
粘着テープ又はシート
【課題】二種類以上の粘着剤が共に被着体に対して機能でき、接着性及び解体性の両特性を高いレベルで具備する粘着面を有する粘着テープ又はシートを提供する。
【解決手段】本発明の粘着テープ又はシートは、第一の粘着剤から構成された領域と上記第一の粘着剤以外の粘着剤から構成された領域とが存在し且つ平滑である粘着面を有することを特徴とする。上記粘着テープ又はシートでは、第一の粘着剤から構成された領域及び上記第一の粘着剤以外の粘着剤から構成された領域の形状は、長さ方向に筋状であることが好ましい。
【解決手段】本発明の粘着テープ又はシートは、第一の粘着剤から構成された領域と上記第一の粘着剤以外の粘着剤から構成された領域とが存在し且つ平滑である粘着面を有することを特徴とする。上記粘着テープ又はシートでは、第一の粘着剤から構成された領域及び上記第一の粘着剤以外の粘着剤から構成された領域の形状は、長さ方向に筋状であることが好ましい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、粘着テープ又はシートに関する。より詳細には、第一の粘着剤から構成された領域と第一の粘着剤以外の粘着剤から構成された領域とが存在し且つ平滑な粘着面を有する粘着テープ又はシートに関する。さらには、被着体に対する接合時には良好な接着特性を発揮しつつ、使用後、リサイクルやリワーク等を目的として解体する際に、容易に被着体から分離できる粘着テープ又はシート、特に被着体に対する接合時には良好な接着特性を発揮しつつ、使用後、リサイクルやリワーク等を目的として解体する際に、加熱することにより容易に被着体から分離できる粘着テープ又はシートに関する。
【背景技術】
【0002】
従来、アクリル系粘着剤に用いられるベースポリマーは、(メタ)アクリル酸アルキルエステルを主成分としたモノマー成分を溶剤(有機溶媒)中で溶液重合することにより得ていた。近年では、地球環境への配慮から、大気汚染や環境問題等を効果的に抑制する必要があり、このことによる制約を解決することが課題となっている。このような課題に対して、モノマー成分を紫外線重合することにより、粘着剤層を形成する際に溶剤を使用しないタイプ(無溶剤タイプ)の粘着テープ又はシートを製造することは、安全面、環境面で特に有利である。
【0003】
近年、粘着テープ又はシート(例えばアクリル系粘着テープ又はシート)では、様々な要求に応じて、2以上の異なる機能を発揮することが求められている。例えば、環境意識の高まりから、省資源やリサイクルが求められることが多くなってきている。
【0004】
一方、従来から、微粒子を含有するアクリル系粘着テープ(微粒子を含有する粘着剤層(微粒子を含有する感圧性接着剤層)を有する粘着テープ、アクリル系発泡体様粘着テープ)は、常温での接着強さやせん断強さが必要とされる用途(例えば、自動車、機械部品、電化製品、建材等の各種分野の部材接合用途など)において、しばしば使用されている。このような微粒子を含有するアクリル系粘着テープは、省資源やリサイクルが求められる状況下、高接着強度により高い接合信頼性を有しているものの、その高い接合強度が逆に接合部の分離や解体を困難にさせていた。
【0005】
例えば、強接着性、段差吸収性、衝撃吸収性等が必要とされるLCDモジュールやバックライトユニットの固定用途に、微粒子を含有するアクリル系粘着テープが使用されている。しかしながら、製造時のテープ貼り付け不良によるリワーク作業や、貼り付け後の検査で何らかの欠陥が発見された場合のリペアー作業でテープを剥がす際、強接着ゆえに、テープを剥がすことができないという問題や、もしくは剥がせたとしてもテープを貼り付けていた部材が破損し、再利用できないという問題があった。
【0006】
このような状況下、接合時には高い常態接着力を維持しつつ、接合部を分離・解体する際には、加熱により接着力が低下して、容易に分離・解体できる加熱発泡型再剥離性アクリル系粘着テープが提案されている(特許文献1参照)。この加熱発泡型再剥離性アクリル系粘着テープは、微粒子含有粘弾性基材の少なくとも片面に熱発泡剤含有粘着剤層を備えた構成とすることで、接着性能と解体性能の両立を図っている。しかしながら、接着性能を重視した場合では、熱発泡剤含有粘着剤層中の熱発泡剤を減量する必要があり、結果、解体性能は低下する傾向にある。一方、解体性能を重視した場合においては、反対に熱発泡剤を増量する必要が生じ、その結果、接着性能は低下する傾向にある。このように、接着性能と解体性能はトレードオフの関係にあり、両特性を高いレベルで満足することは困難であった。
【0007】
また、被着体への接着性能と被着体からの剥離性とを両立させた粘着テープとして、部分的に凸部を形成してなる粘着剤層を設けたクリーナ用ロール巻粘着テープが知られている(特許文献2参照)。このクリーナ用ロール巻粘着テープは、第一粘着剤層上に筋状に弱粘着性の第二粘着剤層が形成されている構造を有している。しかし、通常の貼着条件では下地の粘着剤層は被着体に接することなく、更なる押圧により接するように設計されており、特別な操作なしで2種類の粘着剤層を同時に被着体と接するように構成されておらず、それぞれの粘着剤層の機能を活かすことができないという問題があった。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2008−120903号公報
【特許文献2】実開昭61−180665号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
従って、本発明の目的は、二種類以上の粘着剤が共に被着体に対して機能できる粘着面であり、接着性及び解体性の両特性を高いレベルで具備する粘着面を有する粘着テープ又はシートを提供することにある。
また、本発明の他の目的は、二種類以上の粘着剤が共に被着体に対して機能できる粘着面であり、接着性及び熱による解体性の両特性を高いレベルで具備する粘着面を有し、接合時には高い常態接着力を発揮しつつ、接合部を分離・解体する際には、加熱により接着力を低下して、容易に分離・解体できる粘着テープ又はシートを提供することにある。
【課題を解決するための手段】
【0010】
本発明者らは、上記課題を解決するために鋭意検討した結果、粘着テープ又はシートにおいて、第一の粘着剤から構成された領域と上記第一の粘着剤以外の粘着剤から構成された領域とが存在し且つ平滑である粘着面を有する構成とすることで、2種類以上の粘着剤が特別な操作なしで共に被着体に対して機能することが可能であり、且つ、接着性及び解体性の両特性を高いレベルで得ることができることを見出し、本発明を完成させた。
【0011】
すなわち、本発明の粘着テープ又はシートは、第一の粘着剤から構成された領域と上記第一の粘着剤以外の粘着剤から構成された領域とが存在し且つ平滑である粘着面を有することを特徴とする。
【0012】
本発明の粘着テープ又はシートでは、第一の粘着剤から構成された領域の形状及び上記第一の粘着剤以外の粘着剤から構成された領域の形状は、長さ方向に筋状であることが好ましい。
【0013】
本発明の粘着テープ又はシートでは、形状が長さ方向に筋状である第一の粘着剤から構成された領域及び形状が長さ方向に筋状である上記第一の粘着剤以外の粘着剤から構成された領域が、上記第一の粘着剤が上記第一の粘着剤以外の粘着剤に覆われるように設けられている構造を有する粘着剤層により提供されていることが好ましい。
【0014】
本発明の粘着テープ又はシートでは、第一の粘着剤及び上記第一の粘着剤以外の粘着剤のうち、少なくとも一以上の粘着剤が熱発泡剤を含む粘着剤であることが好ましい。
【0015】
本発明の粘着テープ又はシートでは、上記熱発泡剤を含む粘着剤から構成される領域の割合は、上記粘着面の全面積中、20面積%以上であることが好ましい。
【0016】
本発明の粘着テープ又はシートでは、上記熱発泡剤を含む粘着剤の厚みは、10〜300μmであることが好ましい。
【0017】
本発明の粘着テープ又はシートでは、上記熱発泡剤を含む粘着剤は、炭素数2〜18のアルキル基を有するアルキル(メタ)アクリレートを含むモノマー混合物又はその部分重合物、光重合開始剤、熱発泡剤、及び、多官能(メタ)アクリレートを含む粘着剤組成物により形成され、該熱発泡剤を含む粘着剤の溶剤不溶分が35〜99重量%であることが好ましい。
【0018】
本発明の粘着テープ又はシートでは、上記粘着剤組成物において、上記炭素数2〜18のアルキル基を有するアルキル(メタ)アクリレートを含むモノマー混合物100重量部に対して、光重合開始剤を0.001〜5重量部、熱発泡剤を10〜200重量部、及び、多官能(メタ)アクリレートを0.001〜5重量部含むことが好ましい。
【0019】
本発明の粘着テープ又はシートでは、上記熱発泡剤は、熱膨張性微小球であることが好ましい。
【0020】
本発明の粘着テープ又はシートでは、上記第一の粘着剤及び上記第一の粘着剤以外の粘着剤のうち、少なくとも一以上の粘着剤は、微粒子を含む粘着剤であることが好ましい。
【0021】
本発明の粘着テープ又はシートでは、上記微粒子を含む粘着剤は、炭素数2〜18のアルキル基を有するアルキル(メタ)アクリレートを含むモノマー混合物又はその部分重合物、光重合開始剤、微粒子、及び、多官能(メタ)アクリレートを含む粘着剤組成物より形成されることが好ましい。
【0022】
さらに、本発明の粘着テープ又はシートの製造方法は、セパレータ上に、第一の粘着剤を形成する粘着剤組成物及び上記第一の粘着剤以外の粘着剤を形成する粘着剤組成物を設ける工程1、第一の粘着剤から構成された領域と上記第一の粘着剤以外の粘着剤から構成された領域とが存在し且つ平滑である粘着面を有する粘着テープ又はシートを得る工程2を含むことを特徴とする。
【0023】
本発明の粘着テープ又はシートの製造方法では、上記工程1は、セパレータ上に部分的に第一の粘着剤を形成する粘着剤組成物を設けてから、第一の粘着剤を形成する粘着剤組成物を覆うように上記第一の粘着剤以外の粘着剤を形成する粘着剤組成物を設ける工程であることが好ましい。
【0024】
本発明の粘着テープ又はシートの製造方法では、上記工程2が、重合に付して、第一の粘着剤から構成された領域と上記第一の粘着剤以外の粘着剤から構成された領域とが存在し且つ平滑である粘着面を有する粘着テープ又はシートを得る工程であることが好ましい。
【0025】
なお、本願において、「解体性」とは、粘着テープが被着体から分離して、粘着テープを介して貼り合わせた物品同士を容易に分離できる特性をいう。
【発明の効果】
【0026】
本発明の粘着テープ又はシートによれば、第一の粘着剤から構成された領域と上記第一の粘着剤以外の粘着剤から構成された領域とが存在し且つ平滑である粘着面を有するので、二種類以上の粘着剤が共に被着体に対して機能でき、接着性及び解体性の両特性を高いレベルで具備できる。
【図面の簡単な説明】
【0027】
【図1】本発明の粘着テープ又はシートの具体的態様の一例の概略図である。
【図2】本発明の粘着テープ又はシートの具体的態様の一例の断面概略図である。
【図3】本発明の粘着テープ又はシートの具体的態様の他の例の概略図である。
【図4】本発明の粘着テープ又はシートの具体的態様の他の例の断面概略図である。
【図5】本発明の粘着シートの製造方法の具体的態様の一例を示す模式図である。
【図6】本発明の粘着シートの製造方法の具体的態様の一例の工程(1)の態様を示す概略図である。
【図7】本発明の粘着シートの製造方法の具体的態様の一例の工程(2)終了後に得られたシートの平面概略図である。
【図8】本発明の粘着シートの製造方法の具体的態様の一例の工程(2)終了後に得られたシートの断面概略図である。
【図9】本発明の粘着シートの製造方法の具体的態様の一例により得られた粘着シートの一例の平面概略図である。
【図10】本発明の粘着シートの製造方法の具体的態様の一例により得られた粘着シートの一例の断面概略図である。
【図11】実施例で用いた粘着シートの製造方法の具体的態様の工程(1)終了後に得られたシートの平面概略図である。
【図12】実施例で用いた粘着シートの製造方法の具体的態様の工程(1)終了後に得られたシートの断面概略図である。
【図13】実施例で用いた粘着シートの製造方法の具体的態様の工程(2)終了後に得られた積層体を含むシートの平面概略図である。
【図14】実施例で用いた粘着シートの製造方法の具体的態様の工程(2)終了後に得られた積層体を含むシートの断面概略図である。
【図15】実施例1の粘着シートの平面概略図である。
【図16】実施例1の粘着シートの断面概略図である。
【図17】比較例1の粘着シートの平面概略図である。
【図18】比較例1の粘着シートの断面概略図である。
【図19】比較例4の積層粘着シートの平面概略図である。
【図20】比較例4の積層粘着シートの断面概略図である。
【図21】比較例5の粘着シートの平面概略図である。
【図22】比較例5の粘着シートの断面概略図である。
【発明を実施するための形態】
【0028】
本発明の粘着テープ又はシート(感圧接着テープ又はシート)は、第一の粘着剤(第一の感圧接着剤、第一の粘着剤部)から構成された領域と上記第一の粘着剤以外の粘着剤(第一の感圧接着剤以外の感圧接着剤、第一の粘着剤以外の粘着剤部)から構成された領域とが存在し且つ平滑である粘着面を有する。本願では、「第一の粘着剤以外の粘着剤」を「その他の粘着剤(その他の感圧接着剤、その他の粘着剤部)」と称する場合がある。また、本発明の粘着テープ又はシートにおいて、「第一の粘着剤から構成された領域と上記第一の粘着剤以外の粘着剤から構成された領域とが存在し且つ平滑である粘着面」を「特定の粘着面」と称する場合がある。なお、「粘着剤組成物」は、粘着剤を形成するための組成物であり、「粘着剤及び/又は粘着剤層を形成するための組成物」という意味を含むものとする。
【0029】
つまり、本発明の粘着シートは、第一の粘着剤から構成された領域とその他の粘着剤から構成された領域とが存在する粘着面であり、且つ、平滑な粘着面である特定の粘着面を少なくとも1有する。
【0030】
本発明の粘着テープ又はシートの特定の粘着面は、粘着剤(粘着剤部)を2種類以上含む粘着剤層であって、且つ、各粘着剤が特定の粘着面となる層表面で露出している粘着剤層により提供される。また、特定の粘着面では、粘着剤から構成された領域が2以上存在し、なおかつ、このような領域が2種類以上存在する。さらに、隣り合う領域を形成する粘着剤同士は相違する。このため、本発明の粘着テープ又はシートの特定の粘着面では、接着性及び解体性の両特性を発揮する。なお、「粘着剤を2種類以上含む粘着剤層であって、且つ、各粘着剤が特定の粘着面となる層表面で露出している粘着剤層」を「特定の粘着剤層」と称する場合がある。
【0031】
つまり、上記特定の粘着剤層は、粘着剤部を2種類以上含む粘着剤層であって、且つ、各粘着剤部が特定の粘着面となる層表面で露出している粘着剤層である。
【0032】
本発明の粘着テープ又はシートは、シート状やテープ状の形態を有する。また、ロール状で巻回された形態で形成されてもよく、シートが積層された形態で形成されてもよい。本願では、「テープ又はシート」を、単に「テープ」あるいは「シート」と称する場合がある。また、「粘着テープ又はシート」を単に「粘着シート」や「粘着テープ」と称する場合がある。
【0033】
本発明の粘着シートは、両面が粘着面である両面粘着シートであってもよいし、片面が粘着面である片面粘着シートであってもよい。特に、本発明の粘着シートは両面粘着シートであることが好ましい。本発明の粘着シートは、粘着テープを介して物品同士を貼り合わせる用途や部品を特定の位置に固定する用途に好適に用いられるためである。なお、本発明の粘着シートが両面粘着シートである場合、両方の面が特定の粘着面であってよいし、一方の面のみが特定の粘着面であってもよい。
【0034】
また、本発明の粘着シートは、基材の少なくとも片面に粘着剤層を有する基材付きタイプであってもよいし、粘着剤層のみから構成される基材レスタイプであってもよい。本発明の粘着シートは、特に、基材レスタイプであることが好ましい。
【0035】
本発明の粘着シートは、特定の粘着面を具備する。特定の粘着面は、第一の粘着剤から構成された領域とその他の粘着剤から構成された領域が存在する。その他の粘着剤から構成された領域は、第一の粘着剤以外の粘着剤から構成された領域であれば特に限定されず、第二の粘着剤から構成された領域であってもよく、第二の粘着剤及び第三の粘着剤から構成された領域であってもよい。また、3以上の粘着剤から構成された領域であってもよい。例えば、上記特定の粘着面は、第一の粘着剤から構成された領域と第二の粘着剤から構成された領域が存在する粘着面であってもよいし、第一の粘着剤から構成された領域と第二の粘着剤から構成された領域と第三の粘着剤から構成された領域が存在する粘着面であってもよい。また、第一の粘着剤と3以上のその他の粘着剤から構成された領域が存在する粘着面であってもよい。
【0036】
また、上記特定の粘着面において、領域を構成する粘着剤は、2種類以上である限り特に限定されないが、粘着剤の種類を多くすると粘着シートの生産性に悪影響を及ぼすおそれがあり、また特定の粘着面での接着性と解体性とのバランスの調整が難しくなる。このため、上記特定の粘着面において、領域を構成する粘着剤は、2〜3種類であることが好ましい。すなわち、上記特定の粘着面は、第一の粘着剤から構成された領域と第二の粘着剤から構成された領域が存在する粘着面や第一の粘着剤から構成された領域と第二の粘着剤から構成された領域と第三の粘着剤から構成された領域が存在する粘着面であることが好ましい。
【0037】
さらに、上記特定の粘着面において、粘着剤から構成された領域の形状としては、特に限定されないが、例えば、シートの長さ方向に筋状、シートの幅方向に筋状などの筋状(ライン状、縞状);格子状;ドット状(水玉模様状);市松模様状(チェッカーフラッグ模様状);これらの形状を少なくとも2種類以上同時に備える形状などが挙げられる。特に、粘着剤から構成された領域の形状は、生産性の点からは、筋状が好ましく、より好ましくはシートの長さ方向に筋状である。
【0038】
つまり、本発明の粘着シートの特定の粘着面では、生産性の点から、第一の粘着剤から構成された領域の形状及びその他の粘着剤から構成された領域の形状は、筋状であることが好ましく、より好ましくはシートの長さ方向に筋状である。
【0039】
さらにまた、上記特定の粘着面において、粘着剤から構成された領域の数(第一の粘着剤から構成された領域の数とその他の粘着剤から構成された領域の数との合計)は、2以上である限り特に限定されない。しかし、数が多くなると、生産性が低下するおそれがある。例えば、上記特定の粘着面では、粘着剤から構成された領域の形状がシートの長さ方向に筋状である場合、粘着剤から構成された領域の数は、2〜7であることが好ましく、より好ましくは3〜5である。
【0040】
ゆえに、本発明の粘着シートは、粘着シートの生産性や特定の粘着面での接着性と解体性とのバランス調整のしやすさの点から、第一の粘着剤と第二の粘着剤から構成された領域が存在し、粘着剤から構成された領域の形状がシートの長さ方向に筋状であり、粘着剤から構成された領域の数が3〜5である粘着面や、第一の粘着剤と第二の粘着剤と第三の粘着剤から構成された領域が存在し、粘着剤から構成された領域の形状がシートの長さ方向に筋状であり、粘着剤から構成された領域の数が3〜5である粘着面を有することが特に好ましい。
【0041】
上記特定の粘着面は、平滑である。上記特定の粘着面は、粘着剤から構成された領域の全てが面方向で接しており、粘着剤から構成された領域間で段差はなく、面一でもある。すなわち、本発明の粘着シートの特定の粘着面は2以上の粘着剤により提供されるが、粘着面を提供する粘着剤の領域間で段差はない。
【0042】
なお、本発明の粘着シートの特定の粘着面において、隣り合う領域間の段差(粘着剤間の段差)がないとは、段差が10μm以下(好ましくは5μm以下)であることを意味する。つまり、本発明の粘着シートの特定の粘着面では、隣り合う粘着剤から構成された領域間の段差は、10μm以下であることが好ましい。このような段差は、粘着シート断面の電子顕微鏡写真による測定や表面粗さ計による測定により求めることができる。
【0043】
本発明の粘着シートは、平滑な特定の粘着面を有するので、特別な操作なしに、2種類以上の粘着剤が同時に被着体と接することが可能であり、それぞれの粘着剤の機能を同時に活かすことができる。
【0044】
本発明の粘着シートの特定の粘着面における接着力(90°引き剥がし接着強さ、測定温度:23℃、剥離方向:90°、引張速度:50mm/min、シート幅:30mm、対ポリカーボネート板)は、特に限定されないが、被着体に対する接合時に高い常態接着力を発揮させる点から、20N/30mm以上が好ましい。具体的には、本発明の粘着シートの特定の粘着面における接着力は、20〜50N/30mmが好ましく、より好ましくは20〜40N/30mmである。なお、該接着力が高すぎると、粘着シートの解体性に悪影響を与えるおそれがある。
【0045】
本発明の粘着シートにおいて、第一の粘着剤及びその他の粘着剤としては、特に限定されないが、例えば、アクリル系粘着剤、ゴム系粘着剤、ビニルアルキルエーテル系粘着剤、シリコーン系粘着剤、ポリエステル系粘着剤、ポリアミド系粘着剤、ウレタン系粘着剤、フッ素系粘着剤、エポキシ系粘着剤が挙げられる。また、これらの各種粘着剤のうち少なくとも2種以上を混合することにより得られる混合粘着剤も挙げられる。なお、第一の粘着剤及びその他の粘着剤は、その組成が異なっていれば、同じ種類の粘着剤であってもよい。例えば、第一の粘着剤が熱発泡剤を含有するアクリル系粘着剤であり、第二の粘着剤が微粒子を含有するアクリル系粘着剤であってもよい。
【0046】
中でも、第一の粘着剤及びその他の粘着剤としては、被着体への汚染防止、透明性、耐候性などの点から、アクリル系粘着剤が好ましい。
【0047】
上記第一の粘着剤及びその他の粘着剤を形成する粘着剤組成物は、いずれの形態を有していてもよく、例えば、活性エネルギー線硬化型、熱硬化型、溶剤型(溶液型)、エマルジョン型、熱溶融型(ホットメルト型)などが挙げられる。つまり、上記第一の粘着剤及びその他の粘着剤を形成する粘着剤組成物は、ベースポリマーを必須成分とする粘着剤組成物であってもよいし、ベースポリマーを形成するモノマーの混合物(「モノマー混合物」と称する場合がある)又はその部分重合物を必須成分とする粘着剤組成物であってもよい。なお、「モノマー混合物」とは、ベースポリマーを形成するモノマー成分のみからなる混合物を意味する。また、「部分重合物」とは、モノマー混合物の構成成分のうち1又は2以上の成分が部分的に重合している組成物を意味する。
【0048】
特に、上記粘着剤組成物は、粘着シート製造時における作業性や環境の点から、モノマー混合物又はその部分重合物と熱重合開始剤を必須成分とする熱硬化型の粘着剤組成物やモノマー混合物又はその部分重合物と光重合開始剤を必須成分とする活性エネルギー線硬化型の粘着剤組成物であることが好ましく、より好ましくは、重合時間を短くすることができる点で、モノマー混合物又はその部分重合物と光重合開始剤を必須成分とする活性エネルギー線硬化型の粘着剤組成物である。
【0049】
なお、上記粘着剤組成物において、必須成分であるモノマー混合物又はその部分重合物の割合は、特に限定されないが、少なすぎると被着体に対して十分な粘着性を発揮できないおそれがあるので、粘着剤組成物全量に対して、50重量%以上(例えば50〜90重量%)が好ましく、より好ましくは60重量%以上(例えば60〜90重量%)である。
【0050】
上記のように、第一の粘着剤及びその他の粘着剤としてはアクリル系粘着剤が好ましいので、上記粘着剤組成物は、アクリル系モノマーを含むモノマー混合物(アクリル系モノマー混合物)又はその部分重合物を必須成分とする粘着剤組成物(アクリル系粘着剤組成物)であることが特に好ましい。
【0051】
上記アクリル系モノマーとしては、炭素数2〜18のアルキル基(直鎖又は分岐鎖状のアルキル基)を有するアルキル(メタ)アクリレートが好ましく挙げられる。特に、炭素数2〜12のアルキル基を有するアルキル(メタ)アクリレートがより好ましく、さらにより好ましくは炭素数2〜10のアルキル基を有するアルキル(メタ)アクリレートである。なお、本願において、「(メタ)アクリレート」とは、「アクリレート」及び/又は「メタクリレート」を意味する。
【0052】
上記炭素数2〜18のアルキル基を有するアルキル(メタ)アクリレートとしては、例えば、エチル(メタ)アクリレート、n−プロピル(メタ)アクリレート、イソプロピル(メタ)アクリレート、n−ブチル(メタ)アクリレート、sec−ブチル(メタ)アクリレート、t−ブチル(メタ)アクリレート、n−オクチル(メタ)アクリレート、イソオクチル(メタ)アクリレート、2−エチルヘキシル(メタ)アクリレート、イソノニル(メタ)アクリレート、ドデシル(メタ)アクリレート、イソステアリル(メタ)アクリレートなどが挙げられる。これらアルキル(メタ)アクリレートは、単独で、又は、二種以上組み合わせて用いられる。中でも、2−エチルヘキシル(メタ)アクリレート、n−ブチル(メタ)アクリレート、n−オクチル(メタ)アクリレート、イソオクチル(メタ)アクリレート、イソノニル(メタ)アクリレートなどの炭素数4〜9のアルキル基を有するアルキル(メタ)アクリレートが特に好ましい。
【0053】
上記アクリル系モノマー混合物において、上記炭素数2〜18のアルキル基を有するアルキル(メタ)アクリレートは主の構成成分であることが好ましい。アクリル系モノマー混合物中の炭素数2〜18のアルキル基を有するアルキル(メタ)アクリレートの割合は、特に制限されないが、構成成分の全量に対して、50重量%以上が好ましく、より好ましくは60重量%以上であり、さらにより好ましくは80重量%以上である。
【0054】
また、上記アクリル系モノマー混合物では、その構成成分として、上記アクリル系モノマーと共に、共重合性モノマーが用いられていてもよい。共重合性モノマーを用いると、粘着剤の凝集力を向上でき、粘着力や保持力等の粘着特性を向上できる点で有利である。なお、共重合性モノマーは、単独で、又は2種以上組み合わせて用いられる。
【0055】
上記共重合性モノマーとしては、例えば、アクリル酸、メタクリル酸、カルボキシエチルアクリレート、カルボキシペンチルアクリレート、イタコン酸、マレイン酸、クロトン酸等のカルボキシル基含有モノマー;(メタ)アクリル酸2−ヒドロキシエチル、(メタ)アクリル酸2−ヒドロキシプロピル、(メタ)アクリル酸4−ヒドロキシブチル、(メタ)アクリル酸6−ヒドロキシヘキシル、(メタ)アクリル酸8−ヒドロキシオクチル、(メタ)アクリル酸10−ヒドロキシデシル、(メタ)アクリル酸12−ヒドロキシラウリル、(4−ヒドロキシメチルシクロヘキシル)−メチルアクリレート等のヒドロキシル基含有モノマー;無水マレイン酸、無水イタコン酸等の酸無水物モノマー;2−アクリルアミド−2−メチルプロパンスルホン酸、スルホプロピルアクリレート等のスルホン酸基含有モノマー;2−ヒドロキシエチルアクリロイルホスフェート等の燐酸基含有モノマー;(メタ)アクリルアミド、N−メチロールアクリルアミド等のN−置換(メタ)アクリルアミド等のアミド系モノマー;N−(メタ)アクリロイルオキシメチレンスクシンイミド、N−(メタ)アクリロイル−6−オキシヘキサメチレンスクシンイミド、N−(メタ)アクリロイル−8−オキシオクタメチレンスクシンイミド等のスクシンイミド系モノマー;酢酸ビニル、N−ビニルピロリドン、N−ビニルカルボン酸アミド類、スチレン、N−ビニルカプロラクタム等のビニル系モノマー;アクリロニトリル、メタクリロニトリル等のシアノアクリレート系モノマー;(メタ)アクリル酸グリシジル、テトラヒドロフルフリル(メタ)アクリレート、ポリエチレングリコール(メタ)アクリレート、ポリプロピレングリコール(メタ)アクリレート、フッ素(メタ)アクリレート、シリコン(メタ)アクリレート、2−メトキシエチルアクリレート等のアクリル酸エステル系モノマー;メチル(メタ)アクリレートやオクタデシル(メタ)アクリレートなどの上記炭素数2〜18のアルキル基を有するアルキル(メタ)アクリレートとは異なるアルキル基を有するアルキル(メタ)アクリレート;イソボルニル(メタ)アクリレート等の脂環族アクリレートなどが挙げられる。
