
粘性液状物塗布装置
【課題】塗布作業開始前に粘性液状物を試し塗り部材に試し塗りしてその塗布部分をカメラで撮像して検査する際に、該塗布部分を精度良く画像認識できるようにする。
【解決手段】複数台の実装機モジュールのうちの一部の実装機モジュールに塗布状態検査ユニット32をセットして、塗布作業開始前に塗布ヘッドで粘性液状物をガイドプレート45上のロール紙に塗布してその塗布部分を実装機モジュールのカメラで撮像して該塗布部分を画像処理により認識して検査する。この検査前に、塗布する粘性液状物の種類に応じて複数種類のロール紙の中から画像処理で粘性液状物の塗布部分を認識しやすいロール紙を選択して実装機モジュールの表示装置に表示する。作業者は、検査前に表示装置に表示されたロール紙の種類が塗布状態検査ユニット32にセットしたロール紙40と異なれば、そのロール紙40を表示装置19に表示された種類のロール紙と取り替える。
【解決手段】複数台の実装機モジュールのうちの一部の実装機モジュールに塗布状態検査ユニット32をセットして、塗布作業開始前に塗布ヘッドで粘性液状物をガイドプレート45上のロール紙に塗布してその塗布部分を実装機モジュールのカメラで撮像して該塗布部分を画像処理により認識して検査する。この検査前に、塗布する粘性液状物の種類に応じて複数種類のロール紙の中から画像処理で粘性液状物の塗布部分を認識しやすいロール紙を選択して実装機モジュールの表示装置に表示する。作業者は、検査前に表示装置に表示されたロール紙の種類が塗布状態検査ユニット32にセットしたロール紙40と異なれば、そのロール紙40を表示装置19に表示された種類のロール紙と取り替える。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、様々な粘性液状物(例えば実装用接着剤、半田ペースト、導体ペースト、抵抗体ペースト、フラックス、実装用アンダーフィル剤等)を塗布する粘性液状物塗布装置に関する発明である。
【背景技術】
【0002】
回路基板に部品を実装する工程では、様々な粘性液状物(例えば実装用接着剤、半田ペースト、導体ペースト、抵抗体ペースト、フラックス、実装用アンダーフィル剤等)が回路基板に塗布される。これらの粘性液状物を回路基板に塗布する塗布装置は、専用の塗布装置が用いられたり、或は、特許文献1(特開2009−81456号公報)に示すように、複数台の部品実装機を配列した部品実装システムのうちの一部の部品実装機に、粘性液状物塗布用のヘッドを実装ヘッドと取り替え可能に取り付け、当該部品実装機で粘性液状物を回路基板に塗布するようにしたものがある。
【0003】
また、特許文献2(特開平6−243235号公報)には、回路基板に印刷したクリーム半田の印刷状態をカメラで撮像して検査する検査装置において、検査対象に応じてカメラの入射光量(カメラレンズの絞り値)を切り換えることが記載されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2009−81456号公報
【特許文献2】特開平6−243235号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、粘性液状物の種類(粘度等)や塗布ヘッドの吐出圧力・吐出時間によって粘性液状物の塗布状態が異なってくるため、塗布作業開始前に粘性液状物の種類に応じて塗布ヘッドの吐出圧力や吐出時間を調整することが望ましい。そこで、塗布作業開始前に粘性液状物の塗布状態を検査するために、塗布ヘッドで粘性液状物を試し塗り部材(例えば試し塗り用紙や回路基板の片隅)に試し塗りしてその塗布部分をカメラで撮像して該塗布部分を画像処理により認識して検査する必要がある。
【0006】
しかし、粘性液状物の種類によって、粘性液状物の色、光反射率、透明度等が異なるため、粘性液状物の種類によっては、粘性液状物の塗布部分とその背景となる試し塗り部材との輝度差(明度差)が小さくなって粘性液状物の塗布部分の画像認識精度が悪化する場合があり、その結果、塗布作業開始前に粘性液状物の種類に応じて塗布ヘッドの吐出圧力や吐出時間を適正に調整することが困難になる場合がある。
【0007】
尚、上記特許文献2の検査技術は、回路基板にクリーム半田を印刷した後、クリーム半田の印刷状態をカメラで撮像して検査するものであるため、印刷作業開始前にクリーム半田を試し塗りして検査するものではないが、この特許文献2の検査技術を塗布作業開始前の検査に応用すると、塗布作業開始前の検査においても、検査対象に応じてカメラの入射光量(カメラレンズの絞り値)を切り換えることが考えられる。
【0008】
しかし、粘性液状物の塗布部分とその背景となる試し塗り部材との輝度差(明度差)が小さい場合は、カメラの入射光量を切り換える程度では、粘性液状物の塗布部分の画像認識精度を上げる効果が少なく、十分な画像認識精度が得られず、粘性液状物の塗布部分を精度良く検査できない。
【0009】
そこで、本発明が解決しようとする課題は、塗布作業開始前に粘性液状物を試し塗り部材に試し塗りしてその塗布部分をカメラで撮像して検査する際に、試し塗り部材上の粘性液状物の塗布部分の画像認識精度を上げて該塗布部分を精度良く検査できる粘性液状物塗布装置を提供することである。
【課題を解決するための手段】
【0010】
