
精紡方法、交撚糸および織編物
【課題】 均整度や光沢をさらに上げた紡績糸、その精紡方法などを提供する。
【解決手段】 精紡方法において、並列に供給された3本の粗糸をドラフトする。次に、ドラフトされた3本の粗糸を、その移動方向に対して横の方向に流れる空気流の中を通し、前記空気流の中を通っている3本の粗糸に撚りを与えつつ同一方向に交撚して1本の糸を得、得られた糸を精紡ボビンに巻き取る。
【解決手段】 精紡方法において、並列に供給された3本の粗糸をドラフトする。次に、ドラフトされた3本の粗糸を、その移動方向に対して横の方向に流れる空気流の中を通し、前記空気流の中を通っている3本の粗糸に撚りを与えつつ同一方向に交撚して1本の糸を得、得られた糸を精紡ボビンに巻き取る。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、綿糸などの精紡に関する。
【背景技術】
【0002】
綿糸などの精紡において、原綿からスライバーがカード機などで作られる。スライバーとは、撚りのない帯状またはロープ状にした繊維の集合体をいう。次に、スライバーを所定の太さまで引き伸ばすと共に繊維を平行にし、次工程への供給に適当な強度を持たせるために撚りをかけて巻き取る。この状態の糸を粗糸という。粗糸とは、精紡の準備のためにスライバーから作られた比較的細い繊維の集合体である。次に、粗糸を所要の太さに引き延ばし、適当な撚りを与えて精紡ボビンに巻き取る。最後に、次工程に合ったパッケージに巻き取る。
【0003】
特開2003−313733号公報に記載された本出願人の精紡装置は、ドラフト装置と巻取装置を備える。ドラフト装置には、3本の粗糸が並列に供給される。ドラフト装置が備える最低上下3対のローラーは、粗糸をドラフトし通過させる。巻取装置は、ドラフト装置を通過した粗糸に撚りを与えて同一方向に交撚し、得られた糸を精紡ボビンに巻き取る。
【0004】
上述の精紡装置では3本の粗糸に撚りを与えて同一方向に交撚し、1本の糸を製造している。この糸は、2本の粗糸を交撚して得られた糸に比べて、格段に均整度に優れ、長手方向に糸の丸みを帯びていて、毛羽の数が少なく、光沢があり、見た目が非常にすっきりとしている。こうして製造された糸や、その糸を用いて製造された生地は高級感を持っている。
【0005】
【特許文献1】特開2003−313733号公報
【特許文献2】特開2003−313734号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
特開2003−313733号公報に記載された精紡装置では、粗糸はボビンから供給するが、通常の精紡装置の場合と比べると、粗糸を3本並列に供給するため、1本の粗糸から精紡糸を製造する場合と比べると、ボビンの数が3倍になる。このため、通常の場合に比べて非常に多数のボビンを精紡機の近くに設置している。通常の精紡機では構成と作業性・生産性を考慮すると、4本以上の粗糸を1本の糸に交撚するために精紡機に供給することは実質的に非常に困難である。したがって、交撚する粗糸の数は実用上は3本が限界であり、交撚する粗糸の数をさらに増加して均整度を上げ毛羽を少なくすることは事実上できない。しかし、均整度、光沢などの特性をさらに向上できれば、さらに高級感を与える糸を提供できると期待される。
【0007】
なお、発明者らは、前述の精紡装置に吸引空気流を組み合わせることを着想したが、そのような吸引空気流は特開2003−313734号公報の装置で採用されている。この装置では、ドラフト装置を出た2本の繊維ストランドを、ストランドの輸送方向とは横の方向に流れる吸引空気流にさらして凝縮した後で、撚り合わせる。こうして製造された糸は毛羽立ちが少なく、全体的に均一で強い。
【0008】
この発明の目的は、均整度や光沢をさらに上げた紡績糸や、通常の精紡機を基にそのような紡績糸を製造する方法を提供することである。
【課題を解決するための手段】
【0009】
本発明に係る精紡方法では、並列に供給された3本の粗糸をドラフトし、次に、ドラフトされた3本の粗糸の移動方向に対して横の方向に流れる空気流を発生して、ドラフトされた3本の粗糸を前記空気流の中を通し、前記空気流の中を通る3本の粗糸に撚りを与えつつ同一方向に交撚して1本の糸を得、得られた糸を精紡ボビンに巻き取る。粗糸はコーマ粗糸であってもよく、カード粗糸であってもよい。
【0010】
本発明に係る糸は、3本の粗糸に撚りを与えつつ同一方向に交撚して得られた糸であって、粗糸の英式番手の値と単糸強力(g単位)との積は番手の値が60より小さい場合は14500以上であり60以上の場合は16000以上である。また、本発明に係る織編物は、この糸を用いて製織または製編して得られた織編物である。
【発明の効果】
【0011】
本発明の精紡方法では、粗糸の移動方向に対し横の方向に流れる空気流の中を通しつつ3本の粗糸を交撚しており、単に3本の粗糸を交撚する精紡方法や、空気流の中を通しつつ2本の粗糸を交撚する精紡方法に比べて、製造された糸は、毛羽の数がさらに少なくなり、糸の均整度がさらにあがり、また、単糸強力の値がさらに大きい。通常の精紡機を基に、最高級の品質の糸が製造できる。また、この糸から得られた織編物(生地)は生地ヅラがきれいになり、糸の乱反射がなくなるので光沢感に優れている。
【発明を実施するための最良の形態】
【0012】
以下、添付の図面を参照して本発明の実施の形態を説明する。
綿糸の精紡について説明すると、まず、混打綿工程において、原綿の繊維塊を解きほぐし、梳綿工程において、繊維に含まれている不純物を除去して、繊維をある程度平行な状態に束ねる。このような状態をカードスライバーという。さらに、用途によっては精梳綿工程において、短い繊維を取り除き、残った繊維の平行度と均整度を高め、ひも状にする。このような状態をコーマスライバーという。さらに、練条工程では、複数本のカードスライバーまたはコーマスライバーを併合させて引き伸ばし、長手方向の太さむらを無くす。このような状態を練条スライバーという。スライバーとは、撚りのない帯状またはロープ状にした繊維の集合体をいい、上述のようにカード機、コーマ機、練条機で作られる。次に、粗紡工程において、スライバーを所定の太さまで引き伸ばすと共に繊維を平行にし、次工程への供給に適当な強度を持たせるために撚りをかけてボビンに巻き取る。この状態を粗糸という。粗糸とは、精紡の準備のためにスライバーから作られた比較的細い繊維の集合体である。コーマスライバーから作られた粗糸をコーマ粗糸といい、カードスライバーから作られた粗糸をカード粗糸という。次に、精紡工程において、粗糸を所要の太さに引き延ばし、適当な撚りを与えて精紡ボビンに巻き取る。この状態の糸を精紡管糸という。また、コーマ粗糸から作られた糸をコーマ糸といい、カード粗糸から作られた糸をカード糸という。最後に、仕上工程において、精紡管糸を十数本継ぎ足し、更に長い連続した糸としてパッケージに巻き返すと共に、糸に含まれる基準番手に対して太い箇所や細い箇所等の欠点を除去する。
