
精紡機に設けられたパッケージ交換装置
【課題】パッケージ交換の間の精紡機の休止時間を減少させることができ、これによって、精紡機の生産性を高めることができるようにする。
【解決手段】グリッパユニット15が、空の糸巻管7を収容するための第1のグリッパ13aと、満管の糸パッケージ17を収容するための第2のグリッパ13bとを有しているようにした。
【解決手段】グリッパユニット15が、空の糸巻管7を収容するための第1のグリッパ13aと、満管の糸パッケージ17を収容するための第2のグリッパ13bとを有しているようにした。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、精紡機または撚糸機に設けられた、糸パッケージを空の糸巻管に交換するためのパッケージ交換装置であって、当該パッケージ交換装置が、糸パッケージを保持するためのグリッパを備えた、パッケージ交換保持手段に取り付けられたグリッパユニットを有しており、精紡機もしくは撚糸機が、それぞれ1つのスピンドルを備えた多数の精紡箇所または撚糸箇所を有しており、スピンドルに、スピンドル軸線を中心として運動可能なまたは回転可能な糸ガイド機構が対応配置されており、スピンドルが、スピンドル取付け手段を介してスピンドルレールに取り付けられている形式のものに関する。その上、精紡機もしくは精紡撚糸機は、渦流発生機構(スピンドル軸線を中心として運動可能なもしくは回転可能な糸ガイド機構)に前置されたドラフト機構を有している。
【0002】
さらに、本発明は、多数の精紡箇所または撚糸箇所を備えた精紡機または撚糸機であって、それぞれ1つのスピンドルが設けられており、該スピンドルに、スピンドル軸線を中心として運動可能なまたは回転可能な糸ガイド機構が対応配置されており、スピンドルが、スピンドル取付け手段を介してスピンドルレールに取り付けられており、さらに、前述した形式のパッケージ交換装置が設けられている形式のものに関する。
【0003】
さらに、本発明は、前述した形式のパッケージ交換装置によって、前述した形式の精紡機、特にファンネル精紡機またはリング精紡機または撚糸機で満管の糸パッケージを空の糸巻管に自動化して交換するための方法であって、パッケージ交換装置が、パッケージ交換保持手段に取り付けられた、糸パッケージを保持するためのグリッパを備えたグリッパユニットを有しており、精紡機が、多数の精紡箇所を有しており、該精紡箇所が、有利には個別駆動装置を備えた、有利には鉛直方向に移動可能なそれぞれ1つのスピンドルを備えており、該スピンドルに、スピンドル軸線を中心として運動可能な、有利にはファンネルの形の糸ガイド機構が対応配置されており、スピンドルが、スピンドル取付け手段を介してスピンドルレールに取り付けられている形式のものに関する。
【背景技術】
【0004】
精紡機、たとえばリング精紡機にパッケージ交換装置(当業分野ではドッファとも呼ばれる)を設けることが知られている。このパッケージ交換装置は、精紡機の精紡箇所で満管の糸パッケージを空の巻管に自動化して交換するために働く。一般的に、パッケージ交換は全ての精紡箇所で同時に行われる。
【0005】
このようなパッケージ交換装置の種々様々なシステムが知られている。これらのシステムについて、ここでは詳しく説明しない。知られているパッケージ交換装置の1つは、パッケージホルダ(グリッパとも呼ばれる)を備えた、いわゆる「ドッファビーム」を有している。パッケージホルダによって、満管のパッケージが精紡箇所から取り出されるかもしくは空の巻管が精紡箇所にガイドされる。ドッファビームは、いわゆる「シザーズリンク機構」を介して、たとえばドイツ連邦共和国特許出願公開第19612709号明細書またはドイツ連邦共和国特許出願公開第3935901号明細書に記載されたように、鉛直方向に運動することができ、付加的な旋回装置を介して精紡箇所に向かって旋回することができるかもしくは精紡箇所から離れる方向に旋回することができる。これについては、上述した両明細書を参照されたい。これをもって、旋回機構を含むこのようなシザーズリンク機構の機能形式および駆動に関する内容が本特許出願の開示内容に属するものとする。
【0006】
パッケージ交換装置には、通常、(パッケージ)搬送装置が対応配置されている。この搬送装置は、一般的に、精紡箇所もしくは撚糸箇所の下方に配置されている。前述した搬送装置は、糸パッケージを精紡箇所もしくは撚糸箇所から離れる方向にガイドしかつ集積装置または後処理する機械、たとえば巻取り機に供給する役割を有している。さらに、搬送装置は空の糸巻管を巻管供給装置から精紡箇所もしくは撚糸箇所に供給するようになっている。搬送装置は、たとえば、機械長手方向に延びる搬送手段、たとえば搬送ベルト、ロープまたはチェーンを有している。この搬送手段には、巻管パッケージもしくは糸パッケージを収容する保持手段が直接的にまたは間接的に機械の長手方向にガイド可能に、すなわち、運動可能に保持されている。
【0007】
知られているパッケージ交換装置には、このパッケージ交換装置が、いわゆる「中間格納部」を有していることが共通している。この中間格納部には、満管のパッケージおよび/または空の巻管が一時的に格納される。このことは、パッケージ交換装置が、一般的に、精紡箇所ごとにただ1つのグリッパしか有していない理由に由来する。このグリッパは満管のパッケージを精紡箇所から離れる方向に搬送しなければならないだけでなく、空の巻管を精紡箇所にもたらさなければならない。
【0008】
したがって、たとえば、中間格納部が(パッケージ)搬送装置の近傍で精紡箇所の下方に配置されたパッケージ交換装置が知られている。この構成によれば、パッケージが、ドッファビームに設けられたグリッパによって精紡箇所から取り出され、搬送装置にガイドされ、そこのパッケージ支持体に搭載される。中間格納部から、空の巻管が受け取られ、精紡箇所に上昇させられる。この過程は、完全な2回の往復ストロークを有している。このことは、相応に時間を要する。しかし、この時間損失は、リング精紡機の場合には、いままでそれほど重要ではなく、経済的な視点から、一般的に、パッケージ交換装置の簡単なかつ保守しやすい駆動機構によって補償された。
【0009】
これに対して、ファンネル精紡機は、リング精紡機に比べて手間のかかる構造および制御を有している。しかし、精紡箇所ごとの多額コストは、著しく高い生産性、すなわち、精紡箇所ごとの高い精紡速度によって過剰補償される。しかし、ファンネル精紡機の生産性は、パッケージ交換過程の間の休止によって、感じることができるほど低下させられる。リング精紡機ではまだ慣用であるような、パッケージ交換の間の2回の往復ストロークは、ファンネル精紡機の場合、高い生産性損失に繋がる。これによって、ファンネル精紡法がリング精紡法に比べて経済的に魅力を失う。
【0010】
さらに、高生産的なリング精紡機の場合、ドッフィング時の時間ファクタがますます重要にもなり、これによって、リング精紡機の場合でも、ドッフィング速度が将来的に極めて重要になり得ることに注意しなければならない。さらに、コップカプセルを備えたリング精紡機の場合、慣用のコップ交換装置もしくはパッケージ交換装置に対するスペース状況が、特に中間格納部によってますます臨界的になることに注意することが重要となる。
【特許文献1】ドイツ連邦共和国特許出願公開第19612709号明細書
【特許文献2】ドイツ連邦共和国特許出願公開第3935901号明細書
【特許文献3】欧州特許第0462467号明細書
【特許文献4】ドイツ連邦共和国特許第19755972号明細書
【特許文献5】ドイツ連邦共和国特許出願公開第19755972号明細書
【特許文献6】ドイツ連邦共和国特許出願公開第10333413号明細書
【発明の開示】
【発明が解決しようとする課題】
【0011】
したがって、本発明の目的は、精紡機、特にファンネル精紡機またはリング精紡機に用いられるパッケージ交換装置を改良して、パッケージ交換の間の精紡機の休止時間を減少させることができ、これによって、精紡機の生産性を高めることができるようにすることである。パッケージ交換装置を簡単で廉価なかつ保守しやすい機構によって特徴付けることも望ましい。
【0012】
さらに、本発明の課題は、本発明によるパッケージ交換装置の使用下での精紡機、特にファンネル精紡機またはリング精紡機におけるパッケージ交換法を提案することである。
【課題を解決するための手段】
【0013】
この課題を解決するために本発明のパッケージ交換装置では、グリッパユニットが、空の糸巻管を収容するための第1のグリッパと、満管の糸パッケージを収容するための第2のグリッパとを有しているようにした。
【0014】
本発明のパッケージ交換装置の有利な構成によれば、グリッパユニットが、2つのグリッパを備えたアッセンブリであり、該アッセンブリが、パッケージ交換保持手段に取り付けられており、各精紡箇所または各撚糸箇所に1つのグリッパユニットが対応配置されている。
【0015】
本発明のパッケージ交換装置の有利な構成によれば、1つのグリッパユニットのグリッパが、パッケージ交換保持手段に対して少なくとも1つの第1の回動軸を中心として回動可能にもしくは旋回可能に取り付けられており、これによって、グリッパが、駆動装置によって第1の回動軸を中心として旋回円に沿ってスピンドル軸線に向かって回動可能であるかもしくは旋回可能である。
【0016】
本発明のパッケージ交換装置の有利な構成によれば、グリッパユニットの第1および第2のグリッパが、同一の第1の回動軸を中心として回動可能にもしくは旋回可能に取り付けられている。
【0017】
本発明のパッケージ交換装置の有利な構成によれば、第1の回動軸が、グリッパ中心軸線の間の結合線に対して垂直に位置する直線に交差している。
【0018】
本発明のパッケージ交換装置の有利な構成によれば、第1および第2のグリッパが、グリッパベースボディに結合されていて、該グリッパベースボディの外部に位置する第1の回動軸を中心としてスピンドル軸線に向かって旋回可能であり、両グリッパが、別の駆動装置によって、グリッパベースボディの内部に位置する第2の回動軸を中心として互いに回動可能である。
【0019】
本発明のパッケージ交換装置の有利な構成によれば、第2の回動軸が、グリッパ中心軸線の間の結合線に、特に真ん中で交差している。
【0020】
本発明のパッケージ交換装置の有利な構成によれば、第1の回動軸が、グリッパ中心軸線の間の結合線に対して垂直に位置する直線に位置しており、第2の回動軸が、グリッパ中心軸線の間の結合線に位置しており、これにより、第1の回動軸を中心としたグリッパベースボディの回動によって、該グリッパベースボディが、第1のグリッパと共にスピンドル軸線に向かって旋回可能であり、その位置の交換により、第1のグリッパが、第2の回動軸を中心としたグリッパベースボディの回動によって、スピンドル軸線から離れる方向に回動可能であり、第2のグリッパが、スピンドル軸線に近づく方向に回動可能である。
【0021】
本発明のパッケージ交換装置の有利な構成によれば、グリッパが、グリッパアームを介してパッケージ交換保持手段に結合されており、グリッパが、ガイド装置と、該ガイド装置と協働する駆動装置とを介して、互いに隣り合った複数の精紡箇所のスピンドル軸線を通りかつ該スピンドル軸線に対して垂直に延びる結合線(スピンドル線)に沿って、グリッパの収容開口でスピンドル軸線に向かって移動可能であるかまたはスピンドル軸線から離れる方向に移動可能である。
【0022】
本発明のパッケージ交換装置の有利な構成によれば、グリッパが、ガイド装置によってスピンドル線に沿って線形に移動可能である。
【0023】
