酸性水溶液に、所望の表面粗さを達成するのに十分な時間、接触させること、
−酸性溶液からフォームを取り出し、フォームを水に接触させて残留している酸を除去すること、および、
−オプションで、フォームを800〜1000℃に少なくとも0.5時間、好ましくは1〜2時間加熱することにより、フォームの表面上に現れるあらゆる暗色を除去すること、
を含む。
【0012】
本明細書中に記載されている溶液でエッチングされる連続気泡型金属インプラントは、チタンおよび/またはチタン合金を含有する連続気泡型チタンインプラントであってもよい。好適な金属の例としては、純チタンおよびチタン合金、例えば、Cp−Ti(商業的な純チタン)およびTi6Al4V(ASTM−F 1580−01に指定されているような、6%アルミニウムおよび4%バナジウムと共に合金化されたチタン)を含む。好適なチタンまたはチタン合金フォームとしては、フォームを酸性溶液に接触させる前に、約60〜約75パーセントの多孔度を有するものを含む。本発明のプロセスによりエッチングされる連続気泡型チタンインプラントは、連続気泡型焼結チタン粉末インプラントを含んでもよい。
【0013】
連続気泡型チタンインプラントについて、プロセスは好ましくは、エッチングにより誘導される副生物であり得るエッチングされた表面上の暗い変色を除去するステップを含む。このステップは、エッチングされた連続気泡型チタンインプラントを、高温(例えば、800〜1000℃)に、減圧炉において、ある期間(例えば、1時間)加熱することを含む。このステップにより、エッチングの副生物(etched byproducts)を実質的に含まない、粗面化された連続気泡型チタンインプラントが生成される。
【0014】
ある実施形態において、フォームは、約30分以下の時間、酸性水溶液に接触させられる。ある方法は、フォームを、酸性水溶液に、約1〜約10分の時間、または約2〜約5分の時間、接触させることを含む。
【0015】
フォームを酸性溶液に接触させる前に、フォーム上の粉塵または減磨脂の少なくとも一部を除去することが、都合良いかも知れない。ある実施形態は、フォームを酸性溶液に接触させた後で、残留する酸を除去するために、濯ぎ水溶液(aqueous rinse solution)を利用する。
【0016】
ある実施形態は、濯ぎ溶液により導入される水の少なくとも一部を除去する。水を除去する一つの方法は、フォームをガス流に、ある時間、フォームから水の少なくとも一部を除去するのに有効な条件下で接触させることである。濯がれたフォームから水を除去する他の方法は、フォームを、25℃よりも上の温度まで加熱することによる。
【0017】
本発明のプロセスは、連続気泡型金属インプラントの粗面仕上げの深さを制御することも可能にする。乾燥インプラントをエッチング溶液に迅速に完全に浸漬させることにより、いくらかの空気がインプラントの内部の気泡(cells)の中に捕捉されたまま残り、空気圧と表面張力との組み合わせが、エッチング溶液の浸透を制限するか、または遅くし、これにより、インプラントの内部構造のあらゆる弱化を制限しながら、インプラントの表面上(および、表面のすぐ下に制限された深さまで)の粗さを増大させるであろう。このプロセスを使用すると、全容積多孔度(bulk porosity)が60〜75%で、表面から約1mmまでの多孔度が約5〜10%高くなっている粗面化された連続気泡型金属インプラントが生成され得る。その上、そのようなインプラントにおいて、表面および表面から約1mmの深さまでの細孔縁は、鋭くなり、一方、インプラントの中心部の細孔縁は、鋭くない状態のまま残るであろう。
【0018】
このように、他の側面において、本発明は、粗面化された表面を有し、エッチングの副生物残渣を実質的に含まない、連続気泡型チタンインプラント(連続気泡型焼結チタン粉末インプラントを含めた)を提供する。加えて、本発明は、粗面化された表面を有し、インプラントの全容積多孔度よりも多孔性が大きい表面を有する、連続気泡型金属インプラント(連続気泡型焼結粉末金属インプラントを含めた)を提供する。
【0019】
本発明のある側面は、連続気泡型金属医療用インプラントをエッチングするためのプロセスに関し、このプロセスは、インプラントを清浄化することと、清浄化されたインプラントをオーブンで乾燥させることと、乾燥インプラントを酸性の水性エッチング剤浴に浸漬させることと、酸を除去するためにエッチングされたインプラントを清浄化することと、エッチングされたインプラントの表面上の弱い結合物(weak connections)を除去するために、噴射水をエッチングされたインプラントにスプレーすることと、望ましくない残渣を除去するために、エッチングされたインプラントを加熱することと、を含む。
【0020】
本発明のその他の側面は、表面層(outer surface)および本体を有する連続気泡型金属医療用インプラントに関し、インプラントの表面層は、インプラントの全容積多孔度よりも大きな平均多孔度を有する。これらのインプラントのうちのあるものは、1mm未満の厚みの外側表面層(outer surface layer)を有する。ある多孔性チタンフォームは、ASTM D4518−91により測定されたときに0.4または0.8を超える静止摩擦係数を有する。あるインプラントは、50MPaを超える0.2%圧縮降伏強さを有する。
【0021】
本発明のさらなるその他の側面は、ASTM D4518−91により測定されたときに0.4を超える静止摩擦係数を有する多孔性チタンフォームに関する。あるフォームは、ASTM D4518−91により測定されたときに、0.8または1.0を超える静止摩擦係数を有する。ある特定のフォームは、表面層および本体を有する連続気泡型焼結チタン粉末インプラントを画定し、インプラントの表面層が、インプラントの全容積多孔度よりも大きな平均多孔度を有する。ある実施形態において、インプラントの全容積多孔度は、少なくとも60%であり、表面層の平均多孔度は、全容積多孔度よりも少なくとも5%大きい。あるフォームは、50MPaを超える0.2%圧縮降伏強さを有する。
【0022】
〔例示的な実施形態の詳細な説明〕
本発明の一つの側面は、連続気泡型金属インプラントの表面を粗面化するエッチングプロセスに関連する。そのような連続気泡型金属インプラントを含む物品としては、整形外科インプラント、および歯科インプラントを含む。本発明の他の側面は、エッチングプロセスにより生成される粗面化された連続気泡型金属インプラントに関連する。これらのインプラントは、整形外科インプラントであってもよいし、歯科インプラントであってもよい。本明細書中で使用される下記の用語は、以下の意味を有する。
【0023】
「連続気泡型金属医療用インプラント」は、整形外科インプラントまたは歯科インプラントのいずれかとして使用するためのサイズおよび形状を有する連続気泡型金属インプラントである。
【0024】
「連続気泡型金属整形外科インプラント」は、関節置換術、脊柱手術、または外傷に使用するためのサイズおよび形状を有する連続気泡型金属医療用インプラントであり、骨、例えば、大腿骨、脛骨、または上腕骨の髄内管(intramedullary canal)内に受容されるべきサイズおよび形状を有するステムと共に、例えば、脛骨プレート、寛骨臼カップ、脊柱インプラント、髄内くぎ(intramedullary nails)、骨プレート、および関節窩コンポーネントといったものを備える。「連続気泡型金属整形外科インプラント」は、連続気泡型金属医療用インプラント、および連続気泡焼結粉末金属医療用インプラントを包含するものと意図される。
【0025】
「連続気泡型チタン医療用インプラント」は、整形外科インプラント、または歯科インプラントのいずれかとして使用するためのサイズおよび形状を有する連続気泡型チタンインプラントである。
【0026】
「連続気泡型チタン整形外科インプラント」は、関節置換術、脊柱手術、または外傷に使用するためのサイズおよび形状を有する連続気泡型チタン医療用インプラントであり、骨、例えば、大腿骨、脛骨、または上腕骨の髄内管内に受容されるべきサイズおよび形状を有するステムと共に、例えば、脛骨プレート、寛骨臼カップ、脊柱インプラント、髄内くぎ、骨プレート、および関節窩コンポーネントといったものを備える。「連続気泡型チタン医療用インプラント」は、連続気泡型焼結チタン粉末医療用インプラントを包含するものと意図される。
【0027】
「連続気泡型焼結金属粉末医療用インプラント」は、粉末冶金プロセスにより作製され、整形外科インプラント、または歯科インプラントのいずれかとして使用するためのサイズおよび形状を有する、連続気泡型医療用インプラントである。
【0028】
「連続気泡型焼結金属粉末整形外科インプラント」は、粉末冶金プロセスにより作製され、関節置換術、脊柱手術、または外傷に使用するためのサイズおよび形状を有する、連続気泡型焼結金属粉末医療用インプラントであり、骨、例えば、大腿骨、脛骨、または上腕骨の髄内管内に受容されるべきサイズおよび形状を有するステムと共に、例えば、脛骨プレート、寛骨臼カップ、脊柱インプラント、髄内くぎ、骨プレート、および関節窩コンポーネントといったものを備える。「連続気泡型焼結金属粉末整形外科インプラント」は、連続気泡型焼結チタン粉末整形外科インプラントを包含するものと意図される。
【0029】
「連続気泡型焼結チタン粉末医療用インプラント」は、チタン粉末から粉末冶金プロセスにより作製され、整形外科インプラント、または歯科インプラントのいずれかとして使用するためのサイズおよび形状を有する、連続気泡型焼結金属粉末インプラントである。
【0030】
「連続気泡型焼結チタン粉末整形外科インプラント」は、粉末冶金プロセスにより作製され、関節置換術、脊柱手術、または外傷に使用するためのサイズおよび形状を有する、連続気泡型焼結金属粉末医療用インプラントであり、骨、例えば、大腿骨、脛骨、または上腕骨の髄内管内に受容されるべきサイズおよび形状を有するステムと共に、例えば、脛骨プレート、寛骨臼カップ、脊柱インプラント、髄内くぎ、骨プレート、および関節窩コンポーネントといったものを備える。
【0031】
「チタン」は、純チタンまたはチタン合金のいずれかであり、純チタン粉末だけでなく、チタン合金を含む金属粉末を包含する。
【0032】
連続気泡型にしろ、十分に高密度な部分(例えば、中実の金属基材)を有するにしろ、整形外科インプラントおよび歯科インプラントにとって重要な要求は、固定である。医療用インプラントのセメント無しの固定について、表面粗さは、医療用インプラントと骨との間の摩擦力を増大させることができ、これにより、医療用インプラントの初期の安定性を提供する。粗い、または多孔性の表面はまた、医療用インプラントが、骨と噛み合い、そして、骨内殖をもたらして、ある期間の後、医療用インプラントが骨構造に組み込まれるようになるようにさせる。加えて、医療用インプラントは、十分な構造強度を有して、長年の使用にわたって予測される負荷を負い、植え込まれるときの擦過に耐えなければならない。本発明は、連続気泡型医療用インプラントにおける表面粗さおよび構造強度の両方の必要性に取り組んでおり、より詳しくは、連続気泡型焼結チタン粉末整形外科インプラントにおけるそれらの必要性に取り組んでいる。
【0033】
