
精密形状付与多孔質粒子
精密形状付与複合材料及びこれらの複合材料の製造方法が開示されている。本開示の方法は、前駆体組成物を、少なくとも1つの連続表面及び複数の空洞を有する生産工具上に導入して、空洞の少なくとも一部を前駆体組成物で充たすことを含み、その際、前駆体組成物が硬化によって、空洞に対応する形状を有する組成物を形成し、それにより、次の(a)10m2/g以上又は(b)5kダルトン以上を含む多孔性を有する、複数の、個々の、精密形状付与粒子を形成することからなる。精密形状付与粒子は、少なくとも1つのほぼ平坦な側面を有する。精密形状付与粒子は、容器内に閉じ込めて、クロマトグラフィー用途に使用することができる。

【発明の詳細な説明】
【技術分野】
【0001】
(関連出願の相互参照)
本出願は、2007年12月19日に出願された米国特許仮出願第60/014,825号の利益を主張し、その開示内容の全体を参照として本明細書に援用する。
【0002】
(発明の分野)
本開示は、硬化性組成物を含む多孔質粒子材料、及びその製造方法に関する。多孔質粒子材料がチューブ又はカラムなどの容器内に詰め込まれた場合、クロマトグラフィー用途で使用することができる。
【背景技術】
【0003】
懸濁重合は、プラスチックを成形するための、水性の供給流れから金属イオンを除去するための粒子を製造するために使用され、かつ特にクロマトグラフ分離媒体のための粒子を製造するために使用される。懸濁重合は、分散媒中に分散モノマー液滴相を含み、そこでは分散モノマーが分散媒中で難溶解性を有し、例えば不連続水相(液滴相)を連続有機相(分散媒)中に有する。懸濁重合では、重合は液滴相中で生じ、粒径に対して影響を与え得る。したがって、通常、少量の安定剤を添加し、液滴を安定させかつ合着を妨げる。重合後に、粒子を収集し(例えば、濾過により)、洗浄する。
【0004】
懸濁重合中の粒径は、例えば、攪拌速度、モノマー相の留分、及び使用する安定剤のタイプ及び量を含む要因によってコントロールされる。懸濁重合は、広い分布の粒径範囲をもたらすことができ、かつ典型的には、分散媒から懸濁粒子を除去するために追加の工程が必要である。加えて、分類工程は多くの場合、所望のサイズ範囲へと粒子を分画する必要がある。2つの個々の、不混和相が存在するために、多くの場合、1つは、モノマー相中へ組み込み可能な構成成分の観点から限定される。例えば、分散媒へと分配される、モノマー又はポロゲンなどのその他の添加剤は、効果的に使用することができない。このような理由によって、粒径をコントロールすること及びより少ない形状付与工程(即ち、単相重合)を有することが望ましい。
【発明の概要】
【課題を解決するための手段】
【0005】
一態様においては、本開示は、(i)少なくとも1つのほぼ平坦な表面及び(ii)(a)10m2/g以上又は(b)5kダルトン以上、のうち少なくとも1つを含む多孔性を有する複数の成形粒子を提供する。
【0006】
別の態様では、本開示は、少なくとも1つの連続表面及び複数の空洞を有する生産工具上へと前駆体組成物を導入することによる複数の精密形状付与粒子の製造方法を提供する。前駆体組成物は、空洞の少なくとも一部分を充たす。次に、前駆体組成物は、硬化によって空洞に対応する形状を有する硬化組成物を形成し、それによって複数の精密形状付与粒子が得られる。精密形状付与粒子は、次の(a)10m2/g以上又は(b)5kダルトン以上のうち少なくとも1つの多孔性を有する。
【0007】
別の態様では、本開示は、容器及び前駆体組成物を、少なくとも1つの連続表面及び複数の空洞を有する生産工具上に導入し、空洞の少なくとも一部を前駆体組成物で充たすことを含み、ここで、前駆体組成物が、硬化によって、空洞に対応する形状を有する硬化組成物を形成し、それによって複数の精密形状付与粒子を形成し、ここで複数の粒子が容器内に閉じ込められることを有するプロセスにより製造された複数の粒子を有する物品を提供する。
【0008】
上記概要は、本発明の開示した各々の実施形態又は全ての実現形態を説明することを意図したものではない。以下の「発明を実施するための形態」は、例示的実施形態をより詳細に例証する。
【図面の簡単な説明】
【0009】
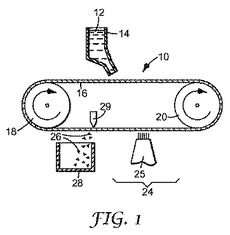
【図1】本開示のプロセスを実施するための方法を示す側面図である。
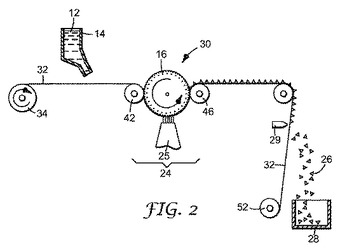
【図2】本開示のプロセスを実施するための方法を示す側面図である。
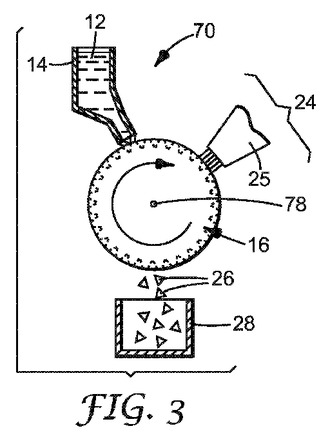
【図3】本開示のプロセスを実施するための方法を示す側面図である。
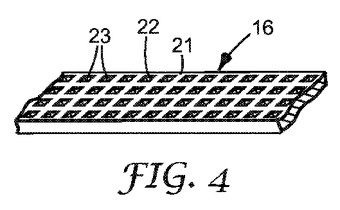
【図4】生産工具の部分の斜視図である。
【図5】1つの代表的粒子形状を示す概略的側面図である。
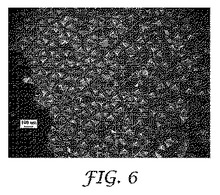
【図6】実施例1に従って製造した精密形状付与粒子の顕微鏡写真である。
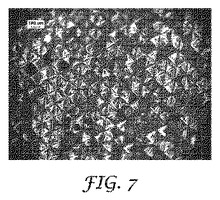
【図7】実施例3に従って製造した精密形状付与粒子の顕微鏡写真である。
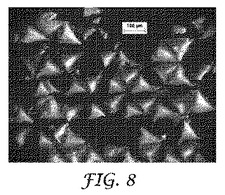
【図8】実施例7に従って製造した精密形状付与粒子の顕微鏡写真である。
【図9】実施例8に従って製造した精密形状付与粒子の顕微鏡写真である。
【発明を実施するための形態】
【0010】
正確な形状を有する粒子を製造する必要性がある。更に、単純、迅速、かつ経済的な方法を使用し、粒子を製造する必要もある。各種組成物にて、精密形状付与粒子を製造する必要もある。本開示は、精密形状付与粒子及びこれら粒子の製造方法を提供する。更に、本明細書にて開示されたプロセスは、バッチ間で同一サイズを有する多孔質粒子を正確に製造することができ、これにより、例えば、クロマトグラフィー媒体をよりばらつきの少ないものとすることができる。
【0011】
本開示は、精密形状付与粒子及びこれら精密形状付与粒子の製造方法に関する。より具体的には、少なくとも1つの連続表面及び複数の空洞を有する生産工具を、前駆体組成物で充たし、空洞の少なくとも一部を充たすようにする。硬化によって、前駆体組成物は、空洞の形状に対応する形状を有する硬化組成物を形成し、それにより、次の(a)10m2/g以上又は(b)5kダルトン以上のうち少なくとも1つの多孔性を有する、複数の精密形状付与粒子を得る。更に、チューブ又はカラムなどの容器内に閉じ込められた精密形状付与粒子を含む物品について記載する。
【0012】
本発明で使用する場合、「前駆体組成物」という表現は、熱又は圧力あるいはそれら両方によって整合性であり又は整合性にすることができ、及び放射線エネルギー又は熱エネルギーあるいはそれら両方によって非整合性にすることができる任意の材料を意味する。本発明で使用する場合、「固形化させた、取扱い可能な組成物」という表現は、それが実質的に流動せず、あるいは形状が実質的に変化しない程度まで重合又は硬化させられた前駆体組成物を意味する。「固形化させた、取扱い可能な組成物」という表現は、前駆体組成物が常に完全に重合又は硬化されていることを意味しないが、前駆体組成物が十分に重合又は硬化され、生産工具が動き続けている間であっても、組成物の形状が大きく変化することなく、それらを生産工具から取り外すことができることを意味する。組成物を生産工具から取り外した後、組成物を更にエネルギー供給源にさらし、組成物を更に硬化又は重合させてよい。本発明で使用する場合、用語「組成物」とは、「固形化させた、取扱い可能な組成物」という表現と同義である。
【0013】
一実施形態は、精密形状付与粒子の製造方法に関する。別の実施形態では、本開示は、固形化させた、取扱い可能な組成物を含む精密形状付与粒子に関する。更に別の態様では、本開示は、精密形状付与粒子を収容するチューブ又はカラムなどの容器に関する。
【0014】
図1は、本開示の精密形状付与粒子を製造するための本開示の方法を実施することができる装置10を示す。装置10では、前駆体組成物12は重力によってホッパー14から生産工具16(エンドレスベルトの形態である)上へと供給される。生産工具16は、2つのロール18、20上を移動し、少なくともその1つは動力で駆動されている。図4は、生産工具16の部分の斜視図である。図4に示す部分は、図1、2、及び3の生産工具の部分と実質的に類似している。図4に示された実施形態に示すように、生産工具16は、三次元の本体部分にある空洞23へのアクセスを提供する開口部22を含有する連続表面21を有する三次元の本体部分である。図1を再度参照すると、前駆体組成物12は、空洞23の少なくとも一部分を充たす。次に、前駆体組成物は硬化ゾーン24(そこで、それがエネルギー供給源25へさらされる)を通って移動し、前駆体組成物12の少なくとも一部が硬化され、固形化させた、取扱い可能な組成物を形成する。精密形状付与材料の粒子26は、生産工具16から取り出され、コンテナ28内に収集される。外部手段29を使用し、精密形状付与材料の粒子(又は精密形状付与粒子)26を生産工具16から取り外すのを手助けできる。生産工具16内に残った破片は、任意の新鮮な前駆体組成物12を生産工具16へ供給する前にきれいに取り除くことができる。
【0015】
図2は、本開示の方法を実施することが可能な装置30の別の実施形態を示す。装置30は、巻出ステーション34から供給される支持ウェブ32を含む。巻出ステーション34は、ロールの形態である。支持ウェブ32は、紙、布、ポリマーフィルム(例えば、ポリエステルフィルム)、不織布ウェブ、バルカナイズドファイバー、これらの組み合わせ及びそれらの処理形などの材料で製造することができる。図2では、支持ウェブ32は放射線を透過する。前駆体組成物12は、重力によってホッパー14から支持ウェブ32の表面上へと供給される。前駆体組成物12を含有する支持ウェブ32は、ニップロール42を用いて生産工具16の連続表面21に対して押しつける。支持ウェブ32と接触する生産工具16の連続表面21は曲面であるが、さもなければ、図4に示す生産工具の一部のものと同一である。図2を再度参照すると、ニップロール42は更に、生産工具16の空洞23内へ前駆体組成物12を押し込むのに役立つ。次に、前駆体組成物は硬化ゾーン24(そこで、それがエネルギー供給源25へさらされる)を通って移動し、前駆体組成物12の少なくとも一部が硬化され、固形化させた、取扱い可能な組成物を形成する。次に、固形化させた、取扱い可能な組成物を含有する支持ウェブ32をニップロール46の上を通過させる。生産工具16の空洞から引き続いて組成物を取り外すためには、支持ウェブ32と固形化させた、取扱い可能な組成物との間には十分な接着性がなければならない。精密形状付与材料26は、支持ウェブ32から取り外され、コンテナ28内に収集される。外部手段29を使用し、支持ウェブ32から精密形状付与粒子48を剥離するのを手助けすることができる。次に、支持ウェブ32を巻返しステーション52にて回収し、支持ウェブを再利用できるようにした。巻返しステーション52は、ロールの形態である。
【0016】
図3は、本開示の方法を実施することが可能な装置の別のバリエイションを示す。装置70では、前駆体組成物12はホッパー14から生産工具16上へとナイフコーティングされる。生産工具16は、円筒形ドラムの形態でありかつ軸線78を有する。生産工具16の連続表面は曲面であるが、さもなければ図4に示す生産工具の部分と同一である。図3を再度参照すると、生産工具16が軸線78の周りを回転する際に、前駆体組成物12は硬化ゾーン24を通って移動し、そこで、前駆体組成物12はエネルギー供給源25にさらされ、少なくとも部分的に前駆体組成物12を硬化し、固形化させた、取扱い可能な組成物を形成する。次に、プロセスの硬化工程から生じた精密形状付与材料の粒子26は、生産工具16から取り外され、コンテナ28内に収集される。取り外しは、機械的手段、例えば、ウォータージェットで実施するのが好ましい。生産工具16内に残存するあらゆる破片は、任意の新鮮な前駆体組成物が導入される前に除去されることが好ましい。破片除去は、ブラシ、エアジェット、又は任意のその他の慣用技術により実施可能である。図3には図示されていないが、更なる手段を使用し、粒子を生産工具16から除去する手助けをすることができる。
【0017】
マスターツールを使用し、生産工具16を作製してよい。生産工具の表面上にパターンが所望される場合、マスターツールは、その表面上に生産工具の逆パターンを有していなければならない。マスターツールは通常、ニッケルなどの金属から作製されている。マスターツールは、彫刻、ホブ切り、ローレット切り、電鋳、ダイヤモンド旋削、レーザー加工、リソグラフィ、及びその他の当技術分野において既知の技術などの任意の慣用技術によって作製することができる。金属生産工具又はマスターツールの好ましい製造方法は、ダイヤモンド旋削である。
【0018】
生産工具16のための好ましい材料は、ポリオレフィン(例えば、ポリプロピレン)などのポリマー、又はニッケルなどの金属である。生産工具は更に、セラミック材料から形成することができる。
【0019】
金属生産工具は、金属マスターツールを製造するために使用可能な同一方法によって製造することができる。金属から作製されていることが好ましい加熱生産工具の使用も、本開示の範囲内である。加熱生産工具は形状付与をより容易に、硬化をより迅速に、かつ生産工具からの精密形状付与粒子の剥離をより容易にする。
【0020】
場合によっては、ポリマー生産工具を元のマスターツールから複製することができる。生産工具がベルト又はウェブの形態である場合には、このことが特に好ましい。金属生産工具に対するポリマー生産工具の利点の1つは、コストである。ポリマー生産工具の別の利点は、放射線を放射線源から生産工具を通って前駆体組成物中へと通過させることができる点である。
【0021】
生産工具16を作製するための使用可能な熱可塑性材料としては、ポリエステル、ポリカーボネート、ポリ(エーテルスルホン)、ポリ(メチルメタクリレート)、ポリウレタン、ポリ塩化ビニル、ポリオレフィン、ポリスチレン、又はこれらの組み合わせが挙げられる。熱可塑性材料は、可塑剤、ラジカルスカベンジャー又は安定剤、熱安定剤、酸化防止剤、及び紫外線吸収剤などの添加剤を含むことができる。熱可塑性材料は、実質的に紫外線及び可視光線放射を透過する。生産工具が熱可塑性材料から作製される場合には、精密形状付与粒子を製造するための方法の条件は、硬化ゾーンにて生成されたあらゆる熱が生産工具に対して悪影響を与えないように設定されなければならないことに留意されたい。
【0022】
ポリマー生産工具は、ポリプロピレンなどの溶融熱可塑性材料をマスターツール上にコーティングすることにより作製することができる。次に、溶融材料を急冷し、マスターツールの熱可塑性レプリカを得ることができる。次に、このポリマーレプリカを生産ツールとして利用することができる。熱可塑性生産工具はまた、熱可塑性材料をマスターツールでエンボス加工してパターンを形成することによっても製造することができる。エンボス加工は、熱可塑性材料が流動可能状態にある間に実施することができる。エンボス加工した後、熱可塑性材料を冷却して硬化を生じさせることができる。
【0023】
温度により硬化させた熱硬化性材料を使用し、生産工具16を作製することができる。例えば、既に述べたタイプのマスターツールに未硬化熱硬化性材料を供給する。未硬化熱硬化性材料がマスターツールの表面上にある間に、熱硬化性材料を熱により硬化又は重合させ、熱硬化性材料がマスターツール表面のパターンの逆形状を有するようにすることができる。次に、硬化済み熱硬化性材料をマスターツール表面から取り外す。生産工具は、硬化済み放射線硬化性材料、例えばアクリレート化ウレタンオリゴマーなどで製造することができる。放射線で硬化させた、熱硬化性材料から作製された生産工具を、放射線、例えば紫外線、にさらすことによって硬化させた。
【0024】
生産工具16を作製するためには、エラストマー材料もまた使用することができる。例えば、ニッケルにて作製され、平坦な背面及び生産工具の所望の表面形状の逆を有する前面を有するマスターツールは、前面を上にして水平面上に置くことができる。マスターツールの前面を取り囲む溝は、マスターツールのエッジ周辺に、適当な長さの約6.4ミリメートル(1/4インチ)の四角い鋼材を配置することにより形成することができる。溝は、「3M ESPE EXPRESS」(3M社(ミネソタ州、セントポール))の商標名にて入手可能なビニルポリシロキサン印象材のビードによって、マスターツールへと結合させることができる。製造業者の推奨に従って触媒されたエラストマー(「シルガード(Sylgard)#184」の商標名にて入手可能、ダウコーニング社(ミシガン州ミッドランド))の十分量を、マスターツールの前面へと注ぎ込んで、約1.5ミリメートル(1/16インチ)〜約3ミリメートル(1/8インチ)の深さを有する層を得ることができる。アセンブリを室温にて8時間静置させ、気泡を消散させ、ゲルを形成させることができる。次に、アセンブリをオーブン内49℃の温度で24時間加熱し、エラストマーサイズを固定することができる。204℃の温度で4時間持続して硬化することができる。冷却後、次にエラストマー生産工具をマスターツールから分離し、エラストマー生産工具のエッジをばり取りすることができる。
