
粘着製品

【課題】揮発性有機化合物量が抑えられた仕様(低VOC仕様)の粘着製品であって、そのことが効果的に表示された粘着製品を提供する。
【解決手段】本発明により提供される粘着製品1は、被着体に貼り付け可能な粘着面10Aを有する粘着剤層10と、該粘着剤層の背面10B上に配置された支持シート17とを備える。粘着剤層10は、1g当たりのトルエン放散量が20μg以下であり、且つ総揮発性有機化合物量が300μg以下である。そして、支持シート17の背面17Bには、緑色および青色から選択される色彩の標章16が表示されている。
【解決手段】本発明により提供される粘着製品1は、被着体に貼り付け可能な粘着面10Aを有する粘着剤層10と、該粘着剤層の背面10B上に配置された支持シート17とを備える。粘着剤層10は、1g当たりのトルエン放散量が20μg以下であり、且つ総揮発性有機化合物量が300μg以下である。そして、支持シート17の背面17Bには、緑色および青色から選択される色彩の標章16が表示されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、被着体に貼り付け可能な粘着剤層を備えた粘着製品に関する。
【背景技術】
【0002】
両面粘着テープ等の粘着製品は、その粘着面を被着体に圧着することで該被着体に貼り付けできるという作業性の良さから、種々の分野に利用されるようになってきている。近年では、環境衛生に対する意識の高まりに伴い、粘着製品から放散するVOC(Volatile Organic Compounds)量、より具体的にはトルエン量(トルエン放散量)や総揮発性有機化合物(Total Volatile Organic Compounds;TVOC)量の低減に対する要望が強まっており、かかる要望を満たす粘着製品が求められている。この種の技術に関する技術文献として特許文献1が挙げられる。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2006−111818号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、トルエン放散量および/またはTVOC量が低減された(すなわち、低VOC仕様の)粘着製品は、低VOC化のための措置(すなわちVOC対策。例えば、VOC量の低減に適した原料や製造方法を採用する等の方策)がとられていない従来の粘着製品に比べてコスト高になりがちである。また、粘着製品に求められる低VOC化の程度や優先度は、その粘着製品において予定される用途(使用者、使用地域、使用環境等)等によっても異なる。このため、低VOC仕様の粘着製品と従来の(低VOC仕様ではない)粘着製品とを用途等に応じて使い分けているのが現状である。
【0005】
かかる状況のもとでは、粘着製品が低VOC仕様であるか否かを容易に判別し得るように配慮することに大きな意義がある。しかし、低VOC仕様の粘着製品であることが例えば該粘着製品の包装材に記載されていても、その粘着製品の開封後は上記包装材が取り去られてしまうため、実際に粘着製品を使用する際には上記包装材の記載内容を参照することができない。このため、低VOC仕様の粘着製品とそうでない製品との取り違えが起こり、あるいは取り違え防止対策のための余分な労力や制約が発生し得るという不都合がある。かかる不都合を解消するためには、粘着製品を実際に使用する際に、当該粘着製品が低VOC仕様であることを容易に確認し得る構成とすることが望ましい。このことによって、例えば、粘着製品の使用者(例えば、該粘着製品を接合手段に用いて電気製品の組み立てを行う作業者)の負担を軽減することができ、また両仕様の粘着製品をより正確に使い分けることができる。そこで本発明は、低VOC仕様の粘着製品であって、且つ、そのことが効果的に表示された粘着製品を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明により提供される粘着製品は、被着体に貼り付け可能な粘着面を有する粘着剤層と、該粘着剤層の背面上に配置された支持シートと、を備える。前記粘着剤層は、以下の特性:80℃で30分間加熱したときのトルエン放散量が、該粘着剤層1g当たり20μg以下である;および、80℃で30分間加熱したときのTVOC量が、該粘着剤層1g当たり300μg以下である;を満たす。そして、前記支持シートの背面には、緑色および青色から選択される色彩の標章が表示されている。
【0007】
かかる粘着製品は、上記トルエン放散量およびTVOC量を満たす粘着剤層を備えるので、高度な低VOC化が求められる分野を含む種々の分野において好適に利用され得る。また、支持シートの背面に緑色および/または青色の標章が表示されており、一般に緑色や青色(殊に緑色)は環境に優しい製品(環境負荷の低い製品)であることを連想させるため、粘着製品の外観を通じて低VOC仕様であることを瞬時に認識することができる。そして、上記標章は、支持シートのうち該支持シートが粘着剤層に接している面と反対側の面(背面)に表示されているので、粘着製品の使用時(被着体に貼り付けたり所定サイズにカットしたりする際等)に、当該粘着製品が低VOC仕様のものであることを確認しつつ作業を行うことができる。したがって、使用者の負担(確認の手間、精神的負荷等)を軽減しつつ、低VOC仕様の粘着製品と他仕様の粘着製品とを正確に使い分けることができる。
【0008】
前記標章は、VOC量が少ない(すなわち、低VOCである)ことを表す文字、図形もしくは記号またはこれらの結合(以下、文字等ということもある。)と、前記色彩との結合であることが好ましい。このことによって、色彩のみならず文字等により表わされる情報(表示の内容)からも、粘着製品が低VOC仕様のものであることを更に確認することができる。
【0009】
前記標章の色は緑色であることが好ましい。緑色は、環境に優しいことを連想させる効果が特に高いためである。また、前記支持シートの背面の面積のうち、前記標章(下地と同色の部分は含まない。)の面積は、5%以上の範囲とすることが好ましい。好ましい一態様では、上記標章の面積が5%以上80%以下の範囲にある。かかる範囲とすることにより表示効果が高められる。
【0010】
前記粘着剤層を構成する粘着剤は、水分散型の粘着剤組成物から形成された粘着剤であることが好ましい。かかる粘着剤組成物は、ここに開示されるトルエン放散量およびTVOC量を満たす粘着剤層を形成するのに適している。
【0011】
ここに開示される粘着製品の好ましい一態様では、前記支持シートの前面は、該前面から前記粘着剤層を剥離可能な剥離面となっている。そして、前記粘着剤層は、非剥離性基材の両面に粘着剤を有する両面粘着シートとして構成されている。かかる態様の粘着製品は、上記両面粘着シートを介して被着体(複数の被着体であってもよく、単一の被着体の一部と他部であってもよい。)を接合する用途に好適である。
【図面の簡単な説明】
【0012】
【図1】本発明に係る粘着製品の一構成例を模式的に示す斜視図である。
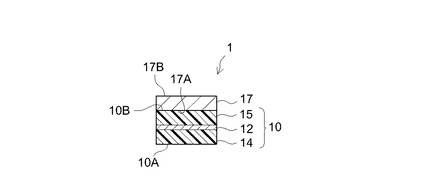
【図2】図1のII−II線断面図である。
【図3】本発明に係る粘着製品の他の一構成例を模式的に示す断面図である。
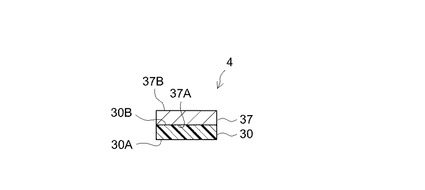
【図4】本発明に係る粘着製品の他の一構成例を模式的に示す断面図である。
【図5】本発明に係る粘着製品の他の一構成例を模式的に示す断面図である。
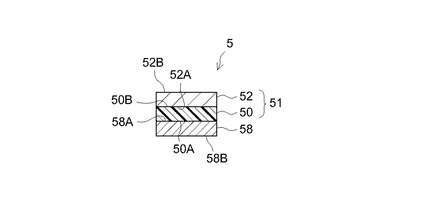
【図6】本発明に係る粘着製品の他の一構成例を模式的に示す断面図である。
【図7】本発明に係る粘着製品の他の一構成例を模式的に示す断面図である。
【発明を実施するための形態】
【0013】
以下、本発明の好適な実施形態を説明する。なお、本明細書において特に言及している事項以外の事柄であって本発明の実施に必要な事柄は、当該分野における従来技術に基づく当業者の設計事項として把握され得る。本発明は、本明細書に開示されている内容と当該分野における技術常識とに基づいて実施することができる。また、以下の説明において、同様の作用を奏する部材または部位には同じ符号を付し、重複する説明は省略または簡略化することがある。
【0014】
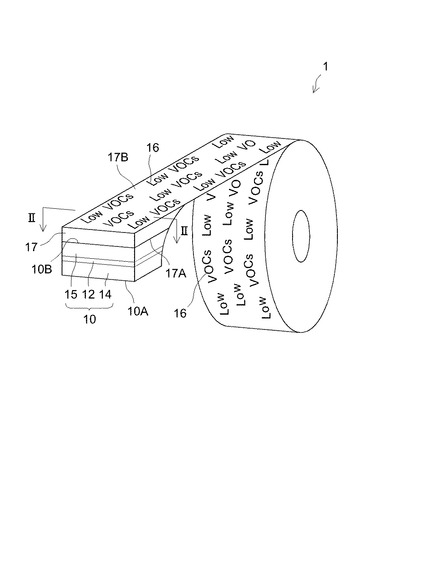
本発明により提供される粘着製品の典型的な構成の一例を図1および図2に示す。この粘着製品1は、長尺シート状の粘着剤層10と剥離ライナー17とが重ね合わされて長手方向に捲回されたロール形態の製品である。粘着剤層10は、両面が非剥離面となっているシート状基材(非剥離性基材、例えば不織布)の両面に粘着剤14,15を有する両面粘着シート(基材付き両面粘着シート)として構成されている。ライナー17は、本構成例の粘着製品における支持シートに相当するものであって、その両面17A,17Bはいずれも剥離面(剥離性を有する表面)となっている。ライナー17の前面17Aは両面粘着シート10の背面(第二粘着面)10B上に配置され、これにより第二粘着面10Bがライナー17で保護されている。上記ロール状の形態では、両面粘着シート10の前面(第一粘着面)10Aがライナー17の背面17Bに当接し、これにより第一粘着面10Aもまたライナー17で保護されている。粘着製品1は、ライナー17の背面17Bが外周側となるように捲回されている。そして、この背面17B(すなわち、ロールの外表面)には、粘着製品1が低VOC仕様のものであることを示す「Low VOCs」の文字(標章)16が、緑色および/または青色で表示されている。
【0015】
粘着製品1は、例えば以下のようにして使用される。すなわち、図1に示すように、まず上記ロール形態の粘着製品1から、両面粘着シート10とその背面10Bに重ね合わされた剥離ライナー17とを一緒に引き出す。これにより、両面粘着シート10の第一粘着面10Aがライナー背面17Bから離れて外部に露出する。一方、第二粘着面10Bはライナー17によって引き続き保護されている。その露出した第一粘着面10Aを第一の被着体に当接させてライナー17の背面17Bを該被着体側に押圧する(例えば、ハンドローラで圧着する)ことにより、両面粘着シート10を第一被着体に貼り付けることができる。ここで、ライナー(支持シート)17の背面17Bには、上記のように低VOC仕様である旨の文字16が表示されているので、当該粘着製品1が低VOC仕様のものであることを確認しつつ貼り付け作業を進めることができる。その後、第一被着体に貼り付けられた両面粘着シート10からライナー17を剥がして第二粘着面10Bを露出させ、その第二粘着面10Bに第二の被着体を押しつけることにより、両面粘着シート10を第二被着体に貼り付けることができる。このようにして、両面粘着シート10を介して第一被着体と第二被着体とを接合することができる。
【0016】
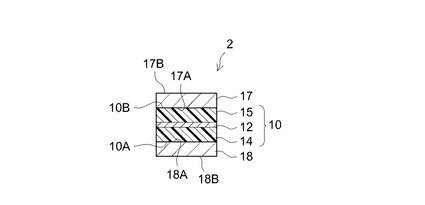
本発明により提供される粘着製品は、また、図3〜7に示す断面構造を有するものであり得る。図3に示す粘着製品2は、図2に示す断面構造を有する粘着製品1において、粘着剤層(基材付き両面粘着シート)10の第一粘着面10Aを保護する剥離ライナー18をさらに備える。剥離ライナー18は、少なくとも前面18Aが剥離面となっており、その前面18Aが第一粘着面10A上に配置されている。ライナー18の背面18Bは、剥離面であってもよく、非剥離面であってもよい。また、この粘着製品2は、枚葉状の粘着製品であってもよく、あるいは長尺状のライナー17,18および両面粘着シート10が長手方向に捲回されたロール形態の粘着製品であってもよい。粘着製品2を構成する剥離ライナー(支持シート)17の背面17Bは、剥離面であってもよく、非剥離面であってもよい。この背面17Bに、粘着製品1と同様の文字16(図1参照)が、緑色および/または青色で表示されている。粘着剤層10の前面(第一粘着面)10A上に配置されたライナー18を剥がし、これにより露出した第一粘着面10Aを第一被着体に当接させて、ライナー17の背面17Bを該被着体側に押さえつけることにより、低VOC仕様であることを確認しつつ、両面粘着シート10を第一被着体に貼り付けることができる。
【0017】
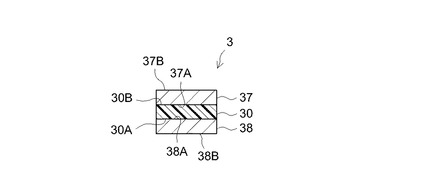
図4に示す粘着製品3は、非剥離性基材を有しない粘着剤層30(基材レスの両面粘着シートとしても把握され得る。典型的には、実質的に粘着剤からなる層である。)の両面30A,30Bが、剥離ライナー38,37によってそれぞれ保護された構成を有する。ライナー37,38は、それぞれ、少なくとも粘着剤層側の面(前面)37A,38Aが剥離面となっている。ライナー37,38の背面37B,38Bは、剥離面であってもよく、非剥離面であってもよい。粘着製品3の形態は、ロール状であってもよく、枚葉状であってもよい。この構成例では、粘着剤層30の背面(第二粘着面)30B上に配置された剥離ライナー37が支持シートに相当する。このライナー37の背面37Bに、粘着製品1と同様の文字16(図1参照)が、緑色および/または青色で表示されている。粘着剤層30の前面(第一粘着面)30A上に配置されたライナー38を剥がし、これにより露出した第一粘着面30Aを第一被着体に当接させて、引き続き第二粘着面30Bを保護しているライナー37の背面37Bを該被着体側に押さえつけることにより、低VOC仕様であることを確認しつつ、粘着剤層30を第一被着体に貼り付けることができる。
【0018】
図5に示す粘着製品4では、粘着製品3と同様の粘着剤層30の背面(第二粘着面)30B上に、両面37A,37Bが剥離面となっている剥離ライナー(支持シート)37が配置されている。ライナー37の前面37Aが第二粘着面30Bに当接し、これにより第二粘着面30Bを保護している。これを捲回すると、第一粘着面30Aがライナー37の背面37Bに当接することにより、第一粘着面30Aもまたライナー37で保護された構成とできるようになっている。この粘着製品4は、典型的には、長尺状のライナー37と粘着剤層30とが、ライナー37の背面37Bを外周側として長手方向に捲回されたロール形態の製品として提供される。この背面37Bに、粘着製品1と同様の文字16(図1参照)が、緑色および/または青色で表示されている。第一粘着面30Aを第一被着体に当接させてライナー37の背面37Bを該被着体側に押さえつけることにより、低VOC仕様であることを確認しつつ、両面粘着シート30を第一被着体に貼り付けることができる。
【0019】
上述した粘着製品1〜4が両面粘着タイプの粘着剤層を備える(すなわち、該粘着剤層の両面が被着体に貼り付け可能な粘着面となっている)粘着製品の例であるのに対し、図6,7に示す粘着製品5,6は、片面粘着タイプの粘着剤層を備えた粘着製品の例である。図6に示す粘着製品5では、粘着剤層50の背面50Bが、少なくとも前面(粘着剤層側の表面)52Aが非剥離面となっている支持シート52に接合している。これら支持シート(支持基材)52および粘着剤層50により、片面粘着タイプの粘着シート51が構成されている。粘着剤層50の前面(粘着面)50Aは、少なくとも前面(粘着剤層側の表面)58Aが剥離面となっている剥離ライナー58により保護されている。この粘着製品5は、枚葉状の粘着製品であってもよく、あるいは長尺状の粘着シート51および剥離ライナー58が長手方向に捲回されたロール形態の粘着製品であってもよい。粘着製品5を構成する支持シート52の背面52Bは、剥離面であってもよく、非剥離面であってもよい。この背面52Bに、粘着製品1と同様の文字16(図1参照)が、緑色および/または青色で表示されている。粘着剤層50の前面(粘着面)50A上に配置されたライナー58を剥がし、これにより露出した粘着面50Aを被着体に当接させて、支持シート52の背面52Bを該被着体側に押さえつけることにより、低VOC仕様であることを確認しつつ、粘着シート51を被着体に貼り付けることができる。
【0020】
図7に示す粘着製品6では、粘着製品5と同様の粘着剤層50の背面50Bが、前面52Aが非剥離面であり且つ背面52Bが剥離面となっている支持シート52に接合している。これを捲回すると、粘着面50Aが支持シート52の背面52Bに当接して保護されるようになっている。粘着製品6は、これら支持シート(支持基材)52および粘着剤層50からなる片面粘着タイプの粘着シート51として構成されており、典型的には、長尺状の粘着シート51が支持シート52の背面52Bを外周側として長手方向に捲回されたロール形態の製品として提供される。この背面52Bに、粘着製品1と同様の文字16(図1参照)が、緑色および/または青色で表示されている。粘着面50Aを被着体に当接させて支持シート52の背面52Bを該被着体側に押さえつけることにより、低VOC仕様であることを確認しつつ、粘着シート51を被着体に貼り付けることができる。
【0021】
ここに開示される粘着製品は、支持シートの背面に、緑色および青色から選択される色彩の標章が表示されていることによって特徴づけられる。ここで「支持シートの背面に表示されている」とは、粘着製品を支持シートの背面側からみたときに上記標章が視認できることをいい、該標章が支持シートの背面に外側から付された形態(支持シートの背面上に上記標章が印字された形態等)に限定されない。例えば、積層構造の支持シートの場合において、いずれかの層の背面側に上記標章が印字され、その背面側に透明または半透明の層が一層または二層以上設けられていてもよい。上記標章を設ける方法は特に制限されない。通常は、上記標章を印刷する方法が好ましく用いられる。印刷方法としては、オフセット印刷、シルクスクリーン印刷、凸版印刷、フレキソ印刷、グラビア印刷等の、公知または慣用の各種の方法を適宜採用することができる。
【0022】
上記標章は、典型的には、緑色および/または青色の色彩と文字等(すなわち、文字、図形もしくは記号またはこれらの結合)とが結合したものであり、更に立体的形状が結合した標章であり得る。好ましい一態様では、上記文字等により表わされる情報には、低VOCに関連する情報(典型的には、VOC対策が施された粘着製品であることを表す情報)が少なくとも含まれる。低VOCに関連する情報を表す文字等は、緑色および/または青色の色彩と結合することにより、当該情報を看者に対してより効果的に伝達する標章となり得る。上記低VOC関連情報は、例えば、低VOC仕様であることを簡潔に表す文字(典型例として、図1に示す文字16のように、「低VOC」の意味を表す一または二以上の言語表記が挙げられる。)、かかる文字が種々の程度に図案化されたもの、低VOCであることを示す公知のマーク、有機化合物の放散量(トルエン放散量、TVOC量等)を具体的に表す文字、これらの一種または二種以上の組み合わせ、等であり得る。
【0023】
