
粘着物品付き長尺シートの製造方法、及び粘着物品付き長尺シート

【課題】 本発明は、比較的簡易に粘着物品付き長尺シートを得ることができる製造方法を提供することである。
【解決手段】 本発明の粘着物品付き長尺シート10の製造方法は、離型面1aに粘着剤層2が設けられた長尺離型紙1の、前記粘着剤層2の表面に、長手方向に間隔を開けて開口部5が複数形成された長尺基材3を接着する積層工程と、前記1つの開口部5又は隣接する複数の開口部5を一単位とし、その一単位を含む基材部6を区画するように前記長尺基材3を厚み方向に切断する切断工程と、前記一単位の開口部5内から露出した前記粘着剤層2の表面に、物品9を付着する付着工程と、を有する。
【解決手段】 本発明の粘着物品付き長尺シート10の製造方法は、離型面1aに粘着剤層2が設けられた長尺離型紙1の、前記粘着剤層2の表面に、長手方向に間隔を開けて開口部5が複数形成された長尺基材3を接着する積層工程と、前記1つの開口部5又は隣接する複数の開口部5を一単位とし、その一単位を含む基材部6を区画するように前記長尺基材3を厚み方向に切断する切断工程と、前記一単位の開口部5内から露出した前記粘着剤層2の表面に、物品9を付着する付着工程と、を有する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、粘着剤の設けられた物品が長尺離型紙の長手方向に複数貼付された粘着物品付き長尺シートの製造方法などに関する。
【背景技術】
【0002】
従来より、販売促進などのため、商品に、様々な試供品や食玩などを付属させている場合がある。なお、本明細書において、試供品、おまけなどの食玩、懸賞品などのような商品の販売促進のために付属させる物品を、サービス物品という。
このようなサービス物品を商品に付属させる方法としては、サービス物品を添付した台紙を粘着剤を介して商品に貼付する、サービス物品を収納した小袋を粘着剤を介して商品に貼付する、サービス物品を収納した小袋を商品に吊り下げる、などの方法が行われている。
このうち、粘着剤を介してサービス物品を貼付する方法においては、それを手作業で商品に貼付することもできるが、機械的製造過程においては、粘着物品付き長尺シートが用いられる。
例えば、特許文献1には、長尺離型紙と、その長尺離型紙の長手方向に間隔を開けて複数貼付された粘着ラベルと、その粘着ラベルの表面にホットメルト接着剤を介して接着されたサービス物品と、を有する粘着物品付き長尺シートが開示されている。
【0003】
かかる粘着物品付き長尺シートは、例えば、特許文献1の[0054]などに開示された方法によって製造されている。
具体的には、長尺離型紙、粘着剤層及び長尺基材がこの順で積層された積層体のうち、長尺基材を所定形状の抜き刃によって切断し、切断後の長尺基材の不要部を除去する。すると、粘着剤層を有し且つ所定形状に切り抜かれた基材部(粘着ラベル)が、長手方向に所定間隔を開けて複数貼付された長尺離型紙が得られる。この各粘着ラベルの表面に、ホットメルト接着剤をスポット的に塗布し、そのホットメルト接着剤にサービス物品を接着することにより、長尺状の粘着物品付き長尺シートを製造できる。
【0004】
かかる従来の粘着物品付き長尺シートの製造方法においては、粘着剤層とは別に、ホットメルト接着剤を塗布する工程が必要である。
しかしながら、ホットメルト接着剤の塗布工程を必須とする製造方法では、設備としてホットメルトアプリケーターを準備しなければならない上、接着剤を用いるため、そのメンテナンスも煩雑である。さらに、ホットメルト接着剤は、粘着ラベルに部分的に塗布しなければならないので、製造スピードがそれに制限される。
従って、従来の方法では、粘着物品付き長尺シートを簡易に製造できない上、その材料コスト及び設備コストが加わる分、粘着物品付き長尺シートの製造コストを抑制できない。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2003−170960号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明の第1の目的は、比較的簡易に粘着物品付き長尺シートを得ることができる製造方法を提供することである。
本発明の第2の目的は、比較的安価な粘着物品付き長尺シートを提供することである。
【課題を解決するための手段】
【0007】
本発明の粘着物品付き長尺シートの製造方法は、離型面に粘着剤層が設けられた長尺離型紙の、前記粘着剤層の表面に、長手方向に間隔を開けて開口部が複数形成された長尺基材を接着する積層工程と、前記1つの開口部又は隣接する複数の開口部を一単位とし、その一単位を含む基材部を区画するように前記長尺基材を厚み方向に切断する切断工程と、前記一単位の開口部内から露出した前記粘着剤層の表面に、物品を付着する付着工程と、を有する。
【0008】
上記本発明の製造方法は、開口部が複数形成された長尺基材を長尺離型紙の粘着剤層の表面に接着した後、その開口部から露出した粘着剤層の表面に物品を付着する。開口部から露出した粘着剤層の表面に物品を付着することにより、長尺離型紙の長手方向に粘着剤層を介して物品が並んで貼付された粘着物品付き長尺シートが得られる。この物品を長尺離型紙から剥離することにより、その物品と共に粘着剤層が離型面から剥離し、その粘着剤層を介して物品を商品に貼付できる。
本発明の製造方法によれば、開口部を有する長尺基材を利用して、長尺離型紙に設けられた粘着剤層をその開口部から露出させ、その開口部から露出した粘着剤層を物品に移し換えることにより、粘着物品付き長尺シートが得られる。
かかる製造方法は、製造管理も簡易であり、さらに、製造コストも抑制できる。
【0009】
本発明の好ましい粘着物品付き長尺シートの製造方法は、前記切断工程が、前記基材部と前記基材部以外の不要部とを区画するように長尺基材を切断する工程であり、前記切断工程の後に、前記不要部を、その不要部に接着した粘着剤層と共に除去する除去工程をさらに有する。
【0010】
本発明の好ましい粘着物品付き長尺シートの製造方法は、前記切断工程の後に、前記各開口部内から露出した前記粘着剤層の表面に、隠蔽用長尺離型紙の離型面を重ね合わせる粘着隠蔽工程をさらに有し、前記隠蔽用長尺離型紙は、前記付着工程の前に剥離される。
【0011】
本発明の別の局面によれば、粘着物品付き長尺シートを提供する。
この粘着物品付き長尺シートは、離型面を有する長尺離型紙と、前記長尺離型紙の離型面の所定範囲に設けられ、且つその長手方向に間隔を開けて並設された複数の粘着剤層と、前記各粘着剤層の表面を覆うようにそれぞれ接着された基材部と、前記各基材部の表面に重ねられた物品と、を有し、前記基材部の面内には、1つ又は複数の開口部が形成されており、その開口部から露出した前記粘着剤層の表面に、前記物品が付着されている。
【発明の効果】
【0012】
本発明の粘着物品付き長尺シートの製造方法は、比較的簡易に粘着物品付き長尺シートを得ることができる。得られた粘着物品付き長尺シートは、比較的安価である。
【図面の簡単な説明】
【0013】
【図1】第1実施形態に係る製造方法における積層工程で使用される、粘着剤層を有する長尺離型紙の一部省略斜視図。
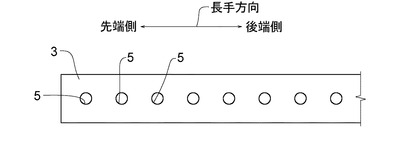
【図2】同製造方法における積層工程で使用される、長尺基材の一部省略平面図。
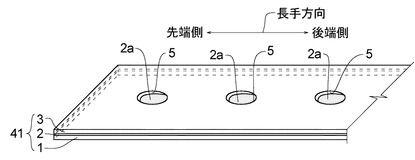
【図3】同製造方法における積層工程で得られる、長尺積層体(長尺離型紙の粘着剤層に長尺基材を接着したもの)の一部省略斜視図。
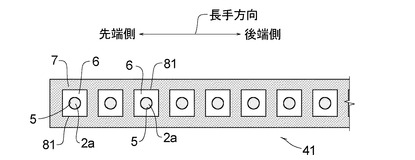
【図4】同製造方法における切断工程で得られる、切断線形成後の長尺積層体の一部省略斜視図。
【図5】同切断線形成後の長尺積層体の一部省略平面図。
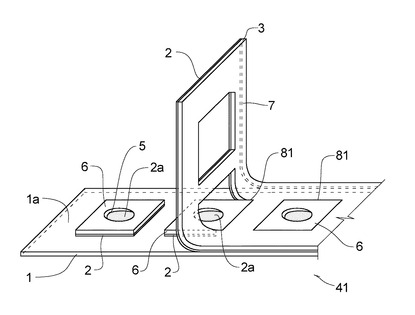
【図6】同製造方法における除去工程の一部省略斜視図。
【図7】同製造方法における除去工程後の長尺積層体の一部省略斜視図。
【図8】同製造方法における粘着隠蔽工程で得られる、長尺積層体の一部省略斜視図。
【図9】同製造方法における付着工程の一部省略斜視図。
【図10】図9のX−X線断面図。ただし、物品は断面で表していない。
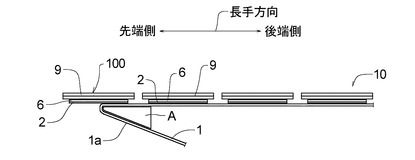
【図11】同製造方法で得られた粘着物品付き長尺シートから、粘着物品を剥離するときの状態を示す一部省略側面図。