【0056】
上記アクリル系モノマー混合物にその構成成分として共重合性モノマーが用いられている場合、アクリル系モノマーと共重合性モノマーとの割合は、アクリル系モノマー/共重合性モノマー(重量基準)で、50/50〜99.9/0.1とするのが好ましく、より好ましく70/30〜99.5/0.5であり、さらにより好ましくは85/15〜99/1である。
【0057】
上記共重合性モノマーとしては、ヒドロキシル基含有モノマー、カルボキシル基含有モノマーが好ましく、特に、アクリル酸が好ましい。なお、より接着力を向上させる点からは、上記アクリル系モノマーとカルボキシル基含有モノマー(特にアクリル酸)との割合は、前者/後者(重量基準)で、85/15〜99/1とするのが好ましい。
【0058】
また、本発明の粘着シートでは、第一の粘着剤及びその他の粘着剤は、熱発泡剤を含んでいてもよい。つまり、第一の粘着剤及びその他の粘着剤は、熱発泡剤を含む粘着剤(熱発泡剤含有粘着剤、熱発泡剤含有粘着剤部)であってもよい。熱発泡剤含有粘着剤は、加熱により熱発泡剤が膨張して、形状変化が生じる。このような粘着剤の変形は、本発明の粘着シートの特定の粘着面における被着体からの剥離に寄与し、また本発明の粘着シートの解体性(熱解体性)や被着体からの分離性に寄与する。
【0059】
上記熱発泡剤としては、中でも、マイクロカプセル化されている発泡剤が好ましい。なお、熱発泡剤含有粘着剤には、熱発泡剤が、2種以上含まれていてもよい。
【0060】
このようなマイクロカプセル化されている発泡剤としては、例えば、イソブタン、プロパン、ペンタンなどの加熱により容易にガス化して膨脹する物質を、弾性を有する殻内に内包させた微小球(「熱膨張性微小球」と称する場合がある)が挙げられる。
【0061】
上記熱膨張性微小球は、熱により体積が膨張する物質の意味であり、加熱前の体積と比較して、5倍以上の体積膨張が可能なものをいう。特に、加熱前の体積と比較して、10倍以上の体積膨張が可能なものが好ましい。
【0062】
上記熱膨張性微小球の殻は、熱可塑性物質、熱溶融性物質、熱膨脹により破裂する物質などで形成される場合が多い。また、熱膨張性微小球の殻を形成する物質としては、例えば塩化ビニリデン−アクリロニトリル共重合体、ポリビニルアルコール、ポリビニルブチラール、ポリメチルメタクリレート、ポリアクリロニトリル、ポリ塩化ビニリデン、ポリスルホンなどが挙げられる。熱膨張性微小球は慣用の方法、例えば、コアセルベーション法、界面重合法などにより製造できる。
【0063】
また、上記熱膨張性微小球としては、市販品を利用することもできる。このような熱発泡剤の市販品としては、特に限定されないが、例えば商品名「マツモトマイクロスフェアF−30」「マツモトマイクロスフェアF−50」「マツモトマイクロスフェアF−80S」「マツモトマイクロスフェアF−85」(松本油脂製薬株式会社製);商品名「エクスパンセルDu」(エクスパンセル社製)などが挙げられる。
【0064】
熱膨張性微小球の平均粒径は、特に限定されないが、分散性や薄層形成性などの点から、1〜80μmが好ましく、より好ましくは3〜50μmである。
【0065】
上記熱膨張性微小球以外の熱発泡剤としては、例えば、種々の無機系発泡剤や有機系発泡剤が挙げられる。無機系発泡剤の代表例としては、炭酸アンモニウム、炭酸水素アンモニウム、炭酸水素ナトリウム、亜硝酸アンモニウム、水素化ホウ素ナトリウム、アジド類などが挙げられる。また、有機系発泡剤の代表例としては、水;トリクロロモノフルオロメタン、ジクロロモノフルオロメタンなどの塩フッ化アルカン;アゾビスイソブチロニトリル、アゾジカルボンアミド、バリウムアゾジカルボキシレートなどのアゾ系化合物;パラトルエンスルホニルヒドラジドやジフェニルスルホン−3,3'−ジスルホニルヒドラジド、4,4'−オキシビス(ベンゼンスルホニルヒドラジド)、アリルビス(スルホニルヒドラジド)などのヒドラジン系化合物;ρ−トルイレンスルホニルセミカルバジド、4,4'−オキシビス(ベンゼンスルホニルセミカルバジド)などのセミカルバジド系化合物;5−モルホリル−1,2,3,4−チアトリアゾールなどのトリアゾール系化合物;N,N'−ジニトロソペンタメチレンテトラミン、N,N'−ジメチル−N,N'−ジニトロソテレフタルアミドなどのN−ニトロソ系化合物などが挙げられる。
【0066】
上記熱発泡剤含有粘着剤中の熱発泡剤の含有量は、特に限定されないが、含有量が少なすぎると、加熱による熱発泡剤含有粘着剤の変形があまり生じず、粘着シートの被着体からの分離性に悪影響を及ぼすおそれがあり、一方、含有量が多すぎると熱発泡剤含有粘着剤の強度や接着性に悪影響を及ぼすおそれがある。このため、熱発泡剤含有粘着剤を形成する粘着剤組成物(熱発泡剤含有粘着剤組成物)において、熱発泡剤の含有量は、例えば、モノマー混合物100重量部に対して、10〜200重量部が好ましく、より好ましくは20〜125重量部であり、さらにより好ましくは25〜100重量部である。
【0067】
さらに、本発明の粘着シートでは、第一の粘着剤及びその他の粘着剤は、微粒子を含んでいてもよい。つまり、第一の粘着剤及びその他の粘着剤は、微粒子を含む粘着剤(微粒子含有粘着剤、微粒子含有粘着剤部)であってもよい。粘着剤が微粒子を含有していると、粘着剤の弾性率が向上し、粘着剤の強度や加工性という点で良好な特性を示す。
【0068】
上記微粒子としては、特に限定されないが、例えば、銅、ニッケル、アルミニウム、クロム、鉄、ステンレスなどの金属粒子やその金属酸化物粒子;炭化ケイ素、炭化ホウ素、炭化窒素などの炭化物粒子;窒化アルミニウム、窒化ケイ素、窒化ホウ素などの窒化物粒子;アルミナ、ジルコニウムなどの酸化物に代表されるセラミック粒子;炭化カルシウム、水酸化アルミニウム、ガラス、シリカなどの無機微粒子;火山シラス、砂などの天然原料粒子;ポリスチレン、ポリメチルメタクリレート、フェノール樹脂、ベンゾグアナミン樹脂、尿素樹脂、シリコン樹脂、ナイロン、ポリエステル、ポリウレタン、ポリエチレン、ポリプロピレン、ポリアミド、ポリイミドなどのポリマー粒子などが挙げられる。
【0069】
また、微粒子として、例えば、中空の無機系微小球状体や中空の有機系微小球状体が挙げられる。具体的には、中空の無機系微小球状体としては、例えば、中空ガラスバルーン等のガラス製の中空バルーン;中空アルミナバルーン等の金属化合物製の中空バルーン;中空セラミックバルーン等の磁器製中空バルーンなどが挙げられる。中空の有機系微小球状体としては、例えば、中空のアクリルバルーン、中空の塩化ビニリデンバルーン等の樹脂製の中空バルーンなどが挙げられる。
【0070】
中空ガラスバルーンの市販品としては、例えば、商品名「フジバルーン」(富士シリシア化学株式会社製);商品名「セルスターZ−25」「セルスターZ−27」「セルスターCZ−31T」「セルスターZ−36」「セルスターZ−39」「セルスターT‐36」「セルスターSX−39」「セルスターPZ‐6000」(東海工業株式会社製)、商品名「サイラックス・ファインバルーン」(有限会社ファインバルーン製)などが挙げられる。
【0071】
上記微粒子の中でも、活性エネルギー線(特に、紫外線)による重合の効率や重みなどの観点から、中空無機微粒子が好ましく、さらに中空ガラスバルーンがより好ましい。中空ガラスバルーンを用いれば、せん断力、保持力などの他の特性を損なうことなく、高温接着力を向上させることができる。なお、微粒子は、単独で又は2種以上を組み合わせて用いられる。また、微粒子の表面には、各種表面処理(例えば、シリコーン系化合物やフッ素系化合物等による低表面張力化処理など)が施されていてもよい。
【0072】
上記微粒子の粒径(平均粒子径)としては、特に限定されないが、1〜500μmが好ましく、より好ましくは5〜200μmであり、さらにより好ましくは10〜100μmであり、さらにまたより好ましくは30〜100μmである。
【0073】
また、上記微粒子の比重(真密度)としては、特に限定されないが、0.01〜1.8g/cm3が好ましく、より好ましくは0.02〜1.5g/cm3である。微粒子の比重が0.01g/cm3より小さいと、粘着剤組成物への微粒子配合の際の浮き上がりが大きくなり、微粒子を粘着剤組成物中で均一に分散させることが困難となる場合があり、また、強度の点で問題が生じ微粒子が割れてしまう場合がある。一方、微粒子の比重が1.8g/cm3より大きいと、活性エネルギー線(特に紫外線)の透過率が低下し、光硬化反応の効率が低下する場合があり、また、粘着テープの重量が大きくなり、作業性が低下する場合がある。特に、微粒子が中空無機微粒子である場合、その真密度は0.1〜0.6g/cm3が好ましく、また中空有機微粒子である場合、その真密度は0.01〜0.05g/cm3が好ましい。
【0074】
上記微粒子含有粘着剤における微粒子の含有量は、特に限定されないが、含有量が少なすぎると被着体に対する接着性を向上させることができず、一方、含有量が多すぎると微粒子含有粘着剤の強度や接着性に悪影響を及ぼすおそれがある。このため、微粒子含有粘着剤を形成する微粒子含有粘着剤組成物において、微粒子の含有量は、例えば、モノマー混合物100重量部に対して、1〜15重量部が好ましく、より好ましくは3〜13重量部であり、さらにより好ましくは5〜11重量部である。
【0075】
特に、本発明の粘着シートでは、第一の粘着剤及びその他の粘着剤のうち少なくとも一以上の粘着剤が微粒子含有粘着剤である場合、該微粒子含有粘着剤は、気泡を含んでいてもよい。すなわち、微粒子とともに気泡を含む粘着剤(気泡混合微粒子含有粘着剤)でああってもよい。粘着剤が気泡を含んでいると、結果として粘着剤で微粒子と気泡の両方が含まれることとなり、特定の粘着面で、凹凸に対する追従性及び被着体に対しての接着性をより向上させることができる。
【0076】
上記気泡混合微粒子含有粘着剤において、気泡の含有量としては、特に限定されないが、含有量が少なすぎると気泡を含有する場合の効果が得られない場合があり、一方、含有量が多すぎると粘着剤を貫通する気泡が形成され、粘弾性能や外観が悪くなるおそれがある。このため、粘着剤中の気泡の含有量は、粘着剤の全体積に対して3〜30体積%となる量が好ましく、さらに好ましくは13〜22体積%となる量である。
【0077】
なお、気泡混合微粒子含有粘着剤において、気泡は、基本的には、独立タイプの気泡であることが望ましいが、独立気泡タイプの気泡と半独立気泡タイプの気泡とが混在していてもよい。また、このような気泡の形状は、特に限定されないが、通常、球状(特に真球状)の形状を有している。上記気泡において、その平均気泡径(直径)としては、特に限定されないが、1〜1000μmが好ましく、より好ましくは10〜500μmであり、さらにより好ましくは30〜300μmである。
【0078】
上記気泡に含まれる気体成分(気泡を形成するガス成分;「気泡形成ガス」と称する場合がある)としては、特に限定されず、窒素、二酸化炭素、アルゴンなどの不活性ガスの他、空気などの各種気体成分を用いることができる。気泡形成ガスとしては、気泡形成ガスを混合した後に、重合反応等の反応を行う場合は、その反応を阻害しないものを用いることが重要である。気泡形成ガスとしては、反応を阻害しないことや、コスト的観点などから窒素が好適である。
【0079】
また、気泡混合微粒子含有粘着剤は、微粒子とベースポリマーとの間の密着性や摩擦抵抗の低減、気泡等の混合性や安定性の観点から、界面活性剤を含むことが好ましい。上記界面活性剤としては、例えば、フッ素系界面活性剤、シリコーン系界面活性剤、ノニオン系界面活性剤、イオン系界面活性剤などが挙げられる。これらのなかでも、気泡混合性が優れ且つ気泡の合一を抑制できる点から、フッ素系界面活性剤が特に好ましく例示される。上記フッ素系界面活性剤としては、中でも、分子中にオキシC2-3アルキレン基及びフッ素化炭化水素基を有するフッ素系界面活性剤が好ましく用いられる。さらに、中でも、分散性の観点から、非イオン型界面活性剤が好ましい。また、フッ素系界面活性剤は、1種のみが含まれていてもよいし、2種以上が組み合わせて含まれていてもよい。上記フッ素系界面活性剤としては、特開2008−12798号公報や特開2006−022189号に記載のフッ素系界面活性剤が好ましく用いられる。
【0080】
上記フッ素系界面活性剤としては、市販品を用いることも可能であり、例えば、商品名「フタージェント251」、商品名「FTX−218」(以上、(株)ネオス製)、商品名「メガファックF−477」、商品名「メガファックF−470」(以上、DIC(株)製)、商品名「サーフロンS−381、S−383、S−393、KH−20、KH−40」(以上、AGCセイミケミカル(株)製)、商品名「エフトップEF−352、EF−801」(以上、(株)ジェムコ製)、商品名「ユニダインTG−656」(ダイキン工業(株)製)などが挙げられる。
【0081】
気泡混合微粒子含有粘着剤中のフッ素系界面活性剤の含有量(固形分)としては、特に限定されないが、例えば、粘着剤組成物において、モノマー混合物100重量部に対して0.01〜2重量部が好ましく、より好ましくは0.03〜1.5重量部であり、さらにより好ましくは0.05〜1重量部である。0.01重量部未満であると、気泡の混合性が低下して充分な量の気泡を粘着剤組成物中に混合することが困難となる場合があり、一方、2重量部を超えると、接着性能が低下するおそれがある。
【0082】
上記のように、本発明の粘着シートにおいて、第一の粘着剤及びその他の粘着剤は、熱硬化型の粘着剤組成物や活性エネルギー線硬化型の粘着剤組成物により形成されることが好ましい。これらの粘着剤組成物が含有する各種重合開始剤(例えば、熱重合開始剤や光重合開始剤など)としては、特に限定されない。なお、重合開始剤は、二種以上含まれていてもよい。
【0083】
第一の粘着剤及びその他の粘着剤を形成する際に、熱重合開始剤や光重合開始剤などの重合開始剤を含む粘着剤組成物を用いれば、熱や活性エネルギー線による硬化反応を利用することができるため、例えば、第一の粘着剤及びその他の粘着剤が熱発泡剤や微粒子を含む場合、熱発泡剤や微粒子が混合された形態で粘着剤組成物を硬化させて粘着剤を形成することができ、熱発泡剤や微粒子が安定して含有された構造を有する粘着剤を容易に得ることができる。
【0084】
上記光重合開始剤としては、特に限定されないが、例えば、ベンゾインエーテル系光重合開始剤、アセトフェノン系光重合開始剤、α−ケトール系光重合開始剤、芳香族スルホニルクロリド系光重合開始剤、光活性オキシム系光重合開始剤、ベンゾイン系光重合開始剤、ベンジル系光重合開始剤、ベンゾフェノン系光重合開始剤、ケタール系光重合開始剤、チオキサントン系光重合開始剤などが挙げられる。
【0085】
具体的には、ベンゾインエーテル系光重合開始剤としては、例えば、ベンゾインメチルエーテル、ベンゾインエチルエーテル、ベンゾインプロピルエーテル、ベンゾインイソプロピルエーテル、ベンゾインイソブチルエーテル、2,2−ジメトキシ−1,2−ジフェニルエタン−1−オン、アニソールメチルエーテルなどが挙げられる。アセトフェノン系光重合開始剤としては、例えば、2,2−ジエトキシアセトフェノン、2,2−ジメトキシ−2−フェニルアセトフェノン、1−ヒドロキシシクロヘキシルフェニルケトン、4−フェノキシジクロロアセトフェノン、4−t−ブチル−ジクロロアセトフェノンなどが挙げられる。α−ケトール系光重合開始剤としては、例えば、2−メチル−2−ヒドロキシプロピオフェノン、1−[4−(2−ヒドロキシエチル)−フェニル]−2−ヒドロキシ−2−メチルプロパン−1−オンなどが挙げられる。芳香族スルホニルクロリド系光重合開始剤としては、例えば、2−ナフタレンスルホニルクロライドなどが挙げられる。光活性オキシム系光重合開始剤としては、例えば、1−フェニル−1,1−プロパンジオン−2−(o−エトキシカルボニル)−オキシムなどが挙げられる。ベンゾイン系光重合開始剤としては、例えば、ベンゾインなどが挙げられる。ベンジル系光重合開始剤としては、例えば、ベンジルなどが挙げられる。ベンゾフェノン系光重合開始剤としては、例えば、ベンゾフェノン、ベンゾイル安息香酸、3,3´−ジメチル−4−メトキシベンゾフェノン、ポリビニルベンゾフェノン、α−ヒドロキシシクロヘキシルフェニルケトンなどが挙げられる。ケタール系光重合開始剤としては、例えば、ベンジルジメチルケタールなどが挙げられる。チオキサントン系光重合開始剤としては、例えば、チオキサントン、2−クロロチオキサントン、2−メチルチオキサントン、2,4−ジメチルチオキサントン、イソプロピルチオキサントン、2,4−ジクロロチオキサントン、2,4−ジエチルチオキサントン、2,4−ジイソプロピルチオキサントン、ドデシルチオキサントンなどが挙げられる。
【0086】
また、上記熱重合開始剤としては、例えば、2,2´−アゾビスイソブチロニトリル、2,2´−アゾビス−2−メチルブチロニトリル、2,2´−アゾビス(2−メチルプロピオン酸)ジメチル、4,4´−アゾビス−4−シアノバレリアン酸、アゾビスイソバレロニトリル、2,2´−アゾビス(2−アミジノプロパン)ジヒドロクロライド、2,2´−アゾビス[2−(5−メチル−2−イミダゾリン−2−イル)プロパン]ジヒドロクロライド、2,2´−アゾビス(2−メチルプロピオンアミジン)二硫酸塩、2,2´−アゾビス(N,N´−ジメチレンイソブチルアミジン)ジヒドロクロライドなどのアゾ系熱重合開始剤;ジベンゾイルペルオキシド、tert−ブチルペルマレエートなどの過酸化物系熱重合開始剤;レドックス系熱重合開始剤などが挙げられる。
【0087】
第一の粘着剤及びその他の粘着剤を形成する粘着剤組成物が光重合開始剤を含む場合、その含有量は、特に限定されないが、例えば、モノマー混合物100重量部に対して、0.001〜5重量部が好ましく、より好ましくは0.01〜5重量部であり、さらにより好ましくは0.05〜3重量部である。また、熱重合開始剤を含む場合、その含有量としては、特に限定されないが、従来、熱重合開始剤として利用可能な範囲であればよい。
【0088】
なお、光重合開始剤の活性化に際しては、活性エネルギー線を照射する。このような活性エネルギー線としては、例えば、α線、β線、γ線、中性子線、電子線などの電離性放射線や、紫外線などが挙げられ、特に、紫外線が好適である。また、活性エネルギー線の照射エネルギーや、その照射時間などは特に限定されないが、光重合開始剤を活性化させて、モノマー成分の反応を生じさせることができればよい。
【0089】
さらにまた、架橋により、第一の粘着剤及びその他の粘着剤の凝集力を高めて、第一の粘着剤及びその他の粘着剤の被着体への接着力を向上させる点から、粘着剤組成物には、多官能(メタ)アクリレートが含まれていることが好ましい。なお、多官能(メタ)アクリレートは、2種以上含まれていてもよい。
【0090】
多官能(メタ)アクリレートとしては、少なくとも2個の(メタ)アクリロイル基を有する化合物などの1以上の(メタ)アクリロイル基を有し硬化時に架橋構造を形成する化合物であれば特に限定されないが、例えば、トリメチロールプロパントリ(メタ)アクリレート、テトラメチロールメタンテトラアクリレート、ペンタエリスリトールジ(メタ)アクリレート、ペンタエリスリトールトリ(メタ)アクリレート、ペンタエリスリトールテトラ(メタ)アクリレート、1,2−エチレングリコールジ(メタ)アクリレート、1,4−ブチレングリコールジ(メタ)アクリレート、1,6−ヘキサンジオールジ(メタ)アクリレート、1,12−ドデカンジオールジ(メタ)アクリレート、ジペンタエリスリトールモノヒドロキシペンタ(メタ)アクリレート、ジペンタエリスリトールヘキサ(メタ)アクリレート、ポリエチレングリコールジ(メタ)アクリレート、ヘキサンジオールジ(メタ)アクリレート、(ポリ)エチレングリコールジ(メタ)アクリレート、(ポリ)プロピレングリコールジ(メタ)アクリレート、ネオペンチルグリコールジ(メタ)アクリレート、テトラメチロールメタントリ(メタ)アクリレート、アリル(メタ)アクリレート、ビニル(メタ)アクリレート、エポキシアクリレート、ポリエステルアクリレート、ウレタンアクリレート、末端に(メタ)アクリロイル基を複数個有する反応性ハイパーブランチポリマー[例えば、商品名「CN2300」「CN2301」「CN2320」(SARTOMER社製)など]などが挙げられる。なお、「(メタ)アクリロイル基」とは、「アクリロイル基」及び/又は「メタクリロイル基」を意味し、他も同様である。
【0091】
粘着剤組成物が多官能(メタ)アクリレートを含む場合、その具体的な含有量は、多官能(メタ)アクリレートの分子量や官能基数などにより異なるが、例えば、モノマー混合物100重量部に対して、0.001〜5重量部が好ましく、より好ましくは0.001〜3重量部であり、さらにより好ましくは0.01〜2重量部である。5重量部を超えると、粘着剤の凝集力が高くなりすぎ、感圧接着力が低下するおそれがあり、一方、含有量が少なすぎると(例えば、0.001重量部未満であると)、粘着剤の凝集力が低下するおそれがある。
【0092】
なお、第一の粘着剤及びその他の粘着剤には、各種添加剤が含まれていてもよい。このような添加剤としては、例えば、イソシアネート系架橋剤、エポキシ系架橋剤などの架橋剤;架橋助剤;ロジン誘導体樹脂、ポリテルペン樹脂、石油樹脂、油溶性フェノール樹脂などの粘着付与剤;可塑剤;充填剤;老化防止剤;界面活性剤などが挙げられる。
【0093】
第一の粘着剤及びその他の粘着剤の溶剤不溶分(ゲル分率)は、特に限定されないが、35〜99重量%が好ましく、より好ましくは50〜99重量%であり、さらにより好ましくは70〜95重量%である。溶剤不溶分が35重量%未満であると、粘着剤の弾性率が低くなり、発泡剥離が困難となるおそれがある。一方、含有量が99重量%超えると、濡れ性が悪く、接着が困難となるおそれがある。
【0094】
なお、粘着剤の溶剤不溶分とは、粘着剤中の「溶剤不溶成分の割合」を意味し、以下の「粘着剤の溶剤不溶分の測定方法」により算出される値である。なお、溶剤不溶分には、第一の粘着剤及びその他の粘着剤が熱発泡剤や微粒子等の溶剤に不溶な成分を含む場合、該溶剤に不溶の成分も含まれる。
【0095】
粘着剤の溶剤不溶分は、以下のようにして求められる。粘着剤を約1g採取し、これを精秤して浸漬前の粘着剤の重量を求める。次に、これを酢酸エチル約40gに7日間浸漬した後、酢酸エチルに不溶解部分を全て回収し、130℃で2時間乾燥させて、その不溶解部分の乾燥重量を求める。そして、得られた数値を以下の式に代入して算出する。
粘着剤の溶剤不溶分(重量%)=(不溶解部分の乾燥重量/浸漬前の粘着剤の重量)×100
【0096】
特に、本発明の粘着シートでは、被着体に対する接着性を維持しつつ、解体性を向上させる点から、第一の粘着剤及びその他の粘着剤のうち、少なくとも一以上の粘着剤は、熱発泡剤を含む粘着剤(熱発泡剤含有粘着剤、熱発泡剤含有粘着剤部)であることが好ましい。
【0097】
中でも、熱発泡剤含有粘着剤は、粘着テープの生産性、生産時の環境への悪影響を抑制する点、特定の粘着面における被着体に対する接着性をより向上させる点、さらに解体性をより向上させる点から、炭素数2〜18のアルキル基を有するアルキル(メタ)アクリレートを主成分とするモノマー混合物又はその部分重合物を主成分とし、該モノマー混合物100重量部に対して、光重合開始剤を0.001〜5重量部、熱発泡剤を10〜200重量部、多官能(メタ)アクリレートを0.001〜5重量部含む粘着剤組成物により形成されることが好ましい。
【0098】
さらに、熱発泡剤含有粘着剤の溶剤不溶分(ゲル分率)は、特に限定されないが、特定の粘着面における被着体に対する接着性を維持しつつ、加熱による被着体からの分離性や加熱解体性をより向上させる点から、その溶剤不溶分が35〜99重量%であることが好ましく、より好ましくは50〜99重量%であり、さらにより好ましくは70〜95重量%である。
【0099】
ゆえに、熱発泡剤含有粘着剤は、特定の粘着面における被着体に対する接着性を維持しつつ、加熱による被着体からの分離性や加熱解体性をより向上させる点から、炭素数2〜18のアルキル基を有するアルキル(メタ)アクリレートを主成分とするモノマー混合物又はその部分重合物、光重合開始剤、熱発泡剤、及び、多官能(メタ)アクリレートを含む粘着剤組成物により形成され、さらに、その溶剤不溶分が35〜99重量%であることが好ましい。
【0100】
本発明の粘着シートにおいて、第一の粘着剤及びその他の粘着剤のうち、少なくとも一以上の粘着剤が熱発泡剤含有粘着剤である場合、特定の粘着面に占める熱発泡剤含有粘着剤から構成された領域の割合は、特に限定されないが、特定の粘着面の全面積に対して、20〜85%(面積%)が好ましく、より好ましくは25〜70%である。熱発泡剤含有粘着剤から構成された領域が20%未満であると、粘着シートの解体性に悪影響を及ぼすおそれがある。一方、熱発泡剤含有粘着剤から構成された領域が85%を超えると、粘着シートの接着性に悪影響を及ぼすおそれがある。
【0101】
さらにまた、本発明の粘着シートでは、特定の粘着面で、被着体に対しての強接着性を発揮させる点から、第一の粘着剤及びその他の粘着剤のうち、少なくとも一以上の粘着剤が、微粒子を含む粘着剤(微粒子含有粘着剤、微粒子含有粘着剤部)であることが好ましい。
【0102】
特に、微粒子含有粘着剤は、粘着テープの生産性、生産時の環境への悪影響を抑制する点、特定の粘着面における被着体に対する接着性をより向上させる点から、炭素数2〜18のアルキル基を有するアルキル(メタ)アクリレートを含むモノマー混合物又はその部分重合物、光重合開始剤、微粒子、及び、多官能(メタ)アクリレートを含む粘着剤組成物により形成されることが好ましい。
【0103】
本発明の粘着シートにおいて、第一の粘着剤及びその他の粘着剤のうち、少なくとも一以上の粘着剤が微粒子含有粘着剤である場合、特定の粘着面に占める微粒子含有粘着剤から構成された領域の割合は、特に限定されないが、特定の粘着面の全面積に対して、15〜80%(面積%)が好ましく、より好ましくは30〜70%である。微粒子含有粘着剤から構成された領域が15%未満であると、粘着シートの接着性に悪影響を及ぼすおそれがある。一方、熱発泡剤含有粘着剤から構成された領域が80%を超えると、粘着シートの接着性が強くなりすぎ、粘着シートの解体性に悪影響を及ぼすおそれがある
【0104】
なお、第一の粘着剤及びその他の粘着剤のうち、少なくとも一以上の粘着剤は、熱発泡剤及び微粒子を含む粘着剤(熱発泡剤及び微粒子を含む粘着剤部)であってもよい。
【0105】
特に、第一の粘着剤及びその他の粘着剤は、接着性及び解体性の両特性をより高いレベルで得る点から、上記熱発泡剤含有粘着剤及び上記微粒子含有粘着剤であることが好ましい。すなわち、本発明の粘着シートは、第一の粘着剤としての熱発泡剤含有粘着剤から構成された領域(第一の粘着剤部としての熱発泡剤含有粘着剤部から構成された領域)と第二の粘着剤としての微粒子含有粘着剤粘着剤から構成された領域(第二の粘着剤部としての微粒子含有粘着剤粘着剤部から構成された領域)とが存在する特定の粘着面を有することが好ましい。
【0106】
熱発泡剤含有粘着剤から構成された領域と微粒子含有粘着剤から構成された領域とが存在する特定の粘着面において、熱発泡剤含有粘着剤から構成された領域と微粒子含有粘着剤から構成された領域との割合は、特に限定されないが、被着体に対する初期接着性及び加熱による熱解体性のバランスの点から、前者/後者で、20/80〜85/15が好ましく、より好ましくは25/75〜70/30である。
【0107】