上記文字等により表わされる情報は、さらに、製品名称、製造者名称、仕様(低VOC以外の仕様に関する情報であってもよく、低VOC仕様に関する更に詳細な情報であってもよい。)、使用方法、リサイクル関連情報、製造年月日、製品番号(ロット番号)、使用可能期限、耐用年数、ロゴマーク、製品構成要素(粘着剤、剥離ライナー、非剥離性基材等)の材質または種類、含有成分の種類やその含有量等が挙げられる。前記リサイクル関連情報としては、例えば、資源名、資源リサイクルマーク、両面粘着テープの基材や粘着剤が資源リサイクル可能か不可能かに関する内容、廃棄方法に関する情報、粘着製品の構成要素(例えば剥離ライナー)が焼却処理可能か不可能かに関する内容などが挙げられる。低VOCに関連する情報に加えて表わされる情報の好適例として、環境対策が施された粘着製品であること(例えば、該粘着製品の構成要素の少なくとも一部が焼却処理可能であること、土に埋めることで分解可能であること)、無溶剤型の粘着剤組成物(水系粘着剤組成物、紫外線硬化型粘着剤組成物等)を用いて製造された粘着製品であること、有機溶剤(好ましくは、芳香族炭化水素系溶剤を実質的に含まない有機溶剤、例えば酢酸エチル)に粘着成分が溶解した形態の粘着剤組成物を用いて製造された粘着製品であること、等が挙げられる。これらの情報を表す文字等は、緑色および/または青色の色彩と結合することにより、当該情報を看者に対してより効果的に伝達する標章となり得る。
【0024】
なお、ここに開示される技術において、青色とは可視スペクトルの波長域が360nm以上480nm未満であることをいい、緑色とは可視スペクトルの波長域が480nm以上560nm未満であることをいう。上記標章を構成する色は、一種類の色であってもよく、色相、明度および彩度の少なくとも一つが異なる二種類以上の色であってもよい。製造コストの観点からは、一種類の色(特に好ましくは緑色)により構成された標章が好ましい。支持シートの背面のうち上記標章以外の部分の色(下地色)は、該標章の形状を識別しやすい色であることが好ましい。上記標章の識別性を高めるためには、上記標章を構成する色とは色相、明度および彩度の少なくとも一つが大きく異なる色を下地色として採用することが有利である。例えば、白色、クリーム色、黄色等のように、明るくて薄い色を下地色とすることが好ましい。製造コストの観点からは、下地色を白色とすることが特に好ましい。また、支持シートとして紙(上質紙、グラシン紙等)を使用する場合、あるいは少なくとも一方の面に透明または半透明の樹脂(ポリエチレン等)がラミネートされた紙を使用する場合には、当該支持シート自体の色を下地色として好適に利用することができる。
【0025】
上記標章のサイズは、1mm×1mm以上であることが好ましく、より好ましくは1.5mm×1.5mm以上、さらに好ましくは2mm×2mm以上である。上記標章が文字を含む場合(文字のみからなる場合を包含する。)には、少なくとも文字の半数が1mm×1mm以上(より好ましくは1.5mm×1.5mm以上、さらに好ましくは2mm×2mm以上)のサイズであることが好ましい。標章のサイズが小さすぎると、文字等による情報伝達の効率が低下しがちである。標章サイズの上限は特に限定されず、粘着製品の用途に鑑みて、実際の使用時(貼り付け時等)に上記文字等により表わされる情報を認識可能なサイズであればよい。
【0026】
ここに開示される技術における上記標章を構成する色彩は、典型的には、緑色および/または青色のみ(好ましくは緑色のみ)からなるか、あるいは、緑色および/または青色(好ましくは緑色)および下地色からなる。支持シートの背面の面積に対して上記標章の占める面積(下地色と同色の部分の面積は含まない。)の比率は、例えば5%以上(典型的には5%以上80%以下)とすることができ、5%以上60%以下とすることが好ましく、5%以上50%以下とすることがさらに好ましい。標章の面積比率が小さすぎると、各標章が小さすぎて見づらくなったり、標章の配置間隔が広すぎて実際の使用時に標章が存在しない箇所が生じたりする場合があり得る。一方、標章の面積比率が大きすぎても却って何が書いてあるのかわかりにくくなる(文字等の識別性が低下する)。
【0027】
ここに開示される技術により提供される粘着製品は、その粘着剤層を80℃で30分間加熱したときのトルエン放散量(以下、単に「トルエン放散量」ということもある。)が、該粘着剤層1g当たり20μg(以下、これを「20μg/g」等と表記することもある。)以下である、という特性を有する。好ましい一態様では、上記粘着剤層のトルエン放散量が10μg/g以下であり、より好ましくは5μg/g以下である。トルエン放散量の下限は特に限定されず、実質的にゼロ(検出限界未満)であることが望ましい。もっとも、粘着特性、生産効率、選択し得る基材や支持シートの材質、粘着剤組成物の乾燥条件等を考慮して、これら実用上および製造上の観点から、上記粘着剤層のトルエン放散量が0.5〜20μg/g(例えば0.5〜10μg/g、好ましくは0.5〜5μg/g)程度であってもよい。なお、トルエン放散量としては、下記のトルエン放散量測定方法により得られた値を採用するものとする。
【0028】
[トルエン放散量測定方法]
所定サイズ(例えば、面積5cm2)の粘着剤層を含む試料をバイアル瓶に入れて密栓する。そのバイアル瓶を80℃で30分間加熱し、ヘッドスペースオートサンプラーを用いて、加熱状態のガス1.0mLをガスクロマトグラフ測定装置(GC測定装置)に注入してトルエンの量を測定する。その測定結果から、上記試料に含まれる粘着剤層1g当たりのトルエン発生量(放散量)[μg/g]を算出する。ここで、粘着剤層1g当たりのトルエン放散量を算出する基準となる粘着剤層の質量は、例えば図1,2に示されるように、該粘着剤層が非剥離性基材の両面に粘着剤を有する形態の両面粘着シートとして構成されている場合には、粘着剤および非剥離性基材を含む粘着剤層全体の質量とする。
【0029】
また、本発明に係る粘着製品は、その粘着剤層を80℃で30分間加熱したときのTVOC量(以下、単に「TVOC量」ということもある。)が、該粘着剤層1g当たり凡そ300μg以下である。このTVOC量が凡そ150μg/g以下であることが好ましく、より好ましくは凡そ100μg/g以下、さらに好ましくは50μg/g以下である。TVOC量の下限は特に限定されず、実質的にゼロ(検出限界未満)であることが望ましい。もっとも、粘着特性、生産効率、選択し得る基材や支持シートの材質、粘着剤組成物の乾燥条件等を考慮して、これら実用上および製造上の観点から、上記粘着剤層のTVOC量が5〜300μg/g(例えば5〜150μg/g、好ましくは5〜100μg/g、より好ましくは5〜50μg/g)程度であってもよい。なお、TVOC量としては、下記のTVOC量測定方法により得られた値を採用するものとする。
【0030】
[TVOC量測定方法]
上記トルエン放散量測定方法と同様の試料を入れたバイアル瓶を80℃で30分間加熱し、ヘッドスペースオートサンプラーを用いて、加熱状態のガス1.0mLをGC測定装置に注入する。得られたガスクロマトグラムに基づいて、粘着剤層の作製に使用した材料から予測される揮発物質(アクリル系ポリマーの合成に用いたモノマー、後述する粘着付与樹脂エマルションの製造に用いた溶剤等)については標準物質によりピークの帰属および定量を行い、その他の(帰属困難な)ピークについてはトルエン換算として定量することにより、上記試料に含まれる粘着剤層1g当たりのTVOC量[μg/g]を求める。ここで、粘着剤層1g当たりのTVOC量を算出する基準となる粘着剤層の質量は、例えば図1,2に示されるように、該粘着剤層が非剥離性基材の両面に粘着剤を有する形態の両面粘着シートとして構成されている場合には、粘着剤および非剥離性基材を含む粘着剤層全体の質量とする。
【0031】
なお、上記トルエン放散量測定方法およびTVOC量測定方法のいずれについても、ガスクロマトグラフの測定条件は次の通りとする。
・カラム:DB−FFAP 1.0μm(直径0.535mm×30m)
・キャリアガス:He 5.0mL/min
・カラムヘッド圧:23kPa(40℃)
・注入口:スプリット(スプリット比12:1、温度250℃)
・カラム温度:40℃(0min)−<+10℃/min>−250(9min)[40℃より、昇温速度10℃/minで250℃まで昇温させた後、250℃で9分間保持させるという意味]
・検出器:FID(温度250℃)
【0032】
ここに開示される技術の好ましい一態様では、上記トルエン放散量およびTVOC量を満足する粘着剤層(以下、これを「低VOC粘着剤層」ということもある。)を構成する粘着剤が、水性の粘着剤組成物から形成された粘着剤である。ここで水性粘着剤組成物とは、水性媒体(該媒体を構成する溶媒が、水または水を主成分とする混合溶媒(水性溶媒)であるものをいう。)中に粘着成分を含む組成物をいう。水性媒体中に粘着成分が分散した形態の水分散型(エマルション型)粘着剤組成物は、ここでいう水性粘着剤組成物の典型例である。水性粘着剤組成物の他の例としては、粘着成分が水性媒体に溶解した形態の水溶液型粘着剤組成物が挙げられる。
【0033】
上記粘着成分は、粘着剤を構成し得るアクリル系、ゴム系、ポリエステル系、ウレタン系、ポリエーテル系、シリコーン系、ポリアミド系、フッ素系等の公知の各種ポリマーをベースポリマーとするものであり得る。ここでベースポリマーとは、粘着剤の基本成分をなすポリマーをいい、典型的には、該粘着剤に含まれるポリマー成分のなかの主成分である。ここに開示される技術における粘着剤組成物の好適例として、粘着剤に含まれるポリマー成分のなかの主成分がアクリル系重合体である水性粘着剤組成物が挙げられる。なかでも、上記アクリル系重合体が水に分散したエマルション型の組成物(アクリル系エマルション型粘着剤組成物)が好適である。
【0034】
上記アクリル系エマルション型粘着剤組成物は、水分散型アクリル系重合体を含む。この水分散型アクリル系重合体は、アクリル系重合体が水に分散しているエマルション形態の組成物である。ここに開示される技術において、上記アクリル系重合体は、粘着剤層を構成する粘着剤のベースポリマー(粘着剤の基本成分)として用いられる。例えば、該粘着剤の50質量%以上が上記アクリル系重合体であることが好ましい。かかるアクリル系重合体としては、アルキル(メタ)アクリレートを主構成単量体成分(モノマー主成分、すなわちアクリル系重合体を構成するモノマーの総量のうち50質量%以上を占める成分)とするものを好ましく採用し得る。
【0035】
なお、本明細書中において「(メタ)アクリレート」とは、アクリレートおよびメタクリレートを包括的に指す意味である。同様に、「(メタ)アクリロイル」はアクリロイルおよびメタクリロイルを、「(メタ)アクリル」はアクリルおよびメタクリルを、それぞれ包括的に指す意味である。
【0036】
アルキル(メタ)アクリレートとしては、例えば、下記式(1)で表される化合物を好適に用いることができる。
CH2=C(R1)COOR2 (1)
ここで、上記式(1)中のR1は水素原子またはメチル基である。また、R2は炭素原子数1〜20のアルキル基である。R2の具体例としては、メチル基、エチル基、プロピル基、イソプロピル基、ブチル基、イソブチル基、s−ブチル基、t−ブチル基、ペンチル基、イソアミル基、ネオペンチル基、ヘキシル基、ヘプチル基、オクチル基、イソオクチル基、2−エチルヘキシル基、ノニル基、イソノニル基、デシル基、イソデシル基、ウンデシル基、ドデシル基、トリデシル基、テトラデシル基、ペンタデシル基、ヘキサデシル基、ヘプタデシル基、オクタデシル基、ノナデシル基、エイコシル基等のアルキル基が挙げられる。粘着剤の貯蔵弾性率等の観点から、これらのうちR2が炭素原子数2〜14(以下、このような炭素原子数の範囲を「C2−14」と表すことがある。)のアルキル基であるアルキル(メタ)アクリレートが好ましく、R2がC2−10のアルキル基であるアルキル(メタ)アクリレートがより好ましい。特に好ましいR2として、ブチル基および2−エチルヘキシル基が例示される。
【0037】
好ましい一つの態様では、アクリル系重合体の合成に使用するアルキル(メタ)アクリレートの総量のうち凡そ50質量%以上(より好ましくは70質量%以上、例えば凡そ90質量%以上)が、上記式(1)におけるR2がC2−14(好ましくはC2−10、より好ましくはC4−8)のアルキル(メタ)アクリレートである。このようなモノマー組成によると、常温付近における貯蔵弾性率が粘着剤として好適な範囲となるアクリル系重合体が得られやすい。使用するアルキル(メタ)アクリレートの実質的に全部がC2−14アルキル(メタ)アクリレートであってもよい。
【0038】
ここに開示される技術におけるアクリル系重合体を構成するアルキル(メタ)アクリレートは、ブチルアクリレート(BA)単独であってもよく、2−エチルヘキシルアクリレート(2EHA)単独であってもよく、BAと2EHAとの二種であってもよい。アルキル(メタ)アクリレートとしてBAおよび2EHAを組み合わせて用いる場合、それらの使用比率は特に制限されない。例えば、BAと2EHAとの合計量のうち概ね40質量%以上(例えば凡そ45〜95質量%)が2EHAである比率を好ましく採用し得る。
【0039】
アクリル系重合体を構成するモノマー成分としては、アルキル(メタ)アクリレートが主成分となる範囲で、アルキル(メタ)アクリレートと共重合可能な他のモノマー(「共重合性モノマー成分」と称する場合がある。)が用いられていてもよい。アクリル系重合体を構成するモノマー成分の総量に対するアルキル(メタ)アクリレートの割合は、凡そ80質量%以上(典型的には80〜99.8質量%)とすることができ、好ましくは85質量%以上(例えば85〜99.5質量%)である。アルキル(メタ)アクリレートの割合が90質量以上(例えば90〜99質量%)であってもよい。
【0040】
上記共重合性モノマー成分は、アクリル系重合体に架橋点を導入したり、アクリル系重合体の凝集力を高めたりするために役立ち得る。かかる共重合性モノマーは、単独で、または二種以上を組み合わせて用いることができる。
【0041】
より具体的には、アクリル系重合体に架橋点を導入するための共重合性モノマー成分として、各種の官能基含有モノマー成分(典型的には、熱により架橋する架橋点をアクリル系重合体に導入するための、熱架橋性官能基含有モノマー成分)を用いることができる。かかる官能基含有モノマー成分を用いることにより、被着体に対する接着力を向上させ得る。このような官能基含有モノマー成分は、アルキル(メタ)アクリレートと共重合可能であり、且つ架橋点となる官能基を提供し得るモノマー成分であればよく、特に制限されない。例えば、以下のような官能基含有モノマー成分を、単独で、あるいは二種以上を組み合わせて用いることができる。
【0042】
カルボキシル基含有モノマー:例えば、アクリル酸、メタクリル酸、クロトン酸等の、エチレン性不飽和モノカルボン酸;マレイン酸、イタコン酸、シトラコン酸等の、エチレン性不飽和ジカルボン酸およびその無水物(無水マレイン酸、無水イコタン酸等)。
水酸基含有モノマー:例えば、2−ヒドロキシエチル(メタ)アクリレート、2−ヒドロキシプロピル(メタ)アクリレート、3−ヒドロキシプロピル(メタ)アクリレート、2−ヒドロキシブチル(メタ)アクリレート等の、ヒドロキシアルキル(メタ)アクリレート類;ビニルアルコール、アリルアルコール等の、不飽和アルコール類。
【0043】
アミド基含有モノマー:例えば、(メタ)アクリルアミド、N,N−ジメチル(メタ)アクリルアミド、N−ブチル(メタ)アクリルアミド、N−メチロール(メタ)アクリルアミド、N−メチロールプロパン(メタ)アクリルアミド、N−メトキシメチル(メタ)アクリルアミド、N−ブトキシメチル(メタ)アクリルアミド。
アミノ基含有モノマー:例えば、アミノエチル(メタ)アクリレート、N,N−ジメチルアミノエチル(メタ)アクリレート、t−ブチルアミノエチル(メタ)アクリレート。
【0044】
エポキシ基を有するモノマー:例えば、グリシジル(メタ)アクリレート、メチルグリシジル(メタ)アクリレート、アリルグリシジルエーテル。
シアノ基含有モノマー:例えば、アクリロニトリル、メタクリロニトリル。
ケト基含有モノマー:例えば、ジアセトン(メタ)アクリルアミド、ジアセトン(メタ)アクリレート、ビニルメチルケトン、ビニルエチルケトン、アリルアセトアセテート、ビニルアセトアセテート。
【0045】
窒素原子含有環を有するモノマー:例えば、N−ビニル−2−ピロリドン、N−メチルビニルピロリドン、N−ビニルピリジン、N−ビニルピペリドン、N−ビニルピリミジン、N−ビニルピペラジン、N−ビニルピラジン、N−ビニルピロール、N−ビニルイミダゾール、N−ビニルオキサゾール、N−ビニルモルホリン、N−ビニルカプロラクタム、N−(メタ)アクリロイルモルホリン。
【0046】
アルコキシシリル基含有モノマー:例えば、3−(メタ)アクリロキシプロピルトリメトキシシラン、3−(メタ)アクリロキシプロピルトリエトキシシラン、3−アクリロキシプロピルトリエトキシシラン、3−(メタ)アクリロキシプロピルメチルジメトキシシラン、3−(メタ)アクリロキシプロピルメチルジエトキシシラン。
【0047】
このような官能基含有モノマー成分のうち、カルボキシル基含有モノマーまたはその酸無水物から選択される一種または二種以上を好ましく用いることができる。官能基含有モノマー成分の実質的に全部がカルボキシル基含有モノマーであってもよい。なかでも好ましいカルボキシル基含有モノマーとして、アクリル酸およびメタクリル酸が例示される。これらの一方を単独で用いてもよく、アクリル酸とメタクリル酸とを任意の割合で組み合わせて用いてもよい。
【0048】
上記官能基含有モノマー成分は、例えば、アルキル(メタ)アクリレート100質量部に対して凡そ12質量部以下(例えば凡そ0.5〜12質量部、好ましくは凡そ1〜8質量部)の範囲で用いることが好ましい。官能基含有モノマー成分の使用量が多すぎると、凝集力が高くなりすぎて粘着特性(例えば接着力)が低下傾向となることがあり得る。
【0049】
また、アクリル系重合体の凝集力を高めるために、上述した官能基含有モノマー以外の他の共重合成分を用いることができる。かかる共重合成分としては、例えば、酢酸ビニル、プロピオン酸ビニル等の、ビニルエステル系モノマー;スチレン、置換スチレン(α−メチルスチレン等)、ビニルトルエン等の、芳香族ビニル化合物;シクロアルキル(メタ)アクリレート[シクロヘキシル(メタ)アクリレート、シクロペンチルジ(メタ)アクリレート等]、イソボルニル(メタ)アクリレート等の、非芳香族性環含有(メタ)アクリレート;アリール(メタ)アクリレート[例えばフェニル(メタ)アクリレート]、アリールオキシアルキル(メタ)アクリレート[例えばフェノキシエチル(メタ)アクリレート]、アリールアルキル(メタ)アクリレート[例えばベンジル(メタ)アクリレート]等の、芳香族性環含有(メタ)アクリレート;エチレン、プロピレン、イソプレン、ブタジエン、イソブチレン等の、オレフィン系モノマー;塩化ビニル、塩化ビニリデン等の塩素含有モノマー;2−(メタ)アクリロイルオキシエチルイソシアネート等の、イソシアネート基含有モノマー;メトキシエチル(メタ)アクリレート、エトキシエチル(メタ)アクリレート等の、アルコキシ基含有モノマー;メチルビニルエーテル、エチルビニルエーテル等の、ビニルエーテル系モノマー;等が挙げられる。