【図12】第4実施形態に係る製造方法における切断工程で得られる、切断線形成後の長尺積層体の一部省略斜視図。
【図13】同製造方法における付着工程の一部省略斜視図。
【図14】第5実施形態に係る製造方法における切断工程で得られる、切断線形成後の長尺積層体の一部省略平面図。
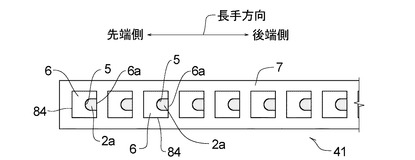
【図15】第6実施形態に係る製造方法における切断工程で得られる、切断線形成後の長尺積層体の一部省略平面図。
【発明を実施するための形態】
【0014】
以下、本発明の粘着物品付き長尺シートの製造方法及び粘着物品付き長尺シートの実施形態について説明する。
ただし、各実施形態において、粘着物品が長尺離型紙に1列貼付された(つまり、粘着物品が長尺離型紙の短手方向に1個だけ貼付された)粘着物品付き長尺シートを説明するが、粘着物品が長尺離型紙に2列以上貼付されているものでもよい。粘着物品が2列以上貼付された粘着物品付き長尺シートの製造においては、長尺離型紙などとして、1列貼付の粘着物品付き長尺シートの製造で使用する長尺離型紙などの約倍数幅のものを使用すればよい。
長尺離型紙に2列以上の粘着物品が貼付された粘着物品付き長尺シートは、使用時に、必要に応じて、その長手方向に沿って長尺離型紙を切断し、1列の粘着物品が付属された粘着物品付き長尺シートに分けられる。
なお、粘着物品は、物品とその物品の裏面に付着した粘着剤層とからなるものをいう。
【0015】
本明細書において、長尺は、一方向における長さが他方向(他方向は前記一方向に直交する方向)における長さよりも十分に長い形状を意味する。長尺は、例えば、その一方向(つまり、長手方向)における長さが、他方向(つまり、短手方向)における長さの10倍以上であり、好ましくは30倍以上である。
本明細書において、表面は、対象物の相反する2つの面のうち、粘着剤層が設けられた離型紙の離型面から遠い側の面を指し、裏面は、その対象物の反対側の面(粘着剤層が設けられた離型紙の離型面から近い側の面)を指す。
また、本明細書において、平面視形状は、長尺離型紙などの一方面に対してその法線方向から見た形状である。
【0016】
[粘着物品付き長尺シートの製造方法の第1実施形態]
本発明の粘着物品付き長尺シートは、下記のような工程を経て得られる。ただし、本発明の製造方法は、下記に示す全て工程を有していなければならないわけではない。また、下記に示す各工程の順序は、本発明の意図する範囲で適宜変更することができる。
【0017】
(積層工程)
積層工程は、粘着剤層2が設けられた長尺離型紙1の前記粘着剤層2の表面に、複数の開口部5が並設された長尺基材3を接着する工程である。
【0018】
前記長尺離型紙1は、図1に示すように、所定幅(所定の短手方向長さ)を有する長尺状の離型紙である。このような長尺状の離型紙の形状は、平面視帯状である。長尺離型紙1の長手方向長さは、適宜設定でき、一般的には、10m以上であり、好ましくは100m以上である。長尺離型紙1の幅は、一般的には、物品の横方向長さと略同じ又はそれよりも少し長い若しくは少し短い。
なお、物品の横方向は、開口部5から露出した粘着剤層2の表面に物品を付着したときに、長尺離型紙1の短手方向と平行な方向を意味し、物品の縦方向は、前記横方向に直交する方向である。
【0019】
長尺離型紙1の材質は、特に限定されず、公知の合成樹脂フィルム、紙、合成紙などが挙げられる。なお、本明細書で使用する用語「離型紙」の「紙」とは、紙製を意味するわけではない。
長尺離型紙1の厚みは、本発明の製造時に千切れない程度の機械的強度を有していれば特に限定されず、その材質にもよるが、例えば、20μm〜200μmである。
【0020】
長尺離型紙1の少なくとも一方面には、公知の剥離処理が施されている。剥離処理は、長尺離型紙1の一方面及び他方面(2つの面)に施されていてもよい。
剥離処理としては、シリコーン樹脂の塗布が代表的である。
剥離処理の施された面1a(すなわち、離型面)に、粘着剤を塗布することにより、粘着剤層2が設けられている。
【0021】
粘着剤層2は、長尺離型紙1の離型面1a全体にベタ状に設けられている。
もっとも、粘着剤層2は、実質的に離型面1a全体に設けられていてもよい。粘着剤層2を実質的に離型面1a全体に設ける方法としては、離型面1a全体に粘着剤を平面視小網目状に塗布すること、或いは、離型面1a全体に粘着剤を平面視密な点状に塗布することなどが挙げられる。
なお、粘着剤層2は、離型面1aの全体又は実質的に離型面1aの全体に設けられる場合に限定されず、離型面1aの中央部において長手方向に延びる帯状領域に設けられていてもよい。或いは、粘着剤層2は、短手方向に複数列で且つ長手方向延びる帯状領域にベタ状に設けられていてもよい(つまり、ストライプ状)。
粘着剤層2を構成する粘着剤としては、特に限定されず、アクリル系、ウレタン系、ゴム系などの公知の粘着剤を用いることができる。
粘着剤層2の厚みは、特に限定されず、一般的には、10μm〜30μmである。
【0022】
前記長尺基材3は、長尺離型紙1と同幅の長尺状の基材である。もっとも、長尺基材3の幅は、長尺離型紙11の幅と同じである場合に限られず、長尺離型紙1の幅よりも短い又は長くてもよい。
長尺基材3の面内には、図2に示すように、長手方向に間隔を開けて複数の開口部5が形成されている。本実施形態では、開口部5は、長尺基材3の短手方向において1箇所穿設され、且つ長尺基材3の長手方向に一定間隔を開けて複数穿設されている。もっとも、開口部5の形成間隔は、一定でなくてもよく、隣接する開口部5の形成間隔が異なっていてもよい。好ましくは、特定のパターンの開口部5が、規則性をもって形成される。
長尺基材3の長手方向における開口部5の形成間隔は、好ましくは物品の縦方向長さと同じ又はそれよりも少し長い。このような形成間隔であれば、各開口部5から露出する粘着剤層2に物品を付着させたときに、隣接する物品の側部同士が交わることを防止できる。
【0023】
開口部5の平面視形状は、特に限定されず、図示したような略円形状、その他、図示しないが、略矩形状などの多角形状、略楕円形状などの任意の形状でもよい。
開口部5の大きさは、特に限定されない。もっとも、開口部5の大きさが余りに小さいと、粘着剤層2の表面2aの露出面積が小さくなり、物品の裏面を粘着剤層2の表面2aに十分に付着させることができないおそれがある。かかる観点から、開口部5の大きさは、1cm2以上が好ましく、3cm2以上がより好ましい。開口部5の大きさの上限は、後述する基材部の大きさ未満である。
【0024】
長尺基材3の材質は、特に限定されず、合成樹脂フィルム、紙、合成紙、発泡樹脂フィルム、不織布などが挙げられる。
長尺基材3の厚みは、製造時に千切れない程度の機械的強度を有していれば特に限定されず、その材質にもよるが、例えば、20μm〜200μmである。
なお、長尺基材3の少なくとも裏面は、剥離処理が施されていない。
【0025】
そして、長尺離型紙1の粘着剤層2の表面に、長尺基材3の裏面を重ね合わせる。
本工程を機械的に実施する場合、長尺離型紙1と長尺基材3とは、それぞれ別個の芯材にロール状に巻き取られて供給され、そのロールが装置に装填される。前記装置は、このロールから長尺離型紙1を引き出し、その離型面1aに粘着剤を塗工する。次に、長尺基材3を引き出して長手方向の先端側に搬送しながら、前記粘着剤を塗布した長尺離型紙1の粘着剤層2の表面に長尺基材3の裏面を重ね合わせていく。
【0026】
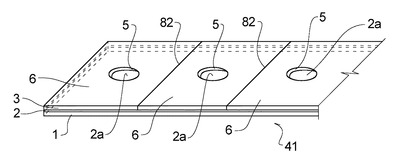
積層工程を行うことにより、図3に示すように、長尺離型紙1、粘着剤層2及び穴あき長尺基材3がこの順で積層接着され、且つ、開口部5から露出する粘着剤層2の表面2aを除いて、粘着剤層2の表面に長尺基材3が重なった長尺積層体41が得られる。
以下、開口部5から露出する粘着剤層2の表面2aを「粘着剤層の露出面」という場合がある。
図3において、判りやすく図示するため、粘着剤層2の露出面2aを薄墨塗りで表している(図4乃至図7、図9、図14及び図15も同様)。
【0027】
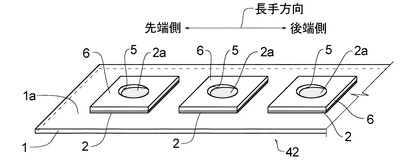
(切断工程)
切断工程は、前記長尺積層体41の長尺基材3を、開口部5の一単位を含む基材部6を区画するように、厚み方向に切断する工程である。
前述のように長尺基材3の長手方向には、間隔を開けて複数の開口部5が形成されている。本実施形態では、この開口部5の1つを1つの単位(一単位)とする。従って、本実施形態では、開口部5の数と同数の単位が存在する。