連続気泡型焼結チタン粉末整形外科インプラント、およびそれらを作製するためのプロセスは、本願の発明者の一人であるHengda Liuにより2007年2月21に出願された米国特許出願第11/677,140号(名称「Porous Metal Foam Structures and Methods」)に開示されている。米国特許出願第20060002810 A1号、ならびに、米国特許第6,849,230号、同第5,104,410号、および同第3,852,045号は、その他の連続気泡型焼結金属粉末医療用インプラントを開示している。これらの出願および特許で開示されている連続気泡型焼結金属粉末整形外科インプラントは、多孔性であり、骨内殖のための組織受容体として役立つ細孔を備えた連続気泡構造を有する。そのような連続気泡型焼結金属粉末整形外科インプラントは、60〜75%の多孔度を有し得る。そして、そのようなインプラントを使用する臨床的な結果は、良好であると期待されるが、発明者らは、そのようなインプラントの初期の安定性および骨内殖が、これらのインプラントの表面粗さを増大させることにより改善され得ると考えている。従来の機械加工またはガラスビーズブラスト仕上げは、連続気泡構造の高い多孔性の性質に起因して、そのような連続気泡型焼結粉末金属医療用インプラントの表面層を粗面仕上げするためには、最適ではないであろう。発明者らは、細孔の縁を鋭くすることにより、インプラントの表面を粗くするエッチプロセスを開発した。このプロセスは、植え込みの間の擦過に耐え、かつその意図される適用を実施するのに十分な、構造強度を有しながら、インプラントをセメント無しでの固定に特に適したものとする。その上、完全なエッチングプロセスは、あらゆる望ましくない残渣を除去するステップを含み、エッチングされたインプラントは、望ましくない残渣(例えば、チタン酸塩)を実質的に含まない。
【0034】
本発明のプロセスは、下記のステップを含む。まず、連続気泡型金属医療用インプラントが用意される。連続気泡型金属医療用インプラントは、清浄化され、乾燥され、エッチング剤に浸漬される。インプラントは、エッチング剤から取り出され、そして、清浄化され、乾燥され、次に、望ましくない副生成物(side products)を除去するために減圧炉で加熱される。
【0035】
初期の清浄化ステップは、次のように実施されてもよい。連続気泡型金属医療用インプラントは、洗浄剤で清浄化され、脱イオン水で濯がれ、次に、100%アルコールが入った超音波槽に浸漬されてもよい。そのような処理は、エッチングの前に、減磨脂および粉塵を除去するのに有用である。好適な洗浄剤の例は、Liquid-Noxである。好適なアルコールの例は、100%Reagent Alcoholである。
【0036】
連続気泡型チタン医療用インプラントのために好適なエッチング剤は、低濃度のフッ化水素酸(0.5〜5%HF)および硝酸(5〜20%HNO3)を含有する水溶液である。ある実施形態において、フッ化水素酸の濃度は、1〜4%、または2〜3%である。さらなるその他の実施形態において、硝酸の濃度は、8〜14%、または9〜12%である。エッチング剤溶液中の酸の百分率は、体積に基づく(by volume)。溶液の残部は、脱イオン水である。乾燥後、空気がインプラントの細孔内に存在し、インプラントの表面張力が乾燥前よりも大きくなる。エッチング剤浴へ乾燥したインプラントを迅速に浸漬することで、インプラントの本体の内部の中にいくらかの空気を捕捉する。乾燥したインプラントの表面張力と共に、インプラントの本体内の空気圧が、エッチング剤の浸潤を制限し、これにより、インプラントの表面上の細孔の、所望の程度のエッチングを可能にしながら、インプラントの本体の内部における深部の細孔に生じるであろうエッチングの程度を制限する。連続気泡型チタン医療用インプラントについて、エッチング時間は、例えば、周囲温度(約25℃)で2〜30分間の範囲にわたってもよい。エッチング剤中の酸濃度、エッチング剤溶液中での時間、およびエッチングが実施される温度といった変数は、所望のエッチングの程度に依存して変更されてもよい。本明細書中でこれらの変数について同定された量は、同定された医療用インプラントにおける特定の程度のエッチングを生成するためだけに、例として提供されており、本発明は、請求項に指定されない限り、いずれの、特定の酸濃度、エッチング時間、またはエッチング温度にも限定されるものではないことが理解されるべきである。60〜75%の多孔度を有する連続気泡型焼結粉末金属医療用インプラントについて、エッチング時間は、周囲温度で、約30分未満、典型的には2〜15分位であり、インプラントに対するエッチング剤溶液の体積比は、5より大きい。
【0037】
インプラントは、所望の時間エッチングされた後で、エッチング剤溶液から取り出され、清浄化される。この清浄化ステップは、エッチングされた医療用インプラントを、脱イオン水が入った超音波槽に、あらゆる残留するエッチング剤をインプラントから除去するのに十分な時間、配置することを含んでもよい。例えば、医療用インプラントは、浴槽中に3時間、浸漬されてもよく、浴槽中の水は、清浄化プロセスの間に周期的に(例えば、1時間に1回)、交換されてもよい。インプラントは、所望の時間、浴槽中に浸漬された後で取り除かれ、脱イオン水で濯がれてもよい。
【0038】
インプラントの構造中のあらゆる弱い結合物を除去するために、インプラントは、噴射水で清浄化されてもよい。例えば、2000〜4000psi(1.379×107〜2.758×107Pa)、2000〜3500psi(1.379×107〜2.413×107Pa)、または3000psi(2.069×107Pa)の圧力の噴射水が使用されてもよい。そのような清浄化ステップの後で、インプラントが植え込みの間に摩擦に曝されたときに、患者の身体内で屑がはがれ落ちないように、あらゆる屑が除去されなれければならない。
【0039】
清浄化されたインプラントは、次に、乾燥され、そして、インプラント表面上に示される暗色(茶色および黒色)を有する望ましくない副生物を除去するために加熱される。連続気泡型チタン医療用インプラントについて、望ましくない副生物は、エッチングされ、清浄化され、乾燥されたインプラントを、例えば、減圧炉において約800〜1000℃で1時間を超える時間、加熱することにより除去されることができる。時間および温度は、金属の種類、および除去されるべき残渣の種類によって、変更されてもよい。
【0040】
上述されたエッチング剤溶液を使用することにより、ミクロンスケールで全ての方向に均一に、連続気泡型チタン整形外科インプラントの表面層を粗面化することが分った。この結果は、光学顕微鏡で、エッチングされた部位を視覚的に検査することにより、確認されることができる。さらにまた、今エッチプロセス(instant etch process)は、従来の技術に比較して初期には少ししか開口しておらず少ししか連結していないより多くの細孔(more pores with initial small openings and connections)を開くことができる。これらの開口および連結は、インプラントの全体の浸透性を改善する。特定のエッチング剤が連続気泡型チタンインプラントの表面を粗面仕上げするために有用であるが、本発明の方法のその他の側面は、その他のエッチング剤でその他の連続気泡型金属インプラントの表面を粗面仕上げするのに有用であるかも知れない。
【0041】
〔実施例〕
限定するものでなく例示的なものと意図される下記の実施例において、本発明がさらに記述されるであろう。
【0042】
<例1>
大腿増強体(femoral augments)の形態にある連続気泡型焼結チタン粉末サンプルを、米国特許出願第11/677,140号に示されている手順に従って調製した。粒径が45μm未満の商業的な純チタン粉末(Phelly Materials, Inc., Bergenfield NJ, USA)と、細孔形成剤(PFA)として粒径が250〜425μmのNaCl(Fisher Scientific International, Hampton, NH, USA)とを、Ti:PFAが体積でほぼ25:75の比率になるように混合した。逆浸透(RO)水を、Ti:PFA混合物100cm3当たり約700μLに相当する量で加えた。この混合物を金型に加え、未焼結物体(green body)になるように45ksi(3.10×108Pa)の締固め圧力(compaction pressure)で圧縮した。この未焼結物体をNaClが溶解するまで水浴中に配置した。結果として得られた金属骨格を65℃で4時間乾燥させ、次に、1371℃で6時間焼結した。4つのサンプルを調製した。これらのサンプルのうちの1つを対照としてそのままにしておき、その他の3つのサンプルを以下の例2に示されるように処理した。
【0043】
<例2>
例1のサンプルのうちの3つを洗浄剤(Liguid-Nox, Alconox, Inc.)で清浄化し、RO水中で濯ぎ、100%アルコール(100% Reagent Alcohol, Fisher Scientific))が入った超音波槽に1時間浸漬した。これらサンプルを浴槽から取り出し、オーブンにおいて約65℃で4時間乾燥させた。エッチング剤の3つのバッチを下記の表に示されるように調製し、サンプル2〜4を下記の表および以下に示される条件下でエッチングした。
【表1】

【0044】
エッチング剤浴のそれぞれを調製するのに使用したフッ化水素酸は、Laboratory Chemicals of J.T. Bakerから購入した47〜52%濃度の水溶液であった。エッチング剤浴のそれぞれを調製するのに使用した硝酸は、Fisher Chemical of Fisher Scientificから購入した50〜70%濃度の水溶液であった。
【0045】
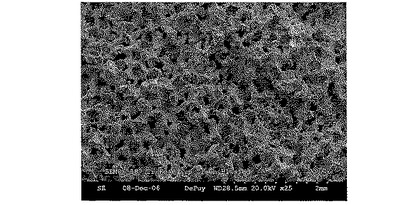
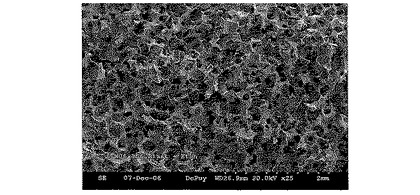
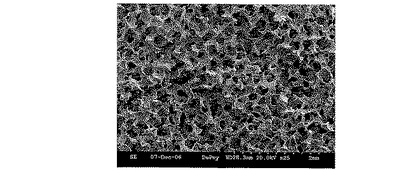
サンプル2〜4をエッチング剤中にすばやく全体を浸漬し、周囲温度にて上述で示された時間、水性エッチング剤浴中に保持した。これらの時間の間エッチングした後で、これらサンプルをエッチング剤浴から取り出し、RO水の超音波浴中に周囲温度で3時間配置した。このとき、水は1時間ごとに交換した。次に、サンプル2〜4を超音波浴から取り出し、約5分間、3000psi(2.069×107Pa)の噴射水で清浄化した。次に、サンプル2〜4を乾燥させ、1000℃の減圧炉に1.5時間配置し、その後、炉から取り出した。表面層の走査型電子顕微鏡(SEM)画像をサンプル1〜4について図1〜4に与える。ここで、図1はサンプル1であり、図2はサンプル2であり、図3はサンプル3であり、図4はサンプル4である。
【0046】
図1と図2〜4との比較から理解できるように、エッチング後の連続気泡型焼結チタン粉末インプラントの細孔を定める表面は、エッチングしなかったサンプル1よりも、より鋭く、従ってより粗くなった。加えて、エッチングプロセスは、表面上の細孔をさらに開き、細孔の相互連結性(interconnectivity)を強めた。
【0047】
<例3>
連続気泡型焼結チタン粉末サンプルを、未焼結の多孔度を75%の代わりに80%とした以外には、例1と同じように調製した。このサンプルを上述のサンプル2と同様に(2%HFエッチング剤水溶液で)処理したが、5.5分の間エッチングした。このサンプルをここではサンプル5と称する。サンプル5の断面を調製し、光学顕微鏡を通して観察した。図5は、この断面の画像である。図5において理解できるように、サンプル5の外側層10(サンプル5の表面層)は、サンプルの内部12よりも大きな多孔度を有する。サンプル5における外側層10の深さは0.85mmであった。外側層10および内部12の多孔度はいずれも、「Image-ProPlus」プログラムのソフトウエアを用いて、画像化分析(imaging analysis)により測定した。サンプル全体の全容積多孔度もまた、エッチングの前と同じ方法を用いて、異なる場所で3つの断面試料を切り出し、各切片試料から10つの画像を撮ることにより測定し、サンプルの全容積についての平均多孔度(〜70%)を得た。外側層10の多孔度は約85%であり、一方、全容積多孔度は約70%であった。このことは、エッチングプロセスがサンプル5の表面では有効であるが、表面の下に有意には浸透しなかったことを示している。