【0013】
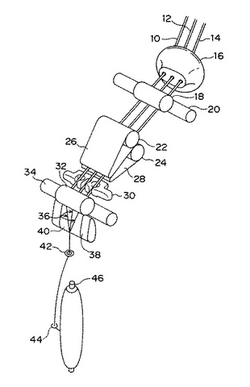
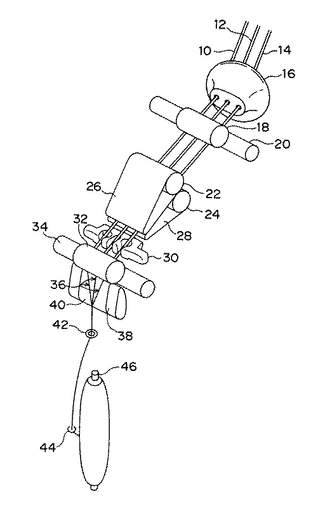
精紡工程では、精紡機を用いて紡績糸を製造する。本発明では、粗紡工程で得られた粗糸を3本並列に供給し、3本の粗糸を精紡交撚せしめて1本の紡績糸を製造する。精紡機として、図1に示すリング精紡機を使用する場合について説明する。リング精紡機は、バックローラー18、20からフロントローラー32、34までのドラフト装置と、吸引管38と空気透過性ベルト40を含む空気流生成装置と、スネルワイヤー42からトラベラー44までの加撚巻取装置からなる。ドラフト装置は、粗糸をドラフトし、巻取装置は、ドラフトされた粗糸を、撚りを与えつつ同一方向に交撚し、得られた糸をボビンに巻き取る。空気流生成装置は、ドラフト装置と巻取装置の間にあってドラフトされた粗糸を横方向の空気流にさらして粗糸の毛羽の方向をそろえる。
【0014】
さらに詳細に説明すると、図示しないボビンから3本の粗糸10,12,14を、3本の粗糸の繊維束を分散する穴を設けた1個のトランペット16を通して供給し、粗糸10,12,14をそれぞれドラフト装置に導入する。ここで、トランペット16には、3つの穴が1列に等間隔に設けられている。穴の形状は、入口側が広く、しだいに狭くなり、出口側では狭いが同じ幅の溝となっている。穴の間隔は番手に依存して適正に設定することにより、ドラフト装置内での繊維束同士の重なりもなく、また、糸切れすることもなく紡績される。
【0015】
トランペットを出た粗糸は、ドラフト装置でドラフトされる。ドラフト装置は、3本の粗糸を通過させる1対のバックローラー18,20と、バックローラーを通過した3本の粗糸を通過させる1対のエプロンを有するセカンドローラー22,24と、セカンドローラーを通過した3本の粗糸を通過させる1対のフロントローラー32,34とからなる。また、3本の粗糸を案内するコレクター30が、セカンドローラー22,24とフロントローラー32,34との間に、フロントローラー32、34の近くに配置される。
【0016】
トランペット16を出た粗糸10,12,14をそれぞれドラフト装置の上下のバックローラー18、20の間に導入して所定速度で通過させる。次に、粗糸を上下のエプロンを有するセカンドローラー(すなわち、セカンドローラー22、24およびそれと共に動作する上下のエプロン26、28)の間を通す。ここで繊維束をしっかりと把持して加重をかけ、ドラフトむらのないように制御しながらドラフトする。
【0017】
エプロン26、28を通過した3本の粗糸は、次に、それぞれ、コレクター30に設けた凹部を通すことにより適当な間隔に保つ。粗糸は、コレクター30に設けた3つの溝を通って、それぞれ最後のローラー(フロントローラー32、34)に案内される。3つの溝は、いずれも入口側が広く、しだいに狭くなり、出口側では狭いが同じ幅の溝となっている。コレクター30を使用するので、各粗糸がドラフト装置を通過するときに各繊維束の重なりを防げるとともに、フロントローラー32,34から出たフリース36が切れることなく1本に結合できる。各粗糸が通過する溝の巾と番手との関係は、トランペット16の穴の間隔と同一である。
【0018】
次に、3本の粗糸を上下のフロントローラー32、34の間を通過させてドラフトして、薄い層状のフリース36を形成する。
【0019】
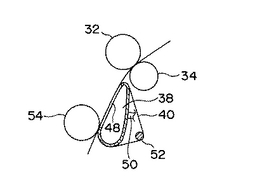
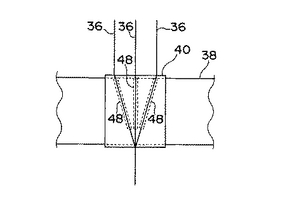
次に、3本のフリース36を、空気流生成装置の上を通す。空気流生成装置は、ドラフト装置の下流に、3本のフリース36が撚りのために合流していく領域に配置される。空気流生成装置の構成を説明すると、図2と図3に示すように、吸引管38には、3つの隣接する吸引スリット48が、それぞれフリースの流れる方向に設けられている。吸引管38は、図示しない減圧源に結合されている減圧導管50により排気され、このとき、空気が吸引スリット48から吸引管内部に流れる。3つの吸引スリットを流れる空気流の方向は並行である。輸送ベルト40は、吸引管38と張力ローラー52の間にかけられる無端ベルトである。張力ローラー52を適当な位置に設置することにより、ベルト40に張力が与えられる。3本のフリースは、輸送ベルト40の上を移動する。輸送ベルト40は、空気透過性であり、空気は、輸送ベルト40と吸引スリット48を通って吸引管38の内部に吸い込まれる。このとき、吸引スリット48の上を通るフリース36は、空気流にさらされ、フリース36は凝縮されコンパクトになるとともに、その毛羽は、フリースの移動方向とは横の、空気の流れる方向に引っ張られて整列される。
【0020】
3本のフリース36は、吸引スリット48を通過した後で、デリベリーローラ54と吸引管38の間でニップされ、その後で1本の糸に交撚される。次に、交撚糸は、スネルワイヤー42を通過させる。次いでリング精紡により、トラベラー44によって、トラベラー1回転で1回の割合で撚りをかけ、得られた糸を精紡ボビン46に巻き取る。
【0021】
このようにして3本の粗糸より得られた精紡交撚糸は、3回対称である。また、粗糸が吸引スリット48付近の空気流の中を通るとき、フリースの毛羽は、フリースの移動方向に対して横の方向にそろえられるので、3本の粗糸が撚り合わされるとき、毛羽の方向のそろった3本の糸が、毛羽を糸の中に巻き込みつつ撚り合わされることになる。このため、毛羽の数が非常に少なくなり、毛羽の長さも短くなる。また、糸の均整度がはるかに向上し、表面の凹凸が少なくなる。したがって、非常にすっきりと見える高級感のある糸が得られる。また、得られた交撚糸の強力は格段に大きくなる。
【0022】
そのような精紡交撚糸を用いて製織または製編することにより織編物(織物と編物を含む総称)の生地が得られる。得られた生地は、毛羽が少なく、糸の乱反射がなくなり、生地面がきれいになり、また、ハリコシがある。一見して、風合い、光沢感において優れていて、高級感が得られる。
【0023】
なお、紡績糸の素材の繊維については特に限定せず、綿のほか、合成繊維(ポリエステル、アクリル、ナイロンなど)、再生繊維(レーヨンなど)、天然繊維(麻、月桃、ケナフ、バンブーなど)、獣毛(羊毛など)が使用できる。
【0024】
以下に、この精紡交撚糸の製造例である実施例1,2を比較例1〜3とともに説明する。
【0025】
(1)実施例1.