本発明の粘着シートは、粘着剤を2種類以上含む粘着剤層であって、且つ、各粘着剤が特定の粘着面となる層表面で露出している粘着剤層(特定の粘着剤層)を有するが、該特定の粘着剤層の厚みは、特に限定されないが、接着性と解体性との両立の点から、30μm〜2000μmが好ましく、より好ましくは50μm〜1500μmである。
【0108】
上記特定の粘着剤層は、第一の粘着剤及びその他の粘着剤を含み、各粘着剤が特定の粘着面となる層表面で露出している構造を有するが、特定の粘着面となる層表面における各粘着剤の露出構造及び特定の粘着面での平滑性を容易に得ることができる点から、第一の粘着剤がその他の粘着剤により覆われるように設けられている構造を有することが好ましい。
【0109】
なお、上記より第一の粘着剤及びその他の粘着剤は上記熱発泡剤含有粘着剤及び上記微粒子含有粘着剤であることが好ましいので、上記特定の粘着剤層は、例えば、上記熱発泡剤含有粘着剤及び上記微粒子含有粘着剤を含み、上記熱発泡剤含有粘着剤が上記微粒子含有粘着剤により覆われるように設けられている構造を有することが好ましい。
【0110】
上記特定の粘着剤層は、単層構造であってもよいし、積層構造であってもよい。特に、特定の粘着面の形成しやすさや生産性の点から、特定の粘着面で露出する粘着剤同士が部分的に積層する積層構造が好ましい。
【0111】
本発明の粘着シートは、上記より、第一の粘着剤及びその他の粘着剤のうち、少なくとも一以上の粘着剤が熱発泡剤含有粘着剤であることが好ましいが、該熱発泡剤含有粘着剤の厚みは、特に限定されないが、粘着特性とコスト等の点から、10〜300μmが好ましく、より好ましくは30〜200μmである。また、熱発泡剤含有粘着剤の厚みは、特定の粘着剤層の厚みと同じあってもよい。さらに、熱発泡剤含有粘着剤が特定の粘着剤層中に2以上含まれる場合、全ての熱発泡剤含有粘着剤が同じ厚みであってもよいし、異なっていてもよい。なお、熱発泡剤含有粘着剤が特定の粘着剤層中に2以上含まれる場合、熱発泡剤含有粘着剤の厚みは、最大の厚みを有する熱発泡剤含有粘着剤の厚みである。また、熱発泡剤含有粘着剤の厚みが一定でない場合、最大厚みを熱発泡剤含有粘着剤の厚みとする。
【0112】
本発明の粘着シートは、上記より、第一の粘着剤及びその他の粘着剤のうち、少なくとも一以上の粘着剤が微粒子含有粘着剤であることが好ましいが、該微粒子含有粘着剤の厚みは、特に限定されないが、30〜2000μmが好ましく、より好ましくは50〜1500μmである。また、微粒子含有粘着剤の厚みは、特定の粘着剤層の厚みと同じあってもよい。さらに、微粒子含有粘着剤が特定の粘着剤層中に2以上含まれる場合、全ての微粒子含有粘着剤が同じ厚みであってもよいし、異なっていてもよい。なお、微粒子含有粘着剤が特定の粘着剤層中に2以上含まれる場合、微粒子含有粘着剤の厚みは、最大の厚みを有する微粒子含有粘着剤の厚みである。また、微粒子含有粘着剤の厚みが一定でない場合、最大厚みを微粒子含有粘着剤の厚みとする。
【0113】
また、本発明の粘着シートは、粘着面がセパレーターにより保護されていてもよい。このようなセパレーターとしては、少なくとも一方の面が平滑な面である限り特に限定されないが、例えば、基材(セパレーター用基材)の少なくとも一方の表面側に剥離処理剤による剥離処理層が形成されているセパレーターの他、フッ素系ポリマー(例えば、ポリテトラフルオロエチレン、ポリクロロトリフルオロエチレン、ポリフッ化ビニル、ポリフッ化ビニリデン、テトラフルオロエチレン−ヘキサフルオロプロピレン共重合体、クロロフルオロエチレン−フッ化ビニリデン共重合体等)からなる低接着性基材や、無極性ポリマー(例えば、ポリエチレン、ポリプロピレン等のオレフィン系樹脂など)からなる低接着性基材などが挙げられる。
【0114】
上記セパレーター用基材の少なくとも一方の表面側に剥離処理層が形成されているセパレーターにおけるセパレーター用基材としては、ポリエステルフィルム(ポリエチレンテレフタレートフィルム等)、オレフィン系樹脂フィルム(ポリエチレンフィルム、ポリプロピレンフィルム等)、ポリ塩化ビニルフィルム、ポリイミドフィルム、ポリアミドフィルム(ナイロンフィルム)、レーヨンフィルムなどのプラスチック系基材フィルム(合成樹脂フィルム)や紙類(上質紙、和紙、クラフト紙、グラシン紙、合成紙、トップコート紙など)の他、これらを、ラミネートや共押し出しなどにより、複層化したもの(2〜3層の複合体)等が挙げられる。中でも、ポリエステルフィルムが好ましく、より好ましくはポリエチレンテレフタレート(PET)フィルムである。また、剥離処理層を構成する剥離処理剤としては、特に限定されないが、例えば、シリコーン系剥離処理剤、フッ素系剥離処理剤、長鎖アルキル系剥離処理剤などが挙げられる。なお、剥離処理剤は、単独で、又は2種以上を組み合わせて用いられる。
【0115】
セパレーターは、光透過性を有することが好ましい。また、セパレーターの厚みは、強度の観点から、10〜200μmが好ましく、より好ましくは20〜100μmである。なお、セパレーターは、単層、積層の何れの形態を有していてもよい。
【0116】
セパレーターの表面粗さ(特に特定の粘着面と接する側の表面の表面粗さ)(算術平均粗さ Ra)は、特に限定されないが、1μm以下が好ましく、より好ましくは0.5μm以下である。本発明の粘着シートを作製する際に、表面粗さの小さいセパレーター上に粘着剤組成物を塗布してから特定の粘着剤層を形成すると、平滑性に優れる特定の粘着面を容易に得ることできる。さらに、本発明の粘着シートの特定の粘着面が表面粗さの小さいセパレーターにより保護されていると、保存中に表面が荒れることを防止でき、また、セパレーターの表面構造を特定の粘着面に転写させて、特定の粘着面をより平滑にできる。
【0117】
上記より、本発明の粘着シートは、基材の少なくとも片面に粘着剤層を有する基材付きタイプの粘着シートであってもよいが、基材付きタイプである場合に用いられる基材としては、例えば、ポリエチレンテレフタレートフィルム等のポリエステルフィルム、ポリエチレンフィルム、ポリプロピレンフィルム等のオレフィン系樹脂フィルム、ポリ塩化ビニルフィルム、ポリイミドフィルム、ポリアミドフィルム(ナイロンフィルム)、レーヨンフィルムなどのプラスチック系基材フィルム(合成樹脂フィルム);上質紙、和紙、クラフト紙、グラシン紙、合成紙、トップコート紙など紙類;これらを、ラミネートや共押し出しなどにより、複層化したもの(2〜3層の複合体)などが挙げられる。なお、基材の厚みは、強度の観点から、10〜200μmが好ましく、より好ましくは20〜100μmである。
【0118】
また、本発明の粘着シートが両面粘着シートである場合、一方の面のみが特定の粘着面である両面粘着シートであってもよいが、本発明の粘着シートが一方の面のみが特定の粘着面である両面粘着シートである場合における特定の粘着面以外の粘着面を提供する粘着剤層としては、例えば、公知の粘着剤層(例えば、アクリル系粘着剤層、ゴム系粘着剤層、ビニルアルキルエーテル系粘着剤層、シリコーン系粘着剤層、ポリエステル系粘着剤層、ポリアミド系粘着剤層、ウレタン系粘着剤層、フッ素系粘着剤層、エポキシ系粘着剤層など)や、特定の粘着面を提供する粘着剤の形成に用いられる上記粘着剤組成物から得られる粘着剤層などが挙げられる。
【0119】
以下、本発明の粘着シートの具体的態様を、必要に応じて図面を参照しつつ説明する。なお、本発明の粘着シートは、下記の具体的態様に限定されない。
【0120】
本発明の粘着シートの具体的態様の一例を図1及び図2に示す。図1はこの具体的態様の概略図であり、図2はこの具体的態様の断面概略図である。この態様の粘着シート(粘着テープ)は、3つの長さ方向に筋状の粘着剤から構成された領域から構成され、これらの3つ領域のうち端部の2つの領域を構成する粘着剤が共通する特定の粘着面を有する。
【0121】
図1及び図2において、1は粘着テープ(粘着シート)であり、11は特定の粘着剤層であり、111は第一の粘着剤(第一の粘着剤部)であり、112は第二の粘着剤(第二の粘着剤部)であり、12はセパレーターである。第一の粘着剤111と第二の粘着剤112は、異なる組成の粘着剤である。
【0122】
図1に示すように、粘着テープ1の特定の粘着面では、第一の粘着剤111による領域が2つ存在し、第二の粘着剤112による領域が1つ存在する。このように、粘着剤から構成された領域が3つ存在する。また、粘着テープ1の特定の粘着面では、第一の粘着剤111から構成された領域と第二の粘着剤112から構成された領域との間で段差はなく面一であり、全体として平滑である。さらに、粘着テープ1の特定の粘着面における粘着剤から構成された領域の形状は、長さ方向に筋状である。
【0123】
図2に示すように、粘着テープ1の特定の粘着剤層11は、第一の粘着剤111及び第二の粘着剤112から構成され、部分的に第一の粘着剤111と第二の粘着剤112の積層構造を有する。粘着テープ1の特定の粘着剤層11を特定の粘着面側からみると、第一の粘着剤111は第二の粘着剤112に覆われている。また、特定の粘着剤層11では、第二の粘着剤112の凸部の両側に第一の粘着剤111が積層されている。第一の粘着剤111は、凹凸のないシート状粘着剤であり、第二の粘着剤112の凸部と同じ厚みを有する。また、第二の粘着剤112は、中央部に長さ方向ライン状の凸部を有するシート状粘着剤である。いいかえれば、粘着テープ1の特定の粘着剤層11は、一方の表面の幅方向の両端に長さ方向に筋状の凹部を有する第二の粘着剤112に、該凹部を埋める形態で第一の粘着剤111が設けられている構造を有し、さらに凹部を埋める形態で第一の粘着剤111が設けられている側の表面が平坦である。また、粘着テープ1では、特定の粘着剤層11は第二の粘着剤112の一方の面側に2つの第一の粘着剤111が設けられている構造を有し、第一の粘着剤111が設けられている側の特定の粘着剤層11表面は平滑である。
【0124】
さらに、本発明の粘着シートの具体的態様の他の例を図3及び図4に示す。図3はこの具体的態様の概略図であり、図4はこの具体的態様の断面概略図である。図3及び4において、2は粘着テープ(粘着シート)であり、11は特定の粘着剤層であり、111は第一の粘着剤であり、112は第二の粘着剤であり、12はセパレーターである。特定の粘着剤層11は第一の粘着剤111及び第二の粘着剤112からなる。第一の粘着剤111と第二の粘着剤112は、異なる組成の粘着剤である。
【0125】
粘着テープ2の特定の粘着面では、第一の粘着剤111による領域が3つ存在し、第二の粘着剤112による領域が2つ存在する。このように、粘着剤から構成された領域が5つ存在する。また、粘着テープ2の特定の粘着面では、粘着剤から構成された領域が2種類存在する。さらに、粘着テープ2の特定の粘着面では、第一の粘着剤111と第二の粘着剤112との間で段差はなく面一であり、全体として平滑である。また、粘着テープ2の特定の粘着面における粘着剤から構成された領域の形状は長さ方向に筋状である。
【0126】
図4に示すように、粘着テープ2の特定の粘着剤層11は、第一の粘着剤111及び第二の粘着剤112から構成され、部分的に第一の粘着剤111と第二の粘着剤112の積層構造を有する。粘着テープ2の特定の粘着剤層11を特定の粘着面側からみると、第一の粘着剤111は第二の粘着剤112に覆われている。また、特定の粘着剤層11では、第二の粘着剤112の凸部の両側に、第一の粘着剤111が積層されている。第一の粘着剤111は、凹凸のないシート状粘着剤であり、第二の粘着剤112の凸部と同じ厚みを有する。また、粘着剤112は、長さ方向ライン状の凸部を2つ有するシート状粘着剤である。いいかえれば、粘着テープ2の特定の粘着剤層11は、一方の表面の幅方向の中央部及び両端に長さ方向に筋状の凹部を有する第二の粘着剤112に、該凹部を埋める形態で第一の粘着剤111が設けられている構造を有し、さらに凹部を埋める形態で第一の粘着剤111が設けられている側の表面が平坦である。また、粘着テープ2では、特定の粘着剤層11は第二の粘着剤112の一方の面側に3つの第一の粘着剤111が設けられている構造を有し、第一の粘着剤111が設けられている側の特定の粘着剤層11表面は平滑である。
【0127】
上記粘着シート1や上記粘着シート2などの、第一の粘着剤から構成された領域と第二の粘着剤から構成された領域とが存在し、第一の粘着剤から構成された領域の形状及び第二の粘着剤から構成された領域の形状が長さ方向に筋状であり、且つ平滑である粘着面を有する上記粘着シートにおいて、上記第一の粘着剤111などの第一の粘着剤の厚みは、特に限定されないが、10〜300μmが好ましく、より好ましくは30〜200μmであり、また、上記第二の粘着剤112などの第二の粘着剤の厚み(最大厚み)は、特に限定されないが、30〜2000μmが好ましく、より好ましくは50〜1500μmである。さらに、上記粘着面において、形状が長さ方向に筋状である上記第一の粘着剤の筋1本の幅(形状が長さ方向に筋状である上記第一の粘着剤の領域の幅)は、特に限定されないが、1mm〜500mmが好ましく、より好ましくは3mm〜250mmである。さらにまた、上記粘着面において、形状が長さ方向に筋状である上記第二の粘着剤の筋1本の幅(形状が長さ方向に筋状である上記第二の粘着剤の領域の幅)は、特に限定されないが、幅方向で、1mm〜500mmが好ましく、より好ましくは3〜250mmである。
【0128】
なお、上記粘着シート1や上記粘着シート2などの本発明の粘着シートの幅は、特に限定されないが、5〜1000mmが好ましく、より好ましくは10〜500mmである。
【0129】
本発明の粘着シートは、特に限定されないが、第一の粘着剤を形成する粘着剤組成物及びその他の粘着剤を形成する粘着剤組成物を設ける工程1、第一の粘着剤から構成された領域と上記第一の粘着剤以外の粘着剤から構成された領域とが存在し且つ平滑である粘着面を有する粘着テープ又はシートを得る工程2を含む製造方法により得られることが好ましい。特に、工程2では、重合に付して、第一の粘着剤から構成された領域と上記第一の粘着剤以外の粘着剤から構成された領域とが存在し且つ平滑である粘着面を有する粘着テープ又はシートを得ることが好ましい。なお、「第一の粘着剤を形成する粘着剤組成物」を「第一の粘着剤組成物」と称する場合があり、また、「その他の粘着剤を形成する粘着剤組成物」を「その他の粘着剤組成物」と称する場合がある。
【0130】
第一の粘着剤組成物やその他の粘着剤組成物等の粘着剤組成物は、ベースポリマーあるいはベースポリマーを形成するモノマー成分とともに、熱発泡剤、微粒子、重合開始剤、その他添加剤等を必要に応じて選択して、公知の手法を用いて、混合して調製される。また、粘度調整などの必要に応じて、モノマー成分を一部重合させてもよい。
【0131】
例えば、熱発泡剤含有粘着剤を形成する粘着剤組成物(熱発泡剤含有粘着剤組成物)は、モノマー成分、熱発泡剤、重合開始剤、その他添加剤等を必要に応じて選択して、公知の手法を用いて、混合して調製される。また、微粒子含有粘着剤を形成する粘着剤組成物(微粒子含有粘着剤組成物)は、モノマー成分、微粒子、重合開始剤、その他添加剤等を必要に応じて選択して、公知の手法を用いて、混合して調製される。
【0132】
微粒子含有粘着剤組成物の調製例の一例を挙げて、粘着剤組成物の調製例を詳細に説明する。なお、粘着剤組成物の調製方法はこの調整例に限定されるものではない。例えば、微粒子含有粘着剤組成物は、(i)ベースポリマーを形成するためのモノマー成分及び光重合開始剤を混合して混合物(モノマー混合物と光重合開始剤の混合物)を調製し、(ii)該混合物に対して、必要に応じて活性エネルギー線重合反応(例えば、紫外線重合)を行って、一部のモノマー成分のみが重合した組成物(シロップ)を調製し、(iii)得られたシロップに微粒子、必要に応じて添加剤を配合することにより調製される。さらに、気泡を含有させる場合には、(iv)(iii)で得られた配合物に、気泡を導入して混合させる。なお、「シロップ」とは、「シロップ状の組成物」を意味する。
【0133】
微粒子含有粘着剤組成物に気泡を安定的に混合して存在させる観点からは、例えば上記の調製方法のように、気泡は組成物中に最後の成分として配合し混合させることが好ましい。また、気泡を安定して混合させる観点では、気泡を混合する前の配合物(例えば、上記(iii)で得られた配合物)の粘度を高くすることが好ましい。気泡を混合する前の配合物の粘度としては、特に限定されないが、例えば、5〜50Pa・s(BH粘度計、ローター:No.5ローター、回転数:10rpm、測定温度:30℃)が好ましく、より好ましくは10〜40Pa・sである。粘度が5Pa・s未満では、粘度が低すぎて混合した気泡がすぐに合一して系外に抜けてしまう場合があり、50Pa・sを超えると、粘度が高すぎてポリマー層の塗工による形成が困難となる場合がある。なお、上記粘度は、例えば、アクリルゴム、増粘性添加剤などの各種ポリマー成分を配合する方法、ベースポリマーを形成するためのモノマー成分を一部重合させる方法などにより、調整することができる。
【0134】
上記気泡を混合する方法としては、特に限定されず、公知の気泡混合方法を利用することができる。例えば、装置の例としては、中央部に貫通孔を有する円盤上に細かい歯が多数ついたステータと、上記歯のついているステータと対向しており円盤上にステータと同様に細かい歯がついているロータとを備えた装置などが挙げられる。この装置におけるステータ上の歯とロータ上の歯との間に気泡を混合させる配合物を導入し、ロータを高速回転させながら、貫通孔を通して気泡を形成させるためのガス成分(気泡形成ガス)を導入させることにより、気泡形成ガスが細かく分散され混合された組成物を得ることができる。
【0135】
特に、上記粘着シートの製造方法の工程1では、上記セパレーター上に第一の粘着剤を形成する粘着剤組成物及びその他の粘着剤を形成する粘着剤組成物を設けることがより好ましい。特定の粘着面で粘着剤から構成された領域間で段差が生じることを抑制でき、平滑性に優れる特定の粘着面を容易に得ることできる点、重合反応を阻害する空気中の酸素を遮断できる点、さらに作製された粘着シートの粘着面を保護する点からである。
【0136】
すなわち、本発明の粘着シートは、セパレーター上に、第一の粘着剤を形成する粘着剤組成物及びその他の粘着剤を形成する粘着剤組成物を設ける工程1、第一の粘着剤から構成された領域とその他の粘着剤から構成された領域とが存在し且つ平滑である粘着面を有する粘着シートを得る工程2を含む製造方法により得られることがより好ましい。
【0137】
また、上記粘着シートの製造方法の工程1は、セパレータ上に部分的に第一の粘着剤を形成する粘着剤組成物を設けてから、第一の粘着剤を形成する粘着剤組成物を覆うようにその他の粘着剤を形成する粘着剤組成物を設ける工程であることが好ましい。第一の粘着剤を形成する粘着剤組成物及びその他の粘着剤を形成する粘着剤組成物をセパレーター上に容易に設けることができ、セパレーターの平滑性を利用して、第一の粘着剤から構成された領域とその他の粘着剤から構成された領域とが存在し、且つ平滑である粘着面を有する粘着シートを作製できるからである。
【0138】
以下、本発明の粘着シートの製造方法の具体的態様の一例を、必要に応じて、図面を参照しつつ説明する。図5は、本発明の粘着シートの製造方法の具体的態様の一例を示す模式図である。
【0139】
この粘着シートの製造方法の具体的態様は、セパレーター上に部分的に第一の粘着剤を形成する粘着剤組成物を設けてから、第一の粘着剤を形成する粘着剤組成物を覆うように第二の粘着剤を形成する粘着剤組成物を設ける工程、重合に付して、第一の粘着剤から構成された領域と第二の粘着剤から構成された領域とが存在し且つ平滑である粘着面を有する粘着テープ又はシートを得る工程を含む。なお、「第二の粘着剤を形成する粘着剤組成物」を「第二の粘着剤組成物」と称する場合がある。
【0140】
この具体的態様によれば、粘着剤から構成された領域が2つ以上存在し、2種類の粘着剤から構成された領域が存在し、粘着剤から構成された領域の形状が長さ方向に筋状であり、且つ平滑である粘着面を有する粘着シートが得られる。この具体的態様によれば、様々なタイプの粘着シートが得られ、例えば、図1及び図2で示す粘着シート、図3及び図4で示す粘着シート、図9及び図10で示す粘着シート、図15及び図16で示す粘着シートなどが得られる。
【0141】
図5において、Aはロールナイフコーターであり、Bは2本ロールコーターであり、Cは硬化装置(重合装置)である。また、51は第一の粘着剤組成物であり、52は第一の粘着剤(第一の粘着剤部)であり、53は第二の粘着剤組成物であり、54は第二の粘着剤(第二の粘着剤部)であり、55は特定の粘着剤層であり、56は粘着シートであり、57aはセパレーターであり、57bはセパレーターである。さらに、60は工程ロールであり、61は堰板である。粘着シート56において、セパレーター57a側の面が特定の粘着面に相当する。さらに、図5の進行方向は、セパレーターが動いていく方向である。なお、セパレーター57a及びセパレーター57bは、表面が平滑なセパレーターである。また、セパレーター57a及びセパレーター57bは、使用前はロール上に巻回された常態で保存されており、当該巻回体から繰り出して用いられることが多い。
【0142】
まず、セパレーター57aが繰り出され、ロールナイフコーターAにより、セパレーター57a上に第一の粘着剤組成物が部分的に設けられる(工程(1))。図6は、本発明の粘着シートの製造方法の具体的態様の一例の工程(1)の態様を示す平面図である。図6において、Aはロールナイフコーターであり、51は第一の粘着剤組成物であり、57aはセパレーターである。また、図6中の進行方向はセパレーター57aが動いていく方向を示す。工程(1)では、図6に示すように、ロールナイフコーターを用いて、第一の粘着剤組成物が長さ方向に筋状に塗布され、セパレーター57a上に長さ方向に筋状の第一の粘着剤組成物が2つ形成される。
【0143】
上記ロールナイフコーターAは、ギャップの一部を埋めることにより、第一の粘着剤組成物を部分的に設けないようにしている。また、ギャップを調整することにより、第一の粘着剤組成物の厚さを調整することができる。これらのことより、粘着シート56において、第一の粘着剤52の数、幅、厚みを調整できる。
【0144】
次に、2本ロールコーターBにより、上記で得たシート(セパレーター57a上に長さ方向に筋状の第一の粘着剤組成物が部分的に2つ設けられているシート)の第一の粘着剤組成物を覆うように第二の粘着剤組成物が設けられる(工程(2))。
【0145】
上記2本ロールコーターBは、2つの工程ロール60と、堰板61と、液溜め(粘着剤組成物の液溜め)とからなる。工程(2)では、2本ロールコーターBにより、上記で得たシートの第一の粘着剤組成物が設けられている側の面を、液溜め中の第二の粘着剤組成物と接触させて、セパレーター57aとセパレーター57bとの間に第一の粘着剤組成物を覆うように第二の粘着剤組成物が導入されるが、2本ロールコーターBにおける2本の工程ロール60間の距離を調節することにより、粘着シート56において、第二の粘着剤54の厚みを調整できる。
【0146】
図7及び図8は、当該具体的態様の工程(2)終了後に得られた積層シートの概略図である。図7は当該具体的態様の工程(2)終了後に得られた積層シートの平面概略図(セパレータ57a側の平面概略図)であり、図8は当該具体的態様の工程(2)終了後に得られた積層シートの断面概略図(図7のA−A’線に沿った断面概略図)である。また、図7及び8において、51は第一の粘着剤組成物であり、53は第二の粘着剤組成物であり、57aはセパレーターであり、57bはセパレーターである。なお、図7において、表面にセパレーター57aを有するが、記載を省略している。
【0147】
工程(1)でロールナイフコーターAのギャップを埋める部分の幅を調整して、第一の粘着剤組成物の幅や数を調整することや、工程(2)で第一の粘着剤組成物を覆う第二の粘着剤組成物の幅を調整することにより、作製された粘着シート56の特定の粘着面での第一の粘着剤から構成された領域と第二の粘着剤から構成された領域との割合を容易に調整することができる。
【0148】
最後に、上記で得られた積層シート(工程(2)終了後に得られた積層シート、図7及び図8参照)を、硬化装置Cにより重合に付して、第一の粘着剤組成物及び第二の粘着剤組成物を硬化させて、第一の粘着剤及び第二の粘着剤を形成し、第一の粘着剤から構成された領域と第二の粘着剤から構成された領域とが存在し、且つ平滑である粘着面を有する粘着シートを得る(工程(3))。
【0149】
硬化装置Cとしては、特に限定されないが、例えば、活性エネルギー線照射装置(好ましくは紫外線照射装置やエックス線照射装置など)、加熱装置、活性エネルギー線照射機能及び加熱機能を兼ね備える装置などが挙げられる。特に、硬化装置Cとしては、本発明の粘着シートの製造方法では、作業性、環境面、重合時間を短くすることができる点から、光重合法を採用することが好ましいので、活性エネルギー線照射装置や活性エネルギー線照射機能及び加熱機能を兼ね備える装置が好ましい。なお、工程(3)で乾燥工程を設ける場合には活性エネルギー線照射機能及び加熱機能を兼ね備える装置が好ましい。
【0150】
工程(3)における活性エネルギー線の照射は、粘着剤組成物が十分に硬化する限り特に限定されず、照度や照射時間を適宜選択できる。活性エネルギー線の照射条件としては、工程速度や粘着剤組成物の組成、粘着剤組成物の厚みにもよるが、例えば、10〜3000mJ/cm2である。
【0151】
図9及び10は、当該具体的態様の工程(3)終了後に得られた粘着シートを示す概略図である。図9は当該具体的態様の工程(3)終了後に得られた粘着シートの平面概略図(セパレーター57a側の平面図、特定の粘着面側の平面図)であり、図10は当該具体的態様の工程(3)終了後に得られた粘着シートの断面概略図である(図9のB−B’線に沿った断面概略図)である。また、52は第一の粘着剤であり、54は第二の粘着剤であり、55は特定の粘着剤層であり、56は粘着シートであり、57aはセパレーターであり、57bはセパレーターである。この粘着シートは、両面粘着シートであり、セパレーター57a側の面が特定の粘着面である。なお、図9において、表面にセパレーター57aを有するが、記載を省略している。
【0152】
上記粘着シート56は、(i)粘着剤から構成された領域間の段差がなく、平滑である粘着面であって、(ii)2つの第一の粘着剤の長さ方向に筋状の領域及び3つの第二の粘着剤の長さ方向に筋状の領域からなる5つの粘着剤の長さ方向に筋状の領域が存在し、(iii)該5つの粘着剤の長さ方向に筋状の領域が、幅方向の端部から順に、第二の粘着剤の長さ方向に筋状の領域、第一の粘着剤の長さ方向に筋状の領域、第二の粘着剤の長さ方向に筋状の領域、第一の粘着剤の長さ方向に筋状の領域、第二の粘着剤の長さ方向に筋状の領域である粘着面を有する。粘着シート56において、粘着剤から構成された領域間の段差がなく、平滑である粘着面を有するのは、工程(1)及び工程(2)において第一の粘着剤組成物及び第二の粘着剤組成物が設けられるセパレーター57aの表面が平滑であること、及び、工程(2)で第二の粘着剤組成物が第一の粘着剤組成物を覆うように設けられることによる。
【0153】
また、上記粘着シート56の特定の粘着剤層55は、2つの第一の粘着剤52及び1つの第二の粘着剤54を含み、セパレーター57a側の表面で、全ての粘着剤(2つの第一の粘着剤52及び1つの第二の粘着剤54)が露出している構造を有する。上記粘着シート56の特定の粘着剤層55は、2つの第一の粘着剤52が1つの第二の粘着剤54により覆われている構造を有し、さらに、平滑であり、且つ全ての粘着剤が露出している表面を有する。いいいかえれば、上記粘着シート56では、特定の粘着剤層55が1つの第二の粘着剤54上に2つの第一の粘着剤52が設けられている構造を有し、第一の粘着剤52が設けられている側の特定の粘着剤層55の表面が平滑である。
【0154】
