
精紡機におけるボビン搬送装置
【課題】移送レールの撓みによるペッグトレイと係止部材の係止位置の位置ずれを防止すること。
【解決手段】ペッグトレイ列の下方においてペッグトレイ通路5cに沿って往復移動可能、かつ上下動不能に配設された移送レール10に、ペッグトレイPの係止凹部に係脱可能に変位する係止爪15,16とペッグトレイ通路5cに沿った移送レール10の往復移動を案内するレールガイド13,14を配設する。そして、レールガイド13,14は、係止爪15,16に対応する箇所に配置する。
【解決手段】ペッグトレイ列の下方においてペッグトレイ通路5cに沿って往復移動可能、かつ上下動不能に配設された移送レール10に、ペッグトレイPの係止凹部に係脱可能に変位する係止爪15,16とペッグトレイ通路5cに沿った移送レール10の往復移動を案内するレールガイド13,14を配設する。そして、レールガイド13,14は、係止爪15,16に対応する箇所に配置する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、精紡機におけるボビン搬送装置に関する。
【背景技術】
【0002】
従来、精紡機においては、満管に伴う管替作業時に管替装置による自動管替作業を容易にするため、精紡機の前面にスピンドルピッチと対応した状態で空ボビンを供給し、玉揚げされた満ボビンを搬出するボビン搬送装置が広く使用されている。この種のボビン搬送装置は、例えば特許文献1に開示されている。
【0003】
特許文献1のボビン搬送装置は、精紡機の機台に沿ってペッグトレイの搬送を案内する搬送レールを配設するとともに該搬送レールに沿って長手方向に移動可能なコンベアロッド(移送手段)を配設し、そのコンベアロッドに搬送レールで案内されるペッグトレイの係合凹部へ係脱可能なキャッチ(係止部材)が揺動可能に設けられている。そして、特許文献1のボビン搬送装置では、コンベアロッドを作動させてキャッチをペッグトレイの係合凹部に係脱させることにより、ペッグトレイを1つずつ進行方向(搬送レールにおける搬送方向)に搬送している。
【特許文献1】特開平9−67722号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
ところで、ボビン搬送装置には、ペッグトレイの係合凹部に係脱可能な係止部材を移送する移送手段として平板状の移送レールを採用し、その移送レールをエアシリンダなどの駆動手段で往復移動させることにより、係止部材を移送させるものがある。しかしながら、移送手段として移送レールを採用した場合には、移送レールが蛇行状に撓むと、その撓みにより係止部材がペッグトレイの係合凹部に係止する係止位置に位置ずれが生じる。すなわち、ボビン搬送装置では、係止部材とペッグトレイを係合させて該ペッグトレイを進行方向に押し出す際、係止部材からペッグトレイに付与する押し出し力をペッグトレイの進行方向に沿って加えることが好ましい。このため、移送手段として移送レールを採用し、その移送レールが撓むと、ペッグトレイの係合凹部に対する係止部材の係止位置にずれが生じ、その結果、係止部材の押し出し力をペッグトレイの進行方向に沿って加えられない虞がある。
【0005】
この発明は、このような従来の技術に存在する問題点に着目してなされたものであり、その目的は、移送レールの撓みによるペッグトレイと係止部材の係止位置の位置ずれを防止することができるボビン搬送装置を提供することにある。
【課題を解決するための手段】
【0006】
上記問題点を解決するために、請求項1に記載の発明は、上面にボビンを挿着するペッグを備えるとともに下面に係止凹部を備えたペッグトレイの一列状態での移動を案内するペッグトレイ通路を構成するトレイガイド部材と、ペッグトレイ列の下方において前記ペッグトレイ通路に沿って往復移動可能、かつ上下動不能に配設された移送レールと、前記移送レールを往復移動させる駆動手段と、前記移送レールの往動時には前記ペッグトレイの係止凹部と係止して前記ペッグトレイの移動を阻止する係止位置に、また復動時には前記ペッグトレイの通過を許容する退避位置にそれぞれ変位可能となるように前記移送レールに配置された係止部材と、前記移送レールに配置され、該移送レールの前記ペッグトレイ通路に沿った往復移動を案内する案内部材と、前記ペッグトレイ通路の下方に配置され、前記案内部材を前記ペッグトレイ通路に沿って摺接可能に支持する支持手段と、を備え、前記案内部材を、前記係止部材に対応する箇所に配置したことを要旨とする。
【0007】
これによれば、案内部材は、ペッグトレイと係止部材の近くに配置されることになる。このため、ペッグトレイと係止部材との係止位置において移送レールが蛇行状に撓むことがなく、ペッグトレイに対する係止部材の係止位置を良好に維持することができる。したがって、移送レールの撓みによるペッグトレイと係止部材の係止位置の位置ずれを防止することができる。そして、移送レールが蛇行状に撓んだ場合であっても、係止部材によるペッグトレイの押し出し力を、ペッグトレイの移送方向に沿って加えることが可能となる。なお、本発明において、「係止部材に対応する箇所」とは、少なくともその一部が、移送レールの長手方向において係止部材の配設長さと重複する箇所をいう。
【0008】
請求項2に記載の発明は、請求項1に記載の精紡機におけるボビン搬送装置において、前記係止部材は、前記移送レールに対して回動可能に設けられており、前記案内部材は、前記係止部材の回動軸線上に配置されていることを要旨とする。
【0009】
これによれば、移送レールに対して係止部材と案内部材を同一作業工程にて取り付けることができるので、取り付けに係る作業効率を向上させることができる。
請求項3に記載の発明は、請求項1又は請求項2に記載のボビン搬送装置において、前記案内部材には、前記係止位置及び前記退避位置において前記係止部材の変位移動を規制する規制部が設けられていることを要旨とする。
【0010】
これによれば、移送レールの往復移動時における係止部材の変位移動量を規制することができ、係止部材を係止位置と退避位置との間で確実に変位させることができる。すなわち、ペッグトレイを繰り返し移送するボビン搬送装置において、係止部材の動作位置の復元性を高めることができる。
【0011】
請求項4に記載の発明は、請求項1〜請求項3のうちいずれか一項に記載のボビン搬送装置において、前記係止部材は、前記移送レールを挟んで独立して変位可能に配置される一対の係止爪で構成されていることを要旨とする。
【0012】
これによれば、係止部材を独立して変位可能な一対の係止爪としたので、例えば片側の係止爪に糸や繊維が巻付き、その係止爪が動作しなくなっても、もう一方の係止爪が機能することでペッグトレイを送ることができる。
【0013】
請求項5に記載の発明は、請求項1〜請求項4のうちいずれか一項に記載のボビン搬送装置において、前記トレイガイド部材は、前記ペッグトレイの底面と側面を案内可能な前記ペッグトレイ通路を構成する通路部と、該通路部の鉛直方向に延設されるとともに前記移送レールを挟んで両側に配置される下方延長部とからなり、前記案内部材は、前記移送レールと前記下方延長部との間に配置され、前記移送レールの往復移動時に前記下方延長部の内面に摺接し、前記トレイガイド部材の前記下方延長部が前記支持手段として兼用されていることを要旨とする。
【0014】
これによれば、ペッグトレイ通路を構成する部材と案内部材を支持する支持部材を一体構成とすることができるので、ペッグトレイ通路を構成する部材と支持部材を別々に設ける場合に比して部品点数の削減によるボビン搬送装置の簡素化が実現され、製造コストの増加を抑制することができる。
【発明の効果】
【0015】
本発明によれば、移送レールの撓みによるペッグトレイと係止部材の係止位置の位置ずれを防止することができる。
