
粘着式ブラジャー及びその製造方法
【課題】カップ本体の下ケース凹面に安定した粘着剤の塗布膜を備えた空気嚢付き粘着式ブラジャー、及びバストサイズなどの個人差に関らず胸部に安定して粘着保持が可能な同ブラジャー、並びにこれらの製造方法を提供する。
【解決手段】同ブラジャーにおいて、柔軟性を有する薄膜状の椀状部材からなる上ケースと、椀状部凹面に粘着剤が塗布された剛性椀状部材からなる下ケースと、上ケース凹面と下ケース凸面の各々を圧接重着した際の間隙に生ずる空気嚢内に伸縮自在な中ケースとを設ける。下ケース凹面上には同心円状及び(若しくは)放射状の複数の線状凸部を設ける事が好ましい。また、粘着剤の塗布前に下ケース凹面上に粘着剤親和塗料の塗装膜を設ける事が好ましい。一方、粘着剤と親和性の高い包装部材でラミネート加工され、かつ下ケース凹面と粘着剤の塗布膜層との間に挟持された伸縮自在な部材の内貼り体をさらに設けることが好適である。
【解決手段】同ブラジャーにおいて、柔軟性を有する薄膜状の椀状部材からなる上ケースと、椀状部凹面に粘着剤が塗布された剛性椀状部材からなる下ケースと、上ケース凹面と下ケース凸面の各々を圧接重着した際の間隙に生ずる空気嚢内に伸縮自在な中ケースとを設ける。下ケース凹面上には同心円状及び(若しくは)放射状の複数の線状凸部を設ける事が好ましい。また、粘着剤の塗布前に下ケース凹面上に粘着剤親和塗料の塗装膜を設ける事が好ましい。一方、粘着剤と親和性の高い包装部材でラミネート加工され、かつ下ケース凹面と粘着剤の塗布膜層との間に挟持された伸縮自在な部材の内貼り体をさらに設けることが好適である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、粘着式ブラジャー及びその製造方法に関するものであり、より詳細には、粘着ゲルなどの粘着剤によって胸部に直接貼り付けることが可能であって、かつ内設された空気嚢に吸排気を行うことによりバスト高を自在に調整できる空気嚢付きの粘着式ブラジャーに関するものである。
【背景技術】
【0002】
ブラジャーは、現代の女性にとって装飾や体形補正などの観点から必要不可欠の肌着であり、多種多様のデザインや機能が施された製品が世間一般に広く出回っている。
因みに、従来のブラジャーは、腋の下から背中に巻かれるサイドバンドや、両肩に掛けられる肩ストラップを備えた形式が一般的であり、これらの補助部材によってブラジャーのカップ本体が女性の胸部に保持・固定される構造となっている。
【0003】
しかしながら、これらのサイドバンドや肩ストラップ等の補助部材による身体の圧迫感を嫌う女性の声も強く、このような理由からブラジャーの着装を忌避するいわゆるノーブラ志向の女性も数多く存在する。また、昨今における肩や背中を大胆に露出させる女性ファッションの浸透に伴い、サイドバンドや肩ストラップ等の存在を如何にカモフラージュするかが女性のファッションにとって重要な問題となっている。
【0004】
かかる問題を解決すべく、近年、図2に示されるような粘着式ブラジャーが考案されている(特許文献1)。このような粘着式ブラジャーは、例えば、粘着ゲルやシリコン等の粘着剤をブラジャーのカップ本体の裏面(即ち、カップ本体の凹面)に塗布して、カップ本体を直接に胸部の皮膚上に粘着固定させるものであり、サイドバンドや肩ストラップ等のブラジャーの保持・固定用の補助部材が不要となる。
【0005】
一方、バストの形状をより美しく見せたいと言う女性の本能的な願望を反映して、このような粘着式ブラジャーのカップ本体の内部に空気嚢を設け、かかる空気嚢を膨張・収縮させてバスト形状を自在に調整できる空気嚢付きの粘着式ブラジャーも考案されている(特許文献2)。
【0006】
【特許文献1】特開2004−03102号公報
【特許文献2】特開2006−83477号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
前述の如く、粘着式ブラジャーは、カップ本体の凹面に塗布された粘着剤の粘着力のみによってブラジャーが胸部に固定・保持される。それ故、ブラジャーのカップ本体を胸部上に安定して固定・保持するためには、カップ本体の凹面全体に粘着剤が均一に塗布されて、カップ本体凹面の表面に、ほぼ均等な厚さで粘着剤の塗布膜層が形成されることが望ましい。
【0008】
このため、粘着式ブラジャーの製造工程において、カップ本体の凹面への粘着剤の塗布工程は、粘着式ブラジャーの品質を決定する極めて重要な作業プロセスの一つとなっている。そして、適正な粘着剤の塗布を実現するためには、粘着剤の種類やカップ本体凹面部の材質等の組み合わせに応じて、幾多の経験則を踏まえつつ、最も適した塗布条件や塗布手順を、試行錯誤を繰り返して模索する必要があった。
【0009】
また、前述の空気嚢付き粘着式ブラジャーの場合、ブラジャーのカップ本体に内臓される空気嚢に空気を注入した際にバスト高を増加させるべく、ブラジャーをカップ本体凸面部の部材(以下、「上ケース」と称する)の方向にのみ膨張・変形させる必要がある。このため、カップ本体の凹面方向(即ち、胸部方向)への膨張・変形を防止すべく、カップ本体凹面部の部材(以下、「下ケース」と称する)としては、例えば、ポリプロピレンのように、ある程度の剛性を有する素材が用いられる。
【0010】
しかしながら、ポリプロピレンなどの高分子材料は、一般に粘着ゲルやシリコン等の粘着剤との親和性が低く、ポリプロピレン製の下ケースの凹面に塗布された粘着ゲルの塗布膜層に塗りムラが生じたり、或いは、下ケースの凹面側部に塗布した粘着ゲルが、時間の経過と共に凹面底部に滞留してしまうなどの不具合が生じていた。
【0011】
さらに、ブラジャーのカップ本体の下ケースとして、ポリプロピレン等の柔軟性を欠く剛性素材を用いた場合、バストサイズやバスト形状に関する個人差から、下ケースの凹面がブラジャー着用女性の胸部にうまく適合しない状態も生じてくる。このような場合、胸部皮膚と、粘着剤が塗布された下ケースの凹面との間に間隙が生じて、粘着剤による粘着式ブラジャーの保持が不安定となるという問題もあった。
【0012】
そこで、本発明の目的は、前述した従来の課題を解決して、カップ本体の下ケースの凹面に均等かつ安定した粘着剤の塗布膜を備えた空気嚢付き粘着式ブラジャー、及びその製造方法を提供することである。
【0013】
また、本発明の他の目的は、前述した従来の課題を解決して、女性のバストサイズやバスト形状の個人差にも拘わらず、胸部に安定して粘着保持が可能な空気嚢付き粘着式ブラジャー、及びその製造方法を提供することである。
【課題を解決するための手段】
【0014】
前述の目的を達成するため、本発明によるブラジャーは、粘着剤によって胸部に直接貼り付けることが可能であり、内設された空気嚢に吸排気を行うことによってバスト高を自在に調整できる粘着式ブラジャーであって、柔軟性を有する薄膜状の椀状部材からなる上ケースと、椀状部の凹面に粘着剤が塗布された剛性椀状部材からなる下ケースと、前記上ケースの凹面と前記下ケースの凸面の各々を圧接重着した際の間隙に生ずる空気嚢内に留置された伸縮自在な中ケースとを含んでいる。
【0015】
また、前記下ケースの凹面上には、同心円状及び放射状、又は同心円状若しくは放射状の複数の線状凸部を設けることが好ましい。
また、前記下ケースの凹面と前記粘着剤の塗布膜層との間には、前記粘着剤と親和性の高い粘着剤親和塗料による塗装膜を設けることが好ましい。
【0016】
また、前述の目的を達成するため、本発明による他の粘着式ブラジャーは、前記粘着剤と親和性の高い包装部材でラミネート加工され、かつ前記下ケースの凹面と前記粘着剤の塗布膜層との間に挟持された伸縮自在な部材からなる内貼り体を、さらに含むことが好適である。
【0017】
また、前記粘着剤は、少なくとも体温冷却成分、香料成分、及び薬効成分のうちの何れか一つを含むことが好ましい。
【0018】
また、前述の目的を達成するため、本発明による粘着式ブラジャーの製造方法は、柔軟性を有する薄膜状の椀状部材からなる上ケースと、椀状部の凹面上に同心円状及び放射状、又は同心円状若しくは放射状の複数の線状凸部が設けられた剛性椀状部材からなる下ケースとを射出成型にて生成する上下ケース成型工程と、前記下ケースの凹面に粘着剤と親和性の高い粘着剤親和塗料を所定の手順で塗布する塗装工程と、伸縮自在な部材に加熱成型処理を施した後、所定の抜き型によるプレス加工を施して中ケースを生成する中ケース成型工程と、前記塗装工程処理後の下ケースの凸面に前記中ケースを接着する接着工程と、該接着工程処理後の下ケースの凸面に前記上ケースの凹面を圧接重着させて各々の縁部を加熱溶着する熱圧着工程と、該熱圧着工程処理後の上下ケース合体に所定の抜き型によるプレス加工を施した後、該上下ケース合体の縁部に縫製加工処理を施す整形縫製工程と、該整形縫製工程処理後の上下ケース合体の凹面に前記粘着剤を所定の手順で塗布する粘着剤塗布工程とを含む。
【0019】
また、前記粘着剤親和塗料は、微細粒子を包含したプライマー塗料であり、該粘着剤親和塗料の塗装工程は、口径の異なる塗料噴射ノズルを用いて該塗料の乾燥時間を挟んで少なくとも2回の噴射塗装処理を施すことが好ましい。
【0020】
また、前述の目的を達成するため、本発明による粘着式ブラジャーの他の製造方法は柔軟性を有する薄膜状の椀状部材からなる上ケースと、剛性椀状部材からなる下ケースとを射出成型にて生成する上下ケース成型工程と、伸縮自在な部材に加熱成型処理を施した後、所定の抜き型によるプレス加工を施して中ケースを生成する中ケース成型工程と、伸縮自在な部材に粘着剤と親和性の高い包装部材を用いてラミネート加工処理を施し、該ラミネート加工処理後の部材に加熱成型処理を施し、該加熱成型処理後の部材に所定の抜き型によるプレス加工を施して内貼り体を生成する内貼り体成型工程と、前記下ケースの凸面に前記中ケースを接着し、該下ケースの凹面に前記内貼り体を接着する接着工程と、該接着工程処理後の下ケースの凸面に前記上ケースの凹面を圧接重着させて各々の縁部を加熱溶着する熱圧着工程と、該熱圧着工程処理後の上下ケース合体に所定の抜き型によるプレス加工を施した後、該上下ケース合体の縁部に所定の縫製加工処理を施す整形縫製工程と、該縫製工程処理後の上下ケース合体の凹面に粘着剤を所定の手順で塗布する粘着剤塗布工程とを含む。
【0021】
また、本発明による前記粘着式ブラジャーの製造方法において、前記粘着剤塗布工程は、粘度の異なる粘着剤を用いて該粘着剤の乾燥時間を挟んで少なくとも2回の粘着剤塗布処理を施すことが好適である。
【発明の効果】
【0022】
本発明による粘着式ブラジャーは、柔軟性を有する薄膜状の椀状部材からなる上ケースと、椀状部の凹面に粘着剤が塗布された剛性椀状部材からなる下ケースと、上ケースの凹面と下ケースの凸面の各々を圧接重着した際の間隙に生ずる空気嚢内に留置された伸縮自在な中ケースとを含んでいる。
【0023】
それ故、上ケースは、空気嚢内に留置された中ケースによって常に拡張されており、空気嚢に注入された空気量の多寡に関わらず、上ケースの凸部外面は優美なバスト形状を保つことができる。また、上ケース凸部の外面形状は、伸縮自在な中ケースによって担持されているので、上ケースの素材としては極めて軽量の薄膜状部材を用いることが可能となる。これによって、ブラジャーのカップ本体の重量を、例えば、従来の上下ケース一体化構造の空気嚢付きブラジャーに比べて軽減することができる。
【0024】
また、本発明による粘着式ブラジャーは、カップ本体を構成する下ケースの凹面上に同心円状及び放射状、又は同心円状若しくは放射状の複数の線状凸部が設けられている。
このため、下ケースの凹面全体に塗布された粘着剤は、かかる線状凸部によって下ケースの凹面側部に係止され、塗布後の粘着剤が下ケース凹面の底部に滞留することがない。すなわち、本発明による粘着式ブラジャーでは、下ケースの材質と粘着剤との相性(親和性)に左右されることなく、下ケースの凹面上に粘着剤の塗膜層を満遍なく形成することができる。
【0025】
また、本発明による粘着式ブラジャーでは、下ケースの凹面と粘着剤の塗布膜層との間に、粘着剤と親和性の高い粘着剤親和塗料による塗装膜が設けられている。
このため、下ケースに塗布された粘着剤と下ケースの凹面とが良く馴染み、下ケースの材質と粘着剤との相性(親和性)に左右されることなく、下ケースの凹面全体にほぼ均等な厚さの粘着剤の塗膜層を形成することができる。
【0026】
さらに、本発明による他の粘着式ブラジャーは、粘着剤と親和性の高い包装部材によってラミネート加工処理が施され、かつ下ケースの凹面と粘着剤の塗布膜層との間に挟持された伸縮自在な部材からなる内貼り体をさらに含んでいる。
