
粘着剤付き金属フィルム及びその製造方法
【課題】金属膜の剥がれ、破れ等を抑制することができ、ハンドリング性に優れた薄型の粘着剤付き金属フィルム及びその製造方法を提供すること。
【解決手段】粘着剤付き金属フィルム1の製造方法は、表面に剥離性を有するコーティング層(被覆層)21が形成された樹脂フィルム(基材)2の上にスパッタリングを施すことにより薄膜金属層11を形成し、さらに金属層を形成することにより、複数の金属層からなる金属部10を形成する金属部形成工程と、金属部10の上に粘着層13を形成する粘着層形成工程と、粘着層13の上にセパレート層31を配設するセパレート層配設工程と、樹脂フィルム2から薄膜金属層11を剥離させ、樹脂フィルム2と金属部10とを分離することにより、セパレート層31の上に粘着層13と金属部10とを順に積層してなる粘着剤付き金属フィルム1を形成する分離工程とを有する。
【解決手段】粘着剤付き金属フィルム1の製造方法は、表面に剥離性を有するコーティング層(被覆層)21が形成された樹脂フィルム(基材)2の上にスパッタリングを施すことにより薄膜金属層11を形成し、さらに金属層を形成することにより、複数の金属層からなる金属部10を形成する金属部形成工程と、金属部10の上に粘着層13を形成する粘着層形成工程と、粘着層13の上にセパレート層31を配設するセパレート層配設工程と、樹脂フィルム2から薄膜金属層11を剥離させ、樹脂フィルム2と金属部10とを分離することにより、セパレート層31の上に粘着層13と金属部10とを順に積層してなる粘着剤付き金属フィルム1を形成する分離工程とを有する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、電子機器等から発生する高周波の電磁波を遮断するための電磁波シールド材等として適用される粘着剤付き金属フィルム及びその製造方法に関する。
【背景技術】
【0002】
コンピューター、携帯電話等の電子機器から発生する高周波の電磁波を遮断するための電磁波シールド材としては、例えば、銅等からなる金属箔の片面に粘着剤が塗工された粘着剤付き金属フィルムがある(特許文献1参照)。
このような粘着剤付き金属フィルムは、一般的に、粘着剤の厚みを含めて70μm程度のものが用いられている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平11−80682号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
近年、携帯電話等の薄型化により、内蔵される金属フィルムについても薄膜化が要求されている。
この要求に応えるためには、金属箔を引き延ばして金属フィルム全体を薄くする方法が考えられる。しかしながら、この場合には、厚みの管理が困難であり、厚みを小さくすることにも限界がある。また、スパッタリング、蒸着等により薄膜の金属膜を形成する方法もあるが、この場合には、金属膜の剥がれ、破れ等が生じやすく、ハンドリング性に問題があった。
【0005】
本発明は、かかる従来の問題点に鑑みてなされたもので、金属膜の剥がれ、破れ等を抑制することができ、ハンドリング性に優れた薄型の粘着剤付き金属フィルム及びその製造方法を提供しようとするものである。
【課題を解決するための手段】
【0006】
第1の発明は、表面に剥離性を有する被覆層が形成された基材の上に、少なくとも、スパッタリング又は蒸着を施すことにより薄膜金属層を形成し、必要に応じて該薄膜金属層の上にさらに金属層を形成することにより、1又は複数の金属層からなる金属部を形成する金属部形成工程と、
上記金属部の上に、粘着剤を塗布することにより粘着層を形成する粘着層形成工程と、
上記粘着層の上に、該粘着層に対して剥離性を有するセパレート層を配設するセパレート層配設工程と、
上記基材から上記薄膜金属層を剥離させ、上記基材と上記金属部とを分離することにより、上記セパレート層の上に、上記粘着層と上記金属部とを順に積層してなる粘着剤付き金属フィルムを形成する分離工程とを有することを特徴とする粘着剤付き金属フィルムの製造方法にある(請求項1)。
【0007】
第2の発明は、上記第1の発明の粘着剤付き金属フィルムの製造方法により製造してなることを特徴とする粘着剤付き金属フィルムにある(請求項7)。
【発明の効果】
【0008】
上記第1の発明の粘着剤付き金属フィルムの製造方法では、上記金属部形成工程において、基材の被覆層の上に、スパッタリング又は蒸着により薄膜の薄膜金属層を成膜し、この薄膜金属層を含む1又は複数の金属層からなる金属部を形成する。そして、上記粘着層形成工程及び上記セパレート層配設工程を行った後、上記分離工程において、上記基材から上記薄膜金属層を剥離させ、上記基材と上記金属部を分離することにより、粘着剤付き金属フィルムを得る。
【0009】
すなわち、本発明では、一旦、上記薄膜金属層を上記基材に形成する。そのため、上記薄膜金属層をスパッタリング又は蒸着によって精度良く、所望の厚みで成膜することができる。
そして、上記薄膜金属層の上にその他の層を形成した後、上記基材を除去する。ここで、上記基材の表面には、予め剥離性を有する上記被覆層が形成してある。そのため、上記薄膜金属層の厚みが非常に薄く、また上記基材と上記薄膜金属層との密着性が高くなる成膜方法であるスパッタリング法や蒸着法を用いた場合でも、上記被覆層の存在によって上記薄膜金属層に剥がれ、破れ等を生じさせることなく、上記基材と上記薄膜金属層とを容易に剥離させることができる。
【0010】
これにより、最終的に、スパッタリング又は蒸着によって成膜した薄膜の上記薄膜金属層を含む、全体として薄型の粘着剤付き金属フィルムを得ることができる。また、この粘着剤付き金属フィルムは、粘着剤よりなる上記粘着層を有しており、上記セパレート層を剥がして対象部品に貼り付けて使用することができる等、ハンドリング性に優れたものとなる。
【0011】
このように、上記第1の発明の製造方法によれば、金属膜の剥がれ、破れ等を抑制することができ、ハンドリング性に優れた薄型の粘着剤付き金属フィルム(第2の発明)を得ることができる。
【図面の簡単な説明】
【0012】
【図1】実施例1における、(a)〜(e)粘着剤付き金属フィルムを製造する工程を示す説明図。
【図2】実施例1における、粘着剤付き金属フィルムの他の構成例を示す説明図。
【図3】実施例2における、(a)〜(c)粘着剤付き金属フィルムの製造する工程を示す説明図。
【図4】実施例3における、粘着剤付き金属フィルムの他の構成例を示す説明図。
【図5】実施例4における、粘着剤付き金属フィルムの他の構成例を示す説明図。
【発明を実施するための形態】
【0013】
上記第1及び第2の発明において、上記粘着剤付き金属フィルムは、例えば、コンピューター、携帯電話等の電子機器から発生する高周波の電磁波を遮断するための電磁波シールド材等として適用される。
上記粘着剤付き金属フィルムは、実際には、上記セパレート層を剥がし、粘着剤よりなる上記粘着層によって対象となる電磁波シールド対策部品等に貼り付け、使用することができる。
【0014】
また、上記粘着剤付き金属フィルムの厚みは、20〜50μmであることが好ましい。
上記粘着剤付き金属フィルムの厚みが20μm未満の場合には、厚みが薄すぎるために強度が低下し、破れ易くなる等のハンドリング性に問題が生じるおそれがある。一方、50μmを超える場合には、市場に供給されている従来の銅箔等の一般的な金属箔と大差のない厚みであり、薄型化が要求される携帯電話等の電子機器の電磁波シールド材として適用することができないおそれがある。
【0015】
また、上記金属部は、少なくとも上記薄膜金属層を含む、1又は複数の金属層により構成されている。したがって、上記金属部が1の金属層により構成されている場合とは、上記金属部が上記薄膜金属層のみにより構成されている場合をいう。
【0016】
また、上記粘着剤付き金属フィルムにおける上記薄膜金属層は、2μm以上であることが好ましい。
