
粘着シートの製造方法、ならびにその製造方法により製造された粘着シートを備える表示デバイスおよび携帯機器
【課題】基材をなす延伸樹脂フィルムの延伸方向に基づいて異方性を有する特性が制御された粘着シートを製造する手段を提供する。
【解決手段】 粘着シートの基材の原料となる長尺の延伸樹脂フィルムについて、含有される高分子の配向軸の分布が特定されたものを用意し、この長尺の延伸樹脂フィルムを備える長尺のフィルムから矩形の粘着シートの形状に対応した矩形の部材を切り出すにあたり、延伸樹脂フィルムにおける矩形の基材として切り出される矩形の領域の長軸に沿った方向である矩形長軸方向とこの矩形の領域に含有される高分子の配向軸の方向とがなす角度であるシート内高分子配向角度が所定の角度範囲となるように、長尺の延伸樹脂フィルムの長手方向と矩形長軸方向とがなす角度を調整する。
【解決手段】 粘着シートの基材の原料となる長尺の延伸樹脂フィルムについて、含有される高分子の配向軸の分布が特定されたものを用意し、この長尺の延伸樹脂フィルムを備える長尺のフィルムから矩形の粘着シートの形状に対応した矩形の部材を切り出すにあたり、延伸樹脂フィルムにおける矩形の基材として切り出される矩形の領域の長軸に沿った方向である矩形長軸方向とこの矩形の領域に含有される高分子の配向軸の方向とがなす角度であるシート内高分子配向角度が所定の角度範囲となるように、長尺の延伸樹脂フィルムの長手方向と矩形長軸方向とがなす角度を調整する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、基材の物理特性が制御された粘着シートの製造方法に関する。
【背景技術】
【0002】
携帯用オーディオ機器、デジタルカメラ、携帯電話、携帯用コンピューター、携帯ゲーム機などの携帯用の電子機器(本明細書において「携帯機器」ともいう。)は、使用中に落下による衝撃を受けたり異物と衝突したりすることによって、外装部品に擦過痕が生じたり部分的な破損が発生したりすることがある。そこで、このような不具合の発生を防ぐべく、外装部品上に粘着保護シートが貼付されることがある。特に、スマートフォンなどに代表されるタッチパネル形式の携帯機器は、表示デバイスの最外層部品、具体的にはトップガラスが露出した状態となることから、この部分には光透過性を有する粘着剤および基材を備える粘着保護シートが貼付される場合が多い。
【0003】
ところで、粘着保護シートなどの粘着シートは、通常、長尺の樹脂フィルム上に粘着剤からなる層が形成された長尺の粘着フィルムを裁断して所定の形状(例えば矩形)としたり、長尺の樹脂フィルムを裁断して得られた所定の形状(例えば矩形)を有する基材上に粘着剤層を形成したりすることによって製造される。なお、この長尺の樹脂フィルムは、押出成形(例えばTダイ法)や、押出成形により得られた成形品をさらに延伸することにより製造されているものが多い。
【0004】
粘着シートが矩形の形状を有している場合には、このような長尺の樹脂フィルムまたは長尺の粘着フィルムの長手方向に対して、矩形の長軸が平行または直交の関係を有するように裁断されることが、生産性を高める観点から一般的に行われている(例えば特許文献1)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2009−72957号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところで、樹脂フィルムが延伸により製造されている、つまり延伸樹脂フィルムである場合には、延伸樹脂フィルムに含有される高分子がその延伸方向に配向している。
【0007】
このため、特許文献1に開示される手段のように、裁断されてなる粘着シートの形状である矩形の長軸に沿った方向が延伸樹脂フィルムの長手方向に対して平行または直交の関係を有するように延伸樹脂フィルムを裁断すれば、延伸樹脂フィルムが一軸延伸である場合には、得られた粘着シートの延伸樹脂フィルムに含有される高分子の配向軸は、粘着シートの各辺に対して平行または直交の関係に固定される。また、延伸樹脂フィルムが二軸延伸である場合には、延伸の加工条件によって、配向の度合いに分布が生じてしまい、必ずしもどちらかの延伸軸には沿わない。したがって、延伸樹脂フィルム内で延伸方向が異なる部分が存在することになるため、裁断した後のシート内の高分子の配向軸の方向は裁断した位置によって、不均一となる。
【0008】
このように、従来技術に係る製造方法により製造される粘着シートでは、粘着シートの基材に含有される高分子の配向軸の方向の分布は、その基材に係る延伸樹脂フィルムの製造履歴に強く依存していた。
【0009】
ここで、延伸方向とこれに交差する方向とでは特性(機械特性、光学特性、電気特性など)が相違する、すなわち特性に異方性を有することが知られている。したがって、この延伸樹脂フィルムを備える粘着シートもフィルムの延伸方向(すなわち高分子の配向軸の方向)に基づく異方性を有する特性(以下、この特性を「配向依存特性」という。)を備える。
【0010】
ところが、上記のように、粘着シートの基材に含有される高分子の配向軸の方向の分布がその基材に係る延伸樹脂フィルムの製造履歴に依存している場合には、粘着シートの配向依存特性を制御することは困難であった。
【0011】
本発明は、かかる現状を鑑み、基材をなす延伸樹脂フィルムの延伸に起因した配向に基づいて異方性を有する特性(配向依存特性)が制御された粘着シートを製造する方法、ならびにその製造方法により製造された粘着シートを備える表示デバイスおよび携帯機器を提供することを課題とする。
【課題を解決するための手段】
【0012】
上記目的を達成するために本発明者らが検討した結果、粘着シートの基材の原料となる長尺の延伸樹脂フィルムについて、含有される高分子の配向軸の分布が特定されたものを用意し、この長尺の延伸樹脂フィルムを備える長尺のフィルムから矩形の粘着シートの形状に対応した矩形の部材を切り出すにあたり、延伸樹脂フィルムにおける矩形の基材として切り出される矩形の領域の長軸に沿った方向である矩形長軸方向とこの矩形の領域に含有される高分子の配向軸の方向とがなす角度であるシート内高分子配向角度が所定の角度範囲となるように、長尺の延伸樹脂フィルムの長手方向と矩形長軸方向とがなす角度を調整することで、裁断されて得られた粘着シートの配向依存特性を任意に制御できることを見出した。
【0013】
かかる知見に基づき完成された本発明は、第1に、含有される高分子の配向軸の分布が特定された長尺の延伸樹脂フィルムおよび該長尺の延伸樹脂フィルム上に粘着剤からなる層を備える長尺の粘着フィルムから、前記延伸樹脂フィルムからなり矩形の基材および当該基材上に設けられた粘着剤層を備える矩形の粘着シートを切り出す粘着シートの製造方法であって、前記長尺の延伸樹脂フィルムにおける前記基材として切り出される矩形の領域の長軸に沿った方向である矩形長軸方向と当該矩形の領域に含有される高分子の配向軸の方向とがなす角度であるシート内高分子配向角度が所定の角度範囲となるように、前記長尺の延伸樹脂フィルムの長手方向と前記矩形長軸方向とが直交および平行以外の関係を有して前記長尺の粘着フィルムを裁断することを特徴とする粘着シートの製造方法を提供する(発明1)。
【0014】
第2に本発明は、含有される高分子の配向軸の分布が特定された長尺の延伸樹脂フィルムおよび該長尺の延伸樹脂フィルム上に粘着剤からなる層を備える長尺の粘着フィルムから、前記延伸樹脂フィルムからなり矩形の基材および当該基材上に設けられた粘着剤層を備える矩形の粘着シートを切り出す粘着シートの製造方法であって、前記長尺の延伸樹脂フィルムにおける前記基材として切り出される矩形の領域の長軸に沿った方向である矩形長軸方向と前記長尺の延伸樹脂フィルムの長手方向とがなす角度を、前記矩形の領域に含有される高分子の配向軸の方向と前記矩形長軸方向とがなす角度であるシート内高分子配向角度が所定の角度範囲となるように設定する工程を備えることを特徴とする粘着シートの製造方法を提供する(発明2)。
【0015】
上記発明(発明2)において、前記長尺の延伸樹脂フィルムの長手方向と前記矩形長軸方向とが、直交および平行以外の関係を有してもよい(発明3)。
【0016】
上記発明(発明1〜3)において、前記長尺の粘着フィルムは、当該フィルムが備える前記粘着剤からなる層における前記長尺の延伸樹脂フィルムに接する面と反対の面に設けられた長尺の剥離材を備え、前記長尺の粘着フィルムを裁断して得られる前記粘着シートは、前記基材および前記粘着剤層に加えて当該粘着剤層上に設けられた剥離シートを備えてもよい(発明4)。
【0017】
上記発明(発明1〜3)において、前記長尺の粘着フィルムは、当該フィルムが備える前記粘着剤からなる層における前記長尺の延伸樹脂フィルムに接する面と反対の面に設けられた長尺の剥離材を備え、前記長尺の粘着フィルムを裁断するにあたり前記長尺の剥離材を完全には切断しないことにより、複数の前記粘着シートが前記長尺の剥離材上に配置された長尺の部材を得てもよい(発明5)。
【0018】
上記発明(発明1〜5)において、前記長尺の粘着フィルムは、当該フィルムが備える前記長尺の延伸樹脂フィルムにおける前記粘着剤からなる層が設けられた面と反対の面に粘着剤からなる別の層を備え、前記粘着シートは前記基材の両面に粘着剤層を備えてもよい(発明6)。
【0019】
上記発明(発明6)において、前記長尺の粘着フィルムは、前記粘着剤からなる層および前記粘着剤からなる別の層における前記長尺の延伸樹脂フィルムに接する面と反対の面の少なくとも一方に長尺の剥離材を備え、前記粘着シートは、前記基材の両面に設けられた前記粘着剤層および当該粘着剤層の少なくとも一方における前記基材に接する面と反対の面に設けられた少なくとも一つの剥離シートを備えてもよい(発明7)。
【0020】
第3に本発明は、含有される高分子の配向軸の分布が特定された長尺の延伸樹脂フィルムから矩形の基材を切り出し、切り出された前記基材の少なくとも一方の面に粘着剤層を形成して、前記延伸樹脂フィルムからなる前記基材および当該基材上に設けられた粘着剤層を備える矩形の粘着シートを得る粘着シートの製造方法であって、前記長尺の延伸樹脂フィルムにおける前記基材として切り出される矩形の領域の長軸に沿った方向である矩形長軸方向と当該矩形の領域に含有される高分子の配向軸の方向とがなす角度であるシート内高分子配向角度が所定の角度範囲となるように、前記長尺の延伸樹脂フィルムの長手方向と前記矩形長軸方向とが直交および平行以外の関係を有して前記延伸樹脂フィルムを裁断することを特徴とする粘着シートの製造方法を提供する(発明8)。
【0021】
第4に本発明は、含有される高分子の配向軸の分布が特定された長尺の延伸樹脂フィルムから矩形の基材を切り出し、切り出された前記基材の少なくとも一方の面に粘着剤層を形成して、前記延伸樹脂フィルムからなる前記基材および当該基材上に設けられた粘着剤層を備える矩形の粘着シートを得る粘着シートの製造方法であって、前記長尺の延伸樹脂フィルムにおける前記基材として切り出される矩形の領域の長軸に沿った方向である矩形長軸方向と前記長尺の延伸樹脂フィルムの長手方向とがなす角度を、前記矩形の領域に含有される高分子の配向軸の方向と前記矩形長軸方向とがなす角度であるシート内高分子配向角度が所定の角度範囲となるように設定する工程を備えることを特徴とする粘着シートの製造方法を提供する(発明9)。
【0022】
上記発明(発明9)において、前記長尺の延伸樹脂フィルムの長手方向と前記矩形長軸方向とが、直交および平行以外の関係を有する請求項9に記載の製造方法(発明10)。
【0023】
上記発明(発明8〜10)において、前記矩形の基材の少なくとも一方の面に粘着剤層を形成するにあたり、長尺の剥離材上に粘着剤からなる層が設けられた長尺の積層材に前記矩形の基材を貼付し、当該貼付された基材の矩形形状に対応するように前記長尺の積層材を裁断して、前記基材および前記粘着剤層に加えて当該粘着剤層上に設けられた剥離シートを備える前記粘着シートを得てもよい(発明11)。
【0024】
上記発明(発明8〜11)において、前記延伸樹脂フィルムは、その一方の面に粘着剤からなる層および当該層上にさらに設けられた剥離材を備え、前記矩形の基材はその一方の面に剥離シートが別の粘着剤層を介して設けられたものであって、この基材の前記剥離シートが設けられていない面上に前記粘着剤層が設けられるようにしてもよい(発明12)。
【0025】
上記発明(発明1〜12)において、前記長尺の延伸樹脂フィルムから前記矩形の基材を切り出す裁断手段は、前記長尺の延伸樹脂フィルムにおける前記矩形の領域に対応する切断部を有する抜き刃型を備える打抜加工装置であってもよい(発明13)。
【0026】
上記発明(発明1〜12)において、前記長尺の延伸樹脂フィルムから前記矩形の基材を切り出す裁断手段は、レーザー光を用いる切断加工装置であってもよい(発明14)。
【0027】
上記発明(発明1〜14)において、前記長尺の延伸樹脂フィルムが二軸延伸されたフィルムであってもよい(発明15)。
【0028】
上記発明(発明1〜15)において、前記長尺の延伸樹脂フィルムが光透過性フィルムであってもよい(発明16)。
【0029】
上記発明(発明1〜16)において、前記長尺の延伸樹脂フィルムがポリエステルフィルムであることが好ましい(発明17)。
【0030】
上記発明(発明1〜17)において、前記長尺の延伸樹脂フィルムに含有される高分子の配向に基づき異方性を有する前記粘着シートの特性に基づく該シートの機能が所定の範囲になるように、前記シート内高分子配向角度の範囲は設定されてもよい(発明18)。
【0031】
上記発明(発明18)において、前記高分子の配向に基づき異方性を有する粘着シートの特性が光学特性であり、前記シート内高分子配向角度の範囲が45°±20°であってもよい(発明19)。
【0032】
上記発明(発明19)において、前記粘着シートが表示デバイスに表示される画像の暗視野化現象の発生を抑制する光学素子であってもよい(発明20)。
【0033】
上記発明(発明20)において、前記粘着シートがさらに前記長尺の延伸樹脂フィルムに含有される高分子の配向に基づき異方性を有する前記粘着シートの特性に依存しない機能を兼ね備えてもよい(発明21)。
【0034】
第5に本発明は、上記発明(発明20または21)に係る製造方法により製造された粘着シートを備える表示デバイスを提供する(発明22)。