本発明のパッケージ交換装置の有利な構成によれば、パッケージ交換保持手段が、精紡機の精紡箇所に沿って延びており、多数のグリッパユニットが、パッケージ交換保持手段に取り付けられており、各グリッパユニットが、1つの精紡箇所に対応配置されている。
【0024】
本発明のパッケージ交換装置の有利な構成によれば、グリッパが、把持ジョーまたは把持アームを備えたトングユニットを有しており、該トングユニットによって、糸巻管および/または糸パッケージがクランプ把持可能である。
【0025】
本発明のパッケージ交換装置の有利な構成によれば、グリッパが、ハイドロリック的にまたはニューマチック的に膨張可能な加圧体を備えた把持ユニットを有しており、該把持ユニットによって、糸巻管または糸パッケージがクランプ把持可能である。
【0026】
さらに、前述した課題を解決するために本発明の精紡機または撚糸機では、パッケージ交換保持手段が、スピンドルに対して相対的に鉛直方向に移動可能に配置されており、有利には、スピンドルを収容するスピンドルレールおよび/またはパッケージ交換保持手段が、鉛直方向に移動可能に配置されているようにした。
【0027】
本発明の精紡機または撚糸機の有利な構成によれば、糸ガイド機構が、キャップ、ファンネルまたは精紡リングにガイドされたトラベラである。
【0028】
本発明の精紡機の有利な構成によれば、精紡機の精紡箇所が、それぞれ1つのパッケージカプセルを有している。
【0029】
本発明の精紡機または撚糸機の有利な構成によれば、スピンドルが、スピンドル保持手段を介してスピンドルレールに取り付けられており、パッケージカプセルが、パッケージ交換の目的でパッケージを露出させるために、入れ子式にスピンドル保持手段にわたってガイド可能であるように、該スピンドル保持手段が形成されている。
【0030】
本発明の精紡機または撚糸機の有利な構成によれば、スピンドル保持手段が、鉛直な長手方向延在長さを有しており、該長手方向延在長さが、パッケージカプセルの鉛直方向の長さにほぼ相当しているかまたはパッケージカプセルの鉛直方向の長さよりも大きく寸法設定されている。
【0031】
本発明の精紡機または撚糸機の有利な構成によれば、糸ガイド機構が、ファンネルであり、精紡箇所が、ファンネル出口と糸パッケージとの間に延びる自由な糸区分を保持するための糸区分ホルダを有している。
【0032】
本発明の精紡機または撚糸機の有利な構成によれば、糸ホルダが、保持された自由な糸区分と共に、有利には円形にスピンドルを中心として運動可能であり、これによって、スピンドルに空の糸巻管を被せた後、自由な糸区分が、少なくとも部分円周的に、空の糸巻管に巻き付けられるようになっているかまたは下側の端部で巻管に対応配置された巻取り区分またはクランプ区分に巻き付けられるようになっている。
【0033】
本発明の精紡機または撚糸機の有利な構成によれば、糸ホルダが、テンション装置を有しており、該テンション装置によって、自由な糸区分が、スピンドル軸線に対して半径方向の張力を加えて保持されるようになっている。
【0034】
本発明の精紡機または撚糸機の有利な構成によれば、糸ホルダが、把持装置を有しており、該把持装置によって、自由な糸区分が捕捉され、クランプ保持されるようになっている。
【0035】
本発明の精紡機または撚糸機の有利な構成によれば、糸ホルダが、ファンネルレール、ファンネルカプセルまたはパッケージ交換装置、特にパッケージ交換保持手段またはグリッパユニットに取り付けられている。
【0036】
本発明の精紡機または撚糸機の有利な構成によれば、精紡箇所が、スピンドル軸部の下側の端部、すなわち、被せられた巻管の下方に配置された、パッケージ交換時に自由な糸区分で少なくとも部分円周的に巻き取るためのアンダワインディング区分を備えたアンダワインディング装置を有している。
【0037】
本発明の精紡機または撚糸機の有利な構成によれば、精紡箇所が、スピンドル軸部の下側の端部、すなわち、被せられた巻管の下方に配置された、パッケージ交換時に自由な糸区分をクランプ固定するためのクランプ装置を有している。
【0038】
さらに、前述した課題を解決するために本発明の方法では、当該方法が、以下の方法ステップ:すなわち、
a)パッケージ交換装置のグリッパユニットを糸パッケージに向かって上昇させ、この場合、グリッパユニットが、第1および第2のグリッパを有しており、該第2のグリッパに、パッケージ交換装置の上昇時に、空の巻管が装着されており;
b)スピンドル回転を停止し、糸パッケージを露出させ;
c)第1のグリッパをスピンドル軸線の上方に移動、特に接近旋回させ、糸パッケージを第1のグリッパによって把持しかつ固持し;
d)グリッパユニットとスピンドルとの間で鉛直方向に相対移動させ、これによって、該スピンドルを完全に糸パッケージの巻管から走出させ;
e)糸パッケージを保持した第1のグリッパをスピンドル軸線から離れる方向に移動、特に離反旋回させ;
f)空の巻管を保持した第2のグリッパをスピンドル軸線に向かって移動、特に接近旋回させ;
g)有利には、グリッパユニットとスピンドルとの間で鉛直方向に相対移動させ、これによって、スピンドルを空の巻管内に係合し;
h)第2のグリッパを解除し、スピンドル上にまたはスピンドルの上方に配置された空の巻管をリリースし;
i)第2のグリッパをスピンドル軸線から離れる方向に移動、特に離反旋回させ;
j)精紡開始プロセスもしくは精紡プロセスを開始し(スピンドル回転を開始し);
k)パッケージ交換装置のグリッパユニットを下降させ、この場合、第1のグリッパが、取り出された糸パッケージを支持しており;
l)該糸パッケージを第1のグリッパから搬送装置に引き渡す:
を有しているようにした。
【0039】
本発明の方法の有利な実施態様によれば、ファンネル精紡法の場合、ステップ(i)後にかつステップ(j)前にまたはステップ(j)と共にならびにステップ(k)前に、ファンネル出口と糸パッケージとの間の自由な糸区分を、少なくとも部分円周的に、空の巻管に巻き付けるかまたはアンダワインディング装置の、巻管の下方に対応配置されたアンダワインディング区分に当て付け、これにより、自由な糸区分を巻取りによって巻管にまたはアンダワインディング区分に保持し、自由な糸区分を巻取り部と糸パッケージとの間で分離する。
【0040】
本発明の方法の有利な実施態様によれば、ステップ(i)後にかつステップ(j)前にまたはステップ(j)と共にかつステップ(k)前に、ファンネル出口と糸パッケージとの間の自由な糸区分を、クランプ装置の、有利には巻管の下方に配置されたクランプ箇所に当て付けかつクランプ固定し、自由な糸区分を、巻取り部と糸パッケージとの間で分離する。
【0041】
本発明の方法の有利な実施態様によれば、第1のグリッパを糸パッケージと共に部分円周的にスピンドルを中心として運動させ、これによって、自由な糸区分を少なくとも部分円周的に、空の巻管にまたはアンダワインディング区分に巻き付けるかまたはクランプ箇所に当て付ける。
【0042】
本発明の方法の有利な実施態様によれば、各精紡箇所に1つの糸ホルダが対応配置されており、自由な糸区分を糸ホルダによって、有利には円形にスピンドルを中心として運動させ、これによって、自由な糸区分を少なくとも部分円周的に、空の巻管にまたはアンダワインディング区分に巻き付けるかまたはクランプ箇所に当て付ける。
【0043】
本発明の方法の有利な実施態様によれば、糸ホルダが、テンション装置を有しており、該テンション装置によって、自由な糸区分を、スピンドル軸線に対して半径方向の張力を加えて保持する。
【0044】
本発明の方法の有利な実施態様によれば、糸ホルダが、把持装置を有しており、該把持装置によって、自由な糸区分を把持しかつクランプ保持する。
【0045】
本発明の方法の有利な実施態様によれば、精紡箇所、特にアンダワインディング装置またはクランプ装置に分離ユニットが対応配置されており、該分離ユニットによって、糸区分を巻取り部もしくはクランプ箇所と糸パッケージとの間で分離する。
【0046】
本発明の方法の有利な実施態様によれば、第2のグリッパにステップ(l)と共にまたはステップ(l)後にかつステップ(a)前に搬送速度から空の巻管を引き渡す。
【発明の効果】
【0047】
本発明によるパッケージ交換装置は、グリッパユニットが、空の糸巻管を収容するための第1のグリッパと、満管の糸パッケージを収容するための第2のグリッパとを有していることによって特徴付けられる。
【0048】
グリッパユニットは、有利には、少なくとも2つのグリッパを備えた、パッケージ交換保持手段に取り付けられたアッセンブリである。このパッケージ交換保持手段は、たとえばドッファビームであってよい。このドッファビームは、精紡機の精紡箇所に沿って延びていて、多数のグリッパユニットもしくはアッセンブリを有している。この場合、各精紡箇所には、1つのグリッパユニットもしくはアッセンブリが対応配置されている。
【0049】
1つのグリッパユニットのグリッパはパッケージ交換保持手段に対して、有利には少なくとも1つの第1の回動軸(D1)を中心として回動可能にもしくは旋回可能に取り付けられており、これによって、グリッパが第1の回動軸(D1)を中心とした回動運動もしくは旋回運動によって旋回円に沿ってスピンドル軸線(A)に向かって回動可能となるかもしくは旋回可能となる。すなわち、旋回円がスピンドル軸線(A)を通っている。
【0050】
両グリッパはその収容開口で、有利には相前後して旋回円の円線に配置されている。第1の回動軸(D1)はドッフィング位置、すなわち、パッケージ交換位置で、有利にはスピンドル軸線に対して平行に位置している。
【0051】
グリッパユニットの両グリッパは、有利には共通の第1の回動軸(D1)を中心として回動可能に取り付けられている。この第1の回動軸(D1)は、有利には、グリッパ中心軸線の間の結合線(V)に対して垂直に配置された直線(G)に交差している。
【0052】
さらに、グリッパユニットはグリッパベースボディを有していてよい。このグリッパベースボディには、少なくとも2つのグリッパが取り付けられている。また、グリッパベースボディによって、両グリッパを一緒に第1の回動軸を中心として運動させることができる。グリッパベースボディは、直接的にまたは相応の取付けエレメントを介してパッケージ交換保持手段に取り付けられていてよい。
【0053】
本発明の更なる構成では、グリッパユニットの第1のグリッパと第2のグリッパとが、上述したように、グリッパベースボディに結合されている。このグリッパベースボディはグリッパと共に、グリッパベースボディの外部に位置する第1の回動軸(D1)を中心として旋回円に沿って回動可能にもしくは旋回可能に取り付けられている。さらに、グリッパベースボディは、その内部に位置する第2の回動軸(D2)を中心として回動可能に取り付けられている。この第2の回動軸(D2)を中心として、グリッパがグリッパベースボディの回転によって回動可能となる。
【0054】
第1の回動軸(D1)は、グリッパ中心軸線の間の結合線Vに対して垂直に配置された直線Gに位置している。第2の回動軸(D2)は、有利には、グリッパ中心軸線の間の結合線Vに位置している。直線Gと第2の回動軸(D2)とは、特に有利には、両グリッパの間の真ん中に配置されている。こうして、グリッパユニットが第1の回動軸D1を中心とした1回の回動によって第1のグリッパでスピンドル軸線(A)に向かって旋回可能となり、第2の回動軸(D2)を中心とした1回の回動によって、両グリッパがその位置を入れ代えることにより、第1のグリッパがスピンドル軸線(A)から離れる方向に回動可能となると同時に第2のグリッパがスピンドル軸線(A)に向かって回動可能となる。第2の回動軸(D2)も同じく、有利にはスピンドル軸線もしくは第1の回動軸(D1)に対して平行に位置している。
【0055】