それ故、下ケース凹面の形状と、ブラジャー着用者のバストサイズやバスト形状とがうまく適合しない場合であっても、下ケース凹面と粘着剤塗布膜層との間に介在する内貼り体がバッファ・クッションとなり、粘着剤の塗布膜層を着用者の胸部皮膚に無理なくフィットさせることができる。
【0027】
また、本発明の粘着式ブラジャーに用いられる粘着剤は、少なくとも体温冷却成分、香料成分、及び薬効成分のうちの何れか一つを含んでいる。このため、体温冷却成分による冷却効果や清涼感によって、粘着剤が皮膚に張り付く不快感を軽減することが可能である。また、これによって胸部皮膚からの発汗を抑制することが可能となるので、粘着式ブラジャーと胸部皮膚との粘着性を良好に保つことができる。
さらに、各種の香料成分や薬効成分によって、ブラジャー着用時の女性の満足度を高め、かつ粘着剤の影響による皮膚のカブレや炎症等を防ぐことも可能であり、また、皮膚に対するビタミン等の栄養補給も併せて行うことができる。
【0028】
また、本発明による粘着式ブラジャーの製造方法は、柔軟性を有する薄膜状の椀状部材からなる上ケースと、凹面上に同心円状及び放射状、又は同心円状若しくは放射状の複数の線状凸部が設けられた剛性椀状部材からなる下ケースとを射出成型にて生成する上下ケース成型工程と、下ケースの凹面に粘着剤と親和性の高い粘着剤親和塗料を所定の手順で塗布する塗装工程と、伸縮自在な部材に加熱成型処理を施した後、所定の抜き型によるプレス加工を施して中ケースを生成する中ケース成型工程と、塗装工程処理後の下ケースの凸面に中ケースを接着する接着工程と、該接着工程処理後の下ケースと上ケースとを圧接重着させて各々の縁部を加熱溶着する熱圧着工程と、該熱圧着工程処理後の上下ケース合体に所定の抜き型によるプレス加工を施した後、該上下ケース合体の縁部に縫製加工処理を施す整形縫製工程と、該整形縫製工程処理後の上下ケース合体の凹面に粘着剤を所定の手順で塗布する粘着剤塗布工程とを含んでいる。
それ故、下ケースの材質や粘着剤の性質、或いは粘着剤の塗布状況等の各種条件に左右されること無く、下ケースの凹面に粘着剤が満遍なく塗布された粘着式ブラジャーを容易かつ適切に製造することができる。
【0029】
また、本発明による粘着式ブラジャーの製造方法における粘着剤親和塗料は、微細粒子を包含したプライマー塗料であり、該粘着剤親和塗料の塗装工程は、口径の異なる塗料噴射ノズルを用いて該塗料の乾燥時間を挟んで少なくとも2回の噴射塗装処理を施す。
これによって、下ケースの凹面部の表面には、微視的に複雑な凹凸を持った粘着剤親和塗料の塗膜層が形成されるので、その後の粘着剤塗布工程において、粘着剤を容易に下ケースの凹面部の表面に定着させることができる。
【0030】
また、本発明による粘着式ブラジャーの他の製造方法は、柔軟性を有する薄膜状の椀状部材からなる上ケースと、剛性椀状部材からなる下ケースとを射出成型にて生成する上下ケース成型工程と、伸縮自在な部材に加熱成型処理を施した後、所定の抜き型によるプレス加工を施して中ケースを生成する中ケース成型工程と、伸縮自在な部材に粘着剤と親和性の高い包装部材を用いてラミネート加工処理を施し、該ラミネート加工処理後の部材に加熱成型処理を施し、該加熱成型処理後の部材に所定の抜き型によるプレス加工を施して内貼り体を生成する内貼り体成型工程と、下ケースの凸面に中ケースを接着し、該下ケースの凹面に内貼り体を接着する接着工程と、該接着工程処理後の下ケースの凸面に上ケースの凹面を圧接重着させて各々の縁部を加熱溶着する熱圧着工程と、該熱圧着工程処理後の上下ケース合体に所定の抜き型によるプレス加工を施した後、該上下ケース合体の縁部に所定の縫製加工処理を施す整形縫製工程と、該縫製工程処理後の上下ケース合体の凹面に粘着剤を所定の手順で塗布する粘着剤塗布工程とを含んでいる。
したがって、カップ本体の下ケース凹面の形状と、着用者のバスト形状等とがうまく適合しない場合であっても、内貼り体をクッションとして粘着剤の塗布膜層を胸部皮膚に無理なくフィットさせることが可能な粘着式ブラジャーを容易かつ適切に製造することができる。
【0031】
また、本発明による粘着式ブラジャーの製造方法並びに他の製造方法において、粘着剤の塗布工程は、粘度の異なる粘着剤を用いて該粘着剤の乾燥時間を挟んで少なくとも2回の粘着剤塗布処理を施すので、胸部皮膚に対する粘着式ブラジャーの粘着力を自在に調整することができる。
【発明を実施するための最良の形態】
【0032】
以下に、本発明の最良の実施形態である複数の実施例について、添付図面を参照しつつ説明を行う。
【実施例1】
【0033】
先ず、本発明の一つの実施形態である粘着式ブラジャーの実施例1について説明を行う。
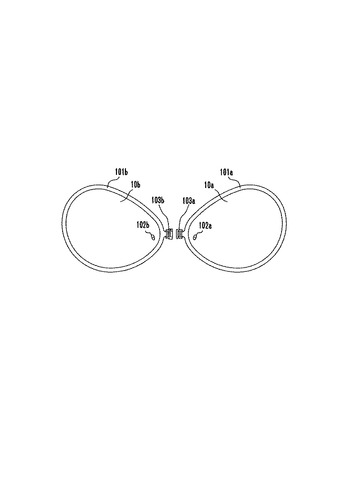
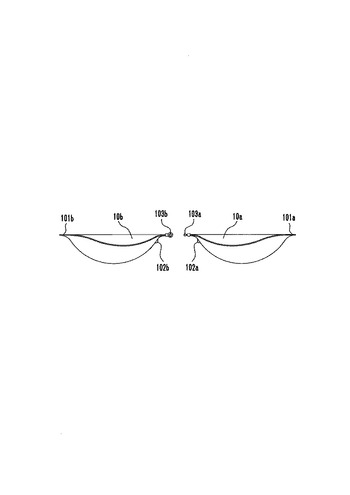
本実施例1による粘着式ブラジャーの正面図を図3に、その平面図を図4に示す。図3及び図4において、カップ本体10a及び10bは、本実施例1による粘着式ブラジャーの左右のカップに相当する。縁取り部101a及び101bは、左右各々のカップ本体の周縁部に縫製加工処理によって縫い付けられた、例えば、バイアステープやレース紐などの帯状の布製部材である。
【0034】
吸排気弁102a及び102bは、各々のカップ本体の上ケースに設けられた空気の流通弁であり、例えば、空気の注入・排出によって伸縮自在なゴム人形やビニール動物等に設けられているものと同様の極めて一般的な空気の吸排気弁である。なお、当該上ケースの詳細に関しては以後の記載において詳しく説明する。
【0035】
また、連結部103a及び103bは、左右のカップ本体10a及び10bの各々を接続するために用いられる、例えば、プラスチックや金具等の係止小片からなる接続部材である。
なお、上記の縁取り部、吸排気弁、及び連結部に関しては、本願発明の骨子と直接的な関係がないため、以下の明細書中の記述や添付図面等においては、その記載並びに説明を適宜省略する。
また、本発明の粘着式ブラジャーは、左右のカップ本体の構造が完全に左右対称となっているので、以下の説明においては片側のカップ本体10aのみを用いて説明を行うものとする。
【0036】
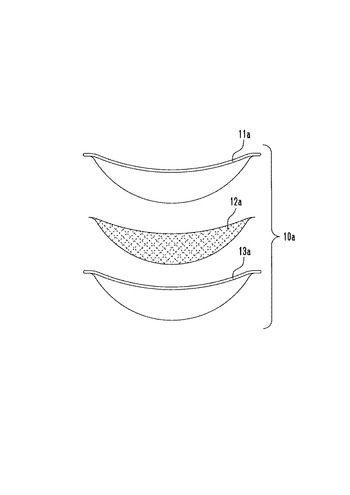
次に、カップ本体10aの構造説明図を図5に、その断面模式図を図6に示す。
図5の構造説明図からも明らかなように、カップ本体10aは、下ケース11a、中ケース12a、及び上ケース13aの3つの主要部材から構成されている。
【0037】
下ケース11aは、カップ本体10aの一番内側、即ち女性の胸部に接する側の部材であり、女性のバストをその凹面内に包み込む椀状の形態を有している。なお、下ケース11aの凹面に、カップ本体10aを胸部皮膚に粘着させるための粘着ゲルやシリコンなどの粘着剤が塗布されることは言うまでもない。また、下ケース11aの素材としては、後述の理由から、例えば、ポリプロピレンなどの、ある程度の剛性を有する高分子材料を用いることが望ましい。
【0038】
中ケース12aは、下ケース11aの凹面とは反対側の凸面側に接着される伸縮自在な部材であり、例えば、発泡ウレタン等の素材に熱成型処理を施した後、所定の抜き型を用いて一定の形状にプレス加工が為されたものを用いることが好ましい。
上ケース13aは、下ケース11aの凸面側を覆う椀状の形態を有した薄膜状部材である。上ケース13aの素材としては、例えば、ゴムとプラスチックの中間的な性質を有し、かつマテリアル・リサイクル性の優れた、エラストマーなどの柔軟性があり伸縮性の高い高分子素材が好ましい。
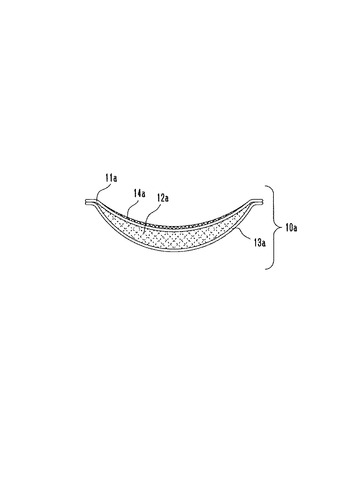
【0039】
中ケース12aが接着された下ケース11aと、上ケース13aとは、例えば、ウェルダー加工等の熱圧着加工によって上下ケース各々の外縁部同士が融着される。この結果、上ケース13aの凹面と下ケース11aの凸面とが圧接重着された間隙には、外周が密閉された気密性の高い空気嚢が形成される。なお、中ケース12aは、その素材が伸縮自在であるが故に図6の断面模式図に示される如く、かかる空気嚢の内部に中ケース12aが充填された構造となる。
【0040】
なお、本実施例1による粘着式ブラジャーの製造の最終工程において、下ケース11aの凹面内には粘着ゲルなどの粘着剤が塗布されるため、図6の断面模式図に示される如く、下ケース11aの凹面には粘着剤の塗布膜層14aが形成される。そして、カップ本体10aは、かかる粘着剤の塗布膜層14aの粘着力によって胸部皮膚上に保持・固定されることになる。
【0041】
前述のように、下ケース11aの凸面と上ケース13aの凹面との間に形成された空気嚢は、その外周が完全に密閉されているので、上ケース13aに設けられた吸排気弁(図示せず)から、例えば、注射器形状やスポイト形状の空気注入器具を用いて空気を注入することによってこれを膨張させることができる。
このとき、下ケース11aはポリプロピレン等の剛性椀状部材であり、上ケース13aはエラストマー等の伸縮性に富む薄膜状部材であるため、カップ本体10aは、上ケース13aの方向、即ちブラジャーのカップ本体の外側に向かって膨張する。この様子を図7の説明図に示す。同図右側の状態が空気注入前、或いは空気排出後のカップ本体10aの状態を示し、同図左側が空気注入後の状態を示すことは言うまでない。
【0042】
なお、空気嚢の中に配置されている中ケース12aは、前述のように伸縮自在な発泡ウレタン等の素材であるため、空気嚢内に空気が注入或いは排出された何れの状態においても、常に空気嚢内全体に充填された状態を保っている。このため、上ケース13aの薄膜状部材は、中ケース12aの応力によって常に拡張されており、上ケース13aの薄膜上に皺や窪みなどが生ずるおそれはない。
【0043】
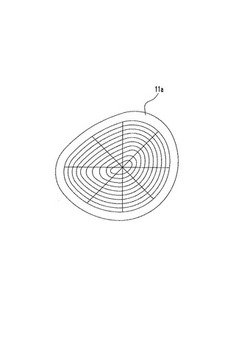
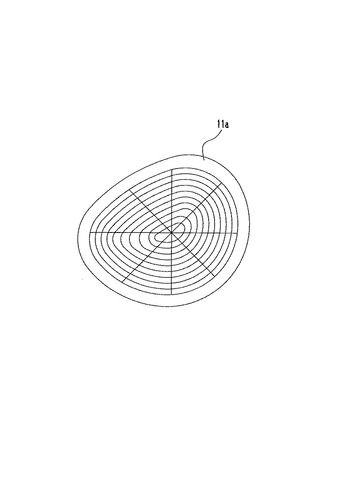
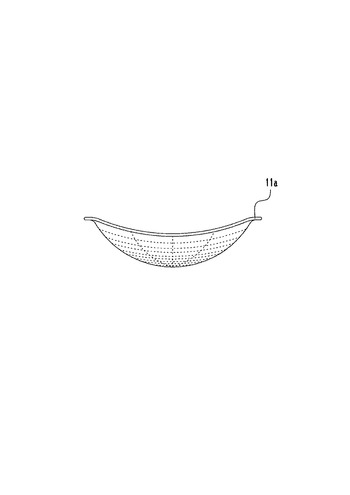
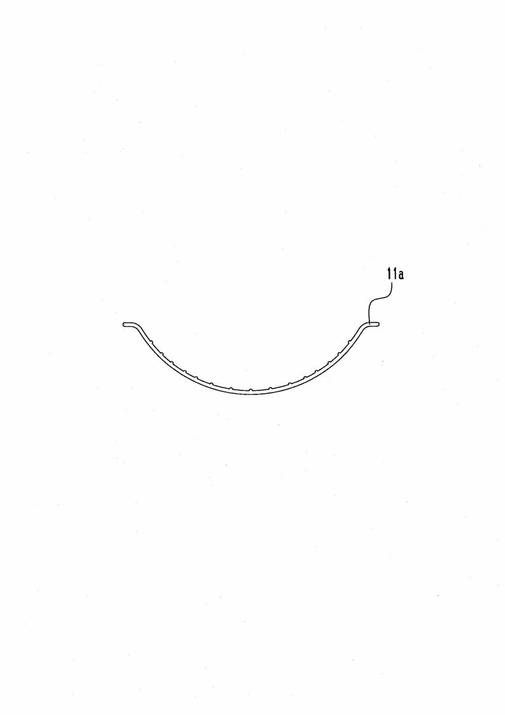
次に、下ケース11aの詳細な構造について説明する。
先ず、図1に下ケース11aの凹面方向から見た平面図を示す。同図からも明らかなように、下ケース11aの凹面上には、同心円状及び放射状、又は同心円状若しくは放射状の複数の線状凸部が設けられている。これらの線状凸部は、下ケース11aを射出成型法で製造する際に使用される金型において、下ケース11aの凹面部に対応する雄型の表面に、当該線状凸部に相当する複数の筋彫りを刻彫することによって形成することができる。
【0044】
下ケース11aの凹面上に施された線状凸部の様子を更に明瞭に表わすべく、下ケース11aの透視側面図を図8に、その断面模式図を図9に示す。なお、図9は、下ケース11aの側面方向から見た断面であるため、下ケース11aの凹面上に設けられた同心円状の線状凸部の断面のみが現れている。一方、下ケース11aを輪切りにするような平面方向の断面図を採れば、下ケース11aの凹面上に設けられた放射状の線状凸部の断面が現れることは言うまでもない。
【0045】
なお、下ケース11aの凹面上には、必ずしも、同心円状及び放射状の双方の線状凸部を備える必要はない。また、これらの線状凸部は、直線若しくは円弧のみを利用して描く必要は無く、例えば、蛇行線や点線、或いはこれらの組み合わせを用いて描くようにしても良い。
【0046】
本実施例1に基づく下ケース11aは、以上に説明したような構造を有しているので、下ケース11aの凹面内に塗布された粘着剤は、その表面張力などの応力によって上記線状凸部の近傍に係止される。それ故、下ケース11aの素材と粘着剤との親和性が低く、通常では粘着剤が下ケース11aの凹面部に付着し難い場合であっても、下ケース11aの凹面に塗布された粘着剤が線状凸部の近傍に停留され、下ケース11aの凹面内のほぼ全面に亘り粘着剤の塗布膜を形成することができる。
【0047】
また、粘着ゲルやシリコン等の粘着剤を塗布する前に、下ケース11aの凹面内を粘着剤と親和性の高い所定の塗料(以下、単に「粘着剤親和塗料」と称する)で予め塗装しておき、当該塗料が乾燥した後にその上から粘着剤を塗布するようにしても良い。かかる粘着剤親和塗料としては、通常のポリプロピレン用のプライマー塗料に、例えば、高分子材料からなる微粒子を混入させたものが好適である。
【0048】