実施例1は3本の粗糸がコーマ粗糸である場合の製造例である。有効繊維長1.38インチ、繊度3.7MIKの原綿100%を、混打綿工程、梳綿工程、精梳綿工程、練条工程を経て練条スライバーとして、これに撚りをかけながらボビンに巻き取る粗紡工程を経て粗糸(コーマ粗糸)を製造する。次に、図1に示すリング精紡機にて3本の粗糸を精紡交撚せしめた紡績糸(英式綿番手10〜80番手)を製造した。さらに、その紡績糸を経糸・緯糸に使用して経糸密度150本/インチ、緯糸密度80本/インチの織物を製造した。
【0026】
(2)実施例2.
実施例2は、3本の粗糸が、コーマ粗糸より短繊維が多いカード粗糸である場合の製造例である。まず、実施例1で粗糸を製造する工程のうち精梳綿工程を除いて粗糸(カード粗糸)を製造する。次に、その粗糸を3本使用して、実施例1と同様に紡績糸を製造した。さらに、その紡績糸を用いて織物を製造した。なお、カード糸は、コーマ糸に比べると、短繊維が多いため毛羽がより多い糸である。
【0027】
(3)比較例1.
比較例1は、3本の粗糸がコーマ粗糸であり、粗糸の空気流吸引を用いない製造例である。実施例1と同様の方法で製造した粗糸を用い、特開2003−313733号公報に記載されたリング精紡機を用いて(すなわち、粗糸の空気流吸引をせずに)、実施例1と同様に紡績糸を製造し、さらに、その紡績糸を用いて織物を製造した。
【0028】
(4)比較例2.
比較例2は、特開2003−313734号公報と同様に、2本のコーマ粗糸から粗糸の空気流吸引を用いる製造例である。実施例1で製造したのと同じ原綿100%の粗糸を2本使用して、特開2003−313733号公報に記載された精紡装置を用いて、実施例1と同様に紡績糸を製造した。さらに、その紡績糸を用いて織物を製造した。
【0029】
(5)比較例3.
比較例3は、比較例2においてさらに毛羽焼きを行う製造例である。実施例1で製造したのと同じ原綿100%の粗糸を2本使用して、特開2003−313733号公報に記載された精紡装置を用いて、実施例1と同様に紡績糸を製造し、さらに、毛羽焼きを行った後、その紡績糸を用いて実施例1と同様に織物を製造した。
【0030】
製造した糸の性能は次のようにして測定した。
1.単糸強力は、JISのL−1095に従って定速伸長型試験機にて60回の試験を繰り返し、その平均値を求めた。
2.糸の太さむら(IPI)の測定では、JISのL−1095に従って糸速度400m/min で3回試験を行なってシン(THIN)、シック(THICK)、ネップ(NEP)についての個数を求めた。
3.糸の太さむら(U)は、JISのL-1095に従って評価した。U%は、平均むらの偏差の百分率である。
4.毛羽は、JISのL−1095に従って3mm,5mmの長さの毛羽の個数を求めた。
5.生地の光沢は、光沢度測定器(コニカミノルタMulti-Gloss268)を用いて測定して、グロスユニット(GU)の数値で表した。GUは、光沢度を表す単位であり、この数値が大きいほど光沢があるといえる。
6.番手強力積は、英式番手の値と単糸強力の値の積である。これは、糸の強力を判断する1つのパラメータである。
【0031】
表1〜表6は、それぞれ異なる番手の粗糸を基に製造した糸の特性の測定データを示している。
【0032】
表1は、10番手の糸を基に実施例1〜2と比較例1〜3で製造した交撚糸の特性を示す。
【表1】

【0033】
表2は、20番手の糸を基に実施例1〜2と比較例1〜3で製造した交撚糸の特性を示す。
【表2】
【0034】
表3は、30番手の糸を基に実施例1〜2と比較例1〜3で製造した交撚糸の特性を示す。
【表3】
【0035】
表4は、40番手の糸を基に実施例1〜2と比較例1〜3で製造した交撚糸の特性を示す。
【表4】
【0036】
表5は、60番手の糸を基に実施例1〜2と比較例1〜3で製造した交撚糸の特性を示す。
【表5】
【0037】
表6は、80番手の糸を基に実施例1〜2と比較例1〜3で製造した交撚糸の特性を示す。
【表6】
【0038】
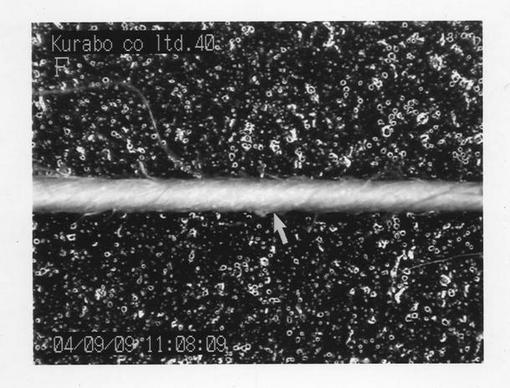
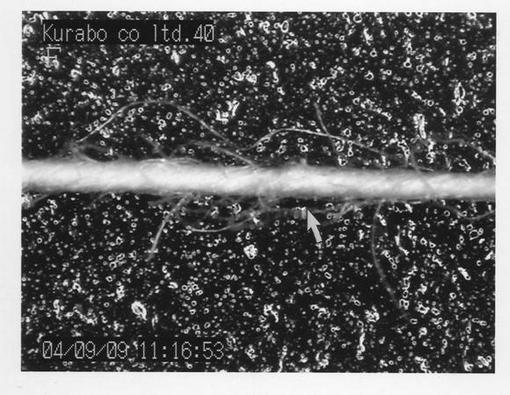
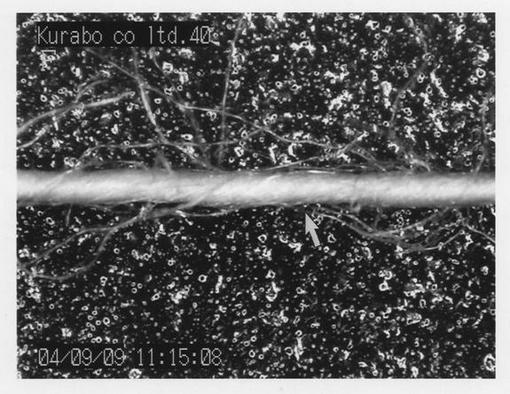
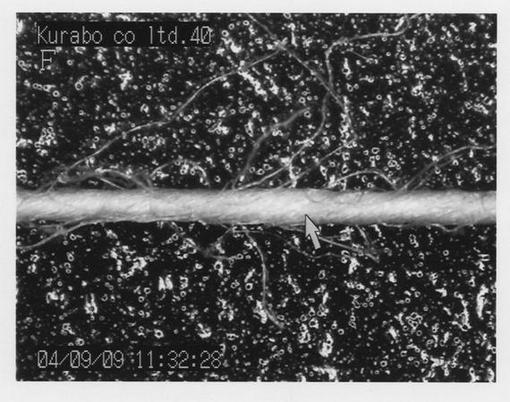
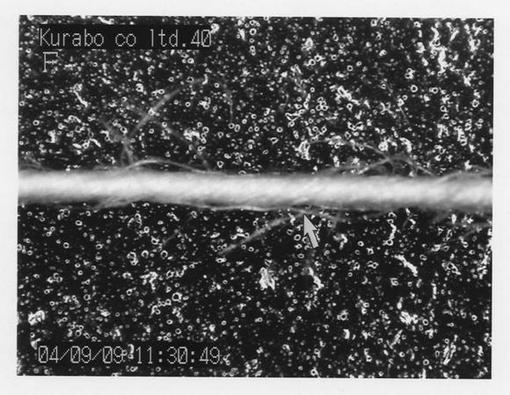
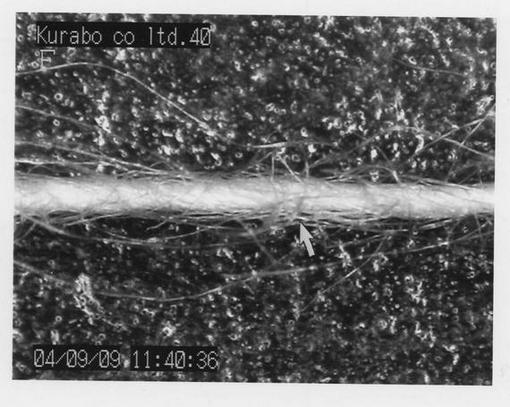
また、図4と図5は、それぞれ、実施例1と実施例2で製造された糸を示し、図6、図7および図8は、それぞれ、比較例1、比較例2および比較例3で製造された糸を示す。また、図9は、一般的な従来の糸を示す。図6に示す比較例1の糸は、3本のコーマ粗糸の交撚糸であり、空気流吸引を用いない製造例であり、図7に示す比較例2の糸は、空気流吸引を用いる2本のコーマ粗糸の交撚糸の製造例である。いずれも、図9に示す従来の一般的な糸に比べると、毛羽は格段に少なくなっている。また、図8に示す比較例3の糸は、比較例2の糸についてさらに毛羽焼きを行ったものであり、図7に示す比較例2の糸に比べて、当然ながら、毛羽が少なくなっている。これに対し、図4に示す実施例1の糸は、空気流吸引を用いる3本のコーマ粗糸の交撚糸の製造例であり、図6と図7に示す比較例1,2の糸と比べると、毛羽の数が格段に減少していることが判る。従って、精紡の後の工程において毛羽焼き工程は省略できる。毛羽が少なくなり短くなるとともに、糸の均整度が向上していることも判る。(なお、表1〜表6における毛羽3mm,5mmのデータは、JISのL−1095に従って糸の表面位置から3mm,5mm離れた位置に設けたセンサにより検出される毛羽の個数を求めているものであるが、測定データは図に示されるような毛羽の状態の向上を直接には反映していない。)また、図5に示す実施例2の糸は、粗糸の空気流吸引を用いる3本のカード粗糸の交撚糸の製造例である。図4に示す実施例1の糸に比べると、毛羽の数は多いが、これは、カード粗糸とコーマ粗糸の素材の性質の違いに対応している。しかし、カード粗糸のような短繊維が多いため毛羽がより多い粗糸を用いても、毛羽の数は比較例1,2よりも少なくなっている。したがって、空気流の中を通る3本の粗糸に撚りを与えつつ同一方向に交撚する精紡方法は、糸の均整度を格段に向上することがわかる。