【0028】
図4に示すように、その開口部5の一単位を含む基材部6とそれ以外の不要部7とを区画するように、長尺基材3を厚み方向に切断する切断線81を形成する。
本実施形態において形成される切断線81は、無端状の線であり、開口部5の一単位を含み且つその一単位を囲うように形成される。切断線81の平面視形状は、特に限定されず、略矩形状などの多角形状、略円形状などが挙げられる。図示例では、切断線81は、開口部5に交わらずに開口部5の囲繞する無端状の線であって、長尺離型紙1の短手方向と平行な方向に延びる一辺を有する略矩形状に形成されている。かかる切断線81を形成することにより、切断線81を基準にして、長尺基材3は、切断線81で囲われた基材部6と、前記基材部6以外の不要部7と、に区画される。
【0029】
前記基材部6は、開口部5の周辺における長尺基材3の一部分である。具体的には、前記基材部6は、無端状の切断線81で囲われ且つその面内に開口部5の一単位が含まれた長尺基材3の一部分である。
前記不要部7は、各切断線81の外側における長尺基材3の一部分であり、不要部7は、長手方向に連続して繋がっている。
前記切断線81を形成することにより、複数の基材部6が長尺基材3の長手方向に所定間隔を開けて形成される。複数の基材部6は、長手方向に一定間隔で形成されることが好ましい。開口部5が一定間隔で形成されている場合、各開口部5を基準にして同じ切断線81を形成すると、長手方向に一定間隔で並んだ複数の基材部6が形成される。もっとも、開口部5が一定間隔に形成されていない場合でも、切断線81の形成位置を適宜ずらすことにより、一定間隔に並んだ基材部6を形成することもできる。なお、隣接する基材部6の間隔が異なるように形成することもできる。
【0030】
切断線81は、長尺基材3をその厚み方向に完全に分断するように形成される。本発明においては、長尺基材3が厚み方向に切断されれば十分であるが、粘着剤層2を厚み方向に分断するまで切断線81を形成してもよい。もっとも、その切断線81は、長尺離型紙1を厚み方向に切断するまで形成されない。
【0031】
本工程を機械的に実施する場合、例えば、長尺積層体41を長手方向の先端側に送りながら、長尺基材3の表面側からダイカットロールなどを当てることによって上記切断線81を形成できる。
切断工程を行うことにより、開口部5の一単位を囲う切断線81が前記単位数相当分長手方向に形成された長尺基材3を有する長尺積層体41が得られる(図4及び図5参照)。
図5において、判りやすく図示するため、不要部7を網掛けで表している。
【0032】
(除去工程)
除去工程は、前記切断後の長尺基材3の不要部7を除去する工程である。
前記不要部7を長尺離型紙1から取り除くため、不要部7を引き剥がすと、図6に示すように、切断線81において基材部6と不要部7が分かれ、不要部7及びその不要部7の裏面に接着した粘着剤層2が、長尺離型紙1の離型面1aから剥離される。
上述のように、長尺基材3の裏面には、剥離処理が施されていない。これは、長尺基材3の裏面と粘着剤層2の表面との間の接着力を、長尺離型紙1の離型面1aと粘着剤層2の裏面の間の接着力よりも強くするためである。このような接着力関係であるため、不要部7を引き剥がすと、その不要部7の裏面に対応した粘着剤層2を不要部7と共に除去できる。
【0033】
除去工程を行うことにより、図7に示すように、長尺離型紙1の離型面1aに、開口部5を有する基材部6が所定間隔(開口部5の形成間隔と同じ)を開けて長手方向に並んだ長尺積層体42が得られる。
不要部7を除去した後の基材部6は、切断線81の形状に沿った外形を有し、且つ裏面に粘着剤層2を有する基材片である。
除去工程を行うことにより、長尺離型紙1から粘着物品を剥離する際に、その剥離起点となる基材部6を、粘着物品に付加することができる。特に、長手方向の先端側における基材部6の一辺(基材部6の先端縁)は、長尺離型紙1の短手方向と平行な方向に延びているので、剥離起点として好適である。
【0034】
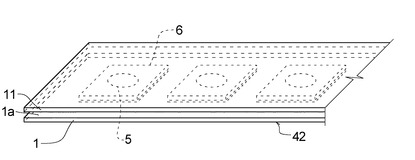
(粘着隠蔽工程)
粘着隠蔽工程は、前記各基材部6の開口部5内から露出した粘着剤層2の露出面2aに、隠蔽用長尺離型紙11の離型面を重ね合わせる工程である。
前記基材部6の開口部5の内側には、粘着剤層2の表面2aが露出している。この粘着剤層2の露出面2aに、異物が付着することを防止するため、隠蔽用長尺離型紙11の離型面を、各開口部5を塞ぐように、基材部6の表面に重ね合わせる(図8参照)。
【0035】
隠蔽用長尺離型紙11の素材は、上記長尺離型紙1と同様なものを用いることができる。
隠蔽用長尺離型紙11の幅は、開口部5と幅以上であることを条件として特に限定されず、例えば、上記長尺離型紙1と同幅でもよいし、上記長尺離型紙1よりも短い又は長くてもよい。
【0036】
粘着隠蔽工程は、前記除去工程後の長尺積層体42を、一旦、芯材にロール状に巻き取って保管・運搬などする場合に実施される。
機械的製造過程においては、前記除去工程後に続けて次の付着工程を実施することもできる。しかし、設備によっては、前記除去工程までに用いる装置と付着工程で用いる装置が、同一ライン上に設置されておらずに独立している場合がある。このような場合には、装置間の移動のため、除去工程後の長尺積層体42を移動させなければならない。粘着隠蔽工程を実施することにより、その移動時などに開口部5から露出した粘着剤層2に異物が付着をすることを防止できる。
なお、異物付着防止のために、粘着隠蔽工程を実施することが好ましいが、この工程を行わなくてもよい。
【0037】
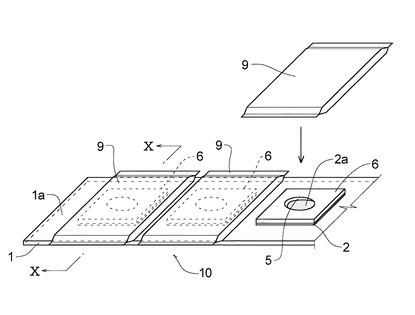
(付着工程)
付着工程は、前記開口部5内から露出した粘着剤層2の表面2aに、物品を付着する工程である。
前記粘着隠蔽工程を行った場合には、まず、隠蔽用長尺離型紙11を剥離する。
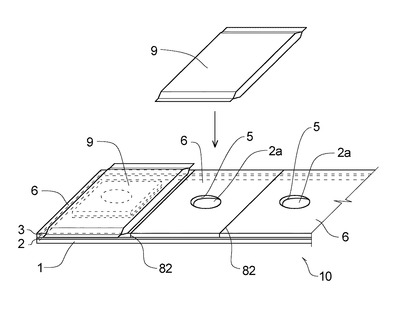
上述のように各基材部6の開口部5の内側には、粘着剤層2の表面2aが露出しており、その各粘着剤層2の露出面2aに物品を順に載置することにより、物品9を粘着剤層2に付着させる(図9及び図10参照)。
【0038】
本実施形態における開口部5の一単位は1つの開口部5からなるので、1つの開口部5内の粘着剤層2の表面2aに、1つの物品9が付着する。
なお、物品9の少なくとも裏面には、剥離処理が施されていない。つまり、物品9の裏面と粘着剤層2の表面との間の接着力は、長尺離型紙1の離型面1aと粘着剤層2の裏面の間の接着力よりも強い。
【0039】
物品9は、特に限定されず、サービス物品でもよいし、サービス物品以外の物品でもよい。サービス物品以外の物品としては、それ自体が取引の対象になっているもの(つまり、販売対象である商品)、取引の対象に付属させるべき附属品(例えば、販売対象である商品についての説明書、又は、お手拭きなどのその商品の利用に供するものなど)が挙げられる。
サービス物品としては、扁平状小袋に入れた洗剤などを試供品、ワッペンやカードなどの扁平状おまけなどの食玩、懸賞品などが挙げられる。
これらのサービス物品やそれ以外の物品は、ピロー包装袋などの袋で包装されていることが好ましい。物品の形状は、特に限定されないが、長尺離型紙1上に複数の物品を付着させていくことから、扁平状のものが好ましい。
なお、袋で包装された扁平状の物品の具体例は、特開2003−170960号も併せて参照されたい。
【0040】
付着工程を行うことにより、長尺離型紙1の離型面1aに、粘着物品が粘着剤層2を介して長手方向に並んで貼付された粘着物品付き長尺シート10が得られる。
得られた粘着物品付き長尺シート10は、必要に応じて、芯材にロール状に巻き取られて保管される。
【0041】
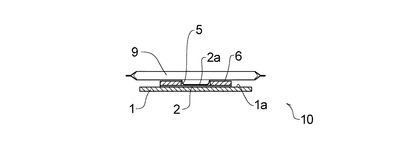
粘着物品付き長尺シート10は、図9及び図10に示すように、離型面1aを有する長尺離型紙1と、長尺離型紙1の離型面1aの所定範囲に設けられ、且つその長手方向に間隔を開けて並設された複数の粘着剤層2と、前記各粘着剤層2の表面を覆うようにそれぞれ接着された基材部6と、各基材部6の表面に重ねられた物品9と、を有し、基材部6の面内には、1つ又は複数の開口部5が形成されており、その開口部5から露出した粘着剤層2の表面2aに物品9が付着されている。
【0042】
この物品9を長尺離型紙1から引き剥がすと、物品9と共に粘着剤層2(すなわち、粘着物品)が離型面1aから剥離する。