上記薄膜金属層の厚みが2μm未満の場合には、全体の強度が低下し、破れ等の不具合が発生するおそれがある。一方、上記薄膜金属層の厚みが大きくなると、薄型化が要求される携帯電話等の電子機器の電磁波シールド材として適用することができないおそれがあるため、上記両面導通粘着金属フィルム全体の厚み等を考慮して適宜調整することが好ましい。
【0017】
また、上記基材の表面に形成された上記被覆層は、熱剥離フィルム、UVフィルム、レジストフィルム又はアクリル系樹脂若しくはシリコーン系樹脂を表面に有する樹脂フィルム若しくは紙フィルムからなることが好ましい(請求項2)。
この場合には、上記分離工程において、上記被覆層から上記薄膜金属層を容易に剥離させることができる。
【0018】
なお、熱剥離フィルムは、熱を加えることによって粘着強度が変わる性質を持ったものである。したがって、上記被覆層として熱剥離フィルムを用いる場合には、上記基材を加熱することにより、上記被覆層と上記薄膜金属層との界面での剥離を容易に行うことができる。
また、UVフィルムは、UV(紫外線)を照射することによって粘着強度が下がる性質を持ったものである。したがって、上記被覆層としてUVフィルムを用いる場合には、UVフィルム側からUVを照射することにより、上記被覆層と上記薄膜金属層との界面での剥離を容易に行うことができる。
【0019】
また、レジストフィルムは、紫外線により感光して硬化するレジスト材料により構成されたフィルムであり、アセトン等の有機溶液によって溶かすことが可能なものが主である。したがって、上記被覆層としてレジストフィルムを用いる場合には、上記薄膜金属層形成後、アセトン等の有機溶液中にフィルム全体を浸漬させ、レジストフィルムのみを溶かすことにより、上記被覆層と上記薄膜金属層との剥離を容易に行うことができる。
【0020】
また、上記被覆層としてアクリル系樹脂よりなるハードコート層を用いる場合には、硬さ(硬さの指標で2H以上)を有するアクリル系樹脂よりなるハードコート層を樹脂フィルム又は紙フィルムの表面に形成し、そのハードコート層と上記薄膜金属層との界面での剥離を容易に行うことができる。
【0021】
また、上記被覆層としてシリコーン系樹脂(例えばフロロシリコーン系樹脂等でもよい)を表面に有する樹脂フィルム又は紙フィルムを用いる場合には、上記基材と上記被覆層との密着性が低くなる傾向にある。そのため、上記基材から上記薄膜金属層を剥離させる際に、上記基材と上記被覆層との界面で所々剥がれが生じることもあり、上記薄膜金属層の表層に上記被覆層(シリコーン系樹脂)が一部残った状態となることがある。しかしながら、上記被覆層は、その厚みが薄く(例えば50nm以下)、導電性に影響を与えるほどの抵抗の高い層にはならないため、問題はない。
【0022】
例えば、後述する実施例5に示すごとく、シリコーン系樹脂からなる被覆層(コーティング層)を有する基材(基材フィルム)を用いて上記粘着剤付き金属フィルムを製造した場合、上記基材から上記薄膜金属層を剥離させた際に、上記基材と上記被覆層との界面で所々剥がれが生じ、上記薄膜金属層の表層に上記被覆層が一部残った状態となった。しかしながら、上記被覆層が一部残った状態の上記薄膜金属層(厚さ10μm)の表面抵抗を測定したところ、その抵抗値は0.001Ω/□であり、後述する実施例1のように、上記被覆層としてアクリル系樹脂を用い、上記基材の上記被覆層と上記薄膜金属層との界面で剥離させた場合と大きな違いは見られなかった。
【0023】
また、上記基材の表面には、凹凸が形成されていることが好ましい(請求項3)。
この場合には、凹凸が形成された上記基材の表面に上記薄膜金属層等を形成し、上記基材と上記金属部とを分離することで、上記粘着剤付き金属フィルムの一方の面(上記薄膜金属層が形成されている側の表面)に凹凸を形成することができる。これにより、上記粘着剤付き金属フィルムを電子機器等に内蔵させた場合には、凹凸を形成した面における点接触が増え、電気的な導電性が良好となり、電磁波シールド特性を向上させることができる。
なお、上記凹凸は、エンボス加工により形成することができる。また、上記凹凸の深さは、3〜20μmであることが好ましい。
【0024】
また、上記分離工程の後、上記金属部の上記薄膜金属層の表面に、SUS(ステンレス鋼)よりなる保護金属層を形成する保護金属層形成工程を行うことが好ましい(請求項4)。
この場合には、表面をSUS(ステンレス鋼)よりなる上記保護金属層によって覆うことにより、防錆性に優れたものとなる。これにより、長期的な耐久性を向上させることができる。
なお、上記保護金属層は、上記薄膜金属層の表面にスパッタリング等の方法によって形成することができる。
【0025】
また、上記分離工程の後、上記粘着層が形成されていない側の表面に、粘着剤を塗布することにより追加粘着層を形成する追加粘着層形成工程と、上記追加粘着層の上に、該追加粘着層に対して剥離性を有する追加セパレート層を配設する追加セパレート層配設工程とを行うことが好ましい(請求項5)。
ここで、上記粘着層が形成されていない側の表面とは、上記保護金属層を設けない場合には、上記薄膜金属層の表面となり、上記保護金属層を設けた場合には、上記保護金属層の表面となる。
【0026】
この場合には、上記粘着剤付き金属フィルムは、上記粘着層と上記金属部と上記追加粘着層とが積層された構成となる。そして、その両面に上記セパレート層及び上記追加セパレート層が配設された構成となる。そのため、上記セパレート層及び上記追加セパレート層を剥がすことにより、両面を接着面として利用することができる。これにより、例えば、二つの部品の間に上記粘着剤付き金属フィルムを介在させて使用することもできる。
【0027】
また、上記粘着層を形成する上記粘着剤は、導電性を有するものであってもよい(請求項6)。
この場合には、上記粘着層が導電性を有するものとなる。これにより、両面導通性を有する上記粘着剤付き金属フィルムを得ることができる。
【0028】
また、上記基材としては、例えば、ポリエチレンテレフタレート(PET)、ポリエチレン(PE)等の樹脂フィルムを用いることができる。また、これ以外にも、紙等の安価なフィルムを用いることができる。
【0029】
また、上記薄膜金属層を構成する金属材料としては、スパッタリング又は蒸着を行うのに適した材料であり、かつ低抵抗で導電性に優れた銅を用いることができる。また、厚みを大きくすることで抵抗を低くすることが可能であれば、例えば、SUS(ステンレス鋼)、Ni、Cr等を用いることもできる。
【0030】
また、上記薄膜金属層の上に形成する上記金属層を構成する金属材料としては、銅、Al、Ag等を用いることができる。また、電磁波シールド性を向上させるために、磁気特性に優れたNi、Fe合金、Cr合金、パーマロイ等を用いることもできる。
【0031】
また、上記粘着層及び上記追加粘着層を構成する粘着剤としては、アクリル系樹脂又はシリコーン系樹脂にNiフィラーを混合した導電性を有する粘着剤等を用いることができる。
また、上記セパレート層及び上記追加セパレート層を構成する材料としては、シリコーン系樹脂等を塗工したPETフィルム等の樹脂フィルムや紙フィルム等を用いることができる。
【実施例】
【0032】
(実施例1)
本発明の実施例にかかる両面導通粘着金属フィルムの製造方法について、図を用いて説明する。
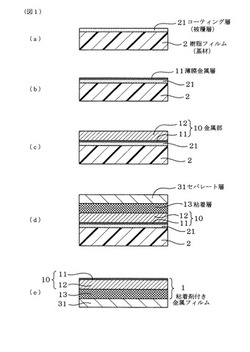
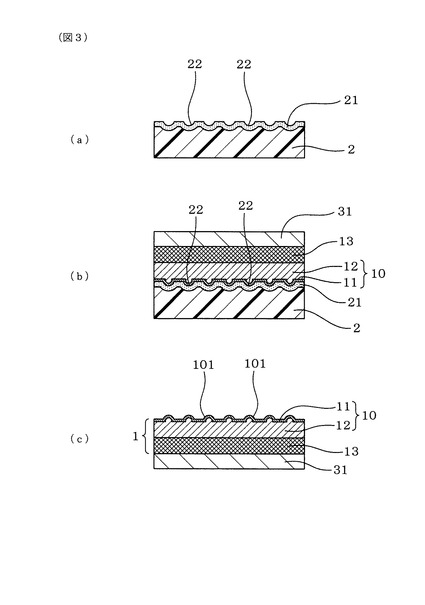
本例の粘着剤付き金属フィルム1の製造方法は、図1(a)〜(e)に示すごとく、表面に剥離性を有するコーティング層(被覆層)21が形成された樹脂フィルム(基材)2の上に、スパッタリングを施すことにより薄膜金属層11を形成し、さらに金属層(追加金属層12)を形成することにより、複数の金属層(薄膜金属層11、追加金属層12)からなる金属部10を形成する金属部形成工程と、金属部10の上に、粘着剤を塗布することにより粘着層13を形成する粘着層形成工程と、粘着層13の上に、粘着層13に対して剥離性を有するセパレート層31を配設するセパレート層配設工程と、樹脂フィルム2から薄膜金属層11を剥離させ、樹脂フィルム2と金属部10とを分離することにより、セパレート層31の上に、粘着層13と金属部10とを順に積層してなる粘着剤付き金属フィルム1を形成する分離工程とを有する。