【0050】
共重合性モノマー成分の他の例として、一分子内に複数の官能基を有するモノマーが挙げられる。かかる多官能モノマーの例として、1,6−ヘキサンジオールジ(メタ)アクリレート、エチレングリコールジ(メタ)アクリレート、ジエチレングリコールジ(メタ)アクリレート、トリエチレングリコールジ(メタ)アクリレート、テトラエチレングリコールジ(メタ)アクリレート、(ポリ)エチレングリコールジ(メタ)アクリレート、プロピレングリコールジ(メタ)アクリレート、(ポリ)プロピレングリコールジ(メタ)アクリレート、ネオペンチルグリコールジ(メタ)アクリレート、ペンタエリスリトールジ(メタ)アクリレート、トリメチロールプロパントリ(メタ)アクリレート、ペンタエリスリトールトリ(メタ)アクリレート、ジペンタエリスリトールヘキサ(メタ)アクリレート、グリセリンジ(メタ)アクリレート、エポキシアクリレート、ポリエステルアクリレート、ウレタンアクリレート、ジビニルベンゼン、ブチルジ(メタ)アクリレート、ヘキシルジ(メタ)アクリレート、等が挙げられる。
【0051】
このようなモノマーを重合させて水分散型アクリル系重合体を得る方法としては、公知乃至慣用の重合方法を採用することができ、エマルション重合法を好ましく用いることができる。エマルション重合を行う際のモノマー供給方法としては、全モノマー原料を一度に供給する一括仕込み方式、連続供給(滴下)方式、分割供給(滴下)方式等を適宜採用することができる。モノマーの一部または全部(典型的には全部)をあらかじめ水(典型的には、後述するような乳化剤の適当量を水とともに使用する。)と混合して乳化し、その乳化液(モノマーエマルション)を反応容器内に一括、連続あるいは分割して供給してもよい。重合温度は、使用するモノマーの種類、重合開始剤の種類等に応じて適宜選択することができ、例えば20℃〜100℃(典型的には40℃〜80℃)程度とすることができる。
【0052】
重合時に用いる重合開始剤としては、重合方法の種類に応じて、公知乃至慣用の重合開始剤から適宜選択することができる。例えば、エマルション重合法において、アゾ系重合開始剤を好ましく使用し得る。アゾ系重合開始剤の具体例としては、2,2’−アゾビスイソブチロニトリル、2,2’−アゾビス(2−メチルプロピオンアミジン)二硫酸塩、2,2’−アゾビス(2−アミジノプロパン)ジヒドロクロライド、2,2’−アゾビス[2−(5−メチル−2−イミダゾリン−2−イル)プロパン]ジヒドロクロライド、2,2’−アゾビス(N,N’−ジメチレンイソブチルアミジン)、2,2’−アゾビス[N−(2−カルボキシエチル)−2−メチルプロピオンアミジン]ハイドレート、2,2’−アゾビス(4−メトキシ−2,4−ジメチルバレロニトリル)、2,2’−アゾビス(2,4−ジメチルバレロニトリル)、2,2’−アゾビス(2−メチルブチロニトリル)、1,1’−アゾビス(シクロヘキサン−1−カルボニトリル)、2,2’−アゾビス(2,4,4−トリメチルペンタン)、ジメチル−2,2’−アゾビス(2−メチルプロピオネート)等が挙げられる。
【0053】
重合開始剤の他の例としては、過硫酸カリウム、過硫酸アンモニウム等の過硫酸塩;ベンゾイルパーオキサイド、t−ブチルハイドロパーオキサイド、ジ−t−ブチルパーオキサイド、t−ブチルパーオキシベンゾエート、ジクミルパーオキサイド、1,1−ビス(t−ブチルパーオキシ)−3,3,5−トリメチルシクロヘキサン、1,1−ビス(t−ブチルパーオキシ)シクロドデカン、過酸化水素等の、過酸化物系開始剤;フェニル置換エタン等の、置換エタン系開始剤;芳香族カルボニル化合物;等が挙げられる。重合開始剤のさらに他の例として、過酸化物と還元剤との組み合わせによるレドックス系開始剤が挙げられる。かかるレドックス系開始剤の例としては、過酸化物とアスコルビン酸との組み合わせ(過酸化水素水とアスコルビン酸との組み合わせ等)、過酸化物と鉄(II)塩との組み合わせ(過酸化水素水と鉄(II)塩との組み合わせ等)、過硫酸塩と亜硫酸水素ナトリウムとの組み合わせ、等が挙げられる。
【0054】
このような重合開始剤は、単独で、または二種以上を組み合わせて使用することができる。重合開始剤の使用量は、通常の使用量であればよく、例えば、全モノマー成分100質量部に対して0.005〜1質量部(典型的には0.01〜1質量部)程度の範囲から選択することができる。重合開始剤の使用量が多すぎるか或いは少なすぎると、所望の粘着性能が得られ難くなる場合があり得る。
【0055】
重合の際には、必要に応じて連鎖移動剤(分子量調節剤あるいは重合度調節剤としても把握され得る。)を使用することができる。連鎖移動剤としては、公知または慣用の連鎖移動剤を用いることができ、例えば、ドデシルメルカプタン(ドデカンチオール)、ラウリルメルカプタン、グリシジルメルカプタン、2−メルカプトエタノール、メルカプト酢酸、チオグリコール酸2−エチルヘキシル、2,3−ジメチルカプト−1−プロパノール等のメルカプタン類の他、α−メチルスチレンダイマー等が挙げられる。このような連鎖移動剤は、単独でまたは2種以上組み合わせて使用することができる。連鎖移動剤の使用量は、通常と同程度の使用量であればよく、例えば、モノマー原料100質量部に対して凡そ0.001〜0.5質量部程度の範囲から選択することができる。
【0056】
ここに開示される技術においてモノマー原料をエマルション重合させる好ましい一態様では、重合開始剤を有する反応容器に上記モノマー原料を供給して系を常温よりも高い重合温度(好ましくは凡そ40℃〜80℃、例えば凡そ50℃〜70℃)に維持することにより、該モノマー原料の重合反応を行う。その後、反応容器の内容物(反応液)を典型的には常温まで冷却する。例えば、重合開始剤の全量が仕込まれた反応容器にモノマー原料の全量を一括して供給してもよく、モノマー原料の全量を所定時間に亘って連続的に供給してもよく(連続供給)、あるいはモノマー原料の全量をいくつかに分割して所定時間(例えば凡そ5分〜60分)毎に供給してもよい(分割供給)。上記モノマー原料の連続供給を行う場合、該供給を行う時間は、通常は凡そ1時間〜8時間程度とすることが適当であり、好ましくは凡そ2時間〜6時間程度(例えば凡そ3時間〜5時間程度)である。また、上記モノマー原料の分割供給を行う場合には、最初のモノマー原料画分が供給されてから最後のモノマー原料画分が供給されるまでの時間を通常は凡そ1時間〜8時間程度とすることが適当であり、好ましくは凡そ2時間〜6時間程度(例えば凡そ3時間〜5時間程度)である。あるいは、重合開始剤の一部が仕込まれた反応容器にモノマー原料の少なくとも一部を供給して該モノマー原料の重合を開始させ、残りの重合開始剤は所定時間に亘って連続的に、あるいはいくつかに分割して所定時間毎に供給してもよい。通常は、モノマー原料の供給終了とほぼ同時あるいはモノマー原料の供給終了よりも前に、重合開始剤の供給を終了することが好ましい。
【0057】
重合時間(モノマー原料の重合反応を行う時間をいい、該重合反応を開始させてから系を重合温度に保つ時間として把握され得る。)は、使用する重合開始剤の種類、重合温度、重合開始剤およびモノマー原料の供給態様等に応じて適宜設定することができる。例えば、重合時間を凡そ2時間〜12時間程度とすることができ、生産性等の観点から通常は凡そ4時間〜8時間程度とすることが好ましい。また、モノマー原料の全量を反応容器に供給し終えてから所定時間は反応容器の内容物(反応液)を重合温度に保持する(いわゆる熟成を行う)ことが好ましい。かかる熟成を行うことによって、反応液中に残存するモノマーの量を減らし、よりTVOC量の少ない粘着剤層を形成可能なアクリル系ポリマーを得ることができる。この熟成期間は例えば凡そ30分〜4時間程度とすることができ、生産性等の観点から通常は凡そ1時間〜3時間程度とすることが好ましい。なお、ここでいう重合時間は上記熟成期間を含む。したがって、例えば重合開始剤の全量が仕込まれた反応容器を重合温度に保持してここにモノマー原料の全量を4時間かけて連続的に供給し、該モノマー原料の供給を終えてから2時間に亘り系を引き続き該重合温度に保持して反応液の熟成を行った場合の重合時間は6時間となる。重合温度は重合時間の全期間に亘って一定でもよく、一部の期間と他の期間とで異なってもよい。例えば、所定の重合温度でモノマー原料を供給した後、より高い重合温度で熟成を行ってもよい。
【0058】
ここに開示される技術においてモノマー原料をエマルション重合させる好ましい一態様では、モノマー原料を反応容器に供給し終えてから間隔をあけて、該反応容器の内容物(反応液)に追加の重合開始剤を供給する。このように追加の重合開始剤(以下「追加開始剤」ともいう。)を供給することにより、反応液中に残存するモノマーの量を効果的に減少させる(典型的には、該残存モノマーの重合を促進する)ことができる。このことによって、よりTVOC量の少ない粘着剤層を形成可能なアクリル系ポリマーを得ることができる。使用する追加開始剤は、先にモノマー原料の重合反応に使用された重合開始剤(すなわち、モノマー原料の供給終了前に反応容器に導入された重合開始剤。以下「主開始剤」ともいう。)と同一であってもよく異なってもよい。残存モノマー量の減少を効率よく行い得る追加開始剤として、主開始剤(例えば、アゾ系重合開始剤、過硫酸塩、過酸化物系重合開始剤等から選択される開始剤)よりも半減期温度の低い重合開始剤(例えば、アゾ系重合開始剤、過硫酸塩、過酸化物系重合開始剤等から選択される開始剤)を好ましく用いることができる。また、追加開始剤としてレドックス系重合開始剤を用いることも好ましい。例えば、過酸化物(過酸化水素等)とアスコルビン酸との組み合わせ、過酸化物(過酸化水素等)と鉄(II)塩との組み合わせ、過硫酸塩(過硫酸アンモニウム等)と亜硫酸水素ナトリウムとの組み合わせ等によるレドックス系重合開始剤を好ましく採用することができる。なかでも、レドックス反応後に余分な残留物を生じないことから、過酸化水素(典型的には、濃度1〜35%程度の過酸化水素水の形態で用いられる。)とアスコルビン酸との組み合わせが好適である。追加開始剤の使用量は特に限定されず、例えばモノマー原料100質量部に対して凡そ0.005〜1質量部程度の範囲から選択することができる。
【0059】
かかる追加開始剤を反応液に供給(添加)する好適なタイミングは、該追加開始剤の種類によっても異なり得る。モノマー原料を反応容器に供給し終えてから間隔をあけて(典型的には凡そ10分〜4時間、例えば凡そ1時間〜3時間程度経過後に)、且つ反応液の冷却を終える前に行うことが好ましい。例えば、熱により分解してラジカルを発生することで残存モノマーを減少させるタイプの追加開始剤(アゾ系重合開始剤、過硫酸塩、過酸化物系重合開始剤等)では、上記熟成期間の途中で(例えば、該熟成期間の凡そ30〜95%が経過した時点で)追加開始剤を添加することが好ましい。また、レドックス系の追加開始剤を使用する場合には、熟成期間の終了前後(例えば、追加開始剤の投入とほぼ同時に冷却を開始する態様)または反応液を冷却する途中で追加開始剤を添加する態様を好ましく採用することができる。このことによって、生産性への影響を抑えつつ残存モノマー量を効果的に減少させることができる。なお、追加開始剤の添加は一度に行ってもよく、連続的にまたは分割して行ってもよい。操作が簡便であることから、追加開始剤を一度に添加する態様を好ましく採用することができる。
【0060】
なお、上記エマルション重合においては、上記追加開始剤の使用により残存モノマー量を効率よく減少させ得ることから、重合時間を極端に長くしなくても(例えば、重合時間を凡そ8時間以下としても)、残存モノマー量が十分に低減されたアクリル系ポリマーのエマルションを得ることができる。かかるアクリル系ポリマーエマルションに粘着付与樹脂を配合してなる粘着剤組成物によると、トルエン放散量およびTVOC量が高度に低減された粘着剤層が形成され得る。このように極端に長い重合時間を必要とすることなく粘着剤の低VOC化を実現し得ることは、粘着剤組成物および該組成物を用いて製造される粘着シートの生産性向上の観点から好ましい。
【0061】
かかるエマルション重合により、アクリル系重合体が水に分散したエマルション形態の重合液(アクリル系重合体エマルション)が得られる。ここに開示される技術における水分散型アクリル系重合体としては、上記重合液または該重合液に適当な後処理を施したものを好ましく用いることができる。あるいは、エマルション重合方法以外の重合方法(例えば、溶液重合、光重合、バルク重合等)によりアクリル系重合体を合成し、該重合体を水に分散させて調製された水分散型アクリル系重合体を用いてもよい。
【0062】
水分散型アクリル系重合体の調製に当たっては、必要に応じて乳化剤を用いることができる。乳化剤としては、アニオン系、ノニオン系、カチオン系のいずれも使用可能である。通常は、アニオン系またはノニオン系の乳化剤の使用が好ましい。このような乳化剤は、例えば、モノマー成分をエマルション重合させる際や、他の方法で得られたアクリル系重合体を水に分散させる際等に好ましく使用することができる。乳化剤の使用量は、アクリル系ポリマーをエマルジョンの形態に調製することが可能な使用量であればよく、特に制限されない。例えば、アクリル系共重合体100質量部当たり、固形分基準で例えば凡そ0.2〜10質量部(好ましくは凡そ0.5〜5質量部)程度の範囲から選択することが適当である。
【0063】
ここに開示される技術における粘着剤組成物は、上記アクリル系重合体に加えて、さらに粘着付与樹脂を含有し得る。粘着付与樹脂としては、特に制限されないが、例えば、ロジン系、テルペン系、炭化水素系、エポキシ系、ポリアミド系、エラストマー系、フェノール系、ケトン系等、の各種粘着付与樹脂を用いることができる。このような粘着付与樹脂は、単独で、または二種以上を組み合わせて使用することができる。
【0064】
具体的には、ロジン系粘着付与樹脂としては、例えば、ガムロジン、ウッドロジン、トール油ロジン等の未変性ロジン(生ロジン);これらの未変性ロジンを水添化、不均化、重合等により変性した変性ロジン(水添ロジン、不均化ロジン、重合ロジン、その他の化学的に修飾されたロジン等);その他の各種ロジン誘導体;等が挙げられる。上記ロジン誘導体としては、例えば、未変性ロジンをアルコール類によりエステル化したもの(すなわち、ロジンのエステル化物)、変性ロジン(水添ロジン、不均化ロジン、重合ロジン等)をアルコール類によりエステル化したもの(すなわち、変性ロジンのエステル化物)等のロジンエステル類;未変性ロジンや変性ロジン(水添ロジン、不均化ロジン、重合ロジン等)を不飽和脂肪酸で変性した不飽和脂肪酸変性ロジン類;ロジンエステル類を不飽和脂肪酸で変性した不飽和脂肪酸変性ロジンエステル類;未変性ロジン、変性ロジン(水添ロジン、不均化ロジン、重合ロジン等)、不飽和脂肪酸変性ロジン類または不飽和脂肪酸変性ロジンエステル類におけるカルボキシル基を還元処理したロジンアルコール類;未変性ロジン、変性ロジン、各種ロジン誘導体等のロジン類(特に、ロジンエステル類)の金属塩;ロジン類(未変性ロジン、変性ロジン、各種ロジン誘導体等)にフェノールを酸触媒で付加させ熱重合することにより得られるロジンフェノール樹脂;等が挙げられる。
【0065】
テルペン系粘着付与樹脂としては、例えば、α−ピネン重合体、β−ピネン重合体、ジペンテン重合体などのテルペン系樹脂;これらのテルペン系樹脂を変性(フェノール変性、芳香族変性、水素添加変性、炭化水素変性等)した変性テルペン系樹脂;等が挙げられる。上記変性テルペン樹脂としては、テルペン−フェノール系樹脂、スチレン変性テルペン系樹脂、芳香族変性テルペン系樹脂、水素添加テルペン系樹脂等が例示される。
【0066】
炭化水素系粘着付与樹脂としては、例えば、脂肪族系炭化水素樹脂、芳香族系炭化水素樹脂、脂肪族系環状炭化水素樹脂、脂肪族・芳香族系石油樹脂(スチレン−オレフィン系共重合体等)、脂肪族・脂環族系石油樹脂、水素添加炭化水素樹脂、クマロン系樹脂、クマロンインデン系樹脂等の各種の炭化水素系の樹脂が挙げられる。脂肪族系炭化水素樹脂としては、炭素数4〜5程度のオレフィンおよびジエンから選択される一種または二種以上の脂肪族炭化水素の重合体等が例示される。上記オレフィンの例としては、1−ブテン、イソブチレン、1−ペンテン等が挙げられる。上記ジエンの例としては、ブタジエン、1,3−ペンタジエン、イソプレン等が挙げられる。芳香族系炭化水素樹脂としては、炭素数8〜10程度のビニル基含有芳香族系炭化水素(スチレン、ビニルトルエン、α−メチルスチレン、インデン、メチルインデン等)の重合体等が例示される。脂肪族系環状炭化水素樹脂としては、いわゆる「C4石油留分」や「C5石油留分」を環化二量体化した後に重合させた脂環式炭化水素系樹脂;環状ジエン化合物(シクロペンタジエン、ジシクロペンタジエン、エチリデンノルボルネン、ジペンテン等)の重合体またはその水素添加物;芳香族系炭化水素樹脂または脂肪族・芳香族系石油樹脂の芳香環を水素添加した脂環式炭化水素系樹脂;等が例示される。
【0067】
ここに開示される技術では、軟化点(軟化温度)が凡そ100℃以上(典型的には凡そ110℃以上、好ましくは凡そ120℃以上、さらに好ましくは凡そ140℃以上)の粘着付与樹脂が好ましく使用される。かかる軟化点を有する粘着付与樹脂によると、より高性能な(例えば、接着性および耐熱性のうち少なくとも一方が更に改善された)粘着シートが実現され得る。粘着付与樹脂の軟化点の上限は特に制限されず、例えば凡そ170℃以下(好ましくは凡そ160℃以下、さらに好ましくは凡そ155℃以下)であり得る。軟化点が170℃よりも高すぎる粘着付与樹脂では、アクリル系重合体との相溶性が低下傾向となることがあり得る。
【0068】
粘着付与樹脂は、一種を単独で使用してもよく、二種以上を組み合わせて使用してもよい。例えば、高軟化点(例えば凡そ130℃以上)の粘着付与樹脂と、より軟化点の低い(例えば、軟化点が凡そ80〜120℃の)粘着付与樹脂とを、適宜の割合で組み合わせて使用することができる。このことによって、他の特性の低下を抑えつつ、低温特性(低温条件下における接着性、タック等)を向上させることができる。高温環境下における凝集性等の観点から、使用する粘着付与樹脂の合計質量のうち凡そ50%以上は高軟化点の粘着付与樹脂とすることが好ましい。
【0069】
なお、ここでいう粘着付与樹脂の軟化点は、JIS K 5902およびJIS K 2207に規定する軟化点試験方法(環球法)に基づいて測定された値として定義される。具体的には、試料をできるだけ低温ですみやかに融解し、これを平らな金属板の上に置いた環の中に、泡ができないように注意して満たす。冷えたのち、少し加熱した小刀で環の上端を含む平面から盛り上がった部分を切り去る。つぎに、径85mm以上、高さ127mm以上のガラス容器(加熱浴)の中に支持器(環台)を入れ、グリセリンを深さ90mm以上となるまで注ぐ。つぎに、鋼球(径9.5mm、重量3.5g)と、試料を満たした環とを互いに接触しないようにしてグリセリン中に浸し、グリセリンの温度を20℃プラスマイナス5℃に15分間保つ。つぎに、環中の試料の表面の中央に鋼球をのせ、これを支持器の上の定位置に置く。つぎに、環の上端からグリセリン面までの距離を50mmに保ち、温度計を置き、温度計の水銀球の中心の位置を環の中心と同じ高さとし、容器を加熱する。加熱に用いるブンゼンバーナーの炎は、容器の底の中心と縁との中間にあたるようにし、加熱を均等にする。なお、加熱が始まってから40℃に達したのちの浴温の上昇する割合は、毎分5.0プラスマイナス0.5℃でなければならない。試料がしだいに軟化して環から流れ落ち、ついに底板に接触したときの温度を読み、これを軟化点とする。軟化点の測定は、同時に2個以上行い、その平均値を採用する。