さらに、上記粘着シート56において、特定の粘着剤層55は、2つのシート状の第一の粘着剤52と、表面に2つの長さ方向に筋状の凹部を有するシート状の第二の粘着剤54とから構成され、第二の粘着剤54の凹部に第一の粘着剤52が設けられている構造を有する。上記特定の粘着剤層55では、第一の粘着剤52は、第二の粘着剤54の凹部に入り込んで、第二の粘着剤54の凹部を埋めており、特定の粘着剤層55の一方の表面を平坦にしている。
【0155】
上記粘着シートの製造方法の具体的態様における工程速度は、特に限定されないが、遅すぎると生産性の点で問題が生じ、速すぎると粘着剤組成物の硬化が不十分となるおそれがある。このため、工程速度は、0.1〜100m/分が好ましく、より好ましくは1〜80m/分である。
【0156】
なお、工程(1)と工程(2)との間で硬化工程を設ける場合、用いられる装置としては、特に限定されないが、例えば、紫外線照射装置等の活性エネルギー線照射装置などの上記硬化装置Cなどが挙げられる。また、この硬化工程では、空気中の酸素との接触による反応阻害を抑制する点から、粘着剤組成物表面をカバーフィルムで被覆してもよい。
【0157】
さらに、上記粘着シートの製造方法の具体的態様では、熱乾燥工程、セパレーターを剥離する工程、剥離したセパレーターを再貼付する工程、粘着シートをロール状に巻き取る工程、粘着シートを適切な幅に切断する工程などの各種工程を備えていてもよい。
【0158】
上記粘着シートの製造方法は、特に生産速度、製造コスト、粘着剤組成物の物性の影響を受けにくいこと、粘着剤から構成された領域調整のしやすさの点でメリットがある。
【0159】
本発明の粘着シートは、特定の粘着面を有するので、接合時には高い常態接着力を発揮し、なおかつ、使用後、容易に接着力を低下させることでき、被着体と粘着シートとの分離が容易であり、解体性に優れる。特に、本発明の粘着シートは、熱発泡剤含有粘着剤から構成された領域及び微粒子含有粘着剤から構成された領域の両方の領域が存在する特定の粘着面を有していると、より高い常態接着力を発揮し、より解体性にすぐれる。
【0160】
本発明の粘着シートが用いられる被着体の素材としては、特に限定されないが、例えば、ポリカーボネート、ポリプロピレン、ポリエステル、ポリスチレン、フェノール樹脂、エポキシ樹脂、ポリウレタン、ABS、アクリル樹脂等の各種樹脂;鉄、アルミニウム、銅、ニッケル及びこれらの合金等の各種金属;これらの複合素材などが挙げられる。また、本発明の粘着シートは、被着体表面が凹凸形状や曲線形状を有していても良好な接着性を発揮する。
【0161】
本発明の粘着シートは、自動車、機械部品、電化製品、建材等の各種分野の部材接合に好適に用いられる。特に、リサイクルやリワーク等を目的として解体する際に、本発明の粘着シートの解体性が有用であるからである。
【実施例】
【0162】
以下に、実施例に基づいて本発明をより詳細に説明するが、本発明はこれらの実施例に限定されない。
【0163】
(熱発泡剤含有粘着剤組成物の調製例1)
2−エチルヘキシルアクリレート:90重量部、アクリル酸:10重量部、光重合開始剤(商品名「イルガキュア184」、BASF社製):0.05重量部、光重合開始剤(商品名「イルガキュア651、BASF社製」):0.05重量部を、4つ口フラスコに投入し、窒素雰囲気下で紫外線に暴露して光重合させることにより、重合率7%の部分重合物(モノマーシロップ)を得た。
該部分重合物に、熱発泡剤(熱膨張性微小球、商品名「エクスパンセル 051DU40」、エクスパンセル社製):30重量部、トリメチロールプロパントリアクリレート:0.2重量部を添加し、均一に混合して、熱発泡剤含有粘着剤組成物を得た。
【0164】
(微粒子含有粘着剤組成物の調製例1)
2−エチルヘキシルアクリレート:90重量部、アクリル酸:10重量部、光重合開始剤(商品名「イルガキュア184」、BASF社製):0.05重量部、光重合開始剤(商品名「イルガキュア651、BASF社製」):0.05重量部を、4つ口フラスコに投入し、窒素雰囲気下で紫外線に暴露して光重合させることにより、重合率7%の部分重合物(モノマーシロップ)を得た。
該部分重合物に、1,6−ヘキサンジオールジアクリレート:0.08重量部、中空ガラスビーズ(商品名「フジバルーン N−40」、平均粒径:40μm、富士シリシア化学株式会社製):9.0重量部を添加し、プロペラミキサーを用いて均一に混合して、微粒子含有粘着剤組成物を得た。
【0165】
(セパレーターの使用例1)
セパレーターとして、一方の面がシリコン系離型処理剤で離型処理されたポリエステルフィルム(商品名「MRN−38」、三菱樹脂社製、シリコン系離型処理剤で離型処理された面の表面粗さ(Ra):0.045μm)を用いた。このセパレーターをセパレーター(A)とした。
【0166】
(セパレーターの使用例2)
セパレーターとして、一方の面がシリコン系離型処理剤で離型処理されたポリエステルフィルム(商品名「MRF−38」、三菱樹脂社製、シリコン系離型処理剤で離型処理された面の表面粗さ(Ra):0.044μm)を用いた。このセパレーターをセパレーター(B)とした。
【0167】
(実施例1)
上記工程(1)〜(3)を含む粘着シートの製造方法の具体的態様(図5の装置を使用)により、粘着シートを作製した。
工程(1):熱発泡剤含有粘着剤組成物を、セパレーター(B)の離型処理された面上に、硬化後の厚み(図16の距離cに相当)が100μmであり、塗布幅(図11〜16の距離bに相当、ロールナイフコーターでセットした塗布液の塗布幅、トータル幅)が30mm、熱発泡剤含有粘着剤組成物が塗布されていない部分の幅(ドライ部分の幅、図11〜16の距離aに相当)が中央に5mmとなるように調整したロールナイフコーター(図5のロールナイフコーターAに相当)にて塗布し、セパレーターの離型処理された面上に長さ方向に筋状の熱発泡剤含有粘着剤組成物を2つ有するシートを得た(図11及び図12参照)。
図11及び図12は、実施例で用いた粘着シートの製造方法の具体的態様の工程(1)終了後に得られたシートの概略図である。図11は実施例で用いた粘着シートの製造方法の具体的態様の工程(1)終了後に得られたシートの平面概略図(熱発泡剤含有粘着剤組成物を設けた側の平面概略図)であり、図12は実施例で用いた粘着シートの製造方法の具体的態様の工程(1)終了後に得られたシートの断面概略図(図11のC−C’線に沿った断面概略図)である。図11及び図12において、90bはセパレーター(B)であり、91は熱発泡剤含有粘着剤組成物である。また、aは熱発泡剤含有粘着剤組成物が塗布されていない部分の幅(ドライ部分の幅)であり、bは塗布幅である。
【0168】
工程(2):工程(1)で得たシート及びセパレーター(A)を、得られる粘着シートの粘着剤層のトータル厚み(合計厚み)(図16の距離dに相当)が500μmとなるようにギャップを調整した2本ロールコーター(図5の2本ロールコーターBに相当)に導入した。
そして、工程(1)で得た熱発泡剤含有粘着剤組成物を覆うように微粒子含有粘着剤組成物を設けて、セパレーター(A)とセパレーター(B)間に、微粒子含有粘着剤組成物と熱発泡剤含有粘着剤組成物から構成され、微粒子含有粘着剤組成物上に部分的に2つの熱発泡剤含有粘着剤組成物が積層されている積層体を得た(図13及び図14参照)。
図13及び図14は、実施例で用いた粘着シートの製造方法の具体的態様の工程(2)終了後に得られた積層体を含むシートの概略図である。図13は実施例で用いた粘着シートの製造方法の具体的態様の工程(2)終了後に得られた積層体を含むシートの平面概略図(セパレーター(B)側の平面概略図)であり、図14は実施例で用いた粘着シートの製造方法の具体的態様の工程(2)終了後に得られた積層体を含むシートの断面概略図(図13のD−D’線に沿った断面概略図)である。図13及び図14において、90aはセパレーター(A)であり、90bはセパレーター(B)であり、91は熱発泡剤含有粘着剤組成物であり、92は微粒子含有粘着剤組成物である。なお、図13では、セパレーター90aの記載を省略している。
工程(2)終了後に得られた積層体を含むシートは、一つの微粒子含有粘着剤組成物と二つの熱発泡剤含有粘着剤組成物とから構成されている。また、工程(2)終了後に得られた積層体を含むシートでは、セパレーター(B)側で幅方向の両端部から中央部にかけての一定の範囲に熱発泡剤含有粘着剤組成物が微粒子含有粘着剤組成物上に積層されている。さらに、工程(2)終了後に得られた積層体を含むシートのセパレーター(B)側の面は、幅方向の端部から順に熱発泡剤含有粘着剤組成物の長さ方向に筋状の領域、微粒子含有粘着剤組成物の長さ方向に筋状の領域、及び、熱発泡剤含有粘着剤組成物の長さ方向に筋状の領域から構成されている(図13及び図14参照)。
【0169】
工程(3):工程(2)で得た積層体を含むシートを、紫外線照射装置(図5の活性エネルギー線照射装置Cに相当)に導入し、積層体を含むシートの両面から、ブラックライトランプ(株式会社東芝製)を用いて、照度:5mW/cm2で、350nmの最大感度を有する紫外線(UV)を240秒間照射して、微粒子含有粘着剤組成物及び熱発泡剤含有粘着剤組成物を光硬化させて、特定の粘着面(形状が長さ方向に筋状である微粒子含有粘着剤から構成された領域と形状が長さ方向に筋状である熱発泡剤から構成された領域とが存在し、該微粒子含有粘着剤から構成された領域が幅方向の中央部に5mm幅で存在する1つの領域であり、該熱発泡剤含有粘着剤から構成された領域が幅方向の両端部に存在する2つの領域である粘着面、図15及び図16参照)を有し、30mm幅の粘着シートを得た。
図15及び図16は、実施例1の粘着シートの概略図である。図15は実施例1の粘着シートの平面概略図(セパレーター(B)側の平面概略図、特定の粘着面側の平面概略図)であり、図16は実施例1の粘着シートの断面概略図(図15のE−E’線に沿った断面概略図)である。図15及び図16において、90aはセパレーター(A)であり、90bはセパレーター(B)であり、101は熱発泡剤含有粘着剤(熱発泡剤含有粘着剤部)であり、102は微粒子含有粘着剤(微粒子含有粘着剤部)である。なお、図15では、セパレーター90aの記載を省略している。また、aはセパレーター(B)側の粘着面での微粒子含有粘着剤から構成された領域の幅を示し、bは粘着シートの幅を示し、cは熱発泡剤含有粘着剤の厚みを示し、dは粘着剤のトータル厚み(微粒子含有粘着剤の最大厚みでもある)を示す。
【0170】
なお、粘着シートの熱発泡剤含有粘着剤のゲル分率は、80重量%であった。
【0171】
(実施例2)
工程(1)において、熱発泡剤含有粘着剤組成物が塗布されていない部分の幅(ドライ部分の幅、距離aに相当)を10mmとしたこと以外は、実施例1と同様にして30mm幅の粘着シートを作製した。
【0172】
(実施例3)
工程(1)において、熱発泡剤含有粘着剤組成物が塗布されていない部分の幅(ドライ部分の幅、距離aに相当)を15mmとしたこと以外は、実施例1と同様にして30mm幅の粘着シートを作製した。
【0173】
(実施例4)
工程(1)において、熱発泡剤含有粘着剤組成物が塗布されていない部分の幅(ドライ部分の幅、距離aに相当)を12mmとしたこと以外は、実施例1と同様にして30mm幅の粘着シートを作製した。
【0174】
(実施例5)
工程(1)において、熱発泡剤含有粘着剤組成物が塗布されていない部分の幅(ドライ部分の幅、距離aに相当)を9mmとしたこと以外は、実施例1と同様にして30mm幅の粘着シートを作製した。
【0175】
(実施例6)
工程(1)において、熱発泡剤含有粘着剤組成物が塗布されていない部分の幅(ドライ部分の幅、距離aに相当)を6mmとしたこと以外は、実施例1と同様にして30mm幅の粘着シートを作製した。
【0176】
(比較例1)
熱発泡剤含有粘着剤組成物を、セパレーター(B)の離型処理された面上に、硬化後の厚みが100μmになるように塗布して熱発泡剤含有粘着剤層を形成し、該熱発泡剤含有粘着剤組成物層上に、層表面と離型処理された面とが接する形態で、セパレーター(A)を貼り合わせて、熱発泡剤含有粘着剤組成物層シートを得た。
熱発泡剤含有粘着剤組成物層シートの両面から、ブラックライトランプ(株式会社東芝製)を用いて、照度:5mW/cm2で、350nmの最大感度を有する紫外線(UV)を240秒間照射して、熱発泡剤含有粘着剤組成物層を光硬化させ、2枚のセパレーター間に熱発泡剤含有粘着剤層を有する熱発泡剤含有粘着シートを得た。
次に、微粒子含有粘着剤組成物を、セパレーター(A)の離型処理された面上に、硬化後の厚みが400μmになるように30mm幅で塗布して微粒子含有粘着剤層を形成し、該微粒子含有粘着剤組成物層上に、層表面と離型処理された面とが接する形態で、セパレーター(B)を貼り合わせて、30mm幅の微粒子含有粘着剤組成物層シートを得た。
微粒子含有粘着剤組成物層シートの両面から、ブラックライトランプ(株式会社東芝製)を用いて、照度:5mW/cm2で、350nmの最大感度を有する紫外線(UV)を240秒間照射して、微粒子含有粘着剤組成物層を光硬化させ、2枚のセパレーター間の微粒子含有粘着剤層を有する微粒子含有粘着シートを得た。
そして、熱発泡剤含有粘着シートを切断して、12.5mm幅の熱発泡剤含有粘着シートを2つ作製した。セパレーター(A)を剥がして熱発泡剤含有粘着剤層を露出させた該所定の幅の粘着シートを、それぞれ、セパレーター(B)を剥がして微粒子含有粘着剤層を露出させた30mm幅の微粒子含粘着剤組成物層シートの両側に貼り合わせ、中央部に長さ方向のライン状凹部を有する30mm幅の粘着シートを作製した。なお、該粘着シートの長さ方向のライン状凹部の幅(図17及び図18の距離eに相当)は5mmであった。
【0177】
図17及び図18に比較例1の粘着シートの概略図を示す。図17は比較例1の粘着シートの平面概略図(長さ方向のライン状凹部を有する側の平面概略図)であり、図18は比較例1の粘着シートの断面概略図(図17のF−F’線に沿った断面概略図)である。図17及び図18において、20は粘着シートであり、201はセパレーターであり、202は熱発泡剤含有粘着剤層であり、203は微粒子含有粘着剤層である。また、距離eは凹部の幅(2つの熱発泡剤含有粘着剤層の間の幅方向の距離)である。
【0178】
(比較例2)
熱発泡剤含有粘着シートを切断して、10mm幅の熱発泡剤含有粘着シートを2つ作製してから、該所定の幅の粘着シートを、それぞれ、30mm幅の微粒子含有粘着シートの両側に貼り合わせたこと以外は、比較例1と同様にして、中央部に長さ方向のライン状凹部を有する30mm幅の粘着シートを作製した。
なお、この中央部に長さ方向のライン状凹部を有する粘着シートの凹部の幅(距離eに相当)は10mmであった。
【0179】
(比較例3)
熱発泡剤含有粘着シートを切断して、7.5mm幅の熱発泡剤含有粘着シートを2つ作製してから、該所定の幅の粘着シートを、それぞれ、30mm幅の微粒子含有粘着シートの両側に貼り合わせたこと以外は、比較例1と同様にして、中央部に長さ方向のライン状凹部を有する30mm幅の粘着シートを作製した。
なお、この中央部に長さ方向のライン状凹部を有する粘着シートの凹部の幅(距離eに相当)は15mmであった。
【0180】
(比較例4)
比較例1と同様にして、熱発泡剤含有粘着シート及び微粒子含粘着シートを得た。
次に、熱発泡剤含有粘着シートを切断して、30mm幅の熱発泡剤含有粘着シートを作製した。また、微粒子含粘着シートを切断して、30mm幅の微粒子含粘着シートを作製した。セパレーター(A)を剥がして熱発泡剤含有粘着剤層を露出させた30mm幅の該熱発泡剤含有粘着シートを、セパレーター(B)を剥がして微粒子含有粘着剤層を露出させた30mm幅の微粒子含粘着シートに貼り合わせ、2枚のセパレーター間に熱発泡剤含有粘着剤層及び微粒子含有粘着剤層の積層構造を有する30mm幅の積層粘着シートを作製した。
【0181】
図19及び図20に比較例4の積層粘着シートの概略図を示す。図19は比較例4の積層粘着シートの平面概略図(熱発泡剤含有粘着層側の平面概略図)であり、図20は比較例4の積層粘着シートの断面概略図(図19のG−G’線に沿った断面概略図)である。
図19及び図20において、21は積層粘着シートであり、201はセパレーターであり、202は熱発泡剤含有粘着剤層であり、203は微粒子含有粘着剤層である。なお、図19では、一方の面側のセパレーターの記載を省略している。なお、この積層粘着シートは、中央部に長さ方向のライン状凹部を有することはない。
【0182】
(比較例5)
微粒子含有粘着剤組成物を、セパレーター(A)の離型処理された面上に、硬化後の厚さが500μmとなるように30mm幅で塗布して、微粒子含有粘着剤組成物層を形成し、層表面と離型処理された面が接する形態で、セパレーター(B)を貼り合わせて、30mm幅の微粒子含有粘着剤組成物層シートを得た。
次に、微粒子含有粘着剤組成物層シートの両面から、ブラックライトランプ(株式会社東芝製)を用いて、照度:5mw/cm2で、350nmの最大感度を有する紫外線(UV)を240秒間照射して、微粒子含有粘着剤組成層を光硬化させ、2枚のセパレーター間に微粒子含有粘着剤層を有する30mm幅の粘着シートを作製した。
【0183】
図21及び図22に比較例5の粘着シートの概略図を示す。図21は比較例5の粘着シートの平面概略図であり、図22は比較例5の粘着シートの断面概略図(図21のH−H’線に沿った断面概略図)である。図21及び図22において、22は粘着シートであり、201はセパレーターであり、203は微粒子含有粘着剤層である。図21では、一方の面側のセパレーターの記載を省略している。また、この粘着シートは、中央部に長さ方向のライン状凹部を有することはない。
【0184】
(評価)
実施例及び比較例について、下記の(初期接着力の測定方法)により、接着力を測定して、接着性を評価した。また、下記の(加熱解体性の評価方法)により、解体性を評価した。これらの結果を、表1に示した。
【0185】
実施例の粘着シートについては、熱発泡剤含有剤から構成された領域及び微粒子含有粘着剤から構成された領域を有する粘着面を特定の粘着面とした。比較例1〜3の中央部に長さ方向のライン状凹部を有する粘着シートについては、ライン状凹部を有する側の粘着面を特定の粘着面とした。比較例4の積層粘着シートについては、熱発泡剤含有粘着剤層により提供される粘着面を特定の粘着面とした。比較例5の粘着シートについては、任意で一方の粘着面を特定の粘着面とした。
【0186】
なお、実施例1〜6の特定の粘着面において、熱発泡剤含有剤から構成された領域と微粒子含有粘着剤から構成された領域との間で段差はなく、その段差は5μm以下と評価できた。
【0187】
実施例の特定の粘着面における熱発泡剤含有剤から構成された領域と微粒子含有粘着剤から構成された領域との間の段差は下記により求めた。
粘着シートを長さ:10cmにサンプリングして、表面粗さ計(装置名「P−15」、TENCER社製)により、長さ:2cm毎に幅方向の表面粗さを求めて、特定の粘着面での熱発泡剤含有剤から構成された領域と微粒子含有粘着剤から構成された領域との間の段差を求めたそして、求めた各段差を平均して、その粘着シートの特定の粘着面での熱発泡剤含有剤から構成された領域と微粒子含有粘着剤から構成された領域との間の段差とした。
【0188】
(初期接着力の測定方法)
特定の粘着面における初期接着力を測定した。
最初に、セパレーターを剥がして、特定の粘着面とは反対側の面の粘着面を露出させ、該露出した粘着面に、厚さ50μmの片面コロナ処理されたポリエチレンテレフタレートフィルム(PETフィルム、商品名「ルミラー ♯50」、東レ株式会社製)を、コロナ処理面と粘着面が接する形態で貼り合わせて、測定サンプル(厚さ50μmの片面コロナ処理されたPETフィルムを支持体とする粘着シート、幅30mm)を作製した。
次に、測定用サンプルの特定の面側のセパレーターを剥がし、測定用サンプルを被着体[ポリカーボネート板(PC板、透明、商品名「ポリカーボネートプレート」、タキロン株式会社製)をアルコールで洗浄したもの]に、23℃の雰囲気下、5kgローラー、一往復の条件で圧着して、23℃で30分間エージングした。
エージング後、23℃の雰囲気下で引張試験機(商品名「TG−1kN」、ミネベア社製)を用いて、引張速度:50mm/min、90°の剥離方向で被着体から測定サンプルを引き剥がすことにより、接着力としての90°引き剥がし接着強さを測定した。
【0189】
(接着性の評価)
上記の(初期接着力の測定方法)により測定した90°引き剥がし接着強さが20N/30mm以上の場合を良好(○)と評価し、一方、90°引き剥がし接着強さが20N/30mm未満の場合を不良(×)と評価した。
【0190】
(加熱解体性の評価)
特定の粘着面における加熱解体性を測定した。
粘着テープの特定の面側のセパレーターを剥がして、被着体[ポリカーボネート板(PC板、透明、商品名「ポリカーボネートプレート」、タキロン株式会社製)をアルコールで洗浄したもの]に、23℃の雰囲気下、5kgローラー、一往復の条件で圧着し、さらに、測定用サンプルの特定の面と反対側の面のセパレーターを剥がし、被着体[ポリカーボネート板(PC板、透明、商品名「ポリカーボネートプレート」、タキロン株式会社製)をアルコールで洗浄したもの]を、23℃の雰囲気下、5kgローラー、一往復の条件で圧着して、評価用サンプルを得た。
評価用サンプルを23℃で30分間エージングした後、評価用サンプルごと熱風乾燥機に投入し、130℃で10分間加熱処理した。
そして、加熱処理終了後、加熱による熱発泡剤の発泡により、評価用サンプルの被着体からの剥離の程度を下記基準により評価した。
とても良好(◎):被着体から分離しており、問題なく解体できる
良好(○):一部が被着体から分離していないものの、悪影響を与えることはなく、解体に問題がない
不良(×):被着体からの分離が生じず、解体できない
【0191】
【表1】

【0192】
実施例1〜5は、良好な接着性を示すとともに、加熱することで容易に剥離(解体)することが可能であった。実施例6は、加熱解体時に微粒子含有粘着剤の一部が被着体に接着しており、解体性能の点で実施例1〜5よりは劣るものの、実用上問題はなかった。
一方、比較例1〜3は、加熱解体性は良好なものの、粘着面表面の段差により、被着体への圧着時、段差の近傍に浮きが生じるため、十分な接着性が得られなかった。比較例4は、良好な加熱解体性を有するものの、十分な接着性が得られなかった。比較例5は、良好な接着性を有するものの、加熱解体をすることができなかった。
【符号の説明】
【0193】
1 粘着テープ(粘着シート)
2 粘着テープ(粘着シート)
11 特定の粘着剤層
111 第一の粘着剤(第一の粘着剤部)
112 第二の粘着剤(第二の粘着剤部)
12 セパレーター
A ロールナイフコーター
B 2本ロールコーター
C 硬化装置
51 第一の粘着剤組成物
52 第一の粘着剤(第一の粘着剤部)
53 第二の粘着剤組成物
54 第二の粘着剤(第二の粘着剤部)
55 特定の粘着剤層
56 粘着シート
57a セパレーター
57b セパレーター
60 工程ロール
61 堰板
90a セパレーター(A)
90b セパレーター(B)
91 熱発泡剤含有粘着剤組成物
92 微粒子含有粘着剤組成物
101 熱発泡剤含有粘着剤(熱発泡剤含有粘着剤部)
102 微粒子含有粘着剤(微粒子含有粘着剤部)
20 粘着シート
21 積層粘着シート
22 粘着シート
201 セパレーター
202 熱発泡剤含有粘着剤(熱発泡剤含有粘着剤部)
203 微粒子含有粘着部剤(微粒子含有粘着剤部)
【技術分野】
【0001】
本発明は、粘着テープ又はシートに関する。より詳細には、第一の粘着剤から構成された領域と第一の粘着剤以外の粘着剤から構成された領域とが存在し且つ平滑な粘着面を有する粘着テープ又はシートに関する。さらには、被着体に対する接合時には良好な接着特性を発揮しつつ、使用後、リサイクルやリワーク等を目的として解体する際に、容易に被着体から分離できる粘着テープ又はシート、特に被着体に対する接合時には良好な接着特性を発揮しつつ、使用後、リサイクルやリワーク等を目的として解体する際に、加熱することにより容易に被着体から分離できる粘着テープ又はシートに関する。
【背景技術】
【0002】
従来、アクリル系粘着剤に用いられるベースポリマーは、(メタ)アクリル酸アルキルエステルを主成分としたモノマー成分を溶剤(有機溶媒)中で溶液重合することにより得ていた。近年では、地球環境への配慮から、大気汚染や環境問題等を効果的に抑制する必要があり、このことによる制約を解決することが課題となっている。このような課題に対して、モノマー成分を紫外線重合することにより、粘着剤層を形成する際に溶剤を使用しないタイプ(無溶剤タイプ)の粘着テープ又はシートを製造することは、安全面、環境面で特に有利である。
【0003】
近年、粘着テープ又はシート(例えばアクリル系粘着テープ又はシート)では、様々な要求に応じて、2以上の異なる機能を発揮することが求められている。例えば、環境意識の高まりから、省資源やリサイクルが求められることが多くなってきている。
【0004】
一方、従来から、微粒子を含有するアクリル系粘着テープ(微粒子を含有する粘着剤層(微粒子を含有する感圧性接着剤層)を有する粘着テープ、アクリル系発泡体様粘着テープ)は、常温での接着強さやせん断強さが必要とされる用途(例えば、自動車、機械部品、電化製品、建材等の各種分野の部材接合用途など)において、しばしば使用されている。このような微粒子を含有するアクリル系粘着テープは、省資源やリサイクルが求められる状況下、高接着強度により高い接合信頼性を有しているものの、その高い接合強度が逆に接合部の分離や解体を困難にさせていた。
【0005】
例えば、強接着性、段差吸収性、衝撃吸収性等が必要とされるLCDモジュールやバックライトユニットの固定用途に、微粒子を含有するアクリル系粘着テープが使用されている。しかしながら、製造時のテープ貼り付け不良によるリワーク作業や、貼り付け後の検査で何らかの欠陥が発見された場合のリペアー作業でテープを剥がす際、強接着ゆえに、テープを剥がすことができないという問題や、もしくは剥がせたとしてもテープを貼り付けていた部材が破損し、再利用できないという問題があった。
【0006】
このような状況下、接合時には高い常態接着力を維持しつつ、接合部を分離・解体する際には、加熱により接着力が低下して、容易に分離・解体できる加熱発泡型再剥離性アクリル系粘着テープが提案されている(特許文献1参照)。この加熱発泡型再剥離性アクリル系粘着テープは、微粒子含有粘弾性基材の少なくとも片面に熱発泡剤含有粘着剤層を備えた構成とすることで、接着性能と解体性能の両立を図っている。しかしながら、接着性能を重視した場合では、熱発泡剤含有粘着剤層中の熱発泡剤を減量する必要があり、結果、解体性能は低下する傾向にある。一方、解体性能を重視した場合においては、反対に熱発泡剤を増量する必要が生じ、その結果、接着性能は低下する傾向にある。このように、接着性能と解体性能はトレードオフの関係にあり、両特性を高いレベルで満足することは困難であった。
【0007】
また、被着体への接着性能と被着体からの剥離性とを両立させた粘着テープとして、部分的に凸部を形成してなる粘着剤層を設けたクリーナ用ロール巻粘着テープが知られている(特許文献2参照)。このクリーナ用ロール巻粘着テープは、第一粘着剤層上に筋状に弱粘着性の第二粘着剤層が形成されている構造を有している。しかし、通常の貼着条件では下地の粘着剤層は被着体に接することなく、更なる押圧により接するように設計されており、特別な操作なしで2種類の粘着剤層を同時に被着体と接するように構成されておらず、それぞれの粘着剤層の機能を活かすことができないという問題があった。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2008−120903号公報
【特許文献2】実開昭61−180665号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