前記剥離を機械的に行う場合には、粘着物品付き長尺シート10は、ラベラーに装填される。そのラベラーにおいては、図11に示すように、粘着物品付き長尺シート10を長手方向の先端側に向かって搬送し、長尺離型紙1のみを反転治具Aの先端で反転させ、基材部6と共に粘着物品100を剥離する。剥離された粘着物品100は、粘着剤層2を介して商品に貼付される。
【0043】
ここで、粘着物品と基材部6とは、粘着剤層2を介して繋がっている。具体的には、粘着物品は、開口部5から露出した粘着剤層2と、その粘着剤層2が裏面に付着した物品9と、からなる。この粘着剤層2は、基材部6の裏面にも拡がって基材部6の裏面に接着している。このため、基材部6は粘着剤層2を介して粘着物品と繋がっているので、粘着物品はその裏面に基材部6を有する。
基材部6を有する粘着物品は、基材部6の先端縁を起点にして長尺離型紙1から剥離できるので、上記ラベラーを用いた剥離時に、粘着物品を確実に長尺離型紙1から剥離できる。
特に、基材部6が長手方向に一定間隔で形成されている粘着物品付き長尺シート10は、ラベラーで効率よく粘着物品を剥離して商品に貼付できる。
【0044】
本発明の製造方法は、開口部5を有する長尺基材3を利用して、長尺離型紙1に設けられた粘着剤層2を物品9に付着させる(移し換える)ことにより、長尺離型紙1の長手方向に粘着物品が並んで貼付された粘着物品付き長尺シート10を得ることができる。
かかる製造方法は、基材部と物品を接着するために別途ホットメルト接着剤を塗布する必要がないので、製造管理も簡易であり、さらに、製造コストも抑制できる上、比較的高速で製造できる。。
よって、本発明の粘着物品付き長尺シート10は、比較的安価に提供できる。
【0045】
以下、その他の実施形態について説明するが、上記第1実施形態と同様の構成及び効果は、その説明を省略し、用語及び符号をそのまま援用することがある。
また、下記各実施形態は、それらの一部の構成を互いに組み合わせたり、又は、一部の構成を省略、代用若しくは変更することもできる。
【0046】
[粘着物品付き長尺シートの製造方法の第2実施形態]
上記第1実施形態では、除去工程によって不要部7を除去して複数の基材部6を出現させた後、付着工程を行っているが、除去工程と付着工程を同時並行的に行うこともできる。
例えば、不要部7を長手方向に一部剥離して1つの基材部6を長尺離型紙1に出現させた後、その基材部6の開口部5から露出する粘着剤層2の表面2aに、物品9を付着させる。不要部7を一部除去して1つの基材部6を出現させ且つそれに物品9を付着させることを、長手方向の後端側に順次行っていくことにより、上記と同様な粘着物品付き長尺シート10を得ることができる。
【0047】
[粘着物品付き長尺シートの製造方法の第3実施形態]
上記第1実施形態では、切断工程及び除去工程を行った後、付着工程を行っているが、付着工程を行った後に、切断工程及び除去工程を行うこともできる。
具体的には、上記第1実施形態と同様に、積層工程を行う。
この積層工程で得られた長尺積層体41は、長尺基材3の開口部5が長手方向に間隔をあけて並んでいる。
この長尺積層体41の長尺基材3の開口部5から露出する粘着剤層2の表面2aに、上記付着工程と同様にして、物品9を付着していく。
【0048】
その次に、その長尺積層体41の長尺基材3を、開口部5の一単位を含む基材部6を区画するように厚み方向に切断すべく切断線81を形成する。本実施形態では、基材部6を区画するために長尺基材3を切断する際に、開口部5内の粘着剤層2に物品9が付着しているので、物品9の外形よりも大きな平面視形状の切断線81を形成すると、開口部5の一単位を含む基材部6を区画できる。
その後、不要部7を除去する除去工程を行うことにより、本発明の粘着物品付き長尺シート10が得られる。
なお、本実施形態に形成される切断線81は、物品9の外形よりも大きいので、不要部7は物品9に引っ掛かることなく不要部7を除去することができる。
【0049】
[粘着物品付き長尺シートの製造方法の第4実施形態]
上記第1実施形態では、不要部7の除去工程を有するが、本発明の製造方法は、除去工程を有していなくてもよい。
具体的には、上記第1実施形態と同様に、積層工程を行う。
次に、切断工程により、開口部5の1つの単位を含む基材部6を区画するように、長尺積層体41の長尺基材3を厚み方向に切断する。
本実施形態においては、第1実施形態のような開口部5の一単位を含む無端状の切断線81を形成しない。それに代わって、図12に示すように、長尺基材3の一方の長手辺(長手方向に延びる一側縁)から他方の長手辺(前記一側縁と対向する他側縁)にまで延びる、長尺基材3を短手方向に分断する切断線82を、開口部5の一単位を含む基材部6を区画するように長尺基材3に形成する。
【0050】
次に、この長尺基材3の各開口部5から露出する粘着剤層2の表面2aに、物品9を付着していく(図13参照)。
かかる付着工程により、上記第1実施形態と同様に、長尺離型紙1の長手方向に、基材部6を有する粘着物品が並んで貼付された粘着物品付き長尺シート10が得られる。
かかる粘着物品付き長尺シート10は、上記第1実施形態と同様に、ラベラーに装填され、粘着物品が引き剥がされる。
本実施形態の製造方法で得られた粘着物品付き長尺シート10は、ラベラーを用いて長尺離型紙1を反転させると、基材部6を有する粘着物品が長尺離型紙1の離型面1aから剥がれると共に、切断線82にて個々の粘着物品に分かれていく。
よって、上記第1実施形態と同様に、ラベラーを用いて、1つの粘着物品を商品に貼付する貼着工程を連続的に行うことができる。
【0051】
[粘着物品付き長尺シートの製造方法の第5実施形態]
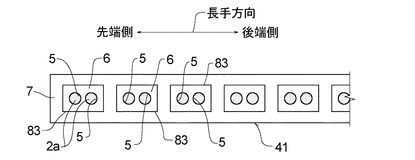
上記第1実施形態では、切断工程において、開口部5の1つを一単位として切断線81を形成しているが、例えば、図14に示すように、長手方向に隣接する2つの開口部5を一単位として、その一単位を含む基材部6を区画するように、長尺基材3を厚み方向に切断する切断線83を形成してもよい。この場合、1つの物品が、その一単位に含まれる各開口部5(図示例では2つの開口部5)から露出する粘着剤層2の表面2aに付着される。そのため、図示したように、隣接する2つの開口部5の形成間隔を短くすることが好ましい。
その他、図示しないが、長手方向に隣接する複数の開口部5を一単位、短手方向に隣接する複数の開口部5を一単位、長手方向及び短手方向に隣接する複数の開口部5を一単位、又は、長手方向に対して傾斜した方向に隣接する複数の開口部5を一単位として、その一単位を含む基材部6を区画するように、長尺基材3を厚み方向に切断する切断線81を形成してもよい。
【0052】
[粘着物品付き長尺シートの製造方法の第6実施形態]
上記第1実施形態では、切断工程において、開口部5に交わらないように切断線81を形成しているが、例えば、図15に示すように、切断線84の一部が開口部5の一部に交わるように、無端状の切断線84を形成してもよい。
この場合、基材部6の周縁の一部が開口部5に繋がることになるので、基材部6の周縁の一部に欠損部分6aが生じる。この欠損部分6aが長手方向の先端側に存在すると、基材部6(粘着物品)を長尺離型紙1から剥離し難くなる。よって、欠損部分6aが長手方向の先端側以外(両側端側又は後端側)に位置するように、前記切断線84を形成することが好ましく、欠損部分6aが長手方向の後端側に位置するように、前記切断線84を形成することがより好ましい。
【符号の説明】
【0053】
1…長尺離型紙、1a…離型面、2…粘着剤層、2a…粘着剤層の表面、3…長尺基材、5…開口部、41,42…長尺積層体、6…基材部、7…不要部、81,82,83,84…切断線、9…物品、10…粘着物品付き長尺シート、11…隠蔽用長尺離型紙
【技術分野】
【0001】
本発明は、粘着剤の設けられた物品が長尺離型紙の長手方向に複数貼付された粘着物品付き長尺シートの製造方法などに関する。
【背景技術】
【0002】
従来より、販売促進などのため、商品に、様々な試供品や食玩などを付属させている場合がある。なお、本明細書において、試供品、おまけなどの食玩、懸賞品などのような商品の販売促進のために付属させる物品を、サービス物品という。
このようなサービス物品を商品に付属させる方法としては、サービス物品を添付した台紙を粘着剤を介して商品に貼付する、サービス物品を収納した小袋を粘着剤を介して商品に貼付する、サービス物品を収納した小袋を商品に吊り下げる、などの方法が行われている。