上記課題を解決するために、請求項1に係る発明は、粘性液状物を回路基板に塗布する塗布ヘッドを備え、塗布作業開始前に塗布ヘッドで粘性液状物を試し塗り部材に塗布してその塗布部分をカメラで撮像して該塗布部分を画像処理により認識して検査する粘性液状物塗布装置において、塗布する粘性液状物の種類に応じて、複数種類の試し塗り部材の中から画像処理で粘性液状物の塗布部分を認識しやすい試し塗り部材を選択して告知する生産管理手段を備えた構成としたものである。
【0011】
この構成では、塗布する粘性液状物の種類に応じて、複数種類の試し塗り部材の中から画像処理で粘性液状物の塗布部分を認識しやすい試し塗り部材を選択して告知するようにしたので、作業者は、塗布作業開始前に告知された試し塗り部材を用いて粘性液状物を試し塗りしてその塗布部分をカメラで撮像して検査するようにすれば良く、これにより、粘性液状物の塗布部分とその背景となる試し塗り部材との輝度差(明度差)を大きくして画像処理することが可能となり、試し塗り部材上の粘性液状物の塗布部分の画像認識精度を上げて塗布部分を精度良く検査することができる。
【0012】
この場合、生産管理手段の告知に従って試し塗り部材を交換する作業は、作業者が手作業で行っても良いし、或は、試し塗り部材を自動的に交換する自動交換機構を設けた構成としても良い。
【0013】
また、請求項2のように、塗布ヘッドで塗布する粘性液状物の種類に応じて、カメラのシャッタースピード及び/又は照明条件を画像処理で認識しやすい条件に設定する手段を追加しても良い。このようにすれば、試し塗り部材上の粘性液状物の塗布部分の画像認識精度を更に向上させることができる。
【0014】
本発明は、粘性液状物塗布専用の装置に適用しても良いし、或は、請求項3のように、試し塗り部材を装着した塗布状態検査ユニットを、部品実装機のフィーダセット台にフィーダと取り替え可能に取り付け、部品実装機に塗布ヘッドを実装ヘッドと取り替え可能に取り付けた構成としても良い。このようにすれば、部品実装システムを構成する複数台の部品実装機のうちの一部の部品実装機に塗布ヘッドを実装ヘッドと替えて取り付けた場合にも本発明を適用して実施できる。
【0015】
この場合、請求項4のように、試し塗り部材としてロール紙を用いて、該ロール紙を塗布状態検査ユニットに脱着可能にセットし、塗布状態検査ユニットには、ロール紙のうちの粘性液状物が塗布された部分を巻き取る巻取リールと、該巻取リールを回転駆動するモータとを設けた構成とすると良い。このようにすれば、粘性液状物をロール紙に試し塗りしてその検査を終了してから次の試し塗りを開始するまでの期間に、試し塗りした部分だけロール紙を巻取リールに巻き取って、次の試し塗りの準備をするという作業を自動的に行うことができ、作業性を向上できる。
【図面の簡単な説明】
【0016】
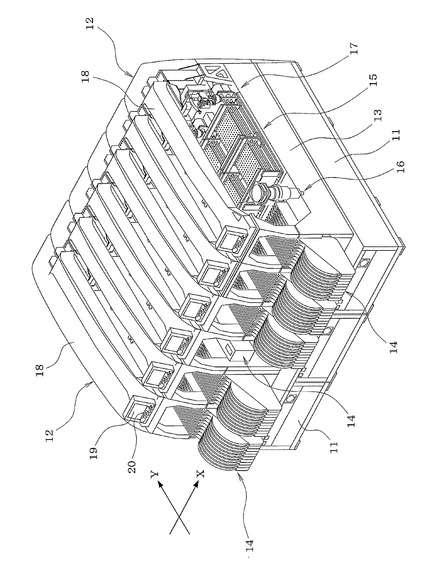
【図1】図1は本発明の一実施例におけるモジュール型部品実装システム全体の外観斜視図である。
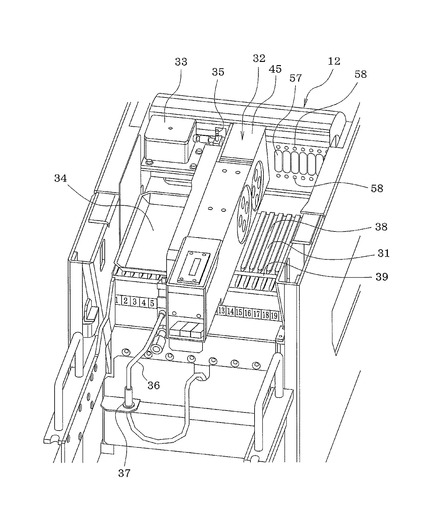
【図2】図2は実装機モジュールのフィーダセット台に塗布状態検査ユニットを取り付けた状態を示す外観斜視図である。
【図3】図3は塗布状態検査ユニットの外観斜視図である。
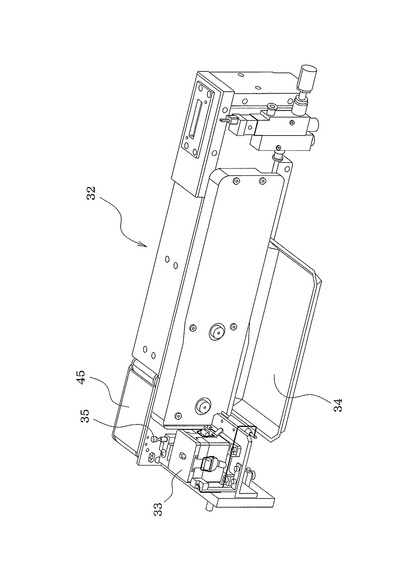
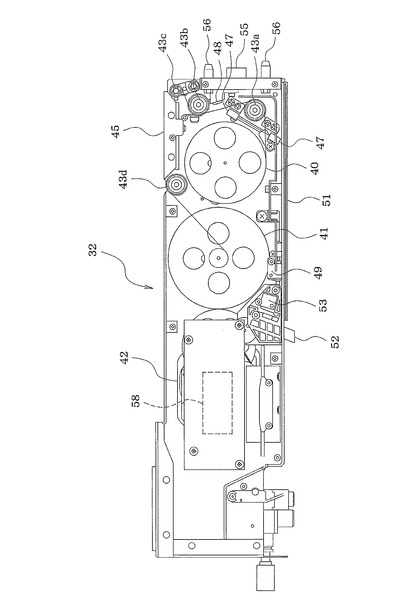
【図4】図4は塗布状態検査ユニットの側面図である。
【発明を実施するための形態】
【0017】
以下、本発明を実施するための形態をモジュール型部品実装システムに適用して具体化した一実施例を説明する。
まず、図1に基づいてモジュール型部品実装システムの構成を説明する。
モジュール型部品実装システムのベース台11上に、回路基板の搬送方向(X方向)に隣接して複数台の実装機モジュール12(部品実装機)が取り替え可能に整列配置されている。各実装機モジュール12は、本体ベッド13上に、テープフィーダ等のフィーダ14、回路基板搬送装置15、部品撮像用のカメラ16(パーツカメラ)、実装ヘッド17、基板マーク撮像用のカメラ(マークカメラ)等を搭載して構成され、上部フレーム18の前面部には、液晶ディスプレイ、CRT等の表示装置19と、操作キー等の操作部20とが設けられている。
【0018】
各実装機モジュール12の回路基板搬送装置15によって回路基板を順次搬送して各実装機モジュール12の実装ヘッド17によって回路基板に部品を実装する。各実装機モジュール12には、フィーダ14が着脱可能に取り付けられるフィーダセット台31(図2参照)と、XYZ方向に移動する移動機構(図示せず)とが設けられ、該移動機構には実装ヘッド17が着脱可能に取り付けられている。
【0019】
いずれの実装機モジュール12の移動機構にも、粘性液状物を回路基板に塗布する塗布ヘッド(図示せず)を実装ヘッド17と取り替え可能に取り付けることができるようになっており、また、いずれの実装機モジュール12のフィーダセット台31にも、塗布状態検査ユニット32(図2参照)をフィーダ14と取り替え可能に取り付けることができるようになっている。ここで、粘性液状物としては、例えば、実装用接着剤、半田ペースト、導体ペースト、抵抗体ペースト、フラックス、実装用アンダーフィル剤等がある。
【0020】
本実施例では、モジュール型部品実装システムを構成する複数台の実装機モジュール12のうちの一部(1台又は数台)の実装機モジュール12を粘性液状物塗布装置として使用し、当該実装機モジュール12の移動機構に、実装ヘッド17に替えて塗布ヘッドを取り付け、当該実装機モジュール12のフィーダセット台31に、フィーダ14に替えて塗布状態検査ユニット32を取り付けている。