このような粘着剤親和塗料による塗装膜を、予め下ケース11aの凹面上に設けることによって、該塗装膜表面に含まれる高分子材料の微粒子による微視的な凹凸に粘着剤が馴染み、下ケース11aの凹面上に粘着剤が係止・停留される。なお、かかる粘着剤親和塗料の具体的な塗装方法などについては、後述の本発明による粘着式ブラジャーの製造方法においてその詳細を説明する。
【0049】
なお、下ケース11aの凹面への粘着剤親和塗料による塗装膜の付加は、それ単独で行うようにしても良いが、その効果をより一層高める上において、前述の下ケース11aの凹面部に対する線状凸部の付加と併用して行うことが好ましい。
【実施例2】
【0050】
次に、本発明の他の実施形態である粘着式ブラジャーの実施例2について、添付図面を参照しつつ説明を行う。
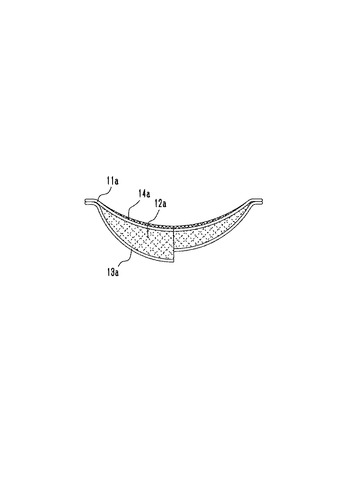
先ず、本実施例2による粘着式ブラジャーのカップ本体20aの構造説明図を図10に、その断面模式図を図11に示す。なお、本実施例2による粘着式ブラジャーの正面図並びに平面図は、前述した実施例1における図3、及び図4と同様であるので、その記載並びに説明は省略する。
【0051】
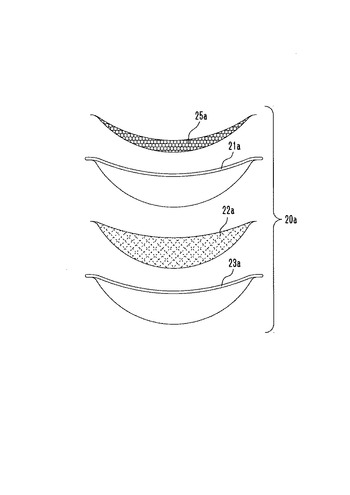
図10の構造説明図に示される如く、本実施例2においてカップ本体20aは、下ケース21a、中ケース22a、上ケース23a、及び内貼り体25aの4つの主要部材から構成されている。
【0052】
下ケース21aは、カップ本体20aの内側、即ち女性の胸部に接する側の部材であり、女性のバストをその凹面内に包み込む椀状の形態を有している。下ケース21aの素材としては、後述の理由から、例えば、ポリプロピレンなどの、ある程度の剛性を有する高分子材料を用いることが望ましい。
【0053】
本実施例2では、下ケース21aの凹面内に内貼り体25aが敷設される構造となっている。かかる内貼り体25aは、発泡ウレタンなどの伸縮自在な部材を布などの部材で包み加熱処理を施すいわゆるラミネート加工処理を施し、さらに熱成型処理を加えて所定の形状に成型した部材である。なお、内貼り体25aは、例えば、両面接着テープや通常の糊タイプ等の接着剤を用いて、下ケース21aの凹面内に接着・固定される。
【0054】
中ケース22aは、下ケース21aの凹面とは反対側の凸面側に接着される伸縮自在な部材であり、例えば、発泡ウレタン等の素材に熱成型処理を施した後、これに所定の抜き型を用いて一定の形状にプレス加工したものを用いることが好ましい。
一方、上ケース23aは、下ケース21aの凸面側を覆う椀状の形態を有した薄膜状部材である。上ケース23aの素材としては、例えば、ゴムとプラスチックの中間的な性質を有し、かつマテリアル・リサイクル性の優れた、エラストマーなどの柔軟性があり伸縮性の高い高分子素材が好ましい。
【0055】
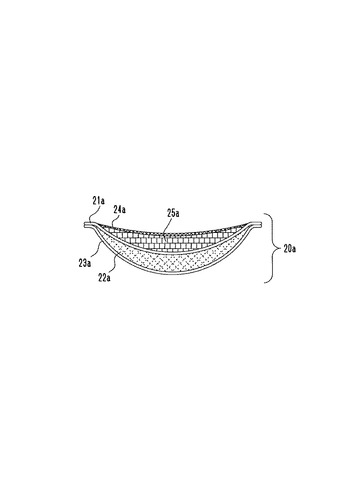
内貼り体25a及び中ケース22aの各々が接着された下ケース21aと、上ケース23aとは、例えば、ウェルダー加工等の熱圧着加工によって上下ケース各々の外縁部同士が融着される。この結果、上ケース23aの凹面と下ケース21aの凸面とが圧接重着された間隙には、外周が密閉された気密性の高い空気嚢が形成される。なお、中ケース22aは、その素材が伸縮自在であるが故に、図11の断面模式図に示される如く、かかる空気嚢の内部に中ケース22aが充填された構造となる。
【0056】
本実施例2による粘着式ブラジャーの製造の最終工程において、下ケース21aの凹面内には、内貼り体25aの上から粘着ゲルなどの粘着剤が塗布される。したがって、図11の断面模式図に示されるように、下ケース21aの凹面内に敷設された内貼り体25aの上面には粘着剤の塗布膜層24aが形成される。
すなわち、内貼り体25aは、下ケース21aの凹面と粘着剤の塗布膜層24aとによって挟持された形になる。したがって、下ケース21aは、内貼り体25aをいわゆるバッファ・クッションとして、粘着剤塗布膜層24aの粘着力によって胸部皮膚上に保持・固定されることになる。
【0057】
本実施例2においても、前述の実施例1と同様に、上ケース23aと下ケース21aとの間隙に設けられた空気嚢に、空気を注入することによってブラジャーのカップ本体を膨張させてバストアップを図ることができる。この際に、カップ本体が下ケース側に膨張・変形することを防止すべく、下ケースの素材としてポリプロピレン等のある程度の剛性を持つ素材が使用されるのである。
【0058】
ところで、女性のバストサイズやバスト形状には様々な個人差があり、たとえ、バストカップサイズを参考にして所望のサイズを選択しても、選択されたブラジャーの下ケースの凹面形状が、該選択を行った女性自身のバストにぴったりと適合するとは限らない。
前述のように、空気嚢付きの粘着式ブラジャーの場合は、下ケース側への膨張・変形を防止すべく剛性素材の下ケースが用いられるので、下ケース凹面の形状を着用女性のバストに合わせて変形させることが困難である。このため、下ケースの凹面形状と着用女性のバスト形状とが適合しない場合、下ケース凹面に塗布された粘着剤の塗膜層とバストとの間に間隙が生じて、粘着式ブラジャーの胸部皮膚への保持・固定が不安定となるおそれがある。
【0059】
本実施例2による粘着式ブラジャーでは、下ケース21aの凹面と粘着剤の塗布膜層24aとの間に伸縮自在な内貼り体25aが挟持された構造となっている。すなわち、下ケース21aは、内貼り体25aをバッファ・クッションとして、粘着剤の塗布膜層24aを胸部皮膚に押し当てることになる。
したがって、本実施例2による粘着式ブラジャーでは、下ケースの凹面形状と着用女性のバスト形状とがうまく適合しない場合であっても、粘着剤の塗布膜層24aは、常に着用女性の胸部皮膚に当接されることになり、粘着式ブラジャーの胸部皮膚への保持・固定が不安定となるおそれはない。
【実施例3】
【0060】
次に、本発明の一つの実施形態である粘着式ブラジャーの製造方法について、本発明による実施例3として添付図面を参照しつつ説明を行う。
【0061】
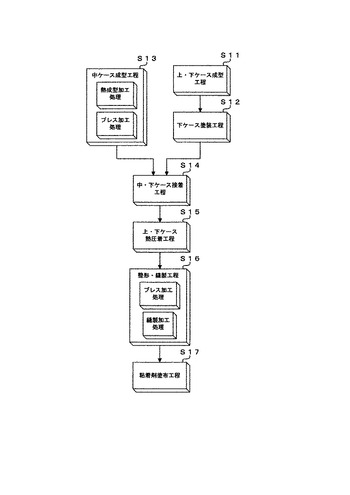
本実施例3による粘着式ブラジャーの製造方法の工程図を図12に示す。なお、本実施例3による製造方法は、前述した実施例1の粘着式ブラジャーの製造に関するものである。
先ず、図12の工程図において、ステップS11は、実施例1の粘着式ブラジャーにおけるカップ本体の主要部材である上ケースと下ケースの製造工程を示す。
【0062】
前述の如く、上ケースには、例えば、エラストマーなどの柔軟性にとみ伸縮自在な高分子薄膜素材を用いることが好ましい。また、下ケースとしては、例えば、ポリプロピレンなどの、ある程度の剛性を持った高分子素材を用いることが好適である。
ステップS11ではこれらの素材を用いて、プラスチック等の高分子材料から成型製品を製造する際に広く利用されている射出成型法により、上ケース並びに下ケースを成型・製造する。なお、射出成型時に使用される下ケース用の金型において、下ケースの凹面部に対応する金型ブロックの成型面には、下ケース凹面上に同心円状及び放射状、又は同心円状若しくは放射状の複数の線状凸部を生成するための筋彫りが施されていることは言うまでもない。
【0063】
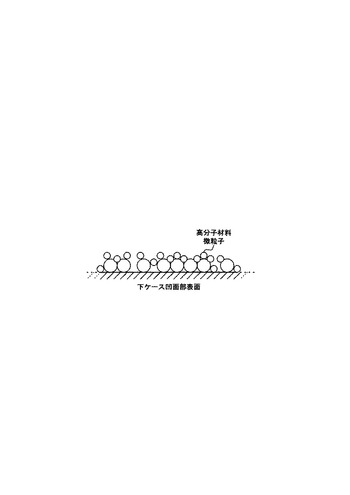
次のステップS12は、上記の射出成型法により製造された下ケースの凹面に粘着剤親和塗料を、所定の手順にて塗装する塗装工程を示している。ここで粘着剤親和塗料とは、一般的なポリプロピレン用のプライマー塗料に、例えば、高分子材料からなる微粒子を一定の割合で混入したものであることが好ましい。
また、所定の塗装手順とは、例えば、粘着剤親和塗料の噴射塗装を当該塗料の乾燥時間を置いて複数回行うものとし、その際に初回の噴射塗装時に比べて2回目以降の噴射塗装時の塗料噴射ノズルの口径を絞るようにしても良い。
【0064】
これによって、下ケースの凹面部の表面には、例えば、図13に示すように、その下層から上層にかけて含粒微粒子の大きさが異なる塗料膜層が逐次積層される。かかる処理によって、下ケース凹面部の表面における微視的凹凸が一層複雑になり、後の粘着剤塗布工程において粘着ゲルやシリコン等の粘着剤を塗布する際に、下ケースの凹面部と粘着剤との親和性が更に高まることになる。
【0065】
また、かかる粘着剤親和塗料の噴射塗装を行う前に、塗料が下ケースの素材であるポリプロピレンに馴染み易くするため、例えば、トルエンなどの有機溶剤を用いて下ケースの凹面部を洗浄する洗浄加工を加えることが好ましい。
【0066】
一方、ステップS13は、上ケースと下ケースとによって挟持される中ケースの製造工程である。中ケースは、例えば、発泡ウレタンなどの伸縮自在な高分子素材を熱成型加工した後に、これに所定の抜き型を用いてプレス加工処理を施して製造することが好ましい。
ステップS14は、ステップS12の塗装処理工程が終了した下ケースの凸面部に、ステップS13において製造された中ケースを接着する工程である。因みに、かかる接着加工において中ケースを下ケースに接着する際に、例えば、両面接着テープのような粘着テープを用いても良いし、或いは、通常の糊タイプの接着剤を用いるようにしても良い。
【0067】
次のステップS15は、ステップS14において接着された中ケースと下ケースの合体に、ステップS11で製造された上ケースを圧接重着して、上ケース、中ケース、及び下ケースの合体であるブラジャーのカップ本体を製造する工程である。
すなわち、ステップS15の工程では、中ケースが接着された下ケースの凸面側に上ケースの凹面を被せて上下ケースを圧接重着させた後、上下ケース各々の外縁部を、例えば、ウェルダー加工などの電気熱圧着により融着する。これによって、上ケースと下ケースとの間隙には、その外周が密閉されて気密性を有し、かつその内部に伸縮自在な中ケース部材を充填された空気嚢が形成される。
【0068】
なお、ステップS15における電気熱圧着加工においては、例えば、上下各々のケースの外縁部と同形の電気ヒータを用いて外縁部同士を圧着した後、当該ヒータに大電力のパルス電流を給電して、上下各々のケースの外縁部を瞬間的に加熱融着させることが好ましい。ステップS15で製造された上ケース乃至下ケースの合体(即ち、ブラジャーのカップ本体)には、次のステップS16において整形・縫製の加工処理が加えられる。
【0069】
ステップS16では、先ず、上ケース乃至下ケースの合体に対して、所定の抜き型を用いたプレス加工処理が施されてカップ本体としての整形処理が施される。
その後、上ケース乃至下ケースの合体の外縁部には、例えば、バイアステープやレース紐などの帯状布部材による縫製が施され、前述の図3及び図4に示されたカップ本体10a並びに10bの縁取り部101a、101bが取り付けられる。また、本工程において、同じく連結部103a、103bなどの補助部材も取り付けられる。なお、これらの部材に関しては、本願発明と直接的な関係がないためその詳細についての説明は省略する。
【0070】
次の、ステップS17は、ステップS16の加工処理が終了した後の下ケース凹面内に、粘着ゲルやその他のシリコン系の粘着剤を塗布する粘着剤塗布工程である。本ステップにおける塗布処理は、例えば、刷毛塗りで行うようにしても良いし、或いは、特定のノズルなどを用いて下ケース凹面内に粘着剤を満遍なく滴下塗布するようにしても良い。
【0071】
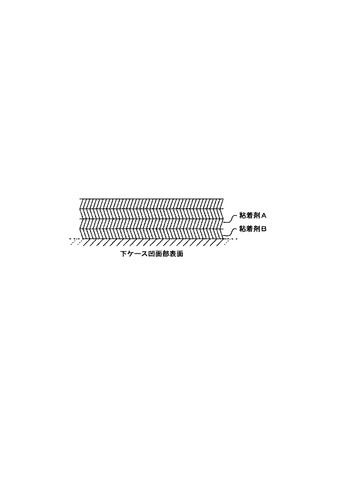
なお、ステップS17の塗布加工処理は、例えば、粘度の異なる粘着剤を当該粘着剤の乾燥時間を置いて複数回に亘り塗布して、下ケース凹面の表面上に、図14に示すような多層に及ぶ粘着剤の塗布膜層を積層形成するようにしても良い。このような粘着剤の多層塗膜を形成することによって、下ケース凹面に塗布された粘着剤の粘着力を微妙に調整することができる。
【0072】
例えば、粘着剤Aのみが塗布された場合の粘着力をα、粘着剤Bのみが塗布された場合の粘着力をβとすると(α<β)、図14に示される事例の場合、下ケースに塗布された粘着剤全体の粘着力γ(ガンマー)は、粘着剤Aと粘着剤Bとの塗布回数、及び各塗布膜層の厚さ等の各パラメータに応じて、概ね
α<γ<β
なる範囲にて調整することができる。
【0073】
なお、実際の製造工程においては、上述のステップS17の粘着剤塗布工程の後に、例えば、目視による製品検査工程や出荷梱包工程などの数々の作業工程が存在する。しかしながら、これらの工程は、何れも本願発明と直接的な関係がないためその記載ならびに説明は省略する。