このうち、粘着剤を介してサービス物品を貼付する方法においては、それを手作業で商品に貼付することもできるが、機械的製造過程においては、粘着物品付き長尺シートが用いられる。
例えば、特許文献1には、長尺離型紙と、その長尺離型紙の長手方向に間隔を開けて複数貼付された粘着ラベルと、その粘着ラベルの表面にホットメルト接着剤を介して接着されたサービス物品と、を有する粘着物品付き長尺シートが開示されている。
【0003】
かかる粘着物品付き長尺シートは、例えば、特許文献1の[0054]などに開示された方法によって製造されている。
具体的には、長尺離型紙、粘着剤層及び長尺基材がこの順で積層された積層体のうち、長尺基材を所定形状の抜き刃によって切断し、切断後の長尺基材の不要部を除去する。すると、粘着剤層を有し且つ所定形状に切り抜かれた基材部(粘着ラベル)が、長手方向に所定間隔を開けて複数貼付された長尺離型紙が得られる。この各粘着ラベルの表面に、ホットメルト接着剤をスポット的に塗布し、そのホットメルト接着剤にサービス物品を接着することにより、長尺状の粘着物品付き長尺シートを製造できる。
【0004】
かかる従来の粘着物品付き長尺シートの製造方法においては、粘着剤層とは別に、ホットメルト接着剤を塗布する工程が必要である。
しかしながら、ホットメルト接着剤の塗布工程を必須とする製造方法では、設備としてホットメルトアプリケーターを準備しなければならない上、接着剤を用いるため、そのメンテナンスも煩雑である。さらに、ホットメルト接着剤は、粘着ラベルに部分的に塗布しなければならないので、製造スピードがそれに制限される。
従って、従来の方法では、粘着物品付き長尺シートを簡易に製造できない上、その材料コスト及び設備コストが加わる分、粘着物品付き長尺シートの製造コストを抑制できない。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2003−170960号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明の第1の目的は、比較的簡易に粘着物品付き長尺シートを得ることができる製造方法を提供することである。
本発明の第2の目的は、比較的安価な粘着物品付き長尺シートを提供することである。
【課題を解決するための手段】
【0007】
本発明の粘着物品付き長尺シートの製造方法は、離型面に粘着剤層が設けられた長尺離型紙の、前記粘着剤層の表面に、長手方向に間隔を開けて開口部が複数形成された長尺基材を接着する積層工程と、前記1つの開口部又は隣接する複数の開口部を一単位とし、その一単位を含む基材部を区画するように前記長尺基材を厚み方向に切断する切断工程と、前記一単位の開口部内から露出した前記粘着剤層の表面に、物品を付着する付着工程と、を有する。
【0008】
上記本発明の製造方法は、開口部が複数形成された長尺基材を長尺離型紙の粘着剤層の表面に接着した後、その開口部から露出した粘着剤層の表面に物品を付着する。開口部から露出した粘着剤層の表面に物品を付着することにより、長尺離型紙の長手方向に粘着剤層を介して物品が並んで貼付された粘着物品付き長尺シートが得られる。この物品を長尺離型紙から剥離することにより、その物品と共に粘着剤層が離型面から剥離し、その粘着剤層を介して物品を商品に貼付できる。
本発明の製造方法によれば、開口部を有する長尺基材を利用して、長尺離型紙に設けられた粘着剤層をその開口部から露出させ、その開口部から露出した粘着剤層を物品に移し換えることにより、粘着物品付き長尺シートが得られる。
かかる製造方法は、製造管理も簡易であり、さらに、製造コストも抑制できる。
【0009】
本発明の好ましい粘着物品付き長尺シートの製造方法は、前記切断工程が、前記基材部と前記基材部以外の不要部とを区画するように長尺基材を切断する工程であり、前記切断工程の後に、前記不要部を、その不要部に接着した粘着剤層と共に除去する除去工程をさらに有する。
【0010】
本発明の好ましい粘着物品付き長尺シートの製造方法は、前記切断工程の後に、前記各開口部内から露出した前記粘着剤層の表面に、隠蔽用長尺離型紙の離型面を重ね合わせる粘着隠蔽工程をさらに有し、前記隠蔽用長尺離型紙は、前記付着工程の前に剥離される。
【0011】
本発明の別の局面によれば、粘着物品付き長尺シートを提供する。
この粘着物品付き長尺シートは、離型面を有する長尺離型紙と、前記長尺離型紙の離型面の所定範囲に設けられ、且つその長手方向に間隔を開けて並設された複数の粘着剤層と、前記各粘着剤層の表面を覆うようにそれぞれ接着された基材部と、前記各基材部の表面に重ねられた物品と、を有し、前記基材部の面内には、1つ又は複数の開口部が形成されており、その開口部から露出した前記粘着剤層の表面に、前記物品が付着されている。
【発明の効果】
【0012】
本発明の粘着物品付き長尺シートの製造方法は、比較的簡易に粘着物品付き長尺シートを得ることができる。得られた粘着物品付き長尺シートは、比較的安価である。
【図面の簡単な説明】
【0013】
【図1】第1実施形態に係る製造方法における積層工程で使用される、粘着剤層を有する長尺離型紙の一部省略斜視図。
【図2】同製造方法における積層工程で使用される、長尺基材の一部省略平面図。
【図3】同製造方法における積層工程で得られる、長尺積層体(長尺離型紙の粘着剤層に長尺基材を接着したもの)の一部省略斜視図。
【図4】同製造方法における切断工程で得られる、切断線形成後の長尺積層体の一部省略斜視図。
【図5】同切断線形成後の長尺積層体の一部省略平面図。
【図6】同製造方法における除去工程の一部省略斜視図。
【図7】同製造方法における除去工程後の長尺積層体の一部省略斜視図。
【図8】同製造方法における粘着隠蔽工程で得られる、長尺積層体の一部省略斜視図。
【図9】同製造方法における付着工程の一部省略斜視図。
【図10】図9のX−X線断面図。ただし、物品は断面で表していない。
【図11】同製造方法で得られた粘着物品付き長尺シートから、粘着物品を剥離するときの状態を示す一部省略側面図。
【図12】第4実施形態に係る製造方法における切断工程で得られる、切断線形成後の長尺積層体の一部省略斜視図。
【図13】同製造方法における付着工程の一部省略斜視図。
【図14】第5実施形態に係る製造方法における切断工程で得られる、切断線形成後の長尺積層体の一部省略平面図。
【図15】第6実施形態に係る製造方法における切断工程で得られる、切断線形成後の長尺積層体の一部省略平面図。
【発明を実施するための形態】
【0014】
以下、本発明の粘着物品付き長尺シートの製造方法及び粘着物品付き長尺シートの実施形態について説明する。
ただし、各実施形態において、粘着物品が長尺離型紙に1列貼付された(つまり、粘着物品が長尺離型紙の短手方向に1個だけ貼付された)粘着物品付き長尺シートを説明するが、粘着物品が長尺離型紙に2列以上貼付されているものでもよい。粘着物品が2列以上貼付された粘着物品付き長尺シートの製造においては、長尺離型紙などとして、1列貼付の粘着物品付き長尺シートの製造で使用する長尺離型紙などの約倍数幅のものを使用すればよい。
長尺離型紙に2列以上の粘着物品が貼付された粘着物品付き長尺シートは、使用時に、必要に応じて、その長手方向に沿って長尺離型紙を切断し、1列の粘着物品が付属された粘着物品付き長尺シートに分けられる。
なお、粘着物品は、物品とその物品の裏面に付着した粘着剤層とからなるものをいう。
【0015】
本明細書において、長尺は、一方向における長さが他方向(他方向は前記一方向に直交する方向)における長さよりも十分に長い形状を意味する。長尺は、例えば、その一方向(つまり、長手方向)における長さが、他方向(つまり、短手方向)における長さの10倍以上であり、好ましくは30倍以上である。
本明細書において、表面は、対象物の相反する2つの面のうち、粘着剤層が設けられた離型紙の離型面から遠い側の面を指し、裏面は、その対象物の反対側の面(粘着剤層が設けられた離型紙の離型面から近い側の面)を指す。
また、本明細書において、平面視形状は、長尺離型紙などの一方面に対してその法線方向から見た形状である。
【0016】
[粘着物品付き長尺シートの製造方法の第1実施形態]
本発明の粘着物品付き長尺シートは、下記のような工程を経て得られる。ただし、本発明の製造方法は、下記に示す全て工程を有していなければならないわけではない。また、下記に示す各工程の順序は、本発明の意図する範囲で適宜変更することができる。
【0017】
(積層工程)
積層工程は、粘着剤層2が設けられた長尺離型紙1の前記粘着剤層2の表面に、複数の開口部5が並設された長尺基材3を接着する工程である。