【0048】
エッチングステップにより作成された粗さの程度および深さは、エッチング条件を変更することにより調整することができる。例えば、エッチング時間を増やすことで、表面におけるエッチングの程度だけでなく、サンプルの本体の内部へのエッチングの深さを増大させることができる。
【0049】
<例4>
2つの連続気泡型焼結チタン粉末サンプルを例1と同じように調製し、上述のサンプル4と同様に(3%HFエッチング剤水溶液で)処理したが、2分および3分の間エッチングした。これらのサンプルをここではサンプル6および7と称する。サンプル6および7の0.2%圧縮降伏強さを、ASTM E9−89aの標準圧縮テスト(standard compression test)を実施することにより測定した。エッチングしていない連続気泡型焼結チタン粉末サンプル(サンプル8)の0.2%圧縮降伏強さも測定した。商業的に入手可能なTrabecular(商標)金属(Zimmer, Inc. of Warsaw, Indianaから入手可能な連続気泡型タンタル金属整形外科インプラント)のサンプル(サンプル9)の0.2%圧縮降伏強さも測定した。この結果を、下記の表に与える。
【表2】
【0050】
上述の結果が示しているように、本発明のプロセスは、エッチングされた部位に機械的強度の損失をそれほど生じさせない。2分間エッチングしたサンプルの0.2%圧縮降伏強さは、チタン粉末から作製したエッチングしていないサンプルの約98%であり、3分間エッチングしたサンプルの0.2%圧縮降伏強さは、チタン粉末から作製したエッチングしていないサンプルの約77%であり、エッチングしたサンプルは両方とも、0.2%圧縮降伏強さが、商業的に入手可能なTrabecular Metal(商標)(エッチングしていない)よりも大きかった。
【0051】
<例5>
連続気泡型焼結チタン粉末整形外科インプラント(寛骨臼カップ)の3つのサンプルを例3と同じように調製した。しかしながら、1つのサンプル(サンプル9)は、未加工状態にある間(焼結する前)に塩ブラスト仕上げした(salt blasted)。第2のサンプル(サンプル10)もまた、未加工状態にある間に塩ブラスト仕上げし、焼結し、次に、上述の例2と同じようにエッチングした。第3のサンプル(サンプル11)は、塩ブラスト仕上げを全くすることなく、上述の例2と同じようにエッチングした。各サンプルからSEM画像を撮った。図6は、サンプル9のSEM画像であり、図7は、サンプル10のSEM画像であり、図8は、サンプル11のSEM画像である。これらのSEM画像から理解できるように、エッチングは、細孔を定める金属において、塩ブラスト仕上げよりも鋭い縁を生成する。
【0052】
加えて、ブラスト仕上げといった機械的技術は、「見通し線(line of sight)」プロセスである一方で、本発明のエッチングプロセスは、細孔の全側面に作用し、エッチング処理される連続気泡型焼結チタン粉末製品の表面は、一側面だけではなく、全ての側面において均一により粗くなる。加えて、インプラントの表面粗さの程度は、エッチング剤中の酸濃度、およびインプラントがエッチング剤に接触させられる時間の長さを変えることにより容易に制御されることができる。
【0053】
<例6>
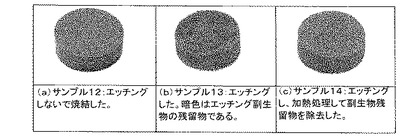
サンプル12〜14を、これらのサンプルを作製するために使用したPFAが300〜500μmの範囲にあったこと以外には、例3と同じように調製した。サンプル12はエッチングせず、サンプル13はエッチングしたが加熱処理せず、サンプル14はエッチング後1000℃の減圧炉で1時間加熱して噴射水清浄を行った。図10に示されているように、サンプル12から現れた暗色は、副生物の残留物としてエッチングにより誘導されたものであり、エッチング後の加熱処理により除去することができた。これらのサンプルにおいて実施したXPS分析は、この副生物がチタン酸塩の一種であり得ることを示すが、正確な化学的配合を決定し確かめることは難しい。しかしながら、エッチング後の加熱処理の後には、この副生物はXPSで検出できない。
【0054】
<例7>
サンプル15〜18を、サンプル17をエッチングしなかったこと以外には、例6と同じように調製し、以下の表に指定された異なる条件下でエッチングした。各サンプルの静止摩擦係数を、ASTM標準D4518−91(ASTM standard D4518-91)に従って測定した。以下の表は、同定されたサンプルについて測定した静止摩擦係数を要約している。
【表3】
【0055】
上述の結果が示しているように、エッチングした試料は全て、エッチングしていない焼結チタン粉末試料およびTrabecular Metal(商標)試料に比べて、有意により高い静止摩擦係数を有していた。これらのより高い摩擦係数を有していたことから、エッチングされた連続気泡型金属医療用インプラントは、本来の骨と引き換えに負うため植え込まれたときに、より大きな初期の安定性を有し、また、エッチングされていない連続気泡型金属医療用インプラントに比べて骨内殖のさらに優れた助けとなるであろうことが予測される。
【0056】
上述の連続気泡型焼結チタン粉末試料は、米国特許出願第11/677,140に示されている手順に従って作製したが、このエッチングプロセスは、その他の手順に従って作製された連続気泡型金属医療用インプラントでも同等の結果を生み出すに違いない。
【0057】
今発明(instant invention)のプロセスは、エッチング剤溶液中にインプラントの全部を浸漬させることにより全側面について均一にインプラント表面を、都合により粗面化する(make it convenient to roughen)が、溶液をその側面または複数の側面だけに接触させることにより、インプラントの1つまたはそれ以上の選択された部分を粗面化するプロセスを使用することもできる。例えば、脛骨トレーについて、近位ベアリング表面がエッチング剤浴中に浸漬されなくてもよい。
【0058】
加えて、上述されたプロセスは、連続気泡型整形外科インプラントに適用されて来たが、本発明の原理は、基材上に多孔性フォームコーティングを有する中実の金属基材を含む医療用インプラントに適用されてもよく、より詳しくは、インプラントの多孔性フォーム部分に適用されてもよい。このように、上述された酸性エッチング剤水溶液は、チタンフォームが画定している連続気泡型医療用インプラントに使用されてもよいだけでなく、中実の基材上のチタンフォームコーティングに使用されてもよい。
【0059】
本願のエッチプロセスにはいくつかの潜在的な利点がある。このプロセスは、多くの場合、結果として、鋭い細孔縁を有する均一な粗い表面につながることができ、そのような粗さは、セメント無しで固定するインプラントについて望ましいものである。また、エッチングは、多くの場合、Tiフォームの表面領域に生じるだけであり、そのため、Tiフォームの機械的強度を有意に減少させることがない。加えて、表面粗さの程度および深さは、通常、エッチング条件を変更することにより調整可能である。最後に、エッチングは全般的に、Tiフォームの表面領域において細孔をさらに開き、相互連結性を強める。
【図面の簡単な説明】
【0060】
【図1】図1は、65%の多孔度を有するように粉末冶金プロセスにより作製された連続気泡型チタンロッドから切り出し、細孔形成剤(PFA)を溶解し、2500華氏度(1371℃)で6時間焼結することにより調製されたTiフォームクーポンサンプルの顕微鏡写真を示している。
【図2】図2は、クーポンサンプルを20分間、1%HFおよび10%HNO3を含有する水性エッチング剤を用いてエッチングした後の、Tiフォームクーポンサンプルの顕微鏡写真を示している。
【図3】図3は、クーポンサンプルを10分間、2%HFおよび10%HNO3を含有する水性エッチング剤を用いてエッチングした後の、Tiフォームクーポンサンプルの顕微鏡写真を示している。
【図4】図4は、クーポンサンプルを3分間、3%HFおよび10%HNO3を含有する水性エッチング剤を用いてエッチングした後の、Tiフォームクーポンサンプルの顕微鏡写真を示している。
【図5】図5は、クーポンサンプルを5.5分間、2%HFおよび10%HNO3を含有する水性エッチング剤を用いてエッチングした後の、Tiフォームクーポンサンプルの断面の写真を示している。
【図6】図6は、未加工状態(green state)の、ビーズブラスト仕上げ後の粉末冶金プロセスにより作製された連続気泡型チタン寛骨臼カップの一部の、顕微鏡写真を示している。
【図7】図7は、未加工状態の、ビーズブラスト仕上げ後に、焼結およびエッチングを行った、粉末冶金プロセスにより作製された連続気泡型チタン寛骨臼カップの一部の、顕微鏡写真を示している。
【図8】図8は、エッチング後の、粉末冶金プロセスにより作製された連続気泡型チタン寛骨臼カップの一部の、顕微鏡写真を示している。
【図9】図9は、本発明の原理に従ってエッチングされた連続気泡型チタン整形外科インプラントの透視図を示している。
【図10】図10は、エッチング副生物として生成された暗色が、エッチング後の加熱処理により除去されることができることを示す。
【開示の内容】
【0001】
〔関連出願〕
本出願は、2008年6月30日に出願された米国特許出願第61/076,861号に対する優先権を主張し、かかる特許出願の開示内容は、その全体が本明細書中に組み込まれる。
【0002】
〔技術分野〕
本発明はとりわけ、粗面化された表面を有する連続気泡型金属医療用インプラント(open-celled metal medical implants)、および連続気泡型金属インプラントの表面を粗面化する方法に関する。より詳しくは、本発明は、そのようなインプラントおよび方法であって、連続気泡型金属インプラントが、チタン(純粋か、または合金形態にあるか、のいずれか)、より詳しくは焼結チタン粉末を含有し、インプラントが、整形外科インプラントとしての使用が意図されている、インプラントおよび方法に関する。
【0003】
〔背景〕
整形外科インプラントは、関節置換術において、例えば、全膝関節形成術、全股関節形成術、および肩関節形成術、ならびに、脊柱手術、および外傷ケアにおいて、使用されてきた。整形外科インプラントについて長く探究されてきた多数の設計基準があり、この中には、(1)インプラントが、機能を失うことなく、あるいはいかなる有害なプロセス応答をも引き起こすことなく、長い耐用寿命を有していなければならないこと、(2)インプラントが、このインプラントが植え込まれる骨の正常な機能を回復しなければならないこと、および(3)インプラントが、商業規模で生産可能でなければならないことが含まれる。上述の基準を満足しようとするとき、インプラントは、課せられる負荷、多くの場合には振動する性質による課せられる負荷を支持しなければならないだけでなく、インプラントと骨との間の界面もまた負荷要求によく耐えなければならない。
【0004】
一般的に、インプラント/骨界面での固定を達成するためには、2つのアプローチ、すなわち、インプラントを適所にセメントで接着すること、およびセメント無しで骨にインプラントを固定することがあった。セメントで接着される適用については、ポリメチルメタクリレートといったプラスチックセメントが多くの場合、インプラントを骨に付着させると共に、インプラントと骨との間の適合性を改善するために使用される。セメントで接着されない適用については、短期間の固定は、摩擦適合を介して達成され、長期間の固定は、インプラントへの骨の内殖を介して達成され、骨の内殖を達成するために、インプラントには、骨と噛み合い、ある期間の後で人工器官が骨構造内に組み込まれるようになるよう骨内殖をもたらす、不規則な表面が提供されてきた。