【0070】
このような粘着付与樹脂は、該樹脂が水に分散したエマルション(粘着付与樹脂エマルション)の形態で好ましく使用され得る。例えば、アクリル系ポリマーの水性エマルションと上記粘着付与樹脂の水性エマルションとを混合することにより、これらの成分を所望の割合で含有する粘着剤組成物を容易に調製することができる。粘着付与樹脂エマルションとしては、少なくとも芳香族炭化水素系溶剤を実質的に含有しない(より好ましくは、芳香族炭化水素系溶剤その他の有機溶剤を実質的に含有しない)ものを用いることが好ましい。このことによって、よりトルエン放散量の少ない粘着剤層が提供され得る。
【0071】
上記粘着付与樹脂エマルションは、必要に応じて乳化剤を用いて調製されたものであり得る。乳化剤としては、アクリル系重合体エマルションの調製に使用し得る乳化剤と同様のものから、一種または二種以上を適宜選択して用いることができる。乳化剤の使用量は、粘着付与樹脂をエマルションの形態に調製可能な量であれば特に制限されず、例えば、粘着付与樹脂100質量部(固形分基準)に対して0.2〜10質量部(好ましくは0.5〜5質量部)程度の範囲から選択することができる。
【0072】
ここに開示される技術において好ましく使用し得る粘着付与樹脂エマルションとして、例えば、商品名「SK−253NS」(ハリマ化成株式会社製;軟化点145℃;有機溶剤を実質上全く用いずに製造された粘着付与樹脂含有エマルション)、商品名「タマノルE−200−NT」(荒川化学株式会社製;軟化点150℃;脂環式炭化水素系有機溶剤を用いて製造された粘着付与樹脂含有エマルション)等が挙げられる。
【0073】
ここに開示される技術において、アクリル系ポリマーに配合される粘着付与樹脂の量は特に制限されず、目的とする粘着性能(粗面接着性、ポリオレフィン等の低極性材料に対する接着性等)に応じて適宜設定することができる。アクリル系ポリマー100質量部に対して粘着付与樹脂(固形分基準)を凡そ5〜100質量部(好ましくは凡そ10〜80質量部、より好ましくは凡そ15〜60質量部、例えば凡そ20〜40部)の割合で使用することができる。粘着付与樹脂の使用量が少なすぎると、該粘着樹脂の添加による接着性(例えば、粗面やポリオレフィン製部材のように難接着性の被着体に対する接着性)向上効果が十分に発揮され難くなる場合がある。また、粘着付与樹脂の使用量が多すぎると、アクリル系ポリマーとの相溶性が不足しやすく、また低温特性が低下しがちとなることがある。また、粘着剤層(ひいては粘着シート)のトルエン放散量やTVOC量を高度に低減するためにも、粘着付与樹脂の過剰な使用は避けることが望ましい。
【0074】
上記粘着剤組成物には、必要に応じて架橋剤が配合されていてもよい。架橋剤の種類は特に制限されず、公知または慣用の架橋剤(例えば、イソシアネート系架橋剤、エポキシ系架橋剤、オキサゾリン系架橋剤、アジリジン系架橋剤、メラミン系架橋剤、過酸化物系架橋剤、尿素系架橋剤、金属アルコキシド系架橋剤、金属キレート系架橋剤、金属塩系架橋剤、カルボジイミド系架橋剤、アミン系架橋剤等)から適宜選択して用いることができる。油溶性架橋剤、水溶性架橋剤のいずれも使用可能である。架橋剤は単独でまたは2種以上組み合わせて用いることができる。架橋剤の使用量は特に制限されず、例えば、アクリル系ポリマー100質量部に対して凡そ20質量部以下(例えば凡そ0.005〜20質量部、好ましくは凡そ0.01〜10質量部)程度の範囲から選択することができる。なお、このような架橋剤を用いる代わりに、あるいは該架橋剤の使用に加えて、電子線や紫外線の活性エネルギー線を照射することによって粘着剤を架橋させてもよい。
【0075】
上記粘着剤組成物は、必要に応じて、pH調整等の目的で使用される酸または塩基(アンモニア水等)を含有するものであり得る。該組成物に含有され得る他の任意成分としては、粘度調整剤(増粘剤等)、レベリング剤、剥離調整剤、可塑剤、軟化剤、充填剤、着色剤(顔料、染料等)、界面活性剤、帯電防止剤、防腐剤、老化防止剤、紫外線吸収剤、酸化防止剤、光安定剤等の、水性粘着剤組成物の分野において一般的な各種の添加剤が例示される。
【0076】
ここに開示される技術における粘着剤層は、種々の方法で作製され得る。例えば、該粘着剤層が両面粘着タイプであって基材付き両面粘着シートの形態である場合、非剥離性基材の一方の表面および他方の表面に対して、基材に粘着剤組成物を直接付与して乾燥または硬化させることで該基材上に膜状の粘着剤(粘着剤膜)を形成する方法(直接法);および、剥離ライナーの剥離面上に形成した粘着剤膜を基材に貼り合わせ、該粘着剤膜を基材に転写する方法(転写法);から選択されるいずれかの方法を適用することにより、上記基材の両面に粘着剤を有する両面粘着シートを形成することができる。また、上記粘着剤層が両面粘着タイプであって基材レス両面粘着シートの形態である場合には、例えば剥離ライナーの剥離面に粘着剤組成物を直接付与して乾燥または硬化させることにより、該剥離面上に粘着剤層を形成することができる。また、上記粘着剤層が片面粘着タイプであって該粘着剤層の背面が支持シート(基材)の非剥離面に接合している場合には、該粘着剤層の形成方法として、上記直接法、上記転写法等を好ましく採用することができる。
【0077】
粘着剤組成物の付与(典型的には塗布)に際しては、慣用のコーター(例えば、グラビヤロールコーター、リバースロールコーター、キスロールコーター、ディップロールコーター、バーコーター、ナイフコーター、スプレーコーター等)を用いることができる。粘着剤層の厚みは特に限定されず、例えば凡そ2μm〜200μm(好ましくは凡そ5μm〜100μm)程度であり得る。
【0078】
ここに開示される粘着製品において、粘着剤層の背面上に配置される支持シート(前面すなわち粘着剤層側の表面が剥離面であるもの及び非剥離面であるものを包含する。)としては、例えば、ポリオレフィン(ポリエチレン、ポリプロピレン、エチレン−プロピレン共重合体等)製フィルム、ポリエステル(ポリエチレンテレフタレート等)製フィルム、塩化ビニル系樹脂製フィルム、酢酸ビニル系樹脂製フィルム、ポリイミド系樹脂製フィルム、ポリアミド系樹脂製フィルム、フッ素系樹脂製フィルム、その他セロハン類等のプラスチックフィルム類;和紙、クラフト紙、グラシン紙、上質紙、合成紙、トップコート紙等の紙類;各種の繊維状物質(天然繊維、半合成繊維または合成繊維のいずれでもよい。例えば、綿繊維、スフ、マニラ麻、パルプ、レーヨン、アセテート繊維、ポリエステル繊維、ポリビニルアルコール繊維、ポリアミド繊維、ポリオレフィン繊維等)の単独または混紡等による織布や不織布等の布類;天然ゴム、ブチルゴム等からなるゴムシート類;発泡ポリウレタン、発泡ポリクロロプレンゴム等の発泡体からなる発泡体シート類;アルミニウム箔、銅箔等の金属箔;これらの複合体;等を用いることができる。前記プラスチックフィルム類は、無延伸タイプであってもよく、延伸タイプ(一軸延伸タイプまたは二軸延伸タイプ)であってもよい。支持シートには、必要に応じて、充填剤(無機充填剤、有機充填剤など)、老化防止剤、酸化防止剤、紫外線吸収剤、帯電防止剤、滑剤、可塑剤、着色剤(顔料、染料など)等の各種添加剤が配合されていてもよい。支持シートは、単層の形態を有していてもよく、積層された形態を有していてもよい。支持シートの厚さは目的に応じて適宜選択できる。一般的には、例えば凡そ10μm〜500μm程度とすることが適当である。
【0079】
少なくとも一方の表面(前面および/または背面)が剥離面となっている形態の支持シートとしては、当該表面に剥離処理が施された(典型的には、剥離処理剤による剥離処理層が設けられた)支持シートを好適に用いることができる。上記剥離処理層の形成には、公知または慣用の剥離処理剤(例えば、シリコーン系、フッ素系、長鎖アルキル系等の剥離処理剤)を用いることができる。また、フッ素系ポリマー(例えば、ポリテトラフルオロエチレン、ポリクロロトリフルオロエチレン、ポリフッ化ビニル、ポリフッ化ビニリデン、テトラフルオロエチレン−ヘキサフルオロプロピレン共重合体、クロロフルオロエチレン−フッ化ビニリデン共重合体等のフッ素系樹脂)、低極性ポリマー(例えば、ポリエチレン、ポリプロピレン等のオレフィン系樹脂)等の低接着性材料からなる支持シートでは、該シートの表面を、特に剥離処理を施すことなく剥離面として利用することができる。あるいは、低接着性材料からなる支持シートの表面に更に剥離処理を施してもよい。
【0080】
少なくとも前面が剥離面となっているタイプの支持シート(剥離ライナー)としては、紙(上質紙、グラシン紙等が好適である。)の少なくとも前面(粘着剤層側の面)にポリエチレンがラミネートされ、その表面にシリコーン系剥離処理剤による剥離処理(シリコーン処理)が施されたものを好ましく使用し得る。より好ましい支持シートとして、紙の前面および背面の両方にポリエチレンがラミネートされ、その少なくとも前面にシリコーン処理が施されたものが挙げられる。紙の背面をポリエチレンでラミネートすることにより、支持シート(特に、該シートを構成する紙)が吸湿してシワが生じる事象を防止し、経時や湿度上昇時にも背面の標章を見やすく表示することができる。
【0081】
ここに開示される粘着製品が片面粘着タイプの粘着シートを含んで構成されている場合、該粘着シートにおける支持シートの前面(非剥離性の表面)には、粘着剤の投錨性を高めるために、コロナ放電処理、プラズマ処理、下塗り剤の塗布等の、公知または慣用の表面処理が施されていてもよい。
【0082】
また、ここに開示される粘着剤層が基材付き両面粘着シートとして構成されている場合、その基材(非剥離性基材)としては、上記で例示した支持シートと同様のもの(各種プラスチックフィルム類、紙類、布類、ゴムシート類、発泡体シート類、金属箔、これらの複合体等)を適宜選択して用いることができる。好適例として、紙類および布類(不織布等)が挙げられる。
【0083】
以下、本発明に関するいくつかの実施例を説明するが、本発明をかかる実施例に示すものに限定することを意図したものではない。なお、以下の説明において「部」および「%」は、特に断りがない限り質量基準である。
【0084】
<例1>
冷却管、窒素導入管、温度計および攪拌機を備えた反応容器に、イオン交換水35部を入れ、窒素ガスを導入しながら60℃で1時間以上攪拌して窒素置換を行った。この反応容器に、2,2’−アゾビス[N−(2−カルボキシエチル)−2−メチルプロピオンアミジン]ハイドレート(重合開始剤)(和光純薬工業株式会社から入手可能な商品名「VA−057」を使用した。)0.1部を加えた。系を60℃に保ちつつ、ここにモノマーエマルションを4時間かけて徐々に滴下して乳化重合反応を進行させた。モノマーエマルションとしては、n−ブチルアクリレート(BA)90部、2−エチルヘキシルアクリレート(2EHA)10部、アクリル酸(AA)4部、ドデカンチオール(連鎖移動剤)0.05部およびポリオキシエチレンラウリル硫酸ナトリウム(乳化剤)2部をイオン交換水40部に添加して乳化したものを使用した。モノマーエマルションの滴下終了後、さらに2時間60℃に保持し、次いでアスコルビン酸0.1部および35%過酸化水素水0.1部(追加の重合開始剤)を添加した。系を室温まで冷却した後、10%アンモニア水の添加によりpHを7に調整して、アクリル系重合体エマルション(水分散型アクリル系重合体)を得た。
【0085】
上記アクリル系重合体エマルションに対し、該エマルションに含まれるアクリル系重合体100部当たり、固形分基準で30部の粘着付与樹脂エマルションを加えて均一に攪拌混合することにより、水性エマルション型の粘着剤組成物を調製した。ここで、粘着付与樹脂エマルションとしては、ハリマ化成株式会社製の商品名「SK−253NS」(軟化点145℃の重合ロジン系樹脂の水性エマルション)を使用した。この「SK−253NS」は、有機溶剤を実質上全く用いずに製造された粘着付与樹脂エマルションである。
【0086】
上質紙の片面に、緑色のインク(サカタインクス社製、商品名「ラップトーン」、色相−緑)を用いて、14ポイントのセンチュリーゴシック体で「Low VOCs」の標章を一定間隔で印刷した。この標章の配置間隔を変更することにより、上質紙の片面の表面積に占めるインク付着割合(印字面積率)が2〜47%の範囲で異なる計8種類の印刷紙を作製した。なお、上記印字面積率は、印刷紙をデジタルカメラで撮影し、得られた画像をモノクロ変換処理後に二値化し、次いで市販の画像処理ソフト(三谷商事株式会社、商品名「Winroof」)を用いて印字面積率を算出した。
【0087】
これら各印刷紙の印刷面(背面)およびその反対側の面(前面)にそれぞれポリエチレンをラミネートし、さらにシリコーン処理を施した。このようにして、前面および背面がいずれも剥離面となっている剥離ライナー(支持シート)を作製した。この剥離ライナーの背面には、上質紙の片面に印刷された緑色の標章が、該片面を覆うポリエチレンラミネートを透過して表示されている。
【0088】
上記で作製した計8種の剥離ライナーをそれぞれ二枚づつ使用して、基材付き両面粘着シートの両粘着面が剥離ライナーで保護された形態の粘着製品を作製した。すなわち、一枚目の剥離ライナーの前面に上記粘着剤組成物を塗布し、100℃で2分乾燥して厚み約60μmの粘着剤膜を形成した。同様にして、二枚目の剥離ライナーの前面に厚み約60μmの粘着剤膜を形成した。これらの粘着剤膜付き剥離ライナーを不織布基材(商品名「SP原紙−14」、大福製紙株式会社製、坪量14g/m2、厚さ42μm、嵩密度0.33g/cm3のパルプ系不織布)の両面にそれぞれ貼り合わせて、該不織布基材(非剥離性基材)の両面に粘着剤を転写した。この基材付き両面粘着シート(粘着剤層)の両粘着面は、該両面粘着シートの作製に使用した剥離ライナーによってそのまま保護されている。このようにして、剥離ライナーの印字面積率が異なる計8種の粘着製品を作製した。
【0089】
<例2>
BA70部、2EHA27部、AA3部および2−ヒドロキシエチルアクリレート0.1を、重合開始剤としての2,2’−アゾビスイソブチロニトリル(AIBN)0.2部および重合溶媒としての酢酸エチルとともに反応容器に仕込み、70℃で8時間の溶液重合を行って、重量平均分子量70×104のアクリル系重合体の酢酸エチル溶液を得た。この溶液に、該溶液に含まれるアクリル系重合体100部当たり、粘着付与樹脂(理化タック社製、商品名「リカタックPCJ」、軟化点128℃の重合ロジンエステル樹脂)20部と、架橋剤(日本ポリウレタン工業社製のイソシアネート系架橋剤、商品名「コロネートL」)2部とを加えて均一に攪拌混合することにより、溶剤型の粘着剤組成物を調製した。この溶剤型粘着剤組成物を用いた点以外は例1と同様にして、剥離ライナーの印字面積率が異なる計8種の粘着製品を作製した。
【0090】
例1および例2で作製した各粘着製品について、上述した方法により、粘着剤層(ここでは基材付き両面粘着シート)1g当たりのトルエン放散量およびTVOC量を測定した。なお、各両面粘着シート1gには約0.91gの粘着剤が含まれる。その結果、例1に係る粘着製品は、いずれも、粘着剤層のトルエン放散量が2〜3μg/gであり、TVOC量が35〜45μg/gであることが確認された。また、例2に係る粘着製品は、いずれも、粘着剤層のトルエン放散量が2〜3μg/gであり、TVOC量が200〜250μg/gであることが確認された。
【0091】
例1で作製した8種類の支持シートを10cm×10cmのサイズに切断し、これらを垂直な壁面に、上記印字が表示された面(背面)が外側となるようにして、概ね目の高さの位置に固定した。視力1.0の試験担当者が、上記壁から10m離れた位置に立って支持シートの背面を目視し、標章の色が認識できるかどうかを評価した。その結果を、標章の色が認識できた場合を「識別性○」、認識できなかった場合を「識別性×」として表1に示した。
【0092】
【表1】

【0093】
表1に示されるように、印字面積率を5%以上(より具体的には、5%以上50%以下)とすることにより、10mの距離からであっても標章の色を良好に識別することができた。このように離れた箇所からの識別性に優れることは、ロール状の粘着製品が例えば遠くの棚に置いてある場合に、当該粘着製品が低VOC仕様であることを遠くからも認識することができるので、低VOC仕様の粘着製品を効率よく取りに行くことができる。このことによって、該粘着製品を使用する際の作業性を向上させることができる。
【0094】
以上、本発明の具体例を詳細に説明したが、これらは例示にすぎず、請求の範囲を限定するものではない。請求の範囲に記載の技術には、以上に例示した具体例を様々に変形、変更したものが含まれる。
【符号の説明】
【0095】
1,2,3,4,5,6:粘着製品
10:粘着剤層(基材付き両面粘着シート)
10A:第一粘着面(前面)
10B:第二粘着面(背面)
12:非剥離性基材
14,15:粘着剤
16:標章
17:剥離ライナー(支持シート)
17A:前面
17B:背面
18,38,58:剥離ライナー
30:粘着剤層(基材レス両面粘着シート)
30A:第一粘着面(前面)
30B:第二粘着面(背面)
37:剥離ライナー(支持シート)
37A:前面
37B:背面
50:粘着剤層
50A:第一粘着面(前面)
50B:第二粘着面(背面)
51:片面粘着シート
52:支持シート(支持基材)
52A:前面
52B:背面
【技術分野】
【0001】
本発明は、被着体に貼り付け可能な粘着剤層を備えた粘着製品に関する。
【背景技術】
【0002】
両面粘着テープ等の粘着製品は、その粘着面を被着体に圧着することで該被着体に貼り付けできるという作業性の良さから、種々の分野に利用されるようになってきている。近年では、環境衛生に対する意識の高まりに伴い、粘着製品から放散するVOC(Volatile Organic Compounds)量、より具体的にはトルエン量(トルエン放散量)や総揮発性有機化合物(Total Volatile Organic Compounds;TVOC)量の低減に対する要望が強まっており、かかる要望を満たす粘着製品が求められている。この種の技術に関する技術文献として特許文献1が挙げられる。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2006−111818号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、トルエン放散量および/またはTVOC量が低減された(すなわち、低VOC仕様の)粘着製品は、低VOC化のための措置(すなわちVOC対策。例えば、VOC量の低減に適した原料や製造方法を採用する等の方策)がとられていない従来の粘着製品に比べてコスト高になりがちである。また、粘着製品に求められる低VOC化の程度や優先度は、その粘着製品において予定される用途(使用者、使用地域、使用環境等)等によっても異なる。このため、低VOC仕様の粘着製品と従来の(低VOC仕様ではない)粘着製品とを用途等に応じて使い分けているのが現状である。