【0018】
前記長尺離型紙1は、図1に示すように、所定幅(所定の短手方向長さ)を有する長尺状の離型紙である。このような長尺状の離型紙の形状は、平面視帯状である。長尺離型紙1の長手方向長さは、適宜設定でき、一般的には、10m以上であり、好ましくは100m以上である。長尺離型紙1の幅は、一般的には、物品の横方向長さと略同じ又はそれよりも少し長い若しくは少し短い。
なお、物品の横方向は、開口部5から露出した粘着剤層2の表面に物品を付着したときに、長尺離型紙1の短手方向と平行な方向を意味し、物品の縦方向は、前記横方向に直交する方向である。
【0019】
長尺離型紙1の材質は、特に限定されず、公知の合成樹脂フィルム、紙、合成紙などが挙げられる。なお、本明細書で使用する用語「離型紙」の「紙」とは、紙製を意味するわけではない。
長尺離型紙1の厚みは、本発明の製造時に千切れない程度の機械的強度を有していれば特に限定されず、その材質にもよるが、例えば、20μm〜200μmである。
【0020】
長尺離型紙1の少なくとも一方面には、公知の剥離処理が施されている。剥離処理は、長尺離型紙1の一方面及び他方面(2つの面)に施されていてもよい。
剥離処理としては、シリコーン樹脂の塗布が代表的である。
剥離処理の施された面1a(すなわち、離型面)に、粘着剤を塗布することにより、粘着剤層2が設けられている。
【0021】
粘着剤層2は、長尺離型紙1の離型面1a全体にベタ状に設けられている。
もっとも、粘着剤層2は、実質的に離型面1a全体に設けられていてもよい。粘着剤層2を実質的に離型面1a全体に設ける方法としては、離型面1a全体に粘着剤を平面視小網目状に塗布すること、或いは、離型面1a全体に粘着剤を平面視密な点状に塗布することなどが挙げられる。
なお、粘着剤層2は、離型面1aの全体又は実質的に離型面1aの全体に設けられる場合に限定されず、離型面1aの中央部において長手方向に延びる帯状領域に設けられていてもよい。或いは、粘着剤層2は、短手方向に複数列で且つ長手方向延びる帯状領域にベタ状に設けられていてもよい(つまり、ストライプ状)。
粘着剤層2を構成する粘着剤としては、特に限定されず、アクリル系、ウレタン系、ゴム系などの公知の粘着剤を用いることができる。
粘着剤層2の厚みは、特に限定されず、一般的には、10μm〜30μmである。
【0022】
前記長尺基材3は、長尺離型紙1と同幅の長尺状の基材である。もっとも、長尺基材3の幅は、長尺離型紙11の幅と同じである場合に限られず、長尺離型紙1の幅よりも短い又は長くてもよい。
長尺基材3の面内には、図2に示すように、長手方向に間隔を開けて複数の開口部5が形成されている。本実施形態では、開口部5は、長尺基材3の短手方向において1箇所穿設され、且つ長尺基材3の長手方向に一定間隔を開けて複数穿設されている。もっとも、開口部5の形成間隔は、一定でなくてもよく、隣接する開口部5の形成間隔が異なっていてもよい。好ましくは、特定のパターンの開口部5が、規則性をもって形成される。
長尺基材3の長手方向における開口部5の形成間隔は、好ましくは物品の縦方向長さと同じ又はそれよりも少し長い。このような形成間隔であれば、各開口部5から露出する粘着剤層2に物品を付着させたときに、隣接する物品の側部同士が交わることを防止できる。
【0023】
開口部5の平面視形状は、特に限定されず、図示したような略円形状、その他、図示しないが、略矩形状などの多角形状、略楕円形状などの任意の形状でもよい。
開口部5の大きさは、特に限定されない。もっとも、開口部5の大きさが余りに小さいと、粘着剤層2の表面2aの露出面積が小さくなり、物品の裏面を粘着剤層2の表面2aに十分に付着させることができないおそれがある。かかる観点から、開口部5の大きさは、1cm2以上が好ましく、3cm2以上がより好ましい。開口部5の大きさの上限は、後述する基材部の大きさ未満である。
【0024】
長尺基材3の材質は、特に限定されず、合成樹脂フィルム、紙、合成紙、発泡樹脂フィルム、不織布などが挙げられる。
長尺基材3の厚みは、製造時に千切れない程度の機械的強度を有していれば特に限定されず、その材質にもよるが、例えば、20μm〜200μmである。
なお、長尺基材3の少なくとも裏面は、剥離処理が施されていない。
【0025】
そして、長尺離型紙1の粘着剤層2の表面に、長尺基材3の裏面を重ね合わせる。
本工程を機械的に実施する場合、長尺離型紙1と長尺基材3とは、それぞれ別個の芯材にロール状に巻き取られて供給され、そのロールが装置に装填される。前記装置は、このロールから長尺離型紙1を引き出し、その離型面1aに粘着剤を塗工する。次に、長尺基材3を引き出して長手方向の先端側に搬送しながら、前記粘着剤を塗布した長尺離型紙1の粘着剤層2の表面に長尺基材3の裏面を重ね合わせていく。
【0026】
積層工程を行うことにより、図3に示すように、長尺離型紙1、粘着剤層2及び穴あき長尺基材3がこの順で積層接着され、且つ、開口部5から露出する粘着剤層2の表面2aを除いて、粘着剤層2の表面に長尺基材3が重なった長尺積層体41が得られる。
以下、開口部5から露出する粘着剤層2の表面2aを「粘着剤層の露出面」という場合がある。
図3において、判りやすく図示するため、粘着剤層2の露出面2aを薄墨塗りで表している(図4乃至図7、図9、図14及び図15も同様)。
【0027】
(切断工程)
切断工程は、前記長尺積層体41の長尺基材3を、開口部5の一単位を含む基材部6を区画するように、厚み方向に切断する工程である。
前述のように長尺基材3の長手方向には、間隔を開けて複数の開口部5が形成されている。本実施形態では、この開口部5の1つを1つの単位(一単位)とする。従って、本実施形態では、開口部5の数と同数の単位が存在する。
【0028】
図4に示すように、その開口部5の一単位を含む基材部6とそれ以外の不要部7とを区画するように、長尺基材3を厚み方向に切断する切断線81を形成する。
本実施形態において形成される切断線81は、無端状の線であり、開口部5の一単位を含み且つその一単位を囲うように形成される。切断線81の平面視形状は、特に限定されず、略矩形状などの多角形状、略円形状などが挙げられる。図示例では、切断線81は、開口部5に交わらずに開口部5の囲繞する無端状の線であって、長尺離型紙1の短手方向と平行な方向に延びる一辺を有する略矩形状に形成されている。かかる切断線81を形成することにより、切断線81を基準にして、長尺基材3は、切断線81で囲われた基材部6と、前記基材部6以外の不要部7と、に区画される。
【0029】
前記基材部6は、開口部5の周辺における長尺基材3の一部分である。具体的には、前記基材部6は、無端状の切断線81で囲われ且つその面内に開口部5の一単位が含まれた長尺基材3の一部分である。
前記不要部7は、各切断線81の外側における長尺基材3の一部分であり、不要部7は、長手方向に連続して繋がっている。
前記切断線81を形成することにより、複数の基材部6が長尺基材3の長手方向に所定間隔を開けて形成される。複数の基材部6は、長手方向に一定間隔で形成されることが好ましい。開口部5が一定間隔で形成されている場合、各開口部5を基準にして同じ切断線81を形成すると、長手方向に一定間隔で並んだ複数の基材部6が形成される。もっとも、開口部5が一定間隔に形成されていない場合でも、切断線81の形成位置を適宜ずらすことにより、一定間隔に並んだ基材部6を形成することもできる。なお、隣接する基材部6の間隔が異なるように形成することもできる。
【0030】
切断線81は、長尺基材3をその厚み方向に完全に分断するように形成される。本発明においては、長尺基材3が厚み方向に切断されれば十分であるが、粘着剤層2を厚み方向に分断するまで切断線81を形成してもよい。もっとも、その切断線81は、長尺離型紙1を厚み方向に切断するまで形成されない。
【0031】
本工程を機械的に実施する場合、例えば、長尺積層体41を長手方向の先端側に送りながら、長尺基材3の表面側からダイカットロールなどを当てることによって上記切断線81を形成できる。
切断工程を行うことにより、開口部5の一単位を囲う切断線81が前記単位数相当分長手方向に形成された長尺基材3を有する長尺積層体41が得られる(図4及び図5参照)。
図5において、判りやすく図示するため、不要部7を網掛けで表している。
【0032】
(除去工程)
除去工程は、前記切断後の長尺基材3の不要部7を除去する工程である。
前記不要部7を長尺離型紙1から取り除くため、不要部7を引き剥がすと、図6に示すように、切断線81において基材部6と不要部7が分かれ、不要部7及びその不要部7の裏面に接着した粘着剤層2が、長尺離型紙1の離型面1aから剥離される。