【0025】
生産工具の表面は、従来技術で公知なように、空洞から組成物をより容易に取り外すことができ、かつ生産工具16の摩耗を最小化できるように、剥離コーティングを含有してよい。典型的な剥離剤としては、シリコーン系材料及びフルオロケミカル系材料が挙げられる。良好な剥離特性を示すポリマーから生産工具を製造することは、本開示の範囲内である。
【0026】
生産工具16は、少なくとも1つの連続表面を有する三次元の本体部分である。連続表面21は、連続表面で形成された、少なくとも1つの開口部、好ましくは複数の開口部を含有する。各開口部は、三次元の本体部分内に形成された空洞23への接近手段を提供する。本文脈中で使用される場合、用語「連続的な」とは、間隙を介して途切れることがない延長部により特徴づけられ、開口部及び空洞が連続表面内のフィーチャーであるが、それらが複数の個々の表面へと表面を破壊しないことを意味する。生産工具は、ウェブ、ベルト(例えば、エンドレスベルト)、シート、コーティングロール、又はコーティングロール上に取り付けられたスリーブの形態であることができる。生産工具は、バッチ処理又は連続処理のいずれかにて使用可能である。連続運転では、例えば、エンドレスベルト又は円筒形コーティングロールが軸線の周りを回転する。典型的には、円筒形コーティングロールは直円柱の形態であり、約25cm〜約45cmの直径を有し、かつ硬質材料から構成される。連続運転を提供するために、両端のある(two-ended)ウェブを利用した装置もまた適合させることができる。
【0027】
生産工具の少なくとも1つの連続表面は、少なくとも1つの空洞23、好ましくは複数の空洞を含有する。固形化させた、取扱い可能な組成物は、空洞の形状に対応する形状を獲得する。空洞23は、任意の幾何学的形状を有することができる。所与の生産工具が、異なった形状、異なったサイズ、及びこれらの組み合わせの種々の空洞を含有してよいこともまた本開示の範囲内である。空洞は、生産工具を通して完全に延びていない場合もある。空洞は、隣接し又はそれらの間にランドエリアを有することがある。空洞の辺は、生産工具から粒子をより容易に取り外すことができるように対応づけられたスロープを有することが好ましい。
【0028】
空洞の1つの表面は、空洞を充たすことができるように開いていなければならない。したがって、空洞を充たすためのこの1つの開放表面により、ほぼ平坦な少なくとも1つの側面を有する精密形状付与粒子がもたらされる可能性がある。ほぼ平坦であるとは、硬化又は重合前に、前駆体組成物が平面(即ち、表面張力によってもたらされることがある場合以外の水平のスロープを有しない)であったことを意味する。しかしながら、硬化及び/又は重合及び/又は収縮(例えば、収縮応力)が、精密形状付与粒子26にスロープ又は湾曲又は傾きを引き起こすことがある。更に、精密形状付与粒子の体積及び/又は平坦度は、送達媒体内に保管することによって変化し得る。
【0029】
前駆体組成物12は、空洞23内に保持され、空洞の形状に沿い、精密形状付与粒子を生成する。本開示に好適な前駆体組成物は、放射線エネルギー又は熱エネルギーにより「硬化され」ることができる材料を含む。前駆体組成物は、単純なゲル化又は相分離現象によって不適合となる場合があり、あるいは縮合硬化機構又は付加機構により重合することがある。前駆体組成物は、付加機構により重合し得る。前駆体組成物は、ラジカル機構又はカチオン機構あるいは両機構によって重合できる。
【0030】
前駆体組成物12は、有機材料又は無機材料から誘導することができる。有機前駆体組成物の代表例としては、多糖類、エチレン系不飽和化合物、アミノプラスト誘導体、フェノール樹脂、エポキシ樹脂、及びこれらの組み合わせ、好ましくは、多糖類及びエチレン系不飽和化合物並びにこれらの組み合わせを挙げることができる。
【0031】
多糖類としては、例えば、アガロース及びセルロース、及びその誘導体が挙げられる。アガロースは、強力な水素結合によって結合している複数の二級及び三級構造体内へ絡み合った多糖鎖からなるヒドロゲルである。アガロースは、種々の供給者から市販されている。
【0032】
エチレン系不飽和化合物としては、ビニル芳香族化合物(例えば、スチレン、ジビニルベンゼン、ビニルピリジン、など)及び(メタ)アクリレート誘導体などのラジカル重合性モノマーが挙げられる。(メタ)アクリレート誘導体は、アクリル酸若しくはメタクリル酸、アクリル酸若しくはメタクリル酸の誘導体、又はこれらの組み合わせなどのモノマーであることができる。好適な誘導体としては、置換されていないか、又は置換されていることが可能であるエステル類、塩類、アミド類及びニトリル類などが挙げられる。ビニル芳香族モノマー及び(メタ)アクリレート誘導体は、当該技術分野において周知であるとともに、種々の供給者から市販されている。
【0033】
無機前駆体組成物の代表例としては、金属酸化物ゾル及び/又はメタロイド酸化物ゾルを挙げることができる。例示的ゾルとしては、ジルコニウム、チタン、クロム、アルミニウム、セリウム、スズ、ベーマイト、シリコン、当該技術分野において公知のその他の無機ゾル、及びこれらの組み合わせから誘導されるようなものが挙げられる。好ましくは、ケイ酸塩、シリカゾル及びジルコニウムゾル、並びにこれらの組み合わせである。
【0034】
一実施形態では、官能性モノマーを前駆体組成物12に添加し、精密形状付与粒子に異なった官能性を与える。官能性モノマーとしては、例えば、アニオン又はカチオンなどの帯電モノマー、並びにヒドロキシル基、アズラクトン基、及びエポキシ基を含有するモノマーなどの反応性モノマーを挙げることができる。官能性モノマーは、前駆体組成物へ直接的に、あるいは硬化後に精密形状付与粒子へ、のいずれかにて添加できる。
【0035】
負電荷を有する幾つかの代表的イオンモノマーとしては、式Iの(メタ)アクリルアミドスルホン酸、又はその塩類が挙げられる。
【0036】
【化1】
【0037】
式Iにおいて、Yは、1〜10個の炭素原子を有する直鎖状又は分枝状アルキレンであり、Rbは水素又はメチルである。式Iに従う代表的なイオン性モノマーとしては、N−アクリルアミドメタンスルホン酸、2−アクリルアミドエタンスルホン酸、2−アクリルアミド−2−メチルプロパンスルホン酸、及び2−メタクリルアミド−2−メチルプロパンスルホン酸が挙げられるが、これらに限定されない。
【0038】
酸性モノマーの塩類も更に使用することができる。好適なイオンモノマーとしては更に、ビニルスルホン酸及び4−スチレンスルホン酸などのスルホン酸類、(メタ)アクリルアミドアルキルホスホン酸類(例えば、2−アクリルアミドエチルホスホン酸及び3−メタクリルアミドプロピルホスホン酸)などの(メタ)アクリルアミドホスホン酸類、アクリル酸及びメタクリル酸並びに2−カルボキシエチルアクリレートなどの)などの(メタ)アクリルアミドホスホン酸類、アクリル酸及びメタクリル酸、並びに2−カルボキシエチルアクリレート、2−カルボキシエチルメタクリレート、3−カルボキシプロピルアクリレート及び3−カルボキシプロピルメタクリレートなどのカルボキシアルキル(メタ)アクリレート類も挙げられる。更に他の適切な酸性モノマーとしては、米国特許第4,157,418号(ヘイルマン(Heilmann))に記載されているような(メタ)アクリロイルアミノ酸が挙げられる。例示的な(メタ)アクリロイルアミノ酸には、N−アクリロイルグリシン、N−アクリロイルアスパラギン酸、N−アクリロイル−β−アラニン及び2−アクリルアミドグリコール酸が挙げられるが、それらに限定されない。これらの酸モノマーのいずれかの塩も用いることが可能である。
【0039】
正電荷を有する幾つかの代表的イオンモノマーは、エチレン系不飽和基、並びにアミノ基又はその塩を有する。これらのモノマーとしては、アミノ(メタ)アクリレート及びアミノ(メタ)アクリルアミドが挙げられる。アミノ基は、一級アミノ基、二級アミノ基、三級アミノ基、又は四級アンモニウム基であることができる。典型例としては、N,N−ジメチルアミノエチル(メタ)アクリレート、N,N−ジエチルアミノエチル(メタ)アクリレート、N,N−ジメチルアミノプロピル(メタ)アクリレート、N−t−ブチルアミノプロピル(メタ)アクリレート、N−(3−アミノプロピル)(メタ)アクリルアミド、N−[(3−(ジメチルアミノ)プロピル](メタ)アクリルアミド、(メタ)アクリルアミドプロピルトリメチルアンモニウムクロライド、2−(メタ)アクリロキシエチルトリメチルアンモニウムクロライド、及び2−(メタ)アクリロキシエチルトリメチルアンモニウムメチルサルフェートが挙げられる。
【0040】
前駆体組成物は、ホッパー14などの分配手段によって生産工具の空洞へ導入することができる。分配手段としては、例えば、重力による供給、ポンピング、ダイコーティング、又は真空落下ダイコーティングなどの任意の慣用技術を利用してよい。前駆体組成物は、支持ウェブ32などの支持ウェブを介して移動させることによって、生産工具の空洞へと導入することもできる。混合工程中又はコーティング工程直前に、前駆体組成物を超音波エネルギーにさらし、前駆体組成物の粘度を下げることができる。
【0041】
前駆体組成物12は、空洞の一部を充填するためのみに必要とされるが、前駆体組成物が生産工具の空洞23を完全に充たし、得られた精密形状付与粒子がボイド又は欠陥をほとんど含まないようにすることが好ましい。ある種の用途においては欠陥が問題を引き起こすことはないが、これらの欠陥により、精密形状付与粒子の形状が所望の正確な形状から逸脱する。
【0042】
幾つかの実施形態では、前駆体組成物12は、生産工具16に導入する前に、典型的には、約40℃〜90℃の範囲の温度で加熱してよい。前駆体組成物を加熱した場合、その粘度が低下し、生産工具の空洞内へとそれがより容易に流動できるようになる。アガロースなどの多糖類を用いて、水性混合物を加熱すると、二級及び三級構造体が破壊され、アガロースゲルが溶解するようになる。加熱済み前駆体組成物を生産工具へと導入した後、水性混合物を冷却し、二級及び三級アガロース構造体を改質させ、生産工具の空洞内に、固形化させた、取扱い可能なアガロース組成物を製造する。
【0043】
前駆体組成物12を生産工具の空洞23内へ導入するのに続き、生産工具の空洞内に存在する前駆体組成物を、放射線エネルギー又は熱エネルギーにさらすことにより、少なくとも部分的に硬化してよい。あるいは、前駆体組成物は生産工具の空洞中に存在しつつ、少なくとも部分的に硬化されることができ、次に、生産工具の空洞から取り出した後に後硬化することができる。後硬化工程は省略することができる。得られた固形化させた、取扱い可能な組成物が、生産工具からの取り外された際にその形状を保持するように、硬化は十分に行なう。
【0044】
熱硬化条件は、アガロースのゲル化の場合と同様に、温度を下げることを包含することができ、あるいは重合硬化反応の場合と同様に、温度を上げることを包含することができる。この後者の場合、条件は、約50℃〜約200℃の温度及び1秒〜数千分の区分の時間範囲であることができる。実際に必要な熱量は、前駆体組成物の化学に大きく依存する。
【0045】
硬化ゾーン24にて使用するエネルギー供給源25の例としては、蒸気、温水、熱油、誘導加熱、抵抗加熱、赤外線、マイクロウェーブ放射、硬化オーブン、などの熱エネルギー供給源、並びに電子ビーム、紫外線、可視光線、及びレーザー光線などの放射線エネルギー供給源が挙げられる。
【0046】
電離放射線としてもまた公知である電子ビーム照射は、約0.1〜約20Mrad、好ましくは約1〜約10Mradのエネルギー量にて使用することができる。紫外放射とは、約200〜約400nm、又は約250〜約400nmの範囲の波長を有する非粒子放射線を指す。放射線量は、約50mJ/cm2〜約1000mJ/cm2、好ましくは約100mJ/cm2〜約400mJ/cm2の範囲であることができる。この放射線量を提供するのに適したランプ供給源の例は、約100〜約236ワット/cm(600ワット/インチ)、好ましくは約118〜236ワット/cm(300〜約600ワット/インチ)を提供する。可視光線放射とは、約400〜約800nm、又は約400〜約550nmの範囲の波長を有する非粒子放射線を指す。前駆体組成物を十分に硬化させるのに必要な放射線エネルギーの量は、前駆体組成物の空洞内の深さ及び前駆体組成物の化学的同一性などの因子に依存する。
【0047】
紫外線又は可視光線を利用する場合、好ましくは光開始剤が前駆体組成物12中に含まれている。紫外線又は可視光線にさらした場合、光開始剤はラジカル供給源又はカチオン供給源を生じる。次に、このラジカル供給源又はカチオン供給源は、前駆体組成物の重合を開始させる。ガンマ線又は電子ビームエネルギーの供給源が利用される場合、光開始剤は任意的である。
【0048】
紫外線にさらされた際にラジカル供給源を発生させる光開始剤の例としては、有機過酸化物、アゾ化合物、キノン、ベンゾフェノン、ニトロソ化合物、ハロゲン化アシル、ヒドロゾン、メルカプト化合物、ピリリウム化合物、トリアクリルイミダゾール、ビスイミダゾール、クロロアルキルトリアジン(chloroalkytriazines)、ベンゾインエーテル、ベンジルケタール、チオキサントン、及びアセトフェノン誘導体、並びにこれらの混合物からなる群から選択されるようなものが挙げられるが、これらに限定されない。
【0049】
少なくとも部分的に硬化させた後で、得られた、固形化させた、取扱い可能な組成物は、生産工具へ強く付着しないことが好ましい。いずれの場合も、この時点で、固形化させた前駆体組成物は、生産工具から取り外される。
【0050】
外部手段29を使用し、固形化させた、取扱い可能な組成物を生産工具から取り外してよい。固形化させた、取扱い可能な組成物、即ち組成物を取り除くための幾つかの別法がある。技術としては、超音波エネルギー、機械的な力、ウォータージェット、エアジェット、若しくはこれらの組み合わせ、又はその他の機械的手段が挙げられるが、これらに限定されない。一方法では、組成物は直接的に生産工具からコレクタ、例えばコンテナ28へと移動させる。本方法では、生産工具がポリマー材料から作製されている場合、組成物は、超音波エネルギー、真空、エアナイフ、若しくはこれらの組み合わせ、又はその他の従来の機械的手段によって、空洞から取り外すことができる。生産工具が金属から作製されている場合、組成物は、ウォータージェット又はエアジェットによって空洞から取り外すことができる。
【0051】
別の方法では、組成物は、生産工具からコレクタへと間接的に移動させることができる。一実施形態では、組成物は、生産工具から滑面ロールへと移動させることができる。組成物は、生産工具よりも滑面ロールに対し、より大きな接着性を示す。次に、移動させた組成物は、スカイビング、真空、ウォータージェット、エアジェット、又はその他の機械的手段によって、滑面ロールから取り外すことができる。1つの特定の実施形態では、組成物は、生産工具から支持ウェブへと移動させることができる。組成物は、生産工具よりも支持ウェブ表面に対し、より大きな接着性を示す。そこへ組成物を移動させる支持ウェブ表面は、水又は有機溶剤に可溶性である材料層を持つことができる。可溶性層を形成する材料をただ単に溶解させることによって、支持ウェブから組成物を容易に取り外すことができる。加えて、機械的手段、例えば、スカイビング、真空、又は超音波を使用し、組成物を取り外すことができる。ウェブの主表面にわたって直接的に、又はウェブの主表面の側面から離し、超音波エネルギーを適用することができる。
【0052】
組成物を生産工具から取り外した後、直接的又は間接的手段のいずれかによって、次にそれを個々の粒子に変換する。変換の1モードでは、組成物は粒子の形態で生産工具から放出される。所与の粒子は、基本的に生産工具の空洞(その中で粒子は少なくとも部分的に硬化される(即ち、精密形状付与される))の一部の形状である形状を有する。このモードの利点は、粒子が既に、後続の使用、例えば、クロマトグラフィー媒体のために、適正な粒度分布のものになっていることである。クロマトグラフィー媒体製造の従来法では、適切な粒度分布を得るために、粒子をふるいにかけなければならない。一実施形態では、本開示の粒子はふるいにかけ、端又はランドが欠けた付着物がある粒子を除去してよい。
【0053】
変換の第2モードでは、組成物は、組成物材料の薄膜により相互に連接された精密形状付与組成物材料を含む材料シートとして生産工具から剥離される。次に、材料シートは、薄い相互接続部分に沿って破壊又は粉砕し、個々の(即ち、別個の)精密形状付与粒子を形成してよい。
【0054】