【0005】
不規則な表面を備えたインプラントを作成するために、いくつかの技術が使用されてきた。しばしばインプラントには、多孔性表面を作成するために、中実の金属基材(solid metal substrate)上にビーズといった金属要素(metal elements)のコーティングが提供される。典型的なそのようなコーティングは、米国特許第3,855,638号、同第4,206,516号、同第4,156,943号、および同第4,612,160号に開示されているものである。米国特許第5,368,881号、および同第5,658,333号は、人工器官に対して粗面化された表面を生成するために、非球形の粉末を使用することを示している。
【0006】
そのような多孔性の不規則な表面は、例えばグリットブラスト仕上げにより、粗面化され得るが、グリットブラスト仕上げは、基材の表面層の金属要素(例えば、ビーズ)を傷つけることにより、表面トポグラフィーに有意な変化を引き起こす場合がある。その他の機械的粗面化技術、例えば、引っ掻き、またはバリ研削(burr grinding)もまた、使用されて来た。これらの技術もまた、基材の歪み、過剰な材料の除去、特定の表面を粗面化できないこと、または粗面化することが難しいこと、ならびに、首尾一貫しない表面粗面仕上げを含めた、欠点を示す場合がある。多孔性の表面はまた、例えば、米国特許出願公開第20060289388 A1号(名称「Implants with textured surface and methods for producing the same」)および米国特許出願公開第20040167633号(名称「Metallic implants having roughened surfaces and methods for producing the same」)において教示されているようなエッチングにより、粗面化され得る。
【0007】
完全に多孔性の、または連続気泡型の金属性構造体を含むインプラントもある。例えば、金属基材を必要としないタンタル金属連続気泡型金属性構造体(「Trabecular Metal」)がある。その他の連続気泡型金属性構造体は、その他の金属でも入手可能であり、例えば、米国特許出願第20060002810 A1号、ならびに、米国特許第6,849,230号、同第5,104,410号、および同第3,852,045号(これらの全体が参照により本明細書中に組み込まれる)は、粉末金属から作製された多孔性金属インプラントを開示している。全体が本明細書中に参照により組み込まれる米国特許出願第11/677,140号もまた、粉末金属から作製された多孔性金属インプラントを開示している。焼結ワイヤメッシュから作製されようと、焼結金属粉末から作製されようと、その他の材料のものから作製されようと、そのようなインプラントは、構造体の実質的に全体が隅から隅まで多孔性である(すなわち、インプラントの少なくとも1つの断面で隅から隅まで連続気泡型になっている)と言ってもさしつかえなく、「連続気泡型金属インプラント」と本明細書中では称される。これらのインプラントがチタンを含有する場合(すなわち、インプラントがチタンまたはチタン合金から作製される場合)、そのような連続気泡型金属インプラントは、「連続気泡型チタンインプラント」と本明細書中では称される。粉末金属から作製される場合、そのような連続気泡型金属インプラントは、「連続気泡型焼結粉末金属インプラント」と本明細書中では称される。チタンを含有する粉末金属から作製される場合(すなわち、粉末金属が、チタンまたはチタン合金を含む場合)、そのような連続気泡型焼結粉末金属インプラントは、「連続気泡型焼結チタン粉末インプラント」と本明細書中では称される。
【0008】
連続気泡型金属インプラント(連続気泡型焼結粉末金属インプラントを含めた)は、組織内殖を支持することができる高体積の多孔度を提供する上で都合が良い。連続気泡型金属インプラントの骨内殖および初期の安定性は、連続気泡型金属インプラントの表面粗さを増大させることにより、最適化されることができると予測される一方で、焼結後機械加工(post-sintering machining)は、このプロセスが、細孔を閉じ、インプラントの表面を汚すことがあるので、実行されることができない。グリットブラスト仕上げは、ガラスビーズが、細孔の中に埋め込まれるようになることがあるので、そのような連続気泡型金属インプラントで使用するのには適していない。連続気泡型金属インプラントをエッチングすることは、すでに高い多孔性を有するインプラントを弱めることがある。
【0009】
〔概要〕
本発明は、細孔を閉じることなく、また、グリットが埋め込まれることなく、しかも、適切な機械的特性を維持しながら、連続気泡型金属インプラントの骨内殖および初期の安定性を最適化するという必要性または要求に取り組んでいる。
【0010】
本発明の一つの側面は、連続気泡型金属インプラントをエッチングするためのプロセスに関し、このプロセスは、乾燥インプラントを、約0.5〜約5体積パーセントのHF、および約5〜約16体積パーセントのHNO3を含む酸性水溶液に、所望の表面粗さを達成するのに十分な時間、接触させることを含む。ある実施形態において、酸性水溶液は、HFを体積で約1〜約3パーセント含む。ある特定の実施形態において、酸性水溶液は、HNO3を体積で約7〜約13パーセント含む。
【0011】
ある実施形態は、多孔性チタンフォーム(porous titanium foam)、または多孔性チタン合金フォームをエッチングするためのプロセスに関し、このプロセスは、
−フォームを清浄化すること、
−フォームを乾燥させること、
−フォームを、約0.5〜約5体積パーセントのHF、および約5〜約20体積パーセントのHNO3を含む酸性水溶液に、所望の表面粗さを達成するのに十分な時間、接触させること、
−酸性溶液からフォームを取り出し、フォームを水に接触させて残留している酸を除去すること、および、
−オプションで、フォームを800〜1000℃に少なくとも0.5時間、好ましくは1〜2時間加熱することにより、フォームの表面上に現れるあらゆる暗色を除去すること、
を含む。
【0012】
本明細書中に記載されている溶液でエッチングされる連続気泡型金属インプラントは、チタンおよび/またはチタン合金を含有する連続気泡型チタンインプラントであってもよい。好適な金属の例としては、純チタンおよびチタン合金、例えば、Cp−Ti(商業的な純チタン)およびTi6Al4V(ASTM−F 1580−01に指定されているような、6%アルミニウムおよび4%バナジウムと共に合金化されたチタン)を含む。好適なチタンまたはチタン合金フォームとしては、フォームを酸性溶液に接触させる前に、約60〜約75パーセントの多孔度を有するものを含む。本発明のプロセスによりエッチングされる連続気泡型チタンインプラントは、連続気泡型焼結チタン粉末インプラントを含んでもよい。
【0013】
連続気泡型チタンインプラントについて、プロセスは好ましくは、エッチングにより誘導される副生物であり得るエッチングされた表面上の暗い変色を除去するステップを含む。このステップは、エッチングされた連続気泡型チタンインプラントを、高温(例えば、800〜1000℃)に、減圧炉において、ある期間(例えば、1時間)加熱することを含む。このステップにより、エッチングの副生物(etched byproducts)を実質的に含まない、粗面化された連続気泡型チタンインプラントが生成される。
【0014】
ある実施形態において、フォームは、約30分以下の時間、酸性水溶液に接触させられる。ある方法は、フォームを、酸性水溶液に、約1〜約10分の時間、または約2〜約5分の時間、接触させることを含む。
【0015】
フォームを酸性溶液に接触させる前に、フォーム上の粉塵または減磨脂の少なくとも一部を除去することが、都合良いかも知れない。ある実施形態は、フォームを酸性溶液に接触させた後で、残留する酸を除去するために、濯ぎ水溶液(aqueous rinse solution)を利用する。
【0016】
ある実施形態は、濯ぎ溶液により導入される水の少なくとも一部を除去する。水を除去する一つの方法は、フォームをガス流に、ある時間、フォームから水の少なくとも一部を除去するのに有効な条件下で接触させることである。濯がれたフォームから水を除去する他の方法は、フォームを、25℃よりも上の温度まで加熱することによる。
【0017】
本発明のプロセスは、連続気泡型金属インプラントの粗面仕上げの深さを制御することも可能にする。乾燥インプラントをエッチング溶液に迅速に完全に浸漬させることにより、いくらかの空気がインプラントの内部の気泡(cells)の中に捕捉されたまま残り、空気圧と表面張力との組み合わせが、エッチング溶液の浸透を制限するか、または遅くし、これにより、インプラントの内部構造のあらゆる弱化を制限しながら、インプラントの表面上(および、表面のすぐ下に制限された深さまで)の粗さを増大させるであろう。このプロセスを使用すると、全容積多孔度(bulk porosity)が60〜75%で、表面から約1mmまでの多孔度が約5〜10%高くなっている粗面化された連続気泡型金属インプラントが生成され得る。その上、そのようなインプラントにおいて、表面および表面から約1mmの深さまでの細孔縁は、鋭くなり、一方、インプラントの中心部の細孔縁は、鋭くない状態のまま残るであろう。
【0018】
このように、他の側面において、本発明は、粗面化された表面を有し、エッチングの副生物残渣を実質的に含まない、連続気泡型チタンインプラント(連続気泡型焼結チタン粉末インプラントを含めた)を提供する。加えて、本発明は、粗面化された表面を有し、インプラントの全容積多孔度よりも多孔性が大きい表面を有する、連続気泡型金属インプラント(連続気泡型焼結粉末金属インプラントを含めた)を提供する。
【0019】
本発明のある側面は、連続気泡型金属医療用インプラントをエッチングするためのプロセスに関し、このプロセスは、インプラントを清浄化することと、清浄化されたインプラントをオーブンで乾燥させることと、乾燥インプラントを酸性の水性エッチング剤浴に浸漬させることと、酸を除去するためにエッチングされたインプラントを清浄化することと、エッチングされたインプラントの表面上の弱い結合物(weak connections)を除去するために、噴射水をエッチングされたインプラントにスプレーすることと、望ましくない残渣を除去するために、エッチングされたインプラントを加熱することと、を含む。
【0020】
本発明のその他の側面は、表面層(outer surface)および本体を有する連続気泡型金属医療用インプラントに関し、インプラントの表面層は、インプラントの全容積多孔度よりも大きな平均多孔度を有する。これらのインプラントのうちのあるものは、1mm未満の厚みの外側表面層(outer surface layer)を有する。ある多孔性チタンフォームは、ASTM D4518−91により測定されたときに0.4または0.8を超える静止摩擦係数を有する。あるインプラントは、50MPaを超える0.2%圧縮降伏強さを有する。
【0021】
本発明のさらなるその他の側面は、ASTM D4518−91により測定されたときに0.4を超える静止摩擦係数を有する多孔性チタンフォームに関する。あるフォームは、ASTM D4518−91により測定されたときに、0.8または1.0を超える静止摩擦係数を有する。ある特定のフォームは、表面層および本体を有する連続気泡型焼結チタン粉末インプラントを画定し、インプラントの表面層が、インプラントの全容積多孔度よりも大きな平均多孔度を有する。ある実施形態において、インプラントの全容積多孔度は、少なくとも60%であり、表面層の平均多孔度は、全容積多孔度よりも少なくとも5%大きい。あるフォームは、50MPaを超える0.2%圧縮降伏強さを有する。