以上に説明したように、本実施例3に基づく粘着式ブラジャーの製造方法によれば、前述の本実施例1による粘着式ブラジャーを容易かつ適切に製造することができる。
【実施例4】
【0074】
次に、本発明の他の実施形態である粘着式ブラジャーの製造方法について、本発明の実施例4として添付図面を参照しつつ説明を行う。なお、本実施例4による製造方法は、前述の実施例2による粘着式ブラジャーの製造に関するものである。
【0075】
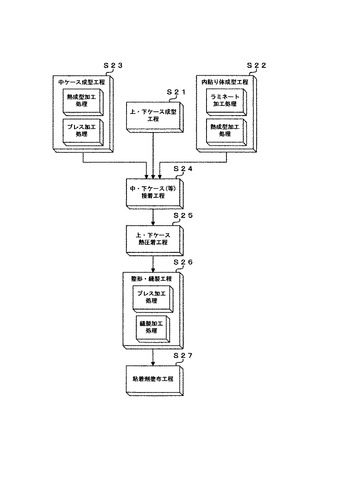
本実施例4による粘着式ブラジャーの製造方法の工程図を図15に示す。
図15の工程図において、ステップS21は、実施例2の粘着式ブラジャーにおけるカップ本体の主要部材である上ケースと下ケースの製造工程を示す。
【0076】
前述の如く、上ケースの素材には、例えば、エラストマーなどの柔軟性にとみ伸縮自在な高分子薄膜材料を用いることが好ましい。また、下ケースとしては、例えば、ポリプロピレンなどの、ある程度の剛性を持った高分子素材を用いることが好適である。
ステップS21では、これらの素材を用いて、プラスチック等の高分子材料から成型製品を製造する際に広く利用されている射出成型法によって、上ケース並びに下ケースを成型・製造する。
【0077】
ステップS22は、実施例2の粘着式ブラジャーにおいて、その下ケースの凹面内に敷設される内貼り体の製造工程を示す。
ステップS22では、先ず、内貼り体の素材である発泡ウレタンなどの伸縮自在な部材を布などの部材で包み、これに加熱処理を施すいわゆるラミネート加工処理が施される。その後、さらに熱成型加工処理を加えて所定の形状の内貼り体を成型・製造する。
【0078】
一方、ステップS23は、上ケースと下ケースとによって挟持される中ケースの製造工程である。中ケースは、例えば、発泡ウレタンなどの伸縮自在な高分子素材を熱成型加工した後に、これに所定の抜き型を用いてプレス加工処理を施して製造することが好ましい。
ステップS24は、ステップS21で製造された下ケースの凸面部にステップS23で製造された中ケースを、該下ケースの凹面部にステップS22で製造された内貼り体を、それぞれ接着する工程である。因みに、かかる接着加工には、例えば、両面接着テープのような粘着テープを用いても良いし、或いは、通常の糊タイプの接着剤を用いるようにしても良い。
【0079】
次のステップS25は、ステップS24の接着工程において製造された中ケース、下ケース、及び内貼り体の合体に、ステップS21で製造された上ケースを圧接重着して、各部材の合体であるブラジャーのカップ本体を製造する工程である。
すなわち、ステップS25の工程では、中ケースが接着された下ケースの凸面側に上ケースの凹面を被せて上下ケースを圧接重着させた後、上下ケース各々の外縁部を、例えば、ウェルダー加工などの電気熱圧着により融着する。これによって、上ケースと下ケースとの間隙には、その外周が密閉されて気密性を有し、かつその内部に伸縮自在な中ケースが充填された空気嚢が形成される。
【0080】
なお、ステップS25における電気熱圧着加工においては、例えば、上下各々のケースの外縁部と同形の電気ヒータを用いて外縁部同士を圧着した後、当該ヒータに大電力のパルス電流を給電して、上下各々のケースの外縁部を瞬間的に加熱融着するようにしても良い。
ステップS25で製造された各部材の合体(即ち、第2実施例によるブラジャーのカップ本体)には、次のステップS26において整形・縫製の加工処理が加えられる。すなわち、ステップS26では、上記各部材の合体に対して所定の抜き型を用いたプレス加工が施されて整形処理が為された後に、前述の第3実施例の場合と同様に、カップ本体の縁取り部や連結部等の各種の補助部材が取り付けられる。
【0081】
次の、ステップS27は、ステップS26の加工処理が終了した後の下ケース凹面内に、粘着ゲルやその他のシリコン系の粘着剤を塗布する粘着剤塗布工程である。なお、本実施例4においては、下ケースの凹面内に内貼り体が敷設されているので、粘着剤の塗布はかかる内貼り体の上から行われる。
一般に、内貼り体のラミネート加工に用いられる布部材等は、粘着ゲルなどの粘着剤との親和性が極めて高いため、内貼り体の上面には内貼り体の表面と良く馴染んだ粘着剤の塗布膜層が形成される。
【0082】
ステップS27における粘着剤の塗布処理は、刷毛塗りで行うようにしても良いし、特定のノズルなどを用いて、下ケース凹面内に敷設された内貼り体の上面に粘着剤を満遍なく滴下塗布するようにしても良い。
本ステップにおける粘着剤の塗布処理は、前述の第3実施例と同様に、粘度の異なる粘着剤を当該粘着剤の乾燥時間を置いて複数回に亘り塗布して、内貼り体の上面に図14に示すような多層に及ぶ粘着剤の塗布膜層を積層形成するようにしても良い。このような多層塗膜を形成することによって、下ケース凹面内に敷設された内貼り体の上面に塗布された粘着剤の粘着力を、第3実施例の場合と同様に微妙に調整することができる。
【0083】
なお、実際の製造工程においては、ステップS27の粘着剤塗布工程の後に、例えば、目視による製品検査工程や出荷梱包工程などの数々の作業工程が存在する。しかしながら、これらの工程は、何れも本願発明の骨子とは直接的な関係がないためその記載ならびに説明を省略する。
【0084】
以上に説明したように、本実施例4に基づく粘着式ブラジャーの製造方法によれば、前述の実施例2による粘着式ブラジャーを容易かつ適切に製造することができる。
【0085】
なお、本発明においては、以上に説明した粘着式ブラジャー、及びその製造方法で用いられる粘着剤の種類や性質などに関しては一切の限定を行っていない。したがって、かかる用途に適した粘着ゲルやシリコン系の粘着剤であれば、いかなる粘着剤であっても本発明に使用することが可能である。
【0086】
また、かかる粘着剤に、例えば、市販の体温冷却シートに含まれるような体温冷却成分を混入するようにしても良い。これによって、粘着剤が皮膚に粘着することにより生ずるベタ付きや蒸し暑さ等の不快感を低減させることができる。また、その冷却効果や清涼感によって胸部皮膚からの発汗を抑制することが可能となり、発汗によって生ずる皮膚と粘着剤との粘着性の低下を効果的に防止することができる。
【0087】
また、かかる粘着剤に、例えば、ハーブやカモミール等の香料成分を混入するようにしても良い。これによって、女性特有の芳香嗜好性を満足させることが可能となり、粘着式ブラジャーの需要増大を図ることができる。
【0088】
さらに、かかる粘着剤に、例えば、各種のメントール剤や各種ビタミン等の薬効成分を混入するようにしても良い。これによって、粘着剤による皮膚のカブレや炎症を効果的に抑制することが可能となり、また、皮膚に対する栄養補給による美肌効果も期待できることになる。
なお、粘着剤への各種成分の混入は、単独の成分で行うようにしても良いし、或いは複数の成分を組み合わせて行うようにしても良い。
【0089】
また、本発明は以上に説明した各実施形態に限定されるものではなく、例えば、本発明を構成する各部位の形状や素材、或いは各工程における作業手順等は、本発明の趣旨を逸脱することなく、現実の実施対応に応じて適宜変更ができるものであることは言うまでもない。
【産業上の利用可能性】
【0090】
本発明は、カップ本体の下ケースの凹面に安定した粘着剤の塗布膜を備えた空気嚢付き粘着式ブラジャー、及び女性のバストサイズやバスト形状等の個人差にも関わらずバストに適合して着装できる空気嚢付き粘着式ブラジャー、並びに、これらのブラジャーの製造方法として利用可能である。
【図面の簡単な説明】
【0091】
【図1】本発明の実施例1による粘着式ブラジャーにおいて、その下ケースの凹面部を示す平面図である。
【図2】従来の粘着式ブラジャーの着用の様子を示す説明図である。
【図3】本発明の実施例1による粘着式ブラジャーの正面図である。
【図4】本発明の実施例1による粘着式ブラジャーの平面図である。
【図5】本発明の実施例1による粘着式ブラジャーのカップ本体の構造を示す説明図である。
【図6】本発明の実施例1による粘着式ブラジャーのカップ本体の断面模式図である。
【図7】本発明の実施例1による粘着式ブラジャーの使用状態を示す説明図である。
【図8】本発明の実施例1による粘着式ブラジャーの下ケースの側面透視図である。
【図9】本発明の実施例1による粘着式ブラジャーの下ケースの断面模式図である。
【図10】本発明の実施例2による粘着式ブラジャーのカップ本体の構造を示す説明図である。
【図11】本発明の実施例2による粘着式ブラジャーのカップ本体の断面模式図である。
【図12】本発明の実施例3による粘着式ブラジャーの製造方法の製造工程を示す工程図である。
【図13】図12の下ケース塗装工程において、下ケース凹面部の表面に形成される粘着剤親和塗料の塗膜層の様子を示す説明図である。
【図14】図12の粘着剤塗布工程において、下ケース凹面部の表面に形成される粘着剤塗膜層の様子を示す説明図である。
【図15】本発明の実施例4による粘着式ブラジャーの製造方法の製造工程を示す工程図である。
【符号の説明】
【0092】
10a、10b、20a …ブラジャーカップ本体
11a、21a …下ケース
12a、22a …中ケース
13a、23a …上ケース
14a、24a …粘着剤塗布層
25a …内貼り体
101a、101b …縁取り部
102a、102b …吸排気弁
103a、103b …連結部
S11、S21 …上・下ケース成型工程
S12 …下ケース塗装工程
S22 …内貼り体成型工程
S13、S23 …中ケース成型工程
S14、S24 …中・下ケース(等)接着工程
S15、S25 …上・下ケース熱圧着工程
S16、S26 …成型・縫製工程
S17、S27 …粘着剤塗布工程
【技術分野】
【0001】
本発明は、粘着式ブラジャー及びその製造方法に関するものであり、より詳細には、粘着ゲルなどの粘着剤によって胸部に直接貼り付けることが可能であって、かつ内設された空気嚢に吸排気を行うことによりバスト高を自在に調整できる空気嚢付きの粘着式ブラジャーに関するものである。
【背景技術】
【0002】
ブラジャーは、現代の女性にとって装飾や体形補正などの観点から必要不可欠の肌着であり、多種多様のデザインや機能が施された製品が世間一般に広く出回っている。
因みに、従来のブラジャーは、腋の下から背中に巻かれるサイドバンドや、両肩に掛けられる肩ストラップを備えた形式が一般的であり、これらの補助部材によってブラジャーのカップ本体が女性の胸部に保持・固定される構造となっている。
【0003】
しかしながら、これらのサイドバンドや肩ストラップ等の補助部材による身体の圧迫感を嫌う女性の声も強く、このような理由からブラジャーの着装を忌避するいわゆるノーブラ志向の女性も数多く存在する。また、昨今における肩や背中を大胆に露出させる女性ファッションの浸透に伴い、サイドバンドや肩ストラップ等の存在を如何にカモフラージュするかが女性のファッションにとって重要な問題となっている。
【0004】
かかる問題を解決すべく、近年、図2に示されるような粘着式ブラジャーが考案されている(特許文献1)。このような粘着式ブラジャーは、例えば、粘着ゲルやシリコン等の粘着剤をブラジャーのカップ本体の裏面(即ち、カップ本体の凹面)に塗布して、カップ本体を直接に胸部の皮膚上に粘着固定させるものであり、サイドバンドや肩ストラップ等のブラジャーの保持・固定用の補助部材が不要となる。
【0005】
一方、バストの形状をより美しく見せたいと言う女性の本能的な願望を反映して、このような粘着式ブラジャーのカップ本体の内部に空気嚢を設け、かかる空気嚢を膨張・収縮させてバスト形状を自在に調整できる空気嚢付きの粘着式ブラジャーも考案されている(特許文献2)。
【0006】
【特許文献1】特開2004−03102号公報
【特許文献2】特開2006−83477号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
前述の如く、粘着式ブラジャーは、カップ本体の凹面に塗布された粘着剤の粘着力のみによってブラジャーが胸部に固定・保持される。それ故、ブラジャーのカップ本体を胸部上に安定して固定・保持するためには、カップ本体の凹面全体に粘着剤が均一に塗布されて、カップ本体凹面の表面に、ほぼ均等な厚さで粘着剤の塗布膜層が形成されることが望ましい。
【0008】
このため、粘着式ブラジャーの製造工程において、カップ本体の凹面への粘着剤の塗布工程は、粘着式ブラジャーの品質を決定する極めて重要な作業プロセスの一つとなっている。そして、適正な粘着剤の塗布を実現するためには、粘着剤の種類やカップ本体凹面部の材質等の組み合わせに応じて、幾多の経験則を踏まえつつ、最も適した塗布条件や塗布手順を、試行錯誤を繰り返して模索する必要があった。