【0035】
第6に本発明は、上記発明(発明22)に係る表示デバイスを備える携帯機器(発明23)を提供する。
【0036】
また、本発明は、上記発明(発明13)に係る抜打加工装置であって、当該抜打加工装置が備える前記抜き刃型は、その切断部に沿った方向が前記延伸樹脂フィルムの長手方向と平行および直交以外の関係を有することを特徴とする抜打加工装置(発明24)、および上記発明(発明24)に係る抜打加工装置の使用方法であって、前記抜き刃型を、その切断部に沿った方向が前記延伸樹脂フィルムの長手方向と平行および直交以外の関係を有するように配置することを特徴とする抜打加工装置の使用方法(発明25)をも提供する。
【発明の効果】
【0037】
本発明に係る粘着シートの製造方法によれば、得られた粘着シートの配向依存特性を所定の範囲に制御することが実現される。したがって、粘着シートに配向依存特性に基づく機能を付与することが可能となる。また、配向に依存しない機能を別途有する粘着シートを本発明に係る製造方法により製造すれば、配向依存特性に基づく機能がさらに付与されるため、得られる粘着シートは機能集積された多機能粘着シートとなる。そのような多機能粘着シートは、これを備えるデバイス(例えば表示デバイス)の部品数を減らすことができる。したがって、かかる多機能粘着シートを備えるデバイスは生産性に優れ、デバイスの薄型化の要請にも応えることができる。それゆえ、本発明に係る製造方法により製造された粘着シートを備える表示デバイスが組み込まれた携帯機器は、携帯性に優れる。
【図面の簡単な説明】
【0038】
【図1】本発明の一実施形態に係る複数の例に係る粘着シートの断面を概念的に示す図である。
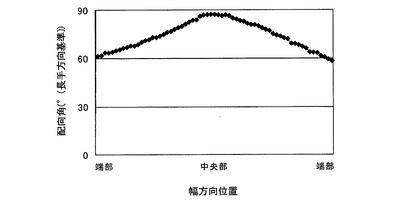
【図2】本発明の一実施形態に係る粘着シートの原材料である長尺の延伸樹脂フィルムの幅方向配向軸分布の一例を示すグラフである。
【図3】本発明の一実施形態に係る粘着シートの原材料である長尺の延伸樹脂フィルムにおける、基材として切り出される矩形の領域の一例を概念的に示す図である。
【図4】図2に示される長尺の延伸樹脂フィルムの幅方向配向軸分布を、延伸樹脂フィルムの抜き刃型に対向する面について長手方向フィルムの先端向きを0°として反時計回りを正となるように定義しなおしたグラフである。
【図5】図4に示される幅方向配向軸分布を有する長尺の延伸樹脂フィルムの中央部分(I)または右端部の近傍(II)における、基材として切り出される領域の配置(すなわち抜き刃型の配置)を概念的に示す図である。
【発明を実施するための形態】
【0039】
以下、本発明の実施形態について説明する。
1.粘着シート
ここでは、本実施形態に係る粘着シートの基本構成について説明する。
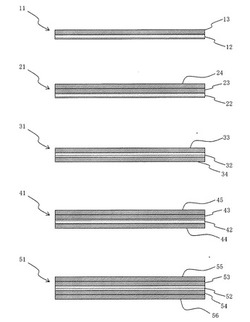
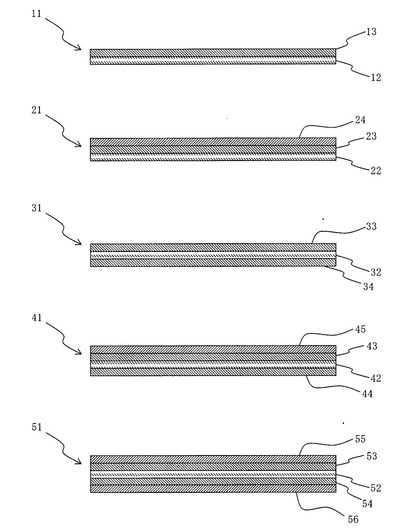
図1は本実施形態に係る粘着シートの構成を概念的に示す断面図である。
【0040】
第一の例に係る粘着シート11は、延伸樹脂フィルムからなる基材12および基材12上に設けられた粘着層13からなる。
【0041】
第二の例に係る粘着シート21は、延伸樹脂フィルムからなる基材22、基材22上に設けられた粘着層23および粘着層23の基材22に接する面と反対側の面に設けられた剥離シート24からなる。
【0042】
第三の例に係る粘着シート31は、延伸樹脂フィルムからなる基材32ならびに基材32の両面上に設けられた第一の粘着層33および第二の粘着層34からなる。
【0043】
第四の例に係る粘着シート粘着シート41は、延伸樹脂フィルムからなる基材42、基材42の両面上に設けられた第一の粘着層43および第二の粘着層44、ならびに第一の粘着層43の基材42に接する面と反対側の面に設けられた剥離シート45からなる。
【0044】
第五の例に係る粘着シート粘着シート51は、延伸樹脂フィルムからなる基材52、基材52の両面上に設けられた第一の粘着層53および第二の粘着層54、第一の粘着層53の基材52に接する面と反対側の面に設けられた第一の剥離シート55、ならびに第二の粘着層54の基材52に接する面と反対側の面に設けられた第二の剥離シート56からなる。
【0045】
基材12,22,32,42,52を与える延伸樹脂フィルムの延伸方向は任意である。延伸樹脂フィルムは一軸延伸であってもよいし、二軸延伸であってもよいが、厚み精度が良いため、光学特性の面内におけるばらつきが小さいという観点から二軸延伸されたものであることが好ましい。
【0046】
基材12,22,32,42,52に係る延伸樹脂フィルムに含有される高分子は、延伸によって配向されている。その配向軸は、そのフィルムが一軸延伸の場合にはその延伸方向に平行であり、二軸延伸の場合には延伸の具体的な方法(延伸時の温度、逐次延伸の場合には各軸の延伸の順番、同時の場合には各軸の速度など)により変動する。高分子の配向軸の方向は、FT−IR ATR法や、X線回折法、位相差測定装置等を用いることにより求めることができる。
【0047】
基材12,22,32,42,52に係る延伸樹脂フィルムの種類は特に限定されない。光透過性を有していてもよいし、不透明であってもよい。着色剤などが分散されていて着色されていてもよいし、使用時に外側をなす面のテクスチャーが制御されていてもよい(例えばエンボス加工)。
【0048】
延伸樹脂フィルムが光透過性を有する場合における好適な樹脂について例示すれば、ポリエチレンテレフタレート(PET)、ポリエチレンナフタレート(PEN)、ポリブチレンテレフタレート(PBT)、変性ポリエステル等のポリエステル系樹脂フィルム、ポリエチレン(PE)樹脂、ポリプロピレン(PP)樹脂、ポリスチレン樹脂、環状オレフィン系樹脂等のポリオレフィン類樹脂、ポリ塩化ビニル、ポリ塩化ビニリデン等のビニル系樹脂、ポリビニルブチラール(PVB)等のポリビニルアセタール樹脂、ポリエーテルエーテルケトン(PEEK)樹脂、ポリサルホン(PSF)樹脂、ポリエーテルサルホン(PES)樹脂、ポリカーボネート(PC)樹脂、ポリアミド樹脂、ポリイミド樹脂、アクリル樹脂、トリアセチルセルロース(TAC)樹脂などが挙げられる。
これらの中でも、光学フィルムに要求される耐衝撃性に優れており、かつ厚み精度、強度、耐久性、透明性(特に光学用途の場合)等の点からポリエステル系樹脂フィルムが好ましく、その中でも、芳香族二塩基酸とジオール類を重縮合したものがさらに好ましく、安価で機械特性および透明性に優れるポリエチレンテレフタレートが特に好ましい。
【0049】
粘着剤層13,23、第一の粘着剤層33,43,53および第二の粘着剤層34,44,54(以下、「粘着剤層等」と総称する。)を形成する粘着剤としては特に制限はなく、従来粘着フィルムの粘着剤層に慣用されているものの中から、任意のものを適宜選択して用いることができる。例えばアクリル系粘着剤、ゴム系粘着剤、シリコーン系粘着剤、ポリウレタン系粘着剤及びポリエステル系粘着剤などを用いることができる。これらの粘着剤は、エマルション型、溶剤型、無溶剤型のいずれであってもよいが、光透過性の粘着シートを製造する場合は、透過性が高く、塗布展延して粘着剤の層を形成することが容易な溶剤型が好ましい。上記の粘着剤層等の厚さは、通常1〜300μm、好ましくは5〜100μm程度である。
【0050】
粘着剤層等は、エマルション型、溶剤型、無溶剤型いずれであっても、通常塗布展延により形成し、この場合配向は等方性である。そのため、延伸樹脂フィルムと粘着剤層等とを積層してなる粘着フィルムにおいては、延伸樹脂フィルムの配向依存特性が、粘着剤層等の存在にあまり影響されずに反映される。したがって、本実施形態の製造方法において粘着シートの配向依存特性を制御するためには、延伸樹脂フィルムの配向の分布のみを考慮すればよい。
【0051】
これらの各種の粘着剤の中では、耐候性などの面から、アクリル系粘着剤が好ましい。このアクリル系粘着剤を用いて形成された粘着剤層等は、重量平均分子量20万〜200万程度、好ましくは40万〜170万のアクリル系樹脂を含み、かつ架橋処理されたアクリル系粘着剤からなる層であることが好適である。重量平均分子量が上記範囲にあれば、粘着力および保持力のバランスがとれた粘着シートが得られる。
【0052】
なお、上記重量平均分子量は、ゲルパーミエーションクロマトグラフィー(GPC)法により測定したポリスチレン換算の値である。
【0053】
上記のアクリル系粘着剤に含まれるアクリル系樹脂を与える単量体として、(メタ)アクリル酸;(メタ)アクリル酸メチル、(メタ)アクリル酸2−ヒドロキシエチル、(メタ)アクリル酸モノメチルアミノエチルなどの(メタ)アクリル酸エステル;(メタ)アクリルアミド、N−メチル(メタ)アクリルアミド、N−メチロール(メタ)アクリルアミドなどのアクリルアミド類が例示される。なお、本発明において、(メタ)アクリル酸とは、アクリル酸およびメタクリル酸の両方を意味する。他の類似用語(「(メタ)アクリル酸エステル」など)も同様である。
【0054】
アクリル系樹脂はこれらの単量体の一種類から構成されていてもよいし、複数種類から構成されていてもよい。さらに、他の単量体との共重合体であってもよい。そのような単量体として、酢酸ビニル、プロピオン酸ビニルなどのビニルエステル類;エチレン、プロピレン、イソブチレンなどのオレフィン類;塩化ビニル、ビニリデンクロリドなどのハロゲン化オレフィン類;スチレン、α−メチルスチレンなどのスチレン系単量体;ブタジエン、イソプレン、クロロプレンなどのジエン系単量体;アクリロニトリル、メタクリロニトリルなどのニトリル系単量体が例示される。
【0055】
このアクリル系粘着剤に含まれるアクリル系樹脂が共重合体である場合において、その共重合形態については特に制限はなく、ランダム、ブロック、グラフト共重合体のいずれであってもよい。また、アクリル系樹脂を構成する重合体は、1種を単独で用いてもよいし、2種以上を組み合わせて用いてもよい。アクリル系樹脂を構成する重合体が2種類以上を組み合わせた混合物である場合には、複数種類の単独重合体からなる混合物であってもよいし、複数種類の共重合体からなる混合物であってもよいし、1種以上の単独重合体と1種以上の共重合体との混合物であってもよい。
【0056】
アクリル系粘着剤は、架橋処理されたものであってもよい。この架橋処理に用いられる架橋剤としては特に制限はなく、従来アクリル系粘着剤において架橋剤として慣用されているものの中から、任意のものを適宜選択して用いることができる。このような架橋剤としては、例えばポリイソシアネート化合物、エポキシ化合物、メラミン樹脂、尿素樹脂、ジアルデヒド類、メチロールポリマー、金属キレート化合物、金属アルコキシド、金属塩などが挙げられるが、ポリイソシアネート化合物やエポキシ化合物が好ましく用いられる。
【0057】
本実施形態においては、この架橋剤は1種を単独で用いてもよいし、2種以上を組み合わせて用いてもよい。また、その使用量は、架橋剤の種類にもよるが、 アクリル系樹脂を構成する重合体100質量部に対し、通常0.01〜20質量部、好ましくは、0.1〜10質量部の範囲で選定される。
【0058】
また、このアクリル系粘着剤には、所望により粘着付与剤、酸化防止剤、紫外線吸収剤、光安定剤、軟化剤、シランカップリング剤、充填剤などを添加することができる。
【0059】
剥離シートとしては、プラスチックフィルムに剥離剤を塗布したものが例示される。プラスチックフィルムの具体例として、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレートなどのポリエステルフィルム、およびポリプロピレンやポリエチレンなどのポリオレフィンフィルムが挙げられる。剥離剤としては、シリコーン系、フッ素系、長鎖アルキル系などを用いることができるが、これらの中で、安価で安定した性能が得られるシリコーン系が好ましい。上記の剥離シートのプラスチックフィルムに代えて、グラシン紙、コート紙、上質紙などの紙基材または紙基材にポリエチレンなどの熱可塑性樹脂をラミネートしたラミネート紙を用いてもよい。剥離シートの厚さについては特に制限はないが、通常20〜250μm程度である。なお、剥離シートは延伸フィルムからなる場合には分子配向の異方性が存在するが、被着体への適用時には除去するものであるので、本実施形態の製造方法において粘着シートの配向依存特性を制御するためには、延伸樹脂フィルムの配向の分布のみを考慮すればよい。
【0060】
2.粘着シートの製造方法
続いて、本実施形態に係る粘着シートの製造方法について説明する。説明を簡単にするため、上記の第一の例に係る粘着シート11または第二の例に係る粘着シート21を対象として説明し、その後、第三から第五の例に係る粘着シート31,41,51の製造方法について説明する。
【0061】
(1)第一の方法
本実施形態に係る製造方法における第一の方法は、矩形状の基材を経ることなく直接的に矩形の粘着シートを製造する方法である。以下、理解を容易にするためにステップに分割して説明を行うが、第一の方法はこれに限定されない。
【0062】
まず、第一ステップとして、長尺の延伸樹脂フィルム上に粘着剤からなる層を備える長尺の粘着フィルムを用意する。このとき、長尺の延伸樹脂フィルムに含有される高分子の配向軸の分布を特定しておく。すなわち、延伸樹脂フィルムの製造条件(製造者、製造環境、ならびに製造に用いる原材料、製造装置、および製造方法を併せていう。)が同一である場合には、延伸樹脂フィルムに含有される高分子の配向軸の分布が大きく異なることはない。したがって、一の製造条件により製造された延伸樹脂フィルムについて後述する幅方向配向軸分布等を測定し、製造条件のうちのいずれかが実質的に変更されたと評価される場合には、再度新たな製造条件により製造された延伸樹脂フィルムの幅方向配向軸分布等を測定する。これにより、それぞれの製造条件に対応した延伸樹脂フィルムの高分子の配向軸の分布の特定が実行される。
【0063】
ここで、一軸延伸および二軸延伸のいずれについても、一般的に延伸樹脂フィルムにおける膜厚方向の高分子の配向軸の分布はほぼ一様である。また、工業的に生産される長尺の延伸樹脂フィルムであれば、その長手方向の分布もほぼ一様である。したがって、通常は、長尺の延伸樹脂フィルムにおけるフィルム幅方向(フィルムの長手方向に直交する方向)の分布を特定しておくことになる。