【0005】
かかる状況のもとでは、粘着製品が低VOC仕様であるか否かを容易に判別し得るように配慮することに大きな意義がある。しかし、低VOC仕様の粘着製品であることが例えば該粘着製品の包装材に記載されていても、その粘着製品の開封後は上記包装材が取り去られてしまうため、実際に粘着製品を使用する際には上記包装材の記載内容を参照することができない。このため、低VOC仕様の粘着製品とそうでない製品との取り違えが起こり、あるいは取り違え防止対策のための余分な労力や制約が発生し得るという不都合がある。かかる不都合を解消するためには、粘着製品を実際に使用する際に、当該粘着製品が低VOC仕様であることを容易に確認し得る構成とすることが望ましい。このことによって、例えば、粘着製品の使用者(例えば、該粘着製品を接合手段に用いて電気製品の組み立てを行う作業者)の負担を軽減することができ、また両仕様の粘着製品をより正確に使い分けることができる。そこで本発明は、低VOC仕様の粘着製品であって、且つ、そのことが効果的に表示された粘着製品を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明により提供される粘着製品は、被着体に貼り付け可能な粘着面を有する粘着剤層と、該粘着剤層の背面上に配置された支持シートと、を備える。前記粘着剤層は、以下の特性:80℃で30分間加熱したときのトルエン放散量が、該粘着剤層1g当たり20μg以下である;および、80℃で30分間加熱したときのTVOC量が、該粘着剤層1g当たり300μg以下である;を満たす。そして、前記支持シートの背面には、緑色および青色から選択される色彩の標章が表示されている。
【0007】
かかる粘着製品は、上記トルエン放散量およびTVOC量を満たす粘着剤層を備えるので、高度な低VOC化が求められる分野を含む種々の分野において好適に利用され得る。また、支持シートの背面に緑色および/または青色の標章が表示されており、一般に緑色や青色(殊に緑色)は環境に優しい製品(環境負荷の低い製品)であることを連想させるため、粘着製品の外観を通じて低VOC仕様であることを瞬時に認識することができる。そして、上記標章は、支持シートのうち該支持シートが粘着剤層に接している面と反対側の面(背面)に表示されているので、粘着製品の使用時(被着体に貼り付けたり所定サイズにカットしたりする際等)に、当該粘着製品が低VOC仕様のものであることを確認しつつ作業を行うことができる。したがって、使用者の負担(確認の手間、精神的負荷等)を軽減しつつ、低VOC仕様の粘着製品と他仕様の粘着製品とを正確に使い分けることができる。
【0008】
前記標章は、VOC量が少ない(すなわち、低VOCである)ことを表す文字、図形もしくは記号またはこれらの結合(以下、文字等ということもある。)と、前記色彩との結合であることが好ましい。このことによって、色彩のみならず文字等により表わされる情報(表示の内容)からも、粘着製品が低VOC仕様のものであることを更に確認することができる。
【0009】
前記標章の色は緑色であることが好ましい。緑色は、環境に優しいことを連想させる効果が特に高いためである。また、前記支持シートの背面の面積のうち、前記標章(下地と同色の部分は含まない。)の面積は、5%以上の範囲とすることが好ましい。好ましい一態様では、上記標章の面積が5%以上80%以下の範囲にある。かかる範囲とすることにより表示効果が高められる。
【0010】
前記粘着剤層を構成する粘着剤は、水分散型の粘着剤組成物から形成された粘着剤であることが好ましい。かかる粘着剤組成物は、ここに開示されるトルエン放散量およびTVOC量を満たす粘着剤層を形成するのに適している。
【0011】
ここに開示される粘着製品の好ましい一態様では、前記支持シートの前面は、該前面から前記粘着剤層を剥離可能な剥離面となっている。そして、前記粘着剤層は、非剥離性基材の両面に粘着剤を有する両面粘着シートとして構成されている。かかる態様の粘着製品は、上記両面粘着シートを介して被着体(複数の被着体であってもよく、単一の被着体の一部と他部であってもよい。)を接合する用途に好適である。
【図面の簡単な説明】
【0012】
【図1】本発明に係る粘着製品の一構成例を模式的に示す斜視図である。
【図2】図1のII−II線断面図である。
【図3】本発明に係る粘着製品の他の一構成例を模式的に示す断面図である。
【図4】本発明に係る粘着製品の他の一構成例を模式的に示す断面図である。
【図5】本発明に係る粘着製品の他の一構成例を模式的に示す断面図である。
【図6】本発明に係る粘着製品の他の一構成例を模式的に示す断面図である。
【図7】本発明に係る粘着製品の他の一構成例を模式的に示す断面図である。
【発明を実施するための形態】
【0013】
以下、本発明の好適な実施形態を説明する。なお、本明細書において特に言及している事項以外の事柄であって本発明の実施に必要な事柄は、当該分野における従来技術に基づく当業者の設計事項として把握され得る。本発明は、本明細書に開示されている内容と当該分野における技術常識とに基づいて実施することができる。また、以下の説明において、同様の作用を奏する部材または部位には同じ符号を付し、重複する説明は省略または簡略化することがある。
【0014】
本発明により提供される粘着製品の典型的な構成の一例を図1および図2に示す。この粘着製品1は、長尺シート状の粘着剤層10と剥離ライナー17とが重ね合わされて長手方向に捲回されたロール形態の製品である。粘着剤層10は、両面が非剥離面となっているシート状基材(非剥離性基材、例えば不織布)の両面に粘着剤14,15を有する両面粘着シート(基材付き両面粘着シート)として構成されている。ライナー17は、本構成例の粘着製品における支持シートに相当するものであって、その両面17A,17Bはいずれも剥離面(剥離性を有する表面)となっている。ライナー17の前面17Aは両面粘着シート10の背面(第二粘着面)10B上に配置され、これにより第二粘着面10Bがライナー17で保護されている。上記ロール状の形態では、両面粘着シート10の前面(第一粘着面)10Aがライナー17の背面17Bに当接し、これにより第一粘着面10Aもまたライナー17で保護されている。粘着製品1は、ライナー17の背面17Bが外周側となるように捲回されている。そして、この背面17B(すなわち、ロールの外表面)には、粘着製品1が低VOC仕様のものであることを示す「Low VOCs」の文字(標章)16が、緑色および/または青色で表示されている。
【0015】
粘着製品1は、例えば以下のようにして使用される。すなわち、図1に示すように、まず上記ロール形態の粘着製品1から、両面粘着シート10とその背面10Bに重ね合わされた剥離ライナー17とを一緒に引き出す。これにより、両面粘着シート10の第一粘着面10Aがライナー背面17Bから離れて外部に露出する。一方、第二粘着面10Bはライナー17によって引き続き保護されている。その露出した第一粘着面10Aを第一の被着体に当接させてライナー17の背面17Bを該被着体側に押圧する(例えば、ハンドローラで圧着する)ことにより、両面粘着シート10を第一被着体に貼り付けることができる。ここで、ライナー(支持シート)17の背面17Bには、上記のように低VOC仕様である旨の文字16が表示されているので、当該粘着製品1が低VOC仕様のものであることを確認しつつ貼り付け作業を進めることができる。その後、第一被着体に貼り付けられた両面粘着シート10からライナー17を剥がして第二粘着面10Bを露出させ、その第二粘着面10Bに第二の被着体を押しつけることにより、両面粘着シート10を第二被着体に貼り付けることができる。このようにして、両面粘着シート10を介して第一被着体と第二被着体とを接合することができる。
【0016】
本発明により提供される粘着製品は、また、図3〜7に示す断面構造を有するものであり得る。図3に示す粘着製品2は、図2に示す断面構造を有する粘着製品1において、粘着剤層(基材付き両面粘着シート)10の第一粘着面10Aを保護する剥離ライナー18をさらに備える。剥離ライナー18は、少なくとも前面18Aが剥離面となっており、その前面18Aが第一粘着面10A上に配置されている。ライナー18の背面18Bは、剥離面であってもよく、非剥離面であってもよい。また、この粘着製品2は、枚葉状の粘着製品であってもよく、あるいは長尺状のライナー17,18および両面粘着シート10が長手方向に捲回されたロール形態の粘着製品であってもよい。粘着製品2を構成する剥離ライナー(支持シート)17の背面17Bは、剥離面であってもよく、非剥離面であってもよい。この背面17Bに、粘着製品1と同様の文字16(図1参照)が、緑色および/または青色で表示されている。粘着剤層10の前面(第一粘着面)10A上に配置されたライナー18を剥がし、これにより露出した第一粘着面10Aを第一被着体に当接させて、ライナー17の背面17Bを該被着体側に押さえつけることにより、低VOC仕様であることを確認しつつ、両面粘着シート10を第一被着体に貼り付けることができる。
【0017】
図4に示す粘着製品3は、非剥離性基材を有しない粘着剤層30(基材レスの両面粘着シートとしても把握され得る。典型的には、実質的に粘着剤からなる層である。)の両面30A,30Bが、剥離ライナー38,37によってそれぞれ保護された構成を有する。ライナー37,38は、それぞれ、少なくとも粘着剤層側の面(前面)37A,38Aが剥離面となっている。ライナー37,38の背面37B,38Bは、剥離面であってもよく、非剥離面であってもよい。粘着製品3の形態は、ロール状であってもよく、枚葉状であってもよい。この構成例では、粘着剤層30の背面(第二粘着面)30B上に配置された剥離ライナー37が支持シートに相当する。このライナー37の背面37Bに、粘着製品1と同様の文字16(図1参照)が、緑色および/または青色で表示されている。粘着剤層30の前面(第一粘着面)30A上に配置されたライナー38を剥がし、これにより露出した第一粘着面30Aを第一被着体に当接させて、引き続き第二粘着面30Bを保護しているライナー37の背面37Bを該被着体側に押さえつけることにより、低VOC仕様であることを確認しつつ、粘着剤層30を第一被着体に貼り付けることができる。
【0018】
図5に示す粘着製品4では、粘着製品3と同様の粘着剤層30の背面(第二粘着面)30B上に、両面37A,37Bが剥離面となっている剥離ライナー(支持シート)37が配置されている。ライナー37の前面37Aが第二粘着面30Bに当接し、これにより第二粘着面30Bを保護している。これを捲回すると、第一粘着面30Aがライナー37の背面37Bに当接することにより、第一粘着面30Aもまたライナー37で保護された構成とできるようになっている。この粘着製品4は、典型的には、長尺状のライナー37と粘着剤層30とが、ライナー37の背面37Bを外周側として長手方向に捲回されたロール形態の製品として提供される。この背面37Bに、粘着製品1と同様の文字16(図1参照)が、緑色および/または青色で表示されている。第一粘着面30Aを第一被着体に当接させてライナー37の背面37Bを該被着体側に押さえつけることにより、低VOC仕様であることを確認しつつ、両面粘着シート30を第一被着体に貼り付けることができる。
【0019】
上述した粘着製品1〜4が両面粘着タイプの粘着剤層を備える(すなわち、該粘着剤層の両面が被着体に貼り付け可能な粘着面となっている)粘着製品の例であるのに対し、図6,7に示す粘着製品5,6は、片面粘着タイプの粘着剤層を備えた粘着製品の例である。図6に示す粘着製品5では、粘着剤層50の背面50Bが、少なくとも前面(粘着剤層側の表面)52Aが非剥離面となっている支持シート52に接合している。これら支持シート(支持基材)52および粘着剤層50により、片面粘着タイプの粘着シート51が構成されている。粘着剤層50の前面(粘着面)50Aは、少なくとも前面(粘着剤層側の表面)58Aが剥離面となっている剥離ライナー58により保護されている。この粘着製品5は、枚葉状の粘着製品であってもよく、あるいは長尺状の粘着シート51および剥離ライナー58が長手方向に捲回されたロール形態の粘着製品であってもよい。粘着製品5を構成する支持シート52の背面52Bは、剥離面であってもよく、非剥離面であってもよい。この背面52Bに、粘着製品1と同様の文字16(図1参照)が、緑色および/または青色で表示されている。粘着剤層50の前面(粘着面)50A上に配置されたライナー58を剥がし、これにより露出した粘着面50Aを被着体に当接させて、支持シート52の背面52Bを該被着体側に押さえつけることにより、低VOC仕様であることを確認しつつ、粘着シート51を被着体に貼り付けることができる。
【0020】
図7に示す粘着製品6では、粘着製品5と同様の粘着剤層50の背面50Bが、前面52Aが非剥離面であり且つ背面52Bが剥離面となっている支持シート52に接合している。これを捲回すると、粘着面50Aが支持シート52の背面52Bに当接して保護されるようになっている。粘着製品6は、これら支持シート(支持基材)52および粘着剤層50からなる片面粘着タイプの粘着シート51として構成されており、典型的には、長尺状の粘着シート51が支持シート52の背面52Bを外周側として長手方向に捲回されたロール形態の製品として提供される。この背面52Bに、粘着製品1と同様の文字16(図1参照)が、緑色および/または青色で表示されている。粘着面50Aを被着体に当接させて支持シート52の背面52Bを該被着体側に押さえつけることにより、低VOC仕様であることを確認しつつ、粘着シート51を被着体に貼り付けることができる。
【0021】
ここに開示される粘着製品は、支持シートの背面に、緑色および青色から選択される色彩の標章が表示されていることによって特徴づけられる。ここで「支持シートの背面に表示されている」とは、粘着製品を支持シートの背面側からみたときに上記標章が視認できることをいい、該標章が支持シートの背面に外側から付された形態(支持シートの背面上に上記標章が印字された形態等)に限定されない。例えば、積層構造の支持シートの場合において、いずれかの層の背面側に上記標章が印字され、その背面側に透明または半透明の層が一層または二層以上設けられていてもよい。上記標章を設ける方法は特に制限されない。通常は、上記標章を印刷する方法が好ましく用いられる。印刷方法としては、オフセット印刷、シルクスクリーン印刷、凸版印刷、フレキソ印刷、グラビア印刷等の、公知または慣用の各種の方法を適宜採用することができる。
【0022】
上記標章は、典型的には、緑色および/または青色の色彩と文字等(すなわち、文字、図形もしくは記号またはこれらの結合)とが結合したものであり、更に立体的形状が結合した標章であり得る。好ましい一態様では、上記文字等により表わされる情報には、低VOCに関連する情報(典型的には、VOC対策が施された粘着製品であることを表す情報)が少なくとも含まれる。低VOCに関連する情報を表す文字等は、緑色および/または青色の色彩と結合することにより、当該情報を看者に対してより効果的に伝達する標章となり得る。上記低VOC関連情報は、例えば、低VOC仕様であることを簡潔に表す文字(典型例として、図1に示す文字16のように、「低VOC」の意味を表す一または二以上の言語表記が挙げられる。)、かかる文字が種々の程度に図案化されたもの、低VOCであることを示す公知のマーク、有機化合物の放散量(トルエン放散量、TVOC量等)を具体的に表す文字、これらの一種または二種以上の組み合わせ、等であり得る。
【0023】
上記文字等により表わされる情報は、さらに、製品名称、製造者名称、仕様(低VOC以外の仕様に関する情報であってもよく、低VOC仕様に関する更に詳細な情報であってもよい。)、使用方法、リサイクル関連情報、製造年月日、製品番号(ロット番号)、使用可能期限、耐用年数、ロゴマーク、製品構成要素(粘着剤、剥離ライナー、非剥離性基材等)の材質または種類、含有成分の種類やその含有量等が挙げられる。前記リサイクル関連情報としては、例えば、資源名、資源リサイクルマーク、両面粘着テープの基材や粘着剤が資源リサイクル可能か不可能かに関する内容、廃棄方法に関する情報、粘着製品の構成要素(例えば剥離ライナー)が焼却処理可能か不可能かに関する内容などが挙げられる。低VOCに関連する情報に加えて表わされる情報の好適例として、環境対策が施された粘着製品であること(例えば、該粘着製品の構成要素の少なくとも一部が焼却処理可能であること、土に埋めることで分解可能であること)、無溶剤型の粘着剤組成物(水系粘着剤組成物、紫外線硬化型粘着剤組成物等)を用いて製造された粘着製品であること、有機溶剤(好ましくは、芳香族炭化水素系溶剤を実質的に含まない有機溶剤、例えば酢酸エチル)に粘着成分が溶解した形態の粘着剤組成物を用いて製造された粘着製品であること、等が挙げられる。これらの情報を表す文字等は、緑色および/または青色の色彩と結合することにより、当該情報を看者に対してより効果的に伝達する標章となり得る。
【0024】
なお、ここに開示される技術において、青色とは可視スペクトルの波長域が360nm以上480nm未満であることをいい、緑色とは可視スペクトルの波長域が480nm以上560nm未満であることをいう。上記標章を構成する色は、一種類の色であってもよく、色相、明度および彩度の少なくとも一つが異なる二種類以上の色であってもよい。製造コストの観点からは、一種類の色(特に好ましくは緑色)により構成された標章が好ましい。支持シートの背面のうち上記標章以外の部分の色(下地色)は、該標章の形状を識別しやすい色であることが好ましい。上記標章の識別性を高めるためには、上記標章を構成する色とは色相、明度および彩度の少なくとも一つが大きく異なる色を下地色として採用することが有利である。例えば、白色、クリーム色、黄色等のように、明るくて薄い色を下地色とすることが好ましい。製造コストの観点からは、下地色を白色とすることが特に好ましい。また、支持シートとして紙(上質紙、グラシン紙等)を使用する場合、あるいは少なくとも一方の面に透明または半透明の樹脂(ポリエチレン等)がラミネートされた紙を使用する場合には、当該支持シート自体の色を下地色として好適に利用することができる。
【0025】
上記標章のサイズは、1mm×1mm以上であることが好ましく、より好ましくは1.5mm×1.5mm以上、さらに好ましくは2mm×2mm以上である。上記標章が文字を含む場合(文字のみからなる場合を包含する。)には、少なくとも文字の半数が1mm×1mm以上(より好ましくは1.5mm×1.5mm以上、さらに好ましくは2mm×2mm以上)のサイズであることが好ましい。標章のサイズが小さすぎると、文字等による情報伝達の効率が低下しがちである。標章サイズの上限は特に限定されず、粘着製品の用途に鑑みて、実際の使用時(貼り付け時等)に上記文字等により表わされる情報を認識可能なサイズであればよい。