以下、これを詳説する。
【0033】
まず、図1(a)に示すごとく、ロール状に巻いた長さ100m、幅500mm、厚さ100μmのポリエチレンテレフタレート(PET)からなる樹脂フィルム2を準備する。樹脂フィルム2の一方の表面には、アクリル系樹脂からなるコーティング層21がコーティングされている。
【0034】
なお、アクリル系樹脂からなるコーティング層21は、後にスパッタリングにより成膜される薄膜金属層11に対して剥離性を有するよう、すなわち密着性をコントロールする上で硬いほうがより好ましく、硬さの指標で3Hに近い2Hのアクリル系ハードコート層とした。また、このコーティング層21は、さらに3H、4Hと硬いものにすれば、薄膜金属層11を成膜した際に樹脂フィルム2中に浸透しない点で好ましいが、コストの面から、本例では2Hのものを用いた。
【0035】
<金属部形成工程>
次いで、ターボ分子ポンプを用い、スパッタ装置を5×10-4Paの高真空状態にするために真空引きを行い、スパッタ装置内の残留ガスや水分量を減らす。これにより、後にスパッタリングにより成膜される薄膜金属層11の酸化を低減することができる。そして、スパッタ装置を真空引きして高真空状態とした後、樹脂フィルム2を巻き取りロールで巻き取りながら、スパッタリングによる成膜を行う。
【0036】
具体的には、樹脂フィルム2の送りスピードを1.2m/分として稼動させつつ、銅からなる金属ターゲット材料を設置した成膜室内のカソード電極に対して、アルゴンガスを200cc/分の量で導入し、パルス波形を印加できるパルス型のDC(直流)電源を用いて、樹脂フィルム2と金属ターゲット材料との間に1.5kWの電力パワーで200Vの高電圧を印加する。
これにより、図1(b)に示すごとく、樹脂フィルム2のコーティング層21の上に、銅からなるスパッタ膜である薄膜金属層11を200nmの厚みで成膜する。
【0037】
次いで、ロール状に巻き取られた樹脂フィルム2を硫酸銅の溶液に浸す。そして、樹脂フィルム2の両端に電圧を印加し、銅からなる薄膜金属層11を電極として電解めっきを行う。その後、樹脂フィルム2を巻き取りロールで巻き取る。
これにより、図1(c)に示すごとく、薄膜金属層11の上に、銅からなる電解めっき膜である追加金属層12を10μmの厚みで成膜する。そして、薄膜金属層11と追加金属層12とにより構成された金属部10を形成する。
【0038】
<粘着層形成工程・セパレート層配設工程>
次いで、ロール状に巻き取られた樹脂フィルム2の金属部10の表面に、Niフィラーを含有する導電糊(粘着剤)を20μmの厚みで塗布する。そして、塗布した導電糊の表面に、シリコーン系樹脂が塗工され、導電糊に対して剥離性を有する紙セパレータを配設する。
これにより、図1(d)に示すごとく、追加金属層12の上に、導電糊からなる粘着層13を形成すると共に、粘着層13の上に、紙セパレータからなるセパレート層31を配設する。
【0039】
<分離工程>
次いで、樹脂フィルム2から薄膜金属層11を剥離させ(具体的には、樹脂フィルム2のコーティング層21から薄膜金属層11を剥離させ)、樹脂フィルム2と金属部10とを分離する。すなわち、樹脂フィルム2を除去する。その後、薄膜金属層11の表面酸化を防止するため、変色防止剤の塗液に浸漬させる。
これにより、図1(e)に示すごとく、セパレート層31の上に、粘着層13、金属部10(追加金属層12、薄膜金属層11)の順に積層して構成された粘着剤付き金属フィルム1(厚み:30.2μm)を形成する。
【0040】
次に、本例の粘着剤付き金属フィルム1の製造方法における作用効果について説明する。
本例の粘着剤付き金属フィルム1の製造方法では、金属部形成工程において、樹脂フィルム2のコーティング層21の上に、スパッタリングにより薄膜の薄膜金属層11を成膜し、この薄膜金属層11を含む複数の金属層からなる金属部10を形成する。そして、粘着層形成工程及びセパレート層配設工程を行った後、分離工程において、樹脂フィルム2から薄膜金属層11を剥離させ、樹脂フィルム2と金属部10とを分離することにより、粘着剤付き金属フィルム1を得る。
【0041】
すなわち、本例では、一旦、薄膜金属層11を基材としての樹脂フィルム2に形成する。そのため、薄膜金属層11をスパッタリングによって精度良く、所望の厚みで成膜することができる。
そして、薄膜金属層11の上にその他の層を形成した後、樹脂フィルム2を除去する。ここで、樹脂フィルム2の表面には、予め剥離性を有するコーティング層21が形成してある。そのため、薄膜金属層11の厚みが非常に薄く、また樹脂フィルム2と薄膜金属層11との密着性が高くなる成膜方法であるスパッタリング法や蒸着法(本例ではスパッタリング法)を用いた場合でも、コーティング層21の存在によって薄膜金属層11に剥がれ、破れ等を生じさせることなく、樹脂フィルム2と薄膜金属層11とを容易に剥離させることができる。
【0042】
これにより、最終的に、スパッタリングによって成膜した薄膜の薄膜金属層11を含む、全体として薄型の粘着剤付き金属フィルム1を得ることができる。また、この粘着剤付き金属フィルム1は、粘着剤よりなる粘着層13を有しており、セパレート層31を剥がして対象部品に貼り付けて使用することができる等、ハンドリング性に優れたものとなる。
【0043】
また、本例において、樹脂フィルム2の表面には、第1金属層11に対して剥離性を有するコーティング層21が形成されている。また、コーティング層21は、アクリル系樹脂からなるハードコート層である。そのため、分離工程において、樹脂フィルム2と第1金属層11とを容易に分離することができる。
【0044】
また、粘着層13を形成する粘着剤として、Niフィラーを含有し、導電性を有する導電糊を用いている。そのため、粘着層13が導電性を有するものとなる。これにより、両面導通性を有する粘着剤付き金属フィルム1を得ることができる。
【0045】
また、粘着剤付き金属フィルム1は、厚みが30.2μmと非常に薄く、また導電性を有する薄膜金属層11、追加金属層12及び粘着層13により構成されており、両面導通性、電磁波シールド性といった特性を有している。そのため、薄型化が要求される携帯電話等の電子機器の電磁波シールド材として適用することができる。このとき、粘着剤付き金属フィルム1は、セパレート層31を剥がし、粘着層13によって対象部品に貼り付けて使用することができる。
【0046】
このように、本例の製造方法によれば、金属膜の剥がれ、破れ等を抑制することができ、ハンドリング性に優れた薄型の粘着剤付き金属フィルム1を得ることができる。
【0047】
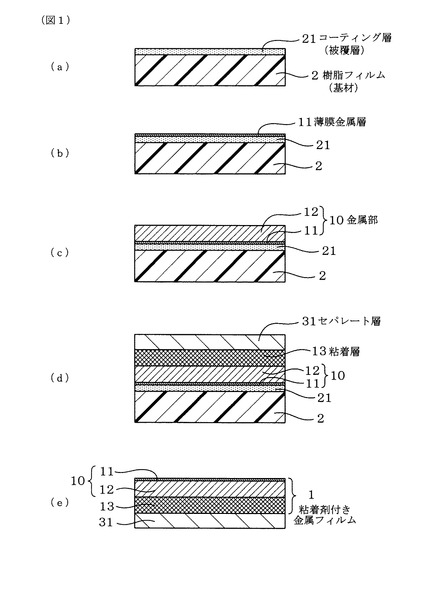
なお、本例では、図1に示すごとく、粘着剤付き金属フィルム1における金属部10をスパッタ膜である薄膜金属層11と電解めっき膜である追加金属層12とにより構成したが、図2に示すごとく、金属部10を1つの金属層、すなわち薄膜金属層11のみにより構成することもできる。
【0048】
(実施例2)
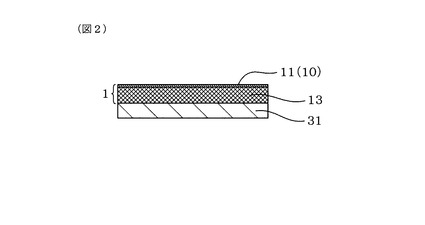
本例は、図3(a)〜(c)に示すごとく、粘着剤付き金属フィルム1を製造するに当たって、樹脂フィルム2の表面に凹凸22を形成した例である。
【0049】
本例では、図3(a)に示すごとく、コーティング層21をコーティングした樹脂フィルム2の表面に、エンボス加工を行い、ピッチ2mmの間隔で深さ20μmの凹凸22を形成する。
次いで、金属部形成工程、粘着層形成工程、セパレート層配設工程を順に行い、図3(b)に示すごとく、樹脂フィルム2の上に、薄膜金属層11、追加金属層12、粘着層13、セパレート層31を順に形成する。
【0050】