生産工具16は、軸線の周りを回転するドラム又はベルトであり得る。生産工具が軸線の周りを回転する場合、プロセスは連続的に実施することができる。あるいは、生産工具16は静止したものであることができ、プロセスはバッチ式で実施される。本開示の連続プロセスは、バッチ式プロセスよりも、より効率的かつより経済的でなければならない。
【0055】
後硬化工程に対する必要性及び/又は望ましさは、前駆体組成物の化学的性質及び生産工具の空洞内にて硬化に使用される条件に依存するであろう。例えば、前駆体組成物がエチレン系不飽和化合物を含む場合、生産工具内の滞留時間中に、全てのモノマーがラジカル重合されるわけではない。このため、残存モノマーをポリマーへと変換するために、生産工具からの取り外し後に、追加の熱エネルギー又は放射線エネルギーを粒子へ適用することが望ましい場合がある。この追加のエネルギーは、固形化させた、取扱い可能な組成物それ自体の粒子に直接適用してよく、あるいは固形化させた、取扱い可能な組成物の粒子(the particles solidified, handleable composition)を、エネルギーを適用する前に、スラリーとして不活性液体中に分散させてもよい。前駆体組成物が、多糖類(例えば、アガロース)などの有機材料から誘導される場合、構造的安定性を高め、かつ40℃超の温度での再融解を防止するために、後硬化が必要な場合がある。この後硬化は、文献にて周知の技術によって、エピクロロヒドリン又はジビニルスルホンとの化学架橋によって最も速やかに実施される。無機材料による場合、後硬化は、約1650℃以下あるいはそれ以上の温度で乾燥及び焼成し、形成された精密形状付与粒子へと最終サイズ及び強度を付与することを含んでもよい。
【0056】
精密形状付与粒子は、約2000μm(マイクロメートル)超のサイズを有しないことが好ましい。精密形状付与粒子は、最長方向にて1μm〜500μm、30μm〜500μm、1μm〜100μm、あるいは30μm〜100μmのサイズを有することが好ましい。既に示したように、正確な形状は、生産工具表面の一部分、例えば、生産工具の表面に形成された空洞に対応している。本開示の粒子は精密な形状を有する。この精密な形状は、前駆体組成物が生産工具の空洞内にて少なくとも部分的に硬化されることに寄与し得る。しかしながら、粒子には、粒子が空洞から取り出された際に生じた小さな欠陥がある場合がある。前駆体組成物が空洞内で十分に硬化されていない場合、前駆体組成物は流動し、得られた形状が空洞の形状に対応しない。この対応関係の欠如は、粒子に不正確かつ不規則な形状を与える。正確な形状は、ピラミッド(好ましくは、3つ又は4つの辺を有する底辺を備える)、角柱、半球、円筒、円錐、又は一定距離若しくは変化する距離だけ離された対向する多角形の面、即ち多角形プレートレットを有する薄いボディなどの任意の幾何学的形状であることができる。幾何学的図形は、前述のものの先端を切ったような形であり得、かつ球状物若しくは楕円体又は前述のものの任意のものの組み合わせ(例えば、半球円筒)を包含する。
【0057】
精密形状付与粒子26のサイズは実質的に均一であってよい。サイズが実質的に均一であるとは、精密形状付与粒子が、95%信頼区間にて、平均値が35%、30%、25%、15%、10%、あるいは5%以内の特徴的サイズ(即ち、各粒子にて同一幾何学的サイズ)を有することを意味する。精密形状付与粒子は、形状が均一(即ち、同一形状を有する)であってよい。あるいは、精密形状付与粒子は、サイズ及び形状が実質的に均一であってよい。幾つかの実施形態では、複数の精密形状付与粒子が、2つ又はそれ以上の形状の分布を含む。幾つかの実施形態では、複数の精密形状付与粒子は、2つ又はそれ以上の実質的に均一な形状の分布を含む。精密形状付与粒子のサイズ及び/又は形状は、光散乱若しくは光の反射率を使用するような粒径分析器、顕微鏡を使用するような目視、又は粒子のサイズ又は体積を測定する従来技術で公知な任意の技術を使用して決定することができる。しかしながら、説明できないのであれば(if not accounted for)、精密形状付与粒子のどの部分が分析器に提示されるかに応じて(例えば、ピラミッドの底部対ピラミッドの頂点)、非球状の精密形状付与粒子が不正確な均一性データを与える場合がある。
【0058】
精密形状付与粒子が生産工具から取り外される場合、エッジが破壊され、それにより形状の正確さに欠陥及び減損が生じ得る。プロセス全体を通じ、このような欠陥を最少化するように注意を払うことが好ましい。前駆体組成物が、生産工具の連続表面の平面を超えて大幅に延びていないこと、及び生産工具の空洞の開口部を超えて大幅に延びていないこともまた好ましい。
【0059】
精密形状付与粒子26が多孔質であることが好ましい。多孔性は、イオン交換又はタンパク質精製などの多くの用途に対して重要である。多孔質の精密形状付与粒子は、マクロ孔質ポリマー材料又はゲルタイプポリマー材料の形態であることができる。本明細書で用いられる時、用語「マクロ孔質」は、乾燥状態においてさえ永続的な多孔質構造を有するポリマー樹脂を指す。ポリマー樹脂は、溶媒に接触した時に膨潤し得るが、多孔質構造を通してポリマー樹脂の内部に接近することを可能にするために膨潤は必要とされない。本発明で使用する場合、用語「ゲルタイプ」又は「ゲル」は、同じ意味で用いられ、乾燥状態において永続的多孔質構造を有しないが、好適な溶剤によって膨潤してポリマー樹脂の内部への拡散的接近を可能にすることができるポリマー樹脂を意味する。マクロ孔質及びゲルタイプ両方のポリマー材料は、Sherrington,Chem.Commun.,2275〜2286(1998)and Macintyre et al.,Macromolecules,37,7628〜7636(2004)にも記載されている。用語「マクロ孔質」及び「ゲルタイプ」とは、特定の孔径又は特定範囲のポアサイズを示すことを意図したものではない。
【0060】
ポリマー材料内の孔形成又は多孔性については、Sherrington,Chem.Commun.,2275〜2286(1998)にて詳細に記述されている。幾つかの材料、特にゲルタイプ材料においては、多孔性は、ポリマー鎖のもつれ及び/又は架橋の結果として、重合又は硬化工程中に形成される。ポリマーネットワークが溶剤によって高度に膨潤しない限り、通常この多孔性は非常に低いか又は存在しない。あるいは、ポロゲンを組成物に加え、永続的細孔を生成することができる。通常、添加したポロゲンは、モノマー相混合物の残部からポリマーネットワークを形成する相分離のタイミングに影響を与える。ポロゲンの例としては、水、一般有機溶剤(例えば、トルエン、シクロヘキサン、アセトニトリル、エチルアセテート)、アルコール類(例えば、メタノール、イソプロパノール、シクロヘキサノール、4−メチル−2−ペンタノール、デシルアルコール)、エチレングリコール、プロピレングリコール、少なくとも3つのヒドロキシ基を有するポリオール類(例えば、グリセロール、イノシトール、グルコース、スクロース、マルトース、デキストラン、ペンタエリスリトール(pentaerithritol)、トリメチロールエタン、トリメチロールプロパン(timethylolpropane)、ジペンタエリスリトール、及びトリペンタエリスリトール(tripentaerithritol))、並びに高分子ポロゲン(例えば、ポリスチレン、ポリエチレングリコール、ポリプロピレングリコール、ポリジメチルシロキサン、ポリアクリル酸、など)、並びにこれらの組み合わせが挙げられる。
【0061】
一実施形態では、前駆体組成物は、孔径をコントロールし得る架橋モノマーを含んでよい。架橋モノマーは、2つ又はそれ以上のエチレン系不飽和基を備えたモノマーであるとともに、例えば、ジビニルベンゼン、アルキレンビス(メタ)アクリルアミド、例えば、メチレンビスアクリルアミド、1,2−エチレンビスアクリルアミド及び1,6−ヘキシレンビスアクリルアミド、アルキレンビス(メタ)アクリレート、例えば、エチレングリコールジアクリレート及びジメタクリレート、ヘキサンジオールジアクリレート及びジメタクリレート、トリメチロールプロパントリアクリレート及びトリメタクリレート、などを挙げることができる。
【0062】
マクロ孔質材料(シリカ又はマクロ孔質ポリマー材料など)の場合の多孔性は、窒素吸着法を使用しかつBET理論を適用して決定することができる。本方法は一般に、表面積を決定するために使用され、極低温条件下にて精密形状付与粒子の表面上の窒素単層を吸着することを伴う。吸着された窒素の量は、表面積に比例する。所望であれば、孔径に関連した情報は、細孔構造が完全に液体窒素で充たされるまで、極低温条件下にて窒素を連続して吸着させること、及びBJH理論(又は他の理論)を適用し、平均細孔直径を計算することによって得ることができる。本方法は一般的に、約2000オングストローム以下の平均直径を有する細孔を測定する。巨大孔径を有する材料の場合、水銀圧入型ポロシメーターを利用し、平均孔径を測定してよい。
【0063】
マクロ孔質精密形状付与粒子は、10m2/g以上、25m2/g以上、50m2/g以上、100m2/g以上、200m2/g以上、500m2/g以上、あるいは1000m2/g以上の多孔性を有してもよい。
【0064】
ゲルタイプ材料の場合の多孔性は、窒素吸着又は水銀圧入などの技術を使用して決定することができないが、これはそれらが乾燥状態において多孔性を有しないためである。ゲルタイプ材料の多孔性は、使用する材料の濃度(例えば、アガロースの量)に反比例する。多孔性は、ゲル細孔から取り外したばかりのポリマー分子の大きさの関数として測定することができる。その代わりに、多孔性は溶剤で膨潤させた状態で推定することができる。興味のある検体に応じて、多孔性はkダルトンにて(タンパク質及び多糖類)又は塩基対(核酸類)にて表現することができる。材料組成物、pH、及びイオン強度を包含するその他の因子とともに、興味のある検体のサイズ及び形状は、多孔性に影響する。
【0065】
ゲルタイプ精密形状付与粒子は、5kダルトン以上、10kダルトン以上、50kダルトン以上、100kダルトン以上、500kダルトン以上、1000kダルトン以上、あるいは10,000kダルトン以上の多孔性を有してもよい。マクロ孔質精密形状付与粒子の多孔性は、ゲルタイプ材料について前述したようにして測定してよい。このため、マクロ孔質精密形状付与粒子は、5kダルトン以上、10kダルトン以上、50kダルトン以上、100kダルトン以上、500kダルトン以上、1000kダルトン以上、あるいは10,000kダルトン以上の多孔性を有してもよい。
【0066】
一実施形態では、精密形状付与粒子26は、未改質の表面(例えば、ベアシリカ)を有する。別の実施形態では、精密形状付与粒子の表面は、例えば、化合物を共有結合させること(例えば、シリカは、C8〜C18シランなどのシラン反応を使用して共有結合することができ、エポキシ又はアズラクトン基を有するモノマーから調製した精密形状付与粒子は、求核基含有化合物と反応することができる)、精密形状付与粒子上へモノマーを重合させること(例えば、ジルコニアは、ポリブタジエンを使用して改質することができる)、又はポリマー有機層によりコーティングすること(例えば、アズラクトン官能性コポリマー溶液は、架橋剤とともに処方することができ、かつ米国特許第7,101,621号(ハダッド(Haddad)ら))にて記載されているようにコーティングし、アズラクトン基を含む活性化コーティングを提供する)によって改質される。微粒子をポリマー有機層でコーティングするその他の方法は、当該技術分野において周知である。精密形状付与粒子の表面改質は、親和性リガンド(プロテインA、レクチン、及びペプチドリガンドなど)、抗体(免疫グロブリンG(IgG)など)、炭化水素鎖などの疎水性リガンド(C18及びC8など)及び芳香族化合物(フェニル及びフェネチルなど)、アルコール、アミン(NH2など)、シアノ(CNなど)、並びにこれらの組み合わせを含む表面を包含することができる。
【0067】
一実施形態では、複数の精密形状付与粒子は、充填される。例えば、精密形状付与粒子は、容器(チューブなど)内に置き、容器の少なくとも1つの末端部をフリットで囲んでクロマトグラフィーカラムを作製できる。精密形状付与粒子の性質(例えば、組成物及びコーティング)及び使用する移動相(例えば、溶剤、溶剤水性比(solvent to aqueous ratio)、pH、緩衝液、並びにイオン対試薬及びアミン調整剤などの添加剤)に応じ、これらのカラムは、吸着、分配、イオン交換、サイズ排除、及び親和性クロマトグラフィーのために使用してよい。吸着クロマトグラフィーでは、検体又はターゲット分子は固定相の表面に吸着される。分配クロマトグラフィーでは、薄膜が固定相の表面上に形成され、検体が固体支持体上の液相と相互作用する。イオン交換クロマトグラフィーでは、反対電荷の検体イオンが静電力により固定相へと引きつけられる。サイズ排除クロマトグラフィーでは、検体は、サイズに基づくそれらの固定相細孔との相互作用によって分離される。親和性クロマトグラフィーでは、分子は固定相上で不動化され、例えば、抗体は固定相に結合し、検体又は興味のあるタンパク質などのターゲット分子を選択的に結びつける。
【0068】
好適なカラムは当業界で知られており、ガラス、ポリマー材料、ステンレススチール、チタン及びその合金又はニッケル及びその合金のような材料から作製することができる。カラム内に粒子を効果的に充填するためのカラム充填法は、当該技術分野において既知である。
【0069】
精密形状付与粒子が、サイズが約20マイクロメートル未満、かつ/又は精密形状付与粒子の形状が隣接粒子間にほとんど空間がないようなものである場合には、精密形状付与粒子を充填したクロマトグラフィーカラム内の背圧が、受け入れ難いほど大きくなり、特に巨大生体分子の精製又は分離に有用な大きなカラムの場合にはそうである。しかしながら、このような制限は、HPLC器機を使用した分析分離で遭遇するような小規模分離には当てはまらず、この場合は、直径が1〜2マイクロメートルといった小粒径及び非常に高い移動相圧力が一般的に使用される。クロマトグラフィーの平均粒径は2000マイクロメートルであることもできるが、平均粒径は通常、500マイクロメートル以下である。平均粒径が約500マイクロメートルより大きい場合、クロマトグラフプロセスの効率は、特にクロマトグラフィー粒子の細孔への拡散速度が遅いことが多いタンパク質のような巨大生体高分子の精製又は分離において、低い可能性がある。
【0070】
クロマトグラフィーカラムは、精密形状付与粒子26で充填し、イオン交換、サイズ排除、親和性、順相、及び逆相クロマトグラフィーを実施するために使用することができる。クロマトグラフィーカラムは、予備的(例えば、所望の検体を分離又は精製するために使用する)及び/又は分析的(例えば、所望の検体を定量するために使用する)であることができる。クロマトグラフィーカラムは、液体クロマトグラフィー装置などの機器の一部であることができる。
【0071】
その他の実施形態では、精密形状付与粒子26は、濾過媒体の表面上に配置される。精密形状付与粒子を改質剤で処理し、検体又は目標化合物との反応又は相互作用のために利用可能な官能基を変更する場合、濾過媒体の表面上に配置する前後で、改質が可能である。フィルタカートリッジを提供するために、フィルタ要素をハウジング内に配置させることができる。適する濾過媒体及びフィルタカートリッジを含むシステムは、例えば米国特許第5,468,847号(ヘイルマン(Heilmann)ら)に更に記載されている。このようなフィルタカートリッジは、例えば、生体分子を精製又は分離するために使用可能である。通常は、フィルタカートリッジシステムに固有のより小さい圧力低下ゆえに、クロマトグラフィーカラム内と比較し、より少ない剛体粒子又はより小さい多孔質粒子をフィルタカートリッジ内で利用することができる。
【0072】
その他の実施形態では、多孔質の精密形状付与粒子は、連続的な、多孔質マトリックス内へ組み込まれる。精密形状付与粒子を改質剤で処理し、目標化合物との反応又は相互作用のために利用可能な官能基を変更する場合、連続的な、多孔質マトリックス内への組み込みの前後で改質が可能である。連続多孔質マトリックスは、典型的には、織繊維ウェブ又は不織繊維ウェブ、多孔質繊維、多孔質膜、多孔質フィルム、中空繊維又は中空管である。有用なマトリックスとしては、織物及び不織布ウェブ(繊維ウェブ及びフィブリル化ポリテトラフルオロエチレンなどのフィブリル化ポリマー材料など)、ミクロ孔質繊維、並びに微多孔性膜が挙げられる。
【0073】
本開示の利点及び実施形態を、以下の実施例によって更に例示するが、これらの実施例において列挙される特定の材料及びその量並びに他の諸条件及び詳細によって、本開示を不当に制限するものではないと解釈すべきである。他に言及されるか、明らかでない限り、全材料は市販であるか、又は当業者に知られている。
【実施例】
【0074】
限定はしないが、以下の特定の実施例は、本開示を説明するために供されるであろう。実施例における、全ての部、パーセント、比などは、特に断らない限り、重量基準である。