前述した構成変化形と著しく異なる別の実施態様は、少なくとも2つのグリッパを備えた、パッケージ交換保持手段に取り付けられたグリッパユニットを提案する。グリッパは、糸パッケージもしくは巻管を収容するための1つの収容開口を有している。グリッパはガイド装置、たとえばガイドレールで相応の駆動装置を介して精紡機の長手方向に移動可能となる。グリッパは、有利には線形にかつ、特に有利には付加的にスピンドル軸線Aに対して垂直に移動可能である。
【0056】
グリッパは、有利にはグリッパアームを介して直接的にまたは間接的にパッケージ交換保持手段に結合されていて、パッケージ交換過程の開始時にパッケージ交換保持手段と共に精紡箇所に高くガイドされ、この精紡箇所に向かって旋回させられる。パッケージ交換保持手段、有利にはドッファビームが、パッケージ交換過程の実施のために精紡箇所の前方に位置決めされている間、グリッパは、パッケージ交換保持手段から離れる方向に延びるグリッパアームのせいで、その収容開口によって精紡箇所の間でスピンドル線の高さに配置されている。このスピンドル線は、精紡箇所に沿ってスピンドル軸線を通りかつスピンドル軸線(A)に対して垂直に延びる結合線を成している。
【0057】
スピンドル線に沿ったグリッパの線形の運動によって、第1のグリッパが精紡箇所のスピンドル軸線の上方にガイドされる。第1のグリッパは、たとえば前述した形式のクランプ装置によって満管のパッケージを捕捉し、同方向または逆方向に向けられた線形の運動を実施してスピンドル線に沿ってスピンドル軸線(A)から走出する。次いで、第2のグリッパが空の巻管と共に同じ運動原理によりスピンドル軸線の上方に走行させられ、そこで、空の巻管を下降させる。次いで、第2のグリッパも、同方向または逆方向に向けられた線形の運動を実施してスピンドル線に沿ってスピンドル軸線(A)から走出させられる。パッケージ交換保持手段が、再び精紡箇所から離反旋回させられ、下方に走行させられ得る。当然ながら、パッケージ交換過程の間のスピンドルレール運動と、相応の糸分離による糸区分の引渡しは、前述した実施例と同じ原理により経過する。搬送装置への満管のパッケージの引渡しも、搬送装置からの空の巻管の受取りも、精紡箇所でのパッケージ交換装置に類似の原理により経過する。
【0058】
変更された実施態様では、グリッパが2つのグリッパアームを有している。両グリッパアームは一緒に1つの収容開口を形成する。グリッパアームは、同じくスピンドル線に沿って互いに相対的に移動することができる。これは、収容開口を開閉することができる一種のトングユニットである。さらに、両グリッパアームを、たとえばパッケージまたは巻管の固持時に一緒にスピンドル線に沿って移動させることができ、これによって、パッケージをスピンドル軸線から離れる方向にガイドすることができるかもしくは巻管をスピンドル軸線に向かってガイドすることができる。グリッパアームの個別の運動ならびに共通の運動は、有利には共通の駆動装置によって共通のガイドを介して行われる。運動は、有利には線形であると共にスピンドル線に対して平行である。
【0059】
ここに記載した実施態様のグリッパは、第1の構成によれば、糸巻管または糸パッケージをクランプ把持することができる少なくとも2つの把持ジョーまたは把持アームを備えたトングユニットを有していてよい。把持ジョーまたは把持アームは、たとえばニューマチック的にまたはハイドロリック的に駆動することもできるし、前述した両解決手段の組合せであってもよい。
【0060】
別の実施態様によれば、把持ユニットのグリッパが、ハイドロリック的にまたはニューマチック的に膨張可能な加圧体を装備していてよい。この加圧体によって、糸巻管または糸パッケージがクランプ把持可能となる。前述した両実施態様は、たとえば図10に示したように、互いに組み合わされてもよい。
【0061】
本発明によるパッケージ交換装置は、ファンネル精紡機、リング精紡機、ポット精紡機またはループ精紡機ならびに撚糸機に使用することができる。これに相応して、糸ガイド機構は、キャップもしくはファンネルまたは精紡リングにガイドされたトラベラである。その上、パッケージ交換装置は、満管のパッケージを、巻き取られていない下側のまたは上側の巻管区分でまたはパッケージボディ自体で把持するために設計されていてよい。スピンドルは、有利には個別モータにより、特に個々に電動モータにより駆動されている。精紡機は、精紡箇所ごとに、それぞれ1つのドラフト機構を有している。
【0062】
しかし、本発明によるパッケージ交換装置は、有利にはファンネル精紡機に使用される。このファンネル精紡機では、スピンドルが軸方向に移動可能に配置されている。このことは、たとえば鉛直方向に可動に配置されたスピンドルレールによって行われる。その上、ファンネル精紡機は漏斗状の糸ガイド機構を有している。この糸ガイド機構は、複数の精紡箇所、特に全ての精紡箇所にわたって延びるファンネルレールに取り付けられていて、個別モータにより駆動される。
【0063】
精紡機の精紡箇所は、それぞれ1つのパッケージカプセルを有している。スピンドルはスピンドル保持手段を介して、鉛直方向に可動のスピンドルレールに取り付けられている。スピンドル保持手段は、パッケージカプセルが、パッケージ交換の目的でパッケージを露出させるために、スピンドル保持手段にわたって入れ子式にガイド可能となるように形成されている。
【0064】
スピンドル保持手段は、たとえば鉛直な長手方向延在長さを有している。この長手方向延在長さは、パッケージカプセルの鉛直方向の長さにほぼ相当しているかまたはパッケージカプセルの鉛直方向の長さよりも大きく寸法設定されている。
【0065】
精紡箇所は、有利には、ファンネル出口と糸パッケージとの間に延びる自由な糸区分を保持するための糸区分ホルダを有している。この糸区分ホルダは、保持された自由な糸区分と共に、有利には円形にスピンドルを中心として運動可能であり、これによって、スピンドルに空の糸巻管を被せた後、自由な糸区分を、少なくとも部分円周的に、空の糸巻管に巻き付けることができるかまたは下側の端部で巻管に対応配置された巻取り区分に巻き付けることができる。
【0066】
本発明の改良形では、糸区分ホルダがテンション装置を有している。このテンション装置によって、自由な糸区分を、スピンドル軸線に対して半径方向の張力(K)を加えて保持することができる。さらに、糸区分ホルダは、テンション装置に対して付加的にまたはテンション装置に対して択一的に把持装置を有していてよい。この把持装置によって、自由な糸区分を捕捉しかつクランプ保持することができる。糸区分ホルダは、ファンネルレール、ファンネルカプセルまたはパッケージ交換装置、特にパッケージ交換保持手段またはグリッパユニットに取り付けられていてよい。
【0067】
精紡箇所は、スピンドル軸部の下側の端部、すなわち、巻管の下方に配置されたアンダワインディング装置を有していてよい。このアンダワインディング装置は、パッケージ交換時に自由な糸区分で少なくとも部分円周的に巻き取るためのアンダワインディング区分を備えている。このアンダワインディング区分は付着面を有していてよい。この付着面には、自由な糸区分が付着する。付着面は、たとえば粗い表面を有している。付着面は、面ファスナの原理により、たとえば密に配置されて半径方向に突出した長手方向形成体、特に棒状のエレメント、突起または掛かりから成っている。アンダワインディング装置の代わりに、クランプ装置が設けられていてもよい。このクランプ装置は、アンダワインディング区分の代わりに、クランプユニットを有している。このクランプユニットによって、糸区分がクランプされる。アンダワインディングクラウンとも呼ばれるアンダワインディング装置またはクランプクラウンとも呼ばれるクランプ装置には、糸を分離するための分離装置が対応配置されていてよい。
【0068】
このようなアンダワインディングクラウンもしくはクランプクラウンの種々様々なシステムが知られている。このシステムについて、ここでは詳しく説明しない。したがって、欧州特許第0462467号明細書およびドイツ連邦共和国特許第19755972号明細書には、場合により分離装置を備えたクランプクラウンが開示されている。したがって、前述した両明細書を参照されたい。これをもって、分離装置の有無にかかわらず、このようなクランプクラウンの機能形式および運転に関する内容が本特許出願の開示内容に属するものとする。
【0069】
特にリング精紡機では、糸分離装置が、欧州特許第0462467号明細書またはドイツ連邦共和国特許出願公開第19755972号明細書に記載された装置であってよい。精紡箇所のスピンドルのスピンドルシャフトには、アンダワインディングクラウンと固定スリーブとが対応配置されていてよい。この場合、アンダワインディングクラウンと固定スリーブとの間に糸を挟み込むことができる。リングフレームには、スピンドルシャフトの長手方向軸線に対して平行に延びる作用区分が設けられている。この作用区分は、作業位置と開放位置との間での固定スリーブの軸方向移動のために、この固定スリーブに位置する当接面と摩擦接続的に協働する。さらに、固定スリーブに向かって押圧される戻しエレメントが、スピンドルシャフトの長手方向軸線に対して平行に配置されている。前述した糸分離装置の機能形式は、欧州特許第0462467号明細書から明らかである。
【0070】
分離装置は、パッケージ交換装置、特にパッケージ交換保持手段またはグリッパユニットに配置されていてもよい。
【0071】
リング精紡機では、パッケージカプセルがリングレールに取り付けられていてよく、このリングレールの下方の鉛直な長手方向区分にわたって延びていてよい。
【0072】
本発明による方法は、以下の方法ステップ:すなわち、
a)パッケージ交換装置のグリッパユニットを糸パッケージに向かって上昇させ、この場合、グリッパユニットが、第1および第2のグリッパを有しており、この第2のグリッパに、パッケージ交換装置の上昇時に、空の巻管が装着されており;
b)スピンドル回転を停止し、糸パッケージを露出させ;
c)第1のグリッパ(13a)をスピンドル軸線(A)の上方に移動、特に接近旋回させ、糸パッケージを第1のグリッパによって把持しかつ固持し;
d)グリッパユニットとスピンドルとの間で鉛直方向に相対移動させ、これによって、このスピンドルを完全に糸パッケージの巻管から走出させ;
e)糸パッケージを保持した第1のグリッパをスピンドル軸線(A)から離れる方向に移動、特に離反旋回させ;
f)空の巻管を保持した第2のグリッパをスピンドル軸線(A)に向かって移動、特に接近旋回させ;
g)場合により、グリッパユニットとスピンドルとの間で鉛直方向に相対移動させ、これによって、スピンドルを空の巻管内に係合し;
h)第2のグリッパを解除し、空の巻管をリリースし;
i)第2のグリッパをスピンドル軸線(A)から離れる方向に移動、特に離反旋回させ;
j)精紡開始プロセスもしくは精紡プロセスを開始し(スピンドル回転を開始し);
k)パッケージ交換装置のグリッパユニットを下降させ、この場合、第1のグリッパが、下降時に、取り出された糸パッケージを支持しており;
l)この糸パッケージを第1のグリッパから搬送装置に引き渡す:
によって特徴付けられる。
【0073】
ステップb)はステップa)前に行われてもよい。さらに、ステップa)およびステップb)は同時に実施されてもよいし、最初にステップa)またはステップb)が開始されることによって、少なくとも一時的に重畳して実施されてもよい。
【0074】
ステップj)は、ステップk)と同時に行われてもよいし、ステップk)後に行われてもよいし、ステップl)と同時に行われてもよし、ステップl)後に行われてもよい。
【0075】