【0021】
以下、塗布状態検査ユニット32の構成を図2乃至図4を用いて説明する。
図2及び図3に示すように、塗布状態検査ユニット32の周辺には、実装機モジュール12の塗布ヘッドの吐出ノズル先端をクリーニングするノズルクリーニング装置33と、塗布ヘッドのエア抜きのために塗布ヘッドの吐出ノズルから吐出した粘性液状物を受け溜めるエア抜き用受け皿34と、塗布ヘッドの吐出ノズル先端の高さを測定するタッチセンサ等のノズル高さ測定センサ35とが設けられている。塗布状態検査ユニット32には、ノズルクリーニング装置33にクリーニング用のエアを供給するためのエアホース36が設けられ、このエアホース36が実装機モジュール12側に設けられたエア供給カプラ37に接続されている。
【0022】
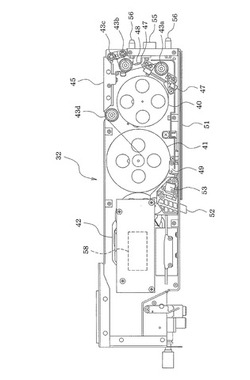
図4に示すように、塗布状態検査ユニット32には、試し塗り部材であるロール紙40と、該ロール紙40から引き出した塗布用紙を巻き取る巻取リール41と、該巻取リール41を回転駆動するモータ42が設けられている。ロール紙40は、塗布する粘性液状物の種類に応じて画像処理で粘性液状物の塗布部分を認識しやすいロール紙を選択できるように、色や材質の異なる複数種類のロール紙が用意され、複数種類のロール紙の中から選択したロール紙40を塗布状態検査ユニット32の所定位置に交換可能にセットするようになっている。ロール紙40から引き出した塗布用紙がローラ43a,43b,43cに掛け渡されて塗布状態検査ユニット32上面のガイドプレート45(試し塗り位置)上に引き出され、ローラ43dを経て巻取リール41に巻き取られる。この巻取リール41も、ロール紙40と同様に、塗布状態検査ユニット32の所定位置に脱着可能にセットするようになっている。
【0023】
塗布状態検査ユニット32の内部には、ロール紙40の有無を確認する光センサ等のロール紙有無確認センサ47と、ロール紙40の巻き取りを確認する巻取確認センサ48と、巻取リール41の紙巻取量が満杯になったことを検出する巻取満杯センサ49とが設けられている。
【0024】
塗布状態検査ユニット32の下面には、該塗布状態検査ユニット32の着脱方向に延びる装着ガイド51が設けられ、該装着ガイド51がフィーダセット台31のガイド溝38(図2参照)に嵌まり込むようになっている。塗布状態検査ユニット32の下部には、スプリング等により下方に付勢されたロック部材52が上下動可能に設けられ、該ロック部材52がフィーダセット台31のロック溝39(図2参照)に嵌まり込むことで、該塗布状態検査ユニット32がフィーダセット台31に取り付けられた状態にロックされる。
【0025】
塗布状態検査ユニット32をフィーダセット台31から取り外す場合は、作業者がロック解除操作機構(図示せず)を操作してロック部材52をフィーダセット台31のロック溝39から抜き出してロックを解除する。ロック部材52の近傍には、ロック部材52がロック溝39に嵌まり込んだロック状態になっていることを検出するロック確認センサ53が設けられている。
【0026】
塗布状態検査ユニット32の奥端面には、該塗布状態検査ユニット32の信号線・電源線を実装機モジュール12側のコネクタ57(図2参照)に接続するためのコネクタ55と、該塗布状態検査ユニット32を係合固定するための係合ピン56とが設けられ、該係合ピン56が実装機モジュール12側の係合穴58(図2参照)に差し込まれることで、該塗布状態検査ユニット32がフィーダセット台31上で位置決めされて係合固定される。
【0027】
塗布状態検査ユニット32には、モータ42を制御する制御装置58が設けられ、この塗布状態検査ユニット32の制御装置58と実装機モジュール12の制御装置(図示せず)とがコネクタ55で接続されている。実装機モジュール12の制御装置(又はモジュール型部品実装システム全体を管理する管理コンピュータ)は、特許請求の範囲でいう生産管理手段として機能し、塗布する粘性液状物の種類と画像処理で粘性液状物の塗布部分を認識しやすいロール紙の種類との関係をデータ化して記憶装置(図示せず)に記憶しておき、生産ジョブで指定された粘性液状物の種類に応じて、記憶装置に記憶された複数種類のロール紙の中から画像処理で粘性液状物の塗布部分を認識しやすいロール紙を選択して当該実装機モジュール12の表示装置19に表示して作業者に告知する。例えば、透明な粘性液状物を用いる場合、透明な粘性液状物は光反射率が高いため、光反射率の低いロール紙を用いることで、透明な粘性液状物の塗布形状を十分な精度で画像認識できる。
【0028】
作業者は、塗布作業開始前に表示装置19に表示されたロール紙の種類が塗布状態検査ユニット32にセットしたロール紙40と異なれば、そのロール紙40を表示装置19に表示された種類のロール紙と取り替える。
【0029】
実装機モジュール12の制御装置(又は管理コンピュータ)は、塗布作業開始前に塗布ヘッドで粘性液状物をガイドプレート45上のロール紙に塗布してその塗布部分を実装機モジュール12の基板マーク撮像用のカメラで撮像して該塗布部分の形状や径等を画像処理により認識して検査し、その検査結果に基づいて塗布ヘッドの吐出圧力や吐出時間を調整する。塗布部分の画像処理は、例えば、塗布前と塗布後の画像のグレー値の差分画像で判定するようにしても良いし、勿論、塗布後の画像のみで塗布部分の形状や径等を認識するようにしても良い。