【0026】
ここに開示される技術における上記標章を構成する色彩は、典型的には、緑色および/または青色のみ(好ましくは緑色のみ)からなるか、あるいは、緑色および/または青色(好ましくは緑色)および下地色からなる。支持シートの背面の面積に対して上記標章の占める面積(下地色と同色の部分の面積は含まない。)の比率は、例えば5%以上(典型的には5%以上80%以下)とすることができ、5%以上60%以下とすることが好ましく、5%以上50%以下とすることがさらに好ましい。標章の面積比率が小さすぎると、各標章が小さすぎて見づらくなったり、標章の配置間隔が広すぎて実際の使用時に標章が存在しない箇所が生じたりする場合があり得る。一方、標章の面積比率が大きすぎても却って何が書いてあるのかわかりにくくなる(文字等の識別性が低下する)。
【0027】
ここに開示される技術により提供される粘着製品は、その粘着剤層を80℃で30分間加熱したときのトルエン放散量(以下、単に「トルエン放散量」ということもある。)が、該粘着剤層1g当たり20μg(以下、これを「20μg/g」等と表記することもある。)以下である、という特性を有する。好ましい一態様では、上記粘着剤層のトルエン放散量が10μg/g以下であり、より好ましくは5μg/g以下である。トルエン放散量の下限は特に限定されず、実質的にゼロ(検出限界未満)であることが望ましい。もっとも、粘着特性、生産効率、選択し得る基材や支持シートの材質、粘着剤組成物の乾燥条件等を考慮して、これら実用上および製造上の観点から、上記粘着剤層のトルエン放散量が0.5〜20μg/g(例えば0.5〜10μg/g、好ましくは0.5〜5μg/g)程度であってもよい。なお、トルエン放散量としては、下記のトルエン放散量測定方法により得られた値を採用するものとする。
【0028】
[トルエン放散量測定方法]
所定サイズ(例えば、面積5cm2)の粘着剤層を含む試料をバイアル瓶に入れて密栓する。そのバイアル瓶を80℃で30分間加熱し、ヘッドスペースオートサンプラーを用いて、加熱状態のガス1.0mLをガスクロマトグラフ測定装置(GC測定装置)に注入してトルエンの量を測定する。その測定結果から、上記試料に含まれる粘着剤層1g当たりのトルエン発生量(放散量)[μg/g]を算出する。ここで、粘着剤層1g当たりのトルエン放散量を算出する基準となる粘着剤層の質量は、例えば図1,2に示されるように、該粘着剤層が非剥離性基材の両面に粘着剤を有する形態の両面粘着シートとして構成されている場合には、粘着剤および非剥離性基材を含む粘着剤層全体の質量とする。
【0029】
また、本発明に係る粘着製品は、その粘着剤層を80℃で30分間加熱したときのTVOC量(以下、単に「TVOC量」ということもある。)が、該粘着剤層1g当たり凡そ300μg以下である。このTVOC量が凡そ150μg/g以下であることが好ましく、より好ましくは凡そ100μg/g以下、さらに好ましくは50μg/g以下である。TVOC量の下限は特に限定されず、実質的にゼロ(検出限界未満)であることが望ましい。もっとも、粘着特性、生産効率、選択し得る基材や支持シートの材質、粘着剤組成物の乾燥条件等を考慮して、これら実用上および製造上の観点から、上記粘着剤層のTVOC量が5〜300μg/g(例えば5〜150μg/g、好ましくは5〜100μg/g、より好ましくは5〜50μg/g)程度であってもよい。なお、TVOC量としては、下記のTVOC量測定方法により得られた値を採用するものとする。
【0030】
[TVOC量測定方法]
上記トルエン放散量測定方法と同様の試料を入れたバイアル瓶を80℃で30分間加熱し、ヘッドスペースオートサンプラーを用いて、加熱状態のガス1.0mLをGC測定装置に注入する。得られたガスクロマトグラムに基づいて、粘着剤層の作製に使用した材料から予測される揮発物質(アクリル系ポリマーの合成に用いたモノマー、後述する粘着付与樹脂エマルションの製造に用いた溶剤等)については標準物質によりピークの帰属および定量を行い、その他の(帰属困難な)ピークについてはトルエン換算として定量することにより、上記試料に含まれる粘着剤層1g当たりのTVOC量[μg/g]を求める。ここで、粘着剤層1g当たりのTVOC量を算出する基準となる粘着剤層の質量は、例えば図1,2に示されるように、該粘着剤層が非剥離性基材の両面に粘着剤を有する形態の両面粘着シートとして構成されている場合には、粘着剤および非剥離性基材を含む粘着剤層全体の質量とする。
【0031】
なお、上記トルエン放散量測定方法およびTVOC量測定方法のいずれについても、ガスクロマトグラフの測定条件は次の通りとする。
・カラム:DB−FFAP 1.0μm(直径0.535mm×30m)
・キャリアガス:He 5.0mL/min
・カラムヘッド圧:23kPa(40℃)
・注入口:スプリット(スプリット比12:1、温度250℃)
・カラム温度:40℃(0min)−<+10℃/min>−250(9min)[40℃より、昇温速度10℃/minで250℃まで昇温させた後、250℃で9分間保持させるという意味]
・検出器:FID(温度250℃)
【0032】
ここに開示される技術の好ましい一態様では、上記トルエン放散量およびTVOC量を満足する粘着剤層(以下、これを「低VOC粘着剤層」ということもある。)を構成する粘着剤が、水性の粘着剤組成物から形成された粘着剤である。ここで水性粘着剤組成物とは、水性媒体(該媒体を構成する溶媒が、水または水を主成分とする混合溶媒(水性溶媒)であるものをいう。)中に粘着成分を含む組成物をいう。水性媒体中に粘着成分が分散した形態の水分散型(エマルション型)粘着剤組成物は、ここでいう水性粘着剤組成物の典型例である。水性粘着剤組成物の他の例としては、粘着成分が水性媒体に溶解した形態の水溶液型粘着剤組成物が挙げられる。
【0033】
上記粘着成分は、粘着剤を構成し得るアクリル系、ゴム系、ポリエステル系、ウレタン系、ポリエーテル系、シリコーン系、ポリアミド系、フッ素系等の公知の各種ポリマーをベースポリマーとするものであり得る。ここでベースポリマーとは、粘着剤の基本成分をなすポリマーをいい、典型的には、該粘着剤に含まれるポリマー成分のなかの主成分である。ここに開示される技術における粘着剤組成物の好適例として、粘着剤に含まれるポリマー成分のなかの主成分がアクリル系重合体である水性粘着剤組成物が挙げられる。なかでも、上記アクリル系重合体が水に分散したエマルション型の組成物(アクリル系エマルション型粘着剤組成物)が好適である。
【0034】
上記アクリル系エマルション型粘着剤組成物は、水分散型アクリル系重合体を含む。この水分散型アクリル系重合体は、アクリル系重合体が水に分散しているエマルション形態の組成物である。ここに開示される技術において、上記アクリル系重合体は、粘着剤層を構成する粘着剤のベースポリマー(粘着剤の基本成分)として用いられる。例えば、該粘着剤の50質量%以上が上記アクリル系重合体であることが好ましい。かかるアクリル系重合体としては、アルキル(メタ)アクリレートを主構成単量体成分(モノマー主成分、すなわちアクリル系重合体を構成するモノマーの総量のうち50質量%以上を占める成分)とするものを好ましく採用し得る。
【0035】
なお、本明細書中において「(メタ)アクリレート」とは、アクリレートおよびメタクリレートを包括的に指す意味である。同様に、「(メタ)アクリロイル」はアクリロイルおよびメタクリロイルを、「(メタ)アクリル」はアクリルおよびメタクリルを、それぞれ包括的に指す意味である。
【0036】
アルキル(メタ)アクリレートとしては、例えば、下記式(1)で表される化合物を好適に用いることができる。
CH2=C(R1)COOR2 (1)
ここで、上記式(1)中のR1は水素原子またはメチル基である。また、R2は炭素原子数1〜20のアルキル基である。R2の具体例としては、メチル基、エチル基、プロピル基、イソプロピル基、ブチル基、イソブチル基、s−ブチル基、t−ブチル基、ペンチル基、イソアミル基、ネオペンチル基、ヘキシル基、ヘプチル基、オクチル基、イソオクチル基、2−エチルヘキシル基、ノニル基、イソノニル基、デシル基、イソデシル基、ウンデシル基、ドデシル基、トリデシル基、テトラデシル基、ペンタデシル基、ヘキサデシル基、ヘプタデシル基、オクタデシル基、ノナデシル基、エイコシル基等のアルキル基が挙げられる。粘着剤の貯蔵弾性率等の観点から、これらのうちR2が炭素原子数2〜14(以下、このような炭素原子数の範囲を「C2−14」と表すことがある。)のアルキル基であるアルキル(メタ)アクリレートが好ましく、R2がC2−10のアルキル基であるアルキル(メタ)アクリレートがより好ましい。特に好ましいR2として、ブチル基および2−エチルヘキシル基が例示される。
【0037】
好ましい一つの態様では、アクリル系重合体の合成に使用するアルキル(メタ)アクリレートの総量のうち凡そ50質量%以上(より好ましくは70質量%以上、例えば凡そ90質量%以上)が、上記式(1)におけるR2がC2−14(好ましくはC2−10、より好ましくはC4−8)のアルキル(メタ)アクリレートである。このようなモノマー組成によると、常温付近における貯蔵弾性率が粘着剤として好適な範囲となるアクリル系重合体が得られやすい。使用するアルキル(メタ)アクリレートの実質的に全部がC2−14アルキル(メタ)アクリレートであってもよい。
【0038】
ここに開示される技術におけるアクリル系重合体を構成するアルキル(メタ)アクリレートは、ブチルアクリレート(BA)単独であってもよく、2−エチルヘキシルアクリレート(2EHA)単独であってもよく、BAと2EHAとの二種であってもよい。アルキル(メタ)アクリレートとしてBAおよび2EHAを組み合わせて用いる場合、それらの使用比率は特に制限されない。例えば、BAと2EHAとの合計量のうち概ね40質量%以上(例えば凡そ45〜95質量%)が2EHAである比率を好ましく採用し得る。
【0039】
アクリル系重合体を構成するモノマー成分としては、アルキル(メタ)アクリレートが主成分となる範囲で、アルキル(メタ)アクリレートと共重合可能な他のモノマー(「共重合性モノマー成分」と称する場合がある。)が用いられていてもよい。アクリル系重合体を構成するモノマー成分の総量に対するアルキル(メタ)アクリレートの割合は、凡そ80質量%以上(典型的には80〜99.8質量%)とすることができ、好ましくは85質量%以上(例えば85〜99.5質量%)である。アルキル(メタ)アクリレートの割合が90質量以上(例えば90〜99質量%)であってもよい。
【0040】
上記共重合性モノマー成分は、アクリル系重合体に架橋点を導入したり、アクリル系重合体の凝集力を高めたりするために役立ち得る。かかる共重合性モノマーは、単独で、または二種以上を組み合わせて用いることができる。
【0041】
より具体的には、アクリル系重合体に架橋点を導入するための共重合性モノマー成分として、各種の官能基含有モノマー成分(典型的には、熱により架橋する架橋点をアクリル系重合体に導入するための、熱架橋性官能基含有モノマー成分)を用いることができる。かかる官能基含有モノマー成分を用いることにより、被着体に対する接着力を向上させ得る。このような官能基含有モノマー成分は、アルキル(メタ)アクリレートと共重合可能であり、且つ架橋点となる官能基を提供し得るモノマー成分であればよく、特に制限されない。例えば、以下のような官能基含有モノマー成分を、単独で、あるいは二種以上を組み合わせて用いることができる。
【0042】
カルボキシル基含有モノマー:例えば、アクリル酸、メタクリル酸、クロトン酸等の、エチレン性不飽和モノカルボン酸;マレイン酸、イタコン酸、シトラコン酸等の、エチレン性不飽和ジカルボン酸およびその無水物(無水マレイン酸、無水イコタン酸等)。
水酸基含有モノマー:例えば、2−ヒドロキシエチル(メタ)アクリレート、2−ヒドロキシプロピル(メタ)アクリレート、3−ヒドロキシプロピル(メタ)アクリレート、2−ヒドロキシブチル(メタ)アクリレート等の、ヒドロキシアルキル(メタ)アクリレート類;ビニルアルコール、アリルアルコール等の、不飽和アルコール類。
【0043】
アミド基含有モノマー:例えば、(メタ)アクリルアミド、N,N−ジメチル(メタ)アクリルアミド、N−ブチル(メタ)アクリルアミド、N−メチロール(メタ)アクリルアミド、N−メチロールプロパン(メタ)アクリルアミド、N−メトキシメチル(メタ)アクリルアミド、N−ブトキシメチル(メタ)アクリルアミド。
アミノ基含有モノマー:例えば、アミノエチル(メタ)アクリレート、N,N−ジメチルアミノエチル(メタ)アクリレート、t−ブチルアミノエチル(メタ)アクリレート。
【0044】
エポキシ基を有するモノマー:例えば、グリシジル(メタ)アクリレート、メチルグリシジル(メタ)アクリレート、アリルグリシジルエーテル。
シアノ基含有モノマー:例えば、アクリロニトリル、メタクリロニトリル。
ケト基含有モノマー:例えば、ジアセトン(メタ)アクリルアミド、ジアセトン(メタ)アクリレート、ビニルメチルケトン、ビニルエチルケトン、アリルアセトアセテート、ビニルアセトアセテート。
【0045】
窒素原子含有環を有するモノマー:例えば、N−ビニル−2−ピロリドン、N−メチルビニルピロリドン、N−ビニルピリジン、N−ビニルピペリドン、N−ビニルピリミジン、N−ビニルピペラジン、N−ビニルピラジン、N−ビニルピロール、N−ビニルイミダゾール、N−ビニルオキサゾール、N−ビニルモルホリン、N−ビニルカプロラクタム、N−(メタ)アクリロイルモルホリン。
【0046】
アルコキシシリル基含有モノマー:例えば、3−(メタ)アクリロキシプロピルトリメトキシシラン、3−(メタ)アクリロキシプロピルトリエトキシシラン、3−アクリロキシプロピルトリエトキシシラン、3−(メタ)アクリロキシプロピルメチルジメトキシシラン、3−(メタ)アクリロキシプロピルメチルジエトキシシラン。
【0047】
このような官能基含有モノマー成分のうち、カルボキシル基含有モノマーまたはその酸無水物から選択される一種または二種以上を好ましく用いることができる。官能基含有モノマー成分の実質的に全部がカルボキシル基含有モノマーであってもよい。なかでも好ましいカルボキシル基含有モノマーとして、アクリル酸およびメタクリル酸が例示される。これらの一方を単独で用いてもよく、アクリル酸とメタクリル酸とを任意の割合で組み合わせて用いてもよい。
【0048】
上記官能基含有モノマー成分は、例えば、アルキル(メタ)アクリレート100質量部に対して凡そ12質量部以下(例えば凡そ0.5〜12質量部、好ましくは凡そ1〜8質量部)の範囲で用いることが好ましい。官能基含有モノマー成分の使用量が多すぎると、凝集力が高くなりすぎて粘着特性(例えば接着力)が低下傾向となることがあり得る。
【0049】
また、アクリル系重合体の凝集力を高めるために、上述した官能基含有モノマー以外の他の共重合成分を用いることができる。かかる共重合成分としては、例えば、酢酸ビニル、プロピオン酸ビニル等の、ビニルエステル系モノマー;スチレン、置換スチレン(α−メチルスチレン等)、ビニルトルエン等の、芳香族ビニル化合物;シクロアルキル(メタ)アクリレート[シクロヘキシル(メタ)アクリレート、シクロペンチルジ(メタ)アクリレート等]、イソボルニル(メタ)アクリレート等の、非芳香族性環含有(メタ)アクリレート;アリール(メタ)アクリレート[例えばフェニル(メタ)アクリレート]、アリールオキシアルキル(メタ)アクリレート[例えばフェノキシエチル(メタ)アクリレート]、アリールアルキル(メタ)アクリレート[例えばベンジル(メタ)アクリレート]等の、芳香族性環含有(メタ)アクリレート;エチレン、プロピレン、イソプレン、ブタジエン、イソブチレン等の、オレフィン系モノマー;塩化ビニル、塩化ビニリデン等の塩素含有モノマー;2−(メタ)アクリロイルオキシエチルイソシアネート等の、イソシアネート基含有モノマー;メトキシエチル(メタ)アクリレート、エトキシエチル(メタ)アクリレート等の、アルコキシ基含有モノマー;メチルビニルエーテル、エチルビニルエーテル等の、ビニルエーテル系モノマー;等が挙げられる。
【0050】
共重合性モノマー成分の他の例として、一分子内に複数の官能基を有するモノマーが挙げられる。かかる多官能モノマーの例として、1,6−ヘキサンジオールジ(メタ)アクリレート、エチレングリコールジ(メタ)アクリレート、ジエチレングリコールジ(メタ)アクリレート、トリエチレングリコールジ(メタ)アクリレート、テトラエチレングリコールジ(メタ)アクリレート、(ポリ)エチレングリコールジ(メタ)アクリレート、プロピレングリコールジ(メタ)アクリレート、(ポリ)プロピレングリコールジ(メタ)アクリレート、ネオペンチルグリコールジ(メタ)アクリレート、ペンタエリスリトールジ(メタ)アクリレート、トリメチロールプロパントリ(メタ)アクリレート、ペンタエリスリトールトリ(メタ)アクリレート、ジペンタエリスリトールヘキサ(メタ)アクリレート、グリセリンジ(メタ)アクリレート、エポキシアクリレート、ポリエステルアクリレート、ウレタンアクリレート、ジビニルベンゼン、ブチルジ(メタ)アクリレート、ヘキシルジ(メタ)アクリレート、等が挙げられる。
【0051】
このようなモノマーを重合させて水分散型アクリル系重合体を得る方法としては、公知乃至慣用の重合方法を採用することができ、エマルション重合法を好ましく用いることができる。エマルション重合を行う際のモノマー供給方法としては、全モノマー原料を一度に供給する一括仕込み方式、連続供給(滴下)方式、分割供給(滴下)方式等を適宜採用することができる。モノマーの一部または全部(典型的には全部)をあらかじめ水(典型的には、後述するような乳化剤の適当量を水とともに使用する。)と混合して乳化し、その乳化液(モノマーエマルション)を反応容器内に一括、連続あるいは分割して供給してもよい。重合温度は、使用するモノマーの種類、重合開始剤の種類等に応じて適宜選択することができ、例えば20℃〜100℃(典型的には40℃〜80℃)程度とすることができる。
【0052】
重合時に用いる重合開始剤としては、重合方法の種類に応じて、公知乃至慣用の重合開始剤から適宜選択することができる。例えば、エマルション重合法において、アゾ系重合開始剤を好ましく使用し得る。アゾ系重合開始剤の具体例としては、2,2’−アゾビスイソブチロニトリル、2,2’−アゾビス(2−メチルプロピオンアミジン)二硫酸塩、2,2’−アゾビス(2−アミジノプロパン)ジヒドロクロライド、2,2’−アゾビス[2−(5−メチル−2−イミダゾリン−2−イル)プロパン]ジヒドロクロライド、2,2’−アゾビス(N,N’−ジメチレンイソブチルアミジン)、2,2’−アゾビス[N−(2−カルボキシエチル)−2−メチルプロピオンアミジン]ハイドレート、2,2’−アゾビス(4−メトキシ−2,4−ジメチルバレロニトリル)、2,2’−アゾビス(2,4−ジメチルバレロニトリル)、2,2’−アゾビス(2−メチルブチロニトリル)、1,1’−アゾビス(シクロヘキサン−1−カルボニトリル)、2,2’−アゾビス(2,4,4−トリメチルペンタン)、ジメチル−2,2’−アゾビス(2−メチルプロピオネート)等が挙げられる。