そして、分離工程を行い、樹脂フィルム2と金属部10とを分離し、樹脂フィルム2を除去する。これにより、図3(c)に示すごとく、セパレート層31の上に、粘着層13、金属部10(追加金属層12、薄膜金属層11)の順に積層して構成され、金属部10の表面に形成凹凸部101が形成された粘着剤付き金属フィルム1を形成する。
その他は、実施例1と同様である。
【0051】
本例の場合には、凹凸22が形成された樹脂フィルム2の表面に薄膜金属層11等を形成し、樹脂フィルム2と金属部10とを分離することで、粘着剤付き金属フィルム1の一方の面(薄膜金属層11が形成されている側の表面)に形成凹凸部101を形成することができる。これにより、粘着剤付き金属フィルム1を電子機器等に内蔵させた場合には、形成凹凸部101を形成した面における点接触が増え、電気的な導電性が良好となり、また電磁波シールド性等の特性を向上させることができる。
その他は、実施例1と同様の作用効果を有する。
【0052】
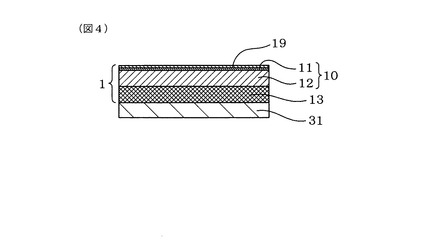
(実施例3)
本例は、図4に示すごとく、粘着剤付き金属フィルム1を製造するに当たって、分離工程の後に、さらに保護金属層形成工程を行う例である。
【0053】
本例では、金属部形成工程、粘着層形成工程、セパレート層配設工程、分離工程を順に行った後(図1(e)の状態)、図4に示すごとく、薄膜金属層11の表面に、スパッタリングを施すことによってSUS(ステンレス鋼)よりなる保護金属層19を40nmの厚みで成膜する(保護金属層形成工程)。
これにより、同図に示すごとく、最終的に、粘着層13、金属部12、保護金属層19の順に積層して構成された粘着剤付き金属フィルム1が得られる。
その他は、実施例1と同様である。
【0054】
本例の場合には、表面をSUS(ステンレス鋼)よりなる保護金属層19によって覆うことにより、防錆性に優れた粘着剤付き金属フィルム1を得ることができる。これにより、長期的な耐久性を向上させることができる。
その他は、実施例1と同様の作用効果を有する。
【0055】
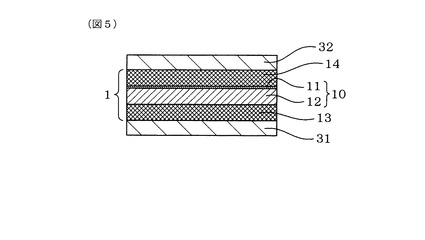
(実施例4)
本例は、図5に示すごとく、粘着剤付き金属フィルム1を製造するに当たって、分離工程の後に、さらに追加粘着層形成工程及び追加セパレート層配設工程を行った例である。
【0056】
本例では、金属部形成工程、粘着層形成工程、セパレート層配設工程、分離工程を順に行った後(図1(e)の状態)、図5に示すごとく、粘着層13が形成されていない側、すなわち薄膜金属層11の表面に、Niフィラーを含有する導電性の導電糊(粘着剤)を10μmの厚みで塗布して粘着層(追加粘着層)14を形成する(追加粘着層形成工程)。そして、粘着層14の上に、粘着層14に対して剥離性を有する紙セパレータからなるセパレート層(追加セパレート層)32を配設する(追加セパレート層形成工程)。
【0057】
これにより、同図に示すごとく、最終的に、粘着層13、金属部12、粘着層14の順に積層して構成された粘着剤付き金属フィルム1が得られる。そして、粘着剤付き金属フィルム1は、その両面にセパレート層31、32が配設された構成である。
その他は、実施例1と同様である。
【0058】
本例の場合には、両面に配設されたセパレート層31、32を剥がすことにより、両面を接着面として利用することができる。そのため、例えば、二つの部品の間に粘着剤付き金属フィルム1を介在させて使用することもできる。これにより、両部品間の密着性が高くなり、電気的な導通性を向上させることができる。また、電磁波シールド性の信頼性も高めることができる。
その他は、実施例1と同様の作用効果を有する。
【0059】
(実施例5)
本例は、シリコーン系樹脂からなるコーティング層21を有する樹脂フィルム2を用いて、粘着剤付き金属フィルム1を製造した例である。
【0060】
本例では、実施例1と同様に、金属部形成工程、粘着層形成工程、セパレート層形成工程、分離工程を順に行い、図1を参照のごとく、粘着剤付き金属フィルム1を作製した。
なお、金属部形成工程では、シリコーン系樹脂からなるコーティング層21を有する樹脂フィルム2に、スパッタリングを施すことによってSUS(ステンレス鋼)よりなる薄膜金属層11(厚さ10μm)を成膜した。そして、薄膜金属層11の上に、銅からなるスパッタ膜である金属層と銅からなる電解めっき膜である金属層とにより構成された追加金属層12を形成した。
その他は、実施例1と同様である。
【0061】
本例の場合には、樹脂フィルム2のコーティング層21としては、SUSよりなるスパッタ膜である薄膜金属層11に対して、実施例1で用いたアクリル系樹脂よりも密着性が低いシリコーン系樹脂を用いている。そのため、樹脂フィルム2から薄膜金属層11を容易に剥離させることができる。ただし、樹脂フィルム2とコーティング層21との密着性も低くなるため、剥離の際に、樹脂フィルム2とコーティング層21との界面で所々剥がれが生じ、薄膜金属層11の表層にコーティング層21が一部残った状態となった。このことは、蛍光X線分析によって表面分析を行うことにより確認された。
【0062】
しかしながら、コーティング層21が一部残った状態の薄膜金属層11(厚さ10μm)の表面抵抗を四端針法によって測定したところ、その抵抗値は0.001Ω/□であり、実施例1のように、コーティング層21としてアクリル系樹脂を用い、樹脂フィルム2のコーティング層21と薄膜金属層11との界面で剥離させた場合と大きな違いは見られなかった。
【0063】
このようなことから、薄膜金属層11の材料によってコーティング層21の材料を変更することにより、樹脂フィルム2から薄膜金属層11を容易に剥離させることができる。そして、使用する材料の組み合わせによっては、薄膜金属層11の表層にコーティング層21の一部が残った状態となることがあるが、コーティング層21は、その厚みが薄く(例えば50nm以下)、導電性に影響を与えるほどの抵抗の高い層にはならないため、問題はない。
【0064】
また、本例の場合には、表面をSUS(ステンレス鋼)よりなる薄膜金属層11によって覆うことにより、防錆性に優れた粘着剤付き金属フィルム1を得ることができる。これにより、長期的な耐久性を向上させることができる。
その他は、実施例1と同様の作用効果を有する。
【符号の説明】
【0065】
1 粘着剤付き金属フィルム
10 金属部
101 形成凹凸部
11 薄膜金属層
12 追加金属層
13 粘着層
14 粘着層(追加粘着層)
19 保護金属層
2 樹脂フィルム(基材)
21 コーティング層(被覆層)
22 凹凸
31 セパレート層
32 セパレート層(追加セパレート層)
【技術分野】
【0001】
本発明は、電子機器等から発生する高周波の電磁波を遮断するための電磁波シールド材等として適用される粘着剤付き金属フィルム及びその製造方法に関する。
【背景技術】
【0002】
コンピューター、携帯電話等の電子機器から発生する高周波の電磁波を遮断するための電磁波シールド材としては、例えば、銅等からなる金属箔の片面に粘着剤が塗工された粘着剤付き金属フィルムがある(特許文献1参照)。
このような粘着剤付き金属フィルムは、一般的に、粘着剤の厚みを含めて70μm程度のものが用いられている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平11−80682号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
近年、携帯電話等の薄型化により、内蔵される金属フィルムについても薄膜化が要求されている。
この要求に応えるためには、金属箔を引き延ばして金属フィルム全体を薄くする方法が考えられる。しかしながら、この場合には、厚みの管理が困難であり、厚みを小さくすることにも限界がある。また、スパッタリング、蒸着等により薄膜の金属膜を形成する方法もあるが、この場合には、金属膜の剥がれ、破れ等が生じやすく、ハンドリング性に問題があった。
【0005】