ステップg)は省略されてもよい。この事例では、ステップf)でスピンドル軸線の上方に位置決めされた空の巻管が、ステップh)による第2のグリッパの解離時に重力によって下向きでスピンドルに落下することが提案されている。
【0076】
本発明の改良形では、ステップb)、ステップd)および/またはステップg)が、ファンネル精紡機の場合に以下の通りであってよい:
b)スピンドル回転を停止し、スピンドルカプセルの下降によって糸パッケージを露出させ、スピンドルに保持された糸パッケージを下降させ、これによって、糸パッケージをファンネルの外部に位置させる。
d)スピンドルを下降させ、これによって、このスピンドルを完全に糸パッケージの巻管から走出させる。
g)スピンドルを上昇させ、これによって、このスピンドルを空の巻管内に係合する。
【0077】
さらに、ファンネル精紡機の場合には、ステップb)、ステップd)および/またはステップg)の目的のために、スピンドルレールに対して択一的にファンネルレールが相応に鉛直方向に運動させられてもよいかもしくはスピンドルレールもファンネルレールも相応に鉛直方向に同時にまたは相対的に運動させられてよい。
【0078】
本発明の改良形では、ステップb)、ステップd)および/またはステップg)が、リング精紡法の場合に以下の通りであってよい:
b)スピンドル回転を停止し、場合によりパッケージカプセルと一緒のリングレールの下降および/またはスピンドルレールの上昇によって糸パッケージを露出させる。
d)グリッパユニットを上昇させかつ/またはスピンドルレールを下降させ、これによって、スピンドルを完全に糸パッケージの巻管から走出させる。
g)グリッパユニットを下降させかつ/またはスピンドルレールを上昇させ、これによって、スピンドルを空の巻管内に係合する。
【0079】
すなわち、リング精紡機の場合には、ステップb)、ステップd)および/またはステップg)の目的のために、リングレールに対して択一的にスピンドルレールが相応に鉛直方向に運動させられてもよいかもしくはリングレールもスピンドルレールも相応に鉛直方向に同時にまたは相対的に運動させられてよい。
【0080】
本発明の更なる改良形では、ファンネル精紡法の場合、ファンネル出口と糸パッケージとの間の自由な糸区分が、ステップ(i)後にかつステップ(j)前にまたはステップ(j)と共にかつ特にステップ(k)前に、少なくとも部分円周的に、空の巻管に巻き付けられるかまたはアンダワインディング装置の、巻管の下方に対応配置されたアンダワインディング区分に当て付けられ、これによって、自由な糸区分が巻取りによって巻管にまたはアンダワインディング区分に保持される。引き続き、自由な糸区分が巻取り部と糸パッケージとの間で分離される。
【0081】
第1の構成によれば、巻取りは、第1のグリッパが糸パッケージと共に部分円周的にスピンドルを中心として運動させられ、これによって、自由な糸区分が、少なくとも部分円周的に、空の巻管またはアンダワインディング区分を巡って当て付けられることによって行われる。
【0082】
第2の構成によれば、各精紡箇所に、上述した糸ホルダが対応配置されている。この場合、自由な糸区分は糸ホルダによって、有利には円形にスピンドルを中心として運動させられ、これによって、自由な糸区分が、少なくとも部分円周的に、空の巻管またはアンダワインディング区分を巡って当て付けられる。したがって、糸ホルダが糸区分をアンダワインディング区分にガイドする。
【0083】
糸ホルダがテンション装置を有していると、糸区分がテンション装置によって、スピンドル軸線(A)に対して半径方向の張力(K)を加えて保持される。糸ホルダが把持装置を有していると、糸区分がこの把持装置によって捕捉され、クランプ保持される。
【0084】
さらに、精紡箇所には、分離ユニットが対応配置されていてよい。この分離ユニットによって、糸区分が巻取り部と糸パッケージとの間で分離される。分離装置は、アンダワインディング装置またはパッケージ交換装置、特にパッケージ交換保持手段またはグリッパユニットの構成要素であってよい。分離ユニットは、スピンドルベースの領域にアンダワインディング装置が設けられていない場合、スピンドルに設けられた巻管収容部の下方に配置することもできる。分離ユニットは、たとえばカッティングナイフを有していてよい。
【0085】
リング精紡機の場合には、有利にはステップe)前、特にステップb)と同時に、糸が、下方に走行するリングレールによって、糸パッケージの下方に設けられたクランプ区分に挿入され、クランプ固定される。さらに、下方へのリングレールの走行によって、糸パッケージが露出させられる。ステップd)と同時に、糸パッケージとクランプ区分との間の糸が分離(開裂または切断)される。
【0086】
本発明は、パッケージ交換保持手段が、もはや搬送装置と精紡箇所との間で1回の往復ストロークしか実施せず、中間格納部を省略することができるという利点を有している。このことは、ドッフィング時の著しい時間節約に繋がる。これによって、精紡機の生産性が高められる。
【発明を実施するための最良の形態】
【0087】
以下に、本発明を実施するための最良の形態を図面につき詳しく説明する。
【0088】
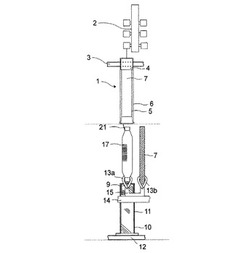
図1には、精紡機の精紡箇所1が示してある。この精紡箇所1は、ドラフト機構2と、スピンドルモータとも呼ばれる電動モータ9によって個別モータ駆動されるスピンドル16とを備えている。このスピンドル16はスピンドル保持手段11を介してスピンドルレール12に取り付けられている。各精紡箇所1は、回転する糸ガイドユニット5を有している。この糸ガイドユニット5は、ファンネルモータとも呼ばれる糸ガイドモータ4を介してアクティブに駆動される。糸ガイドユニット5は、特にファンネルもしくはキャップの形のバルーン制限ユニットである。このバルーン制限ユニットは、有利には円筒状の被覆カプセル6によって取り囲まれている。この被覆カプセル6は、1つには、回転する糸ガイドユニットを防護遮蔽していて、もう1つには、回転によって生ぜしめられる空気連行抵抗を減少させる。糸ガイドユニット5と、糸ガイドモータ4と、糸ガイド被覆カプセル6とは、ファンネルレールとも呼ばれる糸ガイドレール3に直接的にまたは間接的に取り付けられている。
【0089】
スピンドル16には、糸巻管7が被せられている。この糸巻管7には、精紡プロセスの間、コップもしくは糸パッケージ17が形成される。このパッケージ形成は、スピンドルレール12と糸ガイドレール3との間の相対運動によって行われる。このためには、有利にはスピンドルレール12が昇降によって鉛直方向に運動させられる。この間、上側の糸ガイドレール3は糸ガイドユニット5と共にその鉛直方向の位置を変化させない。
【0090】
糸パッケージ17は糸パッケージ被覆カプセル10によって被覆される。この糸パッケージ被覆カプセル10は、1つには、回転する糸パッケージを防護遮蔽していて、もう1つには、回転によって生ぜしめられる空気連行抵抗を減少させる。糸パッケージ被覆カプセル10は、有利には円筒形である。この糸パッケージ被覆カプセル10は、有利には糸ガイド被覆カプセル6に解離可能に取り付けられている。この取付けは、たとえば磁気的な力によって行うことができる。したがって、たとえば電磁石が設けられていてよい。この電磁石によって、磁界の接続もしくは遮断により、糸パッケージ被覆カプセル10と糸ガイド被覆カプセル6との間の結合が形成されるかもしくは解離される。取付けは機械的に、たとえば一種のバヨネットクロージャによって行われてもよい。このバヨネットクロージャは、糸パッケージ被覆カプセルを連結および連結解除するための機械的な手段を介して操作することができる。
【0091】
さらに、精紡機はパッケージ交換装置を有している。このパッケージ交換装置は、複数の精紡箇所、特に全ての精紡箇所にわたって延びるドッファビームを備えている。このドッファビームには、相応の保持手段を介してグリッパユニット15が配置されている。各精紡箇所1には、1つのグリッパユニット15が対応配置されている。さらに、このグリッパユニット15は、満管の糸パッケージ17を収容するための第1のグリッパ13aと、空の糸巻管7を収容するための第2のグリッパ13bとを有している。
【0092】
パッケージ交換装置は駆動・ガイド手段(図示せず)を有している。この駆動・ガイド手段によって、ドッファビームの鉛直方向の昇降が可能となる。さらに、ドッファビームを外部から精紡箇所に向かって接近旋回させるかもしくは外部に向かって精紡箇所から離れる方向に離反旋回させるための駆動・ガイド手段が設けられていてもよい。鉛直方向成分と水平方向成分とを備えたドッファビームの運動は、相応に組み合わされて実施可能となってもよい。
【0093】
パッケージ交換過程は、以下のように経過する。
【0094】
パッケージ巻取りの終了前、終了の間または終了後、ステップ(b)により、スピンドル回転もしくは糸生産が停止され、糸パッケージおよび場合によりアンダワインディングクラウンまたはクランプクラウンが、パッケージカプセルの下降によって露出させられ、糸パッケージがスピンドルレールの下降によって完全にファンネルから走出させられる。この場合、糸端は糸パッケージの上側の端区分に位置している。糸ガイドユニット5とパッケージ始端との間に自由な糸区分21が形成される(図1a、図1b参照)。
【0095】
点(b)で実施されたパートステップの順序は、必ずしも上記順序に相当している必要はない。さらに、規定されたパートステップが同時にまたは一時的に重畳して行われてもよい。
【0096】
糸パッケージ被覆カプセル10が、この段階では、糸ガイド被覆カプセル6との結合から解離され、有利には専らまたは重力によって行われる下降時に入れ子式に、有利には同じく円筒状のスピンドル保持手段11にわたって被せられる。糸パッケージ被覆カプセル10は、たとえば磁界の遮断または機械的な結合からの連結解除によって糸ガイド被覆カプセル6から解離することができる。
【0097】
方法ステップ(b)の実施と同時にまたは方法ステップ(b)の実施に前もってまたは方法ステップ(b)の実施に続いて、ステップ(a)により、ドッファビーム14がグリッパユニット15と共に糸パッケージ17に向かって上昇させられる。この場合、第2のグリッパ13bには、パッケージ交換装置の上昇時に空の巻管が装着されている。この巻管を第2のグリッパ13bは前もって巻管供給装置から受け取っている(図1b、図1c参照)。
【0098】
ドッファビーム14のパッケージ交換位置への到達と共にもしくは到達後に、ステップ(c)により、第1のグリッパ13aが糸パッケージ17の下側の端区分に向かって運動させられるかもしくは旋回させられ、糸パッケージ17の下側の自由な巻管端部を捕捉し、この巻管端部を固持する(図1c参照)。
【0099】
引き続き、ステップ(d)により、スピンドルレール12が下降させられ、これによって、スピンドル16が完全に糸パッケージ17の巻管7から走出させられる(図1d参照)。
【0100】
次いで、第1のグリッパ13aが、ステップ(e)により、糸パッケージ17と共にスピンドル軸線(A)から離れる方向に旋回させられるかもしくは運動させられる。ステップ(e)と同時にもしくはステップ(e)に続いて、ステップ(f)により、空の巻管を保持した第2のグリッパがスピンドル軸線(A)に向かって旋回させられるかもしくは運動させられる。次いで、ステップ(g)により、スピンドルレール12が上昇させられ、これによって、スピンドル16が空の巻管7内に係合する(図1e、図1f参照)。
【0101】
第2のグリッパ13bが、ステップ(h)により開放され、空の巻管がリリースされる。次いで、ステップ(i)により、第2のグリッパがスピンドル軸線(A)から離れる方向に旋回させられるかもしくは運動させられる(図1f、図1g参照)。