【発明を実施するための最良の形態】
【0016】
以下、本発明を具体化した一実施形態を図1〜図4にしたがって説明する。
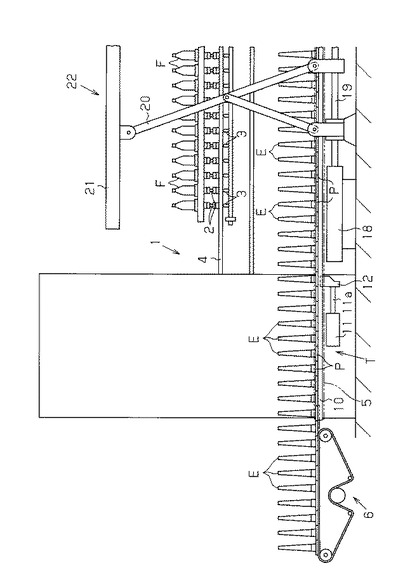
図1に示すように、精紡機の機台1に設けられるとともに、多数のスピンドル2及び中間ペッグ3を上下に並列支持するスピンドルレール4の下方には、ボビン搬送装置Tのトレイレール5がスピンドル列に沿って延設されている。トレイレール5はその第1端部がペッグトレイ供給用コンベア6の近傍まで延設されるとともに、精紡機の機台1の反対側に設けられたボビン搬送装置に第2端部側において方向転換レール(いずれも図示せず)を介して接続されている。
【0017】
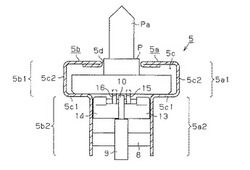
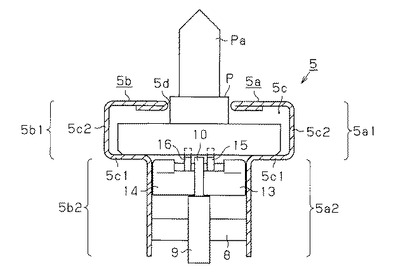
トレイレール5は、図2に示すように、一対のトレイガイド部材5a,5bから形成されており、機台1のフレーム(図示しない)に固定されている。図2において右側に配置されるトレイガイド部材5aは、断面コ字状に形成された通路部としての折曲部5a1と、折曲部5a1に一体成形されるとともに該折曲部5a1から鉛直方向に延設した下方延長部としての直線部5a2によって形成されている。また、同様に、図2において左側に配置されるトレイガイド部材5bは、断面逆コ字状に形成された通路部としての折曲部5b1と、折曲部5b1に一体成形されるとともに該折曲部5b1から鉛直方向に延設した下方延長部としての直線部5b2によって形成されている。そして、トレイレール5では、トレイガイド部材5aの折曲部5a1とトレイガイド部材5bの折曲部5b1が対向配置されているとともに、トレイガイド部材5aの直線部5a2とトレイガイド部材5bの直線部5b2が対向配置されている。
【0018】
これにより、トレイレール5には、トレイガイド部材5a,5bの折曲部5a1,5b1の間に、ペッグトレイPを収容し、かつトレイレール5の長手方向に延びるペッグトレイ通路5cが形成される。ペッグトレイ通路5cは、ペッグトレイPの底面と側面を案内可能な周壁(底壁5c1と側壁5c2)を有し、複数個のペッグトレイPが一列状態のペッグトレイ列を形成してトレイレール5の長手方向へ移動するように案内する。そして、トレイレール5には、ペッグトレイ通路5cの上方において、ペッグトレイPの上面に立設されたボビン(空ボビン、満ボビン)を挿着するペッグPaを外部に露出させる案内スリット5dがトレイレール5の長手方向に連続的に形成されている。
【0019】
また、トレイガイド部材5a,5bの直線部5a2,5b2の内面間には支軸8が掛け渡されており、支軸8にはボールベアリング(回転体)9が支持されている。支軸8とボールベアリング9は、トレイレール5の長手方向に所定の間隔をおいて複数組設けられている。また、トレイガイド部材5a,5bの直線部5a2,5b2の内面間には、平板状に形成された長尺状の移送レール10が、ペッグトレイ通路5cを案内されるペッグトレイ列の下方に位置するように配設されている。そして、移送レール10は、その下面がボールベアリング9の外周面に当接する状態で、スピンドル列に沿って往復移動可能かつ上下動不能に支承されている。本実施形態において移送レール10は、1本のみ設けられている。そして、移送レール10は、図1に示すようにその一端において、駆動手段としてのエアシリンダ11のピストンロッド11aに連結部材12を介して連結されるとともに、エアシリンダ11の作動によりスピンドル列に沿ってスピンドルピッチより若干大きなストロークで一体的に往復移動されるようになっている。
【0020】
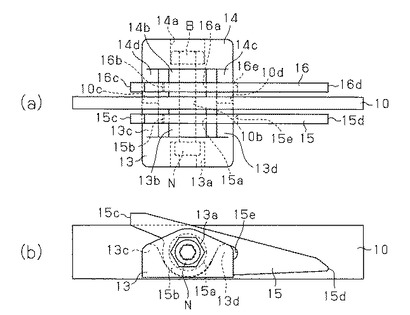
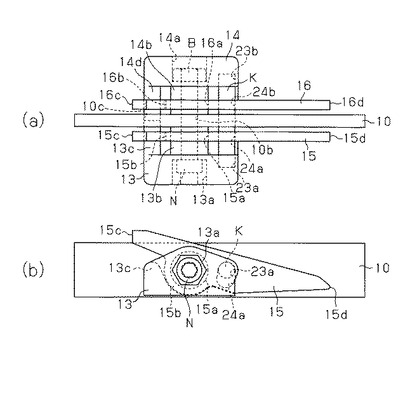
移送レール10の両側には、図3(a),(b)に示すように、案内部材としての一対のレールガイド13,14と係止部材としての一対の係止爪15,16が配設されている。本実施形態において移送レール10には、一対のレールガイド13,14と一対の係止爪15,16を一組とし、これらの組が移送レール10の延設方向に所定の間隔をおいて複数組配設されている。そして、移送レール10には、該移送レール10を挟んで一対の係止爪15,16が対向配置されているとともに、各係止爪15,16の外側に一対のレールガイド13,14が対向配置されている。すなわち、移送レール10の一方の片側には1つのレールガイド13と1つの係止爪15が配設されているとともに、移送レール10の他方の片側には1つのレールガイド14と1つの係止爪16が配設されている。
【0021】
レールガイド13,14は、移送レール10と各トレイガイド部材5a,5bの直線部5a2,5b2の内面間に配設されており、移送レール10のペッグトレイ通路5cに沿った往復移動を案内するとともに、往復移動時に直線部5a2,5b2の内面に摺接する。そして、各トレイガイド部材5a,5bの直線部5a2,5b2は、レールガイド13,14をペッグトレイ通路5cに沿って摺接可能に支持する支持手段として機能する。また、係止爪15,16は、移送レール10の往動時にはペッグトレイPの底部に形成された係止凹部Pbと係合してその移動を阻止する係止位置(図4(a)に示す)に保持されるとともに、復動時にはペッグトレイPの通過を許容する退避位置(図4(b)に示す)に変位可能に配設されている。なお、本実施形態において係止爪15,16は、移送レール10を挟んでそれぞれが独立して変位可能に設けられている。
【0022】
レールガイド13,14は、同一形状に成形された同一部品とされており、樹脂にてブロック状に形成されているとともに上側は山形に成形されている。また、レールガイド13,14は、移送レール10の高さ方向に突出しない高さで形成されている。そして、レールガイド13,14の中央には、移送レール10を挟んでレールガイド13,14を移送レール10に固定する締結具となるボルトBを挿通するボルト孔13a,14aがそれぞれに形成されている。また、レールガイド13,14においてボルト孔13a,14aと対応する位置には、係止爪15,16をボルト孔13a,14aの中心を通る軸線回りに回動可能に支持する支持凸部13b,14bがそれぞれに形成されており、ボルト孔13a,14aはそれぞれに対応する支持凸部13b,14bを貫通するように形成されている。また、レールガイド13の左右両側には支持凸部13bを挟むようにして一対のボス13c,13dが同一方向に突出形成されているとともに、レールガイド14の左右両側には支持凸部14bを挟むようにして一対のボス14c,14dが同一方向に突出形成されている。
【0023】
係止爪15,16は、同一形状に成形された同一部品とされており、金属にて成形されているとともに移送レール10の高さ内に収まる大きさで成形されている。すなわち、係止爪15,16は、係止位置(図4(a)に示す)及び退避位置(図4(b)に示す)の何れの位置に変位した場合であっても、移送レール10の下面側からはみ出さないように小型化されている。
【0024】
係止爪15,16には、レールガイド13,14の支持凸部13b,14bを遊嵌する嵌合孔15a,16aを有する嵌合部15b,16bがそれぞれに形成されており、この嵌合部15b,16bを支持凸部13b,14bに遊嵌することによりレールガイド13,14に対して回動可能(変位可能)に支持される。また、係止爪15,16は第1端部15c,16cの反対側に尖鋭状の第2端部15d,16dをそれぞれ有し、その第2端部15d,16d側が第1端部15c,16c側よりも拡幅して形成されている。これにより、係止爪15,16は、レールガイド13,14の支持凸部13b,14bに支持された状態で、自重により係止位置側、すなわち第1端部15c,16cが移送レール10の上面より突出する方向へ付勢されている。