【0075】
ピラミッド形状生産工具製造のための基本手順
ポリプロピレンから作製されたキャスティング装置は、銅又はニッケルのマスターツールからキャストされた。キャスティング装置表面は、ピラミッド形状のフィーチャーにてパターニングされている。キャスティング装置は、ポリプロピレンから作製されており、基本的にはシートの形態であった。パターンのピラミッドは、3辺を有しかつそれらの底辺が隣接するピラミッドの底辺に接触するように(最密充填)配置された。ピラミッド底部は、約63マイクロメートルの長さの辺を備えた三角形である。ピラミッドの高さは、約63マイクロメートルであった。次に、ポリエステルフィルム表面(ポリエチレンテレフタレート、130マイクロメートル厚、3M社(ミネソタ州、セントポール)から入手)をローラーによってキャスティング装置に対して押しつけた。得られたフィルム表面は、その中に形成された空洞を有した。空洞は、逆ピラミッド型を特徴とすることができる。これらの逆ピラミッドは、長さが約63マイクロメートルかつピラミッドの高さが約63マイクロメートルの底部を有した。
【0076】
ガムドロップ形状生産工具製造のための基本手順
キャスティング装置は、ガムドロップ形状フィーチャーのパターンを備えた表面から構成されていた。キャスティング装置は、ポリイミドから作製されており、基本的にはシートの形態であった。逆ガムドロップ型パターンを、それらが六角形の配列に、隣接する構造体との間で2マイクロメートルギャップとなり、最密充填されるように配置した。ガムドロップ形状は、直径約69マイクロメートルかつ高さ約34マイクロメートルのシリンダーセクションであり、シリンダーセクション上に重なり合った半径約34マイクロメートルの半球を備えたものから構成されていた。このタイプのパターンが、図5に示されている。次に、ポリエステルフィルム表面(ポリエチレンテレフタレート、130マイクロメートル厚)をローラーによってキャスティング装置に対して押しつけた。得られたフィルム表面は、その中に形成された空洞を有していたが、この空洞は、高さ約69マイクロメートル及びベース直径約69マイクロメートルを備えた逆ガムドロップ型を特徴とすることができる。
【0077】
実施例1
コロイダルシリカのアリコート(「ナルコ(NALCO)2329」(固形分40%)、ナルコ(Nalco)(イリノイ州ネーパービル(Naperville))の商標名にて入手した)2.5mLを、0.5mLの2−プロパノール(マリンクロットケミカルズ(Mallinckrodt Chemicals)(ニュージャージー州フィリップスバーグ))とともに混合した。本混合物をピラミッド形状生産工具へと適用し、フルオロポリマー剥離ライナー(ラペラックス(Loparex)等級10256、ラペラックス(イリノイ州ウィロウブルック(Willowbrook)))で被った。ハンドローラーを使用し、液体混合物を分配させた。ライナーを取り外し、混合物を収容する生産工具を硬化し、60℃にて30分間乾燥させた。粒子の一部をテープにより生産工具から取り外し、光学顕微鏡法により目視可能としたが(64倍、ライカマイクロシステムズ(Leica Microsystems)(イリノイ州バノックバーン(Bannockburn)))、ここでピラミッド形状粒子は、図6にて示すように観察された。
【0078】
実施例2
5mLの40〜42°Beケイ酸ナトリウムのアリコート(EMDケミカルズ(EMD Chemicals Inc.)(ニュージャージー州ギブスタウン))を、20mLの脱イオン水及び2.5mLの2−プロパノール(マリンクロットケミカルズ(Mallinckrodt Chemicals)(ニュージャージー州フィリップスバーグ))とともに混合した。本混合物へ、0.5mLの濃塩酸(J.T.ベーカー(J. T. Baker)(ニュージャージー州フィリップスバーグ))を混合しながら添加した。酸性化混合物を直ちにピラミッド形状生産工具に適用し、フルオロポリマー剥離ライナー(ラペラックス(Loparex)等級10256、ラペラックス(Loparex)(イリノイ州ウィロウブルック(Willowbrook)))で被った。ハンドローラーを使用し、液体を分配させた。初期混合物がゲル化したら、ライナーを取り外し、前駆体組成物を有する生産工具を更に硬化させて60℃にて1時間させた。精密形状付与粒子の一部をテープに移し、光学顕微鏡法の視野に入れ、ピラミッド形状粒子を観察した。
【0079】
実施例3
アガロース(カタログ番号A−9793、シグマケミカル(Sigma Chemical)(ミズーリ州セントルイス))のアリコート2gを、フラスコ内の脱イオン水100mL中に添加し沸騰させた。それに続いて顕微鏡にて目視する手助けをするために、0.1gの二酸化チタン(アルドリッチ(ウィスコンシン州ミルウォーキー))を添加した。次に、フラスコを47℃の水浴中で冷却した。混合物の一部をピラミッド形状生産工具に加え、フルオロポリマー剥離ライナー(ラペラックス(Loparex)等級10256、ラペラックス(イリノイ州ウィロウブルック(Willowbrook)))で被い、混合物をハンドローラーで広げた。アガロースは、約5分でゲル化した。精密形状付与粒子の一部をテープに移し、光学顕微鏡法の視野に入れ、ピラミッド形状粒子が図7にて示すように観察された。
【0080】
実施例4
次のものをともに混合させた。2.0gのエチレングリコールジメタクリレート(アルドリッチ(ウィスコンシン州ミルウォーキー))、1.2gの2−ヒドロキシエチルメタクリレート(アルドリッチ(ウィスコンシン州ミルウォーキー))、6.0gのデシルアルコール(アルドリッチ(ウィスコンシン州ミルウォーキー))、及び0.1gの2,2’−アゾビス(2−メチルブチロニトリル)(「バゾ(VAZO)67」(デュポン(ウェストバージニア州ベル(Belle)))の商標名で入手)。混合物をピラミッド形状生産工具に加え、フルオロポリマー剥離ライナー(ラペラックス(Loparex)等級10256、ラペラックス(イリノイ州ウィロウブルック(Willowbrook)))で被った。ハンドローラーを使用し、混合物を広げた。アセンブリは、2枚の石英ガラスプレートの間に挟み、ライナーを通して45分間、紫外線(「BLAK−RAY」(カルフォルニア州アップランド(Upland))の商標名で入手した型式B100 AP)にさらした。精密形状付与粒子の一部をテープに移し、光学顕微鏡法の視野に入れ、ピラミッド形状粒子を観察した。
【0081】
実施例5
次のものをともに混合させた。1.5gのジビニルベンゼン(アルドリッチ(ウィスコンシン州ミルウォーキー))、1.5gのスチレン(アルドリッチ(ウィスコンシン州ミルウォーキー))、2.4gの4−メチル−2−ペンタノール(アルドリッチ(ウィスコンシン州ミルウォーキー))、及び0.1gの2,2’−アゾビス(2−メチルブチロニトリル)(「バゾ(VAZO)67」(デュポン(ウェストバージニア州ベル(Belle)))の商標名で入手)。混合物をピラミッド形状生産工具へと追加し、フルオロポリマー剥離ライナー(ラペラックス(Loparex)等級10256、ラペラックス(イリノイ州ウィロウブルック(Willowbrook)))で被った。ハンドローラーを使用し、液体を生産工具上、ライナーの下に広げた。アセンブリを2枚の石英ガラスプレートの間に挟み、かつモノマーを、ライナーを通して2時間紫外線にさらした。精密形状付与粒子の一部をテープに移し、光学顕微鏡法の視野に入れ、ピラミッド形状粒子を観察した。
【0082】
実施例6
次のものをともに混合させた。1.54gのメチレン−ビス−アクリルアミド(リサーチオーガニックス(Research Organics)(オハイオ州クリーブランド))、2.54gのAMPS溶液(1−プロパンスルホン酸、2−メチル−2(1−オキソ−2−プロペニル)アミノ一ナトリウム塩の50%水溶液、ルブリゾール(Lubrizol)(オハイオ州ウィクリフ(Wickliffe))から入手)、8.5mLの2−プロパノール(マリンクロットベーカー社(Mallinckrodt Baker Inc.)(ニュージャージー州フィリップスバーグ))、3.74mLの脱イオン水、0.060gの過硫酸ナトリウム(マリンクロットベーカー社(ニュージャージー州フィリップスバーグ))、及び60μLのテトラメチルエチレンジアミン(アボカドオーガニックス社(Avocado Organics)(英国へイシャム(Heysham)))。混合物をピラミッド形状生産工具へと追加し、フルオロポリマー剥離ライナー(ラペラックス(Loparex)等級10256、ラペラックス(イリノイ州ウィロウブルック(Willowbrook)))で被った。ハンドローラーを使用し、液体を工具表面上、ライナーの下に広げた。アセンブリは、2枚の石英ガラスプレートの間に挟んだ。1時間後、精密形状付与粒子の一部を洗浄により除去し、光学顕微鏡法の視野に入れ、そこでピラミッド形状粒子を観察した。
【0083】
実施例7
5gの、ポリエチレングリコールのアリコート6,000(ダウケミカル社(Dow Chemical)(ミシガン州ミッドランド))を、37.4mLの濾過済み脱イオン水中に溶解させた。次に、15.4gのメチレン−ビス−アクリルアミド(リサーチオーガニックス(Research Organics)(オハイオ州クリーブランド))、85mLのイソプロピルアルコール(マリンクロットケミカルズ(Mallinckrodt Chemicals)(ニュージャージー州フィリップスバーグ))、20mLのエチレングリコール(J.T.ベーカー(J. T. Baker)(ニュージャージー州フィリップスバーグ))、及び25.5gのAMPS溶液(50%、ルブリゾール(Lubrizol)(ウィクリフ(Wickliffe)オハイオ州)から入手)をポリエチレングリコール溶液に加え、混合した。次に、1gの2,2’−アゾビス−(2−メチルプロピオンアミジン)(HCl)2(アルドリッチケミカルズ(Aldrich Chemical)(ウィスコンシン州ミルウォーキー))を加え、混合した。混合物をピラミッド形状生産工具へと追加し、フルオロポリマー剥離ライナー(ラペラックス(Loparex)等級10256、ラペラックス(イリノイ州ウィロウブルック(Willowbrook)))で被った。ハンドローラーを使用し、液体を生産工具上、ライナーの下に広げた。一片の石英ガラスを、ライナー最上部かつピラミッド形状生産工具の上に置き、アセンブリを20分間紫外線にさらした。精密形状付与粒子の一部を光学顕微鏡法の視野に入れ、そこで、図8にて示すように、ピラミッド形状粒子を観察した。完全に洗浄し、減圧下で乾燥させた後、精密形状付与粒子の多孔性は、窒素吸着を使用して決定した(トライスター(TriStar)3000ガス吸着分析器、マイクロメリティックスインスツルメンツ(Micromeritics Instrument Corp.)(ジョージア州ノークロス))。精密形状付与粒子の一点BET表面積は、112.2m2/グラムと測定された。
【0084】
比較例1
粒子は、米国特許第6,475,253号(カラー(Culler)ら)に列挙された基本手順1に従い、以下のスラリーとともに製造した。32%のTMTPA/TATHEICの60/40ブレンド(サトマー(Satomer)(ペンシルベニア州エクストン))、0.32%光開始剤(エサキュア(Esacure)KB1として入手可能なベンジルジメチルケタール(サトマー(ペンシルベニア州エクストン)から))、45.86%の粉砕助剤KBF4(約125μmの粒径)、及び21.82%の粉砕助剤KBF4(約10μmの粒径)。精密形状付与粒子の多孔性(porosity the precisely-shaped particle)は、窒素吸着を使用して決定した(トライスター(TriStar)3000ガス吸着分析器、マイクロメリティックスインスツルメンツ(Micromeritics Instrument Corp.)(ジョージア州ノークロス))。精密形状付与粉砕助剤の一点表面積(研磨剤にて使用される)は、0.5m2/gの一点BET表面積を有した。
【0085】
実施例8
実施例7と同様に調製したアクリルアミド混合物を、ガムドロップ形状生産工具に加えた。混合物を工具へと追加し、フルオロポリマー剥離ライナー(ラペラックス(Loparex)等級10256、ラペラックス(イリノイ州ウィロウブルック(Willowbrook)))で被った。ハンドローラーを使用し、液体を生産工具上、ライナーの下に広げた。一片の石英ガラスを、ライナー最上部かつピラミッド形状生産工具の上に置き、アセンブリを5〜20分間紫外線にさらした。精密形状付与粒子の一部を光学顕微鏡法の視野に入れ、そこで、図9にて示すように、ガムドロップ形状粒子を観察した。
【0086】
実施例9
実施例8からの精密形状付与粒子を水で洗浄し、水性スラリーとして、バイオ−ケムバルブ(Bio-Chem Valve)(ニュージャージー州ブーンビル(Boontown))によって製造された0.3cm×5cmガラスカラム内へ充填した。多孔質テフロン(登録商標)フリット(25マイクロメートルの平均孔径、スモールパーツ(Small Parts, Inc.)(フロリダ州マイアミレイクス(Miami Lakes)))を、チューブの両端に配置し、液体クロマトグラフィーカラムを形成した。カラムをFPLC(高速タンパク質液体クロマトグラフィー装置)(「AKTAエクスプローラ(EXPLORER)10」(GEヘルスケア(GE Healthcare)(スウェーデン、ウプサラ(Uppsala)))の商標名で入手)内に組み込み、50mMアセテート、40mM NaClの移動相を用いて、pH=4.5、0.088mL/分の流量にて平衡を保った。5mg/mLのIgG(イクゥイテック(Equitech)、テキサス州カーヴィル(Kerrville))、50mMのアセテート、40mMのNaClの溶液を、pH=4.5にて、カラムにポンプ導入した。紫外検出を使用し、溶出液を280nmの波長でモニターした。280nmでの吸光度は、IgG濃度と相互に関連付けた。カラムからのIgG漏出は、時間の経過に沿ってモニターした。粒子は、10%の漏出にて、媒体1mL当たり68mgのIgGを結合できることが分かった。
【0087】
本発明の予測可能な改良及び変更が、本発明の範囲及び趣旨から逸脱せずに実施できることは、当業者には明らかである。本発明は、例証の目的のために本出願において説明された実施形態に限定されるべきではない。
【技術分野】
【0001】
(関連出願の相互参照)
本出願は、2007年12月19日に出願された米国特許仮出願第60/014,825号の利益を主張し、その開示内容の全体を参照として本明細書に援用する。
【0002】
(発明の分野)
本開示は、硬化性組成物を含む多孔質粒子材料、及びその製造方法に関する。多孔質粒子材料がチューブ又はカラムなどの容器内に詰め込まれた場合、クロマトグラフィー用途で使用することができる。
【背景技術】
【0003】
懸濁重合は、プラスチックを成形するための、水性の供給流れから金属イオンを除去するための粒子を製造するために使用され、かつ特にクロマトグラフ分離媒体のための粒子を製造するために使用される。懸濁重合は、分散媒中に分散モノマー液滴相を含み、そこでは分散モノマーが分散媒中で難溶解性を有し、例えば不連続水相(液滴相)を連続有機相(分散媒)中に有する。懸濁重合では、重合は液滴相中で生じ、粒径に対して影響を与え得る。したがって、通常、少量の安定剤を添加し、液滴を安定させかつ合着を妨げる。重合後に、粒子を収集し(例えば、濾過により)、洗浄する。
【0004】
懸濁重合中の粒径は、例えば、攪拌速度、モノマー相の留分、及び使用する安定剤のタイプ及び量を含む要因によってコントロールされる。懸濁重合は、広い分布の粒径範囲をもたらすことができ、かつ典型的には、分散媒から懸濁粒子を除去するために追加の工程が必要である。加えて、分類工程は多くの場合、所望のサイズ範囲へと粒子を分画する必要がある。2つの個々の、不混和相が存在するために、多くの場合、1つは、モノマー相中へ組み込み可能な構成成分の観点から限定される。例えば、分散媒へと分配される、モノマー又はポロゲンなどのその他の添加剤は、効果的に使用することができない。このような理由によって、粒径をコントロールすること及びより少ない形状付与工程(即ち、単相重合)を有することが望ましい。
【発明の概要】
【課題を解決するための手段】
【0005】
一態様においては、本開示は、(i)少なくとも1つのほぼ平坦な表面及び(ii)(a)10m2/g以上又は(b)5kダルトン以上、のうち少なくとも1つを含む多孔性を有する複数の成形粒子を提供する。
【0006】
別の態様では、本開示は、少なくとも1つの連続表面及び複数の空洞を有する生産工具上へと前駆体組成物を導入することによる複数の精密形状付与粒子の製造方法を提供する。前駆体組成物は、空洞の少なくとも一部分を充たす。次に、前駆体組成物は、硬化によって空洞に対応する形状を有する硬化組成物を形成し、それによって複数の精密形状付与粒子が得られる。精密形状付与粒子は、次の(a)10m2/g以上又は(b)5kダルトン以上のうち少なくとも1つの多孔性を有する。