【0102】
スピンドル軸線(A)に近づく方向へのもしくはスピンドル軸線(A)から離れる方向へのグリッパ13a,13bの運動は、図1から明らかではない。この過程を、図2〜8に示した幾つかの実施例につき詳しく説明する。精紡箇所でのグリッパ13a,13bの旋回運動は、水平なレベルで経過する。すなわち、糸パッケージもしくは空の巻管が、精紡箇所でのこの交換過程では、鉛直方向に運動させられない。
【0103】
精紡箇所での満管の糸パッケージと空の巻管との交換後の段階では、満管の糸パッケージからの糸区分21の分離と、新たな精紡プロセスに対する準備としての空の巻管への糸区分21の当付けとが行われる。この場合、この過程では、糸ガイドユニットから到来した糸端が保持されなければならない。
【0104】
この過程に対して、種々異なる解決手段および実施形態が存在する。しかし、全ての実施形態には、スピンドルレール12が第1の段階で上昇させられ、スピンドル16が空の巻管7と共に、精紡プロセスの開始のために糸ガイドユニット内に走入させられ、これによって、空の糸巻管7の、糸パッケージの形成が上向きに開始する下側の端区分が、自由な糸区分21の高さにほぼ位置することになることが共通している。
【0105】
さらに、全ての実施形態では、スピンドル16がその下側の端区分に、糸保持装置と切断装置とを備えたアンダワインディングクラウンもしくはクランプクラウン8を有していてよい。糸保持装置は、すでに十分に詳しく上述したように、有利にはクランプ装置である。
【0106】
第1の実施形態(図1h〜i参照)によれば、満管の糸パッケージ17が、ドッファビーム14および/またはグリッパ13aもしくはグリッパ装置15によって空の巻管7を中心として少しだけ運動させられ、これによって、糸区分がアンダワインディングクラウンもしくはクランプクラウン8の糸保持装置に拘束され、この糸保持装置によって保持される。このためには、スピンドルレール12がアンダワインディングクラウンもしくはクランプクラウン8と共に、規定された量、精紡開始点を越えて上昇させられ、これによって、自由な糸区分が糸保持装置に拘束され得る。次いで、この糸保持装置と糸パッケージ17との間の糸区分が、たとえばアンダワインディングクラウンもしくはクランプクラウン8の一部である分離装置18によって分離される。その後、スピンドルレール12が精紡開始位置にすでに到達していない限り、スピンドルレール12が精紡開始位置をとる。いま、精紡開始プロセスを開始することができる。この場合、自由な糸端がアンダワインディングクラウンもしくはクランプクラウン8に保持される。精紡開始位置とは、巻管への巻取りが開始される鉛直方向のスピンドルレール位置もしくは巻管位置を意味している。
【0107】
別の実施形態(図1h−1および図1i−1)によれば、各精紡箇所1が糸区分ホルダ19を装備している。この糸区分ホルダ19は、糸区分21を保持しかつガイドするための装置を有している。糸区分ホルダ19は、糸区分21を捕捉するために、テンション装置および/または把持装置を有していてよい。テンション装置は、たとえばブラケットを有していてよい。このブラケットによって、糸区分が巻管の周方向にガイド可能となり、外向きに変位可能となる。把持装置は、たとえば、糸をクランプ固持するためのクランプエレメントを有していてよい。
【0108】
糸区分21は、上述したように、糸区分ホルダ19によって捕捉され、周方向に巻管7もしくはアンダワインディングクラウンもしくはクランプクラウン8を中心としてガイドされ、これによって、糸区分がアンダワインディングクラウンもしくはクランプクラウン8の糸保持装置に拘束され、この糸保持装置によって保持される。このためには、スピンドルレール12がアンダワインディングクラウンもしくはクランプクラウン8と共に、規定された量、精紡開始点を越えて上昇させられ、これによって、自由な糸区分が糸保持装置に拘束され得る。次いで、この糸保持装置と糸パッケージ17との間の糸区分が、たとえばアンダワインディングクラウンもしくはクランプクラウン8の一部または糸区分ホルダ19の一部である分離装置18によって分離される。その後、スピンドルレール12が精紡開始位置にすでに到達していない限り、スピンドルレール12が精紡開始位置をとる。いま、精紡開始プロセスを開始することができる。この場合、自由な糸端がアンダワインディングクラウンもしくはクランプクラウン8に保持される。
【0109】
アンダワインディングクラウンもしくはクランプクラウン8の代わりに、糸区分が、全ての実施例(図1h、図1jおよび図1h−1、図1i−1)において、空の巻管自体に当て付けられてもよい。巻管表面に対する糸の静摩擦(相応の摩擦係数が設定されていなければならない)と、巻管への十分に長い周方向区分の当付けとによって、空の巻管に対する糸の十分な付着が達成され、これによって、糸区分を巻管と満管のコップとの間で分離することができる。この事例では、精紡開始位置の目標高さを越えるスピンドルの上昇を省略することができる。
【0110】
パッケージ交換装置の最後の段階では、ドッファビーム14が、後続のステップ(k)でグリッパユニット15と共に精紡箇所1から離れる方向に運動させられ、下降させられる。この場合、第1のグリッパ13aは、下降時に、取り外された糸パッケージ17を支持している。
【0111】
この時点では、精紡プロセスをすでに再び開始することができる。すなわち、精紡開始プロセスが同時に開始される。スピンドルレール12が精紡開始位置に位置している。空の巻管7が糸ガイドユニット5内に導入されており、これによって、巻管7がその下側の端区分で精紡開始高さに位置している。糸パッケージカプセル10が糸ガイドカプセルに取り付けられるかもしくは糸ガイドカプセルに連結される。このことは、たとえばスピンドルレール12が、精紡開始前もしくは精紡開始の間、糸パッケージカプセル10が糸ガイドカプセル6に機械的に係合するかまたは糸パッケージカプセル10を糸ガイドカプセル6に連結するために、磁気的な力で十分であるほど十分に、(たとえば精紡開始位置を越えて)上昇されられることによって行われる。糸パッケージカプセル10は、自明であるように、満管の糸パッケージ17からの自由な糸区分21の分離後に初めて糸ガイドカプセル6に連結される(図1j、図1k参照)。このためには、スピンドルレール12が、糸パッケージカプセル10の連結のために、自由な糸区分21の分離後、ほんの少しだけ精紡開始位置と逆方向で上方に運動させられ得る。
【0112】
ドッファビーム14の下側の終端位置への到達後、糸パッケージ17が、後続のステップ(l)で第1のグリッパ13aから搬送装置30に引き渡される。すなわち、糸パッケージ17が、たとえば搬送手段31(ペグトレイ)のピンに被せられる。さらに、第2のグリッパ13bが、搬送装置30への糸パッケージ17の引渡しと、次のパッケージ交換過程の開始との間の期間内に、搬送装置によって供給された空の糸巻管を取り出す。満管の糸パッケージ17の引渡しもしくは搬送装置からの空の糸巻管7の取出しは、グリッパ運動に相俟って、精紡箇所でのパッケージ交換過程と同じ機能原理により行われる。有利な構成では、この過程において、搬送手段31から空の糸巻管7を取り出すかもしくは搬送手段31に糸パッケージ17を被せるために、ドッファビーム14が搬送手段のピンの軸方向に運動させられる。グリッパ13a,13bの運動は、ここでも、水平なレベルで行われる。すなわち、満管の糸パッケージが、側方からペグトレイの収容ピンの軸の上方にガイドされ、その後、ドッファビーム14が下降させられ、満管の糸パッケージがピンに被せられる(図1j、図1k参照)。有利な構成では、搬送手段31への満管のパッケージ17の引渡しに続いて、(ドッファビームの位置を維持したまま)第2のグリッパ13bによって空の巻管7が搬送装置から取り出される。このためには、搬送手段が搬送区間に沿って移動させられ、把持位置にもたらされ得る。しかし、空の巻管はグリッパによって、のちの時点、たとえば新たなドッフィング過程の開始前に搬送装置で取り出されてもよい。
【0113】
精紡箇所もしくは、ここでは、1つの精紡箇所に対して示したような搬送装置での満管のパッケージもしくは空の巻管の引渡しもしくは受取りは、精紡機において複数の精紡箇所、特に全ての精紡箇所にわたって同時に行われる。
【0114】
図2〜図9には、パッケージ交換装置のグリッパユニットの種々異なる実施形態が示してある。全ての実施形態には、グリッパユニットが、満管のコップ17と空の巻管7とを収容するための2つのグリッパ33a,33b;43a,43b;53a,53b;63a,63b;73a,73b;83a,83b;93a,93b;103a,103bを有していることが共通している。さらに、両グリッパは、第1の回動軸36;46;56a;66;76;86;96;106を中心として旋回円39;49;59;69;79;89;99;109に沿って精紡箇所のスピンドル軸線に向かって旋回可能である。この場合、第1の回動軸はスピンドル軸線に対して平行に位置している。前述した実施形態の主要な態様は、グリッパの運動もしくは旋回可能性にある。
【0115】
図2〜図6および図9に示した実施形態によるグリッパユニットは保持手段35;45;55;65;75;85;95;105を有している。この保持手段を介して、グリッパまたはグリッパユニットもしくはグリッパのグリッパベースボディがドッファビーム32;42;52;62;72;102に取り付けられている。しかし、グリッパまたはグリッパユニットもしくはグリッパのグリッパベースボディは、ドッファビームに直接的に取り付けられていてもよい。グリッパ自体は、満管のパッケージもしくは空の巻管を捕捉しかつ保持するための手段を有している。このことは、有利には、クランプ装置によって行われる。このクランプ装置によって、グリッパがパッケージもしくは空の巻管を収容開口内にクランプ効果によって把持しかつ固持する。図2〜図8による実施例には、クランプ装置の2つの原理が示してある。しかし、この列挙で終わりではない。
【0116】
クランプ装置の第1の原理によれば、図2、図5、図6および図9による実施例に示したように、このクランプ装置が、第1および第2の把持ジョーもしくは把持アーム34a,34b;64a,64b;74a,74b;64a,64bを備えた古典的なトンググリッパ33a,33b;63a,63b;73a,73b;63a,63bに相当している。満管のパッケージもしくは空の巻管を捕捉しかつ保持するためには、把持アームが、クランプ力を加えて押し合わされ、これによって、把持アームが、その間に位置する巻管区分を挟み込む。把持アームに対するクランプ力はニューマチック的に加えられてもよいし、ハイドロリック的に加えられてもよいし、異なって作業するユニットによって加えられてもよい。
【0117】
クランプ装置の第2の原理によれば、図3、図4、図7および図8による実施例に示したように、このクランプ装置が、パッケージもしくは空の巻管の巻管区分に対する収容開口を有している。この収容開口は、圧力室を備えた膨張可能な加圧体44,54,84,94によって少なくとも部分的に取り囲まれている。一般的にダイヤフラムである加圧体の圧力室は、圧力負荷源を介して圧力媒体、たとえばガス(ニューマチック的)または液体(ハイドロリック的)で充填され(図示せず)、収容開口の減少下で膨張させられる。このことは、巻管区分のクランプ固定に繋がる。加圧体の圧力室内の放圧によって、収容開口が再び拡張され、巻管区分がリリースされる。
【0118】
