
粘着テープおよびそれを用いたエンドレスベルト
【課題】耐摩耗性に優れるポリテトラフルオロエチレンを用いた粘着テープを提供する。
【解決手段】ポリテトラフルオロエチレンおよびポリエーテルエーテルケトンを含む基材と、当該基材の片面上に粘着剤層とを有する粘着テープとする。前記基材中において、前記ポリテトラフルオロエチレンの含有量が70質量%〜95質量%であり、かつ前記ポリエーテルエーテルケトンの含有量が5質量%〜30質量%であることが好ましい。前記基材は、ポリテトラフルオロエチレン粉末およびポリエーテルエーテルケトン粉末を、ジェットミルを用いて混合粉砕したものをシート化したものであることが好ましい。
【解決手段】ポリテトラフルオロエチレンおよびポリエーテルエーテルケトンを含む基材と、当該基材の片面上に粘着剤層とを有する粘着テープとする。前記基材中において、前記ポリテトラフルオロエチレンの含有量が70質量%〜95質量%であり、かつ前記ポリエーテルエーテルケトンの含有量が5質量%〜30質量%であることが好ましい。前記基材は、ポリテトラフルオロエチレン粉末およびポリエーテルエーテルケトン粉末を、ジェットミルを用いて混合粉砕したものをシート化したものであることが好ましい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、粘着テープおよびそれを用いたエンドレスベルトに関する。当該エンドレスベルトは、熱可塑性樹脂の基材への押出ラミネート成形によるラミネートシートの製造において、好適に使用されるものである。
【背景技術】
【0002】
ポリエチレン等の熱可塑性樹脂を紙等の基材にラミネートしたラミネートシートが、包装分野をはじめ、多くの分野で用いられている。このラミネートシートの製造には、成形方法が容易でありコストパフォーマンスに優れることから、押出ラミネート成形が好んで用いられている。
【0003】
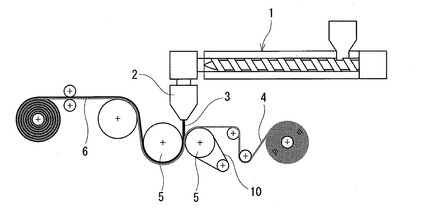
図1に押出ラミネート成形の概要を示す。押出機1内で、原料樹脂は加熱、溶融、および混練された後、Tダイ2よりシート状に押出される。一方、基材の原反ロールより、基材4が繰り出される。繰り出された基材4は、Tダイ2より押出された樹脂シート3と重ね合わされ、1対の圧着ロール5によってラミネートされてラミネートシート6が得られる。このとき、樹脂シート3の幅が基材4の幅よりも広い場合があり、樹脂シート3が圧着ロール5に付着することを防止するためにエンドレスベルト10が用いられる。
【0004】
従来、このエンドレスベルト10には、耐熱性および離型性に優れることから、ポリテトラフルオロエチレン(PTFE)粘着テープが用いられていた(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2004−83706号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし、エンドレスベルト10は基材4との摩擦を受けるため、使用を続けると表面が摩耗して剥離性が低下する。剥離性が低下するとエンドレスベルト10を交換する必要があり、押出ラミネート成形の生産性を上げるためには、エンドレスベルト10の交換回数を減らすことが必要である。そのため、耐摩耗性に優れるPTFE粘着テープの開発が望まれている。
【0007】
そこで、本発明は、耐摩耗性に優れるPTFEを用いた粘着テープを提供することを目的とする。また、当該粘着テープを用いたエンドレスベルト、および当該エンドレスベルトを用いたラミネートシートの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明は、ポリテトラフルオロエチレン(PTFE)およびポリエーテルエーテルケトン(PEEK)を含む基材(A)と、当該基材(A)の片面上に粘着剤層とを有する粘着テープである。
【0009】
前記基材(A)中において、PTFEの含有量が70質量%〜95質量%であり、かつPEEKの含有量が5質量%〜30質量%であることが好ましい。前記基材(A)は、PTFE粉末およびPEEK粉末をジェットミルを用いて混合粉砕したものを、シート化したものであることが好ましい。前記基材(A)は、平均粒径9.3μm〜33.6μmの、PTFEおよびPEEKの混合粉末をシート化したものであることが好ましい。