【0007】
別の態様では、本開示は、容器及び前駆体組成物を、少なくとも1つの連続表面及び複数の空洞を有する生産工具上に導入し、空洞の少なくとも一部を前駆体組成物で充たすことを含み、ここで、前駆体組成物が、硬化によって、空洞に対応する形状を有する硬化組成物を形成し、それによって複数の精密形状付与粒子を形成し、ここで複数の粒子が容器内に閉じ込められることを有するプロセスにより製造された複数の粒子を有する物品を提供する。
【0008】
上記概要は、本発明の開示した各々の実施形態又は全ての実現形態を説明することを意図したものではない。以下の「発明を実施するための形態」は、例示的実施形態をより詳細に例証する。
【図面の簡単な説明】
【0009】
【図1】本開示のプロセスを実施するための方法を示す側面図である。
【図2】本開示のプロセスを実施するための方法を示す側面図である。
【図3】本開示のプロセスを実施するための方法を示す側面図である。
【図4】生産工具の部分の斜視図である。
【図5】1つの代表的粒子形状を示す概略的側面図である。
【図6】実施例1に従って製造した精密形状付与粒子の顕微鏡写真である。
【図7】実施例3に従って製造した精密形状付与粒子の顕微鏡写真である。
【図8】実施例7に従って製造した精密形状付与粒子の顕微鏡写真である。
【図9】実施例8に従って製造した精密形状付与粒子の顕微鏡写真である。
【発明を実施するための形態】
【0010】
正確な形状を有する粒子を製造する必要性がある。更に、単純、迅速、かつ経済的な方法を使用し、粒子を製造する必要もある。各種組成物にて、精密形状付与粒子を製造する必要もある。本開示は、精密形状付与粒子及びこれら粒子の製造方法を提供する。更に、本明細書にて開示されたプロセスは、バッチ間で同一サイズを有する多孔質粒子を正確に製造することができ、これにより、例えば、クロマトグラフィー媒体をよりばらつきの少ないものとすることができる。
【0011】
本開示は、精密形状付与粒子及びこれら精密形状付与粒子の製造方法に関する。より具体的には、少なくとも1つの連続表面及び複数の空洞を有する生産工具を、前駆体組成物で充たし、空洞の少なくとも一部を充たすようにする。硬化によって、前駆体組成物は、空洞の形状に対応する形状を有する硬化組成物を形成し、それにより、次の(a)10m2/g以上又は(b)5kダルトン以上のうち少なくとも1つの多孔性を有する、複数の精密形状付与粒子を得る。更に、チューブ又はカラムなどの容器内に閉じ込められた精密形状付与粒子を含む物品について記載する。
【0012】
本発明で使用する場合、「前駆体組成物」という表現は、熱又は圧力あるいはそれら両方によって整合性であり又は整合性にすることができ、及び放射線エネルギー又は熱エネルギーあるいはそれら両方によって非整合性にすることができる任意の材料を意味する。本発明で使用する場合、「固形化させた、取扱い可能な組成物」という表現は、それが実質的に流動せず、あるいは形状が実質的に変化しない程度まで重合又は硬化させられた前駆体組成物を意味する。「固形化させた、取扱い可能な組成物」という表現は、前駆体組成物が常に完全に重合又は硬化されていることを意味しないが、前駆体組成物が十分に重合又は硬化され、生産工具が動き続けている間であっても、組成物の形状が大きく変化することなく、それらを生産工具から取り外すことができることを意味する。組成物を生産工具から取り外した後、組成物を更にエネルギー供給源にさらし、組成物を更に硬化又は重合させてよい。本発明で使用する場合、用語「組成物」とは、「固形化させた、取扱い可能な組成物」という表現と同義である。
【0013】
一実施形態は、精密形状付与粒子の製造方法に関する。別の実施形態では、本開示は、固形化させた、取扱い可能な組成物を含む精密形状付与粒子に関する。更に別の態様では、本開示は、精密形状付与粒子を収容するチューブ又はカラムなどの容器に関する。
【0014】
図1は、本開示の精密形状付与粒子を製造するための本開示の方法を実施することができる装置10を示す。装置10では、前駆体組成物12は重力によってホッパー14から生産工具16(エンドレスベルトの形態である)上へと供給される。生産工具16は、2つのロール18、20上を移動し、少なくともその1つは動力で駆動されている。図4は、生産工具16の部分の斜視図である。図4に示す部分は、図1、2、及び3の生産工具の部分と実質的に類似している。図4に示された実施形態に示すように、生産工具16は、三次元の本体部分にある空洞23へのアクセスを提供する開口部22を含有する連続表面21を有する三次元の本体部分である。図1を再度参照すると、前駆体組成物12は、空洞23の少なくとも一部分を充たす。次に、前駆体組成物は硬化ゾーン24(そこで、それがエネルギー供給源25へさらされる)を通って移動し、前駆体組成物12の少なくとも一部が硬化され、固形化させた、取扱い可能な組成物を形成する。精密形状付与材料の粒子26は、生産工具16から取り出され、コンテナ28内に収集される。外部手段29を使用し、精密形状付与材料の粒子(又は精密形状付与粒子)26を生産工具16から取り外すのを手助けできる。生産工具16内に残った破片は、任意の新鮮な前駆体組成物12を生産工具16へ供給する前にきれいに取り除くことができる。
【0015】
図2は、本開示の方法を実施することが可能な装置30の別の実施形態を示す。装置30は、巻出ステーション34から供給される支持ウェブ32を含む。巻出ステーション34は、ロールの形態である。支持ウェブ32は、紙、布、ポリマーフィルム(例えば、ポリエステルフィルム)、不織布ウェブ、バルカナイズドファイバー、これらの組み合わせ及びそれらの処理形などの材料で製造することができる。図2では、支持ウェブ32は放射線を透過する。前駆体組成物12は、重力によってホッパー14から支持ウェブ32の表面上へと供給される。前駆体組成物12を含有する支持ウェブ32は、ニップロール42を用いて生産工具16の連続表面21に対して押しつける。支持ウェブ32と接触する生産工具16の連続表面21は曲面であるが、さもなければ、図4に示す生産工具の一部のものと同一である。図2を再度参照すると、ニップロール42は更に、生産工具16の空洞23内へ前駆体組成物12を押し込むのに役立つ。次に、前駆体組成物は硬化ゾーン24(そこで、それがエネルギー供給源25へさらされる)を通って移動し、前駆体組成物12の少なくとも一部が硬化され、固形化させた、取扱い可能な組成物を形成する。次に、固形化させた、取扱い可能な組成物を含有する支持ウェブ32をニップロール46の上を通過させる。生産工具16の空洞から引き続いて組成物を取り外すためには、支持ウェブ32と固形化させた、取扱い可能な組成物との間には十分な接着性がなければならない。精密形状付与材料26は、支持ウェブ32から取り外され、コンテナ28内に収集される。外部手段29を使用し、支持ウェブ32から精密形状付与粒子48を剥離するのを手助けすることができる。次に、支持ウェブ32を巻返しステーション52にて回収し、支持ウェブを再利用できるようにした。巻返しステーション52は、ロールの形態である。
【0016】
図3は、本開示の方法を実施することが可能な装置の別のバリエイションを示す。装置70では、前駆体組成物12はホッパー14から生産工具16上へとナイフコーティングされる。生産工具16は、円筒形ドラムの形態でありかつ軸線78を有する。生産工具16の連続表面は曲面であるが、さもなければ図4に示す生産工具の部分と同一である。図3を再度参照すると、生産工具16が軸線78の周りを回転する際に、前駆体組成物12は硬化ゾーン24を通って移動し、そこで、前駆体組成物12はエネルギー供給源25にさらされ、少なくとも部分的に前駆体組成物12を硬化し、固形化させた、取扱い可能な組成物を形成する。次に、プロセスの硬化工程から生じた精密形状付与材料の粒子26は、生産工具16から取り外され、コンテナ28内に収集される。取り外しは、機械的手段、例えば、ウォータージェットで実施するのが好ましい。生産工具16内に残存するあらゆる破片は、任意の新鮮な前駆体組成物が導入される前に除去されることが好ましい。破片除去は、ブラシ、エアジェット、又は任意のその他の慣用技術により実施可能である。図3には図示されていないが、更なる手段を使用し、粒子を生産工具16から除去する手助けをすることができる。
【0017】
マスターツールを使用し、生産工具16を作製してよい。生産工具の表面上にパターンが所望される場合、マスターツールは、その表面上に生産工具の逆パターンを有していなければならない。マスターツールは通常、ニッケルなどの金属から作製されている。マスターツールは、彫刻、ホブ切り、ローレット切り、電鋳、ダイヤモンド旋削、レーザー加工、リソグラフィ、及びその他の当技術分野において既知の技術などの任意の慣用技術によって作製することができる。金属生産工具又はマスターツールの好ましい製造方法は、ダイヤモンド旋削である。
【0018】
生産工具16のための好ましい材料は、ポリオレフィン(例えば、ポリプロピレン)などのポリマー、又はニッケルなどの金属である。生産工具は更に、セラミック材料から形成することができる。
【0019】
金属生産工具は、金属マスターツールを製造するために使用可能な同一方法によって製造することができる。金属から作製されていることが好ましい加熱生産工具の使用も、本開示の範囲内である。加熱生産工具は形状付与をより容易に、硬化をより迅速に、かつ生産工具からの精密形状付与粒子の剥離をより容易にする。
【0020】
場合によっては、ポリマー生産工具を元のマスターツールから複製することができる。生産工具がベルト又はウェブの形態である場合には、このことが特に好ましい。金属生産工具に対するポリマー生産工具の利点の1つは、コストである。ポリマー生産工具の別の利点は、放射線を放射線源から生産工具を通って前駆体組成物中へと通過させることができる点である。
【0021】
生産工具16を作製するための使用可能な熱可塑性材料としては、ポリエステル、ポリカーボネート、ポリ(エーテルスルホン)、ポリ(メチルメタクリレート)、ポリウレタン、ポリ塩化ビニル、ポリオレフィン、ポリスチレン、又はこれらの組み合わせが挙げられる。熱可塑性材料は、可塑剤、ラジカルスカベンジャー又は安定剤、熱安定剤、酸化防止剤、及び紫外線吸収剤などの添加剤を含むことができる。熱可塑性材料は、実質的に紫外線及び可視光線放射を透過する。生産工具が熱可塑性材料から作製される場合には、精密形状付与粒子を製造するための方法の条件は、硬化ゾーンにて生成されたあらゆる熱が生産工具に対して悪影響を与えないように設定されなければならないことに留意されたい。
【0022】
ポリマー生産工具は、ポリプロピレンなどの溶融熱可塑性材料をマスターツール上にコーティングすることにより作製することができる。次に、溶融材料を急冷し、マスターツールの熱可塑性レプリカを得ることができる。次に、このポリマーレプリカを生産ツールとして利用することができる。熱可塑性生産工具はまた、熱可塑性材料をマスターツールでエンボス加工してパターンを形成することによっても製造することができる。エンボス加工は、熱可塑性材料が流動可能状態にある間に実施することができる。エンボス加工した後、熱可塑性材料を冷却して硬化を生じさせることができる。
【0023】
温度により硬化させた熱硬化性材料を使用し、生産工具16を作製することができる。例えば、既に述べたタイプのマスターツールに未硬化熱硬化性材料を供給する。未硬化熱硬化性材料がマスターツールの表面上にある間に、熱硬化性材料を熱により硬化又は重合させ、熱硬化性材料がマスターツール表面のパターンの逆形状を有するようにすることができる。次に、硬化済み熱硬化性材料をマスターツール表面から取り外す。生産工具は、硬化済み放射線硬化性材料、例えばアクリレート化ウレタンオリゴマーなどで製造することができる。放射線で硬化させた、熱硬化性材料から作製された生産工具を、放射線、例えば紫外線、にさらすことによって硬化させた。
【0024】
生産工具16を作製するためには、エラストマー材料もまた使用することができる。例えば、ニッケルにて作製され、平坦な背面及び生産工具の所望の表面形状の逆を有する前面を有するマスターツールは、前面を上にして水平面上に置くことができる。マスターツールの前面を取り囲む溝は、マスターツールのエッジ周辺に、適当な長さの約6.4ミリメートル(1/4インチ)の四角い鋼材を配置することにより形成することができる。溝は、「3M ESPE EXPRESS」(3M社(ミネソタ州、セントポール))の商標名にて入手可能なビニルポリシロキサン印象材のビードによって、マスターツールへと結合させることができる。製造業者の推奨に従って触媒されたエラストマー(「シルガード(Sylgard)#184」の商標名にて入手可能、ダウコーニング社(ミシガン州ミッドランド))の十分量を、マスターツールの前面へと注ぎ込んで、約1.5ミリメートル(1/16インチ)〜約3ミリメートル(1/8インチ)の深さを有する層を得ることができる。アセンブリを室温にて8時間静置させ、気泡を消散させ、ゲルを形成させることができる。次に、アセンブリをオーブン内49℃の温度で24時間加熱し、エラストマーサイズを固定することができる。204℃の温度で4時間持続して硬化することができる。冷却後、次にエラストマー生産工具をマスターツールから分離し、エラストマー生産工具のエッジをばり取りすることができる。
【0025】
生産工具の表面は、従来技術で公知なように、空洞から組成物をより容易に取り外すことができ、かつ生産工具16の摩耗を最小化できるように、剥離コーティングを含有してよい。典型的な剥離剤としては、シリコーン系材料及びフルオロケミカル系材料が挙げられる。良好な剥離特性を示すポリマーから生産工具を製造することは、本開示の範囲内である。
【0026】
生産工具16は、少なくとも1つの連続表面を有する三次元の本体部分である。連続表面21は、連続表面で形成された、少なくとも1つの開口部、好ましくは複数の開口部を含有する。各開口部は、三次元の本体部分内に形成された空洞23への接近手段を提供する。本文脈中で使用される場合、用語「連続的な」とは、間隙を介して途切れることがない延長部により特徴づけられ、開口部及び空洞が連続表面内のフィーチャーであるが、それらが複数の個々の表面へと表面を破壊しないことを意味する。生産工具は、ウェブ、ベルト(例えば、エンドレスベルト)、シート、コーティングロール、又はコーティングロール上に取り付けられたスリーブの形態であることができる。生産工具は、バッチ処理又は連続処理のいずれかにて使用可能である。連続運転では、例えば、エンドレスベルト又は円筒形コーティングロールが軸線の周りを回転する。典型的には、円筒形コーティングロールは直円柱の形態であり、約25cm〜約45cmの直径を有し、かつ硬質材料から構成される。連続運転を提供するために、両端のある(two-ended)ウェブを利用した装置もまた適合させることができる。
【0027】
生産工具の少なくとも1つの連続表面は、少なくとも1つの空洞23、好ましくは複数の空洞を含有する。固形化させた、取扱い可能な組成物は、空洞の形状に対応する形状を獲得する。空洞23は、任意の幾何学的形状を有することができる。所与の生産工具が、異なった形状、異なったサイズ、及びこれらの組み合わせの種々の空洞を含有してよいこともまた本開示の範囲内である。空洞は、生産工具を通して完全に延びていない場合もある。空洞は、隣接し又はそれらの間にランドエリアを有することがある。空洞の辺は、生産工具から粒子をより容易に取り外すことができるように対応づけられたスロープを有することが好ましい。
【0028】
空洞の1つの表面は、空洞を充たすことができるように開いていなければならない。したがって、空洞を充たすためのこの1つの開放表面により、ほぼ平坦な少なくとも1つの側面を有する精密形状付与粒子がもたらされる可能性がある。ほぼ平坦であるとは、硬化又は重合前に、前駆体組成物が平面(即ち、表面張力によってもたらされることがある場合以外の水平のスロープを有しない)であったことを意味する。しかしながら、硬化及び/又は重合及び/又は収縮(例えば、収縮応力)が、精密形状付与粒子26にスロープ又は湾曲又は傾きを引き起こすことがある。更に、精密形状付与粒子の体積及び/又は平坦度は、送達媒体内に保管することによって変化し得る。
【0029】
前駆体組成物12は、空洞23内に保持され、空洞の形状に沿い、精密形状付与粒子を生成する。本開示に好適な前駆体組成物は、放射線エネルギー又は熱エネルギーにより「硬化され」ることができる材料を含む。前駆体組成物は、単純なゲル化又は相分離現象によって不適合となる場合があり、あるいは縮合硬化機構又は付加機構により重合することがある。前駆体組成物は、付加機構により重合し得る。前駆体組成物は、ラジカル機構又はカチオン機構あるいは両機構によって重合できる。
【0030】