【0064】
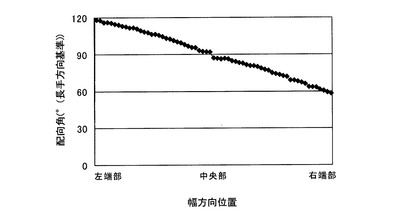
長尺の延伸樹脂フィルムが一軸延伸の場合にはその長手方向が延伸方向となるが、二軸延伸の場合には、一般的にまずフィルムの長手方向に延伸した後、これに垂直な方向に延伸されるため、フィルムに含有される高分子の配向軸のフィルム幅方向の分布(以下、「幅方向配向軸分布」という。)は不均一となる。そのような長尺の延伸樹脂フィルムの幅方向配向軸分布の一例を図2に示す。図2に示されるように、フィルム長手方向と配向軸の方向との為す角度(以下、この角度を「配向角」ともいい、本実施形態においては、特にことわりのない限り、二つの方向のなす角度は0°から90°の範囲で定義されるものとする。)は60°から90°の範囲で変動している。
【0065】
このような幅方向配向軸分布の特定は、上述した高分子の配向軸の方向を求める方法により、延伸樹脂フィルムの幅方向の定点において配向軸の方向を測定することで行うことができる。なお、図2では、幅方向配向軸分布は、例示のために65点の測定結果に基づき構成される配向軸の方向のプロファイルとして示されているが、幅方向配向軸分布を特定するために必要とされる測定点は限定されない。例えば、長尺の延伸樹脂フィルムが一軸延伸樹脂フィルムであれば、このような測定を行うことなく幅方向配向軸分布を特定することができる。すなわち、延伸樹脂フィルムが一軸延伸樹脂フィルムである場合には、延伸樹脂フィルムを入手し、それが一軸延伸樹脂フィルムであることを認識した時点で、幅方向配向軸分布の特定が行われたことになる。したがって、本発明の幅方向配向軸分布の特定の具体的な作業を行うことは、二軸延伸樹脂フィルムを用いた場合に大きな意義を持つ。
【0066】
なお、長尺の延伸フィルムの高分子の配向軸が、厚さ方向や長手方向において大きく変動している場合には、これらの方向の分布についても特定し、大きく変動する場合には後述する第二のステップにおいてもその点も考慮に加えればよい。
【0067】
粘着剤からなる層の長尺の延伸樹脂フィルム上への形成方法は限定されない。従来公知の方法、例えばバーコート法、ナイフコート法、ロールコート法、ブレードコート法、ダイコート法、グラビアコート法などを用い、長尺の延伸樹脂フィルムに粘着剤を直接塗布して、30〜100℃程度の温度で30秒〜5分間程度加熱乾燥処理することにより粘着剤からなる層を長尺の延伸樹脂フィルム上に設けることができる。
【0068】
こうして第一のステップにより基材の原材料となる長尺の延伸樹脂フィルムをその配向軸の分布が特定された状態で用意できたら、第二ステップとして、その長尺の延伸樹脂フィルムおよびこのフィルム上に粘着剤からなる層を備える長尺の粘着フィルムから粘着シートを切り出す裁断手段を動作可能な状態とする。
【0069】
この裁断手段は特に限定されない。粘着シートの矩形の形状に対応する抜き形状を有する刃型およびこの刃型が装着された打抜加工装置であってもよいし、レーザー光や超音波カッターを用いた切断加工装置であってもよい。
ここで、「裁断手段を動作可能な状態とする」とは裁断手段が所定の形状を切り出す動作を実施可能な状態にすることをいう。その詳細は限定されない。裁断手段が打抜加工装置である場合には、例えば、被加工材(上記説明では長尺の粘着フィルム)上に抜き刃型が配置された状態が対応する。裁断手段が上記のレーザー光を用いた切断加工装置である場合には、例えば、レーザー光による加工ラインを制御するプログラムがロードされた状態が対応する。以下の説明では、裁断手段が打抜加工装置である場合を例にして説明する。
【0070】
このステップの具体的な一態様において、裁断手段の配置は、長尺の延伸樹脂フィルムにおける基材として切り出される矩形の領域における長軸に沿った方向(本実施形態において、「矩形長軸方向」ともいう。)が、場合によって長尺の粘着フィルムの長手方向に対して所定の角度で傾いた状態となるように行われる。ここで、本実施形態では、「傾いた状態」とは矩形長軸方向が長尺の粘着フィルムの長手方向に対して平行および直交以外の関係を有する状態を意味する。なお、本実施形態では、「平行」とは二つの方向がなす角度5°程度以下の関係を有することを意味し、「直交」とは二つの方向がなす角度が85°程度以上の関係を有することを意味するものとする。
【0071】
特許文献1に典型的に示されるように、従来、長尺の粘着フィルムから裁断手段を用いて粘着シートを切り出す場合には、切り出された後の残部の面積が最小限になるようにすることが生産性を高める観点から当然と認識されている。このため、矩形長軸方向は長尺の粘着フィルムの長手方向に対して平行または直交の関係を有するように切断されることが当然とされている。しかしながら、本実施形態に係る方法では、粘着シートに対して延伸方向依存特性に基づく機能を付与するために、矩形長軸方向を長尺の粘着フィルムの長手方向に対して傾ける場合もある。以下、この矩形長軸方向と長尺の粘着フィルムの長手方向とがなす角度を「長軸傾斜角度」ともいう。
【0072】
この長軸傾斜角度は、長尺の粘着フィルムが備える長尺の延伸樹脂フィルムにおける前述の矩形の領域に含有される高分子の配向軸の方向の矩形長軸方向に対する角度であるシート内高分子配向角度が、所定の範囲となるように設定される。
【0073】
第一のステップにより、長尺の延伸樹脂フィルムにおける上記の矩形の領域に含有される高分子の配向軸の方向の分布は特定されているため、シート内高分子配向角度を所定の範囲とすることは、長軸傾斜角度を調整することにより容易に実現される。
【0074】
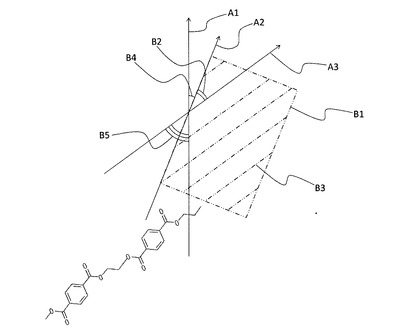
この点を、図3を用いて具体的に説明する。図3は、本発明の一実施形態に係る粘着シートの原材料である長尺の延伸樹脂フィルムにおける、基材として切り出される矩形の領域の一例を概念的に示す図である。図3中の化学式は、基材を構成する材料の一例としてのポリエチレンテレフタレート(PET)の部分構造であって、高分子の配向軸B3に沿ってPETの主鎖が配置されることを概念的に示している。
図3に示される一例においては、基材として切り出される矩形の領域B1における矩形長軸方向A2とその領域内の高分子の配向軸B3の方向A3とのなす角であるシート内高分子配向角度B2と、長軸傾斜角度B4との和が、フィルム長手方向A1と配向軸の方向A3との為す角度(配向角)B5となっていることが把握される。ステップ1の実施により得られた幅方向配向軸分布から、裁断を行おうとする位置における配向軸の配向角B5は判明する。したがって、得ようとする粘着シートのシート内高分子配向角度B2の目標値をその配向角B5から減じた角度を長軸傾斜角度B4として設定すれば、目標とするシート内高分子配向角度B2を有する粘着シートを得ることができる。
【0075】
このシート内高分子配向角度B2の範囲の設定方法は特に限定されない。粘着シートの延伸方向依存特性により付与される機能の程度に基づいて、シート内高分子配向角度B2の範囲を設定すればよい。
【0076】
以下、粘着シートが表示デバイスのトップガラス上にトップガラスを保護する目的で貼付される粘着保護シートであって、光透過性を有する樹脂を延伸して得られるフィルムからその基材が形成される場合を具体例として、シート内高分子配向角度B2の範囲の設定方法の一例を詳しく説明する。
【0077】
表示デバイスの画像形成手段が液晶表示素子であって、偏光メガネなどの偏光アイウェアを観察者が装着してこの表示デバイスを見たときに、表示デバイスのトップガラスに最近位に配置される偏光子の透過軸と観察者の偏光アイウェアの偏光子の透過軸とが直交した状態(クロスニコル状態)では、表示デバイスの画像が視認できなくなる。この暗視野化現象の発生を回避するためには、トップガラス上に貼付される粘着保護シートに、トップガラスを介して入射する直線偏光の光学特性を変化させて偏光アイウェアの透過軸に平行な成分を有する光とする機能を付与すればよい。
【0078】
上記のように本例に係る粘着保護シートの基材は延伸樹脂フィルムからなるため、フィルム内の高分子は延伸に起因して配向している。それゆえ、この粘着保護シートに入射した直線偏光の偏光軸と粘着保護シートを構成する延伸樹脂フィルムの高分子の配向方向とのなす角度(以下、「対近位偏光軸角度」という。)次第では、粘着保護シートからの光は、これに入射した直線偏光の偏光軸に直交する成分をも有する光となる。この光はクロスニコル状態にある偏光アイウェアの偏光子の透過軸に平行な成分を有するため、偏光アイウェアに入射した光はその一部が偏光アイウェアを通過して観察者の目に到達することができることになる。
【0079】
ここで、偏光アイウェアに入射する光におけるその偏光子の透過軸に平行な成分の強度は、対近位偏光軸角度によって変動する。したがって、粘着保護シートを通過した光に対して入射した直線偏光の偏光軸と異なる方向の成分を付与するという粘着保護シートの光学特性は、配向依存特性である。そして、この配向依存特性に基づき、粘着保護シートはクロスニコル状態における暗視野化現象を回避させるという機能を有する。この機能の程度は、トップガラスの最近位に配置される偏光子を想定した偏光子、粘着保護シート、および偏光アイウェアを想定した偏光子を通過して入射する光の透過率などによって評価することができる。この透過率の対近位偏光軸角度に対する依存性の測定結果によれば、対近位偏光軸角度が45°±20°の範囲であれば、暗視野化現象を抑制することができる。
【0080】
通常の表示デバイスでは、粘着保護シートに入射する直線偏光の偏光軸はトップガラスの長軸とほぼ平行な方向に設定される。また、一般的には、トップガラスの長軸と粘着保護シートの長軸とが平行となるように粘着保護シートはトップガラス上に貼付される。
【0081】
したがって、粘着保護シートを製造するにあたり、シート内高分子配向角度B2が45°±20°を範囲となるように長軸傾斜角度を設定すれば、得られる粘着保護シートをトップガラスに貼付したときに対近位偏光軸角度が45°±20°の範囲となって、粘着保護シートは上記の暗視野化現象を抑制する機能を有するものとなる。
【0082】
なお、シート内高分子配向角度B2の範囲を設定する工程は、第二のステップを実施するたびに行われる必要はない。例えば、同一の製造条件を有する複数の長尺の延伸樹脂フィルムを用いて粘着シートを製造する場合には、最初のフィルムについてシート内高分子配向角度B2の範囲を設定する工程を実施すれば、その後のフィルムについては、新たに上記工程を行うことなく粘着シートの製造が可能である。しかしながら、そのような場合においても、少なくとも最初のフィルムから粘着シートを製造するに際してシート内高分子配向角度B2の範囲を設定する工程が実施されている。また、その後のフィルムから粘着シートを製造する場合も、最初のフィルムについて行った上記工程の結果を転用していることから、この場合もシート内高分子配向角度B2の範囲を設定する工程が実施されているに等しい。
【0083】
シート内高分子配向角度B2の範囲を45±20°と設定し、図2の幅方向配向軸分布を有する延伸樹脂フィルムを用いた粘着フィルムを抜き刃型により裁断する場合を例として、第二のステップをさらに具体的に説明する。
【0084】
図2に示されるように、この延伸樹脂フィルムは、延伸樹脂フィルムの中央部から両方の端部にかけて配向角B5は90°から60°へと漸減する。
ここで、配向角B5を、延伸樹脂フィルムの抜き刃型に対向する面について長手方向フィルムの先端向きを0°として反時計回りを正となるように定義しなおすと、図4に示されるように、配向角B5は一方の端部(以下「左端部」という。)から他方の端部(以下、「右端部」という。)にかけて120°から60°へと漸減し、中央付近で配向角B5は90°となる。
【0085】
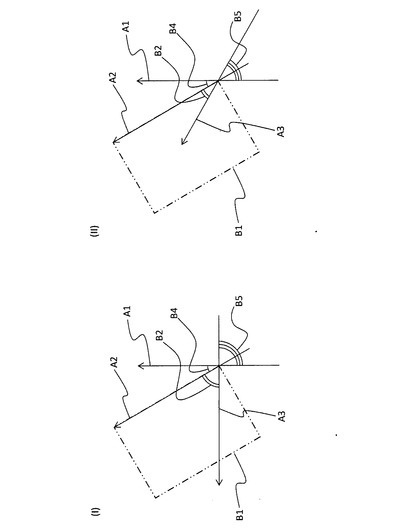
図4に示される幅方向配向軸分布を有する長尺の延伸樹脂フィルムに対して、図5(I)および(II)に示すように、矩形長軸方向A2を長手方向A1から30°(この場合も反時計回りを正とする。)傾けた抜き刃型をセットする。これによって配向角B5がほぼ90°である中央部においては(図5(I))、シート内高分子配向角度B2は60°(=90°−30°)となる。一方、配向角B5がほぼ60°である右端部の近傍においては(図5(II))、シート内高分子配向角度B2は、30°(=60°−30°)となる。また、中央部と右端部との間の領域においては、シート内高分子配向角度B2は30°〜60°の範囲内の値をとる。
したがって、中央部から右端部までの領域において、この矩形長軸方向A2が長手方向軸A1に対して30°傾いた抜き刃型一種類のみによって、シート内高分子配向角度B2が45±20°の範囲から逸脱しない粘着シートを得ることができる。
【0086】
一方、中央部よりも左端部側の領域においては、中央部から右端部までの領域において用いた抜き刃型に代えて、矩形長軸方向A2が長手方向A1に対して120°(この場合も反時計回りを正とする。)傾いた抜き刃型、すなわち図4に示されている抜き刃型についての長手方向A1を対象軸とする線対称の形状を有する抜き刃型を用いて裁断すればよい。
【0087】
以上説明したように第二のステップにおいて裁断手段が動作可能な状態となったら、長尺の粘着フィルムを裁断手段により裁断する第三のステップを実施する。こうして、所定の延伸方向依存特性に基づく機能が付与された第一の例に係る粘着シート100が得られる。
【0088】
なお、裁断手段が抜打加工装置である場合には、第三のステップの具体的動作は抜き刃型の切断加工部を長尺の粘着フィルムに圧接させることが該当する。裁断手段がレーザー光を用いた切断加工装置である場合には、第二のステップによりロードされたプログラムに従って、レーザー光を照射しつつ、レーザー光を走査させ、またはレーザー光の照射部を移動させることが該当する。
【0089】