【0039】
表1〜表6における実施例1〜2と比較例1〜3の測定データを基に、糸の単糸強力、均整度(IPI、U%)、毛羽、光沢の各性能について各種製造法の優劣を比較すると、以下のようになる。
【0040】
(1)3本の粗糸(コーマ糸)を用いて実施例1で製造した糸は、精梳綿工程を除いて紡出した3本の粗糸(カード糸に相当し、コーマ糸より粗悪な糸)を用いた実施例2に比べて優れている。実施例2の糸に比べて、実施例1の糸の単糸強力はより大きく、糸の均整度(IPI、U%)はより優れており、毛羽はより少ない。また、糸の均整度が上がり毛羽が少なくなったため、色の乱反射がなくなり、生地の光沢はより優れたものになっている。
【0041】
(2)3本の粗糸(カード糸)を用いて実施例2で製造した糸は、2本のコーマ糸を用い毛羽焼きを行って製造した比較例3の糸と同等か、それより優れている。ただし、生地の光沢については、実施例2で製造した糸は、比較例3の糸よりはるかに優れている。
【0042】
(3)2本のコーマ糸を用い毛羽焼きを行って製造した比較例3で得られた糸は、3本のコーマ糸を用いるが空気流の中を通さないで撚り合わせる比較例1で得られた糸や、2本のコーマ糸を用いかつ空気流の中を通して撚り合わせる比較例2で得られた糸より、均整度や毛羽について優れている。ただし、比較例3で得られた糸から作られた生地は、毛羽焼きのため光沢がかなり劣っている。
【0043】
表1〜表6のデータからわかるように、同じ番手のコーマ糸を基に製造した実施例1を比較例1〜3の糸と比較すると、表1〜表6のデータからわかるように、実施例1の糸は、単糸強力が比較例1〜3の糸に比べて5〜10%大きくなっている。比較例1〜3では、糸の番手の値と単糸強力との積が14500より小さい。これに対して、60番手より小さい糸では14500以上であり60番手以上では16000以上である糸が得られる。
【0044】
また、実施例1の糸は、均整度(IPI、U%)についても、20番手のU%のように例外的に同等な性能を示すものはあるが、ほとんどの項目について比較例1〜3の糸に比べて優れていて、全体として均整度が格段に優れていることは明らかである。また、毛羽についても、毛羽の数が少なくなっており、毛羽焼きをしている比較例3に比べても毛羽は少ない。生地の光沢も、比較例1〜3の糸に比べて格段に優れており、糸の均整度の向上を反映している。
【0045】
本発明の製造法では従来に比べて高品質の糸が得られるので、原料のグレードをダウンさせても、従来の製造法より高品質の糸が得られる。たとえば、超長繊維でなくても、長繊維以下でも品質が高い。また、強力がアップするので、甘撚も可能である。
【0046】
また、実施例2からわかるように、コーマ糸より短繊維が多いため毛羽がより多いカード糸でもコーマ糸と同等な品質の糸が得られる。
【0047】
また、毛羽抜けしないため、比較例3のように毛羽焼きをしなくても、よい性質の糸が得られることがわかる。従来は、比較例1のように3本の糸を合糸・撚糸した糸について、毛焼きした後で製品にしていたが、毛焼きにより光沢が損なわれていた。本発明では、毛焼き工程が省略できる。
【0048】
織物にするときも、糊付けが不要であるか、または少量ですむ。ワックス付加工程も不要である。また、ピリングが少なく、生地の厚み耐久性が高い。
【0049】
ウール、麻などのチクチク感のある素材の場合でも、毛羽が少ない糸が得られるので、毛羽焼き、バイオ加工などが不要となり、本来の繊維の特性を損なわない。
【0050】
紡出が困難であった月桃、ケナフ、バンブーなどの素材にも適用可能である。それらの素材を高混率で混ぜることができる。また、糸をほぐすときに発生する風綿が減少する。
【0051】
なお、3本の粗糸の素材をそれぞれ変えて組み合わせ、紡績することで、色々な表情を持つ製品を得ることもできる。
【図面の簡単な説明】
【0052】
【図1】精紡機の概略を示す図
【図2】吸引装置の断面図
【図3】吸引装置の平面図
【図4】実施例1で製造された糸の側面図
【図5】実施例2で製造された糸の側面図
【図6】比較例1で製造された糸の側面図
【図7】比較例2で製造された糸の側面図
【図8】比較例3で製造された糸の側面図
【図9】一般的な従来の糸の側面図
【符号の説明】
【0053】
10、12、14 粗糸、 16 トランペット、 18〜34 ドラフト装置、 30 コレクター、 40 ベルト、 48 吸引スリット。
【技術分野】
【0001】
本発明は、綿糸などの精紡に関する。
【背景技術】
【0002】
綿糸などの精紡において、原綿からスライバーがカード機などで作られる。スライバーとは、撚りのない帯状またはロープ状にした繊維の集合体をいう。次に、スライバーを所定の太さまで引き伸ばすと共に繊維を平行にし、次工程への供給に適当な強度を持たせるために撚りをかけて巻き取る。この状態の糸を粗糸という。粗糸とは、精紡の準備のためにスライバーから作られた比較的細い繊維の集合体である。次に、粗糸を所要の太さに引き延ばし、適当な撚りを与えて精紡ボビンに巻き取る。最後に、次工程に合ったパッケージに巻き取る。
【0003】