【0025】
また、係止爪15,16には、嵌合部15b,16bと第2端部15d,16dとの間に切欠部15e,16eがそれぞれに形成されている。そして、係止爪15は、係止位置において切欠部15eに対してレールガイド13のボス13dが当接することにより回動が規制され、係止位置の状態で保持されるようになっている。同様に、係止爪16は、係止位置において切欠部16eに対してレールガイド14のボス14cが当接することにより回動が規制され、係止位置の状態で保持されるようになっている。係止爪15,16は、係止位置の状態で保持されると、第1端部15c,16cが移送レール10の上面よりも突出する。一方、係止爪15は、退避位置において第1端部15c側の下面がレールガイド13のボス13cに当接することにより回動が規制され、その上面が移送レール10の上面に沿うように、すなわち係止爪15の上面がほぼ水平となる状態で保持されるようになっている(図4(b)参照)。同様に、係止爪16は、退避位置において第1端部16c側の下面がレールガイド14のボス13dに当接することにより回動が規制され、その上面が移送レール10の上面に沿うように、すなわち係止爪16の上面がほぼ水平となる状態で保持されるようになっている。本実施形態においてレールガイド13,14のボス13c,13d,14c,14dは、係止爪15,16の変位量(回動量)を規制する規制部として機能する。
【0026】
移送レール10においてレールガイド13,14の配設部位には、レールガイド13,14の各ボルト孔13a,14aと対応する位置にボルトBを挿通するボルト孔10bが形成されている。また、移送レール10においてボルト孔10bの両側には、レールガイド13のボス13c及びレールガイド14のボス14dを挿入するボス孔10cと、レールガイド13のボス13d及びレールガイド14のボス14cを挿入するボス孔10dが、形成されている。
【0027】
このため、係止爪15を支持凸部13bで支持したレールガイド13は、一方のボス13cを移送レール10の一方のボス孔10cに挿入するとともに、他方のボス13dを移送レール10の他方のボス孔10dに挿入することにより、移送レール10の片側に位置決めされる。また、係止爪16を支持凸部14bで支持したレールガイド14は、一方のボス14dを移送レール10の一方のボス孔10cに挿入するとともに、他方のボス14cを移送レール10の他方のボス孔10dに挿入することにより、レールガイド13とは反対側の移送レール10の片側に位置決めされる。そして、レールガイド13,14は、ボルトBを各ボルト孔10b,13a,14aに挿通し、そのボルトBとナットNを締結することによって移送レール10にそれぞれ固定される。
【0028】
移送レール10に固定したレールガイド13,14及び係止爪15,16は、移送レール10の往復移動に合わせて移動する。そして、移送レール10は、レールガイド13,14がトレイガイド部材5a,5bの直線部5a2,5b2に摺接されることにより、ペッグトレイ通路5cに沿った往復移動が案内される。また、係止爪15,16は、固定用のボルトBの軸線を回動中心として回動し、係止爪15,16の回動中心上(回動軸線上)にレールガイド13,14が配設されている。これにより、レールガイド13,14は、係止爪15,16がペッグトレイPの係止凹部Pbに係止する係止位置に対応する位置、すなわち係止爪15,16の係止位置の近傍に配置されることになる。
【0029】
なお、精紡機にはパワーシリンダ18により往復移動される駆動ロッド19の作用により、パンタグラフ機構20を介して上下動されるボビンキャッチャ21を備えた公知の全錘一斉式の管替装置22が配設されている。
【0030】
次に、前記のように構成されたボビン搬送装置Tの作用を説明する。
精紡機の機台1が満管停止すると、管替装置22によりペッグトレイP上の空ボビンEとスピンドル2上の満ボビンFとが中間ペッグ3を介して交換される管替作業が行われる。管替作業の完了により満ボビンFの搬出及び空ボビンEの供給が可能な状態となる。そして、ワインダから満ボビン供給信号が発せられると、精紡機の機台1からの満ボビンFの搬出及び機台1への空ボビンEの搬入が開始される。
【0031】
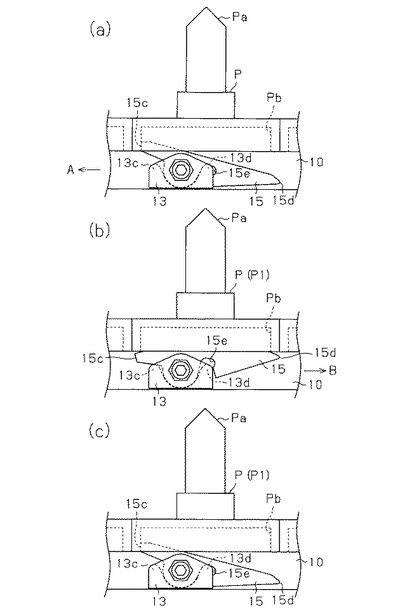
移送レール10が基準位置に配置された状態では、図4(a)に示すように、係止爪15,16の先端(第1端部15c,16c)がペッグトレイPの係止凹部Pb内に侵入するとともに、係止凹部Pbの壁面に係止している。この状態からエアシリンダ11が没入作動されて移送レール10が往動、すなわち図4(a)に示す矢示A方向へ移動すると、移送レール10の往動に合わせて係止爪15,16の先端がペッグトレイPを移送方向(矢示A方向)へ押し、ペッグトレイPを移送する。このとき、本実施形態のボビン搬送装置Tでは、移送レール10がレールガイド13,14によって案内されていることから、係止凹部Pbに対応する係止爪15,16の係止位置が一定に保たれた状態となり、移送レール10の往動時において係止爪15,16が係止凹部Pbを押し出す力が常時一定の箇所(ペッグトレイPの中央部分)に付与される。すなわち、押し出し力は、ペッグトレイPの移送方向に沿って付与される。
【0032】
その後、エアシリンダ11が突出作動されて移送レール10が基準位置まで復動、すなわち図4(b)に示す矢示B方向へ移動すると、移送レール10の復動に合わせて係止爪15,16の先端が係止凹部Pbの壁面から離脱する。そして、移送レール10の復動がさらに進むと、図4(b)に示すように、係止爪15,16の先端がペッグトレイPの下方にもぐり込むように、図4(b)において反時計回り方向へ回動する。このとき、係止爪15,16の回動量は、各係止爪15,16の先端側が各レールガイド13,14のボス13c,14dに当接することによって規制される。また、係止爪15,16が反時計回り方向へ回動した際には、各係止爪15,16の切欠部15e,16eと各レールガイド13,14のボス13d,14cとの係合状態が解除される。
【0033】
その後、係止爪15,16は、移送レール10の復動が進むことにより、図4(c)に示すように、先に係止していたペッグトレイPの後続のペッグトレイP(図4(c)において符号「P1」を付す)の係止凹部Pbの壁面に係止する。このとき、係止爪15,16は、ペッグトレイPの係止凹部Pb内に侵入するように自重で図4(c)において時計回り方向へ回動する。そして、時計回り方向へ回動した係止爪15,16の回動量は、各係止爪15,16の切欠部15e,16eに各レールガイド13,14のボス13d,14cが係合することによって規制される。
【0034】
したがって、本実施形態によれば、以下に示す効果を得ることができる。
(1)レールガイド13,14を、係止爪15,16に対応する箇所、すなわち、少なくともその一部が、移送レール10の長手方向において係止爪15,16の配設長さ(第1端部15c,16cから第2端部15d,16dまでの長さ)と重複する箇所に配置した。これによれば、レールガイド13,14は、ペッグトレイPと係止爪15,16の係止位置の近くに配置されることになる。このため、ペッグトレイPと係止爪15,16の係止位置において移送レール10が蛇行状に撓むことがなく、ペッグトレイPに対する係止爪15,16の係止位置を良好に維持することができる。すなわち、ペッグトレイPの中央部分を係止爪15,16で押すことができる。したがって、移送レール10の撓みによるペッグトレイPと係止爪15,16の係止位置の位置ずれを防止することができる。