【0030】
更に、実装機モジュール12の制御装置(又は管理コンピュータ)は、塗布ヘッドで塗布する粘性液状物の種類に応じて、カメラのシャッタースピード及び/又は照明条件(照明光度、照明方法等)を画像処理で認識しやすい条件に設定する機能も搭載されている。また、生産ジョブには、粘性液状物を塗布する回路基板の塗布位置の基板色のデータを設定可能として、粘性液状物と基板色の両方を考慮してカメラのシャッタースピード及び/又は照明条件を画像処理で認識しやすい条件に設定できるようになっている。従って、生産ジョブには、使用する粘性液状物の種類毎に、ロール紙の種類、カメラのシャッタースピード、照明条件を設定する撮像条件データが登録されている。
【0031】
また、作業者が、塗布作業に使用する粘性液状物の種類を入力する機能を持たせ、入力した粘性液状物の種類に対応する撮像条件データが存在すれば、その撮像条件データを使用する。また、入力した粘性液状物の種類に対応する撮像条件データが存在しなければ、デフォルトの撮像条件データを使用したり、或は、作業者が新規に撮像条件データを登録できるようにしても良い。
【0032】
更に、実装機モジュール12の制御装置(又は管理コンピュータ)は、粘性液状物をロール紙に試し塗りしてその検査を終了してから次の試し塗りを開始するまでの期間に、試し塗りした部分だけロール紙を巻取リール41に巻き取って、次の試し塗りの準備をするという作業を自動的に行う機能も搭載されている。
【0033】
以上説明した本実施例では、塗布する粘性液状物の種類に応じて、複数種類のロール紙の中から画像処理で粘性液状物の塗布部分を認識しやすいロール紙を選択して表示装置19に表示するようにしたので、作業者は、塗布作業開始前に表示装置19に表示されたロール紙の種類が塗布状態検査ユニット32にセットしたロール紙40と異なれば、そのロール紙40を表示装置19に表示された種類のロール紙と取り替えて、粘性液状物を試し塗りしてその塗布部分をカメラで撮像して検査するようにすれば良い。これにより、粘性液状物の塗布部分とその背景となるロール紙との輝度差(明度差)を大きくして画像処理することが可能となり、ロール紙上の粘性液状物の塗布部分の画像認識精度を上げて塗布部分を精度良く検査することができる。
【0034】
更に、本実施例では、塗布ヘッドで塗布する粘性液状物の種類に応じて、カメラのシャッタースピードと照明条件を画像処理で認識しやすい条件に設定するようにしたので、ロール紙上の粘性液状物の塗布部分の画像認識精度を更に向上させることができる。
【0035】
また、試し塗り部材としてロール紙を用いて、該ロール紙を塗布状態検査ユニット32に脱着可能にセットし、塗布状態検査ユニット32には、ロール紙のうちの粘性液状物が塗布された部分を巻き取る巻取リール46と、該巻取リール46を回転駆動するモータ42とを設けたので、粘性液状物をロール紙に試し塗りしてその検査を終了してから次の試し塗りを開始するまでの期間に、試し塗りした部分だけロール紙を巻取リール46に巻き取って、次の試し塗りの準備をするという作業を自動的に行うことができ、作業性を向上できる。
【0036】
尚、本実施例では、作業者が表示装置19の表示に従って試し塗り部材(ロール紙)を手作業で交換するようにしたが、試し塗り部材を自動的に交換する自動交換機構を設けた構成としても良い。
【0037】
また、1巻きのセットロール紙を、複数種類のロール紙をつなぎ合わせたものとし、塗布する粘性液状物の種類に応じて、送り・巻き戻しを行うことで、ロール紙の種類を選択できるようにしても良い。
【0038】
また、本実施例では、実装機モジュール12のフィーダセット台31に塗布状態検査ユニット32を取り付けるようにしたが、本発明は、粘性液状物塗布専用の装置に適用しても良い。
【0039】
更に、試し塗り部材は、ロール紙に限定されず、フィルム、プレート等の他の部材を用いても良く、要は、粘性液状物を塗布できる部材を用いれば良い。
【符号の説明】
【0040】
12…実装機モジュール(部品実装機)、14…フィーダ、15…回路基板搬送装置、16…部品撮像用のカメラ、17…実装ヘッド、18…上部フレーム、19…表示装置、20…操作部、31…フィーダセット台、32…塗布状態検査ユニット、33…ノズルクリーニング装置、34…エア抜き用受け皿、35…ノズル高さ測定センサ、36…エアホース、37…エア供給カプラ、40…ロール紙、41…巻取リール、42…モータ、45…ガイドプレート、47…ロール紙有無確認センサ、48…巻取確認センサ、49…巻取満杯センサ、55…コネクタ、56…係合ピン
【技術分野】
【0001】
本発明は、様々な粘性液状物(例えば実装用接着剤、半田ペースト、導体ペースト、抵抗体ペースト、フラックス、実装用アンダーフィル剤等)を塗布する粘性液状物塗布装置に関する発明である。
【背景技術】
【0002】
回路基板に部品を実装する工程では、様々な粘性液状物(例えば実装用接着剤、半田ペースト、導体ペースト、抵抗体ペースト、フラックス、実装用アンダーフィル剤等)が回路基板に塗布される。これらの粘性液状物を回路基板に塗布する塗布装置は、専用の塗布装置が用いられたり、或は、特許文献1(特開2009−81456号公報)に示すように、複数台の部品実装機を配列した部品実装システムのうちの一部の部品実装機に、粘性液状物塗布用のヘッドを実装ヘッドと取り替え可能に取り付け、当該部品実装機で粘性液状物を回路基板に塗布するようにしたものがある。