特開2003−313733号公報に記載された本出願人の精紡装置は、ドラフト装置と巻取装置を備える。ドラフト装置には、3本の粗糸が並列に供給される。ドラフト装置が備える最低上下3対のローラーは、粗糸をドラフトし通過させる。巻取装置は、ドラフト装置を通過した粗糸に撚りを与えて同一方向に交撚し、得られた糸を精紡ボビンに巻き取る。
【0004】
上述の精紡装置では3本の粗糸に撚りを与えて同一方向に交撚し、1本の糸を製造している。この糸は、2本の粗糸を交撚して得られた糸に比べて、格段に均整度に優れ、長手方向に糸の丸みを帯びていて、毛羽の数が少なく、光沢があり、見た目が非常にすっきりとしている。こうして製造された糸や、その糸を用いて製造された生地は高級感を持っている。
【0005】
【特許文献1】特開2003−313733号公報
【特許文献2】特開2003−313734号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
特開2003−313733号公報に記載された精紡装置では、粗糸はボビンから供給するが、通常の精紡装置の場合と比べると、粗糸を3本並列に供給するため、1本の粗糸から精紡糸を製造する場合と比べると、ボビンの数が3倍になる。このため、通常の場合に比べて非常に多数のボビンを精紡機の近くに設置している。通常の精紡機では構成と作業性・生産性を考慮すると、4本以上の粗糸を1本の糸に交撚するために精紡機に供給することは実質的に非常に困難である。したがって、交撚する粗糸の数は実用上は3本が限界であり、交撚する粗糸の数をさらに増加して均整度を上げ毛羽を少なくすることは事実上できない。しかし、均整度、光沢などの特性をさらに向上できれば、さらに高級感を与える糸を提供できると期待される。
【0007】
なお、発明者らは、前述の精紡装置に吸引空気流を組み合わせることを着想したが、そのような吸引空気流は特開2003−313734号公報の装置で採用されている。この装置では、ドラフト装置を出た2本の繊維ストランドを、ストランドの輸送方向とは横の方向に流れる吸引空気流にさらして凝縮した後で、撚り合わせる。こうして製造された糸は毛羽立ちが少なく、全体的に均一で強い。
【0008】
この発明の目的は、均整度や光沢をさらに上げた紡績糸や、通常の精紡機を基にそのような紡績糸を製造する方法を提供することである。
【課題を解決するための手段】
【0009】
本発明に係る精紡方法では、並列に供給された3本の粗糸をドラフトし、次に、ドラフトされた3本の粗糸の移動方向に対して横の方向に流れる空気流を発生して、ドラフトされた3本の粗糸を前記空気流の中を通し、前記空気流の中を通る3本の粗糸に撚りを与えつつ同一方向に交撚して1本の糸を得、得られた糸を精紡ボビンに巻き取る。粗糸はコーマ粗糸であってもよく、カード粗糸であってもよい。
【0010】
本発明に係る糸は、3本の粗糸に撚りを与えつつ同一方向に交撚して得られた糸であって、粗糸の英式番手の値と単糸強力(g単位)との積は番手の値が60より小さい場合は14500以上であり60以上の場合は16000以上である。また、本発明に係る織編物は、この糸を用いて製織または製編して得られた織編物である。
【発明の効果】
【0011】
本発明の精紡方法では、粗糸の移動方向に対し横の方向に流れる空気流の中を通しつつ3本の粗糸を交撚しており、単に3本の粗糸を交撚する精紡方法や、空気流の中を通しつつ2本の粗糸を交撚する精紡方法に比べて、製造された糸は、毛羽の数がさらに少なくなり、糸の均整度がさらにあがり、また、単糸強力の値がさらに大きい。通常の精紡機を基に、最高級の品質の糸が製造できる。また、この糸から得られた織編物(生地)は生地ヅラがきれいになり、糸の乱反射がなくなるので光沢感に優れている。
【発明を実施するための最良の形態】
【0012】
以下、添付の図面を参照して本発明の実施の形態を説明する。
綿糸の精紡について説明すると、まず、混打綿工程において、原綿の繊維塊を解きほぐし、梳綿工程において、繊維に含まれている不純物を除去して、繊維をある程度平行な状態に束ねる。このような状態をカードスライバーという。さらに、用途によっては精梳綿工程において、短い繊維を取り除き、残った繊維の平行度と均整度を高め、ひも状にする。このような状態をコーマスライバーという。さらに、練条工程では、複数本のカードスライバーまたはコーマスライバーを併合させて引き伸ばし、長手方向の太さむらを無くす。このような状態を練条スライバーという。スライバーとは、撚りのない帯状またはロープ状にした繊維の集合体をいい、上述のようにカード機、コーマ機、練条機で作られる。次に、粗紡工程において、スライバーを所定の太さまで引き伸ばすと共に繊維を平行にし、次工程への供給に適当な強度を持たせるために撚りをかけてボビンに巻き取る。この状態を粗糸という。粗糸とは、精紡の準備のためにスライバーから作られた比較的細い繊維の集合体である。コーマスライバーから作られた粗糸をコーマ粗糸といい、カードスライバーから作られた粗糸をカード粗糸という。次に、精紡工程において、粗糸を所要の太さに引き延ばし、適当な撚りを与えて精紡ボビンに巻き取る。この状態の糸を精紡管糸という。また、コーマ粗糸から作られた糸をコーマ糸といい、カード粗糸から作られた糸をカード糸という。最後に、仕上工程において、精紡管糸を十数本継ぎ足し、更に長い連続した糸としてパッケージに巻き返すと共に、糸に含まれる基準番手に対して太い箇所や細い箇所等の欠点を除去する。
【0013】