【0009】
また、前述の空気嚢付き粘着式ブラジャーの場合、ブラジャーのカップ本体に内臓される空気嚢に空気を注入した際にバスト高を増加させるべく、ブラジャーをカップ本体凸面部の部材(以下、「上ケース」と称する)の方向にのみ膨張・変形させる必要がある。このため、カップ本体の凹面方向(即ち、胸部方向)への膨張・変形を防止すべく、カップ本体凹面部の部材(以下、「下ケース」と称する)としては、例えば、ポリプロピレンのように、ある程度の剛性を有する素材が用いられる。
【0010】
しかしながら、ポリプロピレンなどの高分子材料は、一般に粘着ゲルやシリコン等の粘着剤との親和性が低く、ポリプロピレン製の下ケースの凹面に塗布された粘着ゲルの塗布膜層に塗りムラが生じたり、或いは、下ケースの凹面側部に塗布した粘着ゲルが、時間の経過と共に凹面底部に滞留してしまうなどの不具合が生じていた。
【0011】
さらに、ブラジャーのカップ本体の下ケースとして、ポリプロピレン等の柔軟性を欠く剛性素材を用いた場合、バストサイズやバスト形状に関する個人差から、下ケースの凹面がブラジャー着用女性の胸部にうまく適合しない状態も生じてくる。このような場合、胸部皮膚と、粘着剤が塗布された下ケースの凹面との間に間隙が生じて、粘着剤による粘着式ブラジャーの保持が不安定となるという問題もあった。
【0012】
そこで、本発明の目的は、前述した従来の課題を解決して、カップ本体の下ケースの凹面に均等かつ安定した粘着剤の塗布膜を備えた空気嚢付き粘着式ブラジャー、及びその製造方法を提供することである。
【0013】
また、本発明の他の目的は、前述した従来の課題を解決して、女性のバストサイズやバスト形状の個人差にも拘わらず、胸部に安定して粘着保持が可能な空気嚢付き粘着式ブラジャー、及びその製造方法を提供することである。
【課題を解決するための手段】
【0014】
前述の目的を達成するため、本発明によるブラジャーは、粘着剤によって胸部に直接貼り付けることが可能であり、内設された空気嚢に吸排気を行うことによってバスト高を自在に調整できる粘着式ブラジャーであって、柔軟性を有する薄膜状の椀状部材からなる上ケースと、椀状部の凹面に粘着剤が塗布された剛性椀状部材からなる下ケースと、前記上ケースの凹面と前記下ケースの凸面の各々を圧接重着した際の間隙に生ずる空気嚢内に留置された伸縮自在な中ケースとを含んでいる。
【0015】
また、前記下ケースの凹面上には、同心円状及び放射状、又は同心円状若しくは放射状の複数の線状凸部を設けることが好ましい。
また、前記下ケースの凹面と前記粘着剤の塗布膜層との間には、前記粘着剤と親和性の高い粘着剤親和塗料による塗装膜を設けることが好ましい。
【0016】
また、前述の目的を達成するため、本発明による他の粘着式ブラジャーは、前記粘着剤と親和性の高い包装部材でラミネート加工され、かつ前記下ケースの凹面と前記粘着剤の塗布膜層との間に挟持された伸縮自在な部材からなる内貼り体を、さらに含むことが好適である。
【0017】
また、前記粘着剤は、少なくとも体温冷却成分、香料成分、及び薬効成分のうちの何れか一つを含むことが好ましい。
【0018】
また、前述の目的を達成するため、本発明による粘着式ブラジャーの製造方法は、柔軟性を有する薄膜状の椀状部材からなる上ケースと、椀状部の凹面上に同心円状及び放射状、又は同心円状若しくは放射状の複数の線状凸部が設けられた剛性椀状部材からなる下ケースとを射出成型にて生成する上下ケース成型工程と、前記下ケースの凹面に粘着剤と親和性の高い粘着剤親和塗料を所定の手順で塗布する塗装工程と、伸縮自在な部材に加熱成型処理を施した後、所定の抜き型によるプレス加工を施して中ケースを生成する中ケース成型工程と、前記塗装工程処理後の下ケースの凸面に前記中ケースを接着する接着工程と、該接着工程処理後の下ケースの凸面に前記上ケースの凹面を圧接重着させて各々の縁部を加熱溶着する熱圧着工程と、該熱圧着工程処理後の上下ケース合体に所定の抜き型によるプレス加工を施した後、該上下ケース合体の縁部に縫製加工処理を施す整形縫製工程と、該整形縫製工程処理後の上下ケース合体の凹面に前記粘着剤を所定の手順で塗布する粘着剤塗布工程とを含む。
【0019】
また、前記粘着剤親和塗料は、微細粒子を包含したプライマー塗料であり、該粘着剤親和塗料の塗装工程は、口径の異なる塗料噴射ノズルを用いて該塗料の乾燥時間を挟んで少なくとも2回の噴射塗装処理を施すことが好ましい。
【0020】
また、前述の目的を達成するため、本発明による粘着式ブラジャーの他の製造方法は柔軟性を有する薄膜状の椀状部材からなる上ケースと、剛性椀状部材からなる下ケースとを射出成型にて生成する上下ケース成型工程と、伸縮自在な部材に加熱成型処理を施した後、所定の抜き型によるプレス加工を施して中ケースを生成する中ケース成型工程と、伸縮自在な部材に粘着剤と親和性の高い包装部材を用いてラミネート加工処理を施し、該ラミネート加工処理後の部材に加熱成型処理を施し、該加熱成型処理後の部材に所定の抜き型によるプレス加工を施して内貼り体を生成する内貼り体成型工程と、前記下ケースの凸面に前記中ケースを接着し、該下ケースの凹面に前記内貼り体を接着する接着工程と、該接着工程処理後の下ケースの凸面に前記上ケースの凹面を圧接重着させて各々の縁部を加熱溶着する熱圧着工程と、該熱圧着工程処理後の上下ケース合体に所定の抜き型によるプレス加工を施した後、該上下ケース合体の縁部に所定の縫製加工処理を施す整形縫製工程と、該縫製工程処理後の上下ケース合体の凹面に粘着剤を所定の手順で塗布する粘着剤塗布工程とを含む。
【0021】
また、本発明による前記粘着式ブラジャーの製造方法において、前記粘着剤塗布工程は、粘度の異なる粘着剤を用いて該粘着剤の乾燥時間を挟んで少なくとも2回の粘着剤塗布処理を施すことが好適である。
【発明の効果】
【0022】
本発明による粘着式ブラジャーは、柔軟性を有する薄膜状の椀状部材からなる上ケースと、椀状部の凹面に粘着剤が塗布された剛性椀状部材からなる下ケースと、上ケースの凹面と下ケースの凸面の各々を圧接重着した際の間隙に生ずる空気嚢内に留置された伸縮自在な中ケースとを含んでいる。
【0023】
それ故、上ケースは、空気嚢内に留置された中ケースによって常に拡張されており、空気嚢に注入された空気量の多寡に関わらず、上ケースの凸部外面は優美なバスト形状を保つことができる。また、上ケース凸部の外面形状は、伸縮自在な中ケースによって担持されているので、上ケースの素材としては極めて軽量の薄膜状部材を用いることが可能となる。これによって、ブラジャーのカップ本体の重量を、例えば、従来の上下ケース一体化構造の空気嚢付きブラジャーに比べて軽減することができる。
【0024】
また、本発明による粘着式ブラジャーは、カップ本体を構成する下ケースの凹面上に同心円状及び放射状、又は同心円状若しくは放射状の複数の線状凸部が設けられている。
このため、下ケースの凹面全体に塗布された粘着剤は、かかる線状凸部によって下ケースの凹面側部に係止され、塗布後の粘着剤が下ケース凹面の底部に滞留することがない。すなわち、本発明による粘着式ブラジャーでは、下ケースの材質と粘着剤との相性(親和性)に左右されることなく、下ケースの凹面上に粘着剤の塗膜層を満遍なく形成することができる。
【0025】
また、本発明による粘着式ブラジャーでは、下ケースの凹面と粘着剤の塗布膜層との間に、粘着剤と親和性の高い粘着剤親和塗料による塗装膜が設けられている。
このため、下ケースに塗布された粘着剤と下ケースの凹面とが良く馴染み、下ケースの材質と粘着剤との相性(親和性)に左右されることなく、下ケースの凹面全体にほぼ均等な厚さの粘着剤の塗膜層を形成することができる。
【0026】
さらに、本発明による他の粘着式ブラジャーは、粘着剤と親和性の高い包装部材によってラミネート加工処理が施され、かつ下ケースの凹面と粘着剤の塗布膜層との間に挟持された伸縮自在な部材からなる内貼り体をさらに含んでいる。
それ故、下ケース凹面の形状と、ブラジャー着用者のバストサイズやバスト形状とがうまく適合しない場合であっても、下ケース凹面と粘着剤塗布膜層との間に介在する内貼り体がバッファ・クッションとなり、粘着剤の塗布膜層を着用者の胸部皮膚に無理なくフィットさせることができる。
【0027】
また、本発明の粘着式ブラジャーに用いられる粘着剤は、少なくとも体温冷却成分、香料成分、及び薬効成分のうちの何れか一つを含んでいる。このため、体温冷却成分による冷却効果や清涼感によって、粘着剤が皮膚に張り付く不快感を軽減することが可能である。また、これによって胸部皮膚からの発汗を抑制することが可能となるので、粘着式ブラジャーと胸部皮膚との粘着性を良好に保つことができる。
さらに、各種の香料成分や薬効成分によって、ブラジャー着用時の女性の満足度を高め、かつ粘着剤の影響による皮膚のカブレや炎症等を防ぐことも可能であり、また、皮膚に対するビタミン等の栄養補給も併せて行うことができる。
【0028】
また、本発明による粘着式ブラジャーの製造方法は、柔軟性を有する薄膜状の椀状部材からなる上ケースと、凹面上に同心円状及び放射状、又は同心円状若しくは放射状の複数の線状凸部が設けられた剛性椀状部材からなる下ケースとを射出成型にて生成する上下ケース成型工程と、下ケースの凹面に粘着剤と親和性の高い粘着剤親和塗料を所定の手順で塗布する塗装工程と、伸縮自在な部材に加熱成型処理を施した後、所定の抜き型によるプレス加工を施して中ケースを生成する中ケース成型工程と、塗装工程処理後の下ケースの凸面に中ケースを接着する接着工程と、該接着工程処理後の下ケースと上ケースとを圧接重着させて各々の縁部を加熱溶着する熱圧着工程と、該熱圧着工程処理後の上下ケース合体に所定の抜き型によるプレス加工を施した後、該上下ケース合体の縁部に縫製加工処理を施す整形縫製工程と、該整形縫製工程処理後の上下ケース合体の凹面に粘着剤を所定の手順で塗布する粘着剤塗布工程とを含んでいる。
それ故、下ケースの材質や粘着剤の性質、或いは粘着剤の塗布状況等の各種条件に左右されること無く、下ケースの凹面に粘着剤が満遍なく塗布された粘着式ブラジャーを容易かつ適切に製造することができる。
【0029】
また、本発明による粘着式ブラジャーの製造方法における粘着剤親和塗料は、微細粒子を包含したプライマー塗料であり、該粘着剤親和塗料の塗装工程は、口径の異なる塗料噴射ノズルを用いて該塗料の乾燥時間を挟んで少なくとも2回の噴射塗装処理を施す。
これによって、下ケースの凹面部の表面には、微視的に複雑な凹凸を持った粘着剤親和塗料の塗膜層が形成されるので、その後の粘着剤塗布工程において、粘着剤を容易に下ケースの凹面部の表面に定着させることができる。
【0030】
また、本発明による粘着式ブラジャーの他の製造方法は、柔軟性を有する薄膜状の椀状部材からなる上ケースと、剛性椀状部材からなる下ケースとを射出成型にて生成する上下ケース成型工程と、伸縮自在な部材に加熱成型処理を施した後、所定の抜き型によるプレス加工を施して中ケースを生成する中ケース成型工程と、伸縮自在な部材に粘着剤と親和性の高い包装部材を用いてラミネート加工処理を施し、該ラミネート加工処理後の部材に加熱成型処理を施し、該加熱成型処理後の部材に所定の抜き型によるプレス加工を施して内貼り体を生成する内貼り体成型工程と、下ケースの凸面に中ケースを接着し、該下ケースの凹面に内貼り体を接着する接着工程と、該接着工程処理後の下ケースの凸面に上ケースの凹面を圧接重着させて各々の縁部を加熱溶着する熱圧着工程と、該熱圧着工程処理後の上下ケース合体に所定の抜き型によるプレス加工を施した後、該上下ケース合体の縁部に所定の縫製加工処理を施す整形縫製工程と、該縫製工程処理後の上下ケース合体の凹面に粘着剤を所定の手順で塗布する粘着剤塗布工程とを含んでいる。
したがって、カップ本体の下ケース凹面の形状と、着用者のバスト形状等とがうまく適合しない場合であっても、内貼り体をクッションとして粘着剤の塗布膜層を胸部皮膚に無理なくフィットさせることが可能な粘着式ブラジャーを容易かつ適切に製造することができる。
【0031】
また、本発明による粘着式ブラジャーの製造方法並びに他の製造方法において、粘着剤の塗布工程は、粘度の異なる粘着剤を用いて該粘着剤の乾燥時間を挟んで少なくとも2回の粘着剤塗布処理を施すので、胸部皮膚に対する粘着式ブラジャーの粘着力を自在に調整することができる。
【発明を実施するための最良の形態】
【0032】
以下に、本発明の最良の実施形態である複数の実施例について、添付図面を参照しつつ説明を行う。
【実施例1】