【0053】
重合開始剤の他の例としては、過硫酸カリウム、過硫酸アンモニウム等の過硫酸塩;ベンゾイルパーオキサイド、t−ブチルハイドロパーオキサイド、ジ−t−ブチルパーオキサイド、t−ブチルパーオキシベンゾエート、ジクミルパーオキサイド、1,1−ビス(t−ブチルパーオキシ)−3,3,5−トリメチルシクロヘキサン、1,1−ビス(t−ブチルパーオキシ)シクロドデカン、過酸化水素等の、過酸化物系開始剤;フェニル置換エタン等の、置換エタン系開始剤;芳香族カルボニル化合物;等が挙げられる。重合開始剤のさらに他の例として、過酸化物と還元剤との組み合わせによるレドックス系開始剤が挙げられる。かかるレドックス系開始剤の例としては、過酸化物とアスコルビン酸との組み合わせ(過酸化水素水とアスコルビン酸との組み合わせ等)、過酸化物と鉄(II)塩との組み合わせ(過酸化水素水と鉄(II)塩との組み合わせ等)、過硫酸塩と亜硫酸水素ナトリウムとの組み合わせ、等が挙げられる。
【0054】
このような重合開始剤は、単独で、または二種以上を組み合わせて使用することができる。重合開始剤の使用量は、通常の使用量であればよく、例えば、全モノマー成分100質量部に対して0.005〜1質量部(典型的には0.01〜1質量部)程度の範囲から選択することができる。重合開始剤の使用量が多すぎるか或いは少なすぎると、所望の粘着性能が得られ難くなる場合があり得る。
【0055】
重合の際には、必要に応じて連鎖移動剤(分子量調節剤あるいは重合度調節剤としても把握され得る。)を使用することができる。連鎖移動剤としては、公知または慣用の連鎖移動剤を用いることができ、例えば、ドデシルメルカプタン(ドデカンチオール)、ラウリルメルカプタン、グリシジルメルカプタン、2−メルカプトエタノール、メルカプト酢酸、チオグリコール酸2−エチルヘキシル、2,3−ジメチルカプト−1−プロパノール等のメルカプタン類の他、α−メチルスチレンダイマー等が挙げられる。このような連鎖移動剤は、単独でまたは2種以上組み合わせて使用することができる。連鎖移動剤の使用量は、通常と同程度の使用量であればよく、例えば、モノマー原料100質量部に対して凡そ0.001〜0.5質量部程度の範囲から選択することができる。
【0056】
ここに開示される技術においてモノマー原料をエマルション重合させる好ましい一態様では、重合開始剤を有する反応容器に上記モノマー原料を供給して系を常温よりも高い重合温度(好ましくは凡そ40℃〜80℃、例えば凡そ50℃〜70℃)に維持することにより、該モノマー原料の重合反応を行う。その後、反応容器の内容物(反応液)を典型的には常温まで冷却する。例えば、重合開始剤の全量が仕込まれた反応容器にモノマー原料の全量を一括して供給してもよく、モノマー原料の全量を所定時間に亘って連続的に供給してもよく(連続供給)、あるいはモノマー原料の全量をいくつかに分割して所定時間(例えば凡そ5分〜60分)毎に供給してもよい(分割供給)。上記モノマー原料の連続供給を行う場合、該供給を行う時間は、通常は凡そ1時間〜8時間程度とすることが適当であり、好ましくは凡そ2時間〜6時間程度(例えば凡そ3時間〜5時間程度)である。また、上記モノマー原料の分割供給を行う場合には、最初のモノマー原料画分が供給されてから最後のモノマー原料画分が供給されるまでの時間を通常は凡そ1時間〜8時間程度とすることが適当であり、好ましくは凡そ2時間〜6時間程度(例えば凡そ3時間〜5時間程度)である。あるいは、重合開始剤の一部が仕込まれた反応容器にモノマー原料の少なくとも一部を供給して該モノマー原料の重合を開始させ、残りの重合開始剤は所定時間に亘って連続的に、あるいはいくつかに分割して所定時間毎に供給してもよい。通常は、モノマー原料の供給終了とほぼ同時あるいはモノマー原料の供給終了よりも前に、重合開始剤の供給を終了することが好ましい。
【0057】
重合時間(モノマー原料の重合反応を行う時間をいい、該重合反応を開始させてから系を重合温度に保つ時間として把握され得る。)は、使用する重合開始剤の種類、重合温度、重合開始剤およびモノマー原料の供給態様等に応じて適宜設定することができる。例えば、重合時間を凡そ2時間〜12時間程度とすることができ、生産性等の観点から通常は凡そ4時間〜8時間程度とすることが好ましい。また、モノマー原料の全量を反応容器に供給し終えてから所定時間は反応容器の内容物(反応液)を重合温度に保持する(いわゆる熟成を行う)ことが好ましい。かかる熟成を行うことによって、反応液中に残存するモノマーの量を減らし、よりTVOC量の少ない粘着剤層を形成可能なアクリル系ポリマーを得ることができる。この熟成期間は例えば凡そ30分〜4時間程度とすることができ、生産性等の観点から通常は凡そ1時間〜3時間程度とすることが好ましい。なお、ここでいう重合時間は上記熟成期間を含む。したがって、例えば重合開始剤の全量が仕込まれた反応容器を重合温度に保持してここにモノマー原料の全量を4時間かけて連続的に供給し、該モノマー原料の供給を終えてから2時間に亘り系を引き続き該重合温度に保持して反応液の熟成を行った場合の重合時間は6時間となる。重合温度は重合時間の全期間に亘って一定でもよく、一部の期間と他の期間とで異なってもよい。例えば、所定の重合温度でモノマー原料を供給した後、より高い重合温度で熟成を行ってもよい。
【0058】
ここに開示される技術においてモノマー原料をエマルション重合させる好ましい一態様では、モノマー原料を反応容器に供給し終えてから間隔をあけて、該反応容器の内容物(反応液)に追加の重合開始剤を供給する。このように追加の重合開始剤(以下「追加開始剤」ともいう。)を供給することにより、反応液中に残存するモノマーの量を効果的に減少させる(典型的には、該残存モノマーの重合を促進する)ことができる。このことによって、よりTVOC量の少ない粘着剤層を形成可能なアクリル系ポリマーを得ることができる。使用する追加開始剤は、先にモノマー原料の重合反応に使用された重合開始剤(すなわち、モノマー原料の供給終了前に反応容器に導入された重合開始剤。以下「主開始剤」ともいう。)と同一であってもよく異なってもよい。残存モノマー量の減少を効率よく行い得る追加開始剤として、主開始剤(例えば、アゾ系重合開始剤、過硫酸塩、過酸化物系重合開始剤等から選択される開始剤)よりも半減期温度の低い重合開始剤(例えば、アゾ系重合開始剤、過硫酸塩、過酸化物系重合開始剤等から選択される開始剤)を好ましく用いることができる。また、追加開始剤としてレドックス系重合開始剤を用いることも好ましい。例えば、過酸化物(過酸化水素等)とアスコルビン酸との組み合わせ、過酸化物(過酸化水素等)と鉄(II)塩との組み合わせ、過硫酸塩(過硫酸アンモニウム等)と亜硫酸水素ナトリウムとの組み合わせ等によるレドックス系重合開始剤を好ましく採用することができる。なかでも、レドックス反応後に余分な残留物を生じないことから、過酸化水素(典型的には、濃度1〜35%程度の過酸化水素水の形態で用いられる。)とアスコルビン酸との組み合わせが好適である。追加開始剤の使用量は特に限定されず、例えばモノマー原料100質量部に対して凡そ0.005〜1質量部程度の範囲から選択することができる。
【0059】
かかる追加開始剤を反応液に供給(添加)する好適なタイミングは、該追加開始剤の種類によっても異なり得る。モノマー原料を反応容器に供給し終えてから間隔をあけて(典型的には凡そ10分〜4時間、例えば凡そ1時間〜3時間程度経過後に)、且つ反応液の冷却を終える前に行うことが好ましい。例えば、熱により分解してラジカルを発生することで残存モノマーを減少させるタイプの追加開始剤(アゾ系重合開始剤、過硫酸塩、過酸化物系重合開始剤等)では、上記熟成期間の途中で(例えば、該熟成期間の凡そ30〜95%が経過した時点で)追加開始剤を添加することが好ましい。また、レドックス系の追加開始剤を使用する場合には、熟成期間の終了前後(例えば、追加開始剤の投入とほぼ同時に冷却を開始する態様)または反応液を冷却する途中で追加開始剤を添加する態様を好ましく採用することができる。このことによって、生産性への影響を抑えつつ残存モノマー量を効果的に減少させることができる。なお、追加開始剤の添加は一度に行ってもよく、連続的にまたは分割して行ってもよい。操作が簡便であることから、追加開始剤を一度に添加する態様を好ましく採用することができる。
【0060】
なお、上記エマルション重合においては、上記追加開始剤の使用により残存モノマー量を効率よく減少させ得ることから、重合時間を極端に長くしなくても(例えば、重合時間を凡そ8時間以下としても)、残存モノマー量が十分に低減されたアクリル系ポリマーのエマルションを得ることができる。かかるアクリル系ポリマーエマルションに粘着付与樹脂を配合してなる粘着剤組成物によると、トルエン放散量およびTVOC量が高度に低減された粘着剤層が形成され得る。このように極端に長い重合時間を必要とすることなく粘着剤の低VOC化を実現し得ることは、粘着剤組成物および該組成物を用いて製造される粘着シートの生産性向上の観点から好ましい。
【0061】
かかるエマルション重合により、アクリル系重合体が水に分散したエマルション形態の重合液(アクリル系重合体エマルション)が得られる。ここに開示される技術における水分散型アクリル系重合体としては、上記重合液または該重合液に適当な後処理を施したものを好ましく用いることができる。あるいは、エマルション重合方法以外の重合方法(例えば、溶液重合、光重合、バルク重合等)によりアクリル系重合体を合成し、該重合体を水に分散させて調製された水分散型アクリル系重合体を用いてもよい。
【0062】
水分散型アクリル系重合体の調製に当たっては、必要に応じて乳化剤を用いることができる。乳化剤としては、アニオン系、ノニオン系、カチオン系のいずれも使用可能である。通常は、アニオン系またはノニオン系の乳化剤の使用が好ましい。このような乳化剤は、例えば、モノマー成分をエマルション重合させる際や、他の方法で得られたアクリル系重合体を水に分散させる際等に好ましく使用することができる。乳化剤の使用量は、アクリル系ポリマーをエマルジョンの形態に調製することが可能な使用量であればよく、特に制限されない。例えば、アクリル系共重合体100質量部当たり、固形分基準で例えば凡そ0.2〜10質量部(好ましくは凡そ0.5〜5質量部)程度の範囲から選択することが適当である。
【0063】
ここに開示される技術における粘着剤組成物は、上記アクリル系重合体に加えて、さらに粘着付与樹脂を含有し得る。粘着付与樹脂としては、特に制限されないが、例えば、ロジン系、テルペン系、炭化水素系、エポキシ系、ポリアミド系、エラストマー系、フェノール系、ケトン系等、の各種粘着付与樹脂を用いることができる。このような粘着付与樹脂は、単独で、または二種以上を組み合わせて使用することができる。
【0064】
具体的には、ロジン系粘着付与樹脂としては、例えば、ガムロジン、ウッドロジン、トール油ロジン等の未変性ロジン(生ロジン);これらの未変性ロジンを水添化、不均化、重合等により変性した変性ロジン(水添ロジン、不均化ロジン、重合ロジン、その他の化学的に修飾されたロジン等);その他の各種ロジン誘導体;等が挙げられる。上記ロジン誘導体としては、例えば、未変性ロジンをアルコール類によりエステル化したもの(すなわち、ロジンのエステル化物)、変性ロジン(水添ロジン、不均化ロジン、重合ロジン等)をアルコール類によりエステル化したもの(すなわち、変性ロジンのエステル化物)等のロジンエステル類;未変性ロジンや変性ロジン(水添ロジン、不均化ロジン、重合ロジン等)を不飽和脂肪酸で変性した不飽和脂肪酸変性ロジン類;ロジンエステル類を不飽和脂肪酸で変性した不飽和脂肪酸変性ロジンエステル類;未変性ロジン、変性ロジン(水添ロジン、不均化ロジン、重合ロジン等)、不飽和脂肪酸変性ロジン類または不飽和脂肪酸変性ロジンエステル類におけるカルボキシル基を還元処理したロジンアルコール類;未変性ロジン、変性ロジン、各種ロジン誘導体等のロジン類(特に、ロジンエステル類)の金属塩;ロジン類(未変性ロジン、変性ロジン、各種ロジン誘導体等)にフェノールを酸触媒で付加させ熱重合することにより得られるロジンフェノール樹脂;等が挙げられる。
【0065】
テルペン系粘着付与樹脂としては、例えば、α−ピネン重合体、β−ピネン重合体、ジペンテン重合体などのテルペン系樹脂;これらのテルペン系樹脂を変性(フェノール変性、芳香族変性、水素添加変性、炭化水素変性等)した変性テルペン系樹脂;等が挙げられる。上記変性テルペン樹脂としては、テルペン−フェノール系樹脂、スチレン変性テルペン系樹脂、芳香族変性テルペン系樹脂、水素添加テルペン系樹脂等が例示される。
【0066】
炭化水素系粘着付与樹脂としては、例えば、脂肪族系炭化水素樹脂、芳香族系炭化水素樹脂、脂肪族系環状炭化水素樹脂、脂肪族・芳香族系石油樹脂(スチレン−オレフィン系共重合体等)、脂肪族・脂環族系石油樹脂、水素添加炭化水素樹脂、クマロン系樹脂、クマロンインデン系樹脂等の各種の炭化水素系の樹脂が挙げられる。脂肪族系炭化水素樹脂としては、炭素数4〜5程度のオレフィンおよびジエンから選択される一種または二種以上の脂肪族炭化水素の重合体等が例示される。上記オレフィンの例としては、1−ブテン、イソブチレン、1−ペンテン等が挙げられる。上記ジエンの例としては、ブタジエン、1,3−ペンタジエン、イソプレン等が挙げられる。芳香族系炭化水素樹脂としては、炭素数8〜10程度のビニル基含有芳香族系炭化水素(スチレン、ビニルトルエン、α−メチルスチレン、インデン、メチルインデン等)の重合体等が例示される。脂肪族系環状炭化水素樹脂としては、いわゆる「C4石油留分」や「C5石油留分」を環化二量体化した後に重合させた脂環式炭化水素系樹脂;環状ジエン化合物(シクロペンタジエン、ジシクロペンタジエン、エチリデンノルボルネン、ジペンテン等)の重合体またはその水素添加物;芳香族系炭化水素樹脂または脂肪族・芳香族系石油樹脂の芳香環を水素添加した脂環式炭化水素系樹脂;等が例示される。
【0067】
ここに開示される技術では、軟化点(軟化温度)が凡そ100℃以上(典型的には凡そ110℃以上、好ましくは凡そ120℃以上、さらに好ましくは凡そ140℃以上)の粘着付与樹脂が好ましく使用される。かかる軟化点を有する粘着付与樹脂によると、より高性能な(例えば、接着性および耐熱性のうち少なくとも一方が更に改善された)粘着シートが実現され得る。粘着付与樹脂の軟化点の上限は特に制限されず、例えば凡そ170℃以下(好ましくは凡そ160℃以下、さらに好ましくは凡そ155℃以下)であり得る。軟化点が170℃よりも高すぎる粘着付与樹脂では、アクリル系重合体との相溶性が低下傾向となることがあり得る。
【0068】
粘着付与樹脂は、一種を単独で使用してもよく、二種以上を組み合わせて使用してもよい。例えば、高軟化点(例えば凡そ130℃以上)の粘着付与樹脂と、より軟化点の低い(例えば、軟化点が凡そ80〜120℃の)粘着付与樹脂とを、適宜の割合で組み合わせて使用することができる。このことによって、他の特性の低下を抑えつつ、低温特性(低温条件下における接着性、タック等)を向上させることができる。高温環境下における凝集性等の観点から、使用する粘着付与樹脂の合計質量のうち凡そ50%以上は高軟化点の粘着付与樹脂とすることが好ましい。
【0069】
なお、ここでいう粘着付与樹脂の軟化点は、JIS K 5902およびJIS K 2207に規定する軟化点試験方法(環球法)に基づいて測定された値として定義される。具体的には、試料をできるだけ低温ですみやかに融解し、これを平らな金属板の上に置いた環の中に、泡ができないように注意して満たす。冷えたのち、少し加熱した小刀で環の上端を含む平面から盛り上がった部分を切り去る。つぎに、径85mm以上、高さ127mm以上のガラス容器(加熱浴)の中に支持器(環台)を入れ、グリセリンを深さ90mm以上となるまで注ぐ。つぎに、鋼球(径9.5mm、重量3.5g)と、試料を満たした環とを互いに接触しないようにしてグリセリン中に浸し、グリセリンの温度を20℃プラスマイナス5℃に15分間保つ。つぎに、環中の試料の表面の中央に鋼球をのせ、これを支持器の上の定位置に置く。つぎに、環の上端からグリセリン面までの距離を50mmに保ち、温度計を置き、温度計の水銀球の中心の位置を環の中心と同じ高さとし、容器を加熱する。加熱に用いるブンゼンバーナーの炎は、容器の底の中心と縁との中間にあたるようにし、加熱を均等にする。なお、加熱が始まってから40℃に達したのちの浴温の上昇する割合は、毎分5.0プラスマイナス0.5℃でなければならない。試料がしだいに軟化して環から流れ落ち、ついに底板に接触したときの温度を読み、これを軟化点とする。軟化点の測定は、同時に2個以上行い、その平均値を採用する。
【0070】
このような粘着付与樹脂は、該樹脂が水に分散したエマルション(粘着付与樹脂エマルション)の形態で好ましく使用され得る。例えば、アクリル系ポリマーの水性エマルションと上記粘着付与樹脂の水性エマルションとを混合することにより、これらの成分を所望の割合で含有する粘着剤組成物を容易に調製することができる。粘着付与樹脂エマルションとしては、少なくとも芳香族炭化水素系溶剤を実質的に含有しない(より好ましくは、芳香族炭化水素系溶剤その他の有機溶剤を実質的に含有しない)ものを用いることが好ましい。このことによって、よりトルエン放散量の少ない粘着剤層が提供され得る。
【0071】
上記粘着付与樹脂エマルションは、必要に応じて乳化剤を用いて調製されたものであり得る。乳化剤としては、アクリル系重合体エマルションの調製に使用し得る乳化剤と同様のものから、一種または二種以上を適宜選択して用いることができる。乳化剤の使用量は、粘着付与樹脂をエマルションの形態に調製可能な量であれば特に制限されず、例えば、粘着付与樹脂100質量部(固形分基準)に対して0.2〜10質量部(好ましくは0.5〜5質量部)程度の範囲から選択することができる。
【0072】
ここに開示される技術において好ましく使用し得る粘着付与樹脂エマルションとして、例えば、商品名「SK−253NS」(ハリマ化成株式会社製;軟化点145℃;有機溶剤を実質上全く用いずに製造された粘着付与樹脂含有エマルション)、商品名「タマノルE−200−NT」(荒川化学株式会社製;軟化点150℃;脂環式炭化水素系有機溶剤を用いて製造された粘着付与樹脂含有エマルション)等が挙げられる。
【0073】