【0010】
本発明の粘着テープは、厚さが、15μm〜3mmであることが好ましい。
【0011】
本発明はまた、上記の粘着テープを用いたエンドレスベルトである。
【0012】
本発明はまた、溶融した熱可塑性樹脂を押出機よりシート状に押出す工程(a)、および
押出された熱可塑性樹脂シートと基材(B)とを一対のロールを用いてラミネートする工程(b)を含むラミネートシートの製造方法であって、
前記工程(b)において、前記基材(B)側のロールに、上記のエンドレスベルトを使用するラミネートシートの製造方法である。
【0013】
当該製造方法において、前記熱可塑性樹脂がポリオレフィンであり、前記基材(B)が紙であることが好ましい。
【発明の効果】
【0014】
本発明によれば、耐摩耗性に優れるPTFEを用いた粘着テープが提供される。従って、熱可塑性樹脂と基材とを用いる押出ラミネート成形において、圧着ロールに当該エンドレスベルトを使用した場合、エンドレスベルトの表面は、長期間剥離性を保つことができる。その結果、押出ラミネート成形時にエンドレスベルトの交換回数を減らすことができ、ラミネートシートの生産性が向上する。
【図面の簡単な説明】
【0015】
【図1】熱可塑性樹脂と基材を用いた押出ラミネート成形の一例の概略を示す図である。
【図2】本発明のエンドレスベルトの一実施態様を示す図である。
【図3】実施例で行われた耐摩耗試験の概略を示す図である。
【発明を実施するための形態】
【0016】
基材(A)は、PTFEおよびPEEKを含む。PEEKは、PTFEよりも耐熱性および表面硬度が高いため、基材(A)がPTFEに加えPEEKを含むことにより、耐熱性を損なうことなく、耐摩耗性が向上する。
【0017】
基材(A)中において、PTFEの含有量が70質量%〜95質量%であり、かつPEEKの含有量が5質量%〜30質量%であることが好ましい。PTFEとPEEKの含有量がこれらの範囲にあると、耐摩耗性と離型性のバランスに優れる。PTFEの含有量は、より好ましくは70質量%〜90質量%であり、PEEKの含有量は、より好ましくは10質量%〜30質量%である。
【0018】
基材(A)の厚さとしては、10μm〜2.5mmが好ましく、50μm〜1.0mmがより好ましい。
【0019】
基材(A)は、公知のPTFE粘着テープの基材に配合される公知の添加剤を含んでいてもよい。
【0020】
基材(A)は、PTFE粉末およびPEEK粉末を混合し、公知のPTFE粉末の加工方法に従ってシート化することによって作製することができる。
【0021】
PTFE粉末としては、特に制限がなく、PTFEモールディングパウダーおよびPTFEファインパウダーのいずれを使用してもよく、市販品として多種入手可能である。その具体例としては、旭硝子社製G190、G340、G650等;三井・デュポンフロロケミカル社製テフロン(登録商標)7−7J、テフロン(登録商標)820−J等が挙げられる。
【0022】
PEEK粉末としては、特に制限がなく、市販品として多種入手可能である。その具体例としては、ビクトレックス社製150XF、450PF、702、704等が挙げられる。
【0023】
PTFE粉末およびPEEK粉末の混合に際し、これらは微粉末として混合されることが分散性の観点が好ましい。このとき、PTFE粉末およびPEEK粉末の混合粉末として、平均粒径が9.3μm〜33.6μmであることが好ましく、25.6μm〜33.6μmであることがより好ましい。ここで、平均粒径は、例えば、レーザー回折散乱式粒度分布測定器(例、セイシン企業製LMS−30)を用いて測定することができる。
【0024】
PTFE微粉末およびPEEK微粉末が均一に混合された粉末を得ることが容易なことから、PTFE粉末およびPEEK粉末を、ジェットミルを用いて混合粉砕することが好ましい。
【0025】
混合粉末のシート化は、公知のPTFE粉末をシート状に加工する方法と同様にして行うことができる。例えば、混合粉末を圧縮成形によりシート化する方法、混合粉末に液状潤滑剤を添加してペースト状にし、ペースト押出した後に圧延してシート状に成形し、次いで液状潤滑剤を除去して得られるシートを焼成する方法等が採用できる。
【0026】