【0035】
(2)レールガイド13,14を係止爪15,16から離間させて配置した場合には、ペッグトレイPと係止爪15,16の係止位置において移送レール10が蛇行状に撓み、係止爪15,16の係止位置がペッグトレイPの中央部分から外れることになる。このような場合には、係止爪による押し出し力がペッグトレイPの移送方向に沿って加えられず、偏った方向からペッグトレイPに押し出し力が付与されることになる。その結果、ペッグトレイPがペッグトレイ通路5cの片側の側壁5c2に接触した状態で送られる状態などが生じ、トレイレール5やペッグトレイPの摩耗などの要因となる。したがって、本実施形態では、レールガイド13,14を係止爪15,16の係止位置の近くに配置し、ペッグトレイPに対する係止爪15,16の係止位置を良好に維持し、押し出し力をペッグトレイPの移送方向に沿って加えることで、トレイレール5やペッグトレイPの摩耗などが生じ得ない。また、ペッグトレイPの移送に係る負荷の増大を招くこともない。
【0036】
(3)レールガイド13,14を係止爪15,16の回動軸線上に配置した。これによれば、移送レール10に対して係止爪15,16とレールガイド13,14を同一作業工程にて取り付けることができるので、取り付けに係る作業効率を向上させることができる。すなわち、ボルトBにより、レールガイド13,14と係止爪15,16を移送レール10に対して取り付けることができる。
【0037】
(4)レールガイド13,14には、係止位置及び退避位置における係止爪15,16の変位量(回動量)を規制するボス13c,13d,14c,14dを設けた。これによれば、移送レール10の往復移動時における係止爪15,16の変位量(回動量)を規制することができ、係止爪15,16を係止位置と退避位置との間で確実に変位させることができる。すなわち、ペッグトレイPを繰り返し移送するボビン搬送装置Tにおいて、係止爪15,16の動作位置の復元性を高めることができる。
【0038】
(5)移送レール10には、独立して変位可能な一対の係止爪15,16を設けた。これによれば、例えば片側の係止爪に糸や繊維が巻付き、その係止爪が動作しなくなっても、もう一方の係止爪が機能することでペッグトレイPを送ることができる。すなわち、係止爪に糸や繊維が巻付いた場合でも、直ぐにボビン搬送装置Tの動作を停止させる必要がなく、動作を停止させる時間(頻度)を少なくすることができる。
【0039】
(6)トレイガイド部材5a,5bに直線部5a2,5b2を形成し、その直線部5a2,5b2でレールガイド13,14を支持するようにした。このため、レールガイド13,14を支持する部材をトレイレール5とは別に設ける必要がなく、トレイレール5とレールガイド13,14を支持する部材を別々に設ける場合に比して部品点数の削減によるボビン搬送装置Tの簡素化が実現され、製造コストの増加を抑制することができる。
【0040】
なお、上記実施形態は以下のように変更してもよい。
○ 実施形態において、レールガイド13,14及び係止爪15,16の構成を図5(a),(b)に示すように変更しても良い。図5(a),(b)に示すレールガイド13,14では、実施形態で説明したボス13d,14cに代えて金属製のピンKを挿着している。ピンKは、レールガイド13,14にそれぞれ形成した挿着孔23a,23bに挿着されている。そして、係止爪15,16には、実施形態で説明した切欠部15e,16eに代えてピンKを挿通させる長孔24a,24bが形成されている。これによりレールガイド13,14は、挿着孔23a,23b、長孔24a,24b及びボス孔10dにピンKを挿通させて移送レール10に位置決めするとともにボルトBによって実施形態と同様に固定する。この構成によれば、係止爪15,16の回動量は、金属製の係止爪15,16に形成した長孔24a,24bと金属製のピンKとの当接によって規制されることになる。
【0041】
○ 実施形態では、移送レール10に対して係止爪15,16を独立して変位可能に設けているが、ペッグトレイPの係止凹部Pbに対して係脱可能な先端(実施形態では第1端部15c,16c)を2つ有するように一体成形した係止爪を移送レール10に設けても良い。この場合、一体成形した係止爪は、移送レール10の往復移動に合わせて連動して動く。
【0042】
○ 実施形態では、レールガイド13,14と係止爪15,16をボルトBによって同一位置に装着しているが、レールガイド13,14と係止爪15,16を分離させて移送レール10に装着しても良い。すなわち、レールガイド13,14は、係止爪15,16に対応する箇所に配置されていれば良く、例えば係止爪15,16の先端(第1端部15c,16c)の直下に配置しても良い。
【0043】
○ 実施形態において、回動可能に設けられた係止爪15,16を、ばねにより係止位置側へ付勢しても良い。
○ 実施形態では、レールガイド13,14を分離した構成としているが、レールガイド13,14を一体成形して単一の部品としても良い。
【図面の簡単な説明】
【0044】
【図1】精紡機の機台及びボビン搬送装置を示す一部省略正面図。
【図2】移送レール及び係止爪の支持状態を示す断面図。
【図3】(a)は移送レールに配設したレールガイド及び係止爪を示す平面図、(b)はその側面図。
【図4】(a)〜(c)は係止爪の作用を説明する模式側面図。
【図5】(a)は、別例における移送レールに配設したレールガイド及び係止爪を示す平面図、(b)はその側面図。
【符号の説明】
【0045】
5…トレイレール、5a,5b…トレイガイド部材、5a2,5b2…直線部、5c…ペッグトレイ通路、10…移送レール、11…エアシリンダ、13,14…レールガイド、13c,13d,14c,14d…ボス、15,16…係止爪、E…空ボビン、F…満ボビン、P…ペッグトレイ、Pa…ペッグ、Pb…係止凹部、T…ボビン搬送装置。
【技術分野】
【0001】
本発明は、精紡機におけるボビン搬送装置に関する。
【背景技術】
【0002】
従来、精紡機においては、満管に伴う管替作業時に管替装置による自動管替作業を容易にするため、精紡機の前面にスピンドルピッチと対応した状態で空ボビンを供給し、玉揚げされた満ボビンを搬出するボビン搬送装置が広く使用されている。この種のボビン搬送装置は、例えば特許文献1に開示されている。
【0003】
特許文献1のボビン搬送装置は、精紡機の機台に沿ってペッグトレイの搬送を案内する搬送レールを配設するとともに該搬送レールに沿って長手方向に移動可能なコンベアロッド(移送手段)を配設し、そのコンベアロッドに搬送レールで案内されるペッグトレイの係合凹部へ係脱可能なキャッチ(係止部材)が揺動可能に設けられている。そして、特許文献1のボビン搬送装置では、コンベアロッドを作動させてキャッチをペッグトレイの係合凹部に係脱させることにより、ペッグトレイを1つずつ進行方向(搬送レールにおける搬送方向)に搬送している。
【特許文献1】特開平9−67722号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
ところで、ボビン搬送装置には、ペッグトレイの係合凹部に係脱可能な係止部材を移送する移送手段として平板状の移送レールを採用し、その移送レールをエアシリンダなどの駆動手段で往復移動させることにより、係止部材を移送させるものがある。しかしながら、移送手段として移送レールを採用した場合には、移送レールが蛇行状に撓むと、その撓みにより係止部材がペッグトレイの係合凹部に係止する係止位置に位置ずれが生じる。すなわち、ボビン搬送装置では、係止部材とペッグトレイを係合させて該ペッグトレイを進行方向に押し出す際、係止部材からペッグトレイに付与する押し出し力をペッグトレイの進行方向に沿って加えることが好ましい。このため、移送手段として移送レールを採用し、その移送レールが撓むと、ペッグトレイの係合凹部に対する係止部材の係止位置にずれが生じ、その結果、係止部材の押し出し力をペッグトレイの進行方向に沿って加えられない虞がある。