この第一の方法では、第一のステップにおいて用意される長尺の粘着フィルムを、このフィルムが備える粘着剤からなる層の長尺の延伸樹脂フィルムに接する面と反対の面に設けられた長尺の剥離材を備えるものにしてもよい。この場合において、第三のステップにおいて長尺の粘着フィルムを裁断手段により裁断すれば、基材および粘着剤層に加えてこの粘着剤層上に設けられた剥離シートを備える第二の例に係る粘着シート21が得られる。また、第三のステップにおいて、長尺の剥離材が完全には切断されないように裁断手段の動作を制御すれば、複数の第一の例に係る粘着シート11が長尺の剥離材上に配置された長尺の部材が得られる。このような部材とすることで、第一の例に係る粘着シート11をウエブ搬送することが実現される。他の例に係る粘着シートの製造においても、最終段階で長尺の剥離シートを完全には切断しないことにより、同様の長尺の部材を得ることができる。
【0090】
(2)第二の方法
本実施形態に係る製造方法における第二の方法は、矩形状の基材をまず作製し、この基材を用いて矩形の粘着シートを製造する方法である。
【0091】
第二の方法の第一のステップでは、含有される高分子の配向軸のフィルム幅方向の分布が特定された長尺の延伸樹脂フィルムを用意する。すなわち、第一の方法における第一のステップとは異なり、粘着剤からなる層はこの段階では必須とされない。
【0092】
次に、第二の方法の第二のステップでは、裁断手段を動作可能な状態とする。その詳細は、前述の第一の方法の第二のステップの場合と同様であるため、説明を省略する。
【0093】
続いて、第二の方法の第三のステップでは、長尺の延伸樹脂フィルムを裁断手段により切断して矩形の基材を得る。なお、第二の方法の第二のステップの実施に基づき、この基材のシート内高分子配向角度は所定の範囲に制御されている。
【0094】
第二の方法の第四のステップとして、得られた矩形の基材の少なくとも一方の面に粘着剤層を形成して、粘着シートを得る。
【0095】
第四のステップにおける粘着剤層の形成方法は任意である。矩形の基材に対して個別にディスペンサーなどを用いて粘着剤を塗布して粘着剤層を形成してもよい。このようにすることで、第一の例に係る粘着シートが得られる。
【0096】
あるいは、次の方法により作成してもよい。長尺の剥離材上に粘着剤からなる層が設けられた長尺の積層材を用意する。この長尺の積層材の粘着剤からなる層における長尺の剥離材に接していない面に、上記の第四のステップで得られた矩形の基材を貼付し、この貼付された基材の矩形形状に対応するように長尺の積層材を裁断する。かかる方法を行うことにより、基材および粘着剤層に加えてこの粘着剤層上に設けられた剥離シートを備える第二の例に係る粘着シートが得られる。
【0097】
(3)第三から第五の例に係る粘着シートの製造方法
上記の第一の方法または第二の方法により第一の例に係る粘着シートを得るにあたり、長尺の延伸樹脂フィルムに代えて、長尺の延伸樹脂フィルムにあらかじめ一方の面に粘着剤からなる層が設けられたものを用いることにより、第三の例に係る粘着シートを得ることができる。また、長尺の延伸樹脂フィルムに代えて、長尺の延伸樹脂フィルムにあらかじめ一方の面に粘着剤からなる層が設けられ、さらにその層の長尺の延伸樹脂フィルムと接していない面に剥離シートが設けられたものを用いることにより、第四の例に係る粘着シートを得ることができる。
【0098】
上記の第一の方法または第二の方法により第二の例に係る粘着シートを得るにあたり、長尺の延伸樹脂フィルムに代えて、長尺の延伸樹脂フィルムにあらかじめ一方の面に粘着剤からなる層が設けられたものを用いることにより、第四の例に係る粘着シートを得ることができる。また、長尺の延伸樹脂フィルムに代えて、長尺の延伸樹脂フィルムにあらかじめ一方の面に粘着剤からなる層が設けられ、さらにその層の長尺の延伸樹脂フィルムと接していない面に剥離シートが設けられたものを用いることにより、第五の例に係る粘着シートを得ることができる。
【0099】
3.粘着シートの使用
上記の本実施形態に係る製造方法により製造された粘着シートは、前述のように配向依存特性に基づく機能が付与されている。その粘着シートが配向に依存性しない機能を有しているものである場合には、本実施形態に係る製造方法により製造されることにより、複数の機能を有する粘着シートとなる。
【0100】
一例を挙げれば、本実施形態に係る粘着シートが、液晶表示素子を備える表示デバイスの矩形のトップガラス上に貼付される保護粘着シートである場合において、そのシート内高分子配向角度B2が45°±20°となるように長辺傾斜角度が調整された状態で製造されることで、トップガラスに貼付された粘着保護シートは、その対近位偏光軸角度が45°±20°となって、トップガラスの保護機能に加えて暗視野化現象の発生を抑制する機能をも有する、多機能粘着シートとなる。
【0101】
かかる多機能保護シートが貼付された表示デバイスは、暗視野化現象を抑制するための専用の部材を用いることなく暗視野化現象を抑制しているため、携帯機器のような薄肉化が求められる機器に組み込まれることが好ましい。
【実施例】
【0102】
以下、実施例等により本発明をさらに具体的に説明するが、本発明の範囲はこれらの実施例等に限定されるものではない。
【0103】
(実施例1〜7および比較例1〜3)
延伸樹脂フィルムとして、表1に示されるポリエチレンテレフタレートを用意した。これらはいずれも二軸延伸により成形したものであり、両面に易接着処理を施したものである。
こうして得られた延伸樹脂フィルムのそれぞれについて、位相差測定装置(王子計測機器社製、KOBRA−WR)を用いて分子配向軸の方向を測定し、各フィルムについて、分子配向軸の方向についてのフィルム幅方向(フィルムの延伸方向と直交する方向)の位置依存性(配向方向プロファイル)を確認した。
続いて、各延伸樹脂フィルムを矩形に裁断して光透過性フィルムを得た。このとき、各延伸樹脂フィルムの配向方向プロファイルに基づいて、切り出される矩形の光透過性フィルムについて、フィルム内の分子の配向方向と矩形の長軸とがなす角が表1に示される角度差を有するように、延伸樹脂フィルムの延伸方向と矩形の長軸とのなす角度を調整して裁断を行った。
【0104】
<試験例1>直交透過率
透過軸があらかじめ確認されている二つの偏光板(厚み158μm、複屈折率0.0009)を、双方の透過軸が直交するように配置し(クロスニコル状態)、ヘイズメータ(日本電色工業社製、NDH−5000)を用いて、この配置により、一方の偏光板側から入射させた白色光の他方の偏光板側への透過率(直交透過率)が0%になることを確認した。
続いて、これらの偏光板の間に、上記の光透過性フィルムを、入射側である一方の偏光板の透過軸と光透過性フィルムの矩形の長軸とが平行になるように挿入した。このとき、光透過性フィルムの樹脂の分子配向軸と入射側である一方の偏光板の透過軸とがなす角度(対近位偏光軸角度に対応する。)が表1に示される角度差に等しくなる。
この状態で直交透過率をヘイズメータにより測定した。
【0105】
評価結果を表1に示す。
【0106】
【表1】

【0107】
表1に示されるように、実施例に係る延伸樹脂フィルムは、角度差が45°±20°である場合に直交透過率が10%を超え、良好な結果が得られた。
したがって、実施例に係る延伸樹脂フィルムと粘着剤層とからなる粘着保護シートは、トップガラスを保護する機能に加えて、暗視野化現象の発生を抑制する機能を有するものとなる。
【産業上の利用可能性】
【0108】
本発明の製造方法により得られる粘着シートは、例えば、スマートフォンなどの携帯機器の表示デバイスのトップガラスに貼付される保護粘着シートなどに好適に用いられる。
【符号の説明】
【0109】
11…粘着シート
12…延伸樹脂フィルム
13…粘着剤層
【技術分野】
【0001】
本発明は、基材の物理特性が制御された粘着シートの製造方法に関する。
【背景技術】
【0002】
携帯用オーディオ機器、デジタルカメラ、携帯電話、携帯用コンピューター、携帯ゲーム機などの携帯用の電子機器(本明細書において「携帯機器」ともいう。)は、使用中に落下による衝撃を受けたり異物と衝突したりすることによって、外装部品に擦過痕が生じたり部分的な破損が発生したりすることがある。そこで、このような不具合の発生を防ぐべく、外装部品上に粘着保護シートが貼付されることがある。特に、スマートフォンなどに代表されるタッチパネル形式の携帯機器は、表示デバイスの最外層部品、具体的にはトップガラスが露出した状態となることから、この部分には光透過性を有する粘着剤および基材を備える粘着保護シートが貼付される場合が多い。
【0003】
ところで、粘着保護シートなどの粘着シートは、通常、長尺の樹脂フィルム上に粘着剤からなる層が形成された長尺の粘着フィルムを裁断して所定の形状(例えば矩形)としたり、長尺の樹脂フィルムを裁断して得られた所定の形状(例えば矩形)を有する基材上に粘着剤層を形成したりすることによって製造される。なお、この長尺の樹脂フィルムは、押出成形(例えばTダイ法)や、押出成形により得られた成形品をさらに延伸することにより製造されているものが多い。
【0004】
粘着シートが矩形の形状を有している場合には、このような長尺の樹脂フィルムまたは長尺の粘着フィルムの長手方向に対して、矩形の長軸が平行または直交の関係を有するように裁断されることが、生産性を高める観点から一般的に行われている(例えば特許文献1)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2009−72957号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところで、樹脂フィルムが延伸により製造されている、つまり延伸樹脂フィルムである場合には、延伸樹脂フィルムに含有される高分子がその延伸方向に配向している。
【0007】
このため、特許文献1に開示される手段のように、裁断されてなる粘着シートの形状である矩形の長軸に沿った方向が延伸樹脂フィルムの長手方向に対して平行または直交の関係を有するように延伸樹脂フィルムを裁断すれば、延伸樹脂フィルムが一軸延伸である場合には、得られた粘着シートの延伸樹脂フィルムに含有される高分子の配向軸は、粘着シートの各辺に対して平行または直交の関係に固定される。また、延伸樹脂フィルムが二軸延伸である場合には、延伸の加工条件によって、配向の度合いに分布が生じてしまい、必ずしもどちらかの延伸軸には沿わない。したがって、延伸樹脂フィルム内で延伸方向が異なる部分が存在することになるため、裁断した後のシート内の高分子の配向軸の方向は裁断した位置によって、不均一となる。
【0008】
このように、従来技術に係る製造方法により製造される粘着シートでは、粘着シートの基材に含有される高分子の配向軸の方向の分布は、その基材に係る延伸樹脂フィルムの製造履歴に強く依存していた。
【0009】
ここで、延伸方向とこれに交差する方向とでは特性(機械特性、光学特性、電気特性など)が相違する、すなわち特性に異方性を有することが知られている。したがって、この延伸樹脂フィルムを備える粘着シートもフィルムの延伸方向(すなわち高分子の配向軸の方向)に基づく異方性を有する特性(以下、この特性を「配向依存特性」という。)を備える。
【0010】
ところが、上記のように、粘着シートの基材に含有される高分子の配向軸の方向の分布がその基材に係る延伸樹脂フィルムの製造履歴に依存している場合には、粘着シートの配向依存特性を制御することは困難であった。
【0011】
本発明は、かかる現状を鑑み、基材をなす延伸樹脂フィルムの延伸に起因した配向に基づいて異方性を有する特性(配向依存特性)が制御された粘着シートを製造する方法、ならびにその製造方法により製造された粘着シートを備える表示デバイスおよび携帯機器を提供することを課題とする。
【課題を解決するための手段】
【0012】
上記目的を達成するために本発明者らが検討した結果、粘着シートの基材の原料となる長尺の延伸樹脂フィルムについて、含有される高分子の配向軸の分布が特定されたものを用意し、この長尺の延伸樹脂フィルムを備える長尺のフィルムから矩形の粘着シートの形状に対応した矩形の部材を切り出すにあたり、延伸樹脂フィルムにおける矩形の基材として切り出される矩形の領域の長軸に沿った方向である矩形長軸方向とこの矩形の領域に含有される高分子の配向軸の方向とがなす角度であるシート内高分子配向角度が所定の角度範囲となるように、長尺の延伸樹脂フィルムの長手方向と矩形長軸方向とがなす角度を調整することで、裁断されて得られた粘着シートの配向依存特性を任意に制御できることを見出した。
【0013】
かかる知見に基づき完成された本発明は、第1に、含有される高分子の配向軸の分布が特定された長尺の延伸樹脂フィルムおよび該長尺の延伸樹脂フィルム上に粘着剤からなる層を備える長尺の粘着フィルムから、前記延伸樹脂フィルムからなり矩形の基材および当該基材上に設けられた粘着剤層を備える矩形の粘着シートを切り出す粘着シートの製造方法であって、前記長尺の延伸樹脂フィルムにおける前記基材として切り出される矩形の領域の長軸に沿った方向である矩形長軸方向と当該矩形の領域に含有される高分子の配向軸の方向とがなす角度であるシート内高分子配向角度が所定の角度範囲となるように、前記長尺の延伸樹脂フィルムの長手方向と前記矩形長軸方向とが直交および平行以外の関係を有して前記長尺の粘着フィルムを裁断することを特徴とする粘着シートの製造方法を提供する(発明1)。
【0014】
第2に本発明は、含有される高分子の配向軸の分布が特定された長尺の延伸樹脂フィルムおよび該長尺の延伸樹脂フィルム上に粘着剤からなる層を備える長尺の粘着フィルムから、前記延伸樹脂フィルムからなり矩形の基材および当該基材上に設けられた粘着剤層を備える矩形の粘着シートを切り出す粘着シートの製造方法であって、前記長尺の延伸樹脂フィルムにおける前記基材として切り出される矩形の領域の長軸に沿った方向である矩形長軸方向と前記長尺の延伸樹脂フィルムの長手方向とがなす角度を、前記矩形の領域に含有される高分子の配向軸の方向と前記矩形長軸方向とがなす角度であるシート内高分子配向角度が所定の角度範囲となるように設定する工程を備えることを特徴とする粘着シートの製造方法を提供する(発明2)。
【0015】
上記発明(発明2)において、前記長尺の延伸樹脂フィルムの長手方向と前記矩形長軸方向とが、直交および平行以外の関係を有してもよい(発明3)。
【0016】
上記発明(発明1〜3)において、前記長尺の粘着フィルムは、当該フィルムが備える前記粘着剤からなる層における前記長尺の延伸樹脂フィルムに接する面と反対の面に設けられた長尺の剥離材を備え、前記長尺の粘着フィルムを裁断して得られる前記粘着シートは、前記基材および前記粘着剤層に加えて当該粘着剤層上に設けられた剥離シートを備えてもよい(発明4)。