【0003】
また、特許文献2(特開平6−243235号公報)には、回路基板に印刷したクリーム半田の印刷状態をカメラで撮像して検査する検査装置において、検査対象に応じてカメラの入射光量(カメラレンズの絞り値)を切り換えることが記載されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2009−81456号公報
【特許文献2】特開平6−243235号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、粘性液状物の種類(粘度等)や塗布ヘッドの吐出圧力・吐出時間によって粘性液状物の塗布状態が異なってくるため、塗布作業開始前に粘性液状物の種類に応じて塗布ヘッドの吐出圧力や吐出時間を調整することが望ましい。そこで、塗布作業開始前に粘性液状物の塗布状態を検査するために、塗布ヘッドで粘性液状物を試し塗り部材(例えば試し塗り用紙や回路基板の片隅)に試し塗りしてその塗布部分をカメラで撮像して該塗布部分を画像処理により認識して検査する必要がある。
【0006】
しかし、粘性液状物の種類によって、粘性液状物の色、光反射率、透明度等が異なるため、粘性液状物の種類によっては、粘性液状物の塗布部分とその背景となる試し塗り部材との輝度差(明度差)が小さくなって粘性液状物の塗布部分の画像認識精度が悪化する場合があり、その結果、塗布作業開始前に粘性液状物の種類に応じて塗布ヘッドの吐出圧力や吐出時間を適正に調整することが困難になる場合がある。
【0007】
尚、上記特許文献2の検査技術は、回路基板にクリーム半田を印刷した後、クリーム半田の印刷状態をカメラで撮像して検査するものであるため、印刷作業開始前にクリーム半田を試し塗りして検査するものではないが、この特許文献2の検査技術を塗布作業開始前の検査に応用すると、塗布作業開始前の検査においても、検査対象に応じてカメラの入射光量(カメラレンズの絞り値)を切り換えることが考えられる。
【0008】
しかし、粘性液状物の塗布部分とその背景となる試し塗り部材との輝度差(明度差)が小さい場合は、カメラの入射光量を切り換える程度では、粘性液状物の塗布部分の画像認識精度を上げる効果が少なく、十分な画像認識精度が得られず、粘性液状物の塗布部分を精度良く検査できない。
【0009】
そこで、本発明が解決しようとする課題は、塗布作業開始前に粘性液状物を試し塗り部材に試し塗りしてその塗布部分をカメラで撮像して検査する際に、試し塗り部材上の粘性液状物の塗布部分の画像認識精度を上げて該塗布部分を精度良く検査できる粘性液状物塗布装置を提供することである。
【課題を解決するための手段】
【0010】
上記課題を解決するために、請求項1に係る発明は、粘性液状物を回路基板に塗布する塗布ヘッドを備え、塗布作業開始前に塗布ヘッドで粘性液状物を試し塗り部材に塗布してその塗布部分をカメラで撮像して該塗布部分を画像処理により認識して検査する粘性液状物塗布装置において、塗布する粘性液状物の種類に応じて、複数種類の試し塗り部材の中から画像処理で粘性液状物の塗布部分を認識しやすい試し塗り部材を選択して告知する生産管理手段を備えた構成としたものである。
【0011】
この構成では、塗布する粘性液状物の種類に応じて、複数種類の試し塗り部材の中から画像処理で粘性液状物の塗布部分を認識しやすい試し塗り部材を選択して告知するようにしたので、作業者は、塗布作業開始前に告知された試し塗り部材を用いて粘性液状物を試し塗りしてその塗布部分をカメラで撮像して検査するようにすれば良く、これにより、粘性液状物の塗布部分とその背景となる試し塗り部材との輝度差(明度差)を大きくして画像処理することが可能となり、試し塗り部材上の粘性液状物の塗布部分の画像認識精度を上げて塗布部分を精度良く検査することができる。
【0012】
この場合、生産管理手段の告知に従って試し塗り部材を交換する作業は、作業者が手作業で行っても良いし、或は、試し塗り部材を自動的に交換する自動交換機構を設けた構成としても良い。
【0013】
また、請求項2のように、塗布ヘッドで塗布する粘性液状物の種類に応じて、カメラのシャッタースピード及び/又は照明条件を画像処理で認識しやすい条件に設定する手段を追加しても良い。このようにすれば、試し塗り部材上の粘性液状物の塗布部分の画像認識精度を更に向上させることができる。
【0014】
本発明は、粘性液状物塗布専用の装置に適用しても良いし、或は、請求項3のように、試し塗り部材を装着した塗布状態検査ユニットを、部品実装機のフィーダセット台にフィーダと取り替え可能に取り付け、部品実装機に塗布ヘッドを実装ヘッドと取り替え可能に取り付けた構成としても良い。このようにすれば、部品実装システムを構成する複数台の部品実装機のうちの一部の部品実装機に塗布ヘッドを実装ヘッドと替えて取り付けた場合にも本発明を適用して実施できる。
【0015】
この場合、請求項4のように、試し塗り部材としてロール紙を用いて、該ロール紙を塗布状態検査ユニットに脱着可能にセットし、塗布状態検査ユニットには、ロール紙のうちの粘性液状物が塗布された部分を巻き取る巻取リールと、該巻取リールを回転駆動するモータとを設けた構成とすると良い。このようにすれば、粘性液状物をロール紙に試し塗りしてその検査を終了してから次の試し塗りを開始するまでの期間に、試し塗りした部分だけロール紙を巻取リールに巻き取って、次の試し塗りの準備をするという作業を自動的に行うことができ、作業性を向上できる。