精紡工程では、精紡機を用いて紡績糸を製造する。本発明では、粗紡工程で得られた粗糸を3本並列に供給し、3本の粗糸を精紡交撚せしめて1本の紡績糸を製造する。精紡機として、図1に示すリング精紡機を使用する場合について説明する。リング精紡機は、バックローラー18、20からフロントローラー32、34までのドラフト装置と、吸引管38と空気透過性ベルト40を含む空気流生成装置と、スネルワイヤー42からトラベラー44までの加撚巻取装置からなる。ドラフト装置は、粗糸をドラフトし、巻取装置は、ドラフトされた粗糸を、撚りを与えつつ同一方向に交撚し、得られた糸をボビンに巻き取る。空気流生成装置は、ドラフト装置と巻取装置の間にあってドラフトされた粗糸を横方向の空気流にさらして粗糸の毛羽の方向をそろえる。
【0014】
さらに詳細に説明すると、図示しないボビンから3本の粗糸10,12,14を、3本の粗糸の繊維束を分散する穴を設けた1個のトランペット16を通して供給し、粗糸10,12,14をそれぞれドラフト装置に導入する。ここで、トランペット16には、3つの穴が1列に等間隔に設けられている。穴の形状は、入口側が広く、しだいに狭くなり、出口側では狭いが同じ幅の溝となっている。穴の間隔は番手に依存して適正に設定することにより、ドラフト装置内での繊維束同士の重なりもなく、また、糸切れすることもなく紡績される。
【0015】
トランペットを出た粗糸は、ドラフト装置でドラフトされる。ドラフト装置は、3本の粗糸を通過させる1対のバックローラー18,20と、バックローラーを通過した3本の粗糸を通過させる1対のエプロンを有するセカンドローラー22,24と、セカンドローラーを通過した3本の粗糸を通過させる1対のフロントローラー32,34とからなる。また、3本の粗糸を案内するコレクター30が、セカンドローラー22,24とフロントローラー32,34との間に、フロントローラー32、34の近くに配置される。
【0016】
トランペット16を出た粗糸10,12,14をそれぞれドラフト装置の上下のバックローラー18、20の間に導入して所定速度で通過させる。次に、粗糸を上下のエプロンを有するセカンドローラー(すなわち、セカンドローラー22、24およびそれと共に動作する上下のエプロン26、28)の間を通す。ここで繊維束をしっかりと把持して加重をかけ、ドラフトむらのないように制御しながらドラフトする。
【0017】
エプロン26、28を通過した3本の粗糸は、次に、それぞれ、コレクター30に設けた凹部を通すことにより適当な間隔に保つ。粗糸は、コレクター30に設けた3つの溝を通って、それぞれ最後のローラー(フロントローラー32、34)に案内される。3つの溝は、いずれも入口側が広く、しだいに狭くなり、出口側では狭いが同じ幅の溝となっている。コレクター30を使用するので、各粗糸がドラフト装置を通過するときに各繊維束の重なりを防げるとともに、フロントローラー32,34から出たフリース36が切れることなく1本に結合できる。各粗糸が通過する溝の巾と番手との関係は、トランペット16の穴の間隔と同一である。
【0018】
次に、3本の粗糸を上下のフロントローラー32、34の間を通過させてドラフトして、薄い層状のフリース36を形成する。
【0019】
次に、3本のフリース36を、空気流生成装置の上を通す。空気流生成装置は、ドラフト装置の下流に、3本のフリース36が撚りのために合流していく領域に配置される。空気流生成装置の構成を説明すると、図2と図3に示すように、吸引管38には、3つの隣接する吸引スリット48が、それぞれフリースの流れる方向に設けられている。吸引管38は、図示しない減圧源に結合されている減圧導管50により排気され、このとき、空気が吸引スリット48から吸引管内部に流れる。3つの吸引スリットを流れる空気流の方向は並行である。輸送ベルト40は、吸引管38と張力ローラー52の間にかけられる無端ベルトである。張力ローラー52を適当な位置に設置することにより、ベルト40に張力が与えられる。3本のフリースは、輸送ベルト40の上を移動する。輸送ベルト40は、空気透過性であり、空気は、輸送ベルト40と吸引スリット48を通って吸引管38の内部に吸い込まれる。このとき、吸引スリット48の上を通るフリース36は、空気流にさらされ、フリース36は凝縮されコンパクトになるとともに、その毛羽は、フリースの移動方向とは横の、空気の流れる方向に引っ張られて整列される。
【0020】
3本のフリース36は、吸引スリット48を通過した後で、デリベリーローラ54と吸引管38の間でニップされ、その後で1本の糸に交撚される。次に、交撚糸は、スネルワイヤー42を通過させる。次いでリング精紡により、トラベラー44によって、トラベラー1回転で1回の割合で撚りをかけ、得られた糸を精紡ボビン46に巻き取る。
【0021】
このようにして3本の粗糸より得られた精紡交撚糸は、3回対称である。また、粗糸が吸引スリット48付近の空気流の中を通るとき、フリースの毛羽は、フリースの移動方向に対して横の方向にそろえられるので、3本の粗糸が撚り合わされるとき、毛羽の方向のそろった3本の糸が、毛羽を糸の中に巻き込みつつ撚り合わされることになる。このため、毛羽の数が非常に少なくなり、毛羽の長さも短くなる。また、糸の均整度がはるかに向上し、表面の凹凸が少なくなる。したがって、非常にすっきりと見える高級感のある糸が得られる。また、得られた交撚糸の強力は格段に大きくなる。
【0022】
そのような精紡交撚糸を用いて製織または製編することにより織編物(織物と編物を含む総称)の生地が得られる。得られた生地は、毛羽が少なく、糸の乱反射がなくなり、生地面がきれいになり、また、ハリコシがある。一見して、風合い、光沢感において優れていて、高級感が得られる。
【0023】
なお、紡績糸の素材の繊維については特に限定せず、綿のほか、合成繊維(ポリエステル、アクリル、ナイロンなど)、再生繊維(レーヨンなど)、天然繊維(麻、月桃、ケナフ、バンブーなど)、獣毛(羊毛など)が使用できる。
【0024】
以下に、この精紡交撚糸の製造例である実施例1,2を比較例1〜3とともに説明する。
【0025】
(1)実施例1.