前駆体組成物12は、有機材料又は無機材料から誘導することができる。有機前駆体組成物の代表例としては、多糖類、エチレン系不飽和化合物、アミノプラスト誘導体、フェノール樹脂、エポキシ樹脂、及びこれらの組み合わせ、好ましくは、多糖類及びエチレン系不飽和化合物並びにこれらの組み合わせを挙げることができる。
【0031】
多糖類としては、例えば、アガロース及びセルロース、及びその誘導体が挙げられる。アガロースは、強力な水素結合によって結合している複数の二級及び三級構造体内へ絡み合った多糖鎖からなるヒドロゲルである。アガロースは、種々の供給者から市販されている。
【0032】
エチレン系不飽和化合物としては、ビニル芳香族化合物(例えば、スチレン、ジビニルベンゼン、ビニルピリジン、など)及び(メタ)アクリレート誘導体などのラジカル重合性モノマーが挙げられる。(メタ)アクリレート誘導体は、アクリル酸若しくはメタクリル酸、アクリル酸若しくはメタクリル酸の誘導体、又はこれらの組み合わせなどのモノマーであることができる。好適な誘導体としては、置換されていないか、又は置換されていることが可能であるエステル類、塩類、アミド類及びニトリル類などが挙げられる。ビニル芳香族モノマー及び(メタ)アクリレート誘導体は、当該技術分野において周知であるとともに、種々の供給者から市販されている。
【0033】
無機前駆体組成物の代表例としては、金属酸化物ゾル及び/又はメタロイド酸化物ゾルを挙げることができる。例示的ゾルとしては、ジルコニウム、チタン、クロム、アルミニウム、セリウム、スズ、ベーマイト、シリコン、当該技術分野において公知のその他の無機ゾル、及びこれらの組み合わせから誘導されるようなものが挙げられる。好ましくは、ケイ酸塩、シリカゾル及びジルコニウムゾル、並びにこれらの組み合わせである。
【0034】
一実施形態では、官能性モノマーを前駆体組成物12に添加し、精密形状付与粒子に異なった官能性を与える。官能性モノマーとしては、例えば、アニオン又はカチオンなどの帯電モノマー、並びにヒドロキシル基、アズラクトン基、及びエポキシ基を含有するモノマーなどの反応性モノマーを挙げることができる。官能性モノマーは、前駆体組成物へ直接的に、あるいは硬化後に精密形状付与粒子へ、のいずれかにて添加できる。
【0035】
負電荷を有する幾つかの代表的イオンモノマーとしては、式Iの(メタ)アクリルアミドスルホン酸、又はその塩類が挙げられる。
【0036】
【化1】
【0037】
式Iにおいて、Yは、1〜10個の炭素原子を有する直鎖状又は分枝状アルキレンであり、Rbは水素又はメチルである。式Iに従う代表的なイオン性モノマーとしては、N−アクリルアミドメタンスルホン酸、2−アクリルアミドエタンスルホン酸、2−アクリルアミド−2−メチルプロパンスルホン酸、及び2−メタクリルアミド−2−メチルプロパンスルホン酸が挙げられるが、これらに限定されない。
【0038】
酸性モノマーの塩類も更に使用することができる。好適なイオンモノマーとしては更に、ビニルスルホン酸及び4−スチレンスルホン酸などのスルホン酸類、(メタ)アクリルアミドアルキルホスホン酸類(例えば、2−アクリルアミドエチルホスホン酸及び3−メタクリルアミドプロピルホスホン酸)などの(メタ)アクリルアミドホスホン酸類、アクリル酸及びメタクリル酸並びに2−カルボキシエチルアクリレートなどの)などの(メタ)アクリルアミドホスホン酸類、アクリル酸及びメタクリル酸、並びに2−カルボキシエチルアクリレート、2−カルボキシエチルメタクリレート、3−カルボキシプロピルアクリレート及び3−カルボキシプロピルメタクリレートなどのカルボキシアルキル(メタ)アクリレート類も挙げられる。更に他の適切な酸性モノマーとしては、米国特許第4,157,418号(ヘイルマン(Heilmann))に記載されているような(メタ)アクリロイルアミノ酸が挙げられる。例示的な(メタ)アクリロイルアミノ酸には、N−アクリロイルグリシン、N−アクリロイルアスパラギン酸、N−アクリロイル−β−アラニン及び2−アクリルアミドグリコール酸が挙げられるが、それらに限定されない。これらの酸モノマーのいずれかの塩も用いることが可能である。
【0039】
正電荷を有する幾つかの代表的イオンモノマーは、エチレン系不飽和基、並びにアミノ基又はその塩を有する。これらのモノマーとしては、アミノ(メタ)アクリレート及びアミノ(メタ)アクリルアミドが挙げられる。アミノ基は、一級アミノ基、二級アミノ基、三級アミノ基、又は四級アンモニウム基であることができる。典型例としては、N,N−ジメチルアミノエチル(メタ)アクリレート、N,N−ジエチルアミノエチル(メタ)アクリレート、N,N−ジメチルアミノプロピル(メタ)アクリレート、N−t−ブチルアミノプロピル(メタ)アクリレート、N−(3−アミノプロピル)(メタ)アクリルアミド、N−[(3−(ジメチルアミノ)プロピル](メタ)アクリルアミド、(メタ)アクリルアミドプロピルトリメチルアンモニウムクロライド、2−(メタ)アクリロキシエチルトリメチルアンモニウムクロライド、及び2−(メタ)アクリロキシエチルトリメチルアンモニウムメチルサルフェートが挙げられる。
【0040】
前駆体組成物は、ホッパー14などの分配手段によって生産工具の空洞へ導入することができる。分配手段としては、例えば、重力による供給、ポンピング、ダイコーティング、又は真空落下ダイコーティングなどの任意の慣用技術を利用してよい。前駆体組成物は、支持ウェブ32などの支持ウェブを介して移動させることによって、生産工具の空洞へと導入することもできる。混合工程中又はコーティング工程直前に、前駆体組成物を超音波エネルギーにさらし、前駆体組成物の粘度を下げることができる。
【0041】
前駆体組成物12は、空洞の一部を充填するためのみに必要とされるが、前駆体組成物が生産工具の空洞23を完全に充たし、得られた精密形状付与粒子がボイド又は欠陥をほとんど含まないようにすることが好ましい。ある種の用途においては欠陥が問題を引き起こすことはないが、これらの欠陥により、精密形状付与粒子の形状が所望の正確な形状から逸脱する。
【0042】
幾つかの実施形態では、前駆体組成物12は、生産工具16に導入する前に、典型的には、約40℃〜90℃の範囲の温度で加熱してよい。前駆体組成物を加熱した場合、その粘度が低下し、生産工具の空洞内へとそれがより容易に流動できるようになる。アガロースなどの多糖類を用いて、水性混合物を加熱すると、二級及び三級構造体が破壊され、アガロースゲルが溶解するようになる。加熱済み前駆体組成物を生産工具へと導入した後、水性混合物を冷却し、二級及び三級アガロース構造体を改質させ、生産工具の空洞内に、固形化させた、取扱い可能なアガロース組成物を製造する。
【0043】
前駆体組成物12を生産工具の空洞23内へ導入するのに続き、生産工具の空洞内に存在する前駆体組成物を、放射線エネルギー又は熱エネルギーにさらすことにより、少なくとも部分的に硬化してよい。あるいは、前駆体組成物は生産工具の空洞中に存在しつつ、少なくとも部分的に硬化されることができ、次に、生産工具の空洞から取り出した後に後硬化することができる。後硬化工程は省略することができる。得られた固形化させた、取扱い可能な組成物が、生産工具からの取り外された際にその形状を保持するように、硬化は十分に行なう。
【0044】
熱硬化条件は、アガロースのゲル化の場合と同様に、温度を下げることを包含することができ、あるいは重合硬化反応の場合と同様に、温度を上げることを包含することができる。この後者の場合、条件は、約50℃〜約200℃の温度及び1秒〜数千分の区分の時間範囲であることができる。実際に必要な熱量は、前駆体組成物の化学に大きく依存する。
【0045】
硬化ゾーン24にて使用するエネルギー供給源25の例としては、蒸気、温水、熱油、誘導加熱、抵抗加熱、赤外線、マイクロウェーブ放射、硬化オーブン、などの熱エネルギー供給源、並びに電子ビーム、紫外線、可視光線、及びレーザー光線などの放射線エネルギー供給源が挙げられる。
【0046】
電離放射線としてもまた公知である電子ビーム照射は、約0.1〜約20Mrad、好ましくは約1〜約10Mradのエネルギー量にて使用することができる。紫外放射とは、約200〜約400nm、又は約250〜約400nmの範囲の波長を有する非粒子放射線を指す。放射線量は、約50mJ/cm2〜約1000mJ/cm2、好ましくは約100mJ/cm2〜約400mJ/cm2の範囲であることができる。この放射線量を提供するのに適したランプ供給源の例は、約100〜約236ワット/cm(600ワット/インチ)、好ましくは約118〜236ワット/cm(300〜約600ワット/インチ)を提供する。可視光線放射とは、約400〜約800nm、又は約400〜約550nmの範囲の波長を有する非粒子放射線を指す。前駆体組成物を十分に硬化させるのに必要な放射線エネルギーの量は、前駆体組成物の空洞内の深さ及び前駆体組成物の化学的同一性などの因子に依存する。
【0047】
紫外線又は可視光線を利用する場合、好ましくは光開始剤が前駆体組成物12中に含まれている。紫外線又は可視光線にさらした場合、光開始剤はラジカル供給源又はカチオン供給源を生じる。次に、このラジカル供給源又はカチオン供給源は、前駆体組成物の重合を開始させる。ガンマ線又は電子ビームエネルギーの供給源が利用される場合、光開始剤は任意的である。
【0048】
紫外線にさらされた際にラジカル供給源を発生させる光開始剤の例としては、有機過酸化物、アゾ化合物、キノン、ベンゾフェノン、ニトロソ化合物、ハロゲン化アシル、ヒドロゾン、メルカプト化合物、ピリリウム化合物、トリアクリルイミダゾール、ビスイミダゾール、クロロアルキルトリアジン(chloroalkytriazines)、ベンゾインエーテル、ベンジルケタール、チオキサントン、及びアセトフェノン誘導体、並びにこれらの混合物からなる群から選択されるようなものが挙げられるが、これらに限定されない。
【0049】
少なくとも部分的に硬化させた後で、得られた、固形化させた、取扱い可能な組成物は、生産工具へ強く付着しないことが好ましい。いずれの場合も、この時点で、固形化させた前駆体組成物は、生産工具から取り外される。
【0050】
外部手段29を使用し、固形化させた、取扱い可能な組成物を生産工具から取り外してよい。固形化させた、取扱い可能な組成物、即ち組成物を取り除くための幾つかの別法がある。技術としては、超音波エネルギー、機械的な力、ウォータージェット、エアジェット、若しくはこれらの組み合わせ、又はその他の機械的手段が挙げられるが、これらに限定されない。一方法では、組成物は直接的に生産工具からコレクタ、例えばコンテナ28へと移動させる。本方法では、生産工具がポリマー材料から作製されている場合、組成物は、超音波エネルギー、真空、エアナイフ、若しくはこれらの組み合わせ、又はその他の従来の機械的手段によって、空洞から取り外すことができる。生産工具が金属から作製されている場合、組成物は、ウォータージェット又はエアジェットによって空洞から取り外すことができる。
【0051】
別の方法では、組成物は、生産工具からコレクタへと間接的に移動させることができる。一実施形態では、組成物は、生産工具から滑面ロールへと移動させることができる。組成物は、生産工具よりも滑面ロールに対し、より大きな接着性を示す。次に、移動させた組成物は、スカイビング、真空、ウォータージェット、エアジェット、又はその他の機械的手段によって、滑面ロールから取り外すことができる。1つの特定の実施形態では、組成物は、生産工具から支持ウェブへと移動させることができる。組成物は、生産工具よりも支持ウェブ表面に対し、より大きな接着性を示す。そこへ組成物を移動させる支持ウェブ表面は、水又は有機溶剤に可溶性である材料層を持つことができる。可溶性層を形成する材料をただ単に溶解させることによって、支持ウェブから組成物を容易に取り外すことができる。加えて、機械的手段、例えば、スカイビング、真空、又は超音波を使用し、組成物を取り外すことができる。ウェブの主表面にわたって直接的に、又はウェブの主表面の側面から離し、超音波エネルギーを適用することができる。
【0052】
組成物を生産工具から取り外した後、直接的又は間接的手段のいずれかによって、次にそれを個々の粒子に変換する。変換の1モードでは、組成物は粒子の形態で生産工具から放出される。所与の粒子は、基本的に生産工具の空洞(その中で粒子は少なくとも部分的に硬化される(即ち、精密形状付与される))の一部の形状である形状を有する。このモードの利点は、粒子が既に、後続の使用、例えば、クロマトグラフィー媒体のために、適正な粒度分布のものになっていることである。クロマトグラフィー媒体製造の従来法では、適切な粒度分布を得るために、粒子をふるいにかけなければならない。一実施形態では、本開示の粒子はふるいにかけ、端又はランドが欠けた付着物がある粒子を除去してよい。
【0053】
変換の第2モードでは、組成物は、組成物材料の薄膜により相互に連接された精密形状付与組成物材料を含む材料シートとして生産工具から剥離される。次に、材料シートは、薄い相互接続部分に沿って破壊又は粉砕し、個々の(即ち、別個の)精密形状付与粒子を形成してよい。
【0054】
生産工具16は、軸線の周りを回転するドラム又はベルトであり得る。生産工具が軸線の周りを回転する場合、プロセスは連続的に実施することができる。あるいは、生産工具16は静止したものであることができ、プロセスはバッチ式で実施される。本開示の連続プロセスは、バッチ式プロセスよりも、より効率的かつより経済的でなければならない。
【0055】
後硬化工程に対する必要性及び/又は望ましさは、前駆体組成物の化学的性質及び生産工具の空洞内にて硬化に使用される条件に依存するであろう。例えば、前駆体組成物がエチレン系不飽和化合物を含む場合、生産工具内の滞留時間中に、全てのモノマーがラジカル重合されるわけではない。このため、残存モノマーをポリマーへと変換するために、生産工具からの取り外し後に、追加の熱エネルギー又は放射線エネルギーを粒子へ適用することが望ましい場合がある。この追加のエネルギーは、固形化させた、取扱い可能な組成物それ自体の粒子に直接適用してよく、あるいは固形化させた、取扱い可能な組成物の粒子(the particles solidified, handleable composition)を、エネルギーを適用する前に、スラリーとして不活性液体中に分散させてもよい。前駆体組成物が、多糖類(例えば、アガロース)などの有機材料から誘導される場合、構造的安定性を高め、かつ40℃超の温度での再融解を防止するために、後硬化が必要な場合がある。この後硬化は、文献にて周知の技術によって、エピクロロヒドリン又はジビニルスルホンとの化学架橋によって最も速やかに実施される。無機材料による場合、後硬化は、約1650℃以下あるいはそれ以上の温度で乾燥及び焼成し、形成された精密形状付与粒子へと最終サイズ及び強度を付与することを含んでもよい。
【0056】
精密形状付与粒子は、約2000μm(マイクロメートル)超のサイズを有しないことが好ましい。精密形状付与粒子は、最長方向にて1μm〜500μm、30μm〜500μm、1μm〜100μm、あるいは30μm〜100μmのサイズを有することが好ましい。既に示したように、正確な形状は、生産工具表面の一部分、例えば、生産工具の表面に形成された空洞に対応している。本開示の粒子は精密な形状を有する。この精密な形状は、前駆体組成物が生産工具の空洞内にて少なくとも部分的に硬化されることに寄与し得る。しかしながら、粒子には、粒子が空洞から取り出された際に生じた小さな欠陥がある場合がある。前駆体組成物が空洞内で十分に硬化されていない場合、前駆体組成物は流動し、得られた形状が空洞の形状に対応しない。この対応関係の欠如は、粒子に不正確かつ不規則な形状を与える。正確な形状は、ピラミッド(好ましくは、3つ又は4つの辺を有する底辺を備える)、角柱、半球、円筒、円錐、又は一定距離若しくは変化する距離だけ離された対向する多角形の面、即ち多角形プレートレットを有する薄いボディなどの任意の幾何学的形状であることができる。幾何学的図形は、前述のものの先端を切ったような形であり得、かつ球状物若しくは楕円体又は前述のものの任意のものの組み合わせ(例えば、半球円筒)を包含する。
【0057】
精密形状付与粒子26のサイズは実質的に均一であってよい。サイズが実質的に均一であるとは、精密形状付与粒子が、95%信頼区間にて、平均値が35%、30%、25%、15%、10%、あるいは5%以内の特徴的サイズ(即ち、各粒子にて同一幾何学的サイズ)を有することを意味する。精密形状付与粒子は、形状が均一(即ち、同一形状を有する)であってよい。あるいは、精密形状付与粒子は、サイズ及び形状が実質的に均一であってよい。幾つかの実施形態では、複数の精密形状付与粒子が、2つ又はそれ以上の形状の分布を含む。幾つかの実施形態では、複数の精密形状付与粒子は、2つ又はそれ以上の実質的に均一な形状の分布を含む。精密形状付与粒子のサイズ及び/又は形状は、光散乱若しくは光の反射率を使用するような粒径分析器、顕微鏡を使用するような目視、又は粒子のサイズ又は体積を測定する従来技術で公知な任意の技術を使用して決定することができる。しかしながら、説明できないのであれば(if not accounted for)、精密形状付与粒子のどの部分が分析器に提示されるかに応じて(例えば、ピラミッドの底部対ピラミッドの頂点)、非球状の精密形状付与粒子が不正確な均一性データを与える場合がある。