従って、本発明の目的は、二種類以上の粘着剤が共に被着体に対して機能できる粘着面であり、接着性及び解体性の両特性を高いレベルで具備する粘着面を有する粘着テープ又はシートを提供することにある。
また、本発明の他の目的は、二種類以上の粘着剤が共に被着体に対して機能できる粘着面であり、接着性及び熱による解体性の両特性を高いレベルで具備する粘着面を有し、接合時には高い常態接着力を発揮しつつ、接合部を分離・解体する際には、加熱により接着力を低下して、容易に分離・解体できる粘着テープ又はシートを提供することにある。
【課題を解決するための手段】
【0010】
本発明者らは、上記課題を解決するために鋭意検討した結果、粘着テープ又はシートにおいて、第一の粘着剤から構成された領域と上記第一の粘着剤以外の粘着剤から構成された領域とが存在し且つ平滑である粘着面を有する構成とすることで、2種類以上の粘着剤が特別な操作なしで共に被着体に対して機能することが可能であり、且つ、接着性及び解体性の両特性を高いレベルで得ることができることを見出し、本発明を完成させた。
【0011】
すなわち、本発明の粘着テープ又はシートは、第一の粘着剤から構成された領域と上記第一の粘着剤以外の粘着剤から構成された領域とが存在し且つ平滑である粘着面を有することを特徴とする。
【0012】
本発明の粘着テープ又はシートでは、第一の粘着剤から構成された領域の形状及び上記第一の粘着剤以外の粘着剤から構成された領域の形状は、長さ方向に筋状であることが好ましい。
【0013】
本発明の粘着テープ又はシートでは、形状が長さ方向に筋状である第一の粘着剤から構成された領域及び形状が長さ方向に筋状である上記第一の粘着剤以外の粘着剤から構成された領域が、上記第一の粘着剤が上記第一の粘着剤以外の粘着剤に覆われるように設けられている構造を有する粘着剤層により提供されていることが好ましい。
【0014】
本発明の粘着テープ又はシートでは、第一の粘着剤及び上記第一の粘着剤以外の粘着剤のうち、少なくとも一以上の粘着剤が熱発泡剤を含む粘着剤であることが好ましい。
【0015】
本発明の粘着テープ又はシートでは、上記熱発泡剤を含む粘着剤から構成される領域の割合は、上記粘着面の全面積中、20面積%以上であることが好ましい。
【0016】
本発明の粘着テープ又はシートでは、上記熱発泡剤を含む粘着剤の厚みは、10〜300μmであることが好ましい。
【0017】
本発明の粘着テープ又はシートでは、上記熱発泡剤を含む粘着剤は、炭素数2〜18のアルキル基を有するアルキル(メタ)アクリレートを含むモノマー混合物又はその部分重合物、光重合開始剤、熱発泡剤、及び、多官能(メタ)アクリレートを含む粘着剤組成物により形成され、該熱発泡剤を含む粘着剤の溶剤不溶分が35〜99重量%であることが好ましい。
【0018】
本発明の粘着テープ又はシートでは、上記粘着剤組成物において、上記炭素数2〜18のアルキル基を有するアルキル(メタ)アクリレートを含むモノマー混合物100重量部に対して、光重合開始剤を0.001〜5重量部、熱発泡剤を10〜200重量部、及び、多官能(メタ)アクリレートを0.001〜5重量部含むことが好ましい。
【0019】
本発明の粘着テープ又はシートでは、上記熱発泡剤は、熱膨張性微小球であることが好ましい。
【0020】
本発明の粘着テープ又はシートでは、上記第一の粘着剤及び上記第一の粘着剤以外の粘着剤のうち、少なくとも一以上の粘着剤は、微粒子を含む粘着剤であることが好ましい。
【0021】
本発明の粘着テープ又はシートでは、上記微粒子を含む粘着剤は、炭素数2〜18のアルキル基を有するアルキル(メタ)アクリレートを含むモノマー混合物又はその部分重合物、光重合開始剤、微粒子、及び、多官能(メタ)アクリレートを含む粘着剤組成物より形成されることが好ましい。
【0022】
さらに、本発明の粘着テープ又はシートの製造方法は、セパレータ上に、第一の粘着剤を形成する粘着剤組成物及び上記第一の粘着剤以外の粘着剤を形成する粘着剤組成物を設ける工程1、第一の粘着剤から構成された領域と上記第一の粘着剤以外の粘着剤から構成された領域とが存在し且つ平滑である粘着面を有する粘着テープ又はシートを得る工程2を含むことを特徴とする。
【0023】
本発明の粘着テープ又はシートの製造方法では、上記工程1は、セパレータ上に部分的に第一の粘着剤を形成する粘着剤組成物を設けてから、第一の粘着剤を形成する粘着剤組成物を覆うように上記第一の粘着剤以外の粘着剤を形成する粘着剤組成物を設ける工程であることが好ましい。
【0024】
本発明の粘着テープ又はシートの製造方法では、上記工程2が、重合に付して、第一の粘着剤から構成された領域と上記第一の粘着剤以外の粘着剤から構成された領域とが存在し且つ平滑である粘着面を有する粘着テープ又はシートを得る工程であることが好ましい。
【0025】
なお、本願において、「解体性」とは、粘着テープが被着体から分離して、粘着テープを介して貼り合わせた物品同士を容易に分離できる特性をいう。
【発明の効果】
【0026】
本発明の粘着テープ又はシートによれば、第一の粘着剤から構成された領域と上記第一の粘着剤以外の粘着剤から構成された領域とが存在し且つ平滑である粘着面を有するので、二種類以上の粘着剤が共に被着体に対して機能でき、接着性及び解体性の両特性を高いレベルで具備できる。
【図面の簡単な説明】
【0027】
【図1】本発明の粘着テープ又はシートの具体的態様の一例の概略図である。
【図2】本発明の粘着テープ又はシートの具体的態様の一例の断面概略図である。
【図3】本発明の粘着テープ又はシートの具体的態様の他の例の概略図である。
【図4】本発明の粘着テープ又はシートの具体的態様の他の例の断面概略図である。
【図5】本発明の粘着シートの製造方法の具体的態様の一例を示す模式図である。
【図6】本発明の粘着シートの製造方法の具体的態様の一例の工程(1)の態様を示す概略図である。
【図7】本発明の粘着シートの製造方法の具体的態様の一例の工程(2)終了後に得られたシートの平面概略図である。
【図8】本発明の粘着シートの製造方法の具体的態様の一例の工程(2)終了後に得られたシートの断面概略図である。
【図9】本発明の粘着シートの製造方法の具体的態様の一例により得られた粘着シートの一例の平面概略図である。
【図10】本発明の粘着シートの製造方法の具体的態様の一例により得られた粘着シートの一例の断面概略図である。
【図11】実施例で用いた粘着シートの製造方法の具体的態様の工程(1)終了後に得られたシートの平面概略図である。
【図12】実施例で用いた粘着シートの製造方法の具体的態様の工程(1)終了後に得られたシートの断面概略図である。
【図13】実施例で用いた粘着シートの製造方法の具体的態様の工程(2)終了後に得られた積層体を含むシートの平面概略図である。
【図14】実施例で用いた粘着シートの製造方法の具体的態様の工程(2)終了後に得られた積層体を含むシートの断面概略図である。
【図15】実施例1の粘着シートの平面概略図である。
【図16】実施例1の粘着シートの断面概略図である。
【図17】比較例1の粘着シートの平面概略図である。
【図18】比較例1の粘着シートの断面概略図である。
【図19】比較例4の積層粘着シートの平面概略図である。
【図20】比較例4の積層粘着シートの断面概略図である。
【図21】比較例5の粘着シートの平面概略図である。
【図22】比較例5の粘着シートの断面概略図である。
【発明を実施するための形態】
【0028】
本発明の粘着テープ又はシート(感圧接着テープ又はシート)は、第一の粘着剤(第一の感圧接着剤、第一の粘着剤部)から構成された領域と上記第一の粘着剤以外の粘着剤(第一の感圧接着剤以外の感圧接着剤、第一の粘着剤以外の粘着剤部)から構成された領域とが存在し且つ平滑である粘着面を有する。本願では、「第一の粘着剤以外の粘着剤」を「その他の粘着剤(その他の感圧接着剤、その他の粘着剤部)」と称する場合がある。また、本発明の粘着テープ又はシートにおいて、「第一の粘着剤から構成された領域と上記第一の粘着剤以外の粘着剤から構成された領域とが存在し且つ平滑である粘着面」を「特定の粘着面」と称する場合がある。なお、「粘着剤組成物」は、粘着剤を形成するための組成物であり、「粘着剤及び/又は粘着剤層を形成するための組成物」という意味を含むものとする。
【0029】
つまり、本発明の粘着シートは、第一の粘着剤から構成された領域とその他の粘着剤から構成された領域とが存在する粘着面であり、且つ、平滑な粘着面である特定の粘着面を少なくとも1有する。
【0030】
本発明の粘着テープ又はシートの特定の粘着面は、粘着剤(粘着剤部)を2種類以上含む粘着剤層であって、且つ、各粘着剤が特定の粘着面となる層表面で露出している粘着剤層により提供される。また、特定の粘着面では、粘着剤から構成された領域が2以上存在し、なおかつ、このような領域が2種類以上存在する。さらに、隣り合う領域を形成する粘着剤同士は相違する。このため、本発明の粘着テープ又はシートの特定の粘着面では、接着性及び解体性の両特性を発揮する。なお、「粘着剤を2種類以上含む粘着剤層であって、且つ、各粘着剤が特定の粘着面となる層表面で露出している粘着剤層」を「特定の粘着剤層」と称する場合がある。
【0031】
つまり、上記特定の粘着剤層は、粘着剤部を2種類以上含む粘着剤層であって、且つ、各粘着剤部が特定の粘着面となる層表面で露出している粘着剤層である。
【0032】
本発明の粘着テープ又はシートは、シート状やテープ状の形態を有する。また、ロール状で巻回された形態で形成されてもよく、シートが積層された形態で形成されてもよい。本願では、「テープ又はシート」を、単に「テープ」あるいは「シート」と称する場合がある。また、「粘着テープ又はシート」を単に「粘着シート」や「粘着テープ」と称する場合がある。
【0033】
本発明の粘着シートは、両面が粘着面である両面粘着シートであってもよいし、片面が粘着面である片面粘着シートであってもよい。特に、本発明の粘着シートは両面粘着シートであることが好ましい。本発明の粘着シートは、粘着テープを介して物品同士を貼り合わせる用途や部品を特定の位置に固定する用途に好適に用いられるためである。なお、本発明の粘着シートが両面粘着シートである場合、両方の面が特定の粘着面であってよいし、一方の面のみが特定の粘着面であってもよい。
【0034】
また、本発明の粘着シートは、基材の少なくとも片面に粘着剤層を有する基材付きタイプであってもよいし、粘着剤層のみから構成される基材レスタイプであってもよい。本発明の粘着シートは、特に、基材レスタイプであることが好ましい。
【0035】
本発明の粘着シートは、特定の粘着面を具備する。特定の粘着面は、第一の粘着剤から構成された領域とその他の粘着剤から構成された領域が存在する。その他の粘着剤から構成された領域は、第一の粘着剤以外の粘着剤から構成された領域であれば特に限定されず、第二の粘着剤から構成された領域であってもよく、第二の粘着剤及び第三の粘着剤から構成された領域であってもよい。また、3以上の粘着剤から構成された領域であってもよい。例えば、上記特定の粘着面は、第一の粘着剤から構成された領域と第二の粘着剤から構成された領域が存在する粘着面であってもよいし、第一の粘着剤から構成された領域と第二の粘着剤から構成された領域と第三の粘着剤から構成された領域が存在する粘着面であってもよい。また、第一の粘着剤と3以上のその他の粘着剤から構成された領域が存在する粘着面であってもよい。
【0036】
また、上記特定の粘着面において、領域を構成する粘着剤は、2種類以上である限り特に限定されないが、粘着剤の種類を多くすると粘着シートの生産性に悪影響を及ぼすおそれがあり、また特定の粘着面での接着性と解体性とのバランスの調整が難しくなる。このため、上記特定の粘着面において、領域を構成する粘着剤は、2〜3種類であることが好ましい。すなわち、上記特定の粘着面は、第一の粘着剤から構成された領域と第二の粘着剤から構成された領域が存在する粘着面や第一の粘着剤から構成された領域と第二の粘着剤から構成された領域と第三の粘着剤から構成された領域が存在する粘着面であることが好ましい。
【0037】
さらに、上記特定の粘着面において、粘着剤から構成された領域の形状としては、特に限定されないが、例えば、シートの長さ方向に筋状、シートの幅方向に筋状などの筋状(ライン状、縞状);格子状;ドット状(水玉模様状);市松模様状(チェッカーフラッグ模様状);これらの形状を少なくとも2種類以上同時に備える形状などが挙げられる。特に、粘着剤から構成された領域の形状は、生産性の点からは、筋状が好ましく、より好ましくはシートの長さ方向に筋状である。
【0038】
つまり、本発明の粘着シートの特定の粘着面では、生産性の点から、第一の粘着剤から構成された領域の形状及びその他の粘着剤から構成された領域の形状は、筋状であることが好ましく、より好ましくはシートの長さ方向に筋状である。
【0039】
さらにまた、上記特定の粘着面において、粘着剤から構成された領域の数(第一の粘着剤から構成された領域の数とその他の粘着剤から構成された領域の数との合計)は、2以上である限り特に限定されない。しかし、数が多くなると、生産性が低下するおそれがある。例えば、上記特定の粘着面では、粘着剤から構成された領域の形状がシートの長さ方向に筋状である場合、粘着剤から構成された領域の数は、2〜7であることが好ましく、より好ましくは3〜5である。
【0040】
ゆえに、本発明の粘着シートは、粘着シートの生産性や特定の粘着面での接着性と解体性とのバランス調整のしやすさの点から、第一の粘着剤と第二の粘着剤から構成された領域が存在し、粘着剤から構成された領域の形状がシートの長さ方向に筋状であり、粘着剤から構成された領域の数が3〜5である粘着面や、第一の粘着剤と第二の粘着剤と第三の粘着剤から構成された領域が存在し、粘着剤から構成された領域の形状がシートの長さ方向に筋状であり、粘着剤から構成された領域の数が3〜5である粘着面を有することが特に好ましい。
【0041】
上記特定の粘着面は、平滑である。上記特定の粘着面は、粘着剤から構成された領域の全てが面方向で接しており、粘着剤から構成された領域間で段差はなく、面一でもある。すなわち、本発明の粘着シートの特定の粘着面は2以上の粘着剤により提供されるが、粘着面を提供する粘着剤の領域間で段差はない。
【0042】
なお、本発明の粘着シートの特定の粘着面において、隣り合う領域間の段差(粘着剤間の段差)がないとは、段差が10μm以下(好ましくは5μm以下)であることを意味する。つまり、本発明の粘着シートの特定の粘着面では、隣り合う粘着剤から構成された領域間の段差は、10μm以下であることが好ましい。このような段差は、粘着シート断面の電子顕微鏡写真による測定や表面粗さ計による測定により求めることができる。
【0043】
本発明の粘着シートは、平滑な特定の粘着面を有するので、特別な操作なしに、2種類以上の粘着剤が同時に被着体と接することが可能であり、それぞれの粘着剤の機能を同時に活かすことができる。
【0044】
本発明の粘着シートの特定の粘着面における接着力(90°引き剥がし接着強さ、測定温度:23℃、剥離方向:90°、引張速度:50mm/min、シート幅:30mm、対ポリカーボネート板)は、特に限定されないが、被着体に対する接合時に高い常態接着力を発揮させる点から、20N/30mm以上が好ましい。具体的には、本発明の粘着シートの特定の粘着面における接着力は、20〜50N/30mmが好ましく、より好ましくは20〜40N/30mmである。なお、該接着力が高すぎると、粘着シートの解体性に悪影響を与えるおそれがある。
【0045】
本発明の粘着シートにおいて、第一の粘着剤及びその他の粘着剤としては、特に限定されないが、例えば、アクリル系粘着剤、ゴム系粘着剤、ビニルアルキルエーテル系粘着剤、シリコーン系粘着剤、ポリエステル系粘着剤、ポリアミド系粘着剤、ウレタン系粘着剤、フッ素系粘着剤、エポキシ系粘着剤が挙げられる。また、これらの各種粘着剤のうち少なくとも2種以上を混合することにより得られる混合粘着剤も挙げられる。なお、第一の粘着剤及びその他の粘着剤は、その組成が異なっていれば、同じ種類の粘着剤であってもよい。例えば、第一の粘着剤が熱発泡剤を含有するアクリル系粘着剤であり、第二の粘着剤が微粒子を含有するアクリル系粘着剤であってもよい。
【0046】
中でも、第一の粘着剤及びその他の粘着剤としては、被着体への汚染防止、透明性、耐候性などの点から、アクリル系粘着剤が好ましい。
【0047】
上記第一の粘着剤及びその他の粘着剤を形成する粘着剤組成物は、いずれの形態を有していてもよく、例えば、活性エネルギー線硬化型、熱硬化型、溶剤型(溶液型)、エマルジョン型、熱溶融型(ホットメルト型)などが挙げられる。つまり、上記第一の粘着剤及びその他の粘着剤を形成する粘着剤組成物は、ベースポリマーを必須成分とする粘着剤組成物であってもよいし、ベースポリマーを形成するモノマーの混合物(「モノマー混合物」と称する場合がある)又はその部分重合物を必須成分とする粘着剤組成物であってもよい。なお、「モノマー混合物」とは、ベースポリマーを形成するモノマー成分のみからなる混合物を意味する。また、「部分重合物」とは、モノマー混合物の構成成分のうち1又は2以上の成分が部分的に重合している組成物を意味する。
【0048】
特に、上記粘着剤組成物は、粘着シート製造時における作業性や環境の点から、モノマー混合物又はその部分重合物と熱重合開始剤を必須成分とする熱硬化型の粘着剤組成物やモノマー混合物又はその部分重合物と光重合開始剤を必須成分とする活性エネルギー線硬化型の粘着剤組成物であることが好ましく、より好ましくは、重合時間を短くすることができる点で、モノマー混合物又はその部分重合物と光重合開始剤を必須成分とする活性エネルギー線硬化型の粘着剤組成物である。
【0049】
なお、上記粘着剤組成物において、必須成分であるモノマー混合物又はその部分重合物の割合は、特に限定されないが、少なすぎると被着体に対して十分な粘着性を発揮できないおそれがあるので、粘着剤組成物全量に対して、50重量%以上(例えば50〜90重量%)が好ましく、より好ましくは60重量%以上(例えば60〜90重量%)である。
【0050】
上記のように、第一の粘着剤及びその他の粘着剤としてはアクリル系粘着剤が好ましいので、上記粘着剤組成物は、アクリル系モノマーを含むモノマー混合物(アクリル系モノマー混合物)又はその部分重合物を必須成分とする粘着剤組成物(アクリル系粘着剤組成物)であることが特に好ましい。
【0051】
上記アクリル系モノマーとしては、炭素数2〜18のアルキル基(直鎖又は分岐鎖状のアルキル基)を有するアルキル(メタ)アクリレートが好ましく挙げられる。特に、炭素数2〜12のアルキル基を有するアルキル(メタ)アクリレートがより好ましく、さらにより好ましくは炭素数2〜10のアルキル基を有するアルキル(メタ)アクリレートである。なお、本願において、「(メタ)アクリレート」とは、「アクリレート」及び/又は「メタクリレート」を意味する。
【0052】
上記炭素数2〜18のアルキル基を有するアルキル(メタ)アクリレートとしては、例えば、エチル(メタ)アクリレート、n−プロピル(メタ)アクリレート、イソプロピル(メタ)アクリレート、n−ブチル(メタ)アクリレート、sec−ブチル(メタ)アクリレート、t−ブチル(メタ)アクリレート、n−オクチル(メタ)アクリレート、イソオクチル(メタ)アクリレート、2−エチルヘキシル(メタ)アクリレート、イソノニル(メタ)アクリレート、ドデシル(メタ)アクリレート、イソステアリル(メタ)アクリレートなどが挙げられる。これらアルキル(メタ)アクリレートは、単独で、又は、二種以上組み合わせて用いられる。中でも、2−エチルヘキシル(メタ)アクリレート、n−ブチル(メタ)アクリレート、n−オクチル(メタ)アクリレート、イソオクチル(メタ)アクリレート、イソノニル(メタ)アクリレートなどの炭素数4〜9のアルキル基を有するアルキル(メタ)アクリレートが特に好ましい。
【0053】
上記アクリル系モノマー混合物において、上記炭素数2〜18のアルキル基を有するアルキル(メタ)アクリレートは主の構成成分であることが好ましい。アクリル系モノマー混合物中の炭素数2〜18のアルキル基を有するアルキル(メタ)アクリレートの割合は、特に制限されないが、構成成分の全量に対して、50重量%以上が好ましく、より好ましくは60重量%以上であり、さらにより好ましくは80重量%以上である。
【0054】
また、上記アクリル系モノマー混合物では、その構成成分として、上記アクリル系モノマーと共に、共重合性モノマーが用いられていてもよい。共重合性モノマーを用いると、粘着剤の凝集力を向上でき、粘着力や保持力等の粘着特性を向上できる点で有利である。なお、共重合性モノマーは、単独で、又は2種以上組み合わせて用いられる。
【0055】
上記共重合性モノマーとしては、例えば、アクリル酸、メタクリル酸、カルボキシエチルアクリレート、カルボキシペンチルアクリレート、イタコン酸、マレイン酸、クロトン酸等のカルボキシル基含有モノマー;(メタ)アクリル酸2−ヒドロキシエチル、(メタ)アクリル酸2−ヒドロキシプロピル、(メタ)アクリル酸4−ヒドロキシブチル、(メタ)アクリル酸6−ヒドロキシヘキシル、(メタ)アクリル酸8−ヒドロキシオクチル、(メタ)アクリル酸10−ヒドロキシデシル、(メタ)アクリル酸12−ヒドロキシラウリル、(4−ヒドロキシメチルシクロヘキシル)−メチルアクリレート等のヒドロキシル基含有モノマー;無水マレイン酸、無水イタコン酸等の酸無水物モノマー;2−アクリルアミド−2−メチルプロパンスルホン酸、スルホプロピルアクリレート等のスルホン酸基含有モノマー;2−ヒドロキシエチルアクリロイルホスフェート等の燐酸基含有モノマー;(メタ)アクリルアミド、N−メチロールアクリルアミド等のN−置換(メタ)アクリルアミド等のアミド系モノマー;N−(メタ)アクリロイルオキシメチレンスクシンイミド、N−(メタ)アクリロイル−6−オキシヘキサメチレンスクシンイミド、N−(メタ)アクリロイル−8−オキシオクタメチレンスクシンイミド等のスクシンイミド系モノマー;酢酸ビニル、N−ビニルピロリドン、N−ビニルカルボン酸アミド類、スチレン、N−ビニルカプロラクタム等のビニル系モノマー;アクリロニトリル、メタクリロニトリル等のシアノアクリレート系モノマー;(メタ)アクリル酸グリシジル、テトラヒドロフルフリル(メタ)アクリレート、ポリエチレングリコール(メタ)アクリレート、ポリプロピレングリコール(メタ)アクリレート、フッ素(メタ)アクリレート、シリコン(メタ)アクリレート、2−メトキシエチルアクリレート等のアクリル酸エステル系モノマー;メチル(メタ)アクリレートやオクタデシル(メタ)アクリレートなどの上記炭素数2〜18のアルキル基を有するアルキル(メタ)アクリレートとは異なるアルキル基を有するアルキル(メタ)アクリレート;イソボルニル(メタ)アクリレート等の脂環族アクリレートなどが挙げられる。
【0056】
上記アクリル系モノマー混合物にその構成成分として共重合性モノマーが用いられている場合、アクリル系モノマーと共重合性モノマーとの割合は、アクリル系モノマー/共重合性モノマー(重量基準)で、50/50〜99.9/0.1とするのが好ましく、より好ましく70/30〜99.5/0.5であり、さらにより好ましくは85/15〜99/1である。
【0057】
上記共重合性モノマーとしては、ヒドロキシル基含有モノマー、カルボキシル基含有モノマーが好ましく、特に、アクリル酸が好ましい。なお、より接着力を向上させる点からは、上記アクリル系モノマーとカルボキシル基含有モノマー(特にアクリル酸)との割合は、前者/後者(重量基準)で、85/15〜99/1とするのが好ましい。
【0058】
また、本発明の粘着シートでは、第一の粘着剤及びその他の粘着剤は、熱発泡剤を含んでいてもよい。つまり、第一の粘着剤及びその他の粘着剤は、熱発泡剤を含む粘着剤(熱発泡剤含有粘着剤、熱発泡剤含有粘着剤部)であってもよい。熱発泡剤含有粘着剤は、加熱により熱発泡剤が膨張して、形状変化が生じる。このような粘着剤の変形は、本発明の粘着シートの特定の粘着面における被着体からの剥離に寄与し、また本発明の粘着シートの解体性(熱解体性)や被着体からの分離性に寄与する。
【0059】
上記熱発泡剤としては、中でも、マイクロカプセル化されている発泡剤が好ましい。なお、熱発泡剤含有粘着剤には、熱発泡剤が、2種以上含まれていてもよい。
【0060】
このようなマイクロカプセル化されている発泡剤としては、例えば、イソブタン、プロパン、ペンタンなどの加熱により容易にガス化して膨脹する物質を、弾性を有する殻内に内包させた微小球(「熱膨張性微小球」と称する場合がある)が挙げられる。
【0061】
上記熱膨張性微小球は、熱により体積が膨張する物質の意味であり、加熱前の体積と比較して、5倍以上の体積膨張が可能なものをいう。特に、加熱前の体積と比較して、10倍以上の体積膨張が可能なものが好ましい。
【0062】
上記熱膨張性微小球の殻は、熱可塑性物質、熱溶融性物質、熱膨脹により破裂する物質などで形成される場合が多い。また、熱膨張性微小球の殻を形成する物質としては、例えば塩化ビニリデン−アクリロニトリル共重合体、ポリビニルアルコール、ポリビニルブチラール、ポリメチルメタクリレート、ポリアクリロニトリル、ポリ塩化ビニリデン、ポリスルホンなどが挙げられる。熱膨張性微小球は慣用の方法、例えば、コアセルベーション法、界面重合法などにより製造できる。
【0063】
また、上記熱膨張性微小球としては、市販品を利用することもできる。このような熱発泡剤の市販品としては、特に限定されないが、例えば商品名「マツモトマイクロスフェアF−30」「マツモトマイクロスフェアF−50」「マツモトマイクロスフェアF−80S」「マツモトマイクロスフェアF−85」(松本油脂製薬株式会社製);商品名「エクスパンセルDu」(エクスパンセル社製)などが挙げられる。
【0064】
熱膨張性微小球の平均粒径は、特に限定されないが、分散性や薄層形成性などの点から、1〜80μmが好ましく、より好ましくは3〜50μmである。
【0065】
上記熱膨張性微小球以外の熱発泡剤としては、例えば、種々の無機系発泡剤や有機系発泡剤が挙げられる。無機系発泡剤の代表例としては、炭酸アンモニウム、炭酸水素アンモニウム、炭酸水素ナトリウム、亜硝酸アンモニウム、水素化ホウ素ナトリウム、アジド類などが挙げられる。また、有機系発泡剤の代表例としては、水;トリクロロモノフルオロメタン、ジクロロモノフルオロメタンなどの塩フッ化アルカン;アゾビスイソブチロニトリル、アゾジカルボンアミド、バリウムアゾジカルボキシレートなどのアゾ系化合物;パラトルエンスルホニルヒドラジドやジフェニルスルホン−3,3'−ジスルホニルヒドラジド、4,4'−オキシビス(ベンゼンスルホニルヒドラジド)、アリルビス(スルホニルヒドラジド)などのヒドラジン系化合物;ρ−トルイレンスルホニルセミカルバジド、4,4'−オキシビス(ベンゼンスルホニルセミカルバジド)などのセミカルバジド系化合物;5−モルホリル−1,2,3,4−チアトリアゾールなどのトリアゾール系化合物;N,N'−ジニトロソペンタメチレンテトラミン、N,N'−ジメチル−N,N'−ジニトロソテレフタルアミドなどのN−ニトロソ系化合物などが挙げられる。
【0066】
上記熱発泡剤含有粘着剤中の熱発泡剤の含有量は、特に限定されないが、含有量が少なすぎると、加熱による熱発泡剤含有粘着剤の変形があまり生じず、粘着シートの被着体からの分離性に悪影響を及ぼすおそれがあり、一方、含有量が多すぎると熱発泡剤含有粘着剤の強度や接着性に悪影響を及ぼすおそれがある。このため、熱発泡剤含有粘着剤を形成する粘着剤組成物(熱発泡剤含有粘着剤組成物)において、熱発泡剤の含有量は、例えば、モノマー混合物100重量部に対して、10〜200重量部が好ましく、より好ましくは20〜125重量部であり、さらにより好ましくは25〜100重量部である。
【0067】
さらに、本発明の粘着シートでは、第一の粘着剤及びその他の粘着剤は、微粒子を含んでいてもよい。つまり、第一の粘着剤及びその他の粘着剤は、微粒子を含む粘着剤(微粒子含有粘着剤、微粒子含有粘着剤部)であってもよい。粘着剤が微粒子を含有していると、粘着剤の弾性率が向上し、粘着剤の強度や加工性という点で良好な特性を示す。