本発明は、かかる従来の問題点に鑑みてなされたもので、金属膜の剥がれ、破れ等を抑制することができ、ハンドリング性に優れた薄型の粘着剤付き金属フィルム及びその製造方法を提供しようとするものである。
【課題を解決するための手段】
【0006】
第1の発明は、表面に剥離性を有する被覆層が形成された基材の上に、少なくとも、スパッタリング又は蒸着を施すことにより薄膜金属層を形成し、必要に応じて該薄膜金属層の上にさらに金属層を形成することにより、1又は複数の金属層からなる金属部を形成する金属部形成工程と、
上記金属部の上に、粘着剤を塗布することにより粘着層を形成する粘着層形成工程と、
上記粘着層の上に、該粘着層に対して剥離性を有するセパレート層を配設するセパレート層配設工程と、
上記基材から上記薄膜金属層を剥離させ、上記基材と上記金属部とを分離することにより、上記セパレート層の上に、上記粘着層と上記金属部とを順に積層してなる粘着剤付き金属フィルムを形成する分離工程とを有することを特徴とする粘着剤付き金属フィルムの製造方法にある(請求項1)。
【0007】
第2の発明は、上記第1の発明の粘着剤付き金属フィルムの製造方法により製造してなることを特徴とする粘着剤付き金属フィルムにある(請求項7)。
【発明の効果】
【0008】
上記第1の発明の粘着剤付き金属フィルムの製造方法では、上記金属部形成工程において、基材の被覆層の上に、スパッタリング又は蒸着により薄膜の薄膜金属層を成膜し、この薄膜金属層を含む1又は複数の金属層からなる金属部を形成する。そして、上記粘着層形成工程及び上記セパレート層配設工程を行った後、上記分離工程において、上記基材から上記薄膜金属層を剥離させ、上記基材と上記金属部を分離することにより、粘着剤付き金属フィルムを得る。
【0009】
すなわち、本発明では、一旦、上記薄膜金属層を上記基材に形成する。そのため、上記薄膜金属層をスパッタリング又は蒸着によって精度良く、所望の厚みで成膜することができる。
そして、上記薄膜金属層の上にその他の層を形成した後、上記基材を除去する。ここで、上記基材の表面には、予め剥離性を有する上記被覆層が形成してある。そのため、上記薄膜金属層の厚みが非常に薄く、また上記基材と上記薄膜金属層との密着性が高くなる成膜方法であるスパッタリング法や蒸着法を用いた場合でも、上記被覆層の存在によって上記薄膜金属層に剥がれ、破れ等を生じさせることなく、上記基材と上記薄膜金属層とを容易に剥離させることができる。
【0010】
これにより、最終的に、スパッタリング又は蒸着によって成膜した薄膜の上記薄膜金属層を含む、全体として薄型の粘着剤付き金属フィルムを得ることができる。また、この粘着剤付き金属フィルムは、粘着剤よりなる上記粘着層を有しており、上記セパレート層を剥がして対象部品に貼り付けて使用することができる等、ハンドリング性に優れたものとなる。
【0011】
このように、上記第1の発明の製造方法によれば、金属膜の剥がれ、破れ等を抑制することができ、ハンドリング性に優れた薄型の粘着剤付き金属フィルム(第2の発明)を得ることができる。
【図面の簡単な説明】
【0012】
【図1】実施例1における、(a)〜(e)粘着剤付き金属フィルムを製造する工程を示す説明図。
【図2】実施例1における、粘着剤付き金属フィルムの他の構成例を示す説明図。
【図3】実施例2における、(a)〜(c)粘着剤付き金属フィルムの製造する工程を示す説明図。
【図4】実施例3における、粘着剤付き金属フィルムの他の構成例を示す説明図。
【図5】実施例4における、粘着剤付き金属フィルムの他の構成例を示す説明図。
【発明を実施するための形態】
【0013】
上記第1及び第2の発明において、上記粘着剤付き金属フィルムは、例えば、コンピューター、携帯電話等の電子機器から発生する高周波の電磁波を遮断するための電磁波シールド材等として適用される。
上記粘着剤付き金属フィルムは、実際には、上記セパレート層を剥がし、粘着剤よりなる上記粘着層によって対象となる電磁波シールド対策部品等に貼り付け、使用することができる。
【0014】
また、上記粘着剤付き金属フィルムの厚みは、20〜50μmであることが好ましい。
上記粘着剤付き金属フィルムの厚みが20μm未満の場合には、厚みが薄すぎるために強度が低下し、破れ易くなる等のハンドリング性に問題が生じるおそれがある。一方、50μmを超える場合には、市場に供給されている従来の銅箔等の一般的な金属箔と大差のない厚みであり、薄型化が要求される携帯電話等の電子機器の電磁波シールド材として適用することができないおそれがある。
【0015】
また、上記金属部は、少なくとも上記薄膜金属層を含む、1又は複数の金属層により構成されている。したがって、上記金属部が1の金属層により構成されている場合とは、上記金属部が上記薄膜金属層のみにより構成されている場合をいう。
【0016】
また、上記粘着剤付き金属フィルムにおける上記薄膜金属層は、2μm以上であることが好ましい。
上記薄膜金属層の厚みが2μm未満の場合には、全体の強度が低下し、破れ等の不具合が発生するおそれがある。一方、上記薄膜金属層の厚みが大きくなると、薄型化が要求される携帯電話等の電子機器の電磁波シールド材として適用することができないおそれがあるため、上記両面導通粘着金属フィルム全体の厚み等を考慮して適宜調整することが好ましい。
【0017】
また、上記基材の表面に形成された上記被覆層は、熱剥離フィルム、UVフィルム、レジストフィルム又はアクリル系樹脂若しくはシリコーン系樹脂を表面に有する樹脂フィルム若しくは紙フィルムからなることが好ましい(請求項2)。
この場合には、上記分離工程において、上記被覆層から上記薄膜金属層を容易に剥離させることができる。
【0018】
なお、熱剥離フィルムは、熱を加えることによって粘着強度が変わる性質を持ったものである。したがって、上記被覆層として熱剥離フィルムを用いる場合には、上記基材を加熱することにより、上記被覆層と上記薄膜金属層との界面での剥離を容易に行うことができる。
また、UVフィルムは、UV(紫外線)を照射することによって粘着強度が下がる性質を持ったものである。したがって、上記被覆層としてUVフィルムを用いる場合には、UVフィルム側からUVを照射することにより、上記被覆層と上記薄膜金属層との界面での剥離を容易に行うことができる。
【0019】
また、レジストフィルムは、紫外線により感光して硬化するレジスト材料により構成されたフィルムであり、アセトン等の有機溶液によって溶かすことが可能なものが主である。したがって、上記被覆層としてレジストフィルムを用いる場合には、上記薄膜金属層形成後、アセトン等の有機溶液中にフィルム全体を浸漬させ、レジストフィルムのみを溶かすことにより、上記被覆層と上記薄膜金属層との剥離を容易に行うことができる。
【0020】
また、上記被覆層としてアクリル系樹脂よりなるハードコート層を用いる場合には、硬さ(硬さの指標で2H以上)を有するアクリル系樹脂よりなるハードコート層を樹脂フィルム又は紙フィルムの表面に形成し、そのハードコート層と上記薄膜金属層との界面での剥離を容易に行うことができる。
【0021】
また、上記被覆層としてシリコーン系樹脂(例えばフロロシリコーン系樹脂等でもよい)を表面に有する樹脂フィルム又は紙フィルムを用いる場合には、上記基材と上記被覆層との密着性が低くなる傾向にある。そのため、上記基材から上記薄膜金属層を剥離させる際に、上記基材と上記被覆層との界面で所々剥がれが生じることもあり、上記薄膜金属層の表層に上記被覆層(シリコーン系樹脂)が一部残った状態となることがある。しかしながら、上記被覆層は、その厚みが薄く(例えば50nm以下)、導電性に影響を与えるほどの抵抗の高い層にはならないため、問題はない。
【0022】
例えば、後述する実施例5に示すごとく、シリコーン系樹脂からなる被覆層(コーティング層)を有する基材(基材フィルム)を用いて上記粘着剤付き金属フィルムを製造した場合、上記基材から上記薄膜金属層を剥離させた際に、上記基材と上記被覆層との界面で所々剥がれが生じ、上記薄膜金属層の表層に上記被覆層が一部残った状態となった。しかしながら、上記被覆層が一部残った状態の上記薄膜金属層(厚さ10μm)の表面抵抗を測定したところ、その抵抗値は0.001Ω/□であり、後述する実施例1のように、上記被覆層としてアクリル系樹脂を用い、上記基材の上記被覆層と上記薄膜金属層との界面で剥離させた場合と大きな違いは見られなかった。