【0058】
精密形状付与粒子が生産工具から取り外される場合、エッジが破壊され、それにより形状の正確さに欠陥及び減損が生じ得る。プロセス全体を通じ、このような欠陥を最少化するように注意を払うことが好ましい。前駆体組成物が、生産工具の連続表面の平面を超えて大幅に延びていないこと、及び生産工具の空洞の開口部を超えて大幅に延びていないこともまた好ましい。
【0059】
精密形状付与粒子26が多孔質であることが好ましい。多孔性は、イオン交換又はタンパク質精製などの多くの用途に対して重要である。多孔質の精密形状付与粒子は、マクロ孔質ポリマー材料又はゲルタイプポリマー材料の形態であることができる。本明細書で用いられる時、用語「マクロ孔質」は、乾燥状態においてさえ永続的な多孔質構造を有するポリマー樹脂を指す。ポリマー樹脂は、溶媒に接触した時に膨潤し得るが、多孔質構造を通してポリマー樹脂の内部に接近することを可能にするために膨潤は必要とされない。本発明で使用する場合、用語「ゲルタイプ」又は「ゲル」は、同じ意味で用いられ、乾燥状態において永続的多孔質構造を有しないが、好適な溶剤によって膨潤してポリマー樹脂の内部への拡散的接近を可能にすることができるポリマー樹脂を意味する。マクロ孔質及びゲルタイプ両方のポリマー材料は、Sherrington,Chem.Commun.,2275〜2286(1998)and Macintyre et al.,Macromolecules,37,7628〜7636(2004)にも記載されている。用語「マクロ孔質」及び「ゲルタイプ」とは、特定の孔径又は特定範囲のポアサイズを示すことを意図したものではない。
【0060】
ポリマー材料内の孔形成又は多孔性については、Sherrington,Chem.Commun.,2275〜2286(1998)にて詳細に記述されている。幾つかの材料、特にゲルタイプ材料においては、多孔性は、ポリマー鎖のもつれ及び/又は架橋の結果として、重合又は硬化工程中に形成される。ポリマーネットワークが溶剤によって高度に膨潤しない限り、通常この多孔性は非常に低いか又は存在しない。あるいは、ポロゲンを組成物に加え、永続的細孔を生成することができる。通常、添加したポロゲンは、モノマー相混合物の残部からポリマーネットワークを形成する相分離のタイミングに影響を与える。ポロゲンの例としては、水、一般有機溶剤(例えば、トルエン、シクロヘキサン、アセトニトリル、エチルアセテート)、アルコール類(例えば、メタノール、イソプロパノール、シクロヘキサノール、4−メチル−2−ペンタノール、デシルアルコール)、エチレングリコール、プロピレングリコール、少なくとも3つのヒドロキシ基を有するポリオール類(例えば、グリセロール、イノシトール、グルコース、スクロース、マルトース、デキストラン、ペンタエリスリトール(pentaerithritol)、トリメチロールエタン、トリメチロールプロパン(timethylolpropane)、ジペンタエリスリトール、及びトリペンタエリスリトール(tripentaerithritol))、並びに高分子ポロゲン(例えば、ポリスチレン、ポリエチレングリコール、ポリプロピレングリコール、ポリジメチルシロキサン、ポリアクリル酸、など)、並びにこれらの組み合わせが挙げられる。
【0061】
一実施形態では、前駆体組成物は、孔径をコントロールし得る架橋モノマーを含んでよい。架橋モノマーは、2つ又はそれ以上のエチレン系不飽和基を備えたモノマーであるとともに、例えば、ジビニルベンゼン、アルキレンビス(メタ)アクリルアミド、例えば、メチレンビスアクリルアミド、1,2−エチレンビスアクリルアミド及び1,6−ヘキシレンビスアクリルアミド、アルキレンビス(メタ)アクリレート、例えば、エチレングリコールジアクリレート及びジメタクリレート、ヘキサンジオールジアクリレート及びジメタクリレート、トリメチロールプロパントリアクリレート及びトリメタクリレート、などを挙げることができる。
【0062】
マクロ孔質材料(シリカ又はマクロ孔質ポリマー材料など)の場合の多孔性は、窒素吸着法を使用しかつBET理論を適用して決定することができる。本方法は一般に、表面積を決定するために使用され、極低温条件下にて精密形状付与粒子の表面上の窒素単層を吸着することを伴う。吸着された窒素の量は、表面積に比例する。所望であれば、孔径に関連した情報は、細孔構造が完全に液体窒素で充たされるまで、極低温条件下にて窒素を連続して吸着させること、及びBJH理論(又は他の理論)を適用し、平均細孔直径を計算することによって得ることができる。本方法は一般的に、約2000オングストローム以下の平均直径を有する細孔を測定する。巨大孔径を有する材料の場合、水銀圧入型ポロシメーターを利用し、平均孔径を測定してよい。
【0063】
マクロ孔質精密形状付与粒子は、10m2/g以上、25m2/g以上、50m2/g以上、100m2/g以上、200m2/g以上、500m2/g以上、あるいは1000m2/g以上の多孔性を有してもよい。
【0064】
ゲルタイプ材料の場合の多孔性は、窒素吸着又は水銀圧入などの技術を使用して決定することができないが、これはそれらが乾燥状態において多孔性を有しないためである。ゲルタイプ材料の多孔性は、使用する材料の濃度(例えば、アガロースの量)に反比例する。多孔性は、ゲル細孔から取り外したばかりのポリマー分子の大きさの関数として測定することができる。その代わりに、多孔性は溶剤で膨潤させた状態で推定することができる。興味のある検体に応じて、多孔性はkダルトンにて(タンパク質及び多糖類)又は塩基対(核酸類)にて表現することができる。材料組成物、pH、及びイオン強度を包含するその他の因子とともに、興味のある検体のサイズ及び形状は、多孔性に影響する。
【0065】
ゲルタイプ精密形状付与粒子は、5kダルトン以上、10kダルトン以上、50kダルトン以上、100kダルトン以上、500kダルトン以上、1000kダルトン以上、あるいは10,000kダルトン以上の多孔性を有してもよい。マクロ孔質精密形状付与粒子の多孔性は、ゲルタイプ材料について前述したようにして測定してよい。このため、マクロ孔質精密形状付与粒子は、5kダルトン以上、10kダルトン以上、50kダルトン以上、100kダルトン以上、500kダルトン以上、1000kダルトン以上、あるいは10,000kダルトン以上の多孔性を有してもよい。
【0066】
一実施形態では、精密形状付与粒子26は、未改質の表面(例えば、ベアシリカ)を有する。別の実施形態では、精密形状付与粒子の表面は、例えば、化合物を共有結合させること(例えば、シリカは、C8〜C18シランなどのシラン反応を使用して共有結合することができ、エポキシ又はアズラクトン基を有するモノマーから調製した精密形状付与粒子は、求核基含有化合物と反応することができる)、精密形状付与粒子上へモノマーを重合させること(例えば、ジルコニアは、ポリブタジエンを使用して改質することができる)、又はポリマー有機層によりコーティングすること(例えば、アズラクトン官能性コポリマー溶液は、架橋剤とともに処方することができ、かつ米国特許第7,101,621号(ハダッド(Haddad)ら))にて記載されているようにコーティングし、アズラクトン基を含む活性化コーティングを提供する)によって改質される。微粒子をポリマー有機層でコーティングするその他の方法は、当該技術分野において周知である。精密形状付与粒子の表面改質は、親和性リガンド(プロテインA、レクチン、及びペプチドリガンドなど)、抗体(免疫グロブリンG(IgG)など)、炭化水素鎖などの疎水性リガンド(C18及びC8など)及び芳香族化合物(フェニル及びフェネチルなど)、アルコール、アミン(NH2など)、シアノ(CNなど)、並びにこれらの組み合わせを含む表面を包含することができる。
【0067】
一実施形態では、複数の精密形状付与粒子は、充填される。例えば、精密形状付与粒子は、容器(チューブなど)内に置き、容器の少なくとも1つの末端部をフリットで囲んでクロマトグラフィーカラムを作製できる。精密形状付与粒子の性質(例えば、組成物及びコーティング)及び使用する移動相(例えば、溶剤、溶剤水性比(solvent to aqueous ratio)、pH、緩衝液、並びにイオン対試薬及びアミン調整剤などの添加剤)に応じ、これらのカラムは、吸着、分配、イオン交換、サイズ排除、及び親和性クロマトグラフィーのために使用してよい。吸着クロマトグラフィーでは、検体又はターゲット分子は固定相の表面に吸着される。分配クロマトグラフィーでは、薄膜が固定相の表面上に形成され、検体が固体支持体上の液相と相互作用する。イオン交換クロマトグラフィーでは、反対電荷の検体イオンが静電力により固定相へと引きつけられる。サイズ排除クロマトグラフィーでは、検体は、サイズに基づくそれらの固定相細孔との相互作用によって分離される。親和性クロマトグラフィーでは、分子は固定相上で不動化され、例えば、抗体は固定相に結合し、検体又は興味のあるタンパク質などのターゲット分子を選択的に結びつける。
【0068】
好適なカラムは当業界で知られており、ガラス、ポリマー材料、ステンレススチール、チタン及びその合金又はニッケル及びその合金のような材料から作製することができる。カラム内に粒子を効果的に充填するためのカラム充填法は、当該技術分野において既知である。
【0069】
精密形状付与粒子が、サイズが約20マイクロメートル未満、かつ/又は精密形状付与粒子の形状が隣接粒子間にほとんど空間がないようなものである場合には、精密形状付与粒子を充填したクロマトグラフィーカラム内の背圧が、受け入れ難いほど大きくなり、特に巨大生体分子の精製又は分離に有用な大きなカラムの場合にはそうである。しかしながら、このような制限は、HPLC器機を使用した分析分離で遭遇するような小規模分離には当てはまらず、この場合は、直径が1〜2マイクロメートルといった小粒径及び非常に高い移動相圧力が一般的に使用される。クロマトグラフィーの平均粒径は2000マイクロメートルであることもできるが、平均粒径は通常、500マイクロメートル以下である。平均粒径が約500マイクロメートルより大きい場合、クロマトグラフプロセスの効率は、特にクロマトグラフィー粒子の細孔への拡散速度が遅いことが多いタンパク質のような巨大生体高分子の精製又は分離において、低い可能性がある。
【0070】
クロマトグラフィーカラムは、精密形状付与粒子26で充填し、イオン交換、サイズ排除、親和性、順相、及び逆相クロマトグラフィーを実施するために使用することができる。クロマトグラフィーカラムは、予備的(例えば、所望の検体を分離又は精製するために使用する)及び/又は分析的(例えば、所望の検体を定量するために使用する)であることができる。クロマトグラフィーカラムは、液体クロマトグラフィー装置などの機器の一部であることができる。
【0071】
その他の実施形態では、精密形状付与粒子26は、濾過媒体の表面上に配置される。精密形状付与粒子を改質剤で処理し、検体又は目標化合物との反応又は相互作用のために利用可能な官能基を変更する場合、濾過媒体の表面上に配置する前後で、改質が可能である。フィルタカートリッジを提供するために、フィルタ要素をハウジング内に配置させることができる。適する濾過媒体及びフィルタカートリッジを含むシステムは、例えば米国特許第5,468,847号(ヘイルマン(Heilmann)ら)に更に記載されている。このようなフィルタカートリッジは、例えば、生体分子を精製又は分離するために使用可能である。通常は、フィルタカートリッジシステムに固有のより小さい圧力低下ゆえに、クロマトグラフィーカラム内と比較し、より少ない剛体粒子又はより小さい多孔質粒子をフィルタカートリッジ内で利用することができる。
【0072】
その他の実施形態では、多孔質の精密形状付与粒子は、連続的な、多孔質マトリックス内へ組み込まれる。精密形状付与粒子を改質剤で処理し、目標化合物との反応又は相互作用のために利用可能な官能基を変更する場合、連続的な、多孔質マトリックス内への組み込みの前後で改質が可能である。連続多孔質マトリックスは、典型的には、織繊維ウェブ又は不織繊維ウェブ、多孔質繊維、多孔質膜、多孔質フィルム、中空繊維又は中空管である。有用なマトリックスとしては、織物及び不織布ウェブ(繊維ウェブ及びフィブリル化ポリテトラフルオロエチレンなどのフィブリル化ポリマー材料など)、ミクロ孔質繊維、並びに微多孔性膜が挙げられる。
【0073】
本開示の利点及び実施形態を、以下の実施例によって更に例示するが、これらの実施例において列挙される特定の材料及びその量並びに他の諸条件及び詳細によって、本開示を不当に制限するものではないと解釈すべきである。他に言及されるか、明らかでない限り、全材料は市販であるか、又は当業者に知られている。
【実施例】
【0074】
限定はしないが、以下の特定の実施例は、本開示を説明するために供されるであろう。実施例における、全ての部、パーセント、比などは、特に断らない限り、重量基準である。
【0075】
ピラミッド形状生産工具製造のための基本手順
ポリプロピレンから作製されたキャスティング装置は、銅又はニッケルのマスターツールからキャストされた。キャスティング装置表面は、ピラミッド形状のフィーチャーにてパターニングされている。キャスティング装置は、ポリプロピレンから作製されており、基本的にはシートの形態であった。パターンのピラミッドは、3辺を有しかつそれらの底辺が隣接するピラミッドの底辺に接触するように(最密充填)配置された。ピラミッド底部は、約63マイクロメートルの長さの辺を備えた三角形である。ピラミッドの高さは、約63マイクロメートルであった。次に、ポリエステルフィルム表面(ポリエチレンテレフタレート、130マイクロメートル厚、3M社(ミネソタ州、セントポール)から入手)をローラーによってキャスティング装置に対して押しつけた。得られたフィルム表面は、その中に形成された空洞を有した。空洞は、逆ピラミッド型を特徴とすることができる。これらの逆ピラミッドは、長さが約63マイクロメートルかつピラミッドの高さが約63マイクロメートルの底部を有した。
【0076】
ガムドロップ形状生産工具製造のための基本手順
キャスティング装置は、ガムドロップ形状フィーチャーのパターンを備えた表面から構成されていた。キャスティング装置は、ポリイミドから作製されており、基本的にはシートの形態であった。逆ガムドロップ型パターンを、それらが六角形の配列に、隣接する構造体との間で2マイクロメートルギャップとなり、最密充填されるように配置した。ガムドロップ形状は、直径約69マイクロメートルかつ高さ約34マイクロメートルのシリンダーセクションであり、シリンダーセクション上に重なり合った半径約34マイクロメートルの半球を備えたものから構成されていた。このタイプのパターンが、図5に示されている。次に、ポリエステルフィルム表面(ポリエチレンテレフタレート、130マイクロメートル厚)をローラーによってキャスティング装置に対して押しつけた。得られたフィルム表面は、その中に形成された空洞を有していたが、この空洞は、高さ約69マイクロメートル及びベース直径約69マイクロメートルを備えた逆ガムドロップ型を特徴とすることができる。
【0077】
実施例1
コロイダルシリカのアリコート(「ナルコ(NALCO)2329」(固形分40%)、ナルコ(Nalco)(イリノイ州ネーパービル(Naperville))の商標名にて入手した)2.5mLを、0.5mLの2−プロパノール(マリンクロットケミカルズ(Mallinckrodt Chemicals)(ニュージャージー州フィリップスバーグ))とともに混合した。本混合物をピラミッド形状生産工具へと適用し、フルオロポリマー剥離ライナー(ラペラックス(Loparex)等級10256、ラペラックス(イリノイ州ウィロウブルック(Willowbrook)))で被った。ハンドローラーを使用し、液体混合物を分配させた。ライナーを取り外し、混合物を収容する生産工具を硬化し、60℃にて30分間乾燥させた。粒子の一部をテープにより生産工具から取り外し、光学顕微鏡法により目視可能としたが(64倍、ライカマイクロシステムズ(Leica Microsystems)(イリノイ州バノックバーン(Bannockburn)))、ここでピラミッド形状粒子は、図6にて示すように観察された。
【0078】
実施例2
5mLの40〜42°Beケイ酸ナトリウムのアリコート(EMDケミカルズ(EMD Chemicals Inc.)(ニュージャージー州ギブスタウン))を、20mLの脱イオン水及び2.5mLの2−プロパノール(マリンクロットケミカルズ(Mallinckrodt Chemicals)(ニュージャージー州フィリップスバーグ))とともに混合した。本混合物へ、0.5mLの濃塩酸(J.T.ベーカー(J. T. Baker)(ニュージャージー州フィリップスバーグ))を混合しながら添加した。酸性化混合物を直ちにピラミッド形状生産工具に適用し、フルオロポリマー剥離ライナー(ラペラックス(Loparex)等級10256、ラペラックス(Loparex)(イリノイ州ウィロウブルック(Willowbrook)))で被った。ハンドローラーを使用し、液体を分配させた。初期混合物がゲル化したら、ライナーを取り外し、前駆体組成物を有する生産工具を更に硬化させて60℃にて1時間させた。精密形状付与粒子の一部をテープに移し、光学顕微鏡法の視野に入れ、ピラミッド形状粒子を観察した。