【0068】
上記微粒子としては、特に限定されないが、例えば、銅、ニッケル、アルミニウム、クロム、鉄、ステンレスなどの金属粒子やその金属酸化物粒子;炭化ケイ素、炭化ホウ素、炭化窒素などの炭化物粒子;窒化アルミニウム、窒化ケイ素、窒化ホウ素などの窒化物粒子;アルミナ、ジルコニウムなどの酸化物に代表されるセラミック粒子;炭化カルシウム、水酸化アルミニウム、ガラス、シリカなどの無機微粒子;火山シラス、砂などの天然原料粒子;ポリスチレン、ポリメチルメタクリレート、フェノール樹脂、ベンゾグアナミン樹脂、尿素樹脂、シリコン樹脂、ナイロン、ポリエステル、ポリウレタン、ポリエチレン、ポリプロピレン、ポリアミド、ポリイミドなどのポリマー粒子などが挙げられる。
【0069】
また、微粒子として、例えば、中空の無機系微小球状体や中空の有機系微小球状体が挙げられる。具体的には、中空の無機系微小球状体としては、例えば、中空ガラスバルーン等のガラス製の中空バルーン;中空アルミナバルーン等の金属化合物製の中空バルーン;中空セラミックバルーン等の磁器製中空バルーンなどが挙げられる。中空の有機系微小球状体としては、例えば、中空のアクリルバルーン、中空の塩化ビニリデンバルーン等の樹脂製の中空バルーンなどが挙げられる。
【0070】
中空ガラスバルーンの市販品としては、例えば、商品名「フジバルーン」(富士シリシア化学株式会社製);商品名「セルスターZ−25」「セルスターZ−27」「セルスターCZ−31T」「セルスターZ−36」「セルスターZ−39」「セルスターT‐36」「セルスターSX−39」「セルスターPZ‐6000」(東海工業株式会社製)、商品名「サイラックス・ファインバルーン」(有限会社ファインバルーン製)などが挙げられる。
【0071】
上記微粒子の中でも、活性エネルギー線(特に、紫外線)による重合の効率や重みなどの観点から、中空無機微粒子が好ましく、さらに中空ガラスバルーンがより好ましい。中空ガラスバルーンを用いれば、せん断力、保持力などの他の特性を損なうことなく、高温接着力を向上させることができる。なお、微粒子は、単独で又は2種以上を組み合わせて用いられる。また、微粒子の表面には、各種表面処理(例えば、シリコーン系化合物やフッ素系化合物等による低表面張力化処理など)が施されていてもよい。
【0072】
上記微粒子の粒径(平均粒子径)としては、特に限定されないが、1〜500μmが好ましく、より好ましくは5〜200μmであり、さらにより好ましくは10〜100μmであり、さらにまたより好ましくは30〜100μmである。
【0073】
また、上記微粒子の比重(真密度)としては、特に限定されないが、0.01〜1.8g/cm3が好ましく、より好ましくは0.02〜1.5g/cm3である。微粒子の比重が0.01g/cm3より小さいと、粘着剤組成物への微粒子配合の際の浮き上がりが大きくなり、微粒子を粘着剤組成物中で均一に分散させることが困難となる場合があり、また、強度の点で問題が生じ微粒子が割れてしまう場合がある。一方、微粒子の比重が1.8g/cm3より大きいと、活性エネルギー線(特に紫外線)の透過率が低下し、光硬化反応の効率が低下する場合があり、また、粘着テープの重量が大きくなり、作業性が低下する場合がある。特に、微粒子が中空無機微粒子である場合、その真密度は0.1〜0.6g/cm3が好ましく、また中空有機微粒子である場合、その真密度は0.01〜0.05g/cm3が好ましい。
【0074】
上記微粒子含有粘着剤における微粒子の含有量は、特に限定されないが、含有量が少なすぎると被着体に対する接着性を向上させることができず、一方、含有量が多すぎると微粒子含有粘着剤の強度や接着性に悪影響を及ぼすおそれがある。このため、微粒子含有粘着剤を形成する微粒子含有粘着剤組成物において、微粒子の含有量は、例えば、モノマー混合物100重量部に対して、1〜15重量部が好ましく、より好ましくは3〜13重量部であり、さらにより好ましくは5〜11重量部である。
【0075】
特に、本発明の粘着シートでは、第一の粘着剤及びその他の粘着剤のうち少なくとも一以上の粘着剤が微粒子含有粘着剤である場合、該微粒子含有粘着剤は、気泡を含んでいてもよい。すなわち、微粒子とともに気泡を含む粘着剤(気泡混合微粒子含有粘着剤)でああってもよい。粘着剤が気泡を含んでいると、結果として粘着剤で微粒子と気泡の両方が含まれることとなり、特定の粘着面で、凹凸に対する追従性及び被着体に対しての接着性をより向上させることができる。
【0076】
上記気泡混合微粒子含有粘着剤において、気泡の含有量としては、特に限定されないが、含有量が少なすぎると気泡を含有する場合の効果が得られない場合があり、一方、含有量が多すぎると粘着剤を貫通する気泡が形成され、粘弾性能や外観が悪くなるおそれがある。このため、粘着剤中の気泡の含有量は、粘着剤の全体積に対して3〜30体積%となる量が好ましく、さらに好ましくは13〜22体積%となる量である。
【0077】
なお、気泡混合微粒子含有粘着剤において、気泡は、基本的には、独立タイプの気泡であることが望ましいが、独立気泡タイプの気泡と半独立気泡タイプの気泡とが混在していてもよい。また、このような気泡の形状は、特に限定されないが、通常、球状(特に真球状)の形状を有している。上記気泡において、その平均気泡径(直径)としては、特に限定されないが、1〜1000μmが好ましく、より好ましくは10〜500μmであり、さらにより好ましくは30〜300μmである。
【0078】
上記気泡に含まれる気体成分(気泡を形成するガス成分;「気泡形成ガス」と称する場合がある)としては、特に限定されず、窒素、二酸化炭素、アルゴンなどの不活性ガスの他、空気などの各種気体成分を用いることができる。気泡形成ガスとしては、気泡形成ガスを混合した後に、重合反応等の反応を行う場合は、その反応を阻害しないものを用いることが重要である。気泡形成ガスとしては、反応を阻害しないことや、コスト的観点などから窒素が好適である。
【0079】
また、気泡混合微粒子含有粘着剤は、微粒子とベースポリマーとの間の密着性や摩擦抵抗の低減、気泡等の混合性や安定性の観点から、界面活性剤を含むことが好ましい。上記界面活性剤としては、例えば、フッ素系界面活性剤、シリコーン系界面活性剤、ノニオン系界面活性剤、イオン系界面活性剤などが挙げられる。これらのなかでも、気泡混合性が優れ且つ気泡の合一を抑制できる点から、フッ素系界面活性剤が特に好ましく例示される。上記フッ素系界面活性剤としては、中でも、分子中にオキシC2-3アルキレン基及びフッ素化炭化水素基を有するフッ素系界面活性剤が好ましく用いられる。さらに、中でも、分散性の観点から、非イオン型界面活性剤が好ましい。また、フッ素系界面活性剤は、1種のみが含まれていてもよいし、2種以上が組み合わせて含まれていてもよい。上記フッ素系界面活性剤としては、特開2008−12798号公報や特開2006−022189号に記載のフッ素系界面活性剤が好ましく用いられる。
【0080】
上記フッ素系界面活性剤としては、市販品を用いることも可能であり、例えば、商品名「フタージェント251」、商品名「FTX−218」(以上、(株)ネオス製)、商品名「メガファックF−477」、商品名「メガファックF−470」(以上、DIC(株)製)、商品名「サーフロンS−381、S−383、S−393、KH−20、KH−40」(以上、AGCセイミケミカル(株)製)、商品名「エフトップEF−352、EF−801」(以上、(株)ジェムコ製)、商品名「ユニダインTG−656」(ダイキン工業(株)製)などが挙げられる。
【0081】
気泡混合微粒子含有粘着剤中のフッ素系界面活性剤の含有量(固形分)としては、特に限定されないが、例えば、粘着剤組成物において、モノマー混合物100重量部に対して0.01〜2重量部が好ましく、より好ましくは0.03〜1.5重量部であり、さらにより好ましくは0.05〜1重量部である。0.01重量部未満であると、気泡の混合性が低下して充分な量の気泡を粘着剤組成物中に混合することが困難となる場合があり、一方、2重量部を超えると、接着性能が低下するおそれがある。
【0082】
上記のように、本発明の粘着シートにおいて、第一の粘着剤及びその他の粘着剤は、熱硬化型の粘着剤組成物や活性エネルギー線硬化型の粘着剤組成物により形成されることが好ましい。これらの粘着剤組成物が含有する各種重合開始剤(例えば、熱重合開始剤や光重合開始剤など)としては、特に限定されない。なお、重合開始剤は、二種以上含まれていてもよい。
【0083】
第一の粘着剤及びその他の粘着剤を形成する際に、熱重合開始剤や光重合開始剤などの重合開始剤を含む粘着剤組成物を用いれば、熱や活性エネルギー線による硬化反応を利用することができるため、例えば、第一の粘着剤及びその他の粘着剤が熱発泡剤や微粒子を含む場合、熱発泡剤や微粒子が混合された形態で粘着剤組成物を硬化させて粘着剤を形成することができ、熱発泡剤や微粒子が安定して含有された構造を有する粘着剤を容易に得ることができる。
【0084】
上記光重合開始剤としては、特に限定されないが、例えば、ベンゾインエーテル系光重合開始剤、アセトフェノン系光重合開始剤、α−ケトール系光重合開始剤、芳香族スルホニルクロリド系光重合開始剤、光活性オキシム系光重合開始剤、ベンゾイン系光重合開始剤、ベンジル系光重合開始剤、ベンゾフェノン系光重合開始剤、ケタール系光重合開始剤、チオキサントン系光重合開始剤などが挙げられる。
【0085】
具体的には、ベンゾインエーテル系光重合開始剤としては、例えば、ベンゾインメチルエーテル、ベンゾインエチルエーテル、ベンゾインプロピルエーテル、ベンゾインイソプロピルエーテル、ベンゾインイソブチルエーテル、2,2−ジメトキシ−1,2−ジフェニルエタン−1−オン、アニソールメチルエーテルなどが挙げられる。アセトフェノン系光重合開始剤としては、例えば、2,2−ジエトキシアセトフェノン、2,2−ジメトキシ−2−フェニルアセトフェノン、1−ヒドロキシシクロヘキシルフェニルケトン、4−フェノキシジクロロアセトフェノン、4−t−ブチル−ジクロロアセトフェノンなどが挙げられる。α−ケトール系光重合開始剤としては、例えば、2−メチル−2−ヒドロキシプロピオフェノン、1−[4−(2−ヒドロキシエチル)−フェニル]−2−ヒドロキシ−2−メチルプロパン−1−オンなどが挙げられる。芳香族スルホニルクロリド系光重合開始剤としては、例えば、2−ナフタレンスルホニルクロライドなどが挙げられる。光活性オキシム系光重合開始剤としては、例えば、1−フェニル−1,1−プロパンジオン−2−(o−エトキシカルボニル)−オキシムなどが挙げられる。ベンゾイン系光重合開始剤としては、例えば、ベンゾインなどが挙げられる。ベンジル系光重合開始剤としては、例えば、ベンジルなどが挙げられる。ベンゾフェノン系光重合開始剤としては、例えば、ベンゾフェノン、ベンゾイル安息香酸、3,3´−ジメチル−4−メトキシベンゾフェノン、ポリビニルベンゾフェノン、α−ヒドロキシシクロヘキシルフェニルケトンなどが挙げられる。ケタール系光重合開始剤としては、例えば、ベンジルジメチルケタールなどが挙げられる。チオキサントン系光重合開始剤としては、例えば、チオキサントン、2−クロロチオキサントン、2−メチルチオキサントン、2,4−ジメチルチオキサントン、イソプロピルチオキサントン、2,4−ジクロロチオキサントン、2,4−ジエチルチオキサントン、2,4−ジイソプロピルチオキサントン、ドデシルチオキサントンなどが挙げられる。
【0086】
また、上記熱重合開始剤としては、例えば、2,2´−アゾビスイソブチロニトリル、2,2´−アゾビス−2−メチルブチロニトリル、2,2´−アゾビス(2−メチルプロピオン酸)ジメチル、4,4´−アゾビス−4−シアノバレリアン酸、アゾビスイソバレロニトリル、2,2´−アゾビス(2−アミジノプロパン)ジヒドロクロライド、2,2´−アゾビス[2−(5−メチル−2−イミダゾリン−2−イル)プロパン]ジヒドロクロライド、2,2´−アゾビス(2−メチルプロピオンアミジン)二硫酸塩、2,2´−アゾビス(N,N´−ジメチレンイソブチルアミジン)ジヒドロクロライドなどのアゾ系熱重合開始剤;ジベンゾイルペルオキシド、tert−ブチルペルマレエートなどの過酸化物系熱重合開始剤;レドックス系熱重合開始剤などが挙げられる。
【0087】
第一の粘着剤及びその他の粘着剤を形成する粘着剤組成物が光重合開始剤を含む場合、その含有量は、特に限定されないが、例えば、モノマー混合物100重量部に対して、0.001〜5重量部が好ましく、より好ましくは0.01〜5重量部であり、さらにより好ましくは0.05〜3重量部である。また、熱重合開始剤を含む場合、その含有量としては、特に限定されないが、従来、熱重合開始剤として利用可能な範囲であればよい。
【0088】
なお、光重合開始剤の活性化に際しては、活性エネルギー線を照射する。このような活性エネルギー線としては、例えば、α線、β線、γ線、中性子線、電子線などの電離性放射線や、紫外線などが挙げられ、特に、紫外線が好適である。また、活性エネルギー線の照射エネルギーや、その照射時間などは特に限定されないが、光重合開始剤を活性化させて、モノマー成分の反応を生じさせることができればよい。
【0089】
さらにまた、架橋により、第一の粘着剤及びその他の粘着剤の凝集力を高めて、第一の粘着剤及びその他の粘着剤の被着体への接着力を向上させる点から、粘着剤組成物には、多官能(メタ)アクリレートが含まれていることが好ましい。なお、多官能(メタ)アクリレートは、2種以上含まれていてもよい。
【0090】
多官能(メタ)アクリレートとしては、少なくとも2個の(メタ)アクリロイル基を有する化合物などの1以上の(メタ)アクリロイル基を有し硬化時に架橋構造を形成する化合物であれば特に限定されないが、例えば、トリメチロールプロパントリ(メタ)アクリレート、テトラメチロールメタンテトラアクリレート、ペンタエリスリトールジ(メタ)アクリレート、ペンタエリスリトールトリ(メタ)アクリレート、ペンタエリスリトールテトラ(メタ)アクリレート、1,2−エチレングリコールジ(メタ)アクリレート、1,4−ブチレングリコールジ(メタ)アクリレート、1,6−ヘキサンジオールジ(メタ)アクリレート、1,12−ドデカンジオールジ(メタ)アクリレート、ジペンタエリスリトールモノヒドロキシペンタ(メタ)アクリレート、ジペンタエリスリトールヘキサ(メタ)アクリレート、ポリエチレングリコールジ(メタ)アクリレート、ヘキサンジオールジ(メタ)アクリレート、(ポリ)エチレングリコールジ(メタ)アクリレート、(ポリ)プロピレングリコールジ(メタ)アクリレート、ネオペンチルグリコールジ(メタ)アクリレート、テトラメチロールメタントリ(メタ)アクリレート、アリル(メタ)アクリレート、ビニル(メタ)アクリレート、エポキシアクリレート、ポリエステルアクリレート、ウレタンアクリレート、末端に(メタ)アクリロイル基を複数個有する反応性ハイパーブランチポリマー[例えば、商品名「CN2300」「CN2301」「CN2320」(SARTOMER社製)など]などが挙げられる。なお、「(メタ)アクリロイル基」とは、「アクリロイル基」及び/又は「メタクリロイル基」を意味し、他も同様である。
【0091】
粘着剤組成物が多官能(メタ)アクリレートを含む場合、その具体的な含有量は、多官能(メタ)アクリレートの分子量や官能基数などにより異なるが、例えば、モノマー混合物100重量部に対して、0.001〜5重量部が好ましく、より好ましくは0.001〜3重量部であり、さらにより好ましくは0.01〜2重量部である。5重量部を超えると、粘着剤の凝集力が高くなりすぎ、感圧接着力が低下するおそれがあり、一方、含有量が少なすぎると(例えば、0.001重量部未満であると)、粘着剤の凝集力が低下するおそれがある。
【0092】
なお、第一の粘着剤及びその他の粘着剤には、各種添加剤が含まれていてもよい。このような添加剤としては、例えば、イソシアネート系架橋剤、エポキシ系架橋剤などの架橋剤;架橋助剤;ロジン誘導体樹脂、ポリテルペン樹脂、石油樹脂、油溶性フェノール樹脂などの粘着付与剤;可塑剤;充填剤;老化防止剤;界面活性剤などが挙げられる。
【0093】
第一の粘着剤及びその他の粘着剤の溶剤不溶分(ゲル分率)は、特に限定されないが、35〜99重量%が好ましく、より好ましくは50〜99重量%であり、さらにより好ましくは70〜95重量%である。溶剤不溶分が35重量%未満であると、粘着剤の弾性率が低くなり、発泡剥離が困難となるおそれがある。一方、含有量が99重量%超えると、濡れ性が悪く、接着が困難となるおそれがある。
【0094】
なお、粘着剤の溶剤不溶分とは、粘着剤中の「溶剤不溶成分の割合」を意味し、以下の「粘着剤の溶剤不溶分の測定方法」により算出される値である。なお、溶剤不溶分には、第一の粘着剤及びその他の粘着剤が熱発泡剤や微粒子等の溶剤に不溶な成分を含む場合、該溶剤に不溶の成分も含まれる。
【0095】
粘着剤の溶剤不溶分は、以下のようにして求められる。粘着剤を約1g採取し、これを精秤して浸漬前の粘着剤の重量を求める。次に、これを酢酸エチル約40gに7日間浸漬した後、酢酸エチルに不溶解部分を全て回収し、130℃で2時間乾燥させて、その不溶解部分の乾燥重量を求める。そして、得られた数値を以下の式に代入して算出する。
粘着剤の溶剤不溶分(重量%)=(不溶解部分の乾燥重量/浸漬前の粘着剤の重量)×100
【0096】
特に、本発明の粘着シートでは、被着体に対する接着性を維持しつつ、解体性を向上させる点から、第一の粘着剤及びその他の粘着剤のうち、少なくとも一以上の粘着剤は、熱発泡剤を含む粘着剤(熱発泡剤含有粘着剤、熱発泡剤含有粘着剤部)であることが好ましい。
【0097】
中でも、熱発泡剤含有粘着剤は、粘着テープの生産性、生産時の環境への悪影響を抑制する点、特定の粘着面における被着体に対する接着性をより向上させる点、さらに解体性をより向上させる点から、炭素数2〜18のアルキル基を有するアルキル(メタ)アクリレートを主成分とするモノマー混合物又はその部分重合物を主成分とし、該モノマー混合物100重量部に対して、光重合開始剤を0.001〜5重量部、熱発泡剤を10〜200重量部、多官能(メタ)アクリレートを0.001〜5重量部含む粘着剤組成物により形成されることが好ましい。
【0098】
さらに、熱発泡剤含有粘着剤の溶剤不溶分(ゲル分率)は、特に限定されないが、特定の粘着面における被着体に対する接着性を維持しつつ、加熱による被着体からの分離性や加熱解体性をより向上させる点から、その溶剤不溶分が35〜99重量%であることが好ましく、より好ましくは50〜99重量%であり、さらにより好ましくは70〜95重量%である。
【0099】
ゆえに、熱発泡剤含有粘着剤は、特定の粘着面における被着体に対する接着性を維持しつつ、加熱による被着体からの分離性や加熱解体性をより向上させる点から、炭素数2〜18のアルキル基を有するアルキル(メタ)アクリレートを主成分とするモノマー混合物又はその部分重合物、光重合開始剤、熱発泡剤、及び、多官能(メタ)アクリレートを含む粘着剤組成物により形成され、さらに、その溶剤不溶分が35〜99重量%であることが好ましい。
【0100】
本発明の粘着シートにおいて、第一の粘着剤及びその他の粘着剤のうち、少なくとも一以上の粘着剤が熱発泡剤含有粘着剤である場合、特定の粘着面に占める熱発泡剤含有粘着剤から構成された領域の割合は、特に限定されないが、特定の粘着面の全面積に対して、20〜85%(面積%)が好ましく、より好ましくは25〜70%である。熱発泡剤含有粘着剤から構成された領域が20%未満であると、粘着シートの解体性に悪影響を及ぼすおそれがある。一方、熱発泡剤含有粘着剤から構成された領域が85%を超えると、粘着シートの接着性に悪影響を及ぼすおそれがある。
【0101】
さらにまた、本発明の粘着シートでは、特定の粘着面で、被着体に対しての強接着性を発揮させる点から、第一の粘着剤及びその他の粘着剤のうち、少なくとも一以上の粘着剤が、微粒子を含む粘着剤(微粒子含有粘着剤、微粒子含有粘着剤部)であることが好ましい。
【0102】
特に、微粒子含有粘着剤は、粘着テープの生産性、生産時の環境への悪影響を抑制する点、特定の粘着面における被着体に対する接着性をより向上させる点から、炭素数2〜18のアルキル基を有するアルキル(メタ)アクリレートを含むモノマー混合物又はその部分重合物、光重合開始剤、微粒子、及び、多官能(メタ)アクリレートを含む粘着剤組成物により形成されることが好ましい。
【0103】
本発明の粘着シートにおいて、第一の粘着剤及びその他の粘着剤のうち、少なくとも一以上の粘着剤が微粒子含有粘着剤である場合、特定の粘着面に占める微粒子含有粘着剤から構成された領域の割合は、特に限定されないが、特定の粘着面の全面積に対して、15〜80%(面積%)が好ましく、より好ましくは30〜70%である。微粒子含有粘着剤から構成された領域が15%未満であると、粘着シートの接着性に悪影響を及ぼすおそれがある。一方、熱発泡剤含有粘着剤から構成された領域が80%を超えると、粘着シートの接着性が強くなりすぎ、粘着シートの解体性に悪影響を及ぼすおそれがある
【0104】
なお、第一の粘着剤及びその他の粘着剤のうち、少なくとも一以上の粘着剤は、熱発泡剤及び微粒子を含む粘着剤(熱発泡剤及び微粒子を含む粘着剤部)であってもよい。
【0105】
特に、第一の粘着剤及びその他の粘着剤は、接着性及び解体性の両特性をより高いレベルで得る点から、上記熱発泡剤含有粘着剤及び上記微粒子含有粘着剤であることが好ましい。すなわち、本発明の粘着シートは、第一の粘着剤としての熱発泡剤含有粘着剤から構成された領域(第一の粘着剤部としての熱発泡剤含有粘着剤部から構成された領域)と第二の粘着剤としての微粒子含有粘着剤粘着剤から構成された領域(第二の粘着剤部としての微粒子含有粘着剤粘着剤部から構成された領域)とが存在する特定の粘着面を有することが好ましい。
【0106】
熱発泡剤含有粘着剤から構成された領域と微粒子含有粘着剤から構成された領域とが存在する特定の粘着面において、熱発泡剤含有粘着剤から構成された領域と微粒子含有粘着剤から構成された領域との割合は、特に限定されないが、被着体に対する初期接着性及び加熱による熱解体性のバランスの点から、前者/後者で、20/80〜85/15が好ましく、より好ましくは25/75〜70/30である。
【0107】
本発明の粘着シートは、粘着剤を2種類以上含む粘着剤層であって、且つ、各粘着剤が特定の粘着面となる層表面で露出している粘着剤層(特定の粘着剤層)を有するが、該特定の粘着剤層の厚みは、特に限定されないが、接着性と解体性との両立の点から、30μm〜2000μmが好ましく、より好ましくは50μm〜1500μmである。
【0108】
上記特定の粘着剤層は、第一の粘着剤及びその他の粘着剤を含み、各粘着剤が特定の粘着面となる層表面で露出している構造を有するが、特定の粘着面となる層表面における各粘着剤の露出構造及び特定の粘着面での平滑性を容易に得ることができる点から、第一の粘着剤がその他の粘着剤により覆われるように設けられている構造を有することが好ましい。
【0109】
なお、上記より第一の粘着剤及びその他の粘着剤は上記熱発泡剤含有粘着剤及び上記微粒子含有粘着剤であることが好ましいので、上記特定の粘着剤層は、例えば、上記熱発泡剤含有粘着剤及び上記微粒子含有粘着剤を含み、上記熱発泡剤含有粘着剤が上記微粒子含有粘着剤により覆われるように設けられている構造を有することが好ましい。
【0110】
上記特定の粘着剤層は、単層構造であってもよいし、積層構造であってもよい。特に、特定の粘着面の形成しやすさや生産性の点から、特定の粘着面で露出する粘着剤同士が部分的に積層する積層構造が好ましい。
【0111】
本発明の粘着シートは、上記より、第一の粘着剤及びその他の粘着剤のうち、少なくとも一以上の粘着剤が熱発泡剤含有粘着剤であることが好ましいが、該熱発泡剤含有粘着剤の厚みは、特に限定されないが、粘着特性とコスト等の点から、10〜300μmが好ましく、より好ましくは30〜200μmである。また、熱発泡剤含有粘着剤の厚みは、特定の粘着剤層の厚みと同じあってもよい。さらに、熱発泡剤含有粘着剤が特定の粘着剤層中に2以上含まれる場合、全ての熱発泡剤含有粘着剤が同じ厚みであってもよいし、異なっていてもよい。なお、熱発泡剤含有粘着剤が特定の粘着剤層中に2以上含まれる場合、熱発泡剤含有粘着剤の厚みは、最大の厚みを有する熱発泡剤含有粘着剤の厚みである。また、熱発泡剤含有粘着剤の厚みが一定でない場合、最大厚みを熱発泡剤含有粘着剤の厚みとする。
【0112】
本発明の粘着シートは、上記より、第一の粘着剤及びその他の粘着剤のうち、少なくとも一以上の粘着剤が微粒子含有粘着剤であることが好ましいが、該微粒子含有粘着剤の厚みは、特に限定されないが、30〜2000μmが好ましく、より好ましくは50〜1500μmである。また、微粒子含有粘着剤の厚みは、特定の粘着剤層の厚みと同じあってもよい。さらに、微粒子含有粘着剤が特定の粘着剤層中に2以上含まれる場合、全ての微粒子含有粘着剤が同じ厚みであってもよいし、異なっていてもよい。なお、微粒子含有粘着剤が特定の粘着剤層中に2以上含まれる場合、微粒子含有粘着剤の厚みは、最大の厚みを有する微粒子含有粘着剤の厚みである。また、微粒子含有粘着剤の厚みが一定でない場合、最大厚みを微粒子含有粘着剤の厚みとする。
【0113】
また、本発明の粘着シートは、粘着面がセパレーターにより保護されていてもよい。このようなセパレーターとしては、少なくとも一方の面が平滑な面である限り特に限定されないが、例えば、基材(セパレーター用基材)の少なくとも一方の表面側に剥離処理剤による剥離処理層が形成されているセパレーターの他、フッ素系ポリマー(例えば、ポリテトラフルオロエチレン、ポリクロロトリフルオロエチレン、ポリフッ化ビニル、ポリフッ化ビニリデン、テトラフルオロエチレン−ヘキサフルオロプロピレン共重合体、クロロフルオロエチレン−フッ化ビニリデン共重合体等)からなる低接着性基材や、無極性ポリマー(例えば、ポリエチレン、ポリプロピレン等のオレフィン系樹脂など)からなる低接着性基材などが挙げられる。
【0114】
上記セパレーター用基材の少なくとも一方の表面側に剥離処理層が形成されているセパレーターにおけるセパレーター用基材としては、ポリエステルフィルム(ポリエチレンテレフタレートフィルム等)、オレフィン系樹脂フィルム(ポリエチレンフィルム、ポリプロピレンフィルム等)、ポリ塩化ビニルフィルム、ポリイミドフィルム、ポリアミドフィルム(ナイロンフィルム)、レーヨンフィルムなどのプラスチック系基材フィルム(合成樹脂フィルム)や紙類(上質紙、和紙、クラフト紙、グラシン紙、合成紙、トップコート紙など)の他、これらを、ラミネートや共押し出しなどにより、複層化したもの(2〜3層の複合体)等が挙げられる。中でも、ポリエステルフィルムが好ましく、より好ましくはポリエチレンテレフタレート(PET)フィルムである。また、剥離処理層を構成する剥離処理剤としては、特に限定されないが、例えば、シリコーン系剥離処理剤、フッ素系剥離処理剤、長鎖アルキル系剥離処理剤などが挙げられる。なお、剥離処理剤は、単独で、又は2種以上を組み合わせて用いられる。
【0115】
セパレーターは、光透過性を有することが好ましい。また、セパレーターの厚みは、強度の観点から、10〜200μmが好ましく、より好ましくは20〜100μmである。なお、セパレーターは、単層、積層の何れの形態を有していてもよい。
【0116】
セパレーターの表面粗さ(特に特定の粘着面と接する側の表面の表面粗さ)(算術平均粗さ Ra)は、特に限定されないが、1μm以下が好ましく、より好ましくは0.5μm以下である。本発明の粘着シートを作製する際に、表面粗さの小さいセパレーター上に粘着剤組成物を塗布してから特定の粘着剤層を形成すると、平滑性に優れる特定の粘着面を容易に得ることできる。さらに、本発明の粘着シートの特定の粘着面が表面粗さの小さいセパレーターにより保護されていると、保存中に表面が荒れることを防止でき、また、セパレーターの表面構造を特定の粘着面に転写させて、特定の粘着面をより平滑にできる。
【0117】