上述のように、長尺基材3の裏面には、剥離処理が施されていない。これは、長尺基材3の裏面と粘着剤層2の表面との間の接着力を、長尺離型紙1の離型面1aと粘着剤層2の裏面の間の接着力よりも強くするためである。このような接着力関係であるため、不要部7を引き剥がすと、その不要部7の裏面に対応した粘着剤層2を不要部7と共に除去できる。
【0033】
除去工程を行うことにより、図7に示すように、長尺離型紙1の離型面1aに、開口部5を有する基材部6が所定間隔(開口部5の形成間隔と同じ)を開けて長手方向に並んだ長尺積層体42が得られる。
不要部7を除去した後の基材部6は、切断線81の形状に沿った外形を有し、且つ裏面に粘着剤層2を有する基材片である。
除去工程を行うことにより、長尺離型紙1から粘着物品を剥離する際に、その剥離起点となる基材部6を、粘着物品に付加することができる。特に、長手方向の先端側における基材部6の一辺(基材部6の先端縁)は、長尺離型紙1の短手方向と平行な方向に延びているので、剥離起点として好適である。
【0034】
(粘着隠蔽工程)
粘着隠蔽工程は、前記各基材部6の開口部5内から露出した粘着剤層2の露出面2aに、隠蔽用長尺離型紙11の離型面を重ね合わせる工程である。
前記基材部6の開口部5の内側には、粘着剤層2の表面2aが露出している。この粘着剤層2の露出面2aに、異物が付着することを防止するため、隠蔽用長尺離型紙11の離型面を、各開口部5を塞ぐように、基材部6の表面に重ね合わせる(図8参照)。
【0035】
隠蔽用長尺離型紙11の素材は、上記長尺離型紙1と同様なものを用いることができる。
隠蔽用長尺離型紙11の幅は、開口部5と幅以上であることを条件として特に限定されず、例えば、上記長尺離型紙1と同幅でもよいし、上記長尺離型紙1よりも短い又は長くてもよい。
【0036】
粘着隠蔽工程は、前記除去工程後の長尺積層体42を、一旦、芯材にロール状に巻き取って保管・運搬などする場合に実施される。
機械的製造過程においては、前記除去工程後に続けて次の付着工程を実施することもできる。しかし、設備によっては、前記除去工程までに用いる装置と付着工程で用いる装置が、同一ライン上に設置されておらずに独立している場合がある。このような場合には、装置間の移動のため、除去工程後の長尺積層体42を移動させなければならない。粘着隠蔽工程を実施することにより、その移動時などに開口部5から露出した粘着剤層2に異物が付着をすることを防止できる。
なお、異物付着防止のために、粘着隠蔽工程を実施することが好ましいが、この工程を行わなくてもよい。
【0037】
(付着工程)
付着工程は、前記開口部5内から露出した粘着剤層2の表面2aに、物品を付着する工程である。
前記粘着隠蔽工程を行った場合には、まず、隠蔽用長尺離型紙11を剥離する。
上述のように各基材部6の開口部5の内側には、粘着剤層2の表面2aが露出しており、その各粘着剤層2の露出面2aに物品を順に載置することにより、物品9を粘着剤層2に付着させる(図9及び図10参照)。
【0038】
本実施形態における開口部5の一単位は1つの開口部5からなるので、1つの開口部5内の粘着剤層2の表面2aに、1つの物品9が付着する。
なお、物品9の少なくとも裏面には、剥離処理が施されていない。つまり、物品9の裏面と粘着剤層2の表面との間の接着力は、長尺離型紙1の離型面1aと粘着剤層2の裏面の間の接着力よりも強い。
【0039】
物品9は、特に限定されず、サービス物品でもよいし、サービス物品以外の物品でもよい。サービス物品以外の物品としては、それ自体が取引の対象になっているもの(つまり、販売対象である商品)、取引の対象に付属させるべき附属品(例えば、販売対象である商品についての説明書、又は、お手拭きなどのその商品の利用に供するものなど)が挙げられる。
サービス物品としては、扁平状小袋に入れた洗剤などを試供品、ワッペンやカードなどの扁平状おまけなどの食玩、懸賞品などが挙げられる。
これらのサービス物品やそれ以外の物品は、ピロー包装袋などの袋で包装されていることが好ましい。物品の形状は、特に限定されないが、長尺離型紙1上に複数の物品を付着させていくことから、扁平状のものが好ましい。
なお、袋で包装された扁平状の物品の具体例は、特開2003−170960号も併せて参照されたい。
【0040】
付着工程を行うことにより、長尺離型紙1の離型面1aに、粘着物品が粘着剤層2を介して長手方向に並んで貼付された粘着物品付き長尺シート10が得られる。
得られた粘着物品付き長尺シート10は、必要に応じて、芯材にロール状に巻き取られて保管される。
【0041】
粘着物品付き長尺シート10は、図9及び図10に示すように、離型面1aを有する長尺離型紙1と、長尺離型紙1の離型面1aの所定範囲に設けられ、且つその長手方向に間隔を開けて並設された複数の粘着剤層2と、前記各粘着剤層2の表面を覆うようにそれぞれ接着された基材部6と、各基材部6の表面に重ねられた物品9と、を有し、基材部6の面内には、1つ又は複数の開口部5が形成されており、その開口部5から露出した粘着剤層2の表面2aに物品9が付着されている。
【0042】
この物品9を長尺離型紙1から引き剥がすと、物品9と共に粘着剤層2(すなわち、粘着物品)が離型面1aから剥離する。
前記剥離を機械的に行う場合には、粘着物品付き長尺シート10は、ラベラーに装填される。そのラベラーにおいては、図11に示すように、粘着物品付き長尺シート10を長手方向の先端側に向かって搬送し、長尺離型紙1のみを反転治具Aの先端で反転させ、基材部6と共に粘着物品100を剥離する。剥離された粘着物品100は、粘着剤層2を介して商品に貼付される。
【0043】
ここで、粘着物品と基材部6とは、粘着剤層2を介して繋がっている。具体的には、粘着物品は、開口部5から露出した粘着剤層2と、その粘着剤層2が裏面に付着した物品9と、からなる。この粘着剤層2は、基材部6の裏面にも拡がって基材部6の裏面に接着している。このため、基材部6は粘着剤層2を介して粘着物品と繋がっているので、粘着物品はその裏面に基材部6を有する。
基材部6を有する粘着物品は、基材部6の先端縁を起点にして長尺離型紙1から剥離できるので、上記ラベラーを用いた剥離時に、粘着物品を確実に長尺離型紙1から剥離できる。
特に、基材部6が長手方向に一定間隔で形成されている粘着物品付き長尺シート10は、ラベラーで効率よく粘着物品を剥離して商品に貼付できる。
【0044】
本発明の製造方法は、開口部5を有する長尺基材3を利用して、長尺離型紙1に設けられた粘着剤層2を物品9に付着させる(移し換える)ことにより、長尺離型紙1の長手方向に粘着物品が並んで貼付された粘着物品付き長尺シート10を得ることができる。
かかる製造方法は、基材部と物品を接着するために別途ホットメルト接着剤を塗布する必要がないので、製造管理も簡易であり、さらに、製造コストも抑制できる上、比較的高速で製造できる。。
よって、本発明の粘着物品付き長尺シート10は、比較的安価に提供できる。
【0045】
以下、その他の実施形態について説明するが、上記第1実施形態と同様の構成及び効果は、その説明を省略し、用語及び符号をそのまま援用することがある。
また、下記各実施形態は、それらの一部の構成を互いに組み合わせたり、又は、一部の構成を省略、代用若しくは変更することもできる。
【0046】
[粘着物品付き長尺シートの製造方法の第2実施形態]
上記第1実施形態では、除去工程によって不要部7を除去して複数の基材部6を出現させた後、付着工程を行っているが、除去工程と付着工程を同時並行的に行うこともできる。
例えば、不要部7を長手方向に一部剥離して1つの基材部6を長尺離型紙1に出現させた後、その基材部6の開口部5から露出する粘着剤層2の表面2aに、物品9を付着させる。不要部7を一部除去して1つの基材部6を出現させ且つそれに物品9を付着させることを、長手方向の後端側に順次行っていくことにより、上記と同様な粘着物品付き長尺シート10を得ることができる。
【0047】
[粘着物品付き長尺シートの製造方法の第3実施形態]
上記第1実施形態では、切断工程及び除去工程を行った後、付着工程を行っているが、付着工程を行った後に、切断工程及び除去工程を行うこともできる。
具体的には、上記第1実施形態と同様に、積層工程を行う。
この積層工程で得られた長尺積層体41は、長尺基材3の開口部5が長手方向に間隔をあけて並んでいる。
この長尺積層体41の長尺基材3の開口部5から露出する粘着剤層2の表面2aに、上記付着工程と同様にして、物品9を付着していく。