【0017】
上記発明(発明1〜3)において、前記長尺の粘着フィルムは、当該フィルムが備える前記粘着剤からなる層における前記長尺の延伸樹脂フィルムに接する面と反対の面に設けられた長尺の剥離材を備え、前記長尺の粘着フィルムを裁断するにあたり前記長尺の剥離材を完全には切断しないことにより、複数の前記粘着シートが前記長尺の剥離材上に配置された長尺の部材を得てもよい(発明5)。
【0018】
上記発明(発明1〜5)において、前記長尺の粘着フィルムは、当該フィルムが備える前記長尺の延伸樹脂フィルムにおける前記粘着剤からなる層が設けられた面と反対の面に粘着剤からなる別の層を備え、前記粘着シートは前記基材の両面に粘着剤層を備えてもよい(発明6)。
【0019】
上記発明(発明6)において、前記長尺の粘着フィルムは、前記粘着剤からなる層および前記粘着剤からなる別の層における前記長尺の延伸樹脂フィルムに接する面と反対の面の少なくとも一方に長尺の剥離材を備え、前記粘着シートは、前記基材の両面に設けられた前記粘着剤層および当該粘着剤層の少なくとも一方における前記基材に接する面と反対の面に設けられた少なくとも一つの剥離シートを備えてもよい(発明7)。
【0020】
第3に本発明は、含有される高分子の配向軸の分布が特定された長尺の延伸樹脂フィルムから矩形の基材を切り出し、切り出された前記基材の少なくとも一方の面に粘着剤層を形成して、前記延伸樹脂フィルムからなる前記基材および当該基材上に設けられた粘着剤層を備える矩形の粘着シートを得る粘着シートの製造方法であって、前記長尺の延伸樹脂フィルムにおける前記基材として切り出される矩形の領域の長軸に沿った方向である矩形長軸方向と当該矩形の領域に含有される高分子の配向軸の方向とがなす角度であるシート内高分子配向角度が所定の角度範囲となるように、前記長尺の延伸樹脂フィルムの長手方向と前記矩形長軸方向とが直交および平行以外の関係を有して前記延伸樹脂フィルムを裁断することを特徴とする粘着シートの製造方法を提供する(発明8)。
【0021】
第4に本発明は、含有される高分子の配向軸の分布が特定された長尺の延伸樹脂フィルムから矩形の基材を切り出し、切り出された前記基材の少なくとも一方の面に粘着剤層を形成して、前記延伸樹脂フィルムからなる前記基材および当該基材上に設けられた粘着剤層を備える矩形の粘着シートを得る粘着シートの製造方法であって、前記長尺の延伸樹脂フィルムにおける前記基材として切り出される矩形の領域の長軸に沿った方向である矩形長軸方向と前記長尺の延伸樹脂フィルムの長手方向とがなす角度を、前記矩形の領域に含有される高分子の配向軸の方向と前記矩形長軸方向とがなす角度であるシート内高分子配向角度が所定の角度範囲となるように設定する工程を備えることを特徴とする粘着シートの製造方法を提供する(発明9)。
【0022】
上記発明(発明9)において、前記長尺の延伸樹脂フィルムの長手方向と前記矩形長軸方向とが、直交および平行以外の関係を有する請求項9に記載の製造方法(発明10)。
【0023】
上記発明(発明8〜10)において、前記矩形の基材の少なくとも一方の面に粘着剤層を形成するにあたり、長尺の剥離材上に粘着剤からなる層が設けられた長尺の積層材に前記矩形の基材を貼付し、当該貼付された基材の矩形形状に対応するように前記長尺の積層材を裁断して、前記基材および前記粘着剤層に加えて当該粘着剤層上に設けられた剥離シートを備える前記粘着シートを得てもよい(発明11)。
【0024】
上記発明(発明8〜11)において、前記延伸樹脂フィルムは、その一方の面に粘着剤からなる層および当該層上にさらに設けられた剥離材を備え、前記矩形の基材はその一方の面に剥離シートが別の粘着剤層を介して設けられたものであって、この基材の前記剥離シートが設けられていない面上に前記粘着剤層が設けられるようにしてもよい(発明12)。
【0025】
上記発明(発明1〜12)において、前記長尺の延伸樹脂フィルムから前記矩形の基材を切り出す裁断手段は、前記長尺の延伸樹脂フィルムにおける前記矩形の領域に対応する切断部を有する抜き刃型を備える打抜加工装置であってもよい(発明13)。
【0026】
上記発明(発明1〜12)において、前記長尺の延伸樹脂フィルムから前記矩形の基材を切り出す裁断手段は、レーザー光を用いる切断加工装置であってもよい(発明14)。
【0027】
上記発明(発明1〜14)において、前記長尺の延伸樹脂フィルムが二軸延伸されたフィルムであってもよい(発明15)。
【0028】
上記発明(発明1〜15)において、前記長尺の延伸樹脂フィルムが光透過性フィルムであってもよい(発明16)。
【0029】
上記発明(発明1〜16)において、前記長尺の延伸樹脂フィルムがポリエステルフィルムであることが好ましい(発明17)。
【0030】
上記発明(発明1〜17)において、前記長尺の延伸樹脂フィルムに含有される高分子の配向に基づき異方性を有する前記粘着シートの特性に基づく該シートの機能が所定の範囲になるように、前記シート内高分子配向角度の範囲は設定されてもよい(発明18)。
【0031】
上記発明(発明18)において、前記高分子の配向に基づき異方性を有する粘着シートの特性が光学特性であり、前記シート内高分子配向角度の範囲が45°±20°であってもよい(発明19)。
【0032】
上記発明(発明19)において、前記粘着シートが表示デバイスに表示される画像の暗視野化現象の発生を抑制する光学素子であってもよい(発明20)。
【0033】
上記発明(発明20)において、前記粘着シートがさらに前記長尺の延伸樹脂フィルムに含有される高分子の配向に基づき異方性を有する前記粘着シートの特性に依存しない機能を兼ね備えてもよい(発明21)。
【0034】
第5に本発明は、上記発明(発明20または21)に係る製造方法により製造された粘着シートを備える表示デバイスを提供する(発明22)。
【0035】
第6に本発明は、上記発明(発明22)に係る表示デバイスを備える携帯機器(発明23)を提供する。
【0036】
また、本発明は、上記発明(発明13)に係る抜打加工装置であって、当該抜打加工装置が備える前記抜き刃型は、その切断部に沿った方向が前記延伸樹脂フィルムの長手方向と平行および直交以外の関係を有することを特徴とする抜打加工装置(発明24)、および上記発明(発明24)に係る抜打加工装置の使用方法であって、前記抜き刃型を、その切断部に沿った方向が前記延伸樹脂フィルムの長手方向と平行および直交以外の関係を有するように配置することを特徴とする抜打加工装置の使用方法(発明25)をも提供する。
【発明の効果】
【0037】
本発明に係る粘着シートの製造方法によれば、得られた粘着シートの配向依存特性を所定の範囲に制御することが実現される。したがって、粘着シートに配向依存特性に基づく機能を付与することが可能となる。また、配向に依存しない機能を別途有する粘着シートを本発明に係る製造方法により製造すれば、配向依存特性に基づく機能がさらに付与されるため、得られる粘着シートは機能集積された多機能粘着シートとなる。そのような多機能粘着シートは、これを備えるデバイス(例えば表示デバイス)の部品数を減らすことができる。したがって、かかる多機能粘着シートを備えるデバイスは生産性に優れ、デバイスの薄型化の要請にも応えることができる。それゆえ、本発明に係る製造方法により製造された粘着シートを備える表示デバイスが組み込まれた携帯機器は、携帯性に優れる。
【図面の簡単な説明】
【0038】
【図1】本発明の一実施形態に係る複数の例に係る粘着シートの断面を概念的に示す図である。
【図2】本発明の一実施形態に係る粘着シートの原材料である長尺の延伸樹脂フィルムの幅方向配向軸分布の一例を示すグラフである。
【図3】本発明の一実施形態に係る粘着シートの原材料である長尺の延伸樹脂フィルムにおける、基材として切り出される矩形の領域の一例を概念的に示す図である。
【図4】図2に示される長尺の延伸樹脂フィルムの幅方向配向軸分布を、延伸樹脂フィルムの抜き刃型に対向する面について長手方向フィルムの先端向きを0°として反時計回りを正となるように定義しなおしたグラフである。
【図5】図4に示される幅方向配向軸分布を有する長尺の延伸樹脂フィルムの中央部分(I)または右端部の近傍(II)における、基材として切り出される領域の配置(すなわち抜き刃型の配置)を概念的に示す図である。
【発明を実施するための形態】
【0039】
以下、本発明の実施形態について説明する。
1.粘着シート
ここでは、本実施形態に係る粘着シートの基本構成について説明する。
図1は本実施形態に係る粘着シートの構成を概念的に示す断面図である。
【0040】
第一の例に係る粘着シート11は、延伸樹脂フィルムからなる基材12および基材12上に設けられた粘着層13からなる。
【0041】
第二の例に係る粘着シート21は、延伸樹脂フィルムからなる基材22、基材22上に設けられた粘着層23および粘着層23の基材22に接する面と反対側の面に設けられた剥離シート24からなる。
【0042】
第三の例に係る粘着シート31は、延伸樹脂フィルムからなる基材32ならびに基材32の両面上に設けられた第一の粘着層33および第二の粘着層34からなる。
【0043】
第四の例に係る粘着シート粘着シート41は、延伸樹脂フィルムからなる基材42、基材42の両面上に設けられた第一の粘着層43および第二の粘着層44、ならびに第一の粘着層43の基材42に接する面と反対側の面に設けられた剥離シート45からなる。
【0044】
第五の例に係る粘着シート粘着シート51は、延伸樹脂フィルムからなる基材52、基材52の両面上に設けられた第一の粘着層53および第二の粘着層54、第一の粘着層53の基材52に接する面と反対側の面に設けられた第一の剥離シート55、ならびに第二の粘着層54の基材52に接する面と反対側の面に設けられた第二の剥離シート56からなる。
【0045】
基材12,22,32,42,52を与える延伸樹脂フィルムの延伸方向は任意である。延伸樹脂フィルムは一軸延伸であってもよいし、二軸延伸であってもよいが、厚み精度が良いため、光学特性の面内におけるばらつきが小さいという観点から二軸延伸されたものであることが好ましい。
【0046】
基材12,22,32,42,52に係る延伸樹脂フィルムに含有される高分子は、延伸によって配向されている。その配向軸は、そのフィルムが一軸延伸の場合にはその延伸方向に平行であり、二軸延伸の場合には延伸の具体的な方法(延伸時の温度、逐次延伸の場合には各軸の延伸の順番、同時の場合には各軸の速度など)により変動する。高分子の配向軸の方向は、FT−IR ATR法や、X線回折法、位相差測定装置等を用いることにより求めることができる。
【0047】
基材12,22,32,42,52に係る延伸樹脂フィルムの種類は特に限定されない。光透過性を有していてもよいし、不透明であってもよい。着色剤などが分散されていて着色されていてもよいし、使用時に外側をなす面のテクスチャーが制御されていてもよい(例えばエンボス加工)。
【0048】
延伸樹脂フィルムが光透過性を有する場合における好適な樹脂について例示すれば、ポリエチレンテレフタレート(PET)、ポリエチレンナフタレート(PEN)、ポリブチレンテレフタレート(PBT)、変性ポリエステル等のポリエステル系樹脂フィルム、ポリエチレン(PE)樹脂、ポリプロピレン(PP)樹脂、ポリスチレン樹脂、環状オレフィン系樹脂等のポリオレフィン類樹脂、ポリ塩化ビニル、ポリ塩化ビニリデン等のビニル系樹脂、ポリビニルブチラール(PVB)等のポリビニルアセタール樹脂、ポリエーテルエーテルケトン(PEEK)樹脂、ポリサルホン(PSF)樹脂、ポリエーテルサルホン(PES)樹脂、ポリカーボネート(PC)樹脂、ポリアミド樹脂、ポリイミド樹脂、アクリル樹脂、トリアセチルセルロース(TAC)樹脂などが挙げられる。
これらの中でも、光学フィルムに要求される耐衝撃性に優れており、かつ厚み精度、強度、耐久性、透明性(特に光学用途の場合)等の点からポリエステル系樹脂フィルムが好ましく、その中でも、芳香族二塩基酸とジオール類を重縮合したものがさらに好ましく、安価で機械特性および透明性に優れるポリエチレンテレフタレートが特に好ましい。
【0049】
粘着剤層13,23、第一の粘着剤層33,43,53および第二の粘着剤層34,44,54(以下、「粘着剤層等」と総称する。)を形成する粘着剤としては特に制限はなく、従来粘着フィルムの粘着剤層に慣用されているものの中から、任意のものを適宜選択して用いることができる。例えばアクリル系粘着剤、ゴム系粘着剤、シリコーン系粘着剤、ポリウレタン系粘着剤及びポリエステル系粘着剤などを用いることができる。これらの粘着剤は、エマルション型、溶剤型、無溶剤型のいずれであってもよいが、光透過性の粘着シートを製造する場合は、透過性が高く、塗布展延して粘着剤の層を形成することが容易な溶剤型が好ましい。上記の粘着剤層等の厚さは、通常1〜300μm、好ましくは5〜100μm程度である。
【0050】
粘着剤層等は、エマルション型、溶剤型、無溶剤型いずれであっても、通常塗布展延により形成し、この場合配向は等方性である。そのため、延伸樹脂フィルムと粘着剤層等とを積層してなる粘着フィルムにおいては、延伸樹脂フィルムの配向依存特性が、粘着剤層等の存在にあまり影響されずに反映される。したがって、本実施形態の製造方法において粘着シートの配向依存特性を制御するためには、延伸樹脂フィルムの配向の分布のみを考慮すればよい。
【0051】
これらの各種の粘着剤の中では、耐候性などの面から、アクリル系粘着剤が好ましい。このアクリル系粘着剤を用いて形成された粘着剤層等は、重量平均分子量20万〜200万程度、好ましくは40万〜170万のアクリル系樹脂を含み、かつ架橋処理されたアクリル系粘着剤からなる層であることが好適である。重量平均分子量が上記範囲にあれば、粘着力および保持力のバランスがとれた粘着シートが得られる。
【0052】
なお、上記重量平均分子量は、ゲルパーミエーションクロマトグラフィー(GPC)法により測定したポリスチレン換算の値である。
【0053】
上記のアクリル系粘着剤に含まれるアクリル系樹脂を与える単量体として、(メタ)アクリル酸;(メタ)アクリル酸メチル、(メタ)アクリル酸2−ヒドロキシエチル、(メタ)アクリル酸モノメチルアミノエチルなどの(メタ)アクリル酸エステル;(メタ)アクリルアミド、N−メチル(メタ)アクリルアミド、N−メチロール(メタ)アクリルアミドなどのアクリルアミド類が例示される。なお、本発明において、(メタ)アクリル酸とは、アクリル酸およびメタクリル酸の両方を意味する。他の類似用語(「(メタ)アクリル酸エステル」など)も同様である。