【0033】
先ず、本発明の一つの実施形態である粘着式ブラジャーの実施例1について説明を行う。
本実施例1による粘着式ブラジャーの正面図を図3に、その平面図を図4に示す。図3及び図4において、カップ本体10a及び10bは、本実施例1による粘着式ブラジャーの左右のカップに相当する。縁取り部101a及び101bは、左右各々のカップ本体の周縁部に縫製加工処理によって縫い付けられた、例えば、バイアステープやレース紐などの帯状の布製部材である。
【0034】
吸排気弁102a及び102bは、各々のカップ本体の上ケースに設けられた空気の流通弁であり、例えば、空気の注入・排出によって伸縮自在なゴム人形やビニール動物等に設けられているものと同様の極めて一般的な空気の吸排気弁である。なお、当該上ケースの詳細に関しては以後の記載において詳しく説明する。
【0035】
また、連結部103a及び103bは、左右のカップ本体10a及び10bの各々を接続するために用いられる、例えば、プラスチックや金具等の係止小片からなる接続部材である。
なお、上記の縁取り部、吸排気弁、及び連結部に関しては、本願発明の骨子と直接的な関係がないため、以下の明細書中の記述や添付図面等においては、その記載並びに説明を適宜省略する。
また、本発明の粘着式ブラジャーは、左右のカップ本体の構造が完全に左右対称となっているので、以下の説明においては片側のカップ本体10aのみを用いて説明を行うものとする。
【0036】
次に、カップ本体10aの構造説明図を図5に、その断面模式図を図6に示す。
図5の構造説明図からも明らかなように、カップ本体10aは、下ケース11a、中ケース12a、及び上ケース13aの3つの主要部材から構成されている。
【0037】
下ケース11aは、カップ本体10aの一番内側、即ち女性の胸部に接する側の部材であり、女性のバストをその凹面内に包み込む椀状の形態を有している。なお、下ケース11aの凹面に、カップ本体10aを胸部皮膚に粘着させるための粘着ゲルやシリコンなどの粘着剤が塗布されることは言うまでもない。また、下ケース11aの素材としては、後述の理由から、例えば、ポリプロピレンなどの、ある程度の剛性を有する高分子材料を用いることが望ましい。
【0038】
中ケース12aは、下ケース11aの凹面とは反対側の凸面側に接着される伸縮自在な部材であり、例えば、発泡ウレタン等の素材に熱成型処理を施した後、所定の抜き型を用いて一定の形状にプレス加工が為されたものを用いることが好ましい。
上ケース13aは、下ケース11aの凸面側を覆う椀状の形態を有した薄膜状部材である。上ケース13aの素材としては、例えば、ゴムとプラスチックの中間的な性質を有し、かつマテリアル・リサイクル性の優れた、エラストマーなどの柔軟性があり伸縮性の高い高分子素材が好ましい。
【0039】
中ケース12aが接着された下ケース11aと、上ケース13aとは、例えば、ウェルダー加工等の熱圧着加工によって上下ケース各々の外縁部同士が融着される。この結果、上ケース13aの凹面と下ケース11aの凸面とが圧接重着された間隙には、外周が密閉された気密性の高い空気嚢が形成される。なお、中ケース12aは、その素材が伸縮自在であるが故に図6の断面模式図に示される如く、かかる空気嚢の内部に中ケース12aが充填された構造となる。
【0040】
なお、本実施例1による粘着式ブラジャーの製造の最終工程において、下ケース11aの凹面内には粘着ゲルなどの粘着剤が塗布されるため、図6の断面模式図に示される如く、下ケース11aの凹面には粘着剤の塗布膜層14aが形成される。そして、カップ本体10aは、かかる粘着剤の塗布膜層14aの粘着力によって胸部皮膚上に保持・固定されることになる。
【0041】
前述のように、下ケース11aの凸面と上ケース13aの凹面との間に形成された空気嚢は、その外周が完全に密閉されているので、上ケース13aに設けられた吸排気弁(図示せず)から、例えば、注射器形状やスポイト形状の空気注入器具を用いて空気を注入することによってこれを膨張させることができる。
このとき、下ケース11aはポリプロピレン等の剛性椀状部材であり、上ケース13aはエラストマー等の伸縮性に富む薄膜状部材であるため、カップ本体10aは、上ケース13aの方向、即ちブラジャーのカップ本体の外側に向かって膨張する。この様子を図7の説明図に示す。同図右側の状態が空気注入前、或いは空気排出後のカップ本体10aの状態を示し、同図左側が空気注入後の状態を示すことは言うまでない。
【0042】
なお、空気嚢の中に配置されている中ケース12aは、前述のように伸縮自在な発泡ウレタン等の素材であるため、空気嚢内に空気が注入或いは排出された何れの状態においても、常に空気嚢内全体に充填された状態を保っている。このため、上ケース13aの薄膜状部材は、中ケース12aの応力によって常に拡張されており、上ケース13aの薄膜上に皺や窪みなどが生ずるおそれはない。
【0043】
次に、下ケース11aの詳細な構造について説明する。
先ず、図1に下ケース11aの凹面方向から見た平面図を示す。同図からも明らかなように、下ケース11aの凹面上には、同心円状及び放射状、又は同心円状若しくは放射状の複数の線状凸部が設けられている。これらの線状凸部は、下ケース11aを射出成型法で製造する際に使用される金型において、下ケース11aの凹面部に対応する雄型の表面に、当該線状凸部に相当する複数の筋彫りを刻彫することによって形成することができる。
【0044】
下ケース11aの凹面上に施された線状凸部の様子を更に明瞭に表わすべく、下ケース11aの透視側面図を図8に、その断面模式図を図9に示す。なお、図9は、下ケース11aの側面方向から見た断面であるため、下ケース11aの凹面上に設けられた同心円状の線状凸部の断面のみが現れている。一方、下ケース11aを輪切りにするような平面方向の断面図を採れば、下ケース11aの凹面上に設けられた放射状の線状凸部の断面が現れることは言うまでもない。
【0045】
なお、下ケース11aの凹面上には、必ずしも、同心円状及び放射状の双方の線状凸部を備える必要はない。また、これらの線状凸部は、直線若しくは円弧のみを利用して描く必要は無く、例えば、蛇行線や点線、或いはこれらの組み合わせを用いて描くようにしても良い。
【0046】
本実施例1に基づく下ケース11aは、以上に説明したような構造を有しているので、下ケース11aの凹面内に塗布された粘着剤は、その表面張力などの応力によって上記線状凸部の近傍に係止される。それ故、下ケース11aの素材と粘着剤との親和性が低く、通常では粘着剤が下ケース11aの凹面部に付着し難い場合であっても、下ケース11aの凹面に塗布された粘着剤が線状凸部の近傍に停留され、下ケース11aの凹面内のほぼ全面に亘り粘着剤の塗布膜を形成することができる。
【0047】
また、粘着ゲルやシリコン等の粘着剤を塗布する前に、下ケース11aの凹面内を粘着剤と親和性の高い所定の塗料(以下、単に「粘着剤親和塗料」と称する)で予め塗装しておき、当該塗料が乾燥した後にその上から粘着剤を塗布するようにしても良い。かかる粘着剤親和塗料としては、通常のポリプロピレン用のプライマー塗料に、例えば、高分子材料からなる微粒子を混入させたものが好適である。
【0048】
このような粘着剤親和塗料による塗装膜を、予め下ケース11aの凹面上に設けることによって、該塗装膜表面に含まれる高分子材料の微粒子による微視的な凹凸に粘着剤が馴染み、下ケース11aの凹面上に粘着剤が係止・停留される。なお、かかる粘着剤親和塗料の具体的な塗装方法などについては、後述の本発明による粘着式ブラジャーの製造方法においてその詳細を説明する。
【0049】
なお、下ケース11aの凹面への粘着剤親和塗料による塗装膜の付加は、それ単独で行うようにしても良いが、その効果をより一層高める上において、前述の下ケース11aの凹面部に対する線状凸部の付加と併用して行うことが好ましい。
【実施例2】
【0050】
次に、本発明の他の実施形態である粘着式ブラジャーの実施例2について、添付図面を参照しつつ説明を行う。
先ず、本実施例2による粘着式ブラジャーのカップ本体20aの構造説明図を図10に、その断面模式図を図11に示す。なお、本実施例2による粘着式ブラジャーの正面図並びに平面図は、前述した実施例1における図3、及び図4と同様であるので、その記載並びに説明は省略する。
【0051】
図10の構造説明図に示される如く、本実施例2においてカップ本体20aは、下ケース21a、中ケース22a、上ケース23a、及び内貼り体25aの4つの主要部材から構成されている。
【0052】
下ケース21aは、カップ本体20aの内側、即ち女性の胸部に接する側の部材であり、女性のバストをその凹面内に包み込む椀状の形態を有している。下ケース21aの素材としては、後述の理由から、例えば、ポリプロピレンなどの、ある程度の剛性を有する高分子材料を用いることが望ましい。
【0053】
本実施例2では、下ケース21aの凹面内に内貼り体25aが敷設される構造となっている。かかる内貼り体25aは、発泡ウレタンなどの伸縮自在な部材を布などの部材で包み加熱処理を施すいわゆるラミネート加工処理を施し、さらに熱成型処理を加えて所定の形状に成型した部材である。なお、内貼り体25aは、例えば、両面接着テープや通常の糊タイプ等の接着剤を用いて、下ケース21aの凹面内に接着・固定される。
【0054】
中ケース22aは、下ケース21aの凹面とは反対側の凸面側に接着される伸縮自在な部材であり、例えば、発泡ウレタン等の素材に熱成型処理を施した後、これに所定の抜き型を用いて一定の形状にプレス加工したものを用いることが好ましい。
一方、上ケース23aは、下ケース21aの凸面側を覆う椀状の形態を有した薄膜状部材である。上ケース23aの素材としては、例えば、ゴムとプラスチックの中間的な性質を有し、かつマテリアル・リサイクル性の優れた、エラストマーなどの柔軟性があり伸縮性の高い高分子素材が好ましい。
【0055】
内貼り体25a及び中ケース22aの各々が接着された下ケース21aと、上ケース23aとは、例えば、ウェルダー加工等の熱圧着加工によって上下ケース各々の外縁部同士が融着される。この結果、上ケース23aの凹面と下ケース21aの凸面とが圧接重着された間隙には、外周が密閉された気密性の高い空気嚢が形成される。なお、中ケース22aは、その素材が伸縮自在であるが故に、図11の断面模式図に示される如く、かかる空気嚢の内部に中ケース22aが充填された構造となる。
【0056】
本実施例2による粘着式ブラジャーの製造の最終工程において、下ケース21aの凹面内には、内貼り体25aの上から粘着ゲルなどの粘着剤が塗布される。したがって、図11の断面模式図に示されるように、下ケース21aの凹面内に敷設された内貼り体25aの上面には粘着剤の塗布膜層24aが形成される。
すなわち、内貼り体25aは、下ケース21aの凹面と粘着剤の塗布膜層24aとによって挟持された形になる。したがって、下ケース21aは、内貼り体25aをいわゆるバッファ・クッションとして、粘着剤塗布膜層24aの粘着力によって胸部皮膚上に保持・固定されることになる。
【0057】
本実施例2においても、前述の実施例1と同様に、上ケース23aと下ケース21aとの間隙に設けられた空気嚢に、空気を注入することによってブラジャーのカップ本体を膨張させてバストアップを図ることができる。この際に、カップ本体が下ケース側に膨張・変形することを防止すべく、下ケースの素材としてポリプロピレン等のある程度の剛性を持つ素材が使用されるのである。
【0058】
ところで、女性のバストサイズやバスト形状には様々な個人差があり、たとえ、バストカップサイズを参考にして所望のサイズを選択しても、選択されたブラジャーの下ケースの凹面形状が、該選択を行った女性自身のバストにぴったりと適合するとは限らない。
前述のように、空気嚢付きの粘着式ブラジャーの場合は、下ケース側への膨張・変形を防止すべく剛性素材の下ケースが用いられるので、下ケース凹面の形状を着用女性のバストに合わせて変形させることが困難である。このため、下ケースの凹面形状と着用女性のバスト形状とが適合しない場合、下ケース凹面に塗布された粘着剤の塗膜層とバストとの間に間隙が生じて、粘着式ブラジャーの胸部皮膚への保持・固定が不安定となるおそれがある。
【0059】
本実施例2による粘着式ブラジャーでは、下ケース21aの凹面と粘着剤の塗布膜層24aとの間に伸縮自在な内貼り体25aが挟持された構造となっている。すなわち、下ケース21aは、内貼り体25aをバッファ・クッションとして、粘着剤の塗布膜層24aを胸部皮膚に押し当てることになる。