ここに開示される技術において、アクリル系ポリマーに配合される粘着付与樹脂の量は特に制限されず、目的とする粘着性能(粗面接着性、ポリオレフィン等の低極性材料に対する接着性等)に応じて適宜設定することができる。アクリル系ポリマー100質量部に対して粘着付与樹脂(固形分基準)を凡そ5〜100質量部(好ましくは凡そ10〜80質量部、より好ましくは凡そ15〜60質量部、例えば凡そ20〜40部)の割合で使用することができる。粘着付与樹脂の使用量が少なすぎると、該粘着樹脂の添加による接着性(例えば、粗面やポリオレフィン製部材のように難接着性の被着体に対する接着性)向上効果が十分に発揮され難くなる場合がある。また、粘着付与樹脂の使用量が多すぎると、アクリル系ポリマーとの相溶性が不足しやすく、また低温特性が低下しがちとなることがある。また、粘着剤層(ひいては粘着シート)のトルエン放散量やTVOC量を高度に低減するためにも、粘着付与樹脂の過剰な使用は避けることが望ましい。
【0074】
上記粘着剤組成物には、必要に応じて架橋剤が配合されていてもよい。架橋剤の種類は特に制限されず、公知または慣用の架橋剤(例えば、イソシアネート系架橋剤、エポキシ系架橋剤、オキサゾリン系架橋剤、アジリジン系架橋剤、メラミン系架橋剤、過酸化物系架橋剤、尿素系架橋剤、金属アルコキシド系架橋剤、金属キレート系架橋剤、金属塩系架橋剤、カルボジイミド系架橋剤、アミン系架橋剤等)から適宜選択して用いることができる。油溶性架橋剤、水溶性架橋剤のいずれも使用可能である。架橋剤は単独でまたは2種以上組み合わせて用いることができる。架橋剤の使用量は特に制限されず、例えば、アクリル系ポリマー100質量部に対して凡そ20質量部以下(例えば凡そ0.005〜20質量部、好ましくは凡そ0.01〜10質量部)程度の範囲から選択することができる。なお、このような架橋剤を用いる代わりに、あるいは該架橋剤の使用に加えて、電子線や紫外線の活性エネルギー線を照射することによって粘着剤を架橋させてもよい。
【0075】
上記粘着剤組成物は、必要に応じて、pH調整等の目的で使用される酸または塩基(アンモニア水等)を含有するものであり得る。該組成物に含有され得る他の任意成分としては、粘度調整剤(増粘剤等)、レベリング剤、剥離調整剤、可塑剤、軟化剤、充填剤、着色剤(顔料、染料等)、界面活性剤、帯電防止剤、防腐剤、老化防止剤、紫外線吸収剤、酸化防止剤、光安定剤等の、水性粘着剤組成物の分野において一般的な各種の添加剤が例示される。
【0076】
ここに開示される技術における粘着剤層は、種々の方法で作製され得る。例えば、該粘着剤層が両面粘着タイプであって基材付き両面粘着シートの形態である場合、非剥離性基材の一方の表面および他方の表面に対して、基材に粘着剤組成物を直接付与して乾燥または硬化させることで該基材上に膜状の粘着剤(粘着剤膜)を形成する方法(直接法);および、剥離ライナーの剥離面上に形成した粘着剤膜を基材に貼り合わせ、該粘着剤膜を基材に転写する方法(転写法);から選択されるいずれかの方法を適用することにより、上記基材の両面に粘着剤を有する両面粘着シートを形成することができる。また、上記粘着剤層が両面粘着タイプであって基材レス両面粘着シートの形態である場合には、例えば剥離ライナーの剥離面に粘着剤組成物を直接付与して乾燥または硬化させることにより、該剥離面上に粘着剤層を形成することができる。また、上記粘着剤層が片面粘着タイプであって該粘着剤層の背面が支持シート(基材)の非剥離面に接合している場合には、該粘着剤層の形成方法として、上記直接法、上記転写法等を好ましく採用することができる。
【0077】
粘着剤組成物の付与(典型的には塗布)に際しては、慣用のコーター(例えば、グラビヤロールコーター、リバースロールコーター、キスロールコーター、ディップロールコーター、バーコーター、ナイフコーター、スプレーコーター等)を用いることができる。粘着剤層の厚みは特に限定されず、例えば凡そ2μm〜200μm(好ましくは凡そ5μm〜100μm)程度であり得る。
【0078】
ここに開示される粘着製品において、粘着剤層の背面上に配置される支持シート(前面すなわち粘着剤層側の表面が剥離面であるもの及び非剥離面であるものを包含する。)としては、例えば、ポリオレフィン(ポリエチレン、ポリプロピレン、エチレン−プロピレン共重合体等)製フィルム、ポリエステル(ポリエチレンテレフタレート等)製フィルム、塩化ビニル系樹脂製フィルム、酢酸ビニル系樹脂製フィルム、ポリイミド系樹脂製フィルム、ポリアミド系樹脂製フィルム、フッ素系樹脂製フィルム、その他セロハン類等のプラスチックフィルム類;和紙、クラフト紙、グラシン紙、上質紙、合成紙、トップコート紙等の紙類;各種の繊維状物質(天然繊維、半合成繊維または合成繊維のいずれでもよい。例えば、綿繊維、スフ、マニラ麻、パルプ、レーヨン、アセテート繊維、ポリエステル繊維、ポリビニルアルコール繊維、ポリアミド繊維、ポリオレフィン繊維等)の単独または混紡等による織布や不織布等の布類;天然ゴム、ブチルゴム等からなるゴムシート類;発泡ポリウレタン、発泡ポリクロロプレンゴム等の発泡体からなる発泡体シート類;アルミニウム箔、銅箔等の金属箔;これらの複合体;等を用いることができる。前記プラスチックフィルム類は、無延伸タイプであってもよく、延伸タイプ(一軸延伸タイプまたは二軸延伸タイプ)であってもよい。支持シートには、必要に応じて、充填剤(無機充填剤、有機充填剤など)、老化防止剤、酸化防止剤、紫外線吸収剤、帯電防止剤、滑剤、可塑剤、着色剤(顔料、染料など)等の各種添加剤が配合されていてもよい。支持シートは、単層の形態を有していてもよく、積層された形態を有していてもよい。支持シートの厚さは目的に応じて適宜選択できる。一般的には、例えば凡そ10μm〜500μm程度とすることが適当である。
【0079】
少なくとも一方の表面(前面および/または背面)が剥離面となっている形態の支持シートとしては、当該表面に剥離処理が施された(典型的には、剥離処理剤による剥離処理層が設けられた)支持シートを好適に用いることができる。上記剥離処理層の形成には、公知または慣用の剥離処理剤(例えば、シリコーン系、フッ素系、長鎖アルキル系等の剥離処理剤)を用いることができる。また、フッ素系ポリマー(例えば、ポリテトラフルオロエチレン、ポリクロロトリフルオロエチレン、ポリフッ化ビニル、ポリフッ化ビニリデン、テトラフルオロエチレン−ヘキサフルオロプロピレン共重合体、クロロフルオロエチレン−フッ化ビニリデン共重合体等のフッ素系樹脂)、低極性ポリマー(例えば、ポリエチレン、ポリプロピレン等のオレフィン系樹脂)等の低接着性材料からなる支持シートでは、該シートの表面を、特に剥離処理を施すことなく剥離面として利用することができる。あるいは、低接着性材料からなる支持シートの表面に更に剥離処理を施してもよい。
【0080】
少なくとも前面が剥離面となっているタイプの支持シート(剥離ライナー)としては、紙(上質紙、グラシン紙等が好適である。)の少なくとも前面(粘着剤層側の面)にポリエチレンがラミネートされ、その表面にシリコーン系剥離処理剤による剥離処理(シリコーン処理)が施されたものを好ましく使用し得る。より好ましい支持シートとして、紙の前面および背面の両方にポリエチレンがラミネートされ、その少なくとも前面にシリコーン処理が施されたものが挙げられる。紙の背面をポリエチレンでラミネートすることにより、支持シート(特に、該シートを構成する紙)が吸湿してシワが生じる事象を防止し、経時や湿度上昇時にも背面の標章を見やすく表示することができる。
【0081】
ここに開示される粘着製品が片面粘着タイプの粘着シートを含んで構成されている場合、該粘着シートにおける支持シートの前面(非剥離性の表面)には、粘着剤の投錨性を高めるために、コロナ放電処理、プラズマ処理、下塗り剤の塗布等の、公知または慣用の表面処理が施されていてもよい。
【0082】
また、ここに開示される粘着剤層が基材付き両面粘着シートとして構成されている場合、その基材(非剥離性基材)としては、上記で例示した支持シートと同様のもの(各種プラスチックフィルム類、紙類、布類、ゴムシート類、発泡体シート類、金属箔、これらの複合体等)を適宜選択して用いることができる。好適例として、紙類および布類(不織布等)が挙げられる。
【0083】
以下、本発明に関するいくつかの実施例を説明するが、本発明をかかる実施例に示すものに限定することを意図したものではない。なお、以下の説明において「部」および「%」は、特に断りがない限り質量基準である。
【0084】
<例1>
冷却管、窒素導入管、温度計および攪拌機を備えた反応容器に、イオン交換水35部を入れ、窒素ガスを導入しながら60℃で1時間以上攪拌して窒素置換を行った。この反応容器に、2,2’−アゾビス[N−(2−カルボキシエチル)−2−メチルプロピオンアミジン]ハイドレート(重合開始剤)(和光純薬工業株式会社から入手可能な商品名「VA−057」を使用した。)0.1部を加えた。系を60℃に保ちつつ、ここにモノマーエマルションを4時間かけて徐々に滴下して乳化重合反応を進行させた。モノマーエマルションとしては、n−ブチルアクリレート(BA)90部、2−エチルヘキシルアクリレート(2EHA)10部、アクリル酸(AA)4部、ドデカンチオール(連鎖移動剤)0.05部およびポリオキシエチレンラウリル硫酸ナトリウム(乳化剤)2部をイオン交換水40部に添加して乳化したものを使用した。モノマーエマルションの滴下終了後、さらに2時間60℃に保持し、次いでアスコルビン酸0.1部および35%過酸化水素水0.1部(追加の重合開始剤)を添加した。系を室温まで冷却した後、10%アンモニア水の添加によりpHを7に調整して、アクリル系重合体エマルション(水分散型アクリル系重合体)を得た。
【0085】
上記アクリル系重合体エマルションに対し、該エマルションに含まれるアクリル系重合体100部当たり、固形分基準で30部の粘着付与樹脂エマルションを加えて均一に攪拌混合することにより、水性エマルション型の粘着剤組成物を調製した。ここで、粘着付与樹脂エマルションとしては、ハリマ化成株式会社製の商品名「SK−253NS」(軟化点145℃の重合ロジン系樹脂の水性エマルション)を使用した。この「SK−253NS」は、有機溶剤を実質上全く用いずに製造された粘着付与樹脂エマルションである。
【0086】
上質紙の片面に、緑色のインク(サカタインクス社製、商品名「ラップトーン」、色相−緑)を用いて、14ポイントのセンチュリーゴシック体で「Low VOCs」の標章を一定間隔で印刷した。この標章の配置間隔を変更することにより、上質紙の片面の表面積に占めるインク付着割合(印字面積率)が2〜47%の範囲で異なる計8種類の印刷紙を作製した。なお、上記印字面積率は、印刷紙をデジタルカメラで撮影し、得られた画像をモノクロ変換処理後に二値化し、次いで市販の画像処理ソフト(三谷商事株式会社、商品名「Winroof」)を用いて印字面積率を算出した。
【0087】
これら各印刷紙の印刷面(背面)およびその反対側の面(前面)にそれぞれポリエチレンをラミネートし、さらにシリコーン処理を施した。このようにして、前面および背面がいずれも剥離面となっている剥離ライナー(支持シート)を作製した。この剥離ライナーの背面には、上質紙の片面に印刷された緑色の標章が、該片面を覆うポリエチレンラミネートを透過して表示されている。
【0088】
上記で作製した計8種の剥離ライナーをそれぞれ二枚づつ使用して、基材付き両面粘着シートの両粘着面が剥離ライナーで保護された形態の粘着製品を作製した。すなわち、一枚目の剥離ライナーの前面に上記粘着剤組成物を塗布し、100℃で2分乾燥して厚み約60μmの粘着剤膜を形成した。同様にして、二枚目の剥離ライナーの前面に厚み約60μmの粘着剤膜を形成した。これらの粘着剤膜付き剥離ライナーを不織布基材(商品名「SP原紙−14」、大福製紙株式会社製、坪量14g/m2、厚さ42μm、嵩密度0.33g/cm3のパルプ系不織布)の両面にそれぞれ貼り合わせて、該不織布基材(非剥離性基材)の両面に粘着剤を転写した。この基材付き両面粘着シート(粘着剤層)の両粘着面は、該両面粘着シートの作製に使用した剥離ライナーによってそのまま保護されている。このようにして、剥離ライナーの印字面積率が異なる計8種の粘着製品を作製した。
【0089】
<例2>
BA70部、2EHA27部、AA3部および2−ヒドロキシエチルアクリレート0.1を、重合開始剤としての2,2’−アゾビスイソブチロニトリル(AIBN)0.2部および重合溶媒としての酢酸エチルとともに反応容器に仕込み、70℃で8時間の溶液重合を行って、重量平均分子量70×104のアクリル系重合体の酢酸エチル溶液を得た。この溶液に、該溶液に含まれるアクリル系重合体100部当たり、粘着付与樹脂(理化タック社製、商品名「リカタックPCJ」、軟化点128℃の重合ロジンエステル樹脂)20部と、架橋剤(日本ポリウレタン工業社製のイソシアネート系架橋剤、商品名「コロネートL」)2部とを加えて均一に攪拌混合することにより、溶剤型の粘着剤組成物を調製した。この溶剤型粘着剤組成物を用いた点以外は例1と同様にして、剥離ライナーの印字面積率が異なる計8種の粘着製品を作製した。
【0090】
例1および例2で作製した各粘着製品について、上述した方法により、粘着剤層(ここでは基材付き両面粘着シート)1g当たりのトルエン放散量およびTVOC量を測定した。なお、各両面粘着シート1gには約0.91gの粘着剤が含まれる。その結果、例1に係る粘着製品は、いずれも、粘着剤層のトルエン放散量が2〜3μg/gであり、TVOC量が35〜45μg/gであることが確認された。また、例2に係る粘着製品は、いずれも、粘着剤層のトルエン放散量が2〜3μg/gであり、TVOC量が200〜250μg/gであることが確認された。
【0091】
例1で作製した8種類の支持シートを10cm×10cmのサイズに切断し、これらを垂直な壁面に、上記印字が表示された面(背面)が外側となるようにして、概ね目の高さの位置に固定した。視力1.0の試験担当者が、上記壁から10m離れた位置に立って支持シートの背面を目視し、標章の色が認識できるかどうかを評価した。その結果を、標章の色が認識できた場合を「識別性○」、認識できなかった場合を「識別性×」として表1に示した。
【0092】
【表1】
【0093】
表1に示されるように、印字面積率を5%以上(より具体的には、5%以上50%以下)とすることにより、10mの距離からであっても標章の色を良好に識別することができた。このように離れた箇所からの識別性に優れることは、ロール状の粘着製品が例えば遠くの棚に置いてある場合に、当該粘着製品が低VOC仕様であることを遠くからも認識することができるので、低VOC仕様の粘着製品を効率よく取りに行くことができる。このことによって、該粘着製品を使用する際の作業性を向上させることができる。
【0094】
以上、本発明の具体例を詳細に説明したが、これらは例示にすぎず、請求の範囲を限定するものではない。請求の範囲に記載の技術には、以上に例示した具体例を様々に変形、変更したものが含まれる。
【符号の説明】
【0095】
1,2,3,4,5,6:粘着製品
10:粘着剤層(基材付き両面粘着シート)
10A:第一粘着面(前面)
10B:第二粘着面(背面)
12:非剥離性基材
14,15:粘着剤
16:標章
17:剥離ライナー(支持シート)
17A:前面
17B:背面
18,38,58:剥離ライナー
30:粘着剤層(基材レス両面粘着シート)
30A:第一粘着面(前面)
30B:第二粘着面(背面)
37:剥離ライナー(支持シート)
37A:前面
37B:背面
50:粘着剤層
50A:第一粘着面(前面)
50B:第二粘着面(背面)
51:片面粘着シート
52:支持シート(支持基材)
52A:前面
52B:背面
【特許請求の範囲】
【請求項1】
被着体に貼り付け可能な粘着面を有する粘着剤層と、該粘着剤層の背面上に配置された支持シートと、を備えた粘着製品であって、
前記粘着剤層は、以下の特性:
80℃で30分間加熱したときのトルエン放散量が、該粘着剤層1g当たり20μg以下である;および、
80℃で30分間加熱したときの総揮発性有機化合物量が、該粘着剤層1g当たり300μg以下である;
を満たし、
前記支持シートの背面に、緑色および青色から選択される色彩の標章が表示されている、粘着製品。
【請求項2】
前記標章は、揮発性有機化合物量が少ないことを表す文字、図形もしくは記号またはこれらの結合と、前記色彩との結合である、請求項1に記載の粘着製品。
【請求項3】
前記標章は緑色である、請求項1または2に記載の粘着製品。
【請求項4】
前記支持シートの背面の面積のうち、前記標章の面積が5%以上80%以下である、請求項1から3のいずれか一項に記載の粘着製品。
【請求項5】
前記粘着剤層を構成する粘着剤は、水分散型の粘着剤組成物から形成された粘着剤である、請求項1から4のいずれか一項に記載の粘着製品。
【請求項6】
前記支持シートの前面は、該前面から前記粘着剤層の背面を剥離可能な剥離面となっており、
前記粘着剤層は、非剥離性基材の両面に粘着剤を有する両面粘着シートとして構成されている、請求項1から5のいずれか一項に記載の粘着製品。
【請求項1】
被着体に貼り付け可能な粘着面を有する粘着剤層と、該粘着剤層の背面上に配置された支持シートと、を備えた粘着製品であって、
前記粘着剤層は、以下の特性:
80℃で30分間加熱したときのトルエン放散量が、該粘着剤層1g当たり20μg以下である;および、
80℃で30分間加熱したときの総揮発性有機化合物量が、該粘着剤層1g当たり300μg以下である;
を満たし、
前記支持シートの背面に、緑色および青色から選択される色彩の標章が表示されている、粘着製品。
【請求項2】
前記標章は、揮発性有機化合物量が少ないことを表す文字、図形もしくは記号またはこれらの結合と、前記色彩との結合である、請求項1に記載の粘着製品。
【請求項3】
前記標章は緑色である、請求項1または2に記載の粘着製品。
【請求項4】
前記支持シートの背面の面積のうち、前記標章の面積が5%以上80%以下である、請求項1から3のいずれか一項に記載の粘着製品。
【請求項5】
前記粘着剤層を構成する粘着剤は、水分散型の粘着剤組成物から形成された粘着剤である、請求項1から4のいずれか一項に記載の粘着製品。
【請求項6】
前記支持シートの前面は、該前面から前記粘着剤層の背面を剥離可能な剥離面となっており、
前記粘着剤層は、非剥離性基材の両面に粘着剤を有する両面粘着シートとして構成されている、請求項1から5のいずれか一項に記載の粘着製品。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2011−190456(P2011−190456A)
【公開日】平成23年9月29日(2011.9.29)
【国際特許分類】
【出願番号】特願2011−114085(P2011−114085)
【出願日】平成23年5月20日(2011.5.20)
【分割の表示】特願2009−90857(P2009−90857)の分割
【原出願日】平成21年4月3日(2009.4.3)
【出願人】(000003964)日東電工株式会社 (5,557)
【Fターム(参考)】
【公開日】平成23年9月29日(2011.9.29)
【国際特許分類】
【出願日】平成23年5月20日(2011.5.20)
【分割の表示】特願2009−90857(P2009−90857)の分割
【原出願日】平成21年4月3日(2009.4.3)
【出願人】(000003964)日東電工株式会社 (5,557)
【Fターム(参考)】
[ Back to top ]