実施例1は3本の粗糸がコーマ粗糸である場合の製造例である。有効繊維長1.38インチ、繊度3.7MIKの原綿100%を、混打綿工程、梳綿工程、精梳綿工程、練条工程を経て練条スライバーとして、これに撚りをかけながらボビンに巻き取る粗紡工程を経て粗糸(コーマ粗糸)を製造する。次に、図1に示すリング精紡機にて3本の粗糸を精紡交撚せしめた紡績糸(英式綿番手10〜80番手)を製造した。さらに、その紡績糸を経糸・緯糸に使用して経糸密度150本/インチ、緯糸密度80本/インチの織物を製造した。
【0026】
(2)実施例2.
実施例2は、3本の粗糸が、コーマ粗糸より短繊維が多いカード粗糸である場合の製造例である。まず、実施例1で粗糸を製造する工程のうち精梳綿工程を除いて粗糸(カード粗糸)を製造する。次に、その粗糸を3本使用して、実施例1と同様に紡績糸を製造した。さらに、その紡績糸を用いて織物を製造した。なお、カード糸は、コーマ糸に比べると、短繊維が多いため毛羽がより多い糸である。
【0027】
(3)比較例1.
比較例1は、3本の粗糸がコーマ粗糸であり、粗糸の空気流吸引を用いない製造例である。実施例1と同様の方法で製造した粗糸を用い、特開2003−313733号公報に記載されたリング精紡機を用いて(すなわち、粗糸の空気流吸引をせずに)、実施例1と同様に紡績糸を製造し、さらに、その紡績糸を用いて織物を製造した。
【0028】
(4)比較例2.
比較例2は、特開2003−313734号公報と同様に、2本のコーマ粗糸から粗糸の空気流吸引を用いる製造例である。実施例1で製造したのと同じ原綿100%の粗糸を2本使用して、特開2003−313733号公報に記載された精紡装置を用いて、実施例1と同様に紡績糸を製造した。さらに、その紡績糸を用いて織物を製造した。
【0029】
(5)比較例3.
比較例3は、比較例2においてさらに毛羽焼きを行う製造例である。実施例1で製造したのと同じ原綿100%の粗糸を2本使用して、特開2003−313733号公報に記載された精紡装置を用いて、実施例1と同様に紡績糸を製造し、さらに、毛羽焼きを行った後、その紡績糸を用いて実施例1と同様に織物を製造した。
【0030】
製造した糸の性能は次のようにして測定した。
1.単糸強力は、JISのL−1095に従って定速伸長型試験機にて60回の試験を繰り返し、その平均値を求めた。
2.糸の太さむら(IPI)の測定では、JISのL−1095に従って糸速度400m/min で3回試験を行なってシン(THIN)、シック(THICK)、ネップ(NEP)についての個数を求めた。
3.糸の太さむら(U)は、JISのL-1095に従って評価した。U%は、平均むらの偏差の百分率である。
4.毛羽は、JISのL−1095に従って3mm,5mmの長さの毛羽の個数を求めた。
5.生地の光沢は、光沢度測定器(コニカミノルタMulti-Gloss268)を用いて測定して、グロスユニット(GU)の数値で表した。GUは、光沢度を表す単位であり、この数値が大きいほど光沢があるといえる。
6.番手強力積は、英式番手の値と単糸強力の値の積である。これは、糸の強力を判断する1つのパラメータである。
【0031】
表1〜表6は、それぞれ異なる番手の粗糸を基に製造した糸の特性の測定データを示している。
【0032】
表1は、10番手の糸を基に実施例1〜2と比較例1〜3で製造した交撚糸の特性を示す。
【表1】
【0033】
表2は、20番手の糸を基に実施例1〜2と比較例1〜3で製造した交撚糸の特性を示す。
【表2】
【0034】
表3は、30番手の糸を基に実施例1〜2と比較例1〜3で製造した交撚糸の特性を示す。
【表3】
【0035】
表4は、40番手の糸を基に実施例1〜2と比較例1〜3で製造した交撚糸の特性を示す。
【表4】
【0036】
表5は、60番手の糸を基に実施例1〜2と比較例1〜3で製造した交撚糸の特性を示す。
【表5】
【0037】
表6は、80番手の糸を基に実施例1〜2と比較例1〜3で製造した交撚糸の特性を示す。
【表6】
【0038】
また、図4と図5は、それぞれ、実施例1と実施例2で製造された糸を示し、図6、図7および図8は、それぞれ、比較例1、比較例2および比較例3で製造された糸を示す。また、図9は、一般的な従来の糸を示す。図6に示す比較例1の糸は、3本のコーマ粗糸の交撚糸であり、空気流吸引を用いない製造例であり、図7に示す比較例2の糸は、空気流吸引を用いる2本のコーマ粗糸の交撚糸の製造例である。いずれも、図9に示す従来の一般的な糸に比べると、毛羽は格段に少なくなっている。また、図8に示す比較例3の糸は、比較例2の糸についてさらに毛羽焼きを行ったものであり、図7に示す比較例2の糸に比べて、当然ながら、毛羽が少なくなっている。これに対し、図4に示す実施例1の糸は、空気流吸引を用いる3本のコーマ粗糸の交撚糸の製造例であり、図6と図7に示す比較例1,2の糸と比べると、毛羽の数が格段に減少していることが判る。従って、精紡の後の工程において毛羽焼き工程は省略できる。毛羽が少なくなり短くなるとともに、糸の均整度が向上していることも判る。(なお、表1〜表6における毛羽3mm,5mmのデータは、JISのL−1095に従って糸の表面位置から3mm,5mm離れた位置に設けたセンサにより検出される毛羽の個数を求めているものであるが、測定データは図に示されるような毛羽の状態の向上を直接には反映していない。)また、図5に示す実施例2の糸は、粗糸の空気流吸引を用いる3本のカード粗糸の交撚糸の製造例である。図4に示す実施例1の糸に比べると、毛羽の数は多いが、これは、カード粗糸とコーマ粗糸の素材の性質の違いに対応している。しかし、カード粗糸のような短繊維が多いため毛羽がより多い粗糸を用いても、毛羽の数は比較例1,2よりも少なくなっている。したがって、空気流の中を通る3本の粗糸に撚りを与えつつ同一方向に交撚する精紡方法は、糸の均整度を格段に向上することがわかる。
【0039】
表1〜表6における実施例1〜2と比較例1〜3の測定データを基に、糸の単糸強力、均整度(IPI、U%)、毛羽、光沢の各性能について各種製造法の優劣を比較すると、以下のようになる。
【0040】
(1)3本の粗糸(コーマ糸)を用いて実施例1で製造した糸は、精梳綿工程を除いて紡出した3本の粗糸(カード糸に相当し、コーマ糸より粗悪な糸)を用いた実施例2に比べて優れている。実施例2の糸に比べて、実施例1の糸の単糸強力はより大きく、糸の均整度(IPI、U%)はより優れており、毛羽はより少ない。また、糸の均整度が上がり毛羽が少なくなったため、色の乱反射がなくなり、生地の光沢はより優れたものになっている。
【0041】