したがって、本実施例2による粘着式ブラジャーでは、下ケースの凹面形状と着用女性のバスト形状とがうまく適合しない場合であっても、粘着剤の塗布膜層24aは、常に着用女性の胸部皮膚に当接されることになり、粘着式ブラジャーの胸部皮膚への保持・固定が不安定となるおそれはない。
【実施例3】
【0060】
次に、本発明の一つの実施形態である粘着式ブラジャーの製造方法について、本発明による実施例3として添付図面を参照しつつ説明を行う。
【0061】
本実施例3による粘着式ブラジャーの製造方法の工程図を図12に示す。なお、本実施例3による製造方法は、前述した実施例1の粘着式ブラジャーの製造に関するものである。
先ず、図12の工程図において、ステップS11は、実施例1の粘着式ブラジャーにおけるカップ本体の主要部材である上ケースと下ケースの製造工程を示す。
【0062】
前述の如く、上ケースには、例えば、エラストマーなどの柔軟性にとみ伸縮自在な高分子薄膜素材を用いることが好ましい。また、下ケースとしては、例えば、ポリプロピレンなどの、ある程度の剛性を持った高分子素材を用いることが好適である。
ステップS11ではこれらの素材を用いて、プラスチック等の高分子材料から成型製品を製造する際に広く利用されている射出成型法により、上ケース並びに下ケースを成型・製造する。なお、射出成型時に使用される下ケース用の金型において、下ケースの凹面部に対応する金型ブロックの成型面には、下ケース凹面上に同心円状及び放射状、又は同心円状若しくは放射状の複数の線状凸部を生成するための筋彫りが施されていることは言うまでもない。
【0063】
次のステップS12は、上記の射出成型法により製造された下ケースの凹面に粘着剤親和塗料を、所定の手順にて塗装する塗装工程を示している。ここで粘着剤親和塗料とは、一般的なポリプロピレン用のプライマー塗料に、例えば、高分子材料からなる微粒子を一定の割合で混入したものであることが好ましい。
また、所定の塗装手順とは、例えば、粘着剤親和塗料の噴射塗装を当該塗料の乾燥時間を置いて複数回行うものとし、その際に初回の噴射塗装時に比べて2回目以降の噴射塗装時の塗料噴射ノズルの口径を絞るようにしても良い。
【0064】
これによって、下ケースの凹面部の表面には、例えば、図13に示すように、その下層から上層にかけて含粒微粒子の大きさが異なる塗料膜層が逐次積層される。かかる処理によって、下ケース凹面部の表面における微視的凹凸が一層複雑になり、後の粘着剤塗布工程において粘着ゲルやシリコン等の粘着剤を塗布する際に、下ケースの凹面部と粘着剤との親和性が更に高まることになる。
【0065】
また、かかる粘着剤親和塗料の噴射塗装を行う前に、塗料が下ケースの素材であるポリプロピレンに馴染み易くするため、例えば、トルエンなどの有機溶剤を用いて下ケースの凹面部を洗浄する洗浄加工を加えることが好ましい。
【0066】
一方、ステップS13は、上ケースと下ケースとによって挟持される中ケースの製造工程である。中ケースは、例えば、発泡ウレタンなどの伸縮自在な高分子素材を熱成型加工した後に、これに所定の抜き型を用いてプレス加工処理を施して製造することが好ましい。
ステップS14は、ステップS12の塗装処理工程が終了した下ケースの凸面部に、ステップS13において製造された中ケースを接着する工程である。因みに、かかる接着加工において中ケースを下ケースに接着する際に、例えば、両面接着テープのような粘着テープを用いても良いし、或いは、通常の糊タイプの接着剤を用いるようにしても良い。
【0067】
次のステップS15は、ステップS14において接着された中ケースと下ケースの合体に、ステップS11で製造された上ケースを圧接重着して、上ケース、中ケース、及び下ケースの合体であるブラジャーのカップ本体を製造する工程である。
すなわち、ステップS15の工程では、中ケースが接着された下ケースの凸面側に上ケースの凹面を被せて上下ケースを圧接重着させた後、上下ケース各々の外縁部を、例えば、ウェルダー加工などの電気熱圧着により融着する。これによって、上ケースと下ケースとの間隙には、その外周が密閉されて気密性を有し、かつその内部に伸縮自在な中ケース部材を充填された空気嚢が形成される。
【0068】
なお、ステップS15における電気熱圧着加工においては、例えば、上下各々のケースの外縁部と同形の電気ヒータを用いて外縁部同士を圧着した後、当該ヒータに大電力のパルス電流を給電して、上下各々のケースの外縁部を瞬間的に加熱融着させることが好ましい。ステップS15で製造された上ケース乃至下ケースの合体(即ち、ブラジャーのカップ本体)には、次のステップS16において整形・縫製の加工処理が加えられる。
【0069】
ステップS16では、先ず、上ケース乃至下ケースの合体に対して、所定の抜き型を用いたプレス加工処理が施されてカップ本体としての整形処理が施される。
その後、上ケース乃至下ケースの合体の外縁部には、例えば、バイアステープやレース紐などの帯状布部材による縫製が施され、前述の図3及び図4に示されたカップ本体10a並びに10bの縁取り部101a、101bが取り付けられる。また、本工程において、同じく連結部103a、103bなどの補助部材も取り付けられる。なお、これらの部材に関しては、本願発明と直接的な関係がないためその詳細についての説明は省略する。
【0070】
次の、ステップS17は、ステップS16の加工処理が終了した後の下ケース凹面内に、粘着ゲルやその他のシリコン系の粘着剤を塗布する粘着剤塗布工程である。本ステップにおける塗布処理は、例えば、刷毛塗りで行うようにしても良いし、或いは、特定のノズルなどを用いて下ケース凹面内に粘着剤を満遍なく滴下塗布するようにしても良い。
【0071】
なお、ステップS17の塗布加工処理は、例えば、粘度の異なる粘着剤を当該粘着剤の乾燥時間を置いて複数回に亘り塗布して、下ケース凹面の表面上に、図14に示すような多層に及ぶ粘着剤の塗布膜層を積層形成するようにしても良い。このような粘着剤の多層塗膜を形成することによって、下ケース凹面に塗布された粘着剤の粘着力を微妙に調整することができる。
【0072】
例えば、粘着剤Aのみが塗布された場合の粘着力をα、粘着剤Bのみが塗布された場合の粘着力をβとすると(α<β)、図14に示される事例の場合、下ケースに塗布された粘着剤全体の粘着力γ(ガンマー)は、粘着剤Aと粘着剤Bとの塗布回数、及び各塗布膜層の厚さ等の各パラメータに応じて、概ね
α<γ<β
なる範囲にて調整することができる。
【0073】
なお、実際の製造工程においては、上述のステップS17の粘着剤塗布工程の後に、例えば、目視による製品検査工程や出荷梱包工程などの数々の作業工程が存在する。しかしながら、これらの工程は、何れも本願発明と直接的な関係がないためその記載ならびに説明は省略する。
以上に説明したように、本実施例3に基づく粘着式ブラジャーの製造方法によれば、前述の本実施例1による粘着式ブラジャーを容易かつ適切に製造することができる。
【実施例4】
【0074】
次に、本発明の他の実施形態である粘着式ブラジャーの製造方法について、本発明の実施例4として添付図面を参照しつつ説明を行う。なお、本実施例4による製造方法は、前述の実施例2による粘着式ブラジャーの製造に関するものである。
【0075】
本実施例4による粘着式ブラジャーの製造方法の工程図を図15に示す。
図15の工程図において、ステップS21は、実施例2の粘着式ブラジャーにおけるカップ本体の主要部材である上ケースと下ケースの製造工程を示す。
【0076】
前述の如く、上ケースの素材には、例えば、エラストマーなどの柔軟性にとみ伸縮自在な高分子薄膜材料を用いることが好ましい。また、下ケースとしては、例えば、ポリプロピレンなどの、ある程度の剛性を持った高分子素材を用いることが好適である。
ステップS21では、これらの素材を用いて、プラスチック等の高分子材料から成型製品を製造する際に広く利用されている射出成型法によって、上ケース並びに下ケースを成型・製造する。
【0077】
ステップS22は、実施例2の粘着式ブラジャーにおいて、その下ケースの凹面内に敷設される内貼り体の製造工程を示す。
ステップS22では、先ず、内貼り体の素材である発泡ウレタンなどの伸縮自在な部材を布などの部材で包み、これに加熱処理を施すいわゆるラミネート加工処理が施される。その後、さらに熱成型加工処理を加えて所定の形状の内貼り体を成型・製造する。
【0078】
一方、ステップS23は、上ケースと下ケースとによって挟持される中ケースの製造工程である。中ケースは、例えば、発泡ウレタンなどの伸縮自在な高分子素材を熱成型加工した後に、これに所定の抜き型を用いてプレス加工処理を施して製造することが好ましい。
ステップS24は、ステップS21で製造された下ケースの凸面部にステップS23で製造された中ケースを、該下ケースの凹面部にステップS22で製造された内貼り体を、それぞれ接着する工程である。因みに、かかる接着加工には、例えば、両面接着テープのような粘着テープを用いても良いし、或いは、通常の糊タイプの接着剤を用いるようにしても良い。
【0079】
次のステップS25は、ステップS24の接着工程において製造された中ケース、下ケース、及び内貼り体の合体に、ステップS21で製造された上ケースを圧接重着して、各部材の合体であるブラジャーのカップ本体を製造する工程である。
すなわち、ステップS25の工程では、中ケースが接着された下ケースの凸面側に上ケースの凹面を被せて上下ケースを圧接重着させた後、上下ケース各々の外縁部を、例えば、ウェルダー加工などの電気熱圧着により融着する。これによって、上ケースと下ケースとの間隙には、その外周が密閉されて気密性を有し、かつその内部に伸縮自在な中ケースが充填された空気嚢が形成される。
【0080】
なお、ステップS25における電気熱圧着加工においては、例えば、上下各々のケースの外縁部と同形の電気ヒータを用いて外縁部同士を圧着した後、当該ヒータに大電力のパルス電流を給電して、上下各々のケースの外縁部を瞬間的に加熱融着するようにしても良い。
ステップS25で製造された各部材の合体(即ち、第2実施例によるブラジャーのカップ本体)には、次のステップS26において整形・縫製の加工処理が加えられる。すなわち、ステップS26では、上記各部材の合体に対して所定の抜き型を用いたプレス加工が施されて整形処理が為された後に、前述の第3実施例の場合と同様に、カップ本体の縁取り部や連結部等の各種の補助部材が取り付けられる。
【0081】
次の、ステップS27は、ステップS26の加工処理が終了した後の下ケース凹面内に、粘着ゲルやその他のシリコン系の粘着剤を塗布する粘着剤塗布工程である。なお、本実施例4においては、下ケースの凹面内に内貼り体が敷設されているので、粘着剤の塗布はかかる内貼り体の上から行われる。
一般に、内貼り体のラミネート加工に用いられる布部材等は、粘着ゲルなどの粘着剤との親和性が極めて高いため、内貼り体の上面には内貼り体の表面と良く馴染んだ粘着剤の塗布膜層が形成される。
【0082】
ステップS27における粘着剤の塗布処理は、刷毛塗りで行うようにしても良いし、特定のノズルなどを用いて、下ケース凹面内に敷設された内貼り体の上面に粘着剤を満遍なく滴下塗布するようにしても良い。
本ステップにおける粘着剤の塗布処理は、前述の第3実施例と同様に、粘度の異なる粘着剤を当該粘着剤の乾燥時間を置いて複数回に亘り塗布して、内貼り体の上面に図14に示すような多層に及ぶ粘着剤の塗布膜層を積層形成するようにしても良い。このような多層塗膜を形成することによって、下ケース凹面内に敷設された内貼り体の上面に塗布された粘着剤の粘着力を、第3実施例の場合と同様に微妙に調整することができる。
【0083】
なお、実際の製造工程においては、ステップS27の粘着剤塗布工程の後に、例えば、目視による製品検査工程や出荷梱包工程などの数々の作業工程が存在する。しかしながら、これらの工程は、何れも本願発明の骨子とは直接的な関係がないためその記載ならびに説明を省略する。
【0084】
以上に説明したように、本実施例4に基づく粘着式ブラジャーの製造方法によれば、前述の実施例2による粘着式ブラジャーを容易かつ適切に製造することができる。
【0085】
なお、本発明においては、以上に説明した粘着式ブラジャー、及びその製造方法で用いられる粘着剤の種類や性質などに関しては一切の限定を行っていない。したがって、かかる用途に適した粘着ゲルやシリコン系の粘着剤であれば、いかなる粘着剤であっても本発明に使用することが可能である。
【0086】