粘着剤層は、アクリル系、シリコーン系、天然ゴム系、合成ゴム系等の粘着剤を用いて形成することができる。中でも、耐熱性、耐候性および基材との接着性の観点から、シリコーン系の粘着剤が好ましい。
【0027】
粘着剤層の厚さとしては、5μm〜0.50mmが好ましく、10μm〜0.2mmがより好ましい。
【0028】
基材(A)と粘着剤層との投錨性を向上させるために、下塗り剤を使用することもできる。また、投錨性を向上させるために、基材(A)にスパッタエッチング処理、コロナ放電処理、金属ナトリウム処理等を行ってもよい。
【0029】
本発明の粘着テープは、基材(A)に、上記の粘着剤を含む溶液を、リバースコート法、ファンテンコート法、ディッピング法等の方式で塗工して乾燥することにより製造することができる。なお、粘着剤がシリコーン系粘着剤であった場合には、乾燥後に架橋を行ってもよい。
【0030】
本発明の粘着テープの厚さとしては、15μm〜3mmが好ましく、60μm〜1.2mmがより好ましい。粘着テープの幅は、用途に応じて適宜決定すればよい。
【0031】
本発明の粘着テープは、耐摩耗性に優れ、エンドレスベルト、特に、熱可塑性樹脂の基材(B)への押出ラミネート成形に用いられるエンドレスベルトに好適に用いることができる。本発明の粘着テープはまた、電線被覆用の絶縁材、電子部品の絶縁材、各種ロールの被覆材、ヒートシール用離型材等に用いることもできる。
【0032】
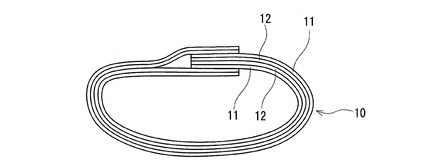
次に、本発明の粘着テープにより形成されるエンドレスベルトについて説明する。本発明の粘着テープによりエンドレスベルトを形成する方法については特に制限はない。一例として、図2に示すように、2枚の粘着テープの粘着剤層12同士を貼り合わせていき、一方の端部の粘着剤層12を、他方の端部の基材11(A)上に貼り合わせることにより、エンドレスベルト10を構成することができる。
【0033】
本発明の粘着テープにより形成されるエンドレスベルトは、耐摩耗性に優れるため、熱可塑性樹脂の基材(B)への押出ラミネート成形において、圧着ロールにエンドレスベルトを使用した場合、エンドレスベルトの表面は、長期間剥離性を保つことができる。その結果、押出ラミネート成形時にエンドレスベルトの交換回数を減らすことができ、ラミネートシートの生産性が向上する。
【0034】
次に、当該エンドレスベルトを用いてラミネートシートを製造する方法について説明する。当該製造方法は、溶融した熱可塑性樹脂を押出機よりシート状に押出す工程(a)、および押出された熱可塑性樹脂シートと基材(B)とを一対のロールを用いてラミネートする工程(b)を含む。工程(b)においては、基材(B)側のロールに当該エンドレスベルトを使用する。
【0035】
熱可塑性樹脂としては、ポリオレフィン(例、ポリエチレン、ポリプロピレン)等が好適に用いられ、ポリエチレンがより好適に用いられる。基材(B)としては、紙、金属箔等が好適に用いられ、紙がより好適に用いられる。
【0036】
以下、図1を用いて工程(a)および(b)を具体的に説明する。工程(a)では、押出機1内で、熱可塑性樹脂を加熱、溶融、および混練する。そして、溶融した熱可塑性樹脂を、押出機1のTダイ2よりシート状に押出す。
【0037】
工程(b)では、Tダイ2より押出された樹脂シート3と、原反ロールより繰り出された基材(B)4とを重ね合わせ、1対の圧着ロール5によってラミネートする。このとき、基材(B)側の圧着ロール5に、エンドレスベルト10を使用する。エンドレスベルト10は、図1に示すように2つのロール間に掛けられていてもよいし、基材(B)と接する圧着ロールの周囲に巻かれていてもよい。ここで、エンドレスベルト10は、上述の本発明の粘着テープを用いたエンドレスベルトである。当該エンドレスベルトは耐摩耗性に優れるため、当該エンドレスベルトを用いることにより、エンドレスベルトの交換回数を減らすことができ、ラミネートシートの生産性が向上する。得られるラミネートシートは、適宜巻き取るとよい。なお、エンドレスベルトを形成する粘着テープの基材(A)は、PTFEおよびPEEKのみから構成することが可能であり、一般的に耐摩耗性向上のための添加剤として使用されるカーボンブラック等を含まなくてもよいため、摩耗屑によってラミネートシートを汚染する可能性を減らすこともできる。