上記より、本発明の粘着シートは、基材の少なくとも片面に粘着剤層を有する基材付きタイプの粘着シートであってもよいが、基材付きタイプである場合に用いられる基材としては、例えば、ポリエチレンテレフタレートフィルム等のポリエステルフィルム、ポリエチレンフィルム、ポリプロピレンフィルム等のオレフィン系樹脂フィルム、ポリ塩化ビニルフィルム、ポリイミドフィルム、ポリアミドフィルム(ナイロンフィルム)、レーヨンフィルムなどのプラスチック系基材フィルム(合成樹脂フィルム);上質紙、和紙、クラフト紙、グラシン紙、合成紙、トップコート紙など紙類;これらを、ラミネートや共押し出しなどにより、複層化したもの(2〜3層の複合体)などが挙げられる。なお、基材の厚みは、強度の観点から、10〜200μmが好ましく、より好ましくは20〜100μmである。
【0118】
また、本発明の粘着シートが両面粘着シートである場合、一方の面のみが特定の粘着面である両面粘着シートであってもよいが、本発明の粘着シートが一方の面のみが特定の粘着面である両面粘着シートである場合における特定の粘着面以外の粘着面を提供する粘着剤層としては、例えば、公知の粘着剤層(例えば、アクリル系粘着剤層、ゴム系粘着剤層、ビニルアルキルエーテル系粘着剤層、シリコーン系粘着剤層、ポリエステル系粘着剤層、ポリアミド系粘着剤層、ウレタン系粘着剤層、フッ素系粘着剤層、エポキシ系粘着剤層など)や、特定の粘着面を提供する粘着剤の形成に用いられる上記粘着剤組成物から得られる粘着剤層などが挙げられる。
【0119】
以下、本発明の粘着シートの具体的態様を、必要に応じて図面を参照しつつ説明する。なお、本発明の粘着シートは、下記の具体的態様に限定されない。
【0120】
本発明の粘着シートの具体的態様の一例を図1及び図2に示す。図1はこの具体的態様の概略図であり、図2はこの具体的態様の断面概略図である。この態様の粘着シート(粘着テープ)は、3つの長さ方向に筋状の粘着剤から構成された領域から構成され、これらの3つ領域のうち端部の2つの領域を構成する粘着剤が共通する特定の粘着面を有する。
【0121】
図1及び図2において、1は粘着テープ(粘着シート)であり、11は特定の粘着剤層であり、111は第一の粘着剤(第一の粘着剤部)であり、112は第二の粘着剤(第二の粘着剤部)であり、12はセパレーターである。第一の粘着剤111と第二の粘着剤112は、異なる組成の粘着剤である。
【0122】
図1に示すように、粘着テープ1の特定の粘着面では、第一の粘着剤111による領域が2つ存在し、第二の粘着剤112による領域が1つ存在する。このように、粘着剤から構成された領域が3つ存在する。また、粘着テープ1の特定の粘着面では、第一の粘着剤111から構成された領域と第二の粘着剤112から構成された領域との間で段差はなく面一であり、全体として平滑である。さらに、粘着テープ1の特定の粘着面における粘着剤から構成された領域の形状は、長さ方向に筋状である。
【0123】
図2に示すように、粘着テープ1の特定の粘着剤層11は、第一の粘着剤111及び第二の粘着剤112から構成され、部分的に第一の粘着剤111と第二の粘着剤112の積層構造を有する。粘着テープ1の特定の粘着剤層11を特定の粘着面側からみると、第一の粘着剤111は第二の粘着剤112に覆われている。また、特定の粘着剤層11では、第二の粘着剤112の凸部の両側に第一の粘着剤111が積層されている。第一の粘着剤111は、凹凸のないシート状粘着剤であり、第二の粘着剤112の凸部と同じ厚みを有する。また、第二の粘着剤112は、中央部に長さ方向ライン状の凸部を有するシート状粘着剤である。いいかえれば、粘着テープ1の特定の粘着剤層11は、一方の表面の幅方向の両端に長さ方向に筋状の凹部を有する第二の粘着剤112に、該凹部を埋める形態で第一の粘着剤111が設けられている構造を有し、さらに凹部を埋める形態で第一の粘着剤111が設けられている側の表面が平坦である。また、粘着テープ1では、特定の粘着剤層11は第二の粘着剤112の一方の面側に2つの第一の粘着剤111が設けられている構造を有し、第一の粘着剤111が設けられている側の特定の粘着剤層11表面は平滑である。
【0124】
さらに、本発明の粘着シートの具体的態様の他の例を図3及び図4に示す。図3はこの具体的態様の概略図であり、図4はこの具体的態様の断面概略図である。図3及び4において、2は粘着テープ(粘着シート)であり、11は特定の粘着剤層であり、111は第一の粘着剤であり、112は第二の粘着剤であり、12はセパレーターである。特定の粘着剤層11は第一の粘着剤111及び第二の粘着剤112からなる。第一の粘着剤111と第二の粘着剤112は、異なる組成の粘着剤である。
【0125】
粘着テープ2の特定の粘着面では、第一の粘着剤111による領域が3つ存在し、第二の粘着剤112による領域が2つ存在する。このように、粘着剤から構成された領域が5つ存在する。また、粘着テープ2の特定の粘着面では、粘着剤から構成された領域が2種類存在する。さらに、粘着テープ2の特定の粘着面では、第一の粘着剤111と第二の粘着剤112との間で段差はなく面一であり、全体として平滑である。また、粘着テープ2の特定の粘着面における粘着剤から構成された領域の形状は長さ方向に筋状である。
【0126】
図4に示すように、粘着テープ2の特定の粘着剤層11は、第一の粘着剤111及び第二の粘着剤112から構成され、部分的に第一の粘着剤111と第二の粘着剤112の積層構造を有する。粘着テープ2の特定の粘着剤層11を特定の粘着面側からみると、第一の粘着剤111は第二の粘着剤112に覆われている。また、特定の粘着剤層11では、第二の粘着剤112の凸部の両側に、第一の粘着剤111が積層されている。第一の粘着剤111は、凹凸のないシート状粘着剤であり、第二の粘着剤112の凸部と同じ厚みを有する。また、粘着剤112は、長さ方向ライン状の凸部を2つ有するシート状粘着剤である。いいかえれば、粘着テープ2の特定の粘着剤層11は、一方の表面の幅方向の中央部及び両端に長さ方向に筋状の凹部を有する第二の粘着剤112に、該凹部を埋める形態で第一の粘着剤111が設けられている構造を有し、さらに凹部を埋める形態で第一の粘着剤111が設けられている側の表面が平坦である。また、粘着テープ2では、特定の粘着剤層11は第二の粘着剤112の一方の面側に3つの第一の粘着剤111が設けられている構造を有し、第一の粘着剤111が設けられている側の特定の粘着剤層11表面は平滑である。
【0127】
上記粘着シート1や上記粘着シート2などの、第一の粘着剤から構成された領域と第二の粘着剤から構成された領域とが存在し、第一の粘着剤から構成された領域の形状及び第二の粘着剤から構成された領域の形状が長さ方向に筋状であり、且つ平滑である粘着面を有する上記粘着シートにおいて、上記第一の粘着剤111などの第一の粘着剤の厚みは、特に限定されないが、10〜300μmが好ましく、より好ましくは30〜200μmであり、また、上記第二の粘着剤112などの第二の粘着剤の厚み(最大厚み)は、特に限定されないが、30〜2000μmが好ましく、より好ましくは50〜1500μmである。さらに、上記粘着面において、形状が長さ方向に筋状である上記第一の粘着剤の筋1本の幅(形状が長さ方向に筋状である上記第一の粘着剤の領域の幅)は、特に限定されないが、1mm〜500mmが好ましく、より好ましくは3mm〜250mmである。さらにまた、上記粘着面において、形状が長さ方向に筋状である上記第二の粘着剤の筋1本の幅(形状が長さ方向に筋状である上記第二の粘着剤の領域の幅)は、特に限定されないが、幅方向で、1mm〜500mmが好ましく、より好ましくは3〜250mmである。
【0128】
なお、上記粘着シート1や上記粘着シート2などの本発明の粘着シートの幅は、特に限定されないが、5〜1000mmが好ましく、より好ましくは10〜500mmである。
【0129】
本発明の粘着シートは、特に限定されないが、第一の粘着剤を形成する粘着剤組成物及びその他の粘着剤を形成する粘着剤組成物を設ける工程1、第一の粘着剤から構成された領域と上記第一の粘着剤以外の粘着剤から構成された領域とが存在し且つ平滑である粘着面を有する粘着テープ又はシートを得る工程2を含む製造方法により得られることが好ましい。特に、工程2では、重合に付して、第一の粘着剤から構成された領域と上記第一の粘着剤以外の粘着剤から構成された領域とが存在し且つ平滑である粘着面を有する粘着テープ又はシートを得ることが好ましい。なお、「第一の粘着剤を形成する粘着剤組成物」を「第一の粘着剤組成物」と称する場合があり、また、「その他の粘着剤を形成する粘着剤組成物」を「その他の粘着剤組成物」と称する場合がある。
【0130】
第一の粘着剤組成物やその他の粘着剤組成物等の粘着剤組成物は、ベースポリマーあるいはベースポリマーを形成するモノマー成分とともに、熱発泡剤、微粒子、重合開始剤、その他添加剤等を必要に応じて選択して、公知の手法を用いて、混合して調製される。また、粘度調整などの必要に応じて、モノマー成分を一部重合させてもよい。
【0131】
例えば、熱発泡剤含有粘着剤を形成する粘着剤組成物(熱発泡剤含有粘着剤組成物)は、モノマー成分、熱発泡剤、重合開始剤、その他添加剤等を必要に応じて選択して、公知の手法を用いて、混合して調製される。また、微粒子含有粘着剤を形成する粘着剤組成物(微粒子含有粘着剤組成物)は、モノマー成分、微粒子、重合開始剤、その他添加剤等を必要に応じて選択して、公知の手法を用いて、混合して調製される。
【0132】
微粒子含有粘着剤組成物の調製例の一例を挙げて、粘着剤組成物の調製例を詳細に説明する。なお、粘着剤組成物の調製方法はこの調整例に限定されるものではない。例えば、微粒子含有粘着剤組成物は、(i)ベースポリマーを形成するためのモノマー成分及び光重合開始剤を混合して混合物(モノマー混合物と光重合開始剤の混合物)を調製し、(ii)該混合物に対して、必要に応じて活性エネルギー線重合反応(例えば、紫外線重合)を行って、一部のモノマー成分のみが重合した組成物(シロップ)を調製し、(iii)得られたシロップに微粒子、必要に応じて添加剤を配合することにより調製される。さらに、気泡を含有させる場合には、(iv)(iii)で得られた配合物に、気泡を導入して混合させる。なお、「シロップ」とは、「シロップ状の組成物」を意味する。
【0133】
微粒子含有粘着剤組成物に気泡を安定的に混合して存在させる観点からは、例えば上記の調製方法のように、気泡は組成物中に最後の成分として配合し混合させることが好ましい。また、気泡を安定して混合させる観点では、気泡を混合する前の配合物(例えば、上記(iii)で得られた配合物)の粘度を高くすることが好ましい。気泡を混合する前の配合物の粘度としては、特に限定されないが、例えば、5〜50Pa・s(BH粘度計、ローター:No.5ローター、回転数:10rpm、測定温度:30℃)が好ましく、より好ましくは10〜40Pa・sである。粘度が5Pa・s未満では、粘度が低すぎて混合した気泡がすぐに合一して系外に抜けてしまう場合があり、50Pa・sを超えると、粘度が高すぎてポリマー層の塗工による形成が困難となる場合がある。なお、上記粘度は、例えば、アクリルゴム、増粘性添加剤などの各種ポリマー成分を配合する方法、ベースポリマーを形成するためのモノマー成分を一部重合させる方法などにより、調整することができる。
【0134】
上記気泡を混合する方法としては、特に限定されず、公知の気泡混合方法を利用することができる。例えば、装置の例としては、中央部に貫通孔を有する円盤上に細かい歯が多数ついたステータと、上記歯のついているステータと対向しており円盤上にステータと同様に細かい歯がついているロータとを備えた装置などが挙げられる。この装置におけるステータ上の歯とロータ上の歯との間に気泡を混合させる配合物を導入し、ロータを高速回転させながら、貫通孔を通して気泡を形成させるためのガス成分(気泡形成ガス)を導入させることにより、気泡形成ガスが細かく分散され混合された組成物を得ることができる。
【0135】
特に、上記粘着シートの製造方法の工程1では、上記セパレーター上に第一の粘着剤を形成する粘着剤組成物及びその他の粘着剤を形成する粘着剤組成物を設けることがより好ましい。特定の粘着面で粘着剤から構成された領域間で段差が生じることを抑制でき、平滑性に優れる特定の粘着面を容易に得ることできる点、重合反応を阻害する空気中の酸素を遮断できる点、さらに作製された粘着シートの粘着面を保護する点からである。
【0136】
すなわち、本発明の粘着シートは、セパレーター上に、第一の粘着剤を形成する粘着剤組成物及びその他の粘着剤を形成する粘着剤組成物を設ける工程1、第一の粘着剤から構成された領域とその他の粘着剤から構成された領域とが存在し且つ平滑である粘着面を有する粘着シートを得る工程2を含む製造方法により得られることがより好ましい。
【0137】
また、上記粘着シートの製造方法の工程1は、セパレータ上に部分的に第一の粘着剤を形成する粘着剤組成物を設けてから、第一の粘着剤を形成する粘着剤組成物を覆うようにその他の粘着剤を形成する粘着剤組成物を設ける工程であることが好ましい。第一の粘着剤を形成する粘着剤組成物及びその他の粘着剤を形成する粘着剤組成物をセパレーター上に容易に設けることができ、セパレーターの平滑性を利用して、第一の粘着剤から構成された領域とその他の粘着剤から構成された領域とが存在し、且つ平滑である粘着面を有する粘着シートを作製できるからである。
【0138】
以下、本発明の粘着シートの製造方法の具体的態様の一例を、必要に応じて、図面を参照しつつ説明する。図5は、本発明の粘着シートの製造方法の具体的態様の一例を示す模式図である。
【0139】
この粘着シートの製造方法の具体的態様は、セパレーター上に部分的に第一の粘着剤を形成する粘着剤組成物を設けてから、第一の粘着剤を形成する粘着剤組成物を覆うように第二の粘着剤を形成する粘着剤組成物を設ける工程、重合に付して、第一の粘着剤から構成された領域と第二の粘着剤から構成された領域とが存在し且つ平滑である粘着面を有する粘着テープ又はシートを得る工程を含む。なお、「第二の粘着剤を形成する粘着剤組成物」を「第二の粘着剤組成物」と称する場合がある。
【0140】
この具体的態様によれば、粘着剤から構成された領域が2つ以上存在し、2種類の粘着剤から構成された領域が存在し、粘着剤から構成された領域の形状が長さ方向に筋状であり、且つ平滑である粘着面を有する粘着シートが得られる。この具体的態様によれば、様々なタイプの粘着シートが得られ、例えば、図1及び図2で示す粘着シート、図3及び図4で示す粘着シート、図9及び図10で示す粘着シート、図15及び図16で示す粘着シートなどが得られる。
【0141】
図5において、Aはロールナイフコーターであり、Bは2本ロールコーターであり、Cは硬化装置(重合装置)である。また、51は第一の粘着剤組成物であり、52は第一の粘着剤(第一の粘着剤部)であり、53は第二の粘着剤組成物であり、54は第二の粘着剤(第二の粘着剤部)であり、55は特定の粘着剤層であり、56は粘着シートであり、57aはセパレーターであり、57bはセパレーターである。さらに、60は工程ロールであり、61は堰板である。粘着シート56において、セパレーター57a側の面が特定の粘着面に相当する。さらに、図5の進行方向は、セパレーターが動いていく方向である。なお、セパレーター57a及びセパレーター57bは、表面が平滑なセパレーターである。また、セパレーター57a及びセパレーター57bは、使用前はロール上に巻回された常態で保存されており、当該巻回体から繰り出して用いられることが多い。
【0142】
まず、セパレーター57aが繰り出され、ロールナイフコーターAにより、セパレーター57a上に第一の粘着剤組成物が部分的に設けられる(工程(1))。図6は、本発明の粘着シートの製造方法の具体的態様の一例の工程(1)の態様を示す平面図である。図6において、Aはロールナイフコーターであり、51は第一の粘着剤組成物であり、57aはセパレーターである。また、図6中の進行方向はセパレーター57aが動いていく方向を示す。工程(1)では、図6に示すように、ロールナイフコーターを用いて、第一の粘着剤組成物が長さ方向に筋状に塗布され、セパレーター57a上に長さ方向に筋状の第一の粘着剤組成物が2つ形成される。
【0143】
上記ロールナイフコーターAは、ギャップの一部を埋めることにより、第一の粘着剤組成物を部分的に設けないようにしている。また、ギャップを調整することにより、第一の粘着剤組成物の厚さを調整することができる。これらのことより、粘着シート56において、第一の粘着剤52の数、幅、厚みを調整できる。
【0144】
次に、2本ロールコーターBにより、上記で得たシート(セパレーター57a上に長さ方向に筋状の第一の粘着剤組成物が部分的に2つ設けられているシート)の第一の粘着剤組成物を覆うように第二の粘着剤組成物が設けられる(工程(2))。
【0145】
上記2本ロールコーターBは、2つの工程ロール60と、堰板61と、液溜め(粘着剤組成物の液溜め)とからなる。工程(2)では、2本ロールコーターBにより、上記で得たシートの第一の粘着剤組成物が設けられている側の面を、液溜め中の第二の粘着剤組成物と接触させて、セパレーター57aとセパレーター57bとの間に第一の粘着剤組成物を覆うように第二の粘着剤組成物が導入されるが、2本ロールコーターBにおける2本の工程ロール60間の距離を調節することにより、粘着シート56において、第二の粘着剤54の厚みを調整できる。
【0146】
図7及び図8は、当該具体的態様の工程(2)終了後に得られた積層シートの概略図である。図7は当該具体的態様の工程(2)終了後に得られた積層シートの平面概略図(セパレータ57a側の平面概略図)であり、図8は当該具体的態様の工程(2)終了後に得られた積層シートの断面概略図(図7のA−A’線に沿った断面概略図)である。また、図7及び8において、51は第一の粘着剤組成物であり、53は第二の粘着剤組成物であり、57aはセパレーターであり、57bはセパレーターである。なお、図7において、表面にセパレーター57aを有するが、記載を省略している。
【0147】
工程(1)でロールナイフコーターAのギャップを埋める部分の幅を調整して、第一の粘着剤組成物の幅や数を調整することや、工程(2)で第一の粘着剤組成物を覆う第二の粘着剤組成物の幅を調整することにより、作製された粘着シート56の特定の粘着面での第一の粘着剤から構成された領域と第二の粘着剤から構成された領域との割合を容易に調整することができる。
【0148】
最後に、上記で得られた積層シート(工程(2)終了後に得られた積層シート、図7及び図8参照)を、硬化装置Cにより重合に付して、第一の粘着剤組成物及び第二の粘着剤組成物を硬化させて、第一の粘着剤及び第二の粘着剤を形成し、第一の粘着剤から構成された領域と第二の粘着剤から構成された領域とが存在し、且つ平滑である粘着面を有する粘着シートを得る(工程(3))。
【0149】
硬化装置Cとしては、特に限定されないが、例えば、活性エネルギー線照射装置(好ましくは紫外線照射装置やエックス線照射装置など)、加熱装置、活性エネルギー線照射機能及び加熱機能を兼ね備える装置などが挙げられる。特に、硬化装置Cとしては、本発明の粘着シートの製造方法では、作業性、環境面、重合時間を短くすることができる点から、光重合法を採用することが好ましいので、活性エネルギー線照射装置や活性エネルギー線照射機能及び加熱機能を兼ね備える装置が好ましい。なお、工程(3)で乾燥工程を設ける場合には活性エネルギー線照射機能及び加熱機能を兼ね備える装置が好ましい。
【0150】
工程(3)における活性エネルギー線の照射は、粘着剤組成物が十分に硬化する限り特に限定されず、照度や照射時間を適宜選択できる。活性エネルギー線の照射条件としては、工程速度や粘着剤組成物の組成、粘着剤組成物の厚みにもよるが、例えば、10〜3000mJ/cm2である。
【0151】
図9及び10は、当該具体的態様の工程(3)終了後に得られた粘着シートを示す概略図である。図9は当該具体的態様の工程(3)終了後に得られた粘着シートの平面概略図(セパレーター57a側の平面図、特定の粘着面側の平面図)であり、図10は当該具体的態様の工程(3)終了後に得られた粘着シートの断面概略図である(図9のB−B’線に沿った断面概略図)である。また、52は第一の粘着剤であり、54は第二の粘着剤であり、55は特定の粘着剤層であり、56は粘着シートであり、57aはセパレーターであり、57bはセパレーターである。この粘着シートは、両面粘着シートであり、セパレーター57a側の面が特定の粘着面である。なお、図9において、表面にセパレーター57aを有するが、記載を省略している。
【0152】
上記粘着シート56は、(i)粘着剤から構成された領域間の段差がなく、平滑である粘着面であって、(ii)2つの第一の粘着剤の長さ方向に筋状の領域及び3つの第二の粘着剤の長さ方向に筋状の領域からなる5つの粘着剤の長さ方向に筋状の領域が存在し、(iii)該5つの粘着剤の長さ方向に筋状の領域が、幅方向の端部から順に、第二の粘着剤の長さ方向に筋状の領域、第一の粘着剤の長さ方向に筋状の領域、第二の粘着剤の長さ方向に筋状の領域、第一の粘着剤の長さ方向に筋状の領域、第二の粘着剤の長さ方向に筋状の領域である粘着面を有する。粘着シート56において、粘着剤から構成された領域間の段差がなく、平滑である粘着面を有するのは、工程(1)及び工程(2)において第一の粘着剤組成物及び第二の粘着剤組成物が設けられるセパレーター57aの表面が平滑であること、及び、工程(2)で第二の粘着剤組成物が第一の粘着剤組成物を覆うように設けられることによる。
【0153】
また、上記粘着シート56の特定の粘着剤層55は、2つの第一の粘着剤52及び1つの第二の粘着剤54を含み、セパレーター57a側の表面で、全ての粘着剤(2つの第一の粘着剤52及び1つの第二の粘着剤54)が露出している構造を有する。上記粘着シート56の特定の粘着剤層55は、2つの第一の粘着剤52が1つの第二の粘着剤54により覆われている構造を有し、さらに、平滑であり、且つ全ての粘着剤が露出している表面を有する。いいいかえれば、上記粘着シート56では、特定の粘着剤層55が1つの第二の粘着剤54上に2つの第一の粘着剤52が設けられている構造を有し、第一の粘着剤52が設けられている側の特定の粘着剤層55の表面が平滑である。
【0154】
さらに、上記粘着シート56において、特定の粘着剤層55は、2つのシート状の第一の粘着剤52と、表面に2つの長さ方向に筋状の凹部を有するシート状の第二の粘着剤54とから構成され、第二の粘着剤54の凹部に第一の粘着剤52が設けられている構造を有する。上記特定の粘着剤層55では、第一の粘着剤52は、第二の粘着剤54の凹部に入り込んで、第二の粘着剤54の凹部を埋めており、特定の粘着剤層55の一方の表面を平坦にしている。
【0155】
上記粘着シートの製造方法の具体的態様における工程速度は、特に限定されないが、遅すぎると生産性の点で問題が生じ、速すぎると粘着剤組成物の硬化が不十分となるおそれがある。このため、工程速度は、0.1〜100m/分が好ましく、より好ましくは1〜80m/分である。
【0156】
なお、工程(1)と工程(2)との間で硬化工程を設ける場合、用いられる装置としては、特に限定されないが、例えば、紫外線照射装置等の活性エネルギー線照射装置などの上記硬化装置Cなどが挙げられる。また、この硬化工程では、空気中の酸素との接触による反応阻害を抑制する点から、粘着剤組成物表面をカバーフィルムで被覆してもよい。
【0157】
さらに、上記粘着シートの製造方法の具体的態様では、熱乾燥工程、セパレーターを剥離する工程、剥離したセパレーターを再貼付する工程、粘着シートをロール状に巻き取る工程、粘着シートを適切な幅に切断する工程などの各種工程を備えていてもよい。
【0158】
上記粘着シートの製造方法は、特に生産速度、製造コスト、粘着剤組成物の物性の影響を受けにくいこと、粘着剤から構成された領域調整のしやすさの点でメリットがある。
【0159】
本発明の粘着シートは、特定の粘着面を有するので、接合時には高い常態接着力を発揮し、なおかつ、使用後、容易に接着力を低下させることでき、被着体と粘着シートとの分離が容易であり、解体性に優れる。特に、本発明の粘着シートは、熱発泡剤含有粘着剤から構成された領域及び微粒子含有粘着剤から構成された領域の両方の領域が存在する特定の粘着面を有していると、より高い常態接着力を発揮し、より解体性にすぐれる。
【0160】
本発明の粘着シートが用いられる被着体の素材としては、特に限定されないが、例えば、ポリカーボネート、ポリプロピレン、ポリエステル、ポリスチレン、フェノール樹脂、エポキシ樹脂、ポリウレタン、ABS、アクリル樹脂等の各種樹脂;鉄、アルミニウム、銅、ニッケル及びこれらの合金等の各種金属;これらの複合素材などが挙げられる。また、本発明の粘着シートは、被着体表面が凹凸形状や曲線形状を有していても良好な接着性を発揮する。
【0161】
本発明の粘着シートは、自動車、機械部品、電化製品、建材等の各種分野の部材接合に好適に用いられる。特に、リサイクルやリワーク等を目的として解体する際に、本発明の粘着シートの解体性が有用であるからである。
【実施例】
【0162】
以下に、実施例に基づいて本発明をより詳細に説明するが、本発明はこれらの実施例に限定されない。
【0163】
(熱発泡剤含有粘着剤組成物の調製例1)
2−エチルヘキシルアクリレート:90重量部、アクリル酸:10重量部、光重合開始剤(商品名「イルガキュア184」、BASF社製):0.05重量部、光重合開始剤(商品名「イルガキュア651、BASF社製」):0.05重量部を、4つ口フラスコに投入し、窒素雰囲気下で紫外線に暴露して光重合させることにより、重合率7%の部分重合物(モノマーシロップ)を得た。
該部分重合物に、熱発泡剤(熱膨張性微小球、商品名「エクスパンセル 051DU40」、エクスパンセル社製):30重量部、トリメチロールプロパントリアクリレート:0.2重量部を添加し、均一に混合して、熱発泡剤含有粘着剤組成物を得た。
【0164】
(微粒子含有粘着剤組成物の調製例1)
2−エチルヘキシルアクリレート:90重量部、アクリル酸:10重量部、光重合開始剤(商品名「イルガキュア184」、BASF社製):0.05重量部、光重合開始剤(商品名「イルガキュア651、BASF社製」):0.05重量部を、4つ口フラスコに投入し、窒素雰囲気下で紫外線に暴露して光重合させることにより、重合率7%の部分重合物(モノマーシロップ)を得た。
該部分重合物に、1,6−ヘキサンジオールジアクリレート:0.08重量部、中空ガラスビーズ(商品名「フジバルーン N−40」、平均粒径:40μm、富士シリシア化学株式会社製):9.0重量部を添加し、プロペラミキサーを用いて均一に混合して、微粒子含有粘着剤組成物を得た。
【0165】
(セパレーターの使用例1)
セパレーターとして、一方の面がシリコン系離型処理剤で離型処理されたポリエステルフィルム(商品名「MRN−38」、三菱樹脂社製、シリコン系離型処理剤で離型処理された面の表面粗さ(Ra):0.045μm)を用いた。このセパレーターをセパレーター(A)とした。
【0166】
(セパレーターの使用例2)
セパレーターとして、一方の面がシリコン系離型処理剤で離型処理されたポリエステルフィルム(商品名「MRF−38」、三菱樹脂社製、シリコン系離型処理剤で離型処理された面の表面粗さ(Ra):0.044μm)を用いた。このセパレーターをセパレーター(B)とした。
【0167】
(実施例1)
上記工程(1)〜(3)を含む粘着シートの製造方法の具体的態様(図5の装置を使用)により、粘着シートを作製した。
工程(1):熱発泡剤含有粘着剤組成物を、セパレーター(B)の離型処理された面上に、硬化後の厚み(図16の距離cに相当)が100μmであり、塗布幅(図11〜16の距離bに相当、ロールナイフコーターでセットした塗布液の塗布幅、トータル幅)が30mm、熱発泡剤含有粘着剤組成物が塗布されていない部分の幅(ドライ部分の幅、図11〜16の距離aに相当)が中央に5mmとなるように調整したロールナイフコーター(図5のロールナイフコーターAに相当)にて塗布し、セパレーターの離型処理された面上に長さ方向に筋状の熱発泡剤含有粘着剤組成物を2つ有するシートを得た(図11及び図12参照)。