【0005】
この発明は、このような従来の技術に存在する問題点に着目してなされたものであり、その目的は、移送レールの撓みによるペッグトレイと係止部材の係止位置の位置ずれを防止することができるボビン搬送装置を提供することにある。
【課題を解決するための手段】
【0006】
上記問題点を解決するために、請求項1に記載の発明は、上面にボビンを挿着するペッグを備えるとともに下面に係止凹部を備えたペッグトレイの一列状態での移動を案内するペッグトレイ通路を構成するトレイガイド部材と、ペッグトレイ列の下方において前記ペッグトレイ通路に沿って往復移動可能、かつ上下動不能に配設された移送レールと、前記移送レールを往復移動させる駆動手段と、前記移送レールの往動時には前記ペッグトレイの係止凹部と係止して前記ペッグトレイの移動を阻止する係止位置に、また復動時には前記ペッグトレイの通過を許容する退避位置にそれぞれ変位可能となるように前記移送レールに配置された係止部材と、前記移送レールに配置され、該移送レールの前記ペッグトレイ通路に沿った往復移動を案内する案内部材と、前記ペッグトレイ通路の下方に配置され、前記案内部材を前記ペッグトレイ通路に沿って摺接可能に支持する支持手段と、を備え、前記案内部材を、前記係止部材に対応する箇所に配置したことを要旨とする。
【0007】
これによれば、案内部材は、ペッグトレイと係止部材の近くに配置されることになる。このため、ペッグトレイと係止部材との係止位置において移送レールが蛇行状に撓むことがなく、ペッグトレイに対する係止部材の係止位置を良好に維持することができる。したがって、移送レールの撓みによるペッグトレイと係止部材の係止位置の位置ずれを防止することができる。そして、移送レールが蛇行状に撓んだ場合であっても、係止部材によるペッグトレイの押し出し力を、ペッグトレイの移送方向に沿って加えることが可能となる。なお、本発明において、「係止部材に対応する箇所」とは、少なくともその一部が、移送レールの長手方向において係止部材の配設長さと重複する箇所をいう。
【0008】
請求項2に記載の発明は、請求項1に記載の精紡機におけるボビン搬送装置において、前記係止部材は、前記移送レールに対して回動可能に設けられており、前記案内部材は、前記係止部材の回動軸線上に配置されていることを要旨とする。
【0009】
これによれば、移送レールに対して係止部材と案内部材を同一作業工程にて取り付けることができるので、取り付けに係る作業効率を向上させることができる。
請求項3に記載の発明は、請求項1又は請求項2に記載のボビン搬送装置において、前記案内部材には、前記係止位置及び前記退避位置において前記係止部材の変位移動を規制する規制部が設けられていることを要旨とする。
【0010】
これによれば、移送レールの往復移動時における係止部材の変位移動量を規制することができ、係止部材を係止位置と退避位置との間で確実に変位させることができる。すなわち、ペッグトレイを繰り返し移送するボビン搬送装置において、係止部材の動作位置の復元性を高めることができる。
【0011】
請求項4に記載の発明は、請求項1〜請求項3のうちいずれか一項に記載のボビン搬送装置において、前記係止部材は、前記移送レールを挟んで独立して変位可能に配置される一対の係止爪で構成されていることを要旨とする。
【0012】
これによれば、係止部材を独立して変位可能な一対の係止爪としたので、例えば片側の係止爪に糸や繊維が巻付き、その係止爪が動作しなくなっても、もう一方の係止爪が機能することでペッグトレイを送ることができる。
【0013】
請求項5に記載の発明は、請求項1〜請求項4のうちいずれか一項に記載のボビン搬送装置において、前記トレイガイド部材は、前記ペッグトレイの底面と側面を案内可能な前記ペッグトレイ通路を構成する通路部と、該通路部の鉛直方向に延設されるとともに前記移送レールを挟んで両側に配置される下方延長部とからなり、前記案内部材は、前記移送レールと前記下方延長部との間に配置され、前記移送レールの往復移動時に前記下方延長部の内面に摺接し、前記トレイガイド部材の前記下方延長部が前記支持手段として兼用されていることを要旨とする。
【0014】
これによれば、ペッグトレイ通路を構成する部材と案内部材を支持する支持部材を一体構成とすることができるので、ペッグトレイ通路を構成する部材と支持部材を別々に設ける場合に比して部品点数の削減によるボビン搬送装置の簡素化が実現され、製造コストの増加を抑制することができる。
【発明の効果】
【0015】
本発明によれば、移送レールの撓みによるペッグトレイと係止部材の係止位置の位置ずれを防止することができる。
【発明を実施するための最良の形態】
【0016】
以下、本発明を具体化した一実施形態を図1〜図4にしたがって説明する。
図1に示すように、精紡機の機台1に設けられるとともに、多数のスピンドル2及び中間ペッグ3を上下に並列支持するスピンドルレール4の下方には、ボビン搬送装置Tのトレイレール5がスピンドル列に沿って延設されている。トレイレール5はその第1端部がペッグトレイ供給用コンベア6の近傍まで延設されるとともに、精紡機の機台1の反対側に設けられたボビン搬送装置に第2端部側において方向転換レール(いずれも図示せず)を介して接続されている。
【0017】
トレイレール5は、図2に示すように、一対のトレイガイド部材5a,5bから形成されており、機台1のフレーム(図示しない)に固定されている。図2において右側に配置されるトレイガイド部材5aは、断面コ字状に形成された通路部としての折曲部5a1と、折曲部5a1に一体成形されるとともに該折曲部5a1から鉛直方向に延設した下方延長部としての直線部5a2によって形成されている。また、同様に、図2において左側に配置されるトレイガイド部材5bは、断面逆コ字状に形成された通路部としての折曲部5b1と、折曲部5b1に一体成形されるとともに該折曲部5b1から鉛直方向に延設した下方延長部としての直線部5b2によって形成されている。そして、トレイレール5では、トレイガイド部材5aの折曲部5a1とトレイガイド部材5bの折曲部5b1が対向配置されているとともに、トレイガイド部材5aの直線部5a2とトレイガイド部材5bの直線部5b2が対向配置されている。
【0018】
これにより、トレイレール5には、トレイガイド部材5a,5bの折曲部5a1,5b1の間に、ペッグトレイPを収容し、かつトレイレール5の長手方向に延びるペッグトレイ通路5cが形成される。ペッグトレイ通路5cは、ペッグトレイPの底面と側面を案内可能な周壁(底壁5c1と側壁5c2)を有し、複数個のペッグトレイPが一列状態のペッグトレイ列を形成してトレイレール5の長手方向へ移動するように案内する。そして、トレイレール5には、ペッグトレイ通路5cの上方において、ペッグトレイPの上面に立設されたボビン(空ボビン、満ボビン)を挿着するペッグPaを外部に露出させる案内スリット5dがトレイレール5の長手方向に連続的に形成されている。
【0019】