【実施例】
【0038】
以下、実施例および比較例を挙げて本発明を詳細に説明するが、本発明は、これら実施例に限定されるものではない。
【0039】
実施例1〜4
PTFE粉末として旭硝子社製G650を、PEEK粉末としてビクトレックス社製702を準備した。実施例1〜4について、表1の組成となるようPTFE粉末およびPEEK粉末を秤量し、これらをジェットミル(セイシン企業社製、研究用コンパクトジェットミル)を用いて混合粉砕した。ジェットミルの風量は、0.4m3/分、圧力は、0.69MPaとした。混合粉砕した実施例1〜4の混合粉末の平均粒径を、レーザー回折散乱式粒度分布測定器(セイシン企業製LMS−30)を用いてして測定した。結果を表1に示す。
【0040】
次に実施例1〜4の混合粉末を、それぞれ6.12gとり、温度340℃、圧力4.5kN、プレス時間1分間の条件で圧縮成形を行い、粘着テープの基材となるシートを作製した。得られたシートに、シリコーン系粘着剤の溶液を、アプリケーターを用いて塗布し、乾燥して実施例1〜4の粘着テープを作製した。
【0041】
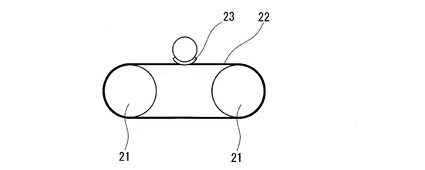
図3に示すように、1対のロール21にベルト状の紙(紙ベルト)22を掛け、この紙ベルト22に各実施例の粘着テープ23が接した状態で、ロール21を150rpmの速度で回転させることにより、粘着テープ23と紙ベルト22との間に摩擦を生じさせ、耐摩耗性試験を行った。試験時間は5分間とし、試験前後での粘着テープの重量の差を求めた。結果を表1に示す。
【0042】
比較例1〜2
比較例1として旭硝子社製G650を、比較例2としてビクトレックス社製702をそのまま用いて、上記実施例と同じ条件で圧縮成形を行い、粘着テープの基材となるシートを作製した。なお、実施例と同様にして測定したG650粉末(比較例1)および702粉末(比較例2)の平均粒径を表1に示す。得られたシートに、シリコーン系粘着剤の溶液を、アプリケーターを用いて塗布し、乾燥して粘着テープを作製した。この粘着テープに対して、上記実施例と同じ条件で、耐摩耗性試験を行った。結果を表1に示す。
【0043】
【表1】

【0044】
表1の結果より、基材にPTFEおよびPEEKを併用した実施例の粘着テープは、基材に一方の樹脂のみを用いた比較例の粘着テープに比べて重量減少が小さく、耐摩耗性に優れることがわかる。
【産業上の利用可能性】
【0045】
本発明の粘着テープは、熱可塑性樹脂の基材への押出ラミネート成形に用いられるエンドレスベルトに好適に用いることができる。本発明の粘着テープはまた、電線被覆用の絶縁材、電子部品の絶縁材、各種ロールの被覆材、ヒートシール用離型材等に用いることもできる。
【符号の説明】
【0046】
1 押出機
2 Tダイ
3 樹脂シート
4 基材(B)
5 圧着ロール
6 ラミネートシート
10 エンドレスベルト
11 基材(A)
12 粘着剤層
21 ロール
22 紙ベルト
23 粘着テープ
【技術分野】
【0001】
本発明は、粘着テープおよびそれを用いたエンドレスベルトに関する。当該エンドレスベルトは、熱可塑性樹脂の基材への押出ラミネート成形によるラミネートシートの製造において、好適に使用されるものである。
【背景技術】
【0002】
ポリエチレン等の熱可塑性樹脂を紙等の基材にラミネートしたラミネートシートが、包装分野をはじめ、多くの分野で用いられている。このラミネートシートの製造には、成形方法が容易でありコストパフォーマンスに優れることから、押出ラミネート成形が好んで用いられている。
【0003】
図1に押出ラミネート成形の概要を示す。押出機1内で、原料樹脂は加熱、溶融、および混練された後、Tダイ2よりシート状に押出される。一方、基材の原反ロールより、基材4が繰り出される。繰り出された基材4は、Tダイ2より押出された樹脂シート3と重ね合わされ、1対の圧着ロール5によってラミネートされてラミネートシート6が得られる。このとき、樹脂シート3の幅が基材4の幅よりも広い場合があり、樹脂シート3が圧着ロール5に付着することを防止するためにエンドレスベルト10が用いられる。
【0004】