【0079】
実施例3
アガロース(カタログ番号A−9793、シグマケミカル(Sigma Chemical)(ミズーリ州セントルイス))のアリコート2gを、フラスコ内の脱イオン水100mL中に添加し沸騰させた。それに続いて顕微鏡にて目視する手助けをするために、0.1gの二酸化チタン(アルドリッチ(ウィスコンシン州ミルウォーキー))を添加した。次に、フラスコを47℃の水浴中で冷却した。混合物の一部をピラミッド形状生産工具に加え、フルオロポリマー剥離ライナー(ラペラックス(Loparex)等級10256、ラペラックス(イリノイ州ウィロウブルック(Willowbrook)))で被い、混合物をハンドローラーで広げた。アガロースは、約5分でゲル化した。精密形状付与粒子の一部をテープに移し、光学顕微鏡法の視野に入れ、ピラミッド形状粒子が図7にて示すように観察された。
【0080】
実施例4
次のものをともに混合させた。2.0gのエチレングリコールジメタクリレート(アルドリッチ(ウィスコンシン州ミルウォーキー))、1.2gの2−ヒドロキシエチルメタクリレート(アルドリッチ(ウィスコンシン州ミルウォーキー))、6.0gのデシルアルコール(アルドリッチ(ウィスコンシン州ミルウォーキー))、及び0.1gの2,2’−アゾビス(2−メチルブチロニトリル)(「バゾ(VAZO)67」(デュポン(ウェストバージニア州ベル(Belle)))の商標名で入手)。混合物をピラミッド形状生産工具に加え、フルオロポリマー剥離ライナー(ラペラックス(Loparex)等級10256、ラペラックス(イリノイ州ウィロウブルック(Willowbrook)))で被った。ハンドローラーを使用し、混合物を広げた。アセンブリは、2枚の石英ガラスプレートの間に挟み、ライナーを通して45分間、紫外線(「BLAK−RAY」(カルフォルニア州アップランド(Upland))の商標名で入手した型式B100 AP)にさらした。精密形状付与粒子の一部をテープに移し、光学顕微鏡法の視野に入れ、ピラミッド形状粒子を観察した。
【0081】
実施例5
次のものをともに混合させた。1.5gのジビニルベンゼン(アルドリッチ(ウィスコンシン州ミルウォーキー))、1.5gのスチレン(アルドリッチ(ウィスコンシン州ミルウォーキー))、2.4gの4−メチル−2−ペンタノール(アルドリッチ(ウィスコンシン州ミルウォーキー))、及び0.1gの2,2’−アゾビス(2−メチルブチロニトリル)(「バゾ(VAZO)67」(デュポン(ウェストバージニア州ベル(Belle)))の商標名で入手)。混合物をピラミッド形状生産工具へと追加し、フルオロポリマー剥離ライナー(ラペラックス(Loparex)等級10256、ラペラックス(イリノイ州ウィロウブルック(Willowbrook)))で被った。ハンドローラーを使用し、液体を生産工具上、ライナーの下に広げた。アセンブリを2枚の石英ガラスプレートの間に挟み、かつモノマーを、ライナーを通して2時間紫外線にさらした。精密形状付与粒子の一部をテープに移し、光学顕微鏡法の視野に入れ、ピラミッド形状粒子を観察した。
【0082】
実施例6
次のものをともに混合させた。1.54gのメチレン−ビス−アクリルアミド(リサーチオーガニックス(Research Organics)(オハイオ州クリーブランド))、2.54gのAMPS溶液(1−プロパンスルホン酸、2−メチル−2(1−オキソ−2−プロペニル)アミノ一ナトリウム塩の50%水溶液、ルブリゾール(Lubrizol)(オハイオ州ウィクリフ(Wickliffe))から入手)、8.5mLの2−プロパノール(マリンクロットベーカー社(Mallinckrodt Baker Inc.)(ニュージャージー州フィリップスバーグ))、3.74mLの脱イオン水、0.060gの過硫酸ナトリウム(マリンクロットベーカー社(ニュージャージー州フィリップスバーグ))、及び60μLのテトラメチルエチレンジアミン(アボカドオーガニックス社(Avocado Organics)(英国へイシャム(Heysham)))。混合物をピラミッド形状生産工具へと追加し、フルオロポリマー剥離ライナー(ラペラックス(Loparex)等級10256、ラペラックス(イリノイ州ウィロウブルック(Willowbrook)))で被った。ハンドローラーを使用し、液体を工具表面上、ライナーの下に広げた。アセンブリは、2枚の石英ガラスプレートの間に挟んだ。1時間後、精密形状付与粒子の一部を洗浄により除去し、光学顕微鏡法の視野に入れ、そこでピラミッド形状粒子を観察した。
【0083】
実施例7
5gの、ポリエチレングリコールのアリコート6,000(ダウケミカル社(Dow Chemical)(ミシガン州ミッドランド))を、37.4mLの濾過済み脱イオン水中に溶解させた。次に、15.4gのメチレン−ビス−アクリルアミド(リサーチオーガニックス(Research Organics)(オハイオ州クリーブランド))、85mLのイソプロピルアルコール(マリンクロットケミカルズ(Mallinckrodt Chemicals)(ニュージャージー州フィリップスバーグ))、20mLのエチレングリコール(J.T.ベーカー(J. T. Baker)(ニュージャージー州フィリップスバーグ))、及び25.5gのAMPS溶液(50%、ルブリゾール(Lubrizol)(ウィクリフ(Wickliffe)オハイオ州)から入手)をポリエチレングリコール溶液に加え、混合した。次に、1gの2,2’−アゾビス−(2−メチルプロピオンアミジン)(HCl)2(アルドリッチケミカルズ(Aldrich Chemical)(ウィスコンシン州ミルウォーキー))を加え、混合した。混合物をピラミッド形状生産工具へと追加し、フルオロポリマー剥離ライナー(ラペラックス(Loparex)等級10256、ラペラックス(イリノイ州ウィロウブルック(Willowbrook)))で被った。ハンドローラーを使用し、液体を生産工具上、ライナーの下に広げた。一片の石英ガラスを、ライナー最上部かつピラミッド形状生産工具の上に置き、アセンブリを20分間紫外線にさらした。精密形状付与粒子の一部を光学顕微鏡法の視野に入れ、そこで、図8にて示すように、ピラミッド形状粒子を観察した。完全に洗浄し、減圧下で乾燥させた後、精密形状付与粒子の多孔性は、窒素吸着を使用して決定した(トライスター(TriStar)3000ガス吸着分析器、マイクロメリティックスインスツルメンツ(Micromeritics Instrument Corp.)(ジョージア州ノークロス))。精密形状付与粒子の一点BET表面積は、112.2m2/グラムと測定された。
【0084】
比較例1
粒子は、米国特許第6,475,253号(カラー(Culler)ら)に列挙された基本手順1に従い、以下のスラリーとともに製造した。32%のTMTPA/TATHEICの60/40ブレンド(サトマー(Satomer)(ペンシルベニア州エクストン))、0.32%光開始剤(エサキュア(Esacure)KB1として入手可能なベンジルジメチルケタール(サトマー(ペンシルベニア州エクストン)から))、45.86%の粉砕助剤KBF4(約125μmの粒径)、及び21.82%の粉砕助剤KBF4(約10μmの粒径)。精密形状付与粒子の多孔性(porosity the precisely-shaped particle)は、窒素吸着を使用して決定した(トライスター(TriStar)3000ガス吸着分析器、マイクロメリティックスインスツルメンツ(Micromeritics Instrument Corp.)(ジョージア州ノークロス))。精密形状付与粉砕助剤の一点表面積(研磨剤にて使用される)は、0.5m2/gの一点BET表面積を有した。
【0085】
実施例8
実施例7と同様に調製したアクリルアミド混合物を、ガムドロップ形状生産工具に加えた。混合物を工具へと追加し、フルオロポリマー剥離ライナー(ラペラックス(Loparex)等級10256、ラペラックス(イリノイ州ウィロウブルック(Willowbrook)))で被った。ハンドローラーを使用し、液体を生産工具上、ライナーの下に広げた。一片の石英ガラスを、ライナー最上部かつピラミッド形状生産工具の上に置き、アセンブリを5〜20分間紫外線にさらした。精密形状付与粒子の一部を光学顕微鏡法の視野に入れ、そこで、図9にて示すように、ガムドロップ形状粒子を観察した。
【0086】
実施例9
実施例8からの精密形状付与粒子を水で洗浄し、水性スラリーとして、バイオ−ケムバルブ(Bio-Chem Valve)(ニュージャージー州ブーンビル(Boontown))によって製造された0.3cm×5cmガラスカラム内へ充填した。多孔質テフロン(登録商標)フリット(25マイクロメートルの平均孔径、スモールパーツ(Small Parts, Inc.)(フロリダ州マイアミレイクス(Miami Lakes)))を、チューブの両端に配置し、液体クロマトグラフィーカラムを形成した。カラムをFPLC(高速タンパク質液体クロマトグラフィー装置)(「AKTAエクスプローラ(EXPLORER)10」(GEヘルスケア(GE Healthcare)(スウェーデン、ウプサラ(Uppsala)))の商標名で入手)内に組み込み、50mMアセテート、40mM NaClの移動相を用いて、pH=4.5、0.088mL/分の流量にて平衡を保った。5mg/mLのIgG(イクゥイテック(Equitech)、テキサス州カーヴィル(Kerrville))、50mMのアセテート、40mMのNaClの溶液を、pH=4.5にて、カラムにポンプ導入した。紫外検出を使用し、溶出液を280nmの波長でモニターした。280nmでの吸光度は、IgG濃度と相互に関連付けた。カラムからのIgG漏出は、時間の経過に沿ってモニターした。粒子は、10%の漏出にて、媒体1mL当たり68mgのIgGを結合できることが分かった。
【0087】
本発明の予測可能な改良及び変更が、本発明の範囲及び趣旨から逸脱せずに実施できることは、当業者には明らかである。本発明は、例証の目的のために本出願において説明された実施形態に限定されるべきではない。
【特許請求の範囲】
【請求項1】
複数の精密形状付与粒子を含む物品であって、前記粒子は、
(i)少なくとも1つのほぼ平坦な表面及び
(ii) (a)10m2/g以上又は
(b)5kダルトン以上、
のうち少なくとも1つを含む多孔性、
を有する、物品。
【請求項2】
前記多孔性が100m2/g以上である、請求項1に記載の物品。
【請求項3】
前記多孔性が50kダルトン以上である、請求項1に記載の物品。
【請求項4】
前記精密形状付与粒子が、前駆体組成物から誘導され、前記前駆体組成物が、有機材料又は無機材料のいずれかから誘導される、請求項1に記載の物品。
【請求項5】
前記無機材料が、ケイ酸塩、チタンゾル、及びシリカゾルのうち少なくとも1つを含む、請求項4に記載の物品。
【請求項6】
前記有機材料が、多糖類及びエチレン系不飽和化合物のうち少なくとも1つを含む、請求項4に記載の物品。
【請求項7】
前記前駆体組成物がポロゲンを更に含む、請求項4に記載の物品。
【請求項8】
前記ポロゲンが、アルコール、エチレングリコール、ポリエチレングリコール、及びプロピレングリコールのうち少なくとも1つを含む、請求項7に記載の物品。
【請求項9】
前記精密形状付与粒子が、官能基を含む、請求項1に記載の物品。
【請求項10】
前記官能基が、親和性リガンド、カチオン、アニオン、及び疎水性リガンドのうち少なくとも1つである、請求項9に記載の物品。
【請求項11】
前記精密形状付与粒子のサイズが実質的に均一である、請求項1に記載の物品。
【請求項12】
前記精密形状付与粒子が均一形状である、請求項1に記載の物品。
【請求項13】
前記精密形状付与粒子が均一形状である、請求項11に記載の物品。
【請求項14】
前記複数の精密形状付与粒子が、2つ以上の形状の分布を含む、請求項1に記載の物品。
【請求項15】
前記複数の精密形状付与粒子が、2つ以上の実質的に均一なサイズの分布を含む、請求項1に記載の物品。
【請求項16】
(I)容器並びに
(II)
(i)少なくとも1つのほぼ平坦な表面及び
(ii)
(a)10m2/g以上又は
(b)5kダルトン以上、
のうち少なくとも1つを含む多孔性を有する複数の精密形状付与粒子、を含む物品。
【請求項17】
複数の精密形状付与粒子の製造方法であって、
前駆体組成物を、少なくとも1つの連続表面及び複数の空洞を有する生産工具上に導入して、前記空洞の少なくとも一部を前記前駆体組成物で充たすことを含み、その際、前記前駆体組成物が硬化によって、前記空洞に対応する形状を有する組成物を形成し、それにより、(a)10m2/g以上又は(b)5kダルトン以上のうち少なくとも1つを含む多孔性を有する、複数の精密形状付与粒子を形成する、製造方法。
【請求項1】
複数の精密形状付与粒子を含む物品であって、前記粒子は、
(i)少なくとも1つのほぼ平坦な表面及び
(ii) (a)10m2/g以上又は
(b)5kダルトン以上、
のうち少なくとも1つを含む多孔性、
を有する、物品。
【請求項2】
前記多孔性が100m2/g以上である、請求項1に記載の物品。
【請求項3】
前記多孔性が50kダルトン以上である、請求項1に記載の物品。
【請求項4】
前記精密形状付与粒子が、前駆体組成物から誘導され、前記前駆体組成物が、有機材料又は無機材料のいずれかから誘導される、請求項1に記載の物品。
【請求項5】
前記無機材料が、ケイ酸塩、チタンゾル、及びシリカゾルのうち少なくとも1つを含む、請求項4に記載の物品。
【請求項6】
前記有機材料が、多糖類及びエチレン系不飽和化合物のうち少なくとも1つを含む、請求項4に記載の物品。
【請求項7】
前記前駆体組成物がポロゲンを更に含む、請求項4に記載の物品。
【請求項8】
前記ポロゲンが、アルコール、エチレングリコール、ポリエチレングリコール、及びプロピレングリコールのうち少なくとも1つを含む、請求項7に記載の物品。
【請求項9】
前記精密形状付与粒子が、官能基を含む、請求項1に記載の物品。
【請求項10】
前記官能基が、親和性リガンド、カチオン、アニオン、及び疎水性リガンドのうち少なくとも1つである、請求項9に記載の物品。
【請求項11】
前記精密形状付与粒子のサイズが実質的に均一である、請求項1に記載の物品。
【請求項12】
前記精密形状付与粒子が均一形状である、請求項1に記載の物品。
【請求項13】
前記精密形状付与粒子が均一形状である、請求項11に記載の物品。
【請求項14】
前記複数の精密形状付与粒子が、2つ以上の形状の分布を含む、請求項1に記載の物品。
【請求項15】
前記複数の精密形状付与粒子が、2つ以上の実質的に均一なサイズの分布を含む、請求項1に記載の物品。
【請求項16】
(I)容器並びに
(II)
(i)少なくとも1つのほぼ平坦な表面及び
(ii)
(a)10m2/g以上又は
(b)5kダルトン以上、
のうち少なくとも1つを含む多孔性を有する複数の精密形状付与粒子、を含む物品。
【請求項17】
複数の精密形状付与粒子の製造方法であって、
前駆体組成物を、少なくとも1つの連続表面及び複数の空洞を有する生産工具上に導入して、前記空洞の少なくとも一部を前記前駆体組成物で充たすことを含み、その際、前記前駆体組成物が硬化によって、前記空洞に対応する形状を有する組成物を形成し、それにより、(a)10m2/g以上又は(b)5kダルトン以上のうち少なくとも1つを含む多孔性を有する、複数の精密形状付与粒子を形成する、製造方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公表番号】特表2011−507792(P2011−507792A)
【公表日】平成23年3月10日(2011.3.10)
【国際特許分類】
【出願番号】特願2010−539567(P2010−539567)
【出願日】平成20年11月17日(2008.11.17)
【国際出願番号】PCT/US2008/083737
【国際公開番号】WO2009/085424
【国際公開日】平成21年7月9日(2009.7.9)
【出願人】(505005049)スリーエム イノベイティブ プロパティズ カンパニー (2,080)
【Fターム(参考)】
【公表日】平成23年3月10日(2011.3.10)
【国際特許分類】
【出願日】平成20年11月17日(2008.11.17)
【国際出願番号】PCT/US2008/083737
【国際公開番号】WO2009/085424
【国際公開日】平成21年7月9日(2009.7.9)
【出願人】(505005049)スリーエム イノベイティブ プロパティズ カンパニー (2,080)
【Fターム(参考)】
[ Back to top ]