また、トレイガイド部材5a,5bの直線部5a2,5b2の内面間には支軸8が掛け渡されており、支軸8にはボールベアリング(回転体)9が支持されている。支軸8とボールベアリング9は、トレイレール5の長手方向に所定の間隔をおいて複数組設けられている。また、トレイガイド部材5a,5bの直線部5a2,5b2の内面間には、平板状に形成された長尺状の移送レール10が、ペッグトレイ通路5cを案内されるペッグトレイ列の下方に位置するように配設されている。そして、移送レール10は、その下面がボールベアリング9の外周面に当接する状態で、スピンドル列に沿って往復移動可能かつ上下動不能に支承されている。本実施形態において移送レール10は、1本のみ設けられている。そして、移送レール10は、図1に示すようにその一端において、駆動手段としてのエアシリンダ11のピストンロッド11aに連結部材12を介して連結されるとともに、エアシリンダ11の作動によりスピンドル列に沿ってスピンドルピッチより若干大きなストロークで一体的に往復移動されるようになっている。
【0020】
移送レール10の両側には、図3(a),(b)に示すように、案内部材としての一対のレールガイド13,14と係止部材としての一対の係止爪15,16が配設されている。本実施形態において移送レール10には、一対のレールガイド13,14と一対の係止爪15,16を一組とし、これらの組が移送レール10の延設方向に所定の間隔をおいて複数組配設されている。そして、移送レール10には、該移送レール10を挟んで一対の係止爪15,16が対向配置されているとともに、各係止爪15,16の外側に一対のレールガイド13,14が対向配置されている。すなわち、移送レール10の一方の片側には1つのレールガイド13と1つの係止爪15が配設されているとともに、移送レール10の他方の片側には1つのレールガイド14と1つの係止爪16が配設されている。
【0021】
レールガイド13,14は、移送レール10と各トレイガイド部材5a,5bの直線部5a2,5b2の内面間に配設されており、移送レール10のペッグトレイ通路5cに沿った往復移動を案内するとともに、往復移動時に直線部5a2,5b2の内面に摺接する。そして、各トレイガイド部材5a,5bの直線部5a2,5b2は、レールガイド13,14をペッグトレイ通路5cに沿って摺接可能に支持する支持手段として機能する。また、係止爪15,16は、移送レール10の往動時にはペッグトレイPの底部に形成された係止凹部Pbと係合してその移動を阻止する係止位置(図4(a)に示す)に保持されるとともに、復動時にはペッグトレイPの通過を許容する退避位置(図4(b)に示す)に変位可能に配設されている。なお、本実施形態において係止爪15,16は、移送レール10を挟んでそれぞれが独立して変位可能に設けられている。
【0022】
レールガイド13,14は、同一形状に成形された同一部品とされており、樹脂にてブロック状に形成されているとともに上側は山形に成形されている。また、レールガイド13,14は、移送レール10の高さ方向に突出しない高さで形成されている。そして、レールガイド13,14の中央には、移送レール10を挟んでレールガイド13,14を移送レール10に固定する締結具となるボルトBを挿通するボルト孔13a,14aがそれぞれに形成されている。また、レールガイド13,14においてボルト孔13a,14aと対応する位置には、係止爪15,16をボルト孔13a,14aの中心を通る軸線回りに回動可能に支持する支持凸部13b,14bがそれぞれに形成されており、ボルト孔13a,14aはそれぞれに対応する支持凸部13b,14bを貫通するように形成されている。また、レールガイド13の左右両側には支持凸部13bを挟むようにして一対のボス13c,13dが同一方向に突出形成されているとともに、レールガイド14の左右両側には支持凸部14bを挟むようにして一対のボス14c,14dが同一方向に突出形成されている。
【0023】
係止爪15,16は、同一形状に成形された同一部品とされており、金属にて成形されているとともに移送レール10の高さ内に収まる大きさで成形されている。すなわち、係止爪15,16は、係止位置(図4(a)に示す)及び退避位置(図4(b)に示す)の何れの位置に変位した場合であっても、移送レール10の下面側からはみ出さないように小型化されている。
【0024】
係止爪15,16には、レールガイド13,14の支持凸部13b,14bを遊嵌する嵌合孔15a,16aを有する嵌合部15b,16bがそれぞれに形成されており、この嵌合部15b,16bを支持凸部13b,14bに遊嵌することによりレールガイド13,14に対して回動可能(変位可能)に支持される。また、係止爪15,16は第1端部15c,16cの反対側に尖鋭状の第2端部15d,16dをそれぞれ有し、その第2端部15d,16d側が第1端部15c,16c側よりも拡幅して形成されている。これにより、係止爪15,16は、レールガイド13,14の支持凸部13b,14bに支持された状態で、自重により係止位置側、すなわち第1端部15c,16cが移送レール10の上面より突出する方向へ付勢されている。
【0025】
また、係止爪15,16には、嵌合部15b,16bと第2端部15d,16dとの間に切欠部15e,16eがそれぞれに形成されている。そして、係止爪15は、係止位置において切欠部15eに対してレールガイド13のボス13dが当接することにより回動が規制され、係止位置の状態で保持されるようになっている。同様に、係止爪16は、係止位置において切欠部16eに対してレールガイド14のボス14cが当接することにより回動が規制され、係止位置の状態で保持されるようになっている。係止爪15,16は、係止位置の状態で保持されると、第1端部15c,16cが移送レール10の上面よりも突出する。一方、係止爪15は、退避位置において第1端部15c側の下面がレールガイド13のボス13cに当接することにより回動が規制され、その上面が移送レール10の上面に沿うように、すなわち係止爪15の上面がほぼ水平となる状態で保持されるようになっている(図4(b)参照)。同様に、係止爪16は、退避位置において第1端部16c側の下面がレールガイド14のボス13dに当接することにより回動が規制され、その上面が移送レール10の上面に沿うように、すなわち係止爪16の上面がほぼ水平となる状態で保持されるようになっている。本実施形態においてレールガイド13,14のボス13c,13d,14c,14dは、係止爪15,16の変位量(回動量)を規制する規制部として機能する。
【0026】
移送レール10においてレールガイド13,14の配設部位には、レールガイド13,14の各ボルト孔13a,14aと対応する位置にボルトBを挿通するボルト孔10bが形成されている。また、移送レール10においてボルト孔10bの両側には、レールガイド13のボス13c及びレールガイド14のボス14dを挿入するボス孔10cと、レールガイド13のボス13d及びレールガイド14のボス14cを挿入するボス孔10dが、形成されている。
【0027】
このため、係止爪15を支持凸部13bで支持したレールガイド13は、一方のボス13cを移送レール10の一方のボス孔10cに挿入するとともに、他方のボス13dを移送レール10の他方のボス孔10dに挿入することにより、移送レール10の片側に位置決めされる。また、係止爪16を支持凸部14bで支持したレールガイド14は、一方のボス14dを移送レール10の一方のボス孔10cに挿入するとともに、他方のボス14cを移送レール10の他方のボス孔10dに挿入することにより、レールガイド13とは反対側の移送レール10の片側に位置決めされる。そして、レールガイド13,14は、ボルトBを各ボルト孔10b,13a,14aに挿通し、そのボルトBとナットNを締結することによって移送レール10にそれぞれ固定される。
【0028】
移送レール10に固定したレールガイド13,14及び係止爪15,16は、移送レール10の往復移動に合わせて移動する。そして、移送レール10は、レールガイド13,14がトレイガイド部材5a,5bの直線部5a2,5b2に摺接されることにより、ペッグトレイ通路5cに沿った往復移動が案内される。また、係止爪15,16は、固定用のボルトBの軸線を回動中心として回動し、係止爪15,16の回動中心上(回動軸線上)にレールガイド13,14が配設されている。これにより、レールガイド13,14は、係止爪15,16がペッグトレイPの係止凹部Pbに係止する係止位置に対応する位置、すなわち係止爪15,16の係止位置の近傍に配置されることになる。