【0023】
また、上記基材の表面には、凹凸が形成されていることが好ましい(請求項3)。
この場合には、凹凸が形成された上記基材の表面に上記薄膜金属層等を形成し、上記基材と上記金属部とを分離することで、上記粘着剤付き金属フィルムの一方の面(上記薄膜金属層が形成されている側の表面)に凹凸を形成することができる。これにより、上記粘着剤付き金属フィルムを電子機器等に内蔵させた場合には、凹凸を形成した面における点接触が増え、電気的な導電性が良好となり、電磁波シールド特性を向上させることができる。
なお、上記凹凸は、エンボス加工により形成することができる。また、上記凹凸の深さは、3〜20μmであることが好ましい。
【0024】
また、上記分離工程の後、上記金属部の上記薄膜金属層の表面に、SUS(ステンレス鋼)よりなる保護金属層を形成する保護金属層形成工程を行うことが好ましい(請求項4)。
この場合には、表面をSUS(ステンレス鋼)よりなる上記保護金属層によって覆うことにより、防錆性に優れたものとなる。これにより、長期的な耐久性を向上させることができる。
なお、上記保護金属層は、上記薄膜金属層の表面にスパッタリング等の方法によって形成することができる。
【0025】
また、上記分離工程の後、上記粘着層が形成されていない側の表面に、粘着剤を塗布することにより追加粘着層を形成する追加粘着層形成工程と、上記追加粘着層の上に、該追加粘着層に対して剥離性を有する追加セパレート層を配設する追加セパレート層配設工程とを行うことが好ましい(請求項5)。
ここで、上記粘着層が形成されていない側の表面とは、上記保護金属層を設けない場合には、上記薄膜金属層の表面となり、上記保護金属層を設けた場合には、上記保護金属層の表面となる。
【0026】
この場合には、上記粘着剤付き金属フィルムは、上記粘着層と上記金属部と上記追加粘着層とが積層された構成となる。そして、その両面に上記セパレート層及び上記追加セパレート層が配設された構成となる。そのため、上記セパレート層及び上記追加セパレート層を剥がすことにより、両面を接着面として利用することができる。これにより、例えば、二つの部品の間に上記粘着剤付き金属フィルムを介在させて使用することもできる。
【0027】
また、上記粘着層を形成する上記粘着剤は、導電性を有するものであってもよい(請求項6)。
この場合には、上記粘着層が導電性を有するものとなる。これにより、両面導通性を有する上記粘着剤付き金属フィルムを得ることができる。
【0028】
また、上記基材としては、例えば、ポリエチレンテレフタレート(PET)、ポリエチレン(PE)等の樹脂フィルムを用いることができる。また、これ以外にも、紙等の安価なフィルムを用いることができる。
【0029】
また、上記薄膜金属層を構成する金属材料としては、スパッタリング又は蒸着を行うのに適した材料であり、かつ低抵抗で導電性に優れた銅を用いることができる。また、厚みを大きくすることで抵抗を低くすることが可能であれば、例えば、SUS(ステンレス鋼)、Ni、Cr等を用いることもできる。
【0030】
また、上記薄膜金属層の上に形成する上記金属層を構成する金属材料としては、銅、Al、Ag等を用いることができる。また、電磁波シールド性を向上させるために、磁気特性に優れたNi、Fe合金、Cr合金、パーマロイ等を用いることもできる。
【0031】
また、上記粘着層及び上記追加粘着層を構成する粘着剤としては、アクリル系樹脂又はシリコーン系樹脂にNiフィラーを混合した導電性を有する粘着剤等を用いることができる。
また、上記セパレート層及び上記追加セパレート層を構成する材料としては、シリコーン系樹脂等を塗工したPETフィルム等の樹脂フィルムや紙フィルム等を用いることができる。
【実施例】
【0032】
(実施例1)
本発明の実施例にかかる両面導通粘着金属フィルムの製造方法について、図を用いて説明する。
本例の粘着剤付き金属フィルム1の製造方法は、図1(a)〜(e)に示すごとく、表面に剥離性を有するコーティング層(被覆層)21が形成された樹脂フィルム(基材)2の上に、スパッタリングを施すことにより薄膜金属層11を形成し、さらに金属層(追加金属層12)を形成することにより、複数の金属層(薄膜金属層11、追加金属層12)からなる金属部10を形成する金属部形成工程と、金属部10の上に、粘着剤を塗布することにより粘着層13を形成する粘着層形成工程と、粘着層13の上に、粘着層13に対して剥離性を有するセパレート層31を配設するセパレート層配設工程と、樹脂フィルム2から薄膜金属層11を剥離させ、樹脂フィルム2と金属部10とを分離することにより、セパレート層31の上に、粘着層13と金属部10とを順に積層してなる粘着剤付き金属フィルム1を形成する分離工程とを有する。
以下、これを詳説する。
【0033】
まず、図1(a)に示すごとく、ロール状に巻いた長さ100m、幅500mm、厚さ100μmのポリエチレンテレフタレート(PET)からなる樹脂フィルム2を準備する。樹脂フィルム2の一方の表面には、アクリル系樹脂からなるコーティング層21がコーティングされている。
【0034】
なお、アクリル系樹脂からなるコーティング層21は、後にスパッタリングにより成膜される薄膜金属層11に対して剥離性を有するよう、すなわち密着性をコントロールする上で硬いほうがより好ましく、硬さの指標で3Hに近い2Hのアクリル系ハードコート層とした。また、このコーティング層21は、さらに3H、4Hと硬いものにすれば、薄膜金属層11を成膜した際に樹脂フィルム2中に浸透しない点で好ましいが、コストの面から、本例では2Hのものを用いた。
【0035】
<金属部形成工程>
次いで、ターボ分子ポンプを用い、スパッタ装置を5×10-4Paの高真空状態にするために真空引きを行い、スパッタ装置内の残留ガスや水分量を減らす。これにより、後にスパッタリングにより成膜される薄膜金属層11の酸化を低減することができる。そして、スパッタ装置を真空引きして高真空状態とした後、樹脂フィルム2を巻き取りロールで巻き取りながら、スパッタリングによる成膜を行う。
【0036】
具体的には、樹脂フィルム2の送りスピードを1.2m/分として稼動させつつ、銅からなる金属ターゲット材料を設置した成膜室内のカソード電極に対して、アルゴンガスを200cc/分の量で導入し、パルス波形を印加できるパルス型のDC(直流)電源を用いて、樹脂フィルム2と金属ターゲット材料との間に1.5kWの電力パワーで200Vの高電圧を印加する。
これにより、図1(b)に示すごとく、樹脂フィルム2のコーティング層21の上に、銅からなるスパッタ膜である薄膜金属層11を200nmの厚みで成膜する。
【0037】
次いで、ロール状に巻き取られた樹脂フィルム2を硫酸銅の溶液に浸す。そして、樹脂フィルム2の両端に電圧を印加し、銅からなる薄膜金属層11を電極として電解めっきを行う。その後、樹脂フィルム2を巻き取りロールで巻き取る。
これにより、図1(c)に示すごとく、薄膜金属層11の上に、銅からなる電解めっき膜である追加金属層12を10μmの厚みで成膜する。そして、薄膜金属層11と追加金属層12とにより構成された金属部10を形成する。
【0038】
<粘着層形成工程・セパレート層配設工程>
次いで、ロール状に巻き取られた樹脂フィルム2の金属部10の表面に、Niフィラーを含有する導電糊(粘着剤)を20μmの厚みで塗布する。そして、塗布した導電糊の表面に、シリコーン系樹脂が塗工され、導電糊に対して剥離性を有する紙セパレータを配設する。
これにより、図1(d)に示すごとく、追加金属層12の上に、導電糊からなる粘着層13を形成すると共に、粘着層13の上に、紙セパレータからなるセパレート層31を配設する。
【0039】
<分離工程>