【0054】
アクリル系樹脂はこれらの単量体の一種類から構成されていてもよいし、複数種類から構成されていてもよい。さらに、他の単量体との共重合体であってもよい。そのような単量体として、酢酸ビニル、プロピオン酸ビニルなどのビニルエステル類;エチレン、プロピレン、イソブチレンなどのオレフィン類;塩化ビニル、ビニリデンクロリドなどのハロゲン化オレフィン類;スチレン、α−メチルスチレンなどのスチレン系単量体;ブタジエン、イソプレン、クロロプレンなどのジエン系単量体;アクリロニトリル、メタクリロニトリルなどのニトリル系単量体が例示される。
【0055】
このアクリル系粘着剤に含まれるアクリル系樹脂が共重合体である場合において、その共重合形態については特に制限はなく、ランダム、ブロック、グラフト共重合体のいずれであってもよい。また、アクリル系樹脂を構成する重合体は、1種を単独で用いてもよいし、2種以上を組み合わせて用いてもよい。アクリル系樹脂を構成する重合体が2種類以上を組み合わせた混合物である場合には、複数種類の単独重合体からなる混合物であってもよいし、複数種類の共重合体からなる混合物であってもよいし、1種以上の単独重合体と1種以上の共重合体との混合物であってもよい。
【0056】
アクリル系粘着剤は、架橋処理されたものであってもよい。この架橋処理に用いられる架橋剤としては特に制限はなく、従来アクリル系粘着剤において架橋剤として慣用されているものの中から、任意のものを適宜選択して用いることができる。このような架橋剤としては、例えばポリイソシアネート化合物、エポキシ化合物、メラミン樹脂、尿素樹脂、ジアルデヒド類、メチロールポリマー、金属キレート化合物、金属アルコキシド、金属塩などが挙げられるが、ポリイソシアネート化合物やエポキシ化合物が好ましく用いられる。
【0057】
本実施形態においては、この架橋剤は1種を単独で用いてもよいし、2種以上を組み合わせて用いてもよい。また、その使用量は、架橋剤の種類にもよるが、 アクリル系樹脂を構成する重合体100質量部に対し、通常0.01〜20質量部、好ましくは、0.1〜10質量部の範囲で選定される。
【0058】
また、このアクリル系粘着剤には、所望により粘着付与剤、酸化防止剤、紫外線吸収剤、光安定剤、軟化剤、シランカップリング剤、充填剤などを添加することができる。
【0059】
剥離シートとしては、プラスチックフィルムに剥離剤を塗布したものが例示される。プラスチックフィルムの具体例として、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレートなどのポリエステルフィルム、およびポリプロピレンやポリエチレンなどのポリオレフィンフィルムが挙げられる。剥離剤としては、シリコーン系、フッ素系、長鎖アルキル系などを用いることができるが、これらの中で、安価で安定した性能が得られるシリコーン系が好ましい。上記の剥離シートのプラスチックフィルムに代えて、グラシン紙、コート紙、上質紙などの紙基材または紙基材にポリエチレンなどの熱可塑性樹脂をラミネートしたラミネート紙を用いてもよい。剥離シートの厚さについては特に制限はないが、通常20〜250μm程度である。なお、剥離シートは延伸フィルムからなる場合には分子配向の異方性が存在するが、被着体への適用時には除去するものであるので、本実施形態の製造方法において粘着シートの配向依存特性を制御するためには、延伸樹脂フィルムの配向の分布のみを考慮すればよい。
【0060】
2.粘着シートの製造方法
続いて、本実施形態に係る粘着シートの製造方法について説明する。説明を簡単にするため、上記の第一の例に係る粘着シート11または第二の例に係る粘着シート21を対象として説明し、その後、第三から第五の例に係る粘着シート31,41,51の製造方法について説明する。
【0061】
(1)第一の方法
本実施形態に係る製造方法における第一の方法は、矩形状の基材を経ることなく直接的に矩形の粘着シートを製造する方法である。以下、理解を容易にするためにステップに分割して説明を行うが、第一の方法はこれに限定されない。
【0062】
まず、第一ステップとして、長尺の延伸樹脂フィルム上に粘着剤からなる層を備える長尺の粘着フィルムを用意する。このとき、長尺の延伸樹脂フィルムに含有される高分子の配向軸の分布を特定しておく。すなわち、延伸樹脂フィルムの製造条件(製造者、製造環境、ならびに製造に用いる原材料、製造装置、および製造方法を併せていう。)が同一である場合には、延伸樹脂フィルムに含有される高分子の配向軸の分布が大きく異なることはない。したがって、一の製造条件により製造された延伸樹脂フィルムについて後述する幅方向配向軸分布等を測定し、製造条件のうちのいずれかが実質的に変更されたと評価される場合には、再度新たな製造条件により製造された延伸樹脂フィルムの幅方向配向軸分布等を測定する。これにより、それぞれの製造条件に対応した延伸樹脂フィルムの高分子の配向軸の分布の特定が実行される。
【0063】
ここで、一軸延伸および二軸延伸のいずれについても、一般的に延伸樹脂フィルムにおける膜厚方向の高分子の配向軸の分布はほぼ一様である。また、工業的に生産される長尺の延伸樹脂フィルムであれば、その長手方向の分布もほぼ一様である。したがって、通常は、長尺の延伸樹脂フィルムにおけるフィルム幅方向(フィルムの長手方向に直交する方向)の分布を特定しておくことになる。
【0064】
長尺の延伸樹脂フィルムが一軸延伸の場合にはその長手方向が延伸方向となるが、二軸延伸の場合には、一般的にまずフィルムの長手方向に延伸した後、これに垂直な方向に延伸されるため、フィルムに含有される高分子の配向軸のフィルム幅方向の分布(以下、「幅方向配向軸分布」という。)は不均一となる。そのような長尺の延伸樹脂フィルムの幅方向配向軸分布の一例を図2に示す。図2に示されるように、フィルム長手方向と配向軸の方向との為す角度(以下、この角度を「配向角」ともいい、本実施形態においては、特にことわりのない限り、二つの方向のなす角度は0°から90°の範囲で定義されるものとする。)は60°から90°の範囲で変動している。
【0065】
このような幅方向配向軸分布の特定は、上述した高分子の配向軸の方向を求める方法により、延伸樹脂フィルムの幅方向の定点において配向軸の方向を測定することで行うことができる。なお、図2では、幅方向配向軸分布は、例示のために65点の測定結果に基づき構成される配向軸の方向のプロファイルとして示されているが、幅方向配向軸分布を特定するために必要とされる測定点は限定されない。例えば、長尺の延伸樹脂フィルムが一軸延伸樹脂フィルムであれば、このような測定を行うことなく幅方向配向軸分布を特定することができる。すなわち、延伸樹脂フィルムが一軸延伸樹脂フィルムである場合には、延伸樹脂フィルムを入手し、それが一軸延伸樹脂フィルムであることを認識した時点で、幅方向配向軸分布の特定が行われたことになる。したがって、本発明の幅方向配向軸分布の特定の具体的な作業を行うことは、二軸延伸樹脂フィルムを用いた場合に大きな意義を持つ。
【0066】
なお、長尺の延伸フィルムの高分子の配向軸が、厚さ方向や長手方向において大きく変動している場合には、これらの方向の分布についても特定し、大きく変動する場合には後述する第二のステップにおいてもその点も考慮に加えればよい。
【0067】
粘着剤からなる層の長尺の延伸樹脂フィルム上への形成方法は限定されない。従来公知の方法、例えばバーコート法、ナイフコート法、ロールコート法、ブレードコート法、ダイコート法、グラビアコート法などを用い、長尺の延伸樹脂フィルムに粘着剤を直接塗布して、30〜100℃程度の温度で30秒〜5分間程度加熱乾燥処理することにより粘着剤からなる層を長尺の延伸樹脂フィルム上に設けることができる。
【0068】
こうして第一のステップにより基材の原材料となる長尺の延伸樹脂フィルムをその配向軸の分布が特定された状態で用意できたら、第二ステップとして、その長尺の延伸樹脂フィルムおよびこのフィルム上に粘着剤からなる層を備える長尺の粘着フィルムから粘着シートを切り出す裁断手段を動作可能な状態とする。
【0069】
この裁断手段は特に限定されない。粘着シートの矩形の形状に対応する抜き形状を有する刃型およびこの刃型が装着された打抜加工装置であってもよいし、レーザー光や超音波カッターを用いた切断加工装置であってもよい。
ここで、「裁断手段を動作可能な状態とする」とは裁断手段が所定の形状を切り出す動作を実施可能な状態にすることをいう。その詳細は限定されない。裁断手段が打抜加工装置である場合には、例えば、被加工材(上記説明では長尺の粘着フィルム)上に抜き刃型が配置された状態が対応する。裁断手段が上記のレーザー光を用いた切断加工装置である場合には、例えば、レーザー光による加工ラインを制御するプログラムがロードされた状態が対応する。以下の説明では、裁断手段が打抜加工装置である場合を例にして説明する。
【0070】
このステップの具体的な一態様において、裁断手段の配置は、長尺の延伸樹脂フィルムにおける基材として切り出される矩形の領域における長軸に沿った方向(本実施形態において、「矩形長軸方向」ともいう。)が、場合によって長尺の粘着フィルムの長手方向に対して所定の角度で傾いた状態となるように行われる。ここで、本実施形態では、「傾いた状態」とは矩形長軸方向が長尺の粘着フィルムの長手方向に対して平行および直交以外の関係を有する状態を意味する。なお、本実施形態では、「平行」とは二つの方向がなす角度5°程度以下の関係を有することを意味し、「直交」とは二つの方向がなす角度が85°程度以上の関係を有することを意味するものとする。
【0071】
特許文献1に典型的に示されるように、従来、長尺の粘着フィルムから裁断手段を用いて粘着シートを切り出す場合には、切り出された後の残部の面積が最小限になるようにすることが生産性を高める観点から当然と認識されている。このため、矩形長軸方向は長尺の粘着フィルムの長手方向に対して平行または直交の関係を有するように切断されることが当然とされている。しかしながら、本実施形態に係る方法では、粘着シートに対して延伸方向依存特性に基づく機能を付与するために、矩形長軸方向を長尺の粘着フィルムの長手方向に対して傾ける場合もある。以下、この矩形長軸方向と長尺の粘着フィルムの長手方向とがなす角度を「長軸傾斜角度」ともいう。
【0072】
この長軸傾斜角度は、長尺の粘着フィルムが備える長尺の延伸樹脂フィルムにおける前述の矩形の領域に含有される高分子の配向軸の方向の矩形長軸方向に対する角度であるシート内高分子配向角度が、所定の範囲となるように設定される。
【0073】
第一のステップにより、長尺の延伸樹脂フィルムにおける上記の矩形の領域に含有される高分子の配向軸の方向の分布は特定されているため、シート内高分子配向角度を所定の範囲とすることは、長軸傾斜角度を調整することにより容易に実現される。
【0074】
この点を、図3を用いて具体的に説明する。図3は、本発明の一実施形態に係る粘着シートの原材料である長尺の延伸樹脂フィルムにおける、基材として切り出される矩形の領域の一例を概念的に示す図である。図3中の化学式は、基材を構成する材料の一例としてのポリエチレンテレフタレート(PET)の部分構造であって、高分子の配向軸B3に沿ってPETの主鎖が配置されることを概念的に示している。
図3に示される一例においては、基材として切り出される矩形の領域B1における矩形長軸方向A2とその領域内の高分子の配向軸B3の方向A3とのなす角であるシート内高分子配向角度B2と、長軸傾斜角度B4との和が、フィルム長手方向A1と配向軸の方向A3との為す角度(配向角)B5となっていることが把握される。ステップ1の実施により得られた幅方向配向軸分布から、裁断を行おうとする位置における配向軸の配向角B5は判明する。したがって、得ようとする粘着シートのシート内高分子配向角度B2の目標値をその配向角B5から減じた角度を長軸傾斜角度B4として設定すれば、目標とするシート内高分子配向角度B2を有する粘着シートを得ることができる。
【0075】
このシート内高分子配向角度B2の範囲の設定方法は特に限定されない。粘着シートの延伸方向依存特性により付与される機能の程度に基づいて、シート内高分子配向角度B2の範囲を設定すればよい。
【0076】
以下、粘着シートが表示デバイスのトップガラス上にトップガラスを保護する目的で貼付される粘着保護シートであって、光透過性を有する樹脂を延伸して得られるフィルムからその基材が形成される場合を具体例として、シート内高分子配向角度B2の範囲の設定方法の一例を詳しく説明する。
【0077】
表示デバイスの画像形成手段が液晶表示素子であって、偏光メガネなどの偏光アイウェアを観察者が装着してこの表示デバイスを見たときに、表示デバイスのトップガラスに最近位に配置される偏光子の透過軸と観察者の偏光アイウェアの偏光子の透過軸とが直交した状態(クロスニコル状態)では、表示デバイスの画像が視認できなくなる。この暗視野化現象の発生を回避するためには、トップガラス上に貼付される粘着保護シートに、トップガラスを介して入射する直線偏光の光学特性を変化させて偏光アイウェアの透過軸に平行な成分を有する光とする機能を付与すればよい。
【0078】
上記のように本例に係る粘着保護シートの基材は延伸樹脂フィルムからなるため、フィルム内の高分子は延伸に起因して配向している。それゆえ、この粘着保護シートに入射した直線偏光の偏光軸と粘着保護シートを構成する延伸樹脂フィルムの高分子の配向方向とのなす角度(以下、「対近位偏光軸角度」という。)次第では、粘着保護シートからの光は、これに入射した直線偏光の偏光軸に直交する成分をも有する光となる。この光はクロスニコル状態にある偏光アイウェアの偏光子の透過軸に平行な成分を有するため、偏光アイウェアに入射した光はその一部が偏光アイウェアを通過して観察者の目に到達することができることになる。
【0079】