【0029】
なお、精紡機にはパワーシリンダ18により往復移動される駆動ロッド19の作用により、パンタグラフ機構20を介して上下動されるボビンキャッチャ21を備えた公知の全錘一斉式の管替装置22が配設されている。
【0030】
次に、前記のように構成されたボビン搬送装置Tの作用を説明する。
精紡機の機台1が満管停止すると、管替装置22によりペッグトレイP上の空ボビンEとスピンドル2上の満ボビンFとが中間ペッグ3を介して交換される管替作業が行われる。管替作業の完了により満ボビンFの搬出及び空ボビンEの供給が可能な状態となる。そして、ワインダから満ボビン供給信号が発せられると、精紡機の機台1からの満ボビンFの搬出及び機台1への空ボビンEの搬入が開始される。
【0031】
移送レール10が基準位置に配置された状態では、図4(a)に示すように、係止爪15,16の先端(第1端部15c,16c)がペッグトレイPの係止凹部Pb内に侵入するとともに、係止凹部Pbの壁面に係止している。この状態からエアシリンダ11が没入作動されて移送レール10が往動、すなわち図4(a)に示す矢示A方向へ移動すると、移送レール10の往動に合わせて係止爪15,16の先端がペッグトレイPを移送方向(矢示A方向)へ押し、ペッグトレイPを移送する。このとき、本実施形態のボビン搬送装置Tでは、移送レール10がレールガイド13,14によって案内されていることから、係止凹部Pbに対応する係止爪15,16の係止位置が一定に保たれた状態となり、移送レール10の往動時において係止爪15,16が係止凹部Pbを押し出す力が常時一定の箇所(ペッグトレイPの中央部分)に付与される。すなわち、押し出し力は、ペッグトレイPの移送方向に沿って付与される。
【0032】
その後、エアシリンダ11が突出作動されて移送レール10が基準位置まで復動、すなわち図4(b)に示す矢示B方向へ移動すると、移送レール10の復動に合わせて係止爪15,16の先端が係止凹部Pbの壁面から離脱する。そして、移送レール10の復動がさらに進むと、図4(b)に示すように、係止爪15,16の先端がペッグトレイPの下方にもぐり込むように、図4(b)において反時計回り方向へ回動する。このとき、係止爪15,16の回動量は、各係止爪15,16の先端側が各レールガイド13,14のボス13c,14dに当接することによって規制される。また、係止爪15,16が反時計回り方向へ回動した際には、各係止爪15,16の切欠部15e,16eと各レールガイド13,14のボス13d,14cとの係合状態が解除される。
【0033】
その後、係止爪15,16は、移送レール10の復動が進むことにより、図4(c)に示すように、先に係止していたペッグトレイPの後続のペッグトレイP(図4(c)において符号「P1」を付す)の係止凹部Pbの壁面に係止する。このとき、係止爪15,16は、ペッグトレイPの係止凹部Pb内に侵入するように自重で図4(c)において時計回り方向へ回動する。そして、時計回り方向へ回動した係止爪15,16の回動量は、各係止爪15,16の切欠部15e,16eに各レールガイド13,14のボス13d,14cが係合することによって規制される。
【0034】
したがって、本実施形態によれば、以下に示す効果を得ることができる。
(1)レールガイド13,14を、係止爪15,16に対応する箇所、すなわち、少なくともその一部が、移送レール10の長手方向において係止爪15,16の配設長さ(第1端部15c,16cから第2端部15d,16dまでの長さ)と重複する箇所に配置した。これによれば、レールガイド13,14は、ペッグトレイPと係止爪15,16の係止位置の近くに配置されることになる。このため、ペッグトレイPと係止爪15,16の係止位置において移送レール10が蛇行状に撓むことがなく、ペッグトレイPに対する係止爪15,16の係止位置を良好に維持することができる。すなわち、ペッグトレイPの中央部分を係止爪15,16で押すことができる。したがって、移送レール10の撓みによるペッグトレイPと係止爪15,16の係止位置の位置ずれを防止することができる。
【0035】
(2)レールガイド13,14を係止爪15,16から離間させて配置した場合には、ペッグトレイPと係止爪15,16の係止位置において移送レール10が蛇行状に撓み、係止爪15,16の係止位置がペッグトレイPの中央部分から外れることになる。このような場合には、係止爪による押し出し力がペッグトレイPの移送方向に沿って加えられず、偏った方向からペッグトレイPに押し出し力が付与されることになる。その結果、ペッグトレイPがペッグトレイ通路5cの片側の側壁5c2に接触した状態で送られる状態などが生じ、トレイレール5やペッグトレイPの摩耗などの要因となる。したがって、本実施形態では、レールガイド13,14を係止爪15,16の係止位置の近くに配置し、ペッグトレイPに対する係止爪15,16の係止位置を良好に維持し、押し出し力をペッグトレイPの移送方向に沿って加えることで、トレイレール5やペッグトレイPの摩耗などが生じ得ない。また、ペッグトレイPの移送に係る負荷の増大を招くこともない。
【0036】
(3)レールガイド13,14を係止爪15,16の回動軸線上に配置した。これによれば、移送レール10に対して係止爪15,16とレールガイド13,14を同一作業工程にて取り付けることができるので、取り付けに係る作業効率を向上させることができる。すなわち、ボルトBにより、レールガイド13,14と係止爪15,16を移送レール10に対して取り付けることができる。
【0037】
(4)レールガイド13,14には、係止位置及び退避位置における係止爪15,16の変位量(回動量)を規制するボス13c,13d,14c,14dを設けた。これによれば、移送レール10の往復移動時における係止爪15,16の変位量(回動量)を規制することができ、係止爪15,16を係止位置と退避位置との間で確実に変位させることができる。すなわち、ペッグトレイPを繰り返し移送するボビン搬送装置Tにおいて、係止爪15,16の動作位置の復元性を高めることができる。
【0038】
(5)移送レール10には、独立して変位可能な一対の係止爪15,16を設けた。これによれば、例えば片側の係止爪に糸や繊維が巻付き、その係止爪が動作しなくなっても、もう一方の係止爪が機能することでペッグトレイPを送ることができる。すなわち、係止爪に糸や繊維が巻付いた場合でも、直ぐにボビン搬送装置Tの動作を停止させる必要がなく、動作を停止させる時間(頻度)を少なくすることができる。
【0039】
(6)トレイガイド部材5a,5bに直線部5a2,5b2を形成し、その直線部5a2,5b2でレールガイド13,14を支持するようにした。このため、レールガイド13,14を支持する部材をトレイレール5とは別に設ける必要がなく、トレイレール5とレールガイド13,14を支持する部材を別々に設ける場合に比して部品点数の削減によるボビン搬送装置Tの簡素化が実現され、製造コストの増加を抑制することができる。
【0040】
なお、上記実施形態は以下のように変更してもよい。