(2)3本の粗糸(カード糸)を用いて実施例2で製造した糸は、2本のコーマ糸を用い毛羽焼きを行って製造した比較例3の糸と同等か、それより優れている。ただし、生地の光沢については、実施例2で製造した糸は、比較例3の糸よりはるかに優れている。
【0042】
(3)2本のコーマ糸を用い毛羽焼きを行って製造した比較例3で得られた糸は、3本のコーマ糸を用いるが空気流の中を通さないで撚り合わせる比較例1で得られた糸や、2本のコーマ糸を用いかつ空気流の中を通して撚り合わせる比較例2で得られた糸より、均整度や毛羽について優れている。ただし、比較例3で得られた糸から作られた生地は、毛羽焼きのため光沢がかなり劣っている。
【0043】
表1〜表6のデータからわかるように、同じ番手のコーマ糸を基に製造した実施例1を比較例1〜3の糸と比較すると、表1〜表6のデータからわかるように、実施例1の糸は、単糸強力が比較例1〜3の糸に比べて5〜10%大きくなっている。比較例1〜3では、糸の番手の値と単糸強力との積が14500より小さい。これに対して、60番手より小さい糸では14500以上であり60番手以上では16000以上である糸が得られる。
【0044】
また、実施例1の糸は、均整度(IPI、U%)についても、20番手のU%のように例外的に同等な性能を示すものはあるが、ほとんどの項目について比較例1〜3の糸に比べて優れていて、全体として均整度が格段に優れていることは明らかである。また、毛羽についても、毛羽の数が少なくなっており、毛羽焼きをしている比較例3に比べても毛羽は少ない。生地の光沢も、比較例1〜3の糸に比べて格段に優れており、糸の均整度の向上を反映している。
【0045】
本発明の製造法では従来に比べて高品質の糸が得られるので、原料のグレードをダウンさせても、従来の製造法より高品質の糸が得られる。たとえば、超長繊維でなくても、長繊維以下でも品質が高い。また、強力がアップするので、甘撚も可能である。
【0046】
また、実施例2からわかるように、コーマ糸より短繊維が多いため毛羽がより多いカード糸でもコーマ糸と同等な品質の糸が得られる。
【0047】
また、毛羽抜けしないため、比較例3のように毛羽焼きをしなくても、よい性質の糸が得られることがわかる。従来は、比較例1のように3本の糸を合糸・撚糸した糸について、毛焼きした後で製品にしていたが、毛焼きにより光沢が損なわれていた。本発明では、毛焼き工程が省略できる。
【0048】
織物にするときも、糊付けが不要であるか、または少量ですむ。ワックス付加工程も不要である。また、ピリングが少なく、生地の厚み耐久性が高い。
【0049】
ウール、麻などのチクチク感のある素材の場合でも、毛羽が少ない糸が得られるので、毛羽焼き、バイオ加工などが不要となり、本来の繊維の特性を損なわない。
【0050】
紡出が困難であった月桃、ケナフ、バンブーなどの素材にも適用可能である。それらの素材を高混率で混ぜることができる。また、糸をほぐすときに発生する風綿が減少する。
【0051】
なお、3本の粗糸の素材をそれぞれ変えて組み合わせ、紡績することで、色々な表情を持つ製品を得ることもできる。
【図面の簡単な説明】
【0052】
【図1】精紡機の概略を示す図
【図2】吸引装置の断面図
【図3】吸引装置の平面図
【図4】実施例1で製造された糸の側面図
【図5】実施例2で製造された糸の側面図
【図6】比較例1で製造された糸の側面図
【図7】比較例2で製造された糸の側面図
【図8】比較例3で製造された糸の側面図
【図9】一般的な従来の糸の側面図
【符号の説明】
【0053】
10、12、14 粗糸、 16 トランペット、 18〜34 ドラフト装置、 30 コレクター、 40 ベルト、 48 吸引スリット。
【特許請求の範囲】
【請求項1】
並列に供給された3本の粗糸をドラフトし、ドラフトされた3本の粗糸の移動方向に対して横の方向に流れる空気流を発生して、ドラフトされた3本の粗糸を前記空気流の中を通し、前記空気流の中を通る3本の粗糸に撚りを与えつつ同一方向に交撚して、1本の糸を得、得られた糸を精紡ボビンに巻き取る精紡方法。
【請求項2】
前記の粗糸は、コーマ粗糸であることを特徴とする請求項1記載の精紡方法。
【請求項3】
前記の粗糸は、カード粗糸であることを特徴とする請求項1記載の精紡方法。
【請求項4】
前記の糸は、粗糸の英式番手の値と単糸強力(g単位)との積が、60番手より小さい糸では14500以上であり60番手以上では16000以上であることを特徴とする請求項1から3のいずれかに記載の精紡方法。
【請求項5】
3本の粗糸に撚りを与えつつ同一方向に交撚して得られた糸であって、粗糸の英式番手の値と単糸強力(g単位)との積は番手の値が60より小さい場合は14500以上であり60以上の場合は16000以上である糸。
【請求項6】
請求項5に記載された糸を用いて製織または製編して得られた織編物。
【請求項1】
並列に供給された3本の粗糸をドラフトし、ドラフトされた3本の粗糸の移動方向に対して横の方向に流れる空気流を発生して、ドラフトされた3本の粗糸を前記空気流の中を通し、前記空気流の中を通る3本の粗糸に撚りを与えつつ同一方向に交撚して、1本の糸を得、得られた糸を精紡ボビンに巻き取る精紡方法。
【請求項2】
前記の粗糸は、コーマ粗糸であることを特徴とする請求項1記載の精紡方法。
【請求項3】
前記の粗糸は、カード粗糸であることを特徴とする請求項1記載の精紡方法。
【請求項4】
前記の糸は、粗糸の英式番手の値と単糸強力(g単位)との積が、60番手より小さい糸では14500以上であり60番手以上では16000以上であることを特徴とする請求項1から3のいずれかに記載の精紡方法。
【請求項5】
3本の粗糸に撚りを与えつつ同一方向に交撚して得られた糸であって、粗糸の英式番手の値と単糸強力(g単位)との積は番手の値が60より小さい場合は14500以上であり60以上の場合は16000以上である糸。
【請求項6】
請求項5に記載された糸を用いて製織または製編して得られた織編物。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2006−83476(P2006−83476A)
【公開日】平成18年3月30日(2006.3.30)
【国際特許分類】
【出願番号】特願2004−267076(P2004−267076)
【出願日】平成16年9月14日(2004.9.14)
【出願人】(000001096)倉敷紡績株式会社 (296)
【Fターム(参考)】
【公開日】平成18年3月30日(2006.3.30)
【国際特許分類】
【出願日】平成16年9月14日(2004.9.14)
【出願人】(000001096)倉敷紡績株式会社 (296)
【Fターム(参考)】
[ Back to top ]