【0048】
その次に、その長尺積層体41の長尺基材3を、開口部5の一単位を含む基材部6を区画するように厚み方向に切断すべく切断線81を形成する。本実施形態では、基材部6を区画するために長尺基材3を切断する際に、開口部5内の粘着剤層2に物品9が付着しているので、物品9の外形よりも大きな平面視形状の切断線81を形成すると、開口部5の一単位を含む基材部6を区画できる。
その後、不要部7を除去する除去工程を行うことにより、本発明の粘着物品付き長尺シート10が得られる。
なお、本実施形態に形成される切断線81は、物品9の外形よりも大きいので、不要部7は物品9に引っ掛かることなく不要部7を除去することができる。
【0049】
[粘着物品付き長尺シートの製造方法の第4実施形態]
上記第1実施形態では、不要部7の除去工程を有するが、本発明の製造方法は、除去工程を有していなくてもよい。
具体的には、上記第1実施形態と同様に、積層工程を行う。
次に、切断工程により、開口部5の1つの単位を含む基材部6を区画するように、長尺積層体41の長尺基材3を厚み方向に切断する。
本実施形態においては、第1実施形態のような開口部5の一単位を含む無端状の切断線81を形成しない。それに代わって、図12に示すように、長尺基材3の一方の長手辺(長手方向に延びる一側縁)から他方の長手辺(前記一側縁と対向する他側縁)にまで延びる、長尺基材3を短手方向に分断する切断線82を、開口部5の一単位を含む基材部6を区画するように長尺基材3に形成する。
【0050】
次に、この長尺基材3の各開口部5から露出する粘着剤層2の表面2aに、物品9を付着していく(図13参照)。
かかる付着工程により、上記第1実施形態と同様に、長尺離型紙1の長手方向に、基材部6を有する粘着物品が並んで貼付された粘着物品付き長尺シート10が得られる。
かかる粘着物品付き長尺シート10は、上記第1実施形態と同様に、ラベラーに装填され、粘着物品が引き剥がされる。
本実施形態の製造方法で得られた粘着物品付き長尺シート10は、ラベラーを用いて長尺離型紙1を反転させると、基材部6を有する粘着物品が長尺離型紙1の離型面1aから剥がれると共に、切断線82にて個々の粘着物品に分かれていく。
よって、上記第1実施形態と同様に、ラベラーを用いて、1つの粘着物品を商品に貼付する貼着工程を連続的に行うことができる。
【0051】
[粘着物品付き長尺シートの製造方法の第5実施形態]
上記第1実施形態では、切断工程において、開口部5の1つを一単位として切断線81を形成しているが、例えば、図14に示すように、長手方向に隣接する2つの開口部5を一単位として、その一単位を含む基材部6を区画するように、長尺基材3を厚み方向に切断する切断線83を形成してもよい。この場合、1つの物品が、その一単位に含まれる各開口部5(図示例では2つの開口部5)から露出する粘着剤層2の表面2aに付着される。そのため、図示したように、隣接する2つの開口部5の形成間隔を短くすることが好ましい。
その他、図示しないが、長手方向に隣接する複数の開口部5を一単位、短手方向に隣接する複数の開口部5を一単位、長手方向及び短手方向に隣接する複数の開口部5を一単位、又は、長手方向に対して傾斜した方向に隣接する複数の開口部5を一単位として、その一単位を含む基材部6を区画するように、長尺基材3を厚み方向に切断する切断線81を形成してもよい。
【0052】
[粘着物品付き長尺シートの製造方法の第6実施形態]
上記第1実施形態では、切断工程において、開口部5に交わらないように切断線81を形成しているが、例えば、図15に示すように、切断線84の一部が開口部5の一部に交わるように、無端状の切断線84を形成してもよい。
この場合、基材部6の周縁の一部が開口部5に繋がることになるので、基材部6の周縁の一部に欠損部分6aが生じる。この欠損部分6aが長手方向の先端側に存在すると、基材部6(粘着物品)を長尺離型紙1から剥離し難くなる。よって、欠損部分6aが長手方向の先端側以外(両側端側又は後端側)に位置するように、前記切断線84を形成することが好ましく、欠損部分6aが長手方向の後端側に位置するように、前記切断線84を形成することがより好ましい。
【符号の説明】
【0053】
1…長尺離型紙、1a…離型面、2…粘着剤層、2a…粘着剤層の表面、3…長尺基材、5…開口部、41,42…長尺積層体、6…基材部、7…不要部、81,82,83,84…切断線、9…物品、10…粘着物品付き長尺シート、11…隠蔽用長尺離型紙
【特許請求の範囲】
【請求項1】
離型面に粘着剤層が設けられた長尺離型紙の、前記粘着剤層の表面に、長手方向に間隔を開けて開口部が複数形成された長尺基材を接着する積層工程と、
前記1つの開口部又は隣接する複数の開口部を一単位とし、その一単位を含む基材部を区画するように前記長尺基材を厚み方向に切断する切断工程と、
前記一単位の開口部内から露出した前記粘着剤層の表面に、物品を付着する付着工程と、
を有する粘着物品付き長尺シートの製造方法。
【請求項2】
前記切断工程が、前記基材部と前記基材部以外の不要部とを区画するように長尺基材を切断する工程であり、
前記切断工程の後に、前記不要部を、その不要部に接着した粘着剤層と共に除去する除去工程をさらに有する、請求項1に記載の粘着物品付き長尺シートの製造方法。
【請求項3】
前記切断工程の後に、前記各開口部内から露出した前記粘着剤層の表面に、隠蔽用長尺離型紙の離型面を重ね合わせる粘着隠蔽工程をさらに有し、
前記隠蔽用長尺離型紙は、前記付着工程の前に剥離される、請求項1又は2に記載の粘着物品付き長尺シートの製造方法。
【請求項4】
離型面を有する長尺離型紙と、
前記長尺離型紙の離型面の所定範囲に設けられ、且つその長手方向に間隔を開けて並設された複数の粘着剤層と、
前記各粘着剤層の表面を覆うようにそれぞれ接着された基材部と、
前記各基材部の表面に重ねられた物品と、を有し、
前記基材部の面内には、1つ又は複数の開口部が形成されており、
その開口部から露出した前記粘着剤層の表面に、前記物品が付着されていることを特徴とする粘着物品付き長尺シート。
【請求項1】
離型面に粘着剤層が設けられた長尺離型紙の、前記粘着剤層の表面に、長手方向に間隔を開けて開口部が複数形成された長尺基材を接着する積層工程と、
前記1つの開口部又は隣接する複数の開口部を一単位とし、その一単位を含む基材部を区画するように前記長尺基材を厚み方向に切断する切断工程と、
前記一単位の開口部内から露出した前記粘着剤層の表面に、物品を付着する付着工程と、
を有する粘着物品付き長尺シートの製造方法。
【請求項2】
前記切断工程が、前記基材部と前記基材部以外の不要部とを区画するように長尺基材を切断する工程であり、
前記切断工程の後に、前記不要部を、その不要部に接着した粘着剤層と共に除去する除去工程をさらに有する、請求項1に記載の粘着物品付き長尺シートの製造方法。
【請求項3】
前記切断工程の後に、前記各開口部内から露出した前記粘着剤層の表面に、隠蔽用長尺離型紙の離型面を重ね合わせる粘着隠蔽工程をさらに有し、
前記隠蔽用長尺離型紙は、前記付着工程の前に剥離される、請求項1又は2に記載の粘着物品付き長尺シートの製造方法。
【請求項4】
離型面を有する長尺離型紙と、
前記長尺離型紙の離型面の所定範囲に設けられ、且つその長手方向に間隔を開けて並設された複数の粘着剤層と、
前記各粘着剤層の表面を覆うようにそれぞれ接着された基材部と、
前記各基材部の表面に重ねられた物品と、を有し、
前記基材部の面内には、1つ又は複数の開口部が形成されており、
その開口部から露出した前記粘着剤層の表面に、前記物品が付着されていることを特徴とする粘着物品付き長尺シート。
【図1】



【図2】
【図3】
【図4】

【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【公開番号】特開2012−207071(P2012−207071A)
【公開日】平成24年10月25日(2012.10.25)
【国際特許分類】
【出願番号】特願2011−71908(P2011−71908)
【出願日】平成23年3月29日(2011.3.29)
【出願人】(000238005)株式会社フジシールインターナショナル (641)
【Fターム(参考)】
【公開日】平成24年10月25日(2012.10.25)
【国際特許分類】
【出願日】平成23年3月29日(2011.3.29)
【出願人】(000238005)株式会社フジシールインターナショナル (641)
【Fターム(参考)】
[ Back to top ]