このクランプ原理に関する詳細について、ここでは詳しく説明しない。むしろ、ドイツ連邦共和国特許出願公開第10333413号明細書を参照されたい。これをもって、このようなクランプ装置の機能形式および運転に関する内容が本特許出願の開示内容に属するものとする。
【0119】
しかし、巻管区分を把持しかつ固持するためのクランプ装置のクランプ効果は、別の適切な技術的な手段、たとえばゴム弾性的な材料等を介して達成されてもよい。さらに、図示の各実施形態には、別のクランプ装置が使用されてもよい。
【0120】
図2、図3、図4、図7、図8および図9による両グリッパ33a,33b;43a,43b;53a,53b;83a,83b;93a,93b;103a,103bは、それぞれ共通のグリッパベースボディ37;47;57;87;97;107に配置されている。この場合、このグリッパベースボディは、その内部にまたは外部に位置する第1の回動軸36;46;56a;86;96;106を中心として回動可能にガイドされているかもしくは支承されている。前述した第1の回動軸はスピンドル回転軸線に対して平行に位置している。両グリッパは、その収容開口でスピンドル軸線に向かって旋回可能となるようにグリッパベースボディに配置されている。すなわち、両グリッパが、互いにずらされて旋回円39;49;59;89;99,109の円線に位置している。グリッパベースボディは時計回り方向にまたは反時計回り方向に第1の回動軸36;46;56a;86;96を中心として回動させられ、これによって、両グリッパが旋回線に沿ってガイドされ、第1のグリッパがその収容開口でスピンドル軸線に位置することになる(図2a〜b、図3a〜b、図4a〜b、図7a〜b、図8a〜b参照)。第1のグリッパは満管のパッケージを捕捉しかつ保持する。スピンドルレールが下降させられ、これによって、スピンドルがパッケージ巻管から走出させられる。次いで、グリッパベースボディ37,47,57,87,97,107が、同方向または逆方向に向けられた更なる旋回運動を実施する。この場合、第1のグリッパが満管のパッケージ17と共にスピンドル軸線から走出させられるのと同時に第2のグリッパが巻管7と一緒にスピンドル軸線に走入させられる。次いで、スピンドルレールが上昇させられ、スピンドルが巻管7内に押し進められる(図1参照)。グリッパベースボディが、同方向または逆方向に向けられた更なる旋回運動を実施し、これによって、いま空の第2のグリッパが旋回円に沿ってスピンドル軸線から走出させられる。このステップに続いて、すでに図1で説明したように、糸分離ならびに精紡開始プロセスが開始される。
【0121】
図2、図3、図4、図7および図8による実施形態は、以下に説明する特徴において区別される。
【0122】
図2による実施形態では、両グリッパの収容開口が互いに逆方向に向けられている。第1のグリッパ33aの収容開口が、パッケージ交換過程の開始時に旋回方向でスピンドル軸線に向かって開放されているのに対して、第2のグリッパ33bの収容開口は、スピンドル軸線と逆方向に向けられている。パッケージ交換過程に対して、これは、第1のグリッパが時計回り方向でまたは反時計回り方向でグリッパの配置事例に応じてスピンドル軸線に向かって旋回させられることを意味している。第1のグリッパは満管のコップと共に、同方向に向けられた更なる旋回運動でスピンドル軸線から離れる方向に旋回させられる。巻管7を備えた第2のグリッパ33bが、同時にスピンドル軸線に向かって旋回させられる。次ぎのステップでは、いま空の第2のグリッパが、やはり同方向に向けられた旋回運動でスピンドル軸線から離れる方向に旋回させられる。すなわち、グリッパベースボディが3回の旋回運動で専ら時計回り方向に運動させられるかまたは反時計回り方向にしか運動させられない。
【0123】
図3による実施形態は、図2で説明した実施形態に相当している。しかし、グリッパ33a,33bが、ここでは、トングユニットとして形成されておらず、すでに説明した加圧体によってニューマチック的にまたはハイドロリック的に作業する。相応して、グリッパベースボディが異なって形成されている。
【0124】
図4による実施形態は、図3で示した実施形態にほぼ相当している。すなわち、グリッパ53a,53bの配置事例が、図2による実施形態に相当している。しかし、グリッパベースボディ57が付加的に第2の回動軸56bを介して回動可能に支承されている。この第2の回動軸56bは、両グリッパ53a,53bの間、有利には両グリッパ53a,53bの間の真ん中で、両グリッパ53a,53bの収容開口の中心を通る直線に位置しており、これによって、第2の回動軸56bを中心としたグリッパベースボディ57の回動運動時に、両グリッパ53a,53bが逆方向の回動運動を実施する。この場合、180゜だけの1回の回動で第1のグリッパ53aが第2のグリッパ53bの出発位置に位置することになり、第2のグリッパ53bが第1のグリッパ53aの出発位置に位置することになる。
【0125】
第1のグリッパ53aはコップ交換過程の開始時に第1の回動軸56aを介してスピンドル軸線に向かって旋回させられ、満管のコップ17を捕捉する。第2の回動軸56bを中心としたグリッパベースボディ57の回動運動によって、第2のグリッパ53bが巻管7と共に第1のグリッパ53aの位置に旋回させられる。第2のグリッパ53bは満管のパッケージと共に相応に第1のグリッパ53aの当初の位置に旋回させられる。次いで、グリッパベースボディ57が、第1の回動軸56aを中心とした、第1の旋回運動に対して逆方向に向けられた更なる旋回運動で戻される。
【0126】
図5および図6による実施形態は、前述した実施形態と異なり、グリッパが共通のグリッパベースボディを介して第1の回動点66に支承されておらず、各グリッパ63a,63b;73a,73bが相応の結合エレメントを介して個々に第1の回動点66,76に支承されている。相応して、個々のグリッパ63a,63b;73a,73bを個別に旋回円に沿ってガイドすることができ、すでに上述した形式でスピンドル軸線に向かってまたはスピンドル軸線から離れる方向に旋回させることができる。
【0127】
図5によれば、両グリッパ63a、63bの収容開口は旋回方向にスピンドル軸線に向かって方向付けられている。この場合、第1のグリッパ63aは、スピンドル軸線に向けられた旋回方向で第2のグリッパ63bの前方に配置されている。コップ交換過程の間のグリッパ63a,63bの旋回運動は全て、精紡箇所での空の巻管の下降後の第2のグリッパ63bの旋回運動を除いて、同じ回動方向に経過する。
【0128】
図6によれば、両グリッパ73a,73bの収容開口が逆の旋回方向に方向付けられている。この場合、第1のグリッパ73aは、スピンドル軸線に向けられた旋回方向で第2のグリッパ73bの前方に配置されている。したがって、コップ交換過程の間のグリッパ73a,73bの旋回運動が全て同じ回動方向に経過する。
【0129】
図5に示した実施形態から出発して、グリッパ103a,103bが結合エレメント110a,110bを介して共通のグリッパベースボディ107に結合されていて、第1の回動軸106を中心としたグリッパベースボディ107の1回の回動を介して一緒に旋回円に沿ってガイド可能となることも可能である(図9参照)。この構造は、図6によるグリッパアッセンブリにも使用可能である。
【0130】
図7および図8による実施形態には、第1のグリッパ83a;93aと第2のグリッパ83b;93bとを備えたグリッパベースボディ87;97が示してある。このグリッパベースボディ87;97は、ピッチ円形の凸状のガイド面を有している。このガイド面は、ドッファビームに設けられたピッチ円形の凹状のガイド面に対応していて、このガイド面と共にガイドユニットを形成している。このガイドユニットを介して、グリッパベースボディ87;97が回動可能に支承されている。ガイド面はグリッパの旋回円89;99に対して同心的に配置されている。グリッパベースボディは適切な駆動手段によって、たとえばニューマチック的にまたはハイドロリック的にガイド面に沿って駆動することができる。すなわち、グリッパベースボディは第1の回動軸86;96を介して駆動されない。しかし、グリッパベースボディ87;97は相応の駆動手段によって第1の回動軸86;96を介して駆動されていてもよい。
【0131】
両グリッパ83a,83bは、図7によれば、スピンドル軸線の両側に配置されている。すなわち、この場合、両グリッパ83a,83bの収容開口がスピンドル軸線に向かって、それぞれ異なる回動方向に向けられている。反時計回り方向または時計回り方向でのグリッパベースボディ87の相応の回動運動によって、第1もしくは第2のグリッパをスピンドル軸線に向かって運動させることができる。
【0132】
図8によれば、両グリッパ93a,93bの収容開口がグリッパベースボディ97の共通の回動方向に向けられている。反時計回り方向または時計回り方向でのグリッパベースボディ97の相応の回動運動によって、第1もしくは第2のグリッパをスピンドル軸線に向かって運動させることができる。グリッパベースボディ97は360゜の回動可能性を有していてよい。この事例では、それぞれ異なる回動方向を、スピンドル軸線の上方へのグリッパの位置決めのために使用することができる。
【0133】
本発明によるパッケージ交換装置と、これに所属の方法とは、単に図1によるファンネル精紡法に限定されていない。むしろ、パッケージ交換装置は、すでに述べたように、一般的に精紡機に使用可能である。
【0134】
第1もしくは第2の回動軸D1,D2を中心とした回動は、ここでは詳しく説明しない種々異なる駆動コンセプトによって行うことができる。回動は、たとえばニューマチック式、ハイドロリック式、電動モータ式または電磁式の駆動装置によって実施することができる。電磁式の駆動装置は、特に図7および図8による実施形態のために適している。
【0135】
図10、図11および図12には、パッケージ交換保持手段112;122;132に取り付けられたグリッパユニットが示してある。このグリッパユニットは2つのグリッパ113a,113b;123a,123b;133a,133bを備えている。両グリッパは、糸パッケージ17もしくは巻管7を収容するための収容開口を有している。グリッパはガイド手段130;140;150で精紡機の長手方向にもしくは上述したスピンドル線129に対して平行に移動可能である。
【0136】
グリッパはグリッパアーム114a,114b,115a,115b;124a,124b;134a,134bを介してパッケージ交換保持手段112;122;132に結合されている。グリッパは、パッケージ交換過程の開始時にパッケージ交換保持手段と共に精紡箇所に対して上方にガイドされ、精紡箇所の間に旋回させられ、これによって、グリッパの収容開口が、精紡箇所の間でスピンドル線129の高さに配置されている。
【0137】
スピンドル線に沿った線形の運動によって、第1のグリッパ113a;123a;133aがその収容開口で精紡箇所のスピンドル軸線Aの上方にガイドされ、クランプ装置によって満管の糸パッケージ17を捕捉し、次いで、線形の運動を実施して糸パッケージ17と共にスピンドル線129に沿ってスピンドル軸線Aから走出する。引き続き、第2のグリッパ113b;123b;133bが空の巻管7と共に同じ原理によりスピンドル軸線Aの上方に走行させられ、空の巻管を下降させる。次いで、第2のグリッパもスピンドル線129に沿った線形の運動を実施してスピンドル軸線Aから走出させられる。次いで、パッケージ交換保持手段がグリッパと共に精紡箇所から離れる方向に離反旋回させられ、下方に走行させられ得る。グリッパ113a,113b;123a,123b;133a,133bは、パッケージ交換の開始時にスピンドル軸線Aの側方でスピンドル線129に配置されていて、しかも、パッケージ交換時に相互に妨害されないように配置されている。こうして、たとえば両グリッパがスピンドル軸線Aの同じ側に位置することができる。この場合、第1のグリッパがスピンドル軸線Aの方向で第2のグリッパの前方に位置している。両グリッパはスピンドル軸線Aの両側に配置されていてもよい。すなわち、スピンドル軸線Aが、パッケージ交換の開始時に第1のグリッパと第2のグリッパとの間に位置している。