【0022】
〔例示的な実施形態の詳細な説明〕
本発明の一つの側面は、連続気泡型金属インプラントの表面を粗面化するエッチングプロセスに関連する。そのような連続気泡型金属インプラントを含む物品としては、整形外科インプラント、および歯科インプラントを含む。本発明の他の側面は、エッチングプロセスにより生成される粗面化された連続気泡型金属インプラントに関連する。これらのインプラントは、整形外科インプラントであってもよいし、歯科インプラントであってもよい。本明細書中で使用される下記の用語は、以下の意味を有する。
【0023】
「連続気泡型金属医療用インプラント」は、整形外科インプラントまたは歯科インプラントのいずれかとして使用するためのサイズおよび形状を有する連続気泡型金属インプラントである。
【0024】
「連続気泡型金属整形外科インプラント」は、関節置換術、脊柱手術、または外傷に使用するためのサイズおよび形状を有する連続気泡型金属医療用インプラントであり、骨、例えば、大腿骨、脛骨、または上腕骨の髄内管(intramedullary canal)内に受容されるべきサイズおよび形状を有するステムと共に、例えば、脛骨プレート、寛骨臼カップ、脊柱インプラント、髄内くぎ(intramedullary nails)、骨プレート、および関節窩コンポーネントといったものを備える。「連続気泡型金属整形外科インプラント」は、連続気泡型金属医療用インプラント、および連続気泡焼結粉末金属医療用インプラントを包含するものと意図される。
【0025】
「連続気泡型チタン医療用インプラント」は、整形外科インプラント、または歯科インプラントのいずれかとして使用するためのサイズおよび形状を有する連続気泡型チタンインプラントである。
【0026】
「連続気泡型チタン整形外科インプラント」は、関節置換術、脊柱手術、または外傷に使用するためのサイズおよび形状を有する連続気泡型チタン医療用インプラントであり、骨、例えば、大腿骨、脛骨、または上腕骨の髄内管内に受容されるべきサイズおよび形状を有するステムと共に、例えば、脛骨プレート、寛骨臼カップ、脊柱インプラント、髄内くぎ、骨プレート、および関節窩コンポーネントといったものを備える。「連続気泡型チタン医療用インプラント」は、連続気泡型焼結チタン粉末医療用インプラントを包含するものと意図される。
【0027】
「連続気泡型焼結金属粉末医療用インプラント」は、粉末冶金プロセスにより作製され、整形外科インプラント、または歯科インプラントのいずれかとして使用するためのサイズおよび形状を有する、連続気泡型医療用インプラントである。
【0028】
「連続気泡型焼結金属粉末整形外科インプラント」は、粉末冶金プロセスにより作製され、関節置換術、脊柱手術、または外傷に使用するためのサイズおよび形状を有する、連続気泡型焼結金属粉末医療用インプラントであり、骨、例えば、大腿骨、脛骨、または上腕骨の髄内管内に受容されるべきサイズおよび形状を有するステムと共に、例えば、脛骨プレート、寛骨臼カップ、脊柱インプラント、髄内くぎ、骨プレート、および関節窩コンポーネントといったものを備える。「連続気泡型焼結金属粉末整形外科インプラント」は、連続気泡型焼結チタン粉末整形外科インプラントを包含するものと意図される。
【0029】
「連続気泡型焼結チタン粉末医療用インプラント」は、チタン粉末から粉末冶金プロセスにより作製され、整形外科インプラント、または歯科インプラントのいずれかとして使用するためのサイズおよび形状を有する、連続気泡型焼結金属粉末インプラントである。
【0030】
「連続気泡型焼結チタン粉末整形外科インプラント」は、粉末冶金プロセスにより作製され、関節置換術、脊柱手術、または外傷に使用するためのサイズおよび形状を有する、連続気泡型焼結金属粉末医療用インプラントであり、骨、例えば、大腿骨、脛骨、または上腕骨の髄内管内に受容されるべきサイズおよび形状を有するステムと共に、例えば、脛骨プレート、寛骨臼カップ、脊柱インプラント、髄内くぎ、骨プレート、および関節窩コンポーネントといったものを備える。
【0031】
「チタン」は、純チタンまたはチタン合金のいずれかであり、純チタン粉末だけでなく、チタン合金を含む金属粉末を包含する。
【0032】
連続気泡型にしろ、十分に高密度な部分(例えば、中実の金属基材)を有するにしろ、整形外科インプラントおよび歯科インプラントにとって重要な要求は、固定である。医療用インプラントのセメント無しの固定について、表面粗さは、医療用インプラントと骨との間の摩擦力を増大させることができ、これにより、医療用インプラントの初期の安定性を提供する。粗い、または多孔性の表面はまた、医療用インプラントが、骨と噛み合い、そして、骨内殖をもたらして、ある期間の後、医療用インプラントが骨構造に組み込まれるようになるようにさせる。加えて、医療用インプラントは、十分な構造強度を有して、長年の使用にわたって予測される負荷を負い、植え込まれるときの擦過に耐えなければならない。本発明は、連続気泡型医療用インプラントにおける表面粗さおよび構造強度の両方の必要性に取り組んでおり、より詳しくは、連続気泡型焼結チタン粉末整形外科インプラントにおけるそれらの必要性に取り組んでいる。
【0033】
連続気泡型焼結チタン粉末整形外科インプラント、およびそれらを作製するためのプロセスは、本願の発明者の一人であるHengda Liuにより2007年2月21に出願された米国特許出願第11/677,140号(名称「Porous Metal Foam Structures and Methods」)に開示されている。米国特許出願第20060002810 A1号、ならびに、米国特許第6,849,230号、同第5,104,410号、および同第3,852,045号は、その他の連続気泡型焼結金属粉末医療用インプラントを開示している。これらの出願および特許で開示されている連続気泡型焼結金属粉末整形外科インプラントは、多孔性であり、骨内殖のための組織受容体として役立つ細孔を備えた連続気泡構造を有する。そのような連続気泡型焼結金属粉末整形外科インプラントは、60〜75%の多孔度を有し得る。そして、そのようなインプラントを使用する臨床的な結果は、良好であると期待されるが、発明者らは、そのようなインプラントの初期の安定性および骨内殖が、これらのインプラントの表面粗さを増大させることにより改善され得ると考えている。従来の機械加工またはガラスビーズブラスト仕上げは、連続気泡構造の高い多孔性の性質に起因して、そのような連続気泡型焼結粉末金属医療用インプラントの表面層を粗面仕上げするためには、最適ではないであろう。発明者らは、細孔の縁を鋭くすることにより、インプラントの表面を粗くするエッチプロセスを開発した。このプロセスは、植え込みの間の擦過に耐え、かつその意図される適用を実施するのに十分な、構造強度を有しながら、インプラントをセメント無しでの固定に特に適したものとする。その上、完全なエッチングプロセスは、あらゆる望ましくない残渣を除去するステップを含み、エッチングされたインプラントは、望ましくない残渣(例えば、チタン酸塩)を実質的に含まない。
【0034】
本発明のプロセスは、下記のステップを含む。まず、連続気泡型金属医療用インプラントが用意される。連続気泡型金属医療用インプラントは、清浄化され、乾燥され、エッチング剤に浸漬される。インプラントは、エッチング剤から取り出され、そして、清浄化され、乾燥され、次に、望ましくない副生成物(side products)を除去するために減圧炉で加熱される。
【0035】
初期の清浄化ステップは、次のように実施されてもよい。連続気泡型金属医療用インプラントは、洗浄剤で清浄化され、脱イオン水で濯がれ、次に、100%アルコールが入った超音波槽に浸漬されてもよい。そのような処理は、エッチングの前に、減磨脂および粉塵を除去するのに有用である。好適な洗浄剤の例は、Liquid-Noxである。好適なアルコールの例は、100%Reagent Alcoholである。
【0036】
連続気泡型チタン医療用インプラントのために好適なエッチング剤は、低濃度のフッ化水素酸(0.5〜5%HF)および硝酸(5〜20%HNO3)を含有する水溶液である。ある実施形態において、フッ化水素酸の濃度は、1〜4%、または2〜3%である。さらなるその他の実施形態において、硝酸の濃度は、8〜14%、または9〜12%である。エッチング剤溶液中の酸の百分率は、体積に基づく(by volume)。溶液の残部は、脱イオン水である。乾燥後、空気がインプラントの細孔内に存在し、インプラントの表面張力が乾燥前よりも大きくなる。エッチング剤浴へ乾燥したインプラントを迅速に浸漬することで、インプラントの本体の内部の中にいくらかの空気を捕捉する。乾燥したインプラントの表面張力と共に、インプラントの本体内の空気圧が、エッチング剤の浸潤を制限し、これにより、インプラントの表面上の細孔の、所望の程度のエッチングを可能にしながら、インプラントの本体の内部における深部の細孔に生じるであろうエッチングの程度を制限する。連続気泡型チタン医療用インプラントについて、エッチング時間は、例えば、周囲温度(約25℃)で2〜30分間の範囲にわたってもよい。エッチング剤中の酸濃度、エッチング剤溶液中での時間、およびエッチングが実施される温度といった変数は、所望のエッチングの程度に依存して変更されてもよい。本明細書中でこれらの変数について同定された量は、同定された医療用インプラントにおける特定の程度のエッチングを生成するためだけに、例として提供されており、本発明は、請求項に指定されない限り、いずれの、特定の酸濃度、エッチング時間、またはエッチング温度にも限定されるものではないことが理解されるべきである。60〜75%の多孔度を有する連続気泡型焼結粉末金属医療用インプラントについて、エッチング時間は、周囲温度で、約30分未満、典型的には2〜15分位であり、インプラントに対するエッチング剤溶液の体積比は、5より大きい。
【0037】
インプラントは、所望の時間エッチングされた後で、エッチング剤溶液から取り出され、清浄化される。この清浄化ステップは、エッチングされた医療用インプラントを、脱イオン水が入った超音波槽に、あらゆる残留するエッチング剤をインプラントから除去するのに十分な時間、配置することを含んでもよい。例えば、医療用インプラントは、浴槽中に3時間、浸漬されてもよく、浴槽中の水は、清浄化プロセスの間に周期的に(例えば、1時間に1回)、交換されてもよい。インプラントは、所望の時間、浴槽中に浸漬された後で取り除かれ、脱イオン水で濯がれてもよい。
【0038】
インプラントの構造中のあらゆる弱い結合物を除去するために、インプラントは、噴射水で清浄化されてもよい。例えば、2000〜4000psi(1.379×107〜2.758×107Pa)、2000〜3500psi(1.379×107〜2.413×107Pa)、または3000psi(2.069×107Pa)の圧力の噴射水が使用されてもよい。そのような清浄化ステップの後で、インプラントが植え込みの間に摩擦に曝されたときに、患者の身体内で屑がはがれ落ちないように、あらゆる屑が除去されなれければならない。
【0039】
清浄化されたインプラントは、次に、乾燥され、そして、インプラント表面上に示される暗色(茶色および黒色)を有する望ましくない副生物を除去するために加熱される。連続気泡型チタン医療用インプラントについて、望ましくない副生物は、エッチングされ、清浄化され、乾燥されたインプラントを、例えば、減圧炉において約800〜1000℃で1時間を超える時間、加熱することにより除去されることができる。時間および温度は、金属の種類、および除去されるべき残渣の種類によって、変更されてもよい。
【0040】