ここで、偏光アイウェアに入射する光におけるその偏光子の透過軸に平行な成分の強度は、対近位偏光軸角度によって変動する。したがって、粘着保護シートを通過した光に対して入射した直線偏光の偏光軸と異なる方向の成分を付与するという粘着保護シートの光学特性は、配向依存特性である。そして、この配向依存特性に基づき、粘着保護シートはクロスニコル状態における暗視野化現象を回避させるという機能を有する。この機能の程度は、トップガラスの最近位に配置される偏光子を想定した偏光子、粘着保護シート、および偏光アイウェアを想定した偏光子を通過して入射する光の透過率などによって評価することができる。この透過率の対近位偏光軸角度に対する依存性の測定結果によれば、対近位偏光軸角度が45°±20°の範囲であれば、暗視野化現象を抑制することができる。
【0080】
通常の表示デバイスでは、粘着保護シートに入射する直線偏光の偏光軸はトップガラスの長軸とほぼ平行な方向に設定される。また、一般的には、トップガラスの長軸と粘着保護シートの長軸とが平行となるように粘着保護シートはトップガラス上に貼付される。
【0081】
したがって、粘着保護シートを製造するにあたり、シート内高分子配向角度B2が45°±20°を範囲となるように長軸傾斜角度を設定すれば、得られる粘着保護シートをトップガラスに貼付したときに対近位偏光軸角度が45°±20°の範囲となって、粘着保護シートは上記の暗視野化現象を抑制する機能を有するものとなる。
【0082】
なお、シート内高分子配向角度B2の範囲を設定する工程は、第二のステップを実施するたびに行われる必要はない。例えば、同一の製造条件を有する複数の長尺の延伸樹脂フィルムを用いて粘着シートを製造する場合には、最初のフィルムについてシート内高分子配向角度B2の範囲を設定する工程を実施すれば、その後のフィルムについては、新たに上記工程を行うことなく粘着シートの製造が可能である。しかしながら、そのような場合においても、少なくとも最初のフィルムから粘着シートを製造するに際してシート内高分子配向角度B2の範囲を設定する工程が実施されている。また、その後のフィルムから粘着シートを製造する場合も、最初のフィルムについて行った上記工程の結果を転用していることから、この場合もシート内高分子配向角度B2の範囲を設定する工程が実施されているに等しい。
【0083】
シート内高分子配向角度B2の範囲を45±20°と設定し、図2の幅方向配向軸分布を有する延伸樹脂フィルムを用いた粘着フィルムを抜き刃型により裁断する場合を例として、第二のステップをさらに具体的に説明する。
【0084】
図2に示されるように、この延伸樹脂フィルムは、延伸樹脂フィルムの中央部から両方の端部にかけて配向角B5は90°から60°へと漸減する。
ここで、配向角B5を、延伸樹脂フィルムの抜き刃型に対向する面について長手方向フィルムの先端向きを0°として反時計回りを正となるように定義しなおすと、図4に示されるように、配向角B5は一方の端部(以下「左端部」という。)から他方の端部(以下、「右端部」という。)にかけて120°から60°へと漸減し、中央付近で配向角B5は90°となる。
【0085】
図4に示される幅方向配向軸分布を有する長尺の延伸樹脂フィルムに対して、図5(I)および(II)に示すように、矩形長軸方向A2を長手方向A1から30°(この場合も反時計回りを正とする。)傾けた抜き刃型をセットする。これによって配向角B5がほぼ90°である中央部においては(図5(I))、シート内高分子配向角度B2は60°(=90°−30°)となる。一方、配向角B5がほぼ60°である右端部の近傍においては(図5(II))、シート内高分子配向角度B2は、30°(=60°−30°)となる。また、中央部と右端部との間の領域においては、シート内高分子配向角度B2は30°〜60°の範囲内の値をとる。
したがって、中央部から右端部までの領域において、この矩形長軸方向A2が長手方向軸A1に対して30°傾いた抜き刃型一種類のみによって、シート内高分子配向角度B2が45±20°の範囲から逸脱しない粘着シートを得ることができる。
【0086】
一方、中央部よりも左端部側の領域においては、中央部から右端部までの領域において用いた抜き刃型に代えて、矩形長軸方向A2が長手方向A1に対して120°(この場合も反時計回りを正とする。)傾いた抜き刃型、すなわち図4に示されている抜き刃型についての長手方向A1を対象軸とする線対称の形状を有する抜き刃型を用いて裁断すればよい。
【0087】
以上説明したように第二のステップにおいて裁断手段が動作可能な状態となったら、長尺の粘着フィルムを裁断手段により裁断する第三のステップを実施する。こうして、所定の延伸方向依存特性に基づく機能が付与された第一の例に係る粘着シート100が得られる。
【0088】
なお、裁断手段が抜打加工装置である場合には、第三のステップの具体的動作は抜き刃型の切断加工部を長尺の粘着フィルムに圧接させることが該当する。裁断手段がレーザー光を用いた切断加工装置である場合には、第二のステップによりロードされたプログラムに従って、レーザー光を照射しつつ、レーザー光を走査させ、またはレーザー光の照射部を移動させることが該当する。
【0089】
この第一の方法では、第一のステップにおいて用意される長尺の粘着フィルムを、このフィルムが備える粘着剤からなる層の長尺の延伸樹脂フィルムに接する面と反対の面に設けられた長尺の剥離材を備えるものにしてもよい。この場合において、第三のステップにおいて長尺の粘着フィルムを裁断手段により裁断すれば、基材および粘着剤層に加えてこの粘着剤層上に設けられた剥離シートを備える第二の例に係る粘着シート21が得られる。また、第三のステップにおいて、長尺の剥離材が完全には切断されないように裁断手段の動作を制御すれば、複数の第一の例に係る粘着シート11が長尺の剥離材上に配置された長尺の部材が得られる。このような部材とすることで、第一の例に係る粘着シート11をウエブ搬送することが実現される。他の例に係る粘着シートの製造においても、最終段階で長尺の剥離シートを完全には切断しないことにより、同様の長尺の部材を得ることができる。
【0090】
(2)第二の方法
本実施形態に係る製造方法における第二の方法は、矩形状の基材をまず作製し、この基材を用いて矩形の粘着シートを製造する方法である。
【0091】
第二の方法の第一のステップでは、含有される高分子の配向軸のフィルム幅方向の分布が特定された長尺の延伸樹脂フィルムを用意する。すなわち、第一の方法における第一のステップとは異なり、粘着剤からなる層はこの段階では必須とされない。
【0092】
次に、第二の方法の第二のステップでは、裁断手段を動作可能な状態とする。その詳細は、前述の第一の方法の第二のステップの場合と同様であるため、説明を省略する。
【0093】
続いて、第二の方法の第三のステップでは、長尺の延伸樹脂フィルムを裁断手段により切断して矩形の基材を得る。なお、第二の方法の第二のステップの実施に基づき、この基材のシート内高分子配向角度は所定の範囲に制御されている。
【0094】
第二の方法の第四のステップとして、得られた矩形の基材の少なくとも一方の面に粘着剤層を形成して、粘着シートを得る。
【0095】
第四のステップにおける粘着剤層の形成方法は任意である。矩形の基材に対して個別にディスペンサーなどを用いて粘着剤を塗布して粘着剤層を形成してもよい。このようにすることで、第一の例に係る粘着シートが得られる。
【0096】
あるいは、次の方法により作成してもよい。長尺の剥離材上に粘着剤からなる層が設けられた長尺の積層材を用意する。この長尺の積層材の粘着剤からなる層における長尺の剥離材に接していない面に、上記の第四のステップで得られた矩形の基材を貼付し、この貼付された基材の矩形形状に対応するように長尺の積層材を裁断する。かかる方法を行うことにより、基材および粘着剤層に加えてこの粘着剤層上に設けられた剥離シートを備える第二の例に係る粘着シートが得られる。
【0097】
(3)第三から第五の例に係る粘着シートの製造方法
上記の第一の方法または第二の方法により第一の例に係る粘着シートを得るにあたり、長尺の延伸樹脂フィルムに代えて、長尺の延伸樹脂フィルムにあらかじめ一方の面に粘着剤からなる層が設けられたものを用いることにより、第三の例に係る粘着シートを得ることができる。また、長尺の延伸樹脂フィルムに代えて、長尺の延伸樹脂フィルムにあらかじめ一方の面に粘着剤からなる層が設けられ、さらにその層の長尺の延伸樹脂フィルムと接していない面に剥離シートが設けられたものを用いることにより、第四の例に係る粘着シートを得ることができる。
【0098】
上記の第一の方法または第二の方法により第二の例に係る粘着シートを得るにあたり、長尺の延伸樹脂フィルムに代えて、長尺の延伸樹脂フィルムにあらかじめ一方の面に粘着剤からなる層が設けられたものを用いることにより、第四の例に係る粘着シートを得ることができる。また、長尺の延伸樹脂フィルムに代えて、長尺の延伸樹脂フィルムにあらかじめ一方の面に粘着剤からなる層が設けられ、さらにその層の長尺の延伸樹脂フィルムと接していない面に剥離シートが設けられたものを用いることにより、第五の例に係る粘着シートを得ることができる。
【0099】
3.粘着シートの使用
上記の本実施形態に係る製造方法により製造された粘着シートは、前述のように配向依存特性に基づく機能が付与されている。その粘着シートが配向に依存性しない機能を有しているものである場合には、本実施形態に係る製造方法により製造されることにより、複数の機能を有する粘着シートとなる。
【0100】
一例を挙げれば、本実施形態に係る粘着シートが、液晶表示素子を備える表示デバイスの矩形のトップガラス上に貼付される保護粘着シートである場合において、そのシート内高分子配向角度B2が45°±20°となるように長辺傾斜角度が調整された状態で製造されることで、トップガラスに貼付された粘着保護シートは、その対近位偏光軸角度が45°±20°となって、トップガラスの保護機能に加えて暗視野化現象の発生を抑制する機能をも有する、多機能粘着シートとなる。
【0101】
かかる多機能保護シートが貼付された表示デバイスは、暗視野化現象を抑制するための専用の部材を用いることなく暗視野化現象を抑制しているため、携帯機器のような薄肉化が求められる機器に組み込まれることが好ましい。
【実施例】
【0102】
以下、実施例等により本発明をさらに具体的に説明するが、本発明の範囲はこれらの実施例等に限定されるものではない。
【0103】
(実施例1〜7および比較例1〜3)
延伸樹脂フィルムとして、表1に示されるポリエチレンテレフタレートを用意した。これらはいずれも二軸延伸により成形したものであり、両面に易接着処理を施したものである。
こうして得られた延伸樹脂フィルムのそれぞれについて、位相差測定装置(王子計測機器社製、KOBRA−WR)を用いて分子配向軸の方向を測定し、各フィルムについて、分子配向軸の方向についてのフィルム幅方向(フィルムの延伸方向と直交する方向)の位置依存性(配向方向プロファイル)を確認した。
続いて、各延伸樹脂フィルムを矩形に裁断して光透過性フィルムを得た。このとき、各延伸樹脂フィルムの配向方向プロファイルに基づいて、切り出される矩形の光透過性フィルムについて、フィルム内の分子の配向方向と矩形の長軸とがなす角が表1に示される角度差を有するように、延伸樹脂フィルムの延伸方向と矩形の長軸とのなす角度を調整して裁断を行った。
【0104】
<試験例1>直交透過率
透過軸があらかじめ確認されている二つの偏光板(厚み158μm、複屈折率0.0009)を、双方の透過軸が直交するように配置し(クロスニコル状態)、ヘイズメータ(日本電色工業社製、NDH−5000)を用いて、この配置により、一方の偏光板側から入射させた白色光の他方の偏光板側への透過率(直交透過率)が0%になることを確認した。
続いて、これらの偏光板の間に、上記の光透過性フィルムを、入射側である一方の偏光板の透過軸と光透過性フィルムの矩形の長軸とが平行になるように挿入した。このとき、光透過性フィルムの樹脂の分子配向軸と入射側である一方の偏光板の透過軸とがなす角度(対近位偏光軸角度に対応する。)が表1に示される角度差に等しくなる。
この状態で直交透過率をヘイズメータにより測定した。
【0105】
評価結果を表1に示す。
【0106】
【表1】
【0107】
表1に示されるように、実施例に係る延伸樹脂フィルムは、角度差が45°±20°である場合に直交透過率が10%を超え、良好な結果が得られた。
したがって、実施例に係る延伸樹脂フィルムと粘着剤層とからなる粘着保護シートは、トップガラスを保護する機能に加えて、暗視野化現象の発生を抑制する機能を有するものとなる。
【産業上の利用可能性】
【0108】
本発明の製造方法により得られる粘着シートは、例えば、スマートフォンなどの携帯機器の表示デバイスのトップガラスに貼付される保護粘着シートなどに好適に用いられる。
【符号の説明】
【0109】
11…粘着シート
12…延伸樹脂フィルム
13…粘着剤層
【特許請求の範囲】
【請求項1】
含有される高分子の配向軸の分布が特定された長尺の延伸樹脂フィルムおよび該長尺の延伸樹脂フィルム上に粘着剤からなる層を備える長尺の粘着フィルムから、前記延伸樹脂フィルムからなり矩形の基材および当該基材上に設けられた粘着剤層を備える矩形の粘着シートを切り出す粘着シートの製造方法であって、
前記長尺の延伸樹脂フィルムにおける前記基材として切り出される矩形の領域の長軸に沿った方向である矩形長軸方向と当該矩形の領域に含有される高分子の配向軸の方向とがなす角度であるシート内高分子配向角度が所定の角度範囲となるように、
前記長尺の延伸樹脂フィルムの長手方向と前記矩形長軸方向とが直交および平行以外の関係を有して前記長尺の粘着フィルムを裁断することを特徴とする粘着シートの製造方法。
【請求項2】
含有される高分子の配向軸の分布が特定された長尺の延伸樹脂フィルムおよび該長尺の延伸樹脂フィルム上に粘着剤からなる層を備える長尺の粘着フィルムから、前記延伸樹脂フィルムからなり矩形の基材および当該基材上に設けられた粘着剤層を備える矩形の粘着シートを切り出す粘着シートの製造方法であって、
前記長尺の延伸樹脂フィルムにおける前記基材として切り出される矩形の領域の長軸に沿った方向である矩形長軸方向と前記長尺の延伸樹脂フィルムの長手方向とがなす角度を、前記矩形の領域に含有される高分子の配向軸の方向と前記矩形長軸方向とがなす角度であるシート内高分子配向角度が所定の角度範囲となるように設定する工程を備えることを特徴とする粘着シートの製造方法。
【請求項3】
前記長尺の延伸樹脂フィルムの長手方向と前記矩形長軸方向とが、直交および平行以外の関係を有する請求項2に記載の製造方法。
【請求項4】