【図面の簡単な説明】
【0016】
【図1】図1は本発明の一実施例におけるモジュール型部品実装システム全体の外観斜視図である。
【図2】図2は実装機モジュールのフィーダセット台に塗布状態検査ユニットを取り付けた状態を示す外観斜視図である。
【図3】図3は塗布状態検査ユニットの外観斜視図である。
【図4】図4は塗布状態検査ユニットの側面図である。
【発明を実施するための形態】
【0017】
以下、本発明を実施するための形態をモジュール型部品実装システムに適用して具体化した一実施例を説明する。
まず、図1に基づいてモジュール型部品実装システムの構成を説明する。
モジュール型部品実装システムのベース台11上に、回路基板の搬送方向(X方向)に隣接して複数台の実装機モジュール12(部品実装機)が取り替え可能に整列配置されている。各実装機モジュール12は、本体ベッド13上に、テープフィーダ等のフィーダ14、回路基板搬送装置15、部品撮像用のカメラ16(パーツカメラ)、実装ヘッド17、基板マーク撮像用のカメラ(マークカメラ)等を搭載して構成され、上部フレーム18の前面部には、液晶ディスプレイ、CRT等の表示装置19と、操作キー等の操作部20とが設けられている。
【0018】
各実装機モジュール12の回路基板搬送装置15によって回路基板を順次搬送して各実装機モジュール12の実装ヘッド17によって回路基板に部品を実装する。各実装機モジュール12には、フィーダ14が着脱可能に取り付けられるフィーダセット台31(図2参照)と、XYZ方向に移動する移動機構(図示せず)とが設けられ、該移動機構には実装ヘッド17が着脱可能に取り付けられている。
【0019】
いずれの実装機モジュール12の移動機構にも、粘性液状物を回路基板に塗布する塗布ヘッド(図示せず)を実装ヘッド17と取り替え可能に取り付けることができるようになっており、また、いずれの実装機モジュール12のフィーダセット台31にも、塗布状態検査ユニット32(図2参照)をフィーダ14と取り替え可能に取り付けることができるようになっている。ここで、粘性液状物としては、例えば、実装用接着剤、半田ペースト、導体ペースト、抵抗体ペースト、フラックス、実装用アンダーフィル剤等がある。
【0020】
本実施例では、モジュール型部品実装システムを構成する複数台の実装機モジュール12のうちの一部(1台又は数台)の実装機モジュール12を粘性液状物塗布装置として使用し、当該実装機モジュール12の移動機構に、実装ヘッド17に替えて塗布ヘッドを取り付け、当該実装機モジュール12のフィーダセット台31に、フィーダ14に替えて塗布状態検査ユニット32を取り付けている。
【0021】
以下、塗布状態検査ユニット32の構成を図2乃至図4を用いて説明する。
図2及び図3に示すように、塗布状態検査ユニット32の周辺には、実装機モジュール12の塗布ヘッドの吐出ノズル先端をクリーニングするノズルクリーニング装置33と、塗布ヘッドのエア抜きのために塗布ヘッドの吐出ノズルから吐出した粘性液状物を受け溜めるエア抜き用受け皿34と、塗布ヘッドの吐出ノズル先端の高さを測定するタッチセンサ等のノズル高さ測定センサ35とが設けられている。塗布状態検査ユニット32には、ノズルクリーニング装置33にクリーニング用のエアを供給するためのエアホース36が設けられ、このエアホース36が実装機モジュール12側に設けられたエア供給カプラ37に接続されている。
【0022】
図4に示すように、塗布状態検査ユニット32には、試し塗り部材であるロール紙40と、該ロール紙40から引き出した塗布用紙を巻き取る巻取リール41と、該巻取リール41を回転駆動するモータ42が設けられている。ロール紙40は、塗布する粘性液状物の種類に応じて画像処理で粘性液状物の塗布部分を認識しやすいロール紙を選択できるように、色や材質の異なる複数種類のロール紙が用意され、複数種類のロール紙の中から選択したロール紙40を塗布状態検査ユニット32の所定位置に交換可能にセットするようになっている。ロール紙40から引き出した塗布用紙がローラ43a,43b,43cに掛け渡されて塗布状態検査ユニット32上面のガイドプレート45(試し塗り位置)上に引き出され、ローラ43dを経て巻取リール41に巻き取られる。この巻取リール41も、ロール紙40と同様に、塗布状態検査ユニット32の所定位置に脱着可能にセットするようになっている。
【0023】
塗布状態検査ユニット32の内部には、ロール紙40の有無を確認する光センサ等のロール紙有無確認センサ47と、ロール紙40の巻き取りを確認する巻取確認センサ48と、巻取リール41の紙巻取量が満杯になったことを検出する巻取満杯センサ49とが設けられている。
【0024】
塗布状態検査ユニット32の下面には、該塗布状態検査ユニット32の着脱方向に延びる装着ガイド51が設けられ、該装着ガイド51がフィーダセット台31のガイド溝38(図2参照)に嵌まり込むようになっている。塗布状態検査ユニット32の下部には、スプリング等により下方に付勢されたロック部材52が上下動可能に設けられ、該ロック部材52がフィーダセット台31のロック溝39(図2参照)に嵌まり込むことで、該塗布状態検査ユニット32がフィーダセット台31に取り付けられた状態にロックされる。
【0025】