上述されたエッチング剤溶液を使用することにより、ミクロンスケールで全ての方向に均一に、連続気泡型チタン整形外科インプラントの表面層を粗面化することが分った。この結果は、光学顕微鏡で、エッチングされた部位を視覚的に検査することにより、確認されることができる。さらにまた、今エッチプロセス(instant etch process)は、従来の技術に比較して初期には少ししか開口しておらず少ししか連結していないより多くの細孔(more pores with initial small openings and connections)を開くことができる。これらの開口および連結は、インプラントの全体の浸透性を改善する。特定のエッチング剤が連続気泡型チタンインプラントの表面を粗面仕上げするために有用であるが、本発明の方法のその他の側面は、その他のエッチング剤でその他の連続気泡型金属インプラントの表面を粗面仕上げするのに有用であるかも知れない。
【0041】
〔実施例〕
限定するものでなく例示的なものと意図される下記の実施例において、本発明がさらに記述されるであろう。
【0042】
<例1>
大腿増強体(femoral augments)の形態にある連続気泡型焼結チタン粉末サンプルを、米国特許出願第11/677,140号に示されている手順に従って調製した。粒径が45μm未満の商業的な純チタン粉末(Phelly Materials, Inc., Bergenfield NJ, USA)と、細孔形成剤(PFA)として粒径が250〜425μmのNaCl(Fisher Scientific International, Hampton, NH, USA)とを、Ti:PFAが体積でほぼ25:75の比率になるように混合した。逆浸透(RO)水を、Ti:PFA混合物100cm3当たり約700μLに相当する量で加えた。この混合物を金型に加え、未焼結物体(green body)になるように45ksi(3.10×108Pa)の締固め圧力(compaction pressure)で圧縮した。この未焼結物体をNaClが溶解するまで水浴中に配置した。結果として得られた金属骨格を65℃で4時間乾燥させ、次に、1371℃で6時間焼結した。4つのサンプルを調製した。これらのサンプルのうちの1つを対照としてそのままにしておき、その他の3つのサンプルを以下の例2に示されるように処理した。
【0043】
<例2>
例1のサンプルのうちの3つを洗浄剤(Liguid-Nox, Alconox, Inc.)で清浄化し、RO水中で濯ぎ、100%アルコール(100% Reagent Alcohol, Fisher Scientific))が入った超音波槽に1時間浸漬した。これらサンプルを浴槽から取り出し、オーブンにおいて約65℃で4時間乾燥させた。エッチング剤の3つのバッチを下記の表に示されるように調製し、サンプル2〜4を下記の表および以下に示される条件下でエッチングした。
【表1】
【0044】
エッチング剤浴のそれぞれを調製するのに使用したフッ化水素酸は、Laboratory Chemicals of J.T. Bakerから購入した47〜52%濃度の水溶液であった。エッチング剤浴のそれぞれを調製するのに使用した硝酸は、Fisher Chemical of Fisher Scientificから購入した50〜70%濃度の水溶液であった。
【0045】
サンプル2〜4をエッチング剤中にすばやく全体を浸漬し、周囲温度にて上述で示された時間、水性エッチング剤浴中に保持した。これらの時間の間エッチングした後で、これらサンプルをエッチング剤浴から取り出し、RO水の超音波浴中に周囲温度で3時間配置した。このとき、水は1時間ごとに交換した。次に、サンプル2〜4を超音波浴から取り出し、約5分間、3000psi(2.069×107Pa)の噴射水で清浄化した。次に、サンプル2〜4を乾燥させ、1000℃の減圧炉に1.5時間配置し、その後、炉から取り出した。表面層の走査型電子顕微鏡(SEM)画像をサンプル1〜4について図1〜4に与える。ここで、図1はサンプル1であり、図2はサンプル2であり、図3はサンプル3であり、図4はサンプル4である。
【0046】
図1と図2〜4との比較から理解できるように、エッチング後の連続気泡型焼結チタン粉末インプラントの細孔を定める表面は、エッチングしなかったサンプル1よりも、より鋭く、従ってより粗くなった。加えて、エッチングプロセスは、表面上の細孔をさらに開き、細孔の相互連結性(interconnectivity)を強めた。
【0047】
<例3>
連続気泡型焼結チタン粉末サンプルを、未焼結の多孔度を75%の代わりに80%とした以外には、例1と同じように調製した。このサンプルを上述のサンプル2と同様に(2%HFエッチング剤水溶液で)処理したが、5.5分の間エッチングした。このサンプルをここではサンプル5と称する。サンプル5の断面を調製し、光学顕微鏡を通して観察した。図5は、この断面の画像である。図5において理解できるように、サンプル5の外側層10(サンプル5の表面層)は、サンプルの内部12よりも大きな多孔度を有する。サンプル5における外側層10の深さは0.85mmであった。外側層10および内部12の多孔度はいずれも、「Image-ProPlus」プログラムのソフトウエアを用いて、画像化分析(imaging analysis)により測定した。サンプル全体の全容積多孔度もまた、エッチングの前と同じ方法を用いて、異なる場所で3つの断面試料を切り出し、各切片試料から10つの画像を撮ることにより測定し、サンプルの全容積についての平均多孔度(〜70%)を得た。外側層10の多孔度は約85%であり、一方、全容積多孔度は約70%であった。このことは、エッチングプロセスがサンプル5の表面では有効であるが、表面の下に有意には浸透しなかったことを示している。
【0048】
エッチングステップにより作成された粗さの程度および深さは、エッチング条件を変更することにより調整することができる。例えば、エッチング時間を増やすことで、表面におけるエッチングの程度だけでなく、サンプルの本体の内部へのエッチングの深さを増大させることができる。
【0049】
<例4>
2つの連続気泡型焼結チタン粉末サンプルを例1と同じように調製し、上述のサンプル4と同様に(3%HFエッチング剤水溶液で)処理したが、2分および3分の間エッチングした。これらのサンプルをここではサンプル6および7と称する。サンプル6および7の0.2%圧縮降伏強さを、ASTM E9−89aの標準圧縮テスト(standard compression test)を実施することにより測定した。エッチングしていない連続気泡型焼結チタン粉末サンプル(サンプル8)の0.2%圧縮降伏強さも測定した。商業的に入手可能なTrabecular(商標)金属(Zimmer, Inc. of Warsaw, Indianaから入手可能な連続気泡型タンタル金属整形外科インプラント)のサンプル(サンプル9)の0.2%圧縮降伏強さも測定した。この結果を、下記の表に与える。
【表2】
【0050】
上述の結果が示しているように、本発明のプロセスは、エッチングされた部位に機械的強度の損失をそれほど生じさせない。2分間エッチングしたサンプルの0.2%圧縮降伏強さは、チタン粉末から作製したエッチングしていないサンプルの約98%であり、3分間エッチングしたサンプルの0.2%圧縮降伏強さは、チタン粉末から作製したエッチングしていないサンプルの約77%であり、エッチングしたサンプルは両方とも、0.2%圧縮降伏強さが、商業的に入手可能なTrabecular Metal(商標)(エッチングしていない)よりも大きかった。
【0051】
<例5>
連続気泡型焼結チタン粉末整形外科インプラント(寛骨臼カップ)の3つのサンプルを例3と同じように調製した。しかしながら、1つのサンプル(サンプル9)は、未加工状態にある間(焼結する前)に塩ブラスト仕上げした(salt blasted)。第2のサンプル(サンプル10)もまた、未加工状態にある間に塩ブラスト仕上げし、焼結し、次に、上述の例2と同じようにエッチングした。第3のサンプル(サンプル11)は、塩ブラスト仕上げを全くすることなく、上述の例2と同じようにエッチングした。各サンプルからSEM画像を撮った。図6は、サンプル9のSEM画像であり、図7は、サンプル10のSEM画像であり、図8は、サンプル11のSEM画像である。これらのSEM画像から理解できるように、エッチングは、細孔を定める金属において、塩ブラスト仕上げよりも鋭い縁を生成する。
【0052】
加えて、ブラスト仕上げといった機械的技術は、「見通し線(line of sight)」プロセスである一方で、本発明のエッチングプロセスは、細孔の全側面に作用し、エッチング処理される連続気泡型焼結チタン粉末製品の表面は、一側面だけではなく、全ての側面において均一により粗くなる。加えて、インプラントの表面粗さの程度は、エッチング剤中の酸濃度、およびインプラントがエッチング剤に接触させられる時間の長さを変えることにより容易に制御されることができる。
【0053】
<例6>
サンプル12〜14を、これらのサンプルを作製するために使用したPFAが300〜500μmの範囲にあったこと以外には、例3と同じように調製した。サンプル12はエッチングせず、サンプル13はエッチングしたが加熱処理せず、サンプル14はエッチング後1000℃の減圧炉で1時間加熱して噴射水清浄を行った。図10に示されているように、サンプル12から現れた暗色は、副生物の残留物としてエッチングにより誘導されたものであり、エッチング後の加熱処理により除去することができた。これらのサンプルにおいて実施したXPS分析は、この副生物がチタン酸塩の一種であり得ることを示すが、正確な化学的配合を決定し確かめることは難しい。しかしながら、エッチング後の加熱処理の後には、この副生物はXPSで検出できない。
【0054】
<例7>
サンプル15〜18を、サンプル17をエッチングしなかったこと以外には、例6と同じように調製し、以下の表に指定された異なる条件下でエッチングした。各サンプルの静止摩擦係数を、ASTM標準D4518−91(ASTM standard D4518-91)に従って測定した。以下の表は、同定されたサンプルについて測定した静止摩擦係数を要約している。
【表3】
【0055】
上述の結果が示しているように、エッチングした試料は全て、エッチングしていない焼結チタン粉末試料およびTrabecular Metal(商標)試料に比べて、有意により高い静止摩擦係数を有していた。これらのより高い摩擦係数を有していたことから、エッチングされた連続気泡型金属医療用インプラントは、本来の骨と引き換えに負うため植え込まれたときに、より大きな初期の安定性を有し、また、エッチングされていない連続気泡型金属医療用インプラントに比べて骨内殖のさらに優れた助けとなるであろうことが予測される。
【0056】
上述の連続気泡型焼結チタン粉末試料は、米国特許出願第11/677,140に示されている手順に従って作製したが、このエッチングプロセスは、その他の手順に従って作製された連続気泡型金属医療用インプラントでも同等の結果を生み出すに違いない。
【0057】
今発明(instant invention)のプロセスは、エッチング剤溶液中にインプラントの全部を浸漬させることにより全側面について均一にインプラント表面を、都合により粗面化する(make it convenient to roughen)が、溶液をその側面または複数の側面だけに接触させることにより、インプラントの1つまたはそれ以上の選択された部分を粗面化するプロセスを使用することもできる。例えば、脛骨トレーについて、近位ベアリング表面がエッチング剤浴中に浸漬されなくてもよい。
【0058】