前記長尺の粘着フィルムは、当該フィルムが備える前記粘着剤からなる層における前記長尺の延伸樹脂フィルムに接する面と反対の面に設けられた長尺の剥離材を備え、前記長尺の粘着フィルムを裁断して得られる前記粘着シートは、前記基材および前記粘着剤層に加えて当該粘着剤層上に設けられた剥離シートを備える請求項1から3のいずれかに記載の製造方法。
【請求項5】
前記長尺の粘着フィルムは、当該フィルムが備える前記粘着剤からなる層における前記長尺の延伸樹脂フィルムに接する面と反対の面に設けられた長尺の剥離材を備え、前記長尺の粘着フィルムを裁断するにあたり前記長尺の剥離材を完全には切断しないことにより、複数の前記粘着シートが前記長尺の剥離材上に配置された長尺の部材を得る請求項1から3のいずれかに記載の製造方法。
【請求項6】
前記長尺の粘着フィルムは、当該フィルムが備える前記長尺の延伸樹脂フィルムにおける前記粘着剤からなる層が設けられた面と反対の面に粘着剤からなる別の層を備え、前記粘着シートは前記基材の両面に粘着剤層を備える請求項1から5のいずれかに記載の製造方法。
【請求項7】
前記長尺の粘着フィルムは、前記粘着剤からなる層および前記粘着剤からなる別の層における前記長尺の延伸樹脂フィルムに接する面と反対の面の少なくとも一方に長尺の剥離材を備え、前記粘着シートは、前記基材の両面に設けられた前記粘着剤層および当該粘着剤層の少なくとも一方における前記基材に接する面と反対の面に設けられた少なくとも一つの剥離シートを備える請求項6に記載の製造方法。
【請求項8】
含有される高分子の配向軸の分布が特定された長尺の延伸樹脂フィルムから矩形の基材を切り出し、切り出された前記基材の少なくとも一方の面に粘着剤層を形成して、前記延伸樹脂フィルムからなる前記基材および当該基材上に設けられた粘着剤層を備える矩形の粘着シートを得る粘着シートの製造方法であって、
前記長尺の延伸樹脂フィルムにおける前記基材として切り出される矩形の領域の長軸に沿った方向である矩形長軸方向と当該矩形の領域に含有される高分子の配向軸の方向とがなす角度であるシート内高分子配向角度が所定の角度範囲となるように、
前記長尺の延伸樹脂フィルムの長手方向と前記矩形長軸方向とが直交および平行以外の関係を有して前記延伸樹脂フィルムを裁断することを特徴とする粘着シートの製造方法。
【請求項9】
含有される高分子の配向軸の分布が特定された長尺の延伸樹脂フィルムから矩形の基材を切り出し、切り出された前記基材の少なくとも一方の面に粘着剤層を形成して、前記延伸樹脂フィルムからなる前記基材および当該基材上に設けられた粘着剤層を備える矩形の粘着シートを得る粘着シートの製造方法であって、
前記長尺の延伸樹脂フィルムにおける前記基材として切り出される矩形の領域の長軸に沿った方向である矩形長軸方向と前記長尺の延伸樹脂フィルムの長手方向とがなす角度を、前記矩形の領域に含有される高分子の配向軸の方向と前記矩形長軸方向とがなす角度であるシート内高分子配向角度が所定の角度範囲となるように設定する工程を備えることを特徴とする粘着シートの製造方法。
【請求項10】
前記長尺の延伸樹脂フィルムの長手方向と前記矩形長軸方向とが、直交および平行以外の関係を有する請求項9に記載の製造方法。
【請求項11】
前記矩形の基材の少なくとも一方の面に粘着剤層を形成するにあたり、長尺の剥離材上に粘着剤からなる層が設けられた長尺の積層材に前記矩形の基材を貼付し、当該貼付された基材の矩形形状に対応するように前記長尺の積層材を裁断して、前記基材および前記粘着剤層に加えて当該粘着剤層上に設けられた剥離シートを備える前記粘着シートを得る、請求項8から10のいずれか一項に記載の製造方法。
【請求項12】
前記延伸樹脂フィルムは、その一方の面に粘着剤からなる層および当該層上にさらに設けられた剥離材を備え、前記矩形の基材はその一方の面に剥離シートが別の粘着剤層を介して設けられたものであって、この基材の前記剥離シートが設けられていない面上に前記粘着剤層が設けられる請求項8から11のいずれか一項に記載の製造方法。
【請求項13】
前記長尺の延伸樹脂フィルムから前記矩形の基材を切り出す裁断手段は、前記長尺の延伸樹脂フィルムにおける前記矩形の領域に対応する切断部を有する抜き刃型を備える打抜加工装置である請求項1から12のいずれか一項に記載の製造方法。
【請求項14】
前記長尺の延伸樹脂フィルムから前記矩形の基材を切り出す裁断手段は、レーザー光を用いる切断加工装置である請求項1から12のいずれか一項に記載の製造方法。
【請求項15】
前記長尺の延伸樹脂フィルムが二軸延伸されたフィルムである請求項1から14のいずれか一項に記載の製造方法。
【請求項16】
前記長尺の延伸樹脂フィルムが光透過性フィルムである請求項1から15のいずれか一項に記載の製造方法。
【請求項17】
前記長尺の延伸樹脂フィルムがポリエステルフィルムである請求項1から16のいずれか一項に記載の製造方法。
【請求項18】
前記長尺の延伸樹脂フィルムに含有される高分子の配向に基づき異方性を有する前記粘着シートの特性に基づく該シートの機能が所定の範囲になるように、前記シート内高分子配向角度の範囲は設定される請求項1から17のいずれか一項に記載の製造方法。
【請求項19】
前記高分子の配向に基づき異方性を有する粘着シートの特性が光学特性であり、前記シート内高分子配向角度の範囲が45°±20°である請求項18記載の製造方法。
【請求項20】
前記粘着シートが表示デバイスに表示される画像の暗視野化現象の発生を抑制する光学素子である請求項19に記載の製造方法。
【請求項21】
前記粘着シートがさらに前記長尺の延伸樹脂フィルムに含有される高分子の配向に基づき異方性を有する前記粘着シートの特性に依存しない機能を兼ね備える請求項20記載の製造方法。
【請求項22】
請求項20または21に記載される製造方法により製造された粘着シートを備える表示デバイス。
【請求項23】
請求項22に記載される表示デバイスを備える携帯機器。
【請求項1】
含有される高分子の配向軸の分布が特定された長尺の延伸樹脂フィルムおよび該長尺の延伸樹脂フィルム上に粘着剤からなる層を備える長尺の粘着フィルムから、前記延伸樹脂フィルムからなり矩形の基材および当該基材上に設けられた粘着剤層を備える矩形の粘着シートを切り出す粘着シートの製造方法であって、
前記長尺の延伸樹脂フィルムにおける前記基材として切り出される矩形の領域の長軸に沿った方向である矩形長軸方向と当該矩形の領域に含有される高分子の配向軸の方向とがなす角度であるシート内高分子配向角度が所定の角度範囲となるように、
前記長尺の延伸樹脂フィルムの長手方向と前記矩形長軸方向とが直交および平行以外の関係を有して前記長尺の粘着フィルムを裁断することを特徴とする粘着シートの製造方法。
【請求項2】
含有される高分子の配向軸の分布が特定された長尺の延伸樹脂フィルムおよび該長尺の延伸樹脂フィルム上に粘着剤からなる層を備える長尺の粘着フィルムから、前記延伸樹脂フィルムからなり矩形の基材および当該基材上に設けられた粘着剤層を備える矩形の粘着シートを切り出す粘着シートの製造方法であって、
前記長尺の延伸樹脂フィルムにおける前記基材として切り出される矩形の領域の長軸に沿った方向である矩形長軸方向と前記長尺の延伸樹脂フィルムの長手方向とがなす角度を、前記矩形の領域に含有される高分子の配向軸の方向と前記矩形長軸方向とがなす角度であるシート内高分子配向角度が所定の角度範囲となるように設定する工程を備えることを特徴とする粘着シートの製造方法。
【請求項3】
前記長尺の延伸樹脂フィルムの長手方向と前記矩形長軸方向とが、直交および平行以外の関係を有する請求項2に記載の製造方法。
【請求項4】
前記長尺の粘着フィルムは、当該フィルムが備える前記粘着剤からなる層における前記長尺の延伸樹脂フィルムに接する面と反対の面に設けられた長尺の剥離材を備え、前記長尺の粘着フィルムを裁断して得られる前記粘着シートは、前記基材および前記粘着剤層に加えて当該粘着剤層上に設けられた剥離シートを備える請求項1から3のいずれかに記載の製造方法。
【請求項5】
前記長尺の粘着フィルムは、当該フィルムが備える前記粘着剤からなる層における前記長尺の延伸樹脂フィルムに接する面と反対の面に設けられた長尺の剥離材を備え、前記長尺の粘着フィルムを裁断するにあたり前記長尺の剥離材を完全には切断しないことにより、複数の前記粘着シートが前記長尺の剥離材上に配置された長尺の部材を得る請求項1から3のいずれかに記載の製造方法。
【請求項6】
前記長尺の粘着フィルムは、当該フィルムが備える前記長尺の延伸樹脂フィルムにおける前記粘着剤からなる層が設けられた面と反対の面に粘着剤からなる別の層を備え、前記粘着シートは前記基材の両面に粘着剤層を備える請求項1から5のいずれかに記載の製造方法。
【請求項7】
前記長尺の粘着フィルムは、前記粘着剤からなる層および前記粘着剤からなる別の層における前記長尺の延伸樹脂フィルムに接する面と反対の面の少なくとも一方に長尺の剥離材を備え、前記粘着シートは、前記基材の両面に設けられた前記粘着剤層および当該粘着剤層の少なくとも一方における前記基材に接する面と反対の面に設けられた少なくとも一つの剥離シートを備える請求項6に記載の製造方法。
【請求項8】
含有される高分子の配向軸の分布が特定された長尺の延伸樹脂フィルムから矩形の基材を切り出し、切り出された前記基材の少なくとも一方の面に粘着剤層を形成して、前記延伸樹脂フィルムからなる前記基材および当該基材上に設けられた粘着剤層を備える矩形の粘着シートを得る粘着シートの製造方法であって、
前記長尺の延伸樹脂フィルムにおける前記基材として切り出される矩形の領域の長軸に沿った方向である矩形長軸方向と当該矩形の領域に含有される高分子の配向軸の方向とがなす角度であるシート内高分子配向角度が所定の角度範囲となるように、
前記長尺の延伸樹脂フィルムの長手方向と前記矩形長軸方向とが直交および平行以外の関係を有して前記延伸樹脂フィルムを裁断することを特徴とする粘着シートの製造方法。
【請求項9】
含有される高分子の配向軸の分布が特定された長尺の延伸樹脂フィルムから矩形の基材を切り出し、切り出された前記基材の少なくとも一方の面に粘着剤層を形成して、前記延伸樹脂フィルムからなる前記基材および当該基材上に設けられた粘着剤層を備える矩形の粘着シートを得る粘着シートの製造方法であって、
前記長尺の延伸樹脂フィルムにおける前記基材として切り出される矩形の領域の長軸に沿った方向である矩形長軸方向と前記長尺の延伸樹脂フィルムの長手方向とがなす角度を、前記矩形の領域に含有される高分子の配向軸の方向と前記矩形長軸方向とがなす角度であるシート内高分子配向角度が所定の角度範囲となるように設定する工程を備えることを特徴とする粘着シートの製造方法。
【請求項10】
前記長尺の延伸樹脂フィルムの長手方向と前記矩形長軸方向とが、直交および平行以外の関係を有する請求項9に記載の製造方法。
【請求項11】
前記矩形の基材の少なくとも一方の面に粘着剤層を形成するにあたり、長尺の剥離材上に粘着剤からなる層が設けられた長尺の積層材に前記矩形の基材を貼付し、当該貼付された基材の矩形形状に対応するように前記長尺の積層材を裁断して、前記基材および前記粘着剤層に加えて当該粘着剤層上に設けられた剥離シートを備える前記粘着シートを得る、請求項8から10のいずれか一項に記載の製造方法。
【請求項12】
前記延伸樹脂フィルムは、その一方の面に粘着剤からなる層および当該層上にさらに設けられた剥離材を備え、前記矩形の基材はその一方の面に剥離シートが別の粘着剤層を介して設けられたものであって、この基材の前記剥離シートが設けられていない面上に前記粘着剤層が設けられる請求項8から11のいずれか一項に記載の製造方法。
【請求項13】
前記長尺の延伸樹脂フィルムから前記矩形の基材を切り出す裁断手段は、前記長尺の延伸樹脂フィルムにおける前記矩形の領域に対応する切断部を有する抜き刃型を備える打抜加工装置である請求項1から12のいずれか一項に記載の製造方法。
【請求項14】
前記長尺の延伸樹脂フィルムから前記矩形の基材を切り出す裁断手段は、レーザー光を用いる切断加工装置である請求項1から12のいずれか一項に記載の製造方法。
【請求項15】
前記長尺の延伸樹脂フィルムが二軸延伸されたフィルムである請求項1から14のいずれか一項に記載の製造方法。
【請求項16】
前記長尺の延伸樹脂フィルムが光透過性フィルムである請求項1から15のいずれか一項に記載の製造方法。
【請求項17】
前記長尺の延伸樹脂フィルムがポリエステルフィルムである請求項1から16のいずれか一項に記載の製造方法。
【請求項18】
前記長尺の延伸樹脂フィルムに含有される高分子の配向に基づき異方性を有する前記粘着シートの特性に基づく該シートの機能が所定の範囲になるように、前記シート内高分子配向角度の範囲は設定される請求項1から17のいずれか一項に記載の製造方法。
【請求項19】
前記高分子の配向に基づき異方性を有する粘着シートの特性が光学特性であり、前記シート内高分子配向角度の範囲が45°±20°である請求項18記載の製造方法。
【請求項20】
前記粘着シートが表示デバイスに表示される画像の暗視野化現象の発生を抑制する光学素子である請求項19に記載の製造方法。
【請求項21】
前記粘着シートがさらに前記長尺の延伸樹脂フィルムに含有される高分子の配向に基づき異方性を有する前記粘着シートの特性に依存しない機能を兼ね備える請求項20記載の製造方法。
【請求項22】
請求項20または21に記載される製造方法により製造された粘着シートを備える表示デバイス。
【請求項23】
請求項22に記載される表示デバイスを備える携帯機器。
【図1】

【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2013−95913(P2013−95913A)
【公開日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願番号】特願2011−243153(P2011−243153)
【出願日】平成23年11月7日(2011.11.7)
【出願人】(000102980)リンテック株式会社 (1,750)
【Fターム(参考)】
【公開日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願日】平成23年11月7日(2011.11.7)
【出願人】(000102980)リンテック株式会社 (1,750)
【Fターム(参考)】
[ Back to top ]