【0138】
図11によれば、グリッパ113a;113bが、それぞれ2つのグリッパアーム114a,114b;115a,115bを有している。両グリッパアームは一緒に1つの収容開口を形成する。1つのグリッパのグリッパアームはガイド手段140を介して互いに相対的に移動することができる。これは、収容開口を開閉することができる一種のトングユニットである。さらに、両グリッパアームは、たとえば糸パッケージ17または巻管7の固持時に一緒にガイド手段140に沿って移動することができ、これによって、固持された糸パッケージ17をスピンドル軸線Aから離れる方向にガイドすることができるかもしくは巻管7をスピンドル軸線Aに向かってガイドすることができる。
【0139】
グリッパもしくはグリッパアームの、有利には線形の運動は、たとえばニューマチック式、ハイドロリック式、電動モータ式または電磁式の駆動装置によって実現することができる。
【0140】
当然ながら、パッケージ交換過程の間のスピンドルレール運動と、相応の糸分離による糸区分の引渡しとは、前述した実施例と同じ原理により経過する。さらに、搬送装置への満管のパッケージの引渡しと、搬送装置からの空の巻管の受取りとは、この過程において、巻管内への搬送ピンの走入もしくは巻管からの搬送ピンの走出のために、パッケージ交換保持手段が相応に運動させられ、特に鉛直方向に運動させられることでしか、精紡箇所でのパッケージ交換過程に類似の原理により経過しない。
【図面の簡単な説明】
【0141】
【図1a】本発明によるパッケージ交換法の第1のステップを示す図である。
【図1b】本発明によるパッケージ交換法の第2のステップを示す図である。
【図1c】本発明によるパッケージ交換法の第3のステップを示す図である。
【図1d】本発明によるパッケージ交換法の第4のステップを示す図である。
【図1e】本発明によるパッケージ交換法の第5のステップを示す図である。
【図1f】本発明によるパッケージ交換法の第6のステップを示す図である。
【図1g】本発明によるパッケージ交換法の第7のステップを示す図である。
【図1h】本発明によるパッケージ交換法の第8のステップを示す図である。
【図1i】本発明によるパッケージ交換法の第9のステップを示す図である。
【図1h−1】本発明によるパッケージ交換法の第8のステップの変化実施例を示す図である。
【図1i−1】本発明によるパッケージ交換法の第9のステップの変化実施例を示す図である。
【図1j】本発明によるパッケージ交換法の第10のステップを示す図である。
【図1k】本発明によるパッケージ交換法の第11のステップを示す図である。
【図2】第1の実施形態によるグリッパユニットの作業形式a〜dを示す図である。
【図3】第2の実施形態によるグリッパユニットの作業形式a〜dを示す図である。
【図4】第3の実施形態によるグリッパユニットの作業形式a〜dを示す図である。
【図5】第4の実施形態によるグリッパユニットの作業形式a〜dを示す図である。
【図6】第5の実施形態によるグリッパユニットの作業形式a〜dを示す図である。
【図7】第6の実施形態によるグリッパユニットの作業形式a〜dを示す図である。
【図8】第7の実施形態によるグリッパユニットの作業形式a〜dを示す図である。
【図9】第8の実施形態によるグリッパユニットの作業形式を示す図である。
【図10】第9の実施形態によるグリッパユニットの作業形式を示す図である。
【図11】第10の実施形態によるグリッパユニットの作業形式を示す図である。
【図12】第11の実施形態によるグリッパユニットの作業形式を示す図である。
【符号の説明】
【0142】
1 精紡箇所、 2 ドラフト機構、 3 糸ガイドレール、 4 糸ガイドモータ、 5 糸ガイドユニット、 6 糸ガイド被覆カプセル、 7 糸巻管、 8 アンダワインディングクラウンもしくはクランプクラウン、 9 電動モータ、 10 糸パッケージ被覆カプセル、 11 スピンドル保持手段、 12 スピンドルレール、 13a,13b グリッパ、 14 ドッファビーム、 15 グリッパユニット、 16 スピンドル、 17 糸パッケージ、 18 分離装置、 19 糸区分ホルダ、 21 糸区分、 30 搬送装置、 31 搬送手段、 32 ドッファビーム、 33a,33b グリッパ、 34a,34b 把持ジョーもしくは把持アーム、 35 保持手段、 36 回動軸、 37 グリッパベースボディ、 39 旋回円、 42 ドッファビーム、 43a,43b グリッパ、 44 加圧体、 45 保持手段、 46 回動軸、 47 グリッパベースボディ、 49 旋回円、 52 ドッファビーム、 53a,53b グリッパ、 54 加圧体、 55 保持手段、 56a 回動軸、 57 グリッパベースボディ、 59 旋回円、 62 ドッファビーム、 63a,63b グリッパ、 64a,64b 把持ジョーもしくは把持アーム、 65 保持手段、 66 回動軸、 69 旋回円、 72 ドッファビーム、 73a,73b グリッパ、 74a,74b 把持ジョーもしくは把持アーム、 75 保持手段、 76 回動軸、 79 旋回円、 83a,83b グリッパ、 84 加圧体、 85 保持手段、 86 回動軸、 87 グリッパベースボディ、 89 旋回円、 93a,93b グリッパ、 94 加圧体、 95 保持手段、 96 回動軸、 97 グリッパベースボディ、 99 旋回円、 102 ドッファビーム、 103a,103b グリッパ、 105 保持手段、 106 回動軸、 107 グリッパベースボディ、 109 旋回円、 110a,110b 結合エレメント、 112 パッケージ交換保持手段、 113a,113b グリッパ、 114a,114b グリッパアーム、 115a,115b グリッパアーム、 122 パッケージ交換保持手段、 123a,123b グリッパ、 124a,124b グリッパアーム、 129 スピンドル線、 130 ガイド手段、 132 パッケージ交換保持手段、 133a,133b グリッパ、 134a,134b グリッパアーム、 140 ガイド手段、 150 ガイド手段、 A スピンドル軸線、 D1,D2 回動軸
【技術分野】
【0001】
本発明は、精紡機または撚糸機に設けられた、糸パッケージを空の糸巻管に交換するためのパッケージ交換装置であって、当該パッケージ交換装置が、糸パッケージを保持するためのグリッパを備えた、パッケージ交換保持手段に取り付けられたグリッパユニットを有しており、精紡機もしくは撚糸機が、それぞれ1つのスピンドルを備えた多数の精紡箇所または撚糸箇所を有しており、スピンドルに、スピンドル軸線を中心として運動可能なまたは回転可能な糸ガイド機構が対応配置されており、スピンドルが、スピンドル取付け手段を介してスピンドルレールに取り付けられている形式のものに関する。その上、精紡機もしくは精紡撚糸機は、渦流発生機構(スピンドル軸線を中心として運動可能なもしくは回転可能な糸ガイド機構)に前置されたドラフト機構を有している。
【0002】
さらに、本発明は、多数の精紡箇所または撚糸箇所を備えた精紡機または撚糸機であって、それぞれ1つのスピンドルが設けられており、該スピンドルに、スピンドル軸線を中心として運動可能なまたは回転可能な糸ガイド機構が対応配置されており、スピンドルが、スピンドル取付け手段を介してスピンドルレールに取り付けられており、さらに、前述した形式のパッケージ交換装置が設けられている形式のものに関する。
【0003】
さらに、本発明は、前述した形式のパッケージ交換装置によって、前述した形式の精紡機、特にファンネル精紡機またはリング精紡機または撚糸機で満管の糸パッケージを空の糸巻管に自動化して交換するための方法であって、パッケージ交換装置が、パッケージ交換保持手段に取り付けられた、糸パッケージを保持するためのグリッパを備えたグリッパユニットを有しており、精紡機が、多数の精紡箇所を有しており、該精紡箇所が、有利には個別駆動装置を備えた、有利には鉛直方向に移動可能なそれぞれ1つのスピンドルを備えており、該スピンドルに、スピンドル軸線を中心として運動可能な、有利にはファンネルの形の糸ガイド機構が対応配置されており、スピンドルが、スピンドル取付け手段を介してスピンドルレールに取り付けられている形式のものに関する。
【背景技術】
【0004】
精紡機、たとえばリング精紡機にパッケージ交換装置(当業分野ではドッファとも呼ばれる)を設けることが知られている。このパッケージ交換装置は、精紡機の精紡箇所で満管の糸パッケージを空の巻管に自動化して交換するために働く。一般的に、パッケージ交換は全ての精紡箇所で同時に行われる。
【0005】
このようなパッケージ交換装置の種々様々なシステムが知られている。これらのシステムについて、ここでは詳しく説明しない。知られているパッケージ交換装置の1つは、パッケージホルダ(グリッパとも呼ばれる)を備えた、いわゆる「ドッファビーム」を有している。パッケージホルダによって、満管のパッケージが精紡箇所から取り出されるかもしくは空の巻管が精紡箇所にガイドされる。ドッファビームは、いわゆる「シザーズリンク機構」を介して、たとえばドイツ連邦共和国特許出願公開第19612709号明細書またはドイツ連邦共和国特許出願公開第3935901号明細書に記載されたように、鉛直方向に運動することができ、付加的な旋回装置を介して精紡箇所に向かって旋回することができるかもしくは精紡箇所から離れる方向に旋回することができる。これについては、上述した両明細書を参照されたい。これをもって、旋回機構を含むこのようなシザーズリンク機構の機能形式および駆動に関する内容が本特許出願の開示内容に属するものとする。
【0006】
パッケージ交換装置には、通常、(パッケージ)搬送装置が対応配置されている。この搬送装置は、一般的に、精紡箇所もしくは撚糸箇所の下方に配置されている。前述した搬送装置は、糸パッケージを精紡箇所もしくは撚糸箇所から離れる方向にガイドしかつ集積装置または後処理する機械、たとえば巻取り機に供給する役割を有している。さらに、搬送装置は空の糸巻管を巻管供給装置から精紡箇所もしくは撚糸箇所に供給するようになっている。搬送装置は、たとえば、機械長手方向に延びる搬送手段、たとえば搬送ベルト、ロープまたはチェーンを有している。この搬送手段には、巻管パッケージもしくは糸パッケージを収容する保持手段が直接的にまたは間接的に機械の長手方向にガイド可能に、すなわち、運動可能に保持されている。
【0007】
知られているパッケージ交換装置には、このパッケージ交換装置が、いわゆる「中間格納部」を有していることが共通している。この中間格納部には、満管のパッケージおよび/または空の巻管が一時的に格納される。このことは、パッケージ交換装置が、一般的に、精紡箇所ごとにただ1つのグリッパしか有していない理由に由来する。このグリッパは満管のパッケージを精紡箇所から離れる方向に搬送しなければならないだけでなく、空の巻管を精紡箇所にもたらさなければならない。
【0008】