また、かかる粘着剤に、例えば、市販の体温冷却シートに含まれるような体温冷却成分を混入するようにしても良い。これによって、粘着剤が皮膚に粘着することにより生ずるベタ付きや蒸し暑さ等の不快感を低減させることができる。また、その冷却効果や清涼感によって胸部皮膚からの発汗を抑制することが可能となり、発汗によって生ずる皮膚と粘着剤との粘着性の低下を効果的に防止することができる。
【0087】
また、かかる粘着剤に、例えば、ハーブやカモミール等の香料成分を混入するようにしても良い。これによって、女性特有の芳香嗜好性を満足させることが可能となり、粘着式ブラジャーの需要増大を図ることができる。
【0088】
さらに、かかる粘着剤に、例えば、各種のメントール剤や各種ビタミン等の薬効成分を混入するようにしても良い。これによって、粘着剤による皮膚のカブレや炎症を効果的に抑制することが可能となり、また、皮膚に対する栄養補給による美肌効果も期待できることになる。
なお、粘着剤への各種成分の混入は、単独の成分で行うようにしても良いし、或いは複数の成分を組み合わせて行うようにしても良い。
【0089】
また、本発明は以上に説明した各実施形態に限定されるものではなく、例えば、本発明を構成する各部位の形状や素材、或いは各工程における作業手順等は、本発明の趣旨を逸脱することなく、現実の実施対応に応じて適宜変更ができるものであることは言うまでもない。
【産業上の利用可能性】
【0090】
本発明は、カップ本体の下ケースの凹面に安定した粘着剤の塗布膜を備えた空気嚢付き粘着式ブラジャー、及び女性のバストサイズやバスト形状等の個人差にも関わらずバストに適合して着装できる空気嚢付き粘着式ブラジャー、並びに、これらのブラジャーの製造方法として利用可能である。
【図面の簡単な説明】
【0091】
【図1】本発明の実施例1による粘着式ブラジャーにおいて、その下ケースの凹面部を示す平面図である。
【図2】従来の粘着式ブラジャーの着用の様子を示す説明図である。
【図3】本発明の実施例1による粘着式ブラジャーの正面図である。
【図4】本発明の実施例1による粘着式ブラジャーの平面図である。
【図5】本発明の実施例1による粘着式ブラジャーのカップ本体の構造を示す説明図である。
【図6】本発明の実施例1による粘着式ブラジャーのカップ本体の断面模式図である。
【図7】本発明の実施例1による粘着式ブラジャーの使用状態を示す説明図である。
【図8】本発明の実施例1による粘着式ブラジャーの下ケースの側面透視図である。
【図9】本発明の実施例1による粘着式ブラジャーの下ケースの断面模式図である。
【図10】本発明の実施例2による粘着式ブラジャーのカップ本体の構造を示す説明図である。
【図11】本発明の実施例2による粘着式ブラジャーのカップ本体の断面模式図である。
【図12】本発明の実施例3による粘着式ブラジャーの製造方法の製造工程を示す工程図である。
【図13】図12の下ケース塗装工程において、下ケース凹面部の表面に形成される粘着剤親和塗料の塗膜層の様子を示す説明図である。
【図14】図12の粘着剤塗布工程において、下ケース凹面部の表面に形成される粘着剤塗膜層の様子を示す説明図である。
【図15】本発明の実施例4による粘着式ブラジャーの製造方法の製造工程を示す工程図である。
【符号の説明】
【0092】
10a、10b、20a …ブラジャーカップ本体
11a、21a …下ケース
12a、22a …中ケース
13a、23a …上ケース
14a、24a …粘着剤塗布層
25a …内貼り体
101a、101b …縁取り部
102a、102b …吸排気弁
103a、103b …連結部
S11、S21 …上・下ケース成型工程
S12 …下ケース塗装工程
S22 …内貼り体成型工程
S13、S23 …中ケース成型工程
S14、S24 …中・下ケース(等)接着工程
S15、S25 …上・下ケース熱圧着工程
S16、S26 …成型・縫製工程
S17、S27 …粘着剤塗布工程
【特許請求の範囲】
【請求項1】
粘着剤によって胸部に直接貼り付けることが可能であり、内設された空気嚢に吸排気を行うことによってバスト高を自在に調整できる粘着式ブラジャーであって、
柔軟性を有する薄膜状の椀状部材からなる上ケースと、
椀状部の凹面に粘着剤が塗布された剛性椀状部材からなる下ケースと、
前記上ケースの凹面と前記下ケースの凸面の各々を圧接重着した際の間隙に生ずる空気嚢内に留置された伸縮自在な中ケースと、を含むことを特徴とする粘着式ブラジャー。
【請求項2】
前記下ケースの凹面上には、同心円状及び放射状、又は同心円状若しくは放射状の複数の線状凸部が設けられていることを特徴とする請求項1に記載の粘着式ブラジャー。
【請求項3】
前記下ケースの凹面と前記粘着剤の塗布膜層との間には、前記粘着剤と親和性の高い粘着剤親和塗料による塗装膜が設けられていることを特徴とする請求項1に記載の粘着式ブラジャー。
【請求項4】
前記粘着剤と親和性の高い包装部材によってラミネート加工処理が施され、かつ前記下ケースの凹面と前記粘着剤の塗布膜層との間に挟持された伸縮自在な部材からなる内貼り体を、さらに含むことを特徴とする請求項1に記載の空気嚢付き粘着ブラジャー。
【請求項5】
前記粘着剤は、少なくとも体温冷却成分、香料成分、及び薬効成分のうちの何れか一つを含むことを特徴とする請求項1に記載の空気嚢付き粘着ブラジャー。
【請求項6】
柔軟性を有する薄膜状の椀状部材からなる上ケースと、椀状部の凹面上に同心円状及び放射状、又は同心円状若しくは放射状の複数の線状凸部が設けられた剛性椀状部材からなる下ケースとを射出成型にて生成する上下ケース成型工程と、
前記下ケースの凹面に粘着剤と親和性の高い粘着剤親和塗料を所定の手順で塗布する塗装工程と、
伸縮自在な部材に加熱成型処理を施した後、所定の抜き型によるプレス加工を施して中ケースを生成する中ケース成型工程と、
前記塗装工程処理後の下ケースの凸面に前記中ケースを接着する接着工程と、
該接着工程処理後の下ケースの凸面に前記上ケースの凹面を圧接重着させて各々の縁部を加熱溶着する熱圧着工程と、
該熱圧着工程処理後の上下ケース合体に所定の抜き型によるプレス加工を施した後、該上下ケース合体の縁部に縫製加工処理を施す整形縫製工程と、
該整形縫製工程処理後の上下ケース合体の凹面に前記粘着剤を所定の手順で塗布する粘着剤塗布工程と、を含むことを特徴とする粘着式ブラジャーの製造方法。
【請求項7】
前記粘着剤親和塗料は微細粒子を含むプライマー塗料であり、該粘着剤親和塗料の塗装工程は、口径の異なる塗料噴射ノズルを用いて該塗料の乾燥時間を挟んで少なくとも2回の噴射塗装処理を施すことを特徴とする請求項6に記載の粘着式ブラジャーの製造方法。
【請求項8】
柔軟性を有する薄膜状の椀状部材からなる上ケースと、剛性椀状部材からなる下ケースとを射出成型にて生成する上下ケース成型工程と、
伸縮自在な部材に加熱成型処理を施した後、所定の抜き型によるプレス加工を施して中ケースを生成する中ケース成型工程と、
伸縮自在な部材に粘着剤と親和性の高い包装部材を用いてラミネート加工処理を施し、該ラミネート加工処理後の部材に加熱成型処理を施し、該加熱成型処理後の部材に所定の抜き型によるプレス加工を施して内貼り体を生成する内貼り体成型工程と、
前記下ケースの凸面に前記中ケースを接着し、該下ケースの凹面に前記内貼り体を接着する接着工程と、
該接着工程処理後の下ケースの凸面に前記上ケースの凹面を圧接重着させて各々の縁部を加熱溶着する熱圧着工程と、
該熱圧着工程処理後の上下ケース合体に所定の抜き型によるプレス加工を施した後、該上下ケース合体の縁部に所定の縫製加工処理を施す整形縫製工程と、
該縫製工程処理後の上下ケース合体の凹面に前記粘着剤を所定の手順で塗布する粘着剤塗布工程と、を含むことを特徴とする粘着式ブラジャーの製造方法。
【請求項9】
前記粘着剤塗布工程は、粘度の異なる粘着剤を用いて該粘着剤の乾燥時間を挟んで少なくとも2回の粘着剤塗布処理を施すことを特徴とする請求項6又は8に記載の粘着式ブラジャーの製造方法。
【請求項1】
粘着剤によって胸部に直接貼り付けることが可能であり、内設された空気嚢に吸排気を行うことによってバスト高を自在に調整できる粘着式ブラジャーであって、
柔軟性を有する薄膜状の椀状部材からなる上ケースと、
椀状部の凹面に粘着剤が塗布された剛性椀状部材からなる下ケースと、
前記上ケースの凹面と前記下ケースの凸面の各々を圧接重着した際の間隙に生ずる空気嚢内に留置された伸縮自在な中ケースと、を含むことを特徴とする粘着式ブラジャー。
【請求項2】
前記下ケースの凹面上には、同心円状及び放射状、又は同心円状若しくは放射状の複数の線状凸部が設けられていることを特徴とする請求項1に記載の粘着式ブラジャー。
【請求項3】
前記下ケースの凹面と前記粘着剤の塗布膜層との間には、前記粘着剤と親和性の高い粘着剤親和塗料による塗装膜が設けられていることを特徴とする請求項1に記載の粘着式ブラジャー。
【請求項4】
前記粘着剤と親和性の高い包装部材によってラミネート加工処理が施され、かつ前記下ケースの凹面と前記粘着剤の塗布膜層との間に挟持された伸縮自在な部材からなる内貼り体を、さらに含むことを特徴とする請求項1に記載の空気嚢付き粘着ブラジャー。
【請求項5】
前記粘着剤は、少なくとも体温冷却成分、香料成分、及び薬効成分のうちの何れか一つを含むことを特徴とする請求項1に記載の空気嚢付き粘着ブラジャー。
【請求項6】
柔軟性を有する薄膜状の椀状部材からなる上ケースと、椀状部の凹面上に同心円状及び放射状、又は同心円状若しくは放射状の複数の線状凸部が設けられた剛性椀状部材からなる下ケースとを射出成型にて生成する上下ケース成型工程と、
前記下ケースの凹面に粘着剤と親和性の高い粘着剤親和塗料を所定の手順で塗布する塗装工程と、
伸縮自在な部材に加熱成型処理を施した後、所定の抜き型によるプレス加工を施して中ケースを生成する中ケース成型工程と、
前記塗装工程処理後の下ケースの凸面に前記中ケースを接着する接着工程と、
該接着工程処理後の下ケースの凸面に前記上ケースの凹面を圧接重着させて各々の縁部を加熱溶着する熱圧着工程と、
該熱圧着工程処理後の上下ケース合体に所定の抜き型によるプレス加工を施した後、該上下ケース合体の縁部に縫製加工処理を施す整形縫製工程と、
該整形縫製工程処理後の上下ケース合体の凹面に前記粘着剤を所定の手順で塗布する粘着剤塗布工程と、を含むことを特徴とする粘着式ブラジャーの製造方法。
【請求項7】
前記粘着剤親和塗料は微細粒子を含むプライマー塗料であり、該粘着剤親和塗料の塗装工程は、口径の異なる塗料噴射ノズルを用いて該塗料の乾燥時間を挟んで少なくとも2回の噴射塗装処理を施すことを特徴とする請求項6に記載の粘着式ブラジャーの製造方法。
【請求項8】
柔軟性を有する薄膜状の椀状部材からなる上ケースと、剛性椀状部材からなる下ケースとを射出成型にて生成する上下ケース成型工程と、
伸縮自在な部材に加熱成型処理を施した後、所定の抜き型によるプレス加工を施して中ケースを生成する中ケース成型工程と、
伸縮自在な部材に粘着剤と親和性の高い包装部材を用いてラミネート加工処理を施し、該ラミネート加工処理後の部材に加熱成型処理を施し、該加熱成型処理後の部材に所定の抜き型によるプレス加工を施して内貼り体を生成する内貼り体成型工程と、
前記下ケースの凸面に前記中ケースを接着し、該下ケースの凹面に前記内貼り体を接着する接着工程と、
該接着工程処理後の下ケースの凸面に前記上ケースの凹面を圧接重着させて各々の縁部を加熱溶着する熱圧着工程と、
該熱圧着工程処理後の上下ケース合体に所定の抜き型によるプレス加工を施した後、該上下ケース合体の縁部に所定の縫製加工処理を施す整形縫製工程と、
該縫製工程処理後の上下ケース合体の凹面に前記粘着剤を所定の手順で塗布する粘着剤塗布工程と、を含むことを特徴とする粘着式ブラジャーの製造方法。
【請求項9】
前記粘着剤塗布工程は、粘度の異なる粘着剤を用いて該粘着剤の乾燥時間を挟んで少なくとも2回の粘着剤塗布処理を施すことを特徴とする請求項6又は8に記載の粘着式ブラジャーの製造方法。
【図1】


【図2】

【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図9】
【公開番号】特開2008−7893(P2008−7893A)
【公開日】平成20年1月17日(2008.1.17)
【国際特許分類】
【出願番号】特願2006−180218(P2006−180218)
【出願日】平成18年6月29日(2006.6.29)
【出願人】(501118473)株式会社サンプラ (1)
【Fターム(参考)】
【公開日】平成20年1月17日(2008.1.17)
【国際特許分類】
【出願日】平成18年6月29日(2006.6.29)
【出願人】(501118473)株式会社サンプラ (1)
【Fターム(参考)】
[ Back to top ]