加えて、上述されたプロセスは、連続気泡型整形外科インプラントに適用されて来たが、本発明の原理は、基材上に多孔性フォームコーティングを有する中実の金属基材を含む医療用インプラントに適用されてもよく、より詳しくは、インプラントの多孔性フォーム部分に適用されてもよい。このように、上述された酸性エッチング剤水溶液は、チタンフォームが画定している連続気泡型医療用インプラントに使用されてもよいだけでなく、中実の基材上のチタンフォームコーティングに使用されてもよい。
【0059】
本願のエッチプロセスにはいくつかの潜在的な利点がある。このプロセスは、多くの場合、結果として、鋭い細孔縁を有する均一な粗い表面につながることができ、そのような粗さは、セメント無しで固定するインプラントについて望ましいものである。また、エッチングは、多くの場合、Tiフォームの表面領域に生じるだけであり、そのため、Tiフォームの機械的強度を有意に減少させることがない。加えて、表面粗さの程度および深さは、通常、エッチング条件を変更することにより調整可能である。最後に、エッチングは全般的に、Tiフォームの表面領域において細孔をさらに開き、相互連結性を強める。
【図面の簡単な説明】
【0060】
【図1】図1は、65%の多孔度を有するように粉末冶金プロセスにより作製された連続気泡型チタンロッドから切り出し、細孔形成剤(PFA)を溶解し、2500華氏度(1371℃)で6時間焼結することにより調製されたTiフォームクーポンサンプルの顕微鏡写真を示している。
【図2】図2は、クーポンサンプルを20分間、1%HFおよび10%HNO3を含有する水性エッチング剤を用いてエッチングした後の、Tiフォームクーポンサンプルの顕微鏡写真を示している。
【図3】図3は、クーポンサンプルを10分間、2%HFおよび10%HNO3を含有する水性エッチング剤を用いてエッチングした後の、Tiフォームクーポンサンプルの顕微鏡写真を示している。
【図4】図4は、クーポンサンプルを3分間、3%HFおよび10%HNO3を含有する水性エッチング剤を用いてエッチングした後の、Tiフォームクーポンサンプルの顕微鏡写真を示している。
【図5】図5は、クーポンサンプルを5.5分間、2%HFおよび10%HNO3を含有する水性エッチング剤を用いてエッチングした後の、Tiフォームクーポンサンプルの断面の写真を示している。
【図6】図6は、未加工状態(green state)の、ビーズブラスト仕上げ後の粉末冶金プロセスにより作製された連続気泡型チタン寛骨臼カップの一部の、顕微鏡写真を示している。
【図7】図7は、未加工状態の、ビーズブラスト仕上げ後に、焼結およびエッチングを行った、粉末冶金プロセスにより作製された連続気泡型チタン寛骨臼カップの一部の、顕微鏡写真を示している。
【図8】図8は、エッチング後の、粉末冶金プロセスにより作製された連続気泡型チタン寛骨臼カップの一部の、顕微鏡写真を示している。
【図9】図9は、本発明の原理に従ってエッチングされた連続気泡型チタン整形外科インプラントの透視図を示している。
【図10】図10は、エッチング副生物として生成された暗色が、エッチング後の加熱処理により除去されることができることを示す。
【特許請求の範囲】
【請求項1】
多孔性チタンフォームまたは多孔性チタン合金フォームをエッチングするためのプロセスにおいて、
−前記フォームを乾燥させることと、
−前記フォームを、約0.5〜約5体積パーセントのHF、および約5〜約20体積パーセントのHNO3を含む酸性水溶液に、所望の表面粗さを達成するのに十分な時間、接触させることと、
−前記酸性溶液から前記フォームを取り出し、前記フォームを水に接触させて残留している酸を除去することと、
−前記フォームを800〜1000℃に少なくとも0.5時間以上加熱することにより、前記フォームの表面上に現れるあらゆる暗色を除去することと、
を含む、プロセス。
【請求項2】
請求項1に記載のプロセスにおいて、
前記酸性水溶液は、体積で約1〜約3パーセントのHFを含む、プロセス。
【請求項3】
請求項1に記載のプロセスにおいて、
前記酸性水溶液は、体積で約7〜約13パーセントのHNO3を含む、プロセス。
【請求項4】
請求項1に記載のプロセスにおいて、
前記酸性水溶液は、体積で約1〜約3パーセントのHF、および体積で約7〜約13パーセントのHNO3を含む、プロセス。
【請求項5】
請求項1に記載のプロセスにおいて、
前記フォームは、前記接触させるステップの前に、約60〜約75パーセントの多孔度を有する、プロセス。
【請求項6】
請求項1に記載のプロセスにおいて、
前記チタン合金は、Ti−6Al−4Vである、プロセス。
【請求項7】
請求項1に記載のプロセスにおいて、
前記フォームは、約30分以下の時間、前記酸性水溶液に接触させられる、プロセス。
【請求項8】
請求項1に記載のプロセスにおいて、
前記フォームは、約2〜約15分の時間、前記酸性水溶液に接触させられる、プロセス。
【請求項9】
請求項1に記載のプロセスにおいて、
前記接触させるステップの前に、前記フォーム上の粉塵または減磨脂の少なくとも一部を除去すること、
をさらに含む、プロセス。
【請求項10】
請求項1に記載のプロセスにおいて、
前記フォームを前記酸性水溶液に接触させる前に、前記フォームを洗浄剤およびアルコールで清浄化すること、
をさらに含む、プロセス。
【請求項11】
請求項10に記載のプロセスにおいて、
清浄化した後、前記フォームを前記酸性水溶液に接触させる前に、前記フォームを乾燥させること、
をさらに含む、プロセス。
【請求項12】
請求項11に記載のプロセスにおいて、
前記フォームを前記酸性水溶液に接触させる前記ステップは、前記フォームへの前記酸性水溶液の浸透が制限される条件下で、前記酸性水溶液中に前記フォームを浸漬させることを含む、プロセス。
【請求項13】
請求項1に記載のプロセスにおいて、
前記フォームを前記酸性溶液に接触させた後で、前記フォームを濯ぎ水溶液に接触させること、
をさらに含む、プロセス。
【請求項14】
請求項13に記載のプロセスにおいて、
前記フォームを噴射水で清浄化すること、
をさらに含む、プロセス。
【請求項15】
請求項10に記載のプロセスにおいて、
前記加熱するステップは、前記フォームを、少なくとも800℃の温度で加熱することを含む、プロセス。
【請求項16】
連続気泡型金属医療用インプラントをエッチングするためのプロセスにおいて、
前記インプラントを清浄化することと、
清浄化された前記インプラントをオーブンで乾燥させることと、
乾燥した前記インプラントを酸性の水性エッチング剤浴中に浸漬させることと、
エッチングされた前記インプラントを清浄化して酸を除去することと、
エッチングされた前記インプラントに噴射水をスプレーして、エッチングされた前記インプラントの表面上の弱い結合物を除去することと、
エッチングされた前記インプラントを加熱して、望ましくない残渣を除去することと、
を含む、プロセス。
【請求項17】
請求項16に記載のプロセスにおいて、
前記インプラントを清浄化する前記ステップは、
前記インプラントを洗浄剤で清浄化することと、
前記インプラントをアルコール浴中に配置することと、
を含む、プロセス。
【請求項18】
請求項16に記載のプロセスにおいて、
乾燥した前記インプラントを浸漬させる前記ステップは、空気が前記インプラント内に捕捉されて、前記インプラントの表面の範囲を超えて前記エッチング剤が移行するのを制限する条件下で、前記エッチング剤浴中に前記インプラントを配置することを含む、プロセス。
【請求項19】
請求項16に記載のプロセスにおいて、
前記噴射水は、約2000〜4000psi(1.379×107〜2.758×107Pa)の圧力を提供する、プロセス。
【請求項20】
請求項16に記載のプロセスにおいて、
エッチングされた前記インプラントを加熱する前記ステップは、少なくとも800℃の温度の減圧炉で、エッチングされた前記インプラントを加熱することを含む、プロセス。
【請求項21】
請求項16に記載のプロセスにおいて、
前記連続気泡型金属医療用インプラントは、連続気泡型チタン医療用インプラントを含む、プロセス。
【請求項22】
請求項21のプロセスにおいて、
前記連続気泡型金属医療用インプラントは、連続気泡型焼結チタン粉末医療用インプラントを含む、プロセス。
【請求項23】
請求項22に記載のプロセスにおいて、
前記連続気泡型金属医療用インプラントは、連続気泡型焼結金属粉末整形外科インプラントを含む、プロセス。
【請求項24】
請求項16に記載のプロセスにおいて、
前記水性エッチング剤浴は、体積で0.5〜5%のフッ化水素酸と、体積で5〜20%の硝酸とを含む、プロセス。
【請求項25】
請求項24に記載のプロセスにおいて、
前記水性エッチング剤浴は、体積で1〜3%のフッ化水素酸と、体積で10%の硝酸とを含む、プロセス。
【請求項26】
請求項16に記載のプロセスにおいて、
前記インプラントは、周囲温度で2〜30分間、前記水性エッチング剤浴中にとどまる、プロセス。
【請求項27】
請求項26に記載のプロセスにおいて、
前記インプラントは、20分以下の間、前記水性エッチング剤浴中にとどまる、プロセス。
【請求項28】
連続気泡型金属医療用インプラントにおいて、
表面層、および本体を含み、
前記インプラントの前記表面層は、前記インプラントの全容積多孔度よりも大きな平均多孔度を有する、連続気泡型金属医療用インプラント。
【請求項29】
請求項28に記載の連続気泡型金属医療用インプラントにおいて、
前記表面層は、1mm未満の厚みの層を含む、連続気泡型金属医療用インプラント。
【請求項30】
請求項28に記載の連続気泡型金属医療用インプラントにおいて、
前記インプラントは、連続気泡型金属整形外科インプラントを含む、連続気泡型金属医療用インプラント。
【請求項31】
請求項30に記載の連続気泡型金属医療用インプラントにおいて、
前記インプラントは、連続気泡型チタン/Ti合金整形外科インプラントを含む、連続気泡型金属医療用インプラント。
【請求項32】
請求項31に記載の連続気泡型金属医療用インプラントにおいて、
前記インプラントは、連続気泡型焼結チタン粉末整形外科インプラントを含む、連続気泡型金属医療用インプラント。
【請求項33】
請求項30に記載の連続気泡型金属医療用インプラントにおいて、
前記インプラントは、連続気泡型焼結金属粉末整形外科インプラントを含む、連続気泡型金属医療用インプラント。
【請求項34】
請求項28に記載の連続気泡型金属医療用インプラントにおいて、
前記インプラントは、ASTM D4518−91により測定されたときに、少なくとも0.8の静止摩擦係数を有する、連続気泡型金属医療用インプラント。
【請求項35】
請求項28に記載の連続気泡型金属医療用インプラントにおいて、
前記インプラントの全容積多孔度は、少なくとも60%であり、前記表面層の平均多孔度は、前記全容積多孔度よりも少なくとも5%大きい、連続気泡型金属医療用インプラント。
【請求項36】
請求項35に記載の連続気泡型金属医療用インプラントにおいて、
前記インプラントは、50MPaを超える0.2%圧縮降伏強さを有する、連続気泡型金属医療用インプラント。
【請求項37】
多孔性チタンフォームにおいて、
ASTM D4518−91により測定されたときに、0.4を超える静止摩擦係数を有する、多孔性チタンフォーム。
【請求項38】
請求項37に記載の連続気泡型金属医療用インプラントにおいて、
前記インプラントは、ASTM D4518−91により測定されたときに、少なくとも0.8の静止摩擦係数を有する、連続気泡型金属医療用インプラント。
【請求項39】
請求項37に記載の多孔性チタンフォームにおいて、
前記フォームは、表面層、および本体を有する、連続気泡型焼結チタン粉末インプラントを画定しており、
前記インプラントの前記表面層は、前記インプラントの全容積多孔度よりも大きな平均多孔度を有する、多孔性チタンフォーム。
【請求項40】
請求項39に記載の多孔性チタンフォームにおいて、