塗布状態検査ユニット32をフィーダセット台31から取り外す場合は、作業者がロック解除操作機構(図示せず)を操作してロック部材52をフィーダセット台31のロック溝39から抜き出してロックを解除する。ロック部材52の近傍には、ロック部材52がロック溝39に嵌まり込んだロック状態になっていることを検出するロック確認センサ53が設けられている。
【0026】
塗布状態検査ユニット32の奥端面には、該塗布状態検査ユニット32の信号線・電源線を実装機モジュール12側のコネクタ57(図2参照)に接続するためのコネクタ55と、該塗布状態検査ユニット32を係合固定するための係合ピン56とが設けられ、該係合ピン56が実装機モジュール12側の係合穴58(図2参照)に差し込まれることで、該塗布状態検査ユニット32がフィーダセット台31上で位置決めされて係合固定される。
【0027】
塗布状態検査ユニット32には、モータ42を制御する制御装置58が設けられ、この塗布状態検査ユニット32の制御装置58と実装機モジュール12の制御装置(図示せず)とがコネクタ55で接続されている。実装機モジュール12の制御装置(又はモジュール型部品実装システム全体を管理する管理コンピュータ)は、特許請求の範囲でいう生産管理手段として機能し、塗布する粘性液状物の種類と画像処理で粘性液状物の塗布部分を認識しやすいロール紙の種類との関係をデータ化して記憶装置(図示せず)に記憶しておき、生産ジョブで指定された粘性液状物の種類に応じて、記憶装置に記憶された複数種類のロール紙の中から画像処理で粘性液状物の塗布部分を認識しやすいロール紙を選択して当該実装機モジュール12の表示装置19に表示して作業者に告知する。例えば、透明な粘性液状物を用いる場合、透明な粘性液状物は光反射率が高いため、光反射率の低いロール紙を用いることで、透明な粘性液状物の塗布形状を十分な精度で画像認識できる。
【0028】
作業者は、塗布作業開始前に表示装置19に表示されたロール紙の種類が塗布状態検査ユニット32にセットしたロール紙40と異なれば、そのロール紙40を表示装置19に表示された種類のロール紙と取り替える。
【0029】
実装機モジュール12の制御装置(又は管理コンピュータ)は、塗布作業開始前に塗布ヘッドで粘性液状物をガイドプレート45上のロール紙に塗布してその塗布部分を実装機モジュール12の基板マーク撮像用のカメラで撮像して該塗布部分の形状や径等を画像処理により認識して検査し、その検査結果に基づいて塗布ヘッドの吐出圧力や吐出時間を調整する。塗布部分の画像処理は、例えば、塗布前と塗布後の画像のグレー値の差分画像で判定するようにしても良いし、勿論、塗布後の画像のみで塗布部分の形状や径等を認識するようにしても良い。
【0030】
更に、実装機モジュール12の制御装置(又は管理コンピュータ)は、塗布ヘッドで塗布する粘性液状物の種類に応じて、カメラのシャッタースピード及び/又は照明条件(照明光度、照明方法等)を画像処理で認識しやすい条件に設定する機能も搭載されている。また、生産ジョブには、粘性液状物を塗布する回路基板の塗布位置の基板色のデータを設定可能として、粘性液状物と基板色の両方を考慮してカメラのシャッタースピード及び/又は照明条件を画像処理で認識しやすい条件に設定できるようになっている。従って、生産ジョブには、使用する粘性液状物の種類毎に、ロール紙の種類、カメラのシャッタースピード、照明条件を設定する撮像条件データが登録されている。
【0031】
また、作業者が、塗布作業に使用する粘性液状物の種類を入力する機能を持たせ、入力した粘性液状物の種類に対応する撮像条件データが存在すれば、その撮像条件データを使用する。また、入力した粘性液状物の種類に対応する撮像条件データが存在しなければ、デフォルトの撮像条件データを使用したり、或は、作業者が新規に撮像条件データを登録できるようにしても良い。
【0032】
更に、実装機モジュール12の制御装置(又は管理コンピュータ)は、粘性液状物をロール紙に試し塗りしてその検査を終了してから次の試し塗りを開始するまでの期間に、試し塗りした部分だけロール紙を巻取リール41に巻き取って、次の試し塗りの準備をするという作業を自動的に行う機能も搭載されている。
【0033】
以上説明した本実施例では、塗布する粘性液状物の種類に応じて、複数種類のロール紙の中から画像処理で粘性液状物の塗布部分を認識しやすいロール紙を選択して表示装置19に表示するようにしたので、作業者は、塗布作業開始前に表示装置19に表示されたロール紙の種類が塗布状態検査ユニット32にセットしたロール紙40と異なれば、そのロール紙40を表示装置19に表示された種類のロール紙と取り替えて、粘性液状物を試し塗りしてその塗布部分をカメラで撮像して検査するようにすれば良い。これにより、粘性液状物の塗布部分とその背景となるロール紙との輝度差(明度差)を大きくして画像処理することが可能となり、ロール紙上の粘性液状物の塗布部分の画像認識精度を上げて塗布部分を精度良く検査することができる。
【0034】
更に、本実施例では、塗布ヘッドで塗布する粘性液状物の種類に応じて、カメラのシャッタースピードと照明条件を画像処理で認識しやすい条件に設定するようにしたので、ロール紙上の粘性液状物の塗布部分の画像認識精度を更に向上させることができる。
【0035】