図11及び図12は、実施例で用いた粘着シートの製造方法の具体的態様の工程(1)終了後に得られたシートの概略図である。図11は実施例で用いた粘着シートの製造方法の具体的態様の工程(1)終了後に得られたシートの平面概略図(熱発泡剤含有粘着剤組成物を設けた側の平面概略図)であり、図12は実施例で用いた粘着シートの製造方法の具体的態様の工程(1)終了後に得られたシートの断面概略図(図11のC−C’線に沿った断面概略図)である。図11及び図12において、90bはセパレーター(B)であり、91は熱発泡剤含有粘着剤組成物である。また、aは熱発泡剤含有粘着剤組成物が塗布されていない部分の幅(ドライ部分の幅)であり、bは塗布幅である。
【0168】
工程(2):工程(1)で得たシート及びセパレーター(A)を、得られる粘着シートの粘着剤層のトータル厚み(合計厚み)(図16の距離dに相当)が500μmとなるようにギャップを調整した2本ロールコーター(図5の2本ロールコーターBに相当)に導入した。
そして、工程(1)で得た熱発泡剤含有粘着剤組成物を覆うように微粒子含有粘着剤組成物を設けて、セパレーター(A)とセパレーター(B)間に、微粒子含有粘着剤組成物と熱発泡剤含有粘着剤組成物から構成され、微粒子含有粘着剤組成物上に部分的に2つの熱発泡剤含有粘着剤組成物が積層されている積層体を得た(図13及び図14参照)。
図13及び図14は、実施例で用いた粘着シートの製造方法の具体的態様の工程(2)終了後に得られた積層体を含むシートの概略図である。図13は実施例で用いた粘着シートの製造方法の具体的態様の工程(2)終了後に得られた積層体を含むシートの平面概略図(セパレーター(B)側の平面概略図)であり、図14は実施例で用いた粘着シートの製造方法の具体的態様の工程(2)終了後に得られた積層体を含むシートの断面概略図(図13のD−D’線に沿った断面概略図)である。図13及び図14において、90aはセパレーター(A)であり、90bはセパレーター(B)であり、91は熱発泡剤含有粘着剤組成物であり、92は微粒子含有粘着剤組成物である。なお、図13では、セパレーター90aの記載を省略している。
工程(2)終了後に得られた積層体を含むシートは、一つの微粒子含有粘着剤組成物と二つの熱発泡剤含有粘着剤組成物とから構成されている。また、工程(2)終了後に得られた積層体を含むシートでは、セパレーター(B)側で幅方向の両端部から中央部にかけての一定の範囲に熱発泡剤含有粘着剤組成物が微粒子含有粘着剤組成物上に積層されている。さらに、工程(2)終了後に得られた積層体を含むシートのセパレーター(B)側の面は、幅方向の端部から順に熱発泡剤含有粘着剤組成物の長さ方向に筋状の領域、微粒子含有粘着剤組成物の長さ方向に筋状の領域、及び、熱発泡剤含有粘着剤組成物の長さ方向に筋状の領域から構成されている(図13及び図14参照)。
【0169】
工程(3):工程(2)で得た積層体を含むシートを、紫外線照射装置(図5の活性エネルギー線照射装置Cに相当)に導入し、積層体を含むシートの両面から、ブラックライトランプ(株式会社東芝製)を用いて、照度:5mW/cm2で、350nmの最大感度を有する紫外線(UV)を240秒間照射して、微粒子含有粘着剤組成物及び熱発泡剤含有粘着剤組成物を光硬化させて、特定の粘着面(形状が長さ方向に筋状である微粒子含有粘着剤から構成された領域と形状が長さ方向に筋状である熱発泡剤から構成された領域とが存在し、該微粒子含有粘着剤から構成された領域が幅方向の中央部に5mm幅で存在する1つの領域であり、該熱発泡剤含有粘着剤から構成された領域が幅方向の両端部に存在する2つの領域である粘着面、図15及び図16参照)を有し、30mm幅の粘着シートを得た。
図15及び図16は、実施例1の粘着シートの概略図である。図15は実施例1の粘着シートの平面概略図(セパレーター(B)側の平面概略図、特定の粘着面側の平面概略図)であり、図16は実施例1の粘着シートの断面概略図(図15のE−E’線に沿った断面概略図)である。図15及び図16において、90aはセパレーター(A)であり、90bはセパレーター(B)であり、101は熱発泡剤含有粘着剤(熱発泡剤含有粘着剤部)であり、102は微粒子含有粘着剤(微粒子含有粘着剤部)である。なお、図15では、セパレーター90aの記載を省略している。また、aはセパレーター(B)側の粘着面での微粒子含有粘着剤から構成された領域の幅を示し、bは粘着シートの幅を示し、cは熱発泡剤含有粘着剤の厚みを示し、dは粘着剤のトータル厚み(微粒子含有粘着剤の最大厚みでもある)を示す。
【0170】
なお、粘着シートの熱発泡剤含有粘着剤のゲル分率は、80重量%であった。
【0171】
(実施例2)
工程(1)において、熱発泡剤含有粘着剤組成物が塗布されていない部分の幅(ドライ部分の幅、距離aに相当)を10mmとしたこと以外は、実施例1と同様にして30mm幅の粘着シートを作製した。
【0172】
(実施例3)
工程(1)において、熱発泡剤含有粘着剤組成物が塗布されていない部分の幅(ドライ部分の幅、距離aに相当)を15mmとしたこと以外は、実施例1と同様にして30mm幅の粘着シートを作製した。
【0173】
(実施例4)
工程(1)において、熱発泡剤含有粘着剤組成物が塗布されていない部分の幅(ドライ部分の幅、距離aに相当)を12mmとしたこと以外は、実施例1と同様にして30mm幅の粘着シートを作製した。
【0174】
(実施例5)
工程(1)において、熱発泡剤含有粘着剤組成物が塗布されていない部分の幅(ドライ部分の幅、距離aに相当)を9mmとしたこと以外は、実施例1と同様にして30mm幅の粘着シートを作製した。
【0175】
(実施例6)
工程(1)において、熱発泡剤含有粘着剤組成物が塗布されていない部分の幅(ドライ部分の幅、距離aに相当)を6mmとしたこと以外は、実施例1と同様にして30mm幅の粘着シートを作製した。
【0176】
(比較例1)
熱発泡剤含有粘着剤組成物を、セパレーター(B)の離型処理された面上に、硬化後の厚みが100μmになるように塗布して熱発泡剤含有粘着剤層を形成し、該熱発泡剤含有粘着剤組成物層上に、層表面と離型処理された面とが接する形態で、セパレーター(A)を貼り合わせて、熱発泡剤含有粘着剤組成物層シートを得た。
熱発泡剤含有粘着剤組成物層シートの両面から、ブラックライトランプ(株式会社東芝製)を用いて、照度:5mW/cm2で、350nmの最大感度を有する紫外線(UV)を240秒間照射して、熱発泡剤含有粘着剤組成物層を光硬化させ、2枚のセパレーター間に熱発泡剤含有粘着剤層を有する熱発泡剤含有粘着シートを得た。
次に、微粒子含有粘着剤組成物を、セパレーター(A)の離型処理された面上に、硬化後の厚みが400μmになるように30mm幅で塗布して微粒子含有粘着剤層を形成し、該微粒子含有粘着剤組成物層上に、層表面と離型処理された面とが接する形態で、セパレーター(B)を貼り合わせて、30mm幅の微粒子含有粘着剤組成物層シートを得た。
微粒子含有粘着剤組成物層シートの両面から、ブラックライトランプ(株式会社東芝製)を用いて、照度:5mW/cm2で、350nmの最大感度を有する紫外線(UV)を240秒間照射して、微粒子含有粘着剤組成物層を光硬化させ、2枚のセパレーター間の微粒子含有粘着剤層を有する微粒子含有粘着シートを得た。
そして、熱発泡剤含有粘着シートを切断して、12.5mm幅の熱発泡剤含有粘着シートを2つ作製した。セパレーター(A)を剥がして熱発泡剤含有粘着剤層を露出させた該所定の幅の粘着シートを、それぞれ、セパレーター(B)を剥がして微粒子含有粘着剤層を露出させた30mm幅の微粒子含粘着剤組成物層シートの両側に貼り合わせ、中央部に長さ方向のライン状凹部を有する30mm幅の粘着シートを作製した。なお、該粘着シートの長さ方向のライン状凹部の幅(図17及び図18の距離eに相当)は5mmであった。
【0177】
図17及び図18に比較例1の粘着シートの概略図を示す。図17は比較例1の粘着シートの平面概略図(長さ方向のライン状凹部を有する側の平面概略図)であり、図18は比較例1の粘着シートの断面概略図(図17のF−F’線に沿った断面概略図)である。図17及び図18において、20は粘着シートであり、201はセパレーターであり、202は熱発泡剤含有粘着剤層であり、203は微粒子含有粘着剤層である。また、距離eは凹部の幅(2つの熱発泡剤含有粘着剤層の間の幅方向の距離)である。
【0178】
(比較例2)
熱発泡剤含有粘着シートを切断して、10mm幅の熱発泡剤含有粘着シートを2つ作製してから、該所定の幅の粘着シートを、それぞれ、30mm幅の微粒子含有粘着シートの両側に貼り合わせたこと以外は、比較例1と同様にして、中央部に長さ方向のライン状凹部を有する30mm幅の粘着シートを作製した。
なお、この中央部に長さ方向のライン状凹部を有する粘着シートの凹部の幅(距離eに相当)は10mmであった。
【0179】
(比較例3)
熱発泡剤含有粘着シートを切断して、7.5mm幅の熱発泡剤含有粘着シートを2つ作製してから、該所定の幅の粘着シートを、それぞれ、30mm幅の微粒子含有粘着シートの両側に貼り合わせたこと以外は、比較例1と同様にして、中央部に長さ方向のライン状凹部を有する30mm幅の粘着シートを作製した。
なお、この中央部に長さ方向のライン状凹部を有する粘着シートの凹部の幅(距離eに相当)は15mmであった。
【0180】
(比較例4)
比較例1と同様にして、熱発泡剤含有粘着シート及び微粒子含粘着シートを得た。
次に、熱発泡剤含有粘着シートを切断して、30mm幅の熱発泡剤含有粘着シートを作製した。また、微粒子含粘着シートを切断して、30mm幅の微粒子含粘着シートを作製した。セパレーター(A)を剥がして熱発泡剤含有粘着剤層を露出させた30mm幅の該熱発泡剤含有粘着シートを、セパレーター(B)を剥がして微粒子含有粘着剤層を露出させた30mm幅の微粒子含粘着シートに貼り合わせ、2枚のセパレーター間に熱発泡剤含有粘着剤層及び微粒子含有粘着剤層の積層構造を有する30mm幅の積層粘着シートを作製した。
【0181】
図19及び図20に比較例4の積層粘着シートの概略図を示す。図19は比較例4の積層粘着シートの平面概略図(熱発泡剤含有粘着層側の平面概略図)であり、図20は比較例4の積層粘着シートの断面概略図(図19のG−G’線に沿った断面概略図)である。
図19及び図20において、21は積層粘着シートであり、201はセパレーターであり、202は熱発泡剤含有粘着剤層であり、203は微粒子含有粘着剤層である。なお、図19では、一方の面側のセパレーターの記載を省略している。なお、この積層粘着シートは、中央部に長さ方向のライン状凹部を有することはない。
【0182】
(比較例5)
微粒子含有粘着剤組成物を、セパレーター(A)の離型処理された面上に、硬化後の厚さが500μmとなるように30mm幅で塗布して、微粒子含有粘着剤組成物層を形成し、層表面と離型処理された面が接する形態で、セパレーター(B)を貼り合わせて、30mm幅の微粒子含有粘着剤組成物層シートを得た。
次に、微粒子含有粘着剤組成物層シートの両面から、ブラックライトランプ(株式会社東芝製)を用いて、照度:5mw/cm2で、350nmの最大感度を有する紫外線(UV)を240秒間照射して、微粒子含有粘着剤組成層を光硬化させ、2枚のセパレーター間に微粒子含有粘着剤層を有する30mm幅の粘着シートを作製した。
【0183】
図21及び図22に比較例5の粘着シートの概略図を示す。図21は比較例5の粘着シートの平面概略図であり、図22は比較例5の粘着シートの断面概略図(図21のH−H’線に沿った断面概略図)である。図21及び図22において、22は粘着シートであり、201はセパレーターであり、203は微粒子含有粘着剤層である。図21では、一方の面側のセパレーターの記載を省略している。また、この粘着シートは、中央部に長さ方向のライン状凹部を有することはない。
【0184】
(評価)
実施例及び比較例について、下記の(初期接着力の測定方法)により、接着力を測定して、接着性を評価した。また、下記の(加熱解体性の評価方法)により、解体性を評価した。これらの結果を、表1に示した。
【0185】
実施例の粘着シートについては、熱発泡剤含有剤から構成された領域及び微粒子含有粘着剤から構成された領域を有する粘着面を特定の粘着面とした。比較例1〜3の中央部に長さ方向のライン状凹部を有する粘着シートについては、ライン状凹部を有する側の粘着面を特定の粘着面とした。比較例4の積層粘着シートについては、熱発泡剤含有粘着剤層により提供される粘着面を特定の粘着面とした。比較例5の粘着シートについては、任意で一方の粘着面を特定の粘着面とした。
【0186】
なお、実施例1〜6の特定の粘着面において、熱発泡剤含有剤から構成された領域と微粒子含有粘着剤から構成された領域との間で段差はなく、その段差は5μm以下と評価できた。
【0187】
実施例の特定の粘着面における熱発泡剤含有剤から構成された領域と微粒子含有粘着剤から構成された領域との間の段差は下記により求めた。
粘着シートを長さ:10cmにサンプリングして、表面粗さ計(装置名「P−15」、TENCER社製)により、長さ:2cm毎に幅方向の表面粗さを求めて、特定の粘着面での熱発泡剤含有剤から構成された領域と微粒子含有粘着剤から構成された領域との間の段差を求めたそして、求めた各段差を平均して、その粘着シートの特定の粘着面での熱発泡剤含有剤から構成された領域と微粒子含有粘着剤から構成された領域との間の段差とした。
【0188】
(初期接着力の測定方法)
特定の粘着面における初期接着力を測定した。
最初に、セパレーターを剥がして、特定の粘着面とは反対側の面の粘着面を露出させ、該露出した粘着面に、厚さ50μmの片面コロナ処理されたポリエチレンテレフタレートフィルム(PETフィルム、商品名「ルミラー ♯50」、東レ株式会社製)を、コロナ処理面と粘着面が接する形態で貼り合わせて、測定サンプル(厚さ50μmの片面コロナ処理されたPETフィルムを支持体とする粘着シート、幅30mm)を作製した。
次に、測定用サンプルの特定の面側のセパレーターを剥がし、測定用サンプルを被着体[ポリカーボネート板(PC板、透明、商品名「ポリカーボネートプレート」、タキロン株式会社製)をアルコールで洗浄したもの]に、23℃の雰囲気下、5kgローラー、一往復の条件で圧着して、23℃で30分間エージングした。
エージング後、23℃の雰囲気下で引張試験機(商品名「TG−1kN」、ミネベア社製)を用いて、引張速度:50mm/min、90°の剥離方向で被着体から測定サンプルを引き剥がすことにより、接着力としての90°引き剥がし接着強さを測定した。
【0189】
(接着性の評価)
上記の(初期接着力の測定方法)により測定した90°引き剥がし接着強さが20N/30mm以上の場合を良好(○)と評価し、一方、90°引き剥がし接着強さが20N/30mm未満の場合を不良(×)と評価した。
【0190】
(加熱解体性の評価)
特定の粘着面における加熱解体性を測定した。
粘着テープの特定の面側のセパレーターを剥がして、被着体[ポリカーボネート板(PC板、透明、商品名「ポリカーボネートプレート」、タキロン株式会社製)をアルコールで洗浄したもの]に、23℃の雰囲気下、5kgローラー、一往復の条件で圧着し、さらに、測定用サンプルの特定の面と反対側の面のセパレーターを剥がし、被着体[ポリカーボネート板(PC板、透明、商品名「ポリカーボネートプレート」、タキロン株式会社製)をアルコールで洗浄したもの]を、23℃の雰囲気下、5kgローラー、一往復の条件で圧着して、評価用サンプルを得た。
評価用サンプルを23℃で30分間エージングした後、評価用サンプルごと熱風乾燥機に投入し、130℃で10分間加熱処理した。
そして、加熱処理終了後、加熱による熱発泡剤の発泡により、評価用サンプルの被着体からの剥離の程度を下記基準により評価した。
とても良好(◎):被着体から分離しており、問題なく解体できる
良好(○):一部が被着体から分離していないものの、悪影響を与えることはなく、解体に問題がない
不良(×):被着体からの分離が生じず、解体できない
【0191】
【表1】
【0192】
実施例1〜5は、良好な接着性を示すとともに、加熱することで容易に剥離(解体)することが可能であった。実施例6は、加熱解体時に微粒子含有粘着剤の一部が被着体に接着しており、解体性能の点で実施例1〜5よりは劣るものの、実用上問題はなかった。
一方、比較例1〜3は、加熱解体性は良好なものの、粘着面表面の段差により、被着体への圧着時、段差の近傍に浮きが生じるため、十分な接着性が得られなかった。比較例4は、良好な加熱解体性を有するものの、十分な接着性が得られなかった。比較例5は、良好な接着性を有するものの、加熱解体をすることができなかった。
【符号の説明】
【0193】
1 粘着テープ(粘着シート)
2 粘着テープ(粘着シート)
11 特定の粘着剤層
111 第一の粘着剤(第一の粘着剤部)
112 第二の粘着剤(第二の粘着剤部)
12 セパレーター
A ロールナイフコーター
B 2本ロールコーター
C 硬化装置
51 第一の粘着剤組成物
52 第一の粘着剤(第一の粘着剤部)
53 第二の粘着剤組成物
54 第二の粘着剤(第二の粘着剤部)
55 特定の粘着剤層
56 粘着シート
57a セパレーター
57b セパレーター
60 工程ロール
61 堰板
90a セパレーター(A)
90b セパレーター(B)
91 熱発泡剤含有粘着剤組成物
92 微粒子含有粘着剤組成物
101 熱発泡剤含有粘着剤(熱発泡剤含有粘着剤部)
102 微粒子含有粘着剤(微粒子含有粘着剤部)
20 粘着シート
21 積層粘着シート
22 粘着シート
201 セパレーター
202 熱発泡剤含有粘着剤(熱発泡剤含有粘着剤部)
203 微粒子含有粘着部剤(微粒子含有粘着剤部)
【特許請求の範囲】
【請求項1】
第一の粘着剤から構成された領域と前記第一の粘着剤以外の粘着剤から構成された領域とが存在し且つ平滑である粘着面を有することを特徴とする粘着テープ又はシート。
【請求項2】
第一の粘着剤から構成された領域の形状及び前記第一の粘着剤以外の粘着剤から構成された領域の形状が、長さ方向に筋状である請求項1記載の粘着テープ又はシート。
【請求項3】
形状が長さ方向に筋状である第一の粘着剤から構成された領域及び形状が長さ方向に筋状である前記第一の粘着剤以外の粘着剤から構成された領域が、前記第一の粘着剤が前記第一の粘着剤以外の粘着剤に覆われるように設けられている構造を有する粘着剤層により提供されている請求項2記載の粘着テープ又はシート。
【請求項4】
前記第一の粘着剤及び前記第一の粘着剤以外の粘着剤のうち、少なくとも一以上の粘着剤が熱発泡剤を含む粘着剤である請求項1〜3の何れかの項に記載の粘着テープ又はシート。
【請求項5】
前記熱発泡剤を含む粘着剤から構成される領域の割合が、前記粘着面の全面積中、20面積%以上である請求項4記載の粘着テープ又はシート。
【請求項6】
前記熱発泡剤を含む粘着剤の厚みが、10〜300μmである請求項4又は5記載の粘着テープ又はシート。
【請求項7】
前記熱発泡剤を含む粘着剤が、炭素数2〜18のアルキル基を有するアルキル(メタ)アクリレートを含むモノマー混合物又はその部分重合物、光重合開始剤、熱発泡剤、及び、多官能(メタ)アクリレートを含む粘着剤組成物により形成され、該熱発泡剤を含む粘着剤の溶剤不溶分が35〜99重量%である請求項4〜6の何れかの項に記載の粘着テープ又はシート。
【請求項8】
前記粘着剤組成物において、前記炭素数2〜18のアルキル基を有するアルキル(メタ)アクリレートを含むモノマー混合物100重量部に対して、光重合開始剤を0.001〜5重量部、熱発泡剤を10〜200重量部、及び、多官能(メタ)アクリレートを0.001〜5重量部含む請求項7記載の粘着テープ又はシート。
【請求項9】
前記熱発泡剤が、熱膨張性微小球である請求項4〜8の何れかの項に記載の粘着テープ又はシート。
【請求項10】
前記第一の粘着剤及び前記第一の粘着剤以外の粘着剤のうち、少なくとも一以上の粘着剤が、微粒子を含む粘着剤である請求項1〜9の何れかの項に記載の粘着テープ又はシート。
【請求項11】
前記微粒子を含む粘着剤が、炭素数2〜18のアルキル基を有するアルキル(メタ)アクリレートを含むモノマー混合物又はその部分重合物、光重合開始剤、微粒子、及び、多官能(メタ)アクリレートを含む粘着剤組成物より形成される請求項10記載の粘着テープ又はシート。
【請求項12】
セパレータ上に、第一の粘着剤を形成する粘着剤組成物及び前記第一の粘着剤以外の粘着剤を形成する粘着剤組成物を設ける工程1、第一の粘着剤から構成された領域と前記第一の粘着剤以外の粘着剤から構成された領域とが存在し且つ平滑である粘着面を有する粘着テープ又はシートを得る工程2を含むことを特徴とする粘着テープ又はシートの製造方法。
【請求項13】
前記工程1が、セパレータ上に部分的に第一の粘着剤を形成する粘着剤組成物を設けてから、第一の粘着剤を形成する粘着剤組成物を覆うように前記第一の粘着剤以外の粘着剤を形成する粘着剤組成物を設ける工程である請求項12記載の粘着テープ又はシートの製造方法。
【請求項14】
前記工程2が、重合に付して、第一の粘着剤から構成された領域と前記第一の粘着剤以外の粘着剤から構成された領域とが存在し且つ平滑である粘着面を有する粘着テープ又はシートを得る工程である請求項12又は13記載の粘着テープ又はシートの製造方法。
【請求項1】
第一の粘着剤から構成された領域と前記第一の粘着剤以外の粘着剤から構成された領域とが存在し且つ平滑である粘着面を有することを特徴とする粘着テープ又はシート。
【請求項2】
第一の粘着剤から構成された領域の形状及び前記第一の粘着剤以外の粘着剤から構成された領域の形状が、長さ方向に筋状である請求項1記載の粘着テープ又はシート。
【請求項3】
形状が長さ方向に筋状である第一の粘着剤から構成された領域及び形状が長さ方向に筋状である前記第一の粘着剤以外の粘着剤から構成された領域が、前記第一の粘着剤が前記第一の粘着剤以外の粘着剤に覆われるように設けられている構造を有する粘着剤層により提供されている請求項2記載の粘着テープ又はシート。
【請求項4】
前記第一の粘着剤及び前記第一の粘着剤以外の粘着剤のうち、少なくとも一以上の粘着剤が熱発泡剤を含む粘着剤である請求項1〜3の何れかの項に記載の粘着テープ又はシート。
【請求項5】
前記熱発泡剤を含む粘着剤から構成される領域の割合が、前記粘着面の全面積中、20面積%以上である請求項4記載の粘着テープ又はシート。
【請求項6】
前記熱発泡剤を含む粘着剤の厚みが、10〜300μmである請求項4又は5記載の粘着テープ又はシート。
【請求項7】
前記熱発泡剤を含む粘着剤が、炭素数2〜18のアルキル基を有するアルキル(メタ)アクリレートを含むモノマー混合物又はその部分重合物、光重合開始剤、熱発泡剤、及び、多官能(メタ)アクリレートを含む粘着剤組成物により形成され、該熱発泡剤を含む粘着剤の溶剤不溶分が35〜99重量%である請求項4〜6の何れかの項に記載の粘着テープ又はシート。
【請求項8】
前記粘着剤組成物において、前記炭素数2〜18のアルキル基を有するアルキル(メタ)アクリレートを含むモノマー混合物100重量部に対して、光重合開始剤を0.001〜5重量部、熱発泡剤を10〜200重量部、及び、多官能(メタ)アクリレートを0.001〜5重量部含む請求項7記載の粘着テープ又はシート。
【請求項9】
前記熱発泡剤が、熱膨張性微小球である請求項4〜8の何れかの項に記載の粘着テープ又はシート。
【請求項10】
前記第一の粘着剤及び前記第一の粘着剤以外の粘着剤のうち、少なくとも一以上の粘着剤が、微粒子を含む粘着剤である請求項1〜9の何れかの項に記載の粘着テープ又はシート。
【請求項11】
前記微粒子を含む粘着剤が、炭素数2〜18のアルキル基を有するアルキル(メタ)アクリレートを含むモノマー混合物又はその部分重合物、光重合開始剤、微粒子、及び、多官能(メタ)アクリレートを含む粘着剤組成物より形成される請求項10記載の粘着テープ又はシート。
【請求項12】
セパレータ上に、第一の粘着剤を形成する粘着剤組成物及び前記第一の粘着剤以外の粘着剤を形成する粘着剤組成物を設ける工程1、第一の粘着剤から構成された領域と前記第一の粘着剤以外の粘着剤から構成された領域とが存在し且つ平滑である粘着面を有する粘着テープ又はシートを得る工程2を含むことを特徴とする粘着テープ又はシートの製造方法。
【請求項13】
前記工程1が、セパレータ上に部分的に第一の粘着剤を形成する粘着剤組成物を設けてから、第一の粘着剤を形成する粘着剤組成物を覆うように前記第一の粘着剤以外の粘着剤を形成する粘着剤組成物を設ける工程である請求項12記載の粘着テープ又はシートの製造方法。
【請求項14】
前記工程2が、重合に付して、第一の粘着剤から構成された領域と前記第一の粘着剤以外の粘着剤から構成された領域とが存在し且つ平滑である粘着面を有する粘着テープ又はシートを得る工程である請求項12又は13記載の粘着テープ又はシートの製造方法。
【図1】

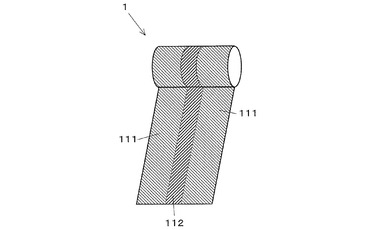
【図2】
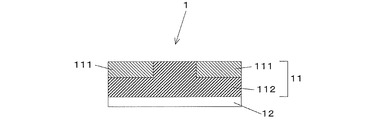
【図3】
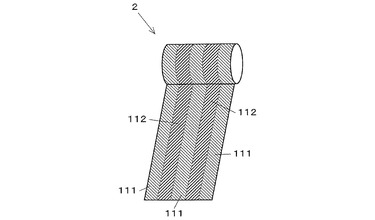
【図4】
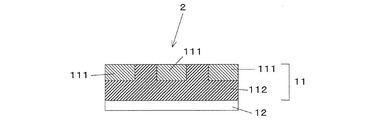
【図5】
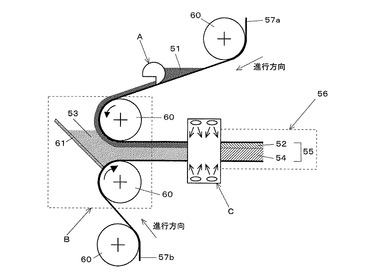
【図6】
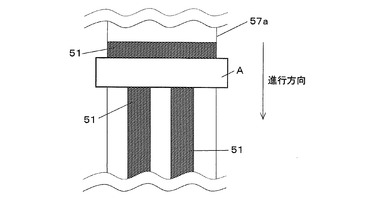
【図7】
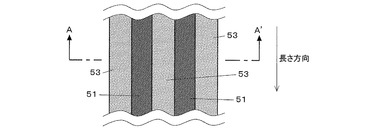
【図8】
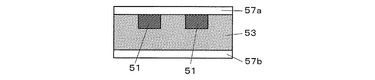
【図9】
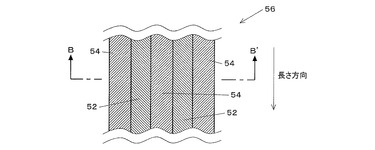
【図10】
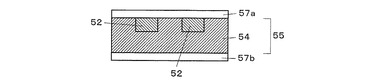
【図11】
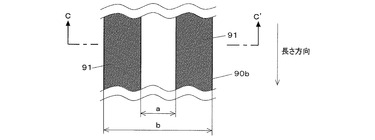
【図12】
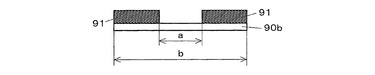
【図13】
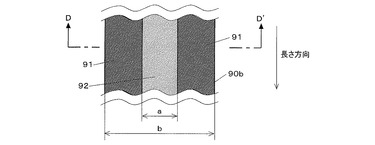
【図14】
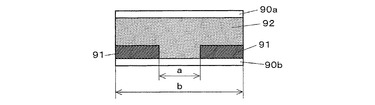
【図15】
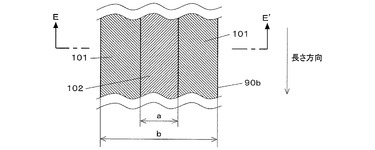
【図16】
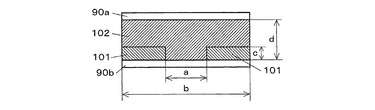
【図17】
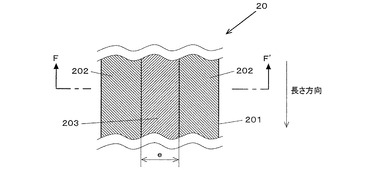
【図18】
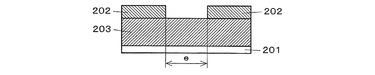
【図19】
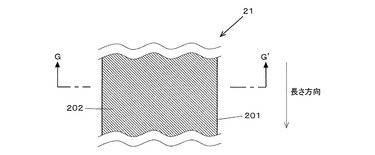
【図20】

【図21】
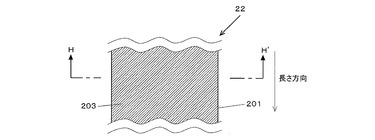
【図22】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【公開番号】特開2012−122027(P2012−122027A)
【公開日】平成24年6月28日(2012.6.28)
【国際特許分類】
【出願番号】特願2010−275356(P2010−275356)
【出願日】平成22年12月10日(2010.12.10)
【出願人】(000003964)日東電工株式会社 (5,557)
【Fターム(参考)】
【公開日】平成24年6月28日(2012.6.28)
【国際特許分類】
【出願日】平成22年12月10日(2010.12.10)
【出願人】(000003964)日東電工株式会社 (5,557)
【Fターム(参考)】
[ Back to top ]