従来、このエンドレスベルト10には、耐熱性および離型性に優れることから、ポリテトラフルオロエチレン(PTFE)粘着テープが用いられていた(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2004−83706号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし、エンドレスベルト10は基材4との摩擦を受けるため、使用を続けると表面が摩耗して剥離性が低下する。剥離性が低下するとエンドレスベルト10を交換する必要があり、押出ラミネート成形の生産性を上げるためには、エンドレスベルト10の交換回数を減らすことが必要である。そのため、耐摩耗性に優れるPTFE粘着テープの開発が望まれている。
【0007】
そこで、本発明は、耐摩耗性に優れるPTFEを用いた粘着テープを提供することを目的とする。また、当該粘着テープを用いたエンドレスベルト、および当該エンドレスベルトを用いたラミネートシートの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明は、ポリテトラフルオロエチレン(PTFE)およびポリエーテルエーテルケトン(PEEK)を含む基材(A)と、当該基材(A)の片面上に粘着剤層とを有する粘着テープである。
【0009】
前記基材(A)中において、PTFEの含有量が70質量%〜95質量%であり、かつPEEKの含有量が5質量%〜30質量%であることが好ましい。前記基材(A)は、PTFE粉末およびPEEK粉末をジェットミルを用いて混合粉砕したものを、シート化したものであることが好ましい。前記基材(A)は、平均粒径9.3μm〜33.6μmの、PTFEおよびPEEKの混合粉末をシート化したものであることが好ましい。
【0010】
本発明の粘着テープは、厚さが、15μm〜3mmであることが好ましい。
【0011】
本発明はまた、上記の粘着テープを用いたエンドレスベルトである。
【0012】
本発明はまた、溶融した熱可塑性樹脂を押出機よりシート状に押出す工程(a)、および
押出された熱可塑性樹脂シートと基材(B)とを一対のロールを用いてラミネートする工程(b)を含むラミネートシートの製造方法であって、
前記工程(b)において、前記基材(B)側のロールに、上記のエンドレスベルトを使用するラミネートシートの製造方法である。
【0013】
当該製造方法において、前記熱可塑性樹脂がポリオレフィンであり、前記基材(B)が紙であることが好ましい。
【発明の効果】
【0014】
本発明によれば、耐摩耗性に優れるPTFEを用いた粘着テープが提供される。従って、熱可塑性樹脂と基材とを用いる押出ラミネート成形において、圧着ロールに当該エンドレスベルトを使用した場合、エンドレスベルトの表面は、長期間剥離性を保つことができる。その結果、押出ラミネート成形時にエンドレスベルトの交換回数を減らすことができ、ラミネートシートの生産性が向上する。
【図面の簡単な説明】
【0015】
【図1】熱可塑性樹脂と基材を用いた押出ラミネート成形の一例の概略を示す図である。
【図2】本発明のエンドレスベルトの一実施態様を示す図である。
【図3】実施例で行われた耐摩耗試験の概略を示す図である。
【発明を実施するための形態】
【0016】
基材(A)は、PTFEおよびPEEKを含む。PEEKは、PTFEよりも耐熱性および表面硬度が高いため、基材(A)がPTFEに加えPEEKを含むことにより、耐熱性を損なうことなく、耐摩耗性が向上する。
【0017】
基材(A)中において、PTFEの含有量が70質量%〜95質量%であり、かつPEEKの含有量が5質量%〜30質量%であることが好ましい。PTFEとPEEKの含有量がこれらの範囲にあると、耐摩耗性と離型性のバランスに優れる。PTFEの含有量は、より好ましくは70質量%〜90質量%であり、PEEKの含有量は、より好ましくは10質量%〜30質量%である。
【0018】
基材(A)の厚さとしては、10μm〜2.5mmが好ましく、50μm〜1.0mmがより好ましい。
【0019】
基材(A)は、公知のPTFE粘着テープの基材に配合される公知の添加剤を含んでいてもよい。
【0020】
基材(A)は、PTFE粉末およびPEEK粉末を混合し、公知のPTFE粉末の加工方法に従ってシート化することによって作製することができる。