前記インプラントの全容積多孔度は、少なくとも60%であり、前記表面層の平均多孔度は、前記全容積多孔度よりも少なくとも5%大きい、多孔性チタンフォーム。
【請求項41】
請求項40に記載の多孔性チタンフォームにおいて、
前記フォームは、50MPaを超える0.2%圧縮降伏強さを有する、多孔性チタンフォーム。
【請求項42】
請求項39に記載の多孔性チタンフォームにおいて、
前記表面層は、1mm未満の厚みの層を含む、多孔性チタンフォーム。
【請求項43】
請求項37に記載の多孔性チタンフォームにおいて、
ASTM D4518−91により測定されたときに、少なくとも1の静止摩擦係数を有する、多孔性チタンフォーム。
【請求項44】
請求項43に記載の多孔性チタンフォームにおいて、
前記フォームは、50MPaを超える0.2%圧縮降伏強さを有し、
前記インプラントの全容積多孔度は、少なくとも60%であり、前記表面層の平均多孔度は、前記全容積多孔度よりも少なくとも5%大きい、多孔性チタンフォーム。
【請求項1】
多孔性チタンフォームまたは多孔性チタン合金フォームをエッチングするためのプロセスにおいて、
−前記フォームを乾燥させることと、
−前記フォームを、約0.5〜約5体積パーセントのHF、および約5〜約20体積パーセントのHNO3を含む酸性水溶液に、所望の表面粗さを達成するのに十分な時間、接触させることと、
−前記酸性溶液から前記フォームを取り出し、前記フォームを水に接触させて残留している酸を除去することと、
−前記フォームを800〜1000℃に少なくとも0.5時間以上加熱することにより、前記フォームの表面上に現れるあらゆる暗色を除去することと、
を含む、プロセス。
【請求項2】
請求項1に記載のプロセスにおいて、
前記酸性水溶液は、体積で約1〜約3パーセントのHFを含む、プロセス。
【請求項3】
請求項1に記載のプロセスにおいて、
前記酸性水溶液は、体積で約7〜約13パーセントのHNO3を含む、プロセス。
【請求項4】
請求項1に記載のプロセスにおいて、
前記酸性水溶液は、体積で約1〜約3パーセントのHF、および体積で約7〜約13パーセントのHNO3を含む、プロセス。
【請求項5】
請求項1に記載のプロセスにおいて、
前記フォームは、前記接触させるステップの前に、約60〜約75パーセントの多孔度を有する、プロセス。
【請求項6】
請求項1に記載のプロセスにおいて、
前記チタン合金は、Ti−6Al−4Vである、プロセス。
【請求項7】
請求項1に記載のプロセスにおいて、
前記フォームは、約30分以下の時間、前記酸性水溶液に接触させられる、プロセス。
【請求項8】
請求項1に記載のプロセスにおいて、
前記フォームは、約2〜約15分の時間、前記酸性水溶液に接触させられる、プロセス。
【請求項9】
請求項1に記載のプロセスにおいて、
前記接触させるステップの前に、前記フォーム上の粉塵または減磨脂の少なくとも一部を除去すること、
をさらに含む、プロセス。
【請求項10】
請求項1に記載のプロセスにおいて、
前記フォームを前記酸性水溶液に接触させる前に、前記フォームを洗浄剤およびアルコールで清浄化すること、
をさらに含む、プロセス。
【請求項11】
請求項10に記載のプロセスにおいて、
清浄化した後、前記フォームを前記酸性水溶液に接触させる前に、前記フォームを乾燥させること、
をさらに含む、プロセス。
【請求項12】
請求項11に記載のプロセスにおいて、
前記フォームを前記酸性水溶液に接触させる前記ステップは、前記フォームへの前記酸性水溶液の浸透が制限される条件下で、前記酸性水溶液中に前記フォームを浸漬させることを含む、プロセス。
【請求項13】
請求項1に記載のプロセスにおいて、
前記フォームを前記酸性溶液に接触させた後で、前記フォームを濯ぎ水溶液に接触させること、
をさらに含む、プロセス。
【請求項14】
請求項13に記載のプロセスにおいて、
前記フォームを噴射水で清浄化すること、
をさらに含む、プロセス。
【請求項15】
請求項10に記載のプロセスにおいて、
前記加熱するステップは、前記フォームを、少なくとも800℃の温度で加熱することを含む、プロセス。
【請求項16】
連続気泡型金属医療用インプラントをエッチングするためのプロセスにおいて、
前記インプラントを清浄化することと、
清浄化された前記インプラントをオーブンで乾燥させることと、
乾燥した前記インプラントを酸性の水性エッチング剤浴中に浸漬させることと、
エッチングされた前記インプラントを清浄化して酸を除去することと、
エッチングされた前記インプラントに噴射水をスプレーして、エッチングされた前記インプラントの表面上の弱い結合物を除去することと、
エッチングされた前記インプラントを加熱して、望ましくない残渣を除去することと、
を含む、プロセス。
【請求項17】
請求項16に記載のプロセスにおいて、
前記インプラントを清浄化する前記ステップは、
前記インプラントを洗浄剤で清浄化することと、
前記インプラントをアルコール浴中に配置することと、
を含む、プロセス。
【請求項18】
請求項16に記載のプロセスにおいて、
乾燥した前記インプラントを浸漬させる前記ステップは、空気が前記インプラント内に捕捉されて、前記インプラントの表面の範囲を超えて前記エッチング剤が移行するのを制限する条件下で、前記エッチング剤浴中に前記インプラントを配置することを含む、プロセス。
【請求項19】
請求項16に記載のプロセスにおいて、
前記噴射水は、約2000〜4000psi(1.379×107〜2.758×107Pa)の圧力を提供する、プロセス。
【請求項20】
請求項16に記載のプロセスにおいて、
エッチングされた前記インプラントを加熱する前記ステップは、少なくとも800℃の温度の減圧炉で、エッチングされた前記インプラントを加熱することを含む、プロセス。
【請求項21】
請求項16に記載のプロセスにおいて、
前記連続気泡型金属医療用インプラントは、連続気泡型チタン医療用インプラントを含む、プロセス。
【請求項22】
請求項21のプロセスにおいて、
前記連続気泡型金属医療用インプラントは、連続気泡型焼結チタン粉末医療用インプラントを含む、プロセス。
【請求項23】
請求項22に記載のプロセスにおいて、
前記連続気泡型金属医療用インプラントは、連続気泡型焼結金属粉末整形外科インプラントを含む、プロセス。
【請求項24】
請求項16に記載のプロセスにおいて、
前記水性エッチング剤浴は、体積で0.5〜5%のフッ化水素酸と、体積で5〜20%の硝酸とを含む、プロセス。
【請求項25】
請求項24に記載のプロセスにおいて、
前記水性エッチング剤浴は、体積で1〜3%のフッ化水素酸と、体積で10%の硝酸とを含む、プロセス。
【請求項26】
請求項16に記載のプロセスにおいて、
前記インプラントは、周囲温度で2〜30分間、前記水性エッチング剤浴中にとどまる、プロセス。
【請求項27】
請求項26に記載のプロセスにおいて、
前記インプラントは、20分以下の間、前記水性エッチング剤浴中にとどまる、プロセス。
【請求項28】
連続気泡型金属医療用インプラントにおいて、
表面層、および本体を含み、
前記インプラントの前記表面層は、前記インプラントの全容積多孔度よりも大きな平均多孔度を有する、連続気泡型金属医療用インプラント。
【請求項29】
請求項28に記載の連続気泡型金属医療用インプラントにおいて、
前記表面層は、1mm未満の厚みの層を含む、連続気泡型金属医療用インプラント。
【請求項30】
請求項28に記載の連続気泡型金属医療用インプラントにおいて、
前記インプラントは、連続気泡型金属整形外科インプラントを含む、連続気泡型金属医療用インプラント。
【請求項31】
請求項30に記載の連続気泡型金属医療用インプラントにおいて、
前記インプラントは、連続気泡型チタン/Ti合金整形外科インプラントを含む、連続気泡型金属医療用インプラント。
【請求項32】
請求項31に記載の連続気泡型金属医療用インプラントにおいて、
前記インプラントは、連続気泡型焼結チタン粉末整形外科インプラントを含む、連続気泡型金属医療用インプラント。
【請求項33】
請求項30に記載の連続気泡型金属医療用インプラントにおいて、
前記インプラントは、連続気泡型焼結金属粉末整形外科インプラントを含む、連続気泡型金属医療用インプラント。
【請求項34】
請求項28に記載の連続気泡型金属医療用インプラントにおいて、
前記インプラントは、ASTM D4518−91により測定されたときに、少なくとも0.8の静止摩擦係数を有する、連続気泡型金属医療用インプラント。
【請求項35】
請求項28に記載の連続気泡型金属医療用インプラントにおいて、
前記インプラントの全容積多孔度は、少なくとも60%であり、前記表面層の平均多孔度は、前記全容積多孔度よりも少なくとも5%大きい、連続気泡型金属医療用インプラント。
【請求項36】
請求項35に記載の連続気泡型金属医療用インプラントにおいて、
前記インプラントは、50MPaを超える0.2%圧縮降伏強さを有する、連続気泡型金属医療用インプラント。
【請求項37】
多孔性チタンフォームにおいて、
ASTM D4518−91により測定されたときに、0.4を超える静止摩擦係数を有する、多孔性チタンフォーム。
【請求項38】
請求項37に記載の連続気泡型金属医療用インプラントにおいて、
前記インプラントは、ASTM D4518−91により測定されたときに、少なくとも0.8の静止摩擦係数を有する、連続気泡型金属医療用インプラント。
【請求項39】
請求項37に記載の多孔性チタンフォームにおいて、
前記フォームは、表面層、および本体を有する、連続気泡型焼結チタン粉末インプラントを画定しており、
前記インプラントの前記表面層は、前記インプラントの全容積多孔度よりも大きな平均多孔度を有する、多孔性チタンフォーム。
【請求項40】
請求項39に記載の多孔性チタンフォームにおいて、
前記インプラントの全容積多孔度は、少なくとも60%であり、前記表面層の平均多孔度は、前記全容積多孔度よりも少なくとも5%大きい、多孔性チタンフォーム。
【請求項41】
請求項40に記載の多孔性チタンフォームにおいて、
前記フォームは、50MPaを超える0.2%圧縮降伏強さを有する、多孔性チタンフォーム。
【請求項42】
請求項39に記載の多孔性チタンフォームにおいて、
前記表面層は、1mm未満の厚みの層を含む、多孔性チタンフォーム。
【請求項43】
請求項37に記載の多孔性チタンフォームにおいて、
ASTM D4518−91により測定されたときに、少なくとも1の静止摩擦係数を有する、多孔性チタンフォーム。
【請求項44】
請求項43に記載の多孔性チタンフォームにおいて、
前記フォームは、50MPaを超える0.2%圧縮降伏強さを有し、
前記インプラントの全容積多孔度は、少なくとも60%であり、前記表面層の平均多孔度は、前記全容積多孔度よりも少なくとも5%大きい、多孔性チタンフォーム。
【図1】


【図2】

【図3】

【図4】

【図5】

【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2010−31369(P2010−31369A)
【公開日】平成22年2月12日(2010.2.12)
【国際特許分類】
【外国語出願】
【出願番号】特願2009−153331(P2009−153331)
【出願日】平成21年6月29日(2009.6.29)
【出願人】(501384115)デピュイ・プロダクツ・インコーポレイテッド (216)
【Fターム(参考)】
【公開日】平成22年2月12日(2010.2.12)
【国際特許分類】
【出願番号】特願2009−153331(P2009−153331)
【出願日】平成21年6月29日(2009.6.29)
【出願人】(501384115)デピュイ・プロダクツ・インコーポレイテッド (216)
【Fターム(参考)】
[ Back to top ]