また、試し塗り部材としてロール紙を用いて、該ロール紙を塗布状態検査ユニット32に脱着可能にセットし、塗布状態検査ユニット32には、ロール紙のうちの粘性液状物が塗布された部分を巻き取る巻取リール46と、該巻取リール46を回転駆動するモータ42とを設けたので、粘性液状物をロール紙に試し塗りしてその検査を終了してから次の試し塗りを開始するまでの期間に、試し塗りした部分だけロール紙を巻取リール46に巻き取って、次の試し塗りの準備をするという作業を自動的に行うことができ、作業性を向上できる。
【0036】
尚、本実施例では、作業者が表示装置19の表示に従って試し塗り部材(ロール紙)を手作業で交換するようにしたが、試し塗り部材を自動的に交換する自動交換機構を設けた構成としても良い。
【0037】
また、1巻きのセットロール紙を、複数種類のロール紙をつなぎ合わせたものとし、塗布する粘性液状物の種類に応じて、送り・巻き戻しを行うことで、ロール紙の種類を選択できるようにしても良い。
【0038】
また、本実施例では、実装機モジュール12のフィーダセット台31に塗布状態検査ユニット32を取り付けるようにしたが、本発明は、粘性液状物塗布専用の装置に適用しても良い。
【0039】
更に、試し塗り部材は、ロール紙に限定されず、フィルム、プレート等の他の部材を用いても良く、要は、粘性液状物を塗布できる部材を用いれば良い。
【符号の説明】
【0040】
12…実装機モジュール(部品実装機)、14…フィーダ、15…回路基板搬送装置、16…部品撮像用のカメラ、17…実装ヘッド、18…上部フレーム、19…表示装置、20…操作部、31…フィーダセット台、32…塗布状態検査ユニット、33…ノズルクリーニング装置、34…エア抜き用受け皿、35…ノズル高さ測定センサ、36…エアホース、37…エア供給カプラ、40…ロール紙、41…巻取リール、42…モータ、45…ガイドプレート、47…ロール紙有無確認センサ、48…巻取確認センサ、49…巻取満杯センサ、55…コネクタ、56…係合ピン
【特許請求の範囲】
【請求項1】
粘性液状物を回路基板に塗布する塗布ヘッドを備え、塗布作業開始前に前記塗布ヘッドで粘性液状物を試し塗り部材に塗布してその塗布部分をカメラで撮像して画像処理により認識して検査する粘性液状物塗布装置において、
塗布する粘性液状物の種類に応じて、複数種類の試し塗り部材の中から画像処理で認識しやすい試し塗り部材を選択して告知する生産管理手段を備えていることを特徴とする粘性液状物塗布装置。
【請求項2】
前記生産管理手段は、塗布する粘性液状物の種類に応じて、前記カメラのシャッタースピード及び/又は照明条件を画像処理で認識しやすい条件に設定する手段を有することを特徴とする請求項1に記載の粘性液状物塗布装置。
【請求項3】
前記試し塗り部材を装着した塗布状態検査ユニットを備え、
前記塗布状態検査ユニットは、部品実装機のフィーダセット台にフィーダと取り替え可能に取り付けられ、
前記塗布ヘッドは、前記部品実装機に実装ヘッドと取り替え可能に取り付けられていることを特徴とする請求項1又は2に記載の粘性液状物塗布装置。
【請求項4】
前記試し塗り部材は、ロール紙であり、該ロール紙が前記塗布状態検査ユニットに脱着可能にセットされ、
前記塗布状態検査ユニットには、前記ロール紙のうちの粘性液状物が塗布された部分を巻き取る巻取リールと、該巻取リールを回転駆動するモータとが設けられていることを特徴とする請求項1乃至3のいずれかに記載の粘性液状物塗布装置。
【請求項1】
粘性液状物を回路基板に塗布する塗布ヘッドを備え、塗布作業開始前に前記塗布ヘッドで粘性液状物を試し塗り部材に塗布してその塗布部分をカメラで撮像して画像処理により認識して検査する粘性液状物塗布装置において、
塗布する粘性液状物の種類に応じて、複数種類の試し塗り部材の中から画像処理で認識しやすい試し塗り部材を選択して告知する生産管理手段を備えていることを特徴とする粘性液状物塗布装置。
【請求項2】
前記生産管理手段は、塗布する粘性液状物の種類に応じて、前記カメラのシャッタースピード及び/又は照明条件を画像処理で認識しやすい条件に設定する手段を有することを特徴とする請求項1に記載の粘性液状物塗布装置。
【請求項3】
前記試し塗り部材を装着した塗布状態検査ユニットを備え、
前記塗布状態検査ユニットは、部品実装機のフィーダセット台にフィーダと取り替え可能に取り付けられ、
前記塗布ヘッドは、前記部品実装機に実装ヘッドと取り替え可能に取り付けられていることを特徴とする請求項1又は2に記載の粘性液状物塗布装置。
【請求項4】
前記試し塗り部材は、ロール紙であり、該ロール紙が前記塗布状態検査ユニットに脱着可能にセットされ、
前記塗布状態検査ユニットには、前記ロール紙のうちの粘性液状物が塗布された部分を巻き取る巻取リールと、該巻取リールを回転駆動するモータとが設けられていることを特徴とする請求項1乃至3のいずれかに記載の粘性液状物塗布装置。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2012−104728(P2012−104728A)
【公開日】平成24年5月31日(2012.5.31)
【国際特許分類】
【出願番号】特願2010−253505(P2010−253505)
【出願日】平成22年11月12日(2010.11.12)
【出願人】(000237271)富士機械製造株式会社 (775)
【Fターム(参考)】
【公開日】平成24年5月31日(2012.5.31)
【国際特許分類】
【出願日】平成22年11月12日(2010.11.12)
【出願人】(000237271)富士機械製造株式会社 (775)
【Fターム(参考)】
[ Back to top ]