【0021】
PTFE粉末としては、特に制限がなく、PTFEモールディングパウダーおよびPTFEファインパウダーのいずれを使用してもよく、市販品として多種入手可能である。その具体例としては、旭硝子社製G190、G340、G650等;三井・デュポンフロロケミカル社製テフロン(登録商標)7−7J、テフロン(登録商標)820−J等が挙げられる。
【0022】
PEEK粉末としては、特に制限がなく、市販品として多種入手可能である。その具体例としては、ビクトレックス社製150XF、450PF、702、704等が挙げられる。
【0023】
PTFE粉末およびPEEK粉末の混合に際し、これらは微粉末として混合されることが分散性の観点が好ましい。このとき、PTFE粉末およびPEEK粉末の混合粉末として、平均粒径が9.3μm〜33.6μmであることが好ましく、25.6μm〜33.6μmであることがより好ましい。ここで、平均粒径は、例えば、レーザー回折散乱式粒度分布測定器(例、セイシン企業製LMS−30)を用いて測定することができる。
【0024】
PTFE微粉末およびPEEK微粉末が均一に混合された粉末を得ることが容易なことから、PTFE粉末およびPEEK粉末を、ジェットミルを用いて混合粉砕することが好ましい。
【0025】
混合粉末のシート化は、公知のPTFE粉末をシート状に加工する方法と同様にして行うことができる。例えば、混合粉末を圧縮成形によりシート化する方法、混合粉末に液状潤滑剤を添加してペースト状にし、ペースト押出した後に圧延してシート状に成形し、次いで液状潤滑剤を除去して得られるシートを焼成する方法等が採用できる。
【0026】
粘着剤層は、アクリル系、シリコーン系、天然ゴム系、合成ゴム系等の粘着剤を用いて形成することができる。中でも、耐熱性、耐候性および基材との接着性の観点から、シリコーン系の粘着剤が好ましい。
【0027】
粘着剤層の厚さとしては、5μm〜0.50mmが好ましく、10μm〜0.2mmがより好ましい。
【0028】
基材(A)と粘着剤層との投錨性を向上させるために、下塗り剤を使用することもできる。また、投錨性を向上させるために、基材(A)にスパッタエッチング処理、コロナ放電処理、金属ナトリウム処理等を行ってもよい。
【0029】
本発明の粘着テープは、基材(A)に、上記の粘着剤を含む溶液を、リバースコート法、ファンテンコート法、ディッピング法等の方式で塗工して乾燥することにより製造することができる。なお、粘着剤がシリコーン系粘着剤であった場合には、乾燥後に架橋を行ってもよい。
【0030】
本発明の粘着テープの厚さとしては、15μm〜3mmが好ましく、60μm〜1.2mmがより好ましい。粘着テープの幅は、用途に応じて適宜決定すればよい。
【0031】
本発明の粘着テープは、耐摩耗性に優れ、エンドレスベルト、特に、熱可塑性樹脂の基材(B)への押出ラミネート成形に用いられるエンドレスベルトに好適に用いることができる。本発明の粘着テープはまた、電線被覆用の絶縁材、電子部品の絶縁材、各種ロールの被覆材、ヒートシール用離型材等に用いることもできる。
【0032】
次に、本発明の粘着テープにより形成されるエンドレスベルトについて説明する。本発明の粘着テープによりエンドレスベルトを形成する方法については特に制限はない。一例として、図2に示すように、2枚の粘着テープの粘着剤層12同士を貼り合わせていき、一方の端部の粘着剤層12を、他方の端部の基材11(A)上に貼り合わせることにより、エンドレスベルト10を構成することができる。
【0033】
本発明の粘着テープにより形成されるエンドレスベルトは、耐摩耗性に優れるため、熱可塑性樹脂の基材(B)への押出ラミネート成形において、圧着ロールにエンドレスベルトを使用した場合、エンドレスベルトの表面は、長期間剥離性を保つことができる。その結果、押出ラミネート成形時にエンドレスベルトの交換回数を減らすことができ、ラミネートシートの生産性が向上する。
【0034】
次に、当該エンドレスベルトを用いてラミネートシートを製造する方法について説明する。当該製造方法は、溶融した熱可塑性樹脂を押出機よりシート状に押出す工程(a)、および押出された熱可塑性樹脂シートと基材(B)とを一対のロールを用いてラミネートする工程(b)を含む。工程(b)においては、基材(B)側のロールに当該エンドレスベルトを使用する。