○ 実施形態において、レールガイド13,14及び係止爪15,16の構成を図5(a),(b)に示すように変更しても良い。図5(a),(b)に示すレールガイド13,14では、実施形態で説明したボス13d,14cに代えて金属製のピンKを挿着している。ピンKは、レールガイド13,14にそれぞれ形成した挿着孔23a,23bに挿着されている。そして、係止爪15,16には、実施形態で説明した切欠部15e,16eに代えてピンKを挿通させる長孔24a,24bが形成されている。これによりレールガイド13,14は、挿着孔23a,23b、長孔24a,24b及びボス孔10dにピンKを挿通させて移送レール10に位置決めするとともにボルトBによって実施形態と同様に固定する。この構成によれば、係止爪15,16の回動量は、金属製の係止爪15,16に形成した長孔24a,24bと金属製のピンKとの当接によって規制されることになる。
【0041】
○ 実施形態では、移送レール10に対して係止爪15,16を独立して変位可能に設けているが、ペッグトレイPの係止凹部Pbに対して係脱可能な先端(実施形態では第1端部15c,16c)を2つ有するように一体成形した係止爪を移送レール10に設けても良い。この場合、一体成形した係止爪は、移送レール10の往復移動に合わせて連動して動く。
【0042】
○ 実施形態では、レールガイド13,14と係止爪15,16をボルトBによって同一位置に装着しているが、レールガイド13,14と係止爪15,16を分離させて移送レール10に装着しても良い。すなわち、レールガイド13,14は、係止爪15,16に対応する箇所に配置されていれば良く、例えば係止爪15,16の先端(第1端部15c,16c)の直下に配置しても良い。
【0043】
○ 実施形態において、回動可能に設けられた係止爪15,16を、ばねにより係止位置側へ付勢しても良い。
○ 実施形態では、レールガイド13,14を分離した構成としているが、レールガイド13,14を一体成形して単一の部品としても良い。
【図面の簡単な説明】
【0044】
【図1】精紡機の機台及びボビン搬送装置を示す一部省略正面図。
【図2】移送レール及び係止爪の支持状態を示す断面図。
【図3】(a)は移送レールに配設したレールガイド及び係止爪を示す平面図、(b)はその側面図。
【図4】(a)〜(c)は係止爪の作用を説明する模式側面図。
【図5】(a)は、別例における移送レールに配設したレールガイド及び係止爪を示す平面図、(b)はその側面図。
【符号の説明】
【0045】
5…トレイレール、5a,5b…トレイガイド部材、5a2,5b2…直線部、5c…ペッグトレイ通路、10…移送レール、11…エアシリンダ、13,14…レールガイド、13c,13d,14c,14d…ボス、15,16…係止爪、E…空ボビン、F…満ボビン、P…ペッグトレイ、Pa…ペッグ、Pb…係止凹部、T…ボビン搬送装置。
【特許請求の範囲】
【請求項1】
上面にボビンを挿着するペッグを備えるとともに下面に係止凹部を備えたペッグトレイの一列状態での移動を案内するペッグトレイ通路を構成するトレイガイド部材と、
ペッグトレイ列の下方において前記ペッグトレイ通路に沿って往復移動可能、かつ上下動不能に配設された移送レールと、
前記移送レールを往復移動させる駆動手段と、
前記移送レールの往動時には前記ペッグトレイの係止凹部と係止して前記ペッグトレイの移動を阻止する係止位置に、また復動時には前記ペッグトレイの通過を許容する退避位置にそれぞれ変位可能となるように前記移送レールに配置された係止部材と、
前記移送レールに配置され、該移送レールの前記ペッグトレイ通路に沿った往復移動を案内する案内部材と、
前記ペッグトレイ通路の下方に配置され、前記案内部材を前記ペッグトレイ通路に沿って摺接可能に支持する支持手段と、を備え、
前記案内部材を、前記係止部材に対応する箇所に配置したことを特徴とする精紡機におけるボビン搬送装置。
【請求項2】
前記係止部材は、前記移送レールに対して回動可能に設けられており、
前記案内部材は、前記係止部材の回動軸線上に配置されていることを特徴とする請求項1に記載の精紡機におけるボビン搬送装置。
【請求項3】
前記案内部材には、前記係止位置及び前記退避位置において前記係止部材の変位移動を規制する規制部が設けられていることを特徴とする請求項1又は請求項2に記載のボビン搬送装置。
【請求項4】
前記係止部材は、前記移送レールを挟んで独立して変位可能に配置される一対の係止爪で構成されていることを特徴とする請求項1〜請求項3のうちいずれか一項に記載のボビン搬送装置。
【請求項5】
前記トレイガイド部材は、前記ペッグトレイの底面と側面を案内可能な前記ペッグトレイ通路を構成する通路部と、該通路部の鉛直方向に延設されるとともに前記移送レールを挟んで両側に配置される下方延長部とからなり、
前記案内部材は、前記移送レールと前記下方延長部との間に配置され、前記移送レールの往復移動時に前記下方延長部の内面に摺接し、
前記トレイガイド部材の前記下方延長部が前記支持手段として兼用されていることを特徴とする請求項1〜請求項4のうちいずれか一項に記載のボビン搬送装置。
【請求項1】
上面にボビンを挿着するペッグを備えるとともに下面に係止凹部を備えたペッグトレイの一列状態での移動を案内するペッグトレイ通路を構成するトレイガイド部材と、
ペッグトレイ列の下方において前記ペッグトレイ通路に沿って往復移動可能、かつ上下動不能に配設された移送レールと、
前記移送レールを往復移動させる駆動手段と、
前記移送レールの往動時には前記ペッグトレイの係止凹部と係止して前記ペッグトレイの移動を阻止する係止位置に、また復動時には前記ペッグトレイの通過を許容する退避位置にそれぞれ変位可能となるように前記移送レールに配置された係止部材と、
前記移送レールに配置され、該移送レールの前記ペッグトレイ通路に沿った往復移動を案内する案内部材と、
前記ペッグトレイ通路の下方に配置され、前記案内部材を前記ペッグトレイ通路に沿って摺接可能に支持する支持手段と、を備え、
前記案内部材を、前記係止部材に対応する箇所に配置したことを特徴とする精紡機におけるボビン搬送装置。
【請求項2】
前記係止部材は、前記移送レールに対して回動可能に設けられており、
前記案内部材は、前記係止部材の回動軸線上に配置されていることを特徴とする請求項1に記載の精紡機におけるボビン搬送装置。
【請求項3】
前記案内部材には、前記係止位置及び前記退避位置において前記係止部材の変位移動を規制する規制部が設けられていることを特徴とする請求項1又は請求項2に記載のボビン搬送装置。
【請求項4】
前記係止部材は、前記移送レールを挟んで独立して変位可能に配置される一対の係止爪で構成されていることを特徴とする請求項1〜請求項3のうちいずれか一項に記載のボビン搬送装置。
【請求項5】
前記トレイガイド部材は、前記ペッグトレイの底面と側面を案内可能な前記ペッグトレイ通路を構成する通路部と、該通路部の鉛直方向に延設されるとともに前記移送レールを挟んで両側に配置される下方延長部とからなり、
前記案内部材は、前記移送レールと前記下方延長部との間に配置され、前記移送レールの往復移動時に前記下方延長部の内面に摺接し、
前記トレイガイド部材の前記下方延長部が前記支持手段として兼用されていることを特徴とする請求項1〜請求項4のうちいずれか一項に記載のボビン搬送装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2008−308779(P2008−308779A)
【公開日】平成20年12月25日(2008.12.25)
【国際特許分類】
【出願番号】特願2007−156417(P2007−156417)
【出願日】平成19年6月13日(2007.6.13)
【出願人】(000003218)株式会社豊田自動織機 (4,162)
【Fターム(参考)】
【公開日】平成20年12月25日(2008.12.25)
【国際特許分類】
【出願日】平成19年6月13日(2007.6.13)
【出願人】(000003218)株式会社豊田自動織機 (4,162)
【Fターム(参考)】
[ Back to top ]