次いで、樹脂フィルム2から薄膜金属層11を剥離させ(具体的には、樹脂フィルム2のコーティング層21から薄膜金属層11を剥離させ)、樹脂フィルム2と金属部10とを分離する。すなわち、樹脂フィルム2を除去する。その後、薄膜金属層11の表面酸化を防止するため、変色防止剤の塗液に浸漬させる。
これにより、図1(e)に示すごとく、セパレート層31の上に、粘着層13、金属部10(追加金属層12、薄膜金属層11)の順に積層して構成された粘着剤付き金属フィルム1(厚み:30.2μm)を形成する。
【0040】
次に、本例の粘着剤付き金属フィルム1の製造方法における作用効果について説明する。
本例の粘着剤付き金属フィルム1の製造方法では、金属部形成工程において、樹脂フィルム2のコーティング層21の上に、スパッタリングにより薄膜の薄膜金属層11を成膜し、この薄膜金属層11を含む複数の金属層からなる金属部10を形成する。そして、粘着層形成工程及びセパレート層配設工程を行った後、分離工程において、樹脂フィルム2から薄膜金属層11を剥離させ、樹脂フィルム2と金属部10とを分離することにより、粘着剤付き金属フィルム1を得る。
【0041】
すなわち、本例では、一旦、薄膜金属層11を基材としての樹脂フィルム2に形成する。そのため、薄膜金属層11をスパッタリングによって精度良く、所望の厚みで成膜することができる。
そして、薄膜金属層11の上にその他の層を形成した後、樹脂フィルム2を除去する。ここで、樹脂フィルム2の表面には、予め剥離性を有するコーティング層21が形成してある。そのため、薄膜金属層11の厚みが非常に薄く、また樹脂フィルム2と薄膜金属層11との密着性が高くなる成膜方法であるスパッタリング法や蒸着法(本例ではスパッタリング法)を用いた場合でも、コーティング層21の存在によって薄膜金属層11に剥がれ、破れ等を生じさせることなく、樹脂フィルム2と薄膜金属層11とを容易に剥離させることができる。
【0042】
これにより、最終的に、スパッタリングによって成膜した薄膜の薄膜金属層11を含む、全体として薄型の粘着剤付き金属フィルム1を得ることができる。また、この粘着剤付き金属フィルム1は、粘着剤よりなる粘着層13を有しており、セパレート層31を剥がして対象部品に貼り付けて使用することができる等、ハンドリング性に優れたものとなる。
【0043】
また、本例において、樹脂フィルム2の表面には、第1金属層11に対して剥離性を有するコーティング層21が形成されている。また、コーティング層21は、アクリル系樹脂からなるハードコート層である。そのため、分離工程において、樹脂フィルム2と第1金属層11とを容易に分離することができる。
【0044】
また、粘着層13を形成する粘着剤として、Niフィラーを含有し、導電性を有する導電糊を用いている。そのため、粘着層13が導電性を有するものとなる。これにより、両面導通性を有する粘着剤付き金属フィルム1を得ることができる。
【0045】
また、粘着剤付き金属フィルム1は、厚みが30.2μmと非常に薄く、また導電性を有する薄膜金属層11、追加金属層12及び粘着層13により構成されており、両面導通性、電磁波シールド性といった特性を有している。そのため、薄型化が要求される携帯電話等の電子機器の電磁波シールド材として適用することができる。このとき、粘着剤付き金属フィルム1は、セパレート層31を剥がし、粘着層13によって対象部品に貼り付けて使用することができる。
【0046】
このように、本例の製造方法によれば、金属膜の剥がれ、破れ等を抑制することができ、ハンドリング性に優れた薄型の粘着剤付き金属フィルム1を得ることができる。
【0047】
なお、本例では、図1に示すごとく、粘着剤付き金属フィルム1における金属部10をスパッタ膜である薄膜金属層11と電解めっき膜である追加金属層12とにより構成したが、図2に示すごとく、金属部10を1つの金属層、すなわち薄膜金属層11のみにより構成することもできる。
【0048】
(実施例2)
本例は、図3(a)〜(c)に示すごとく、粘着剤付き金属フィルム1を製造するに当たって、樹脂フィルム2の表面に凹凸22を形成した例である。
【0049】
本例では、図3(a)に示すごとく、コーティング層21をコーティングした樹脂フィルム2の表面に、エンボス加工を行い、ピッチ2mmの間隔で深さ20μmの凹凸22を形成する。
次いで、金属部形成工程、粘着層形成工程、セパレート層配設工程を順に行い、図3(b)に示すごとく、樹脂フィルム2の上に、薄膜金属層11、追加金属層12、粘着層13、セパレート層31を順に形成する。
【0050】
そして、分離工程を行い、樹脂フィルム2と金属部10とを分離し、樹脂フィルム2を除去する。これにより、図3(c)に示すごとく、セパレート層31の上に、粘着層13、金属部10(追加金属層12、薄膜金属層11)の順に積層して構成され、金属部10の表面に形成凹凸部101が形成された粘着剤付き金属フィルム1を形成する。
その他は、実施例1と同様である。
【0051】
本例の場合には、凹凸22が形成された樹脂フィルム2の表面に薄膜金属層11等を形成し、樹脂フィルム2と金属部10とを分離することで、粘着剤付き金属フィルム1の一方の面(薄膜金属層11が形成されている側の表面)に形成凹凸部101を形成することができる。これにより、粘着剤付き金属フィルム1を電子機器等に内蔵させた場合には、形成凹凸部101を形成した面における点接触が増え、電気的な導電性が良好となり、また電磁波シールド性等の特性を向上させることができる。
その他は、実施例1と同様の作用効果を有する。
【0052】
(実施例3)
本例は、図4に示すごとく、粘着剤付き金属フィルム1を製造するに当たって、分離工程の後に、さらに保護金属層形成工程を行う例である。
【0053】
本例では、金属部形成工程、粘着層形成工程、セパレート層配設工程、分離工程を順に行った後(図1(e)の状態)、図4に示すごとく、薄膜金属層11の表面に、スパッタリングを施すことによってSUS(ステンレス鋼)よりなる保護金属層19を40nmの厚みで成膜する(保護金属層形成工程)。
これにより、同図に示すごとく、最終的に、粘着層13、金属部12、保護金属層19の順に積層して構成された粘着剤付き金属フィルム1が得られる。
その他は、実施例1と同様である。
【0054】
本例の場合には、表面をSUS(ステンレス鋼)よりなる保護金属層19によって覆うことにより、防錆性に優れた粘着剤付き金属フィルム1を得ることができる。これにより、長期的な耐久性を向上させることができる。
その他は、実施例1と同様の作用効果を有する。
【0055】
(実施例4)
本例は、図5に示すごとく、粘着剤付き金属フィルム1を製造するに当たって、分離工程の後に、さらに追加粘着層形成工程及び追加セパレート層配設工程を行った例である。
【0056】
本例では、金属部形成工程、粘着層形成工程、セパレート層配設工程、分離工程を順に行った後(図1(e)の状態)、図5に示すごとく、粘着層13が形成されていない側、すなわち薄膜金属層11の表面に、Niフィラーを含有する導電性の導電糊(粘着剤)を10μmの厚みで塗布して粘着層(追加粘着層)14を形成する(追加粘着層形成工程)。そして、粘着層14の上に、粘着層14に対して剥離性を有する紙セパレータからなるセパレート層(追加セパレート層)32を配設する(追加セパレート層形成工程)。
【0057】
これにより、同図に示すごとく、最終的に、粘着層13、金属部12、粘着層14の順に積層して構成された粘着剤付き金属フィルム1が得られる。そして、粘着剤付き金属フィルム1は、その両面にセパレート層31、32が配設された構成である。
その他は、実施例1と同様である。
【0058】
本例の場合には、両面に配設されたセパレート層31、32を剥がすことにより、両面を接着面として利用することができる。そのため、例えば、二つの部品の間に粘着剤付き金属フィルム1を介在させて使用することもできる。これにより、両部品間の密着性が高くなり、電気的な導通性を向上させることができる。また、電磁波シールド性の信頼性も高めることができる。
その他は、実施例1と同様の作用効果を有する。
【0059】
(実施例5)