【0035】
熱可塑性樹脂としては、ポリオレフィン(例、ポリエチレン、ポリプロピレン)等が好適に用いられ、ポリエチレンがより好適に用いられる。基材(B)としては、紙、金属箔等が好適に用いられ、紙がより好適に用いられる。
【0036】
以下、図1を用いて工程(a)および(b)を具体的に説明する。工程(a)では、押出機1内で、熱可塑性樹脂を加熱、溶融、および混練する。そして、溶融した熱可塑性樹脂を、押出機1のTダイ2よりシート状に押出す。
【0037】
工程(b)では、Tダイ2より押出された樹脂シート3と、原反ロールより繰り出された基材(B)4とを重ね合わせ、1対の圧着ロール5によってラミネートする。このとき、基材(B)側の圧着ロール5に、エンドレスベルト10を使用する。エンドレスベルト10は、図1に示すように2つのロール間に掛けられていてもよいし、基材(B)と接する圧着ロールの周囲に巻かれていてもよい。ここで、エンドレスベルト10は、上述の本発明の粘着テープを用いたエンドレスベルトである。当該エンドレスベルトは耐摩耗性に優れるため、当該エンドレスベルトを用いることにより、エンドレスベルトの交換回数を減らすことができ、ラミネートシートの生産性が向上する。得られるラミネートシートは、適宜巻き取るとよい。なお、エンドレスベルトを形成する粘着テープの基材(A)は、PTFEおよびPEEKのみから構成することが可能であり、一般的に耐摩耗性向上のための添加剤として使用されるカーボンブラック等を含まなくてもよいため、摩耗屑によってラミネートシートを汚染する可能性を減らすこともできる。
【実施例】
【0038】
以下、実施例および比較例を挙げて本発明を詳細に説明するが、本発明は、これら実施例に限定されるものではない。
【0039】
実施例1〜4
PTFE粉末として旭硝子社製G650を、PEEK粉末としてビクトレックス社製702を準備した。実施例1〜4について、表1の組成となるようPTFE粉末およびPEEK粉末を秤量し、これらをジェットミル(セイシン企業社製、研究用コンパクトジェットミル)を用いて混合粉砕した。ジェットミルの風量は、0.4m3/分、圧力は、0.69MPaとした。混合粉砕した実施例1〜4の混合粉末の平均粒径を、レーザー回折散乱式粒度分布測定器(セイシン企業製LMS−30)を用いてして測定した。結果を表1に示す。
【0040】
次に実施例1〜4の混合粉末を、それぞれ6.12gとり、温度340℃、圧力4.5kN、プレス時間1分間の条件で圧縮成形を行い、粘着テープの基材となるシートを作製した。得られたシートに、シリコーン系粘着剤の溶液を、アプリケーターを用いて塗布し、乾燥して実施例1〜4の粘着テープを作製した。
【0041】
図3に示すように、1対のロール21にベルト状の紙(紙ベルト)22を掛け、この紙ベルト22に各実施例の粘着テープ23が接した状態で、ロール21を150rpmの速度で回転させることにより、粘着テープ23と紙ベルト22との間に摩擦を生じさせ、耐摩耗性試験を行った。試験時間は5分間とし、試験前後での粘着テープの重量の差を求めた。結果を表1に示す。
【0042】
比較例1〜2
比較例1として旭硝子社製G650を、比較例2としてビクトレックス社製702をそのまま用いて、上記実施例と同じ条件で圧縮成形を行い、粘着テープの基材となるシートを作製した。なお、実施例と同様にして測定したG650粉末(比較例1)および702粉末(比較例2)の平均粒径を表1に示す。得られたシートに、シリコーン系粘着剤の溶液を、アプリケーターを用いて塗布し、乾燥して粘着テープを作製した。この粘着テープに対して、上記実施例と同じ条件で、耐摩耗性試験を行った。結果を表1に示す。
【0043】
【表1】
【0044】
表1の結果より、基材にPTFEおよびPEEKを併用した実施例の粘着テープは、基材に一方の樹脂のみを用いた比較例の粘着テープに比べて重量減少が小さく、耐摩耗性に優れることがわかる。
【産業上の利用可能性】
【0045】
本発明の粘着テープは、熱可塑性樹脂の基材への押出ラミネート成形に用いられるエンドレスベルトに好適に用いることができる。本発明の粘着テープはまた、電線被覆用の絶縁材、電子部品の絶縁材、各種ロールの被覆材、ヒートシール用離型材等に用いることもできる。