本例は、シリコーン系樹脂からなるコーティング層21を有する樹脂フィルム2を用いて、粘着剤付き金属フィルム1を製造した例である。
【0060】
本例では、実施例1と同様に、金属部形成工程、粘着層形成工程、セパレート層形成工程、分離工程を順に行い、図1を参照のごとく、粘着剤付き金属フィルム1を作製した。
なお、金属部形成工程では、シリコーン系樹脂からなるコーティング層21を有する樹脂フィルム2に、スパッタリングを施すことによってSUS(ステンレス鋼)よりなる薄膜金属層11(厚さ10μm)を成膜した。そして、薄膜金属層11の上に、銅からなるスパッタ膜である金属層と銅からなる電解めっき膜である金属層とにより構成された追加金属層12を形成した。
その他は、実施例1と同様である。
【0061】
本例の場合には、樹脂フィルム2のコーティング層21としては、SUSよりなるスパッタ膜である薄膜金属層11に対して、実施例1で用いたアクリル系樹脂よりも密着性が低いシリコーン系樹脂を用いている。そのため、樹脂フィルム2から薄膜金属層11を容易に剥離させることができる。ただし、樹脂フィルム2とコーティング層21との密着性も低くなるため、剥離の際に、樹脂フィルム2とコーティング層21との界面で所々剥がれが生じ、薄膜金属層11の表層にコーティング層21が一部残った状態となった。このことは、蛍光X線分析によって表面分析を行うことにより確認された。
【0062】
しかしながら、コーティング層21が一部残った状態の薄膜金属層11(厚さ10μm)の表面抵抗を四端針法によって測定したところ、その抵抗値は0.001Ω/□であり、実施例1のように、コーティング層21としてアクリル系樹脂を用い、樹脂フィルム2のコーティング層21と薄膜金属層11との界面で剥離させた場合と大きな違いは見られなかった。
【0063】
このようなことから、薄膜金属層11の材料によってコーティング層21の材料を変更することにより、樹脂フィルム2から薄膜金属層11を容易に剥離させることができる。そして、使用する材料の組み合わせによっては、薄膜金属層11の表層にコーティング層21の一部が残った状態となることがあるが、コーティング層21は、その厚みが薄く(例えば50nm以下)、導電性に影響を与えるほどの抵抗の高い層にはならないため、問題はない。
【0064】
また、本例の場合には、表面をSUS(ステンレス鋼)よりなる薄膜金属層11によって覆うことにより、防錆性に優れた粘着剤付き金属フィルム1を得ることができる。これにより、長期的な耐久性を向上させることができる。
その他は、実施例1と同様の作用効果を有する。
【符号の説明】
【0065】
1 粘着剤付き金属フィルム
10 金属部
101 形成凹凸部
11 薄膜金属層
12 追加金属層
13 粘着層
14 粘着層(追加粘着層)
19 保護金属層
2 樹脂フィルム(基材)
21 コーティング層(被覆層)
22 凹凸
31 セパレート層
32 セパレート層(追加セパレート層)
【特許請求の範囲】
【請求項1】
表面に剥離性を有する被覆層が形成された基材の上に、少なくとも、スパッタリング又は蒸着を施すことにより薄膜金属層を形成し、必要に応じて該薄膜金属層の上にさらに金属層を形成することにより、1又は複数の金属層からなる金属部を形成する金属部形成工程と、
上記金属部の上に、粘着剤を塗布することにより粘着層を形成する粘着層形成工程と、
上記粘着層の上に、該粘着層に対して剥離性を有するセパレート層を配設するセパレート層配設工程と、
上記基材から上記薄膜金属層を剥離させ、上記基材と上記金属部とを分離することにより、上記セパレート層の上に、上記粘着層と上記金属部とを順に積層してなる粘着剤付き金属フィルムを形成する分離工程とを有することを特徴とする粘着剤付き金属フィルムの製造方法。
【請求項2】
請求項1において、上記被覆層は、熱剥離フィルム、UVフィルム、レジストフィルム又はアクリル系樹脂若しくはシリコーン系樹脂を表面に有する樹脂フィルム若しくは紙フィルムからなることを特徴とする粘着剤付き金属フィルムの製造方法。
【請求項3】
請求項1又は2において、上記基材の表面には、凹凸が形成されていることを特徴とする粘着剤付き金属フィルムの製造方法。
【請求項4】
請求項1〜3のいずれか1項において、上記分離工程の後、上記金属部の上記薄膜金属層の表面に、SUS(ステンレス鋼)よりなる保護金属層を形成する保護金属層形成工程を行うことを特徴とする粘着剤付き金属フィルムの製造方法。
【請求項5】
請求項1〜4のいずれか1項において、上記分離工程の後、上記粘着層が形成されていない側の表面に、粘着剤を塗布することにより追加粘着層を形成する追加粘着層形成工程と、上記追加粘着層の上に、該追加粘着層に対して剥離性を有する追加セパレート層を配設する追加セパレート層配設工程とを行うことを特徴とする粘着剤付き金属フィルムの製造方法。
【請求項6】
請求項1〜5のいずれか1項において、上記粘着層を形成する上記粘着剤は、導電性を有することを特徴とする粘着剤付き金属フィルムの製造方法。
【請求項7】
請求項1〜6のいずれか1項の粘着剤付き金属フィルムの製造方法により製造してなることを特徴とする粘着剤付き金属フィルム。
【請求項1】
表面に剥離性を有する被覆層が形成された基材の上に、少なくとも、スパッタリング又は蒸着を施すことにより薄膜金属層を形成し、必要に応じて該薄膜金属層の上にさらに金属層を形成することにより、1又は複数の金属層からなる金属部を形成する金属部形成工程と、
上記金属部の上に、粘着剤を塗布することにより粘着層を形成する粘着層形成工程と、
上記粘着層の上に、該粘着層に対して剥離性を有するセパレート層を配設するセパレート層配設工程と、
上記基材から上記薄膜金属層を剥離させ、上記基材と上記金属部とを分離することにより、上記セパレート層の上に、上記粘着層と上記金属部とを順に積層してなる粘着剤付き金属フィルムを形成する分離工程とを有することを特徴とする粘着剤付き金属フィルムの製造方法。
【請求項2】
請求項1において、上記被覆層は、熱剥離フィルム、UVフィルム、レジストフィルム又はアクリル系樹脂若しくはシリコーン系樹脂を表面に有する樹脂フィルム若しくは紙フィルムからなることを特徴とする粘着剤付き金属フィルムの製造方法。
【請求項3】
請求項1又は2において、上記基材の表面には、凹凸が形成されていることを特徴とする粘着剤付き金属フィルムの製造方法。
【請求項4】
請求項1〜3のいずれか1項において、上記分離工程の後、上記金属部の上記薄膜金属層の表面に、SUS(ステンレス鋼)よりなる保護金属層を形成する保護金属層形成工程を行うことを特徴とする粘着剤付き金属フィルムの製造方法。
【請求項5】
請求項1〜4のいずれか1項において、上記分離工程の後、上記粘着層が形成されていない側の表面に、粘着剤を塗布することにより追加粘着層を形成する追加粘着層形成工程と、上記追加粘着層の上に、該追加粘着層に対して剥離性を有する追加セパレート層を配設する追加セパレート層配設工程とを行うことを特徴とする粘着剤付き金属フィルムの製造方法。
【請求項6】
請求項1〜5のいずれか1項において、上記粘着層を形成する上記粘着剤は、導電性を有することを特徴とする粘着剤付き金属フィルムの製造方法。
【請求項7】
請求項1〜6のいずれか1項の粘着剤付き金属フィルムの製造方法により製造してなることを特徴とする粘着剤付き金属フィルム。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2010−274546(P2010−274546A)
【公開日】平成22年12月9日(2010.12.9)
【国際特許分類】
【出願番号】特願2009−129963(P2009−129963)
【出願日】平成21年5月29日(2009.5.29)
【出願人】(000242231)北川工業株式会社 (268)
【Fターム(参考)】
【公開日】平成22年12月9日(2010.12.9)
【国際特許分類】
【出願日】平成21年5月29日(2009.5.29)
【出願人】(000242231)北川工業株式会社 (268)
【Fターム(参考)】
[ Back to top ]