【符号の説明】
【0046】
1 押出機
2 Tダイ
3 樹脂シート
4 基材(B)
5 圧着ロール
6 ラミネートシート
10 エンドレスベルト
11 基材(A)
12 粘着剤層
21 ロール
22 紙ベルト
23 粘着テープ
【特許請求の範囲】
【請求項1】
ポリテトラフルオロエチレンおよびポリエーテルエーテルケトンを含む基材(A)と、当該基材(A)の片面上に粘着剤層とを有する粘着テープ。
【請求項2】
前記基材(A)中において、前記ポリテトラフルオロエチレンの含有量が70質量%〜95質量%であり、かつ前記ポリエーテルエーテルケトンの含有量が5質量%〜30質量%である請求項1に記載の粘着テープ。
【請求項3】
前記基材(A)が、ポリテトラフルオロエチレン粉末およびポリエーテルエーテルケトン粉末をジェットミルを用いて混合粉砕したものを、シート化したものである請求項1または2に記載の粘着テープ。
【請求項4】
前記基材(A)が、平均粒径9.3μm〜33.6μmの、ポリテトラフルオロエチレンおよびポリエーテルエーテルケトンの混合粉末をシート化したものである請求項1〜3のいずれかに記載の粘着テープ。
【請求項5】
厚さが、15μm〜3mmである請求項1〜4のいずれかに記載の粘着テープ。
【請求項6】
請求項1〜5のいずれかに記載の粘着テープを用いたエンドレスベルト。
【請求項7】
溶融した熱可塑性樹脂を押出機よりシート状に押出す工程(a)、および
押出された熱可塑性樹脂シートと基材(B)とを一対のロールを用いてラミネートする工程(b)を含むラミネートシートの製造方法であって、
前記工程(b)において、前記基材(B)側のロールに、請求項6に記載のエンドレスベルトを使用するラミネートシートの製造方法。
【請求項8】
前記熱可塑性樹脂がポリオレフィンであり、前記基材(B)が紙である請求項7に記載のラミネートシートの製造方法。
【請求項1】
ポリテトラフルオロエチレンおよびポリエーテルエーテルケトンを含む基材(A)と、当該基材(A)の片面上に粘着剤層とを有する粘着テープ。
【請求項2】
前記基材(A)中において、前記ポリテトラフルオロエチレンの含有量が70質量%〜95質量%であり、かつ前記ポリエーテルエーテルケトンの含有量が5質量%〜30質量%である請求項1に記載の粘着テープ。
【請求項3】
前記基材(A)が、ポリテトラフルオロエチレン粉末およびポリエーテルエーテルケトン粉末をジェットミルを用いて混合粉砕したものを、シート化したものである請求項1または2に記載の粘着テープ。
【請求項4】
前記基材(A)が、平均粒径9.3μm〜33.6μmの、ポリテトラフルオロエチレンおよびポリエーテルエーテルケトンの混合粉末をシート化したものである請求項1〜3のいずれかに記載の粘着テープ。
【請求項5】
厚さが、15μm〜3mmである請求項1〜4のいずれかに記載の粘着テープ。
【請求項6】
請求項1〜5のいずれかに記載の粘着テープを用いたエンドレスベルト。
【請求項7】
溶融した熱可塑性樹脂を押出機よりシート状に押出す工程(a)、および
押出された熱可塑性樹脂シートと基材(B)とを一対のロールを用いてラミネートする工程(b)を含むラミネートシートの製造方法であって、
前記工程(b)において、前記基材(B)側のロールに、請求項6に記載のエンドレスベルトを使用するラミネートシートの製造方法。
【請求項8】
前記熱可塑性樹脂がポリオレフィンであり、前記基材(B)が紙である請求項7に記載のラミネートシートの製造方法。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2013−67723(P2013−67723A)
【公開日】平成25年4月18日(2013.4.18)
【国際特許分類】
【出願番号】特願2011−207415(P2011−207415)
【出願日】平成23年9月22日(2011.9.22)
【出願人】(000003964)日東電工株式会社 (5,557)
【Fターム(参考)】
【公開日】平成25年4月18日(2013.4.18)
【国際特許分類】
【出願日】平成23年9月22日(2011.9.22)
【出願人】(000003964)日東電工株式会社 (5,557)
【Fターム(参考)】
[ Back to top ]