したがって、たとえば、中間格納部が(パッケージ)搬送装置の近傍で精紡箇所の下方に配置されたパッケージ交換装置が知られている。この構成によれば、パッケージが、ドッファビームに設けられたグリッパによって精紡箇所から取り出され、搬送装置にガイドされ、そこのパッケージ支持体に搭載される。中間格納部から、空の巻管が受け取られ、精紡箇所に上昇させられる。この過程は、完全な2回の往復ストロークを有している。このことは、相応に時間を要する。しかし、この時間損失は、リング精紡機の場合には、いままでそれほど重要ではなく、経済的な視点から、一般的に、パッケージ交換装置の簡単なかつ保守しやすい駆動機構によって補償された。
【0009】
これに対して、ファンネル精紡機は、リング精紡機に比べて手間のかかる構造および制御を有している。しかし、精紡箇所ごとの多額コストは、著しく高い生産性、すなわち、精紡箇所ごとの高い精紡速度によって過剰補償される。しかし、ファンネル精紡機の生産性は、パッケージ交換過程の間の休止によって、感じることができるほど低下させられる。リング精紡機ではまだ慣用であるような、パッケージ交換の間の2回の往復ストロークは、ファンネル精紡機の場合、高い生産性損失に繋がる。これによって、ファンネル精紡法がリング精紡法に比べて経済的に魅力を失う。
【0010】
さらに、高生産的なリング精紡機の場合、ドッフィング時の時間ファクタがますます重要にもなり、これによって、リング精紡機の場合でも、ドッフィング速度が将来的に極めて重要になり得ることに注意しなければならない。さらに、コップカプセルを備えたリング精紡機の場合、慣用のコップ交換装置もしくはパッケージ交換装置に対するスペース状況が、特に中間格納部によってますます臨界的になることに注意することが重要となる。
【特許文献1】ドイツ連邦共和国特許出願公開第19612709号明細書
【特許文献2】ドイツ連邦共和国特許出願公開第3935901号明細書
【特許文献3】欧州特許第0462467号明細書
【特許文献4】ドイツ連邦共和国特許第19755972号明細書
【特許文献5】ドイツ連邦共和国特許出願公開第19755972号明細書
【特許文献6】ドイツ連邦共和国特許出願公開第10333413号明細書
【発明の開示】
【発明が解決しようとする課題】
【0011】
したがって、本発明の目的は、精紡機、特にファンネル精紡機またはリング精紡機に用いられるパッケージ交換装置を改良して、パッケージ交換の間の精紡機の休止時間を減少させることができ、これによって、精紡機の生産性を高めることができるようにすることである。パッケージ交換装置を簡単で廉価なかつ保守しやすい機構によって特徴付けることも望ましい。
【0012】
さらに、本発明の課題は、本発明によるパッケージ交換装置の使用下での精紡機、特にファンネル精紡機またはリング精紡機におけるパッケージ交換法を提案することである。
【課題を解決するための手段】
【0013】
この課題を解決するために本発明のパッケージ交換装置では、グリッパユニットが、空の糸巻管を収容するための第1のグリッパと、満管の糸パッケージを収容するための第2のグリッパとを有しているようにした。
【0014】
本発明のパッケージ交換装置の有利な構成によれば、グリッパユニットが、2つのグリッパを備えたアッセンブリであり、該アッセンブリが、パッケージ交換保持手段に取り付けられており、各精紡箇所または各撚糸箇所に1つのグリッパユニットが対応配置されている。
【0015】
本発明のパッケージ交換装置の有利な構成によれば、1つのグリッパユニットのグリッパが、パッケージ交換保持手段に対して少なくとも1つの第1の回動軸を中心として回動可能にもしくは旋回可能に取り付けられており、これによって、グリッパが、駆動装置によって第1の回動軸を中心として旋回円に沿ってスピンドル軸線に向かって回動可能であるかもしくは旋回可能である。
【0016】
本発明のパッケージ交換装置の有利な構成によれば、グリッパユニットの第1および第2のグリッパが、同一の第1の回動軸を中心として回動可能にもしくは旋回可能に取り付けられている。
【0017】
本発明のパッケージ交換装置の有利な構成によれば、第1の回動軸が、グリッパ中心軸線の間の結合線に対して垂直に位置する直線に交差している。
【0018】
本発明のパッケージ交換装置の有利な構成によれば、第1および第2のグリッパが、グリッパベースボディに結合されていて、該グリッパベースボディの外部に位置する第1の回動軸を中心としてスピンドル軸線に向かって旋回可能であり、両グリッパが、別の駆動装置によって、グリッパベースボディの内部に位置する第2の回動軸を中心として互いに回動可能である。
【0019】
本発明のパッケージ交換装置の有利な構成によれば、第2の回動軸が、グリッパ中心軸線の間の結合線に、特に真ん中で交差している。
【0020】
本発明のパッケージ交換装置の有利な構成によれば、第1の回動軸が、グリッパ中心軸線の間の結合線に対して垂直に位置する直線に位置しており、第2の回動軸が、グリッパ中心軸線の間の結合線に位置しており、これにより、第1の回動軸を中心としたグリッパベースボディの回動によって、該グリッパベースボディが、第1のグリッパと共にスピンドル軸線に向かって旋回可能であり、その位置の交換により、第1のグリッパが、第2の回動軸を中心としたグリッパベースボディの回動によって、スピンドル軸線から離れる方向に回動可能であり、第2のグリッパが、スピンドル軸線に近づく方向に回動可能である。
【0021】
本発明のパッケージ交換装置の有利な構成によれば、グリッパが、グリッパアームを介してパッケージ交換保持手段に結合されており、グリッパが、ガイド装置と、該ガイド装置と協働する駆動装置とを介して、互いに隣り合った複数の精紡箇所のスピンドル軸線を通りかつ該スピンドル軸線に対して垂直に延びる結合線(スピンドル線)に沿って、グリッパの収容開口でスピンドル軸線に向かって移動可能であるかまたはスピンドル軸線から離れる方向に移動可能である。
【0022】
本発明のパッケージ交換装置の有利な構成によれば、グリッパが、ガイド装置によってスピンドル線に沿って線形に移動可能である。
【0023】
本発明のパッケージ交換装置の有利な構成によれば、パッケージ交換保持手段が、精紡機の精紡箇所に沿って延びており、多数のグリッパユニットが、パッケージ交換保持手段に取り付けられており、各グリッパユニットが、1つの精紡箇所に対応配置されている。
【0024】
本発明のパッケージ交換装置の有利な構成によれば、グリッパが、把持ジョーまたは把持アームを備えたトングユニットを有しており、該トングユニットによって、糸巻管および/または糸パッケージがクランプ把持可能である。
【0025】
本発明のパッケージ交換装置の有利な構成によれば、グリッパが、ハイドロリック的にまたはニューマチック的に膨張可能な加圧体を備えた把持ユニットを有しており、該把持ユニットによって、糸巻管または糸パッケージがクランプ把持可能である。
【0026】
さらに、前述した課題を解決するために本発明の精紡機または撚糸機では、パッケージ交換保持手段が、スピンドルに対して相対的に鉛直方向に移動可能に配置されており、有利には、スピンドルを収容するスピンドルレールおよび/またはパッケージ交換保持手段が、鉛直方向に移動可能に配置されているようにした。
【0027】
本発明の精紡機または撚糸機の有利な構成によれば、糸ガイド機構が、キャップ、ファンネルまたは精紡リングにガイドされたトラベラである。
【0028】
本発明の精紡機の有利な構成によれば、精紡機の精紡箇所が、それぞれ1つのパッケージカプセルを有している。
【0029】
本発明の精紡機または撚糸機の有利な構成によれば、スピンドルが、スピンドル保持手段を介してスピンドルレールに取り付けられており、パッケージカプセルが、パッケージ交換の目的でパッケージを露出させるために、入れ子式にスピンドル保持手段にわたってガイド可能であるように、該スピンドル保持手段が形成されている。
【0030】
本発明の精紡機または撚糸機の有利な構成によれば、スピンドル保持手段が、鉛直な長手方向延在長さを有しており、該長手方向延在長さが、パッケージカプセルの鉛直方向の長さにほぼ相当しているかまたはパッケージカプセルの鉛直方向の長さよりも大きく寸法設定されている。
【0031】
本発明の精紡機または撚糸機の有利な構成によれば、糸ガイド機構が、ファンネルであり、精紡箇所が、ファンネル出口と糸パッケージとの間に延びる自由な糸区分を保持するための糸区分ホルダを有している。
【0032】
本発明の精紡機または撚糸機の有利な構成によれば、糸ホルダが、保持された自由な糸区分と共に、有利には円形にスピンドルを中心として運動可能であり、これによって、スピンドルに空の糸巻管を被せた後、自由な糸区分が、少なくとも部分円周的に、空の糸巻管に巻き付けられるようになっているかまたは下側の端部で巻管に対応配置された巻取り区分またはクランプ区分に巻き付けられるようになっている。
【0033】
本発明の精紡機または撚糸機の有利な構成によれば、糸ホルダが、テンション装置を有しており、該テンション装置によって、自由な糸区分が、スピンドル軸線に対して半径方向の張力を加えて保持されるようになっている。
【0034】
本発明の精紡機または撚糸機の有利な構成によれば、糸ホルダが、把持装置を有しており、該把持装置によって、自由な糸区分が捕捉され、クランプ保持されるようになっている。
【0035】
本発明の精紡機または撚糸機の有利な構成によれば、糸ホルダが、ファンネルレール、ファンネルカプセルまたはパッケージ交換装置、特にパッケージ交換保持手段またはグリッパユニットに取り付けられている。
【0036】
本発明の精紡機または撚糸機の有利な構成によれば、精紡箇所が、スピンドル軸部の下側の端部、すなわち、被せられた巻管の下方に配置された、パッケージ交換時に自由な糸区分で少なくとも部分円周的に巻き取るためのアンダワインディング区分を備えたアンダワインディング装置を有している。
【0037】
本発明の精紡機または撚糸機の有利な構成によれば、精紡箇所が、スピンドル軸部の下側の端部、すなわち、被せられた巻管の下方に配置された、パッケージ交換時に自由な糸区分をクランプ固定するためのクランプ装置を有している。
【0038】
さらに、前述した課題を解決するために本発明の方法では、当該方法が、以下の方法ステップ:すなわち、
a)パッケージ交換装置のグリッパユニットを糸パッケージに向かって上昇させ、この場合、グリッパユニットが、第1および第2のグリッパを有しており、該第2のグリッパに、パッケージ交換装置の上昇時に、空の巻管が装着されており;
b)スピンドル回転を停止し、糸パッケージを露出させ;
c)第1のグリッパをスピンドル軸線の上方に移動、特に接近旋回させ、糸パッケージを第1のグリッパによって把持しかつ固持し;
d)グリッパユニットとスピンドルとの間で鉛直方向に相対移動させ、これによって、該スピンドルを完全に糸パッケージの巻管から走出させ;
e)糸パッケージを保持した第1のグリッパをスピンドル軸線から離れる方向に移動、特に離反旋回させ;
f)空の巻管を保持した第2のグリッパをスピンドル軸線に向かって移動、特に接近旋回させ;
g)有利には、グリッパユニットとスピンドルとの間で鉛直方向に相対移動させ、これによって、スピンドルを空の巻管内に係合し;
h)第2のグリッパを解除し、スピンドル上にまたはスピンドルの上方に配置された空の巻管をリリースし;
i)第2のグリッパをスピンドル軸線から離れる方向に移動、特に離反旋回させ;
j)精紡開始プロセスもしくは精紡プロセスを開始し(スピンドル回転を開始し);
k)パッケージ交換装置のグリッパユニットを下降させ、この場合、第1のグリッパが、取り出された糸パッケージを支持しており;
l)該糸パッケージを第1のグリッパから搬送装置に引き渡す:
を有しているようにした。
【0039】
本発明の方法の有利な実施態様によれば、ファンネル精紡法の場合、ステップ(i)後にかつステップ(j)前にまたはステップ(j)と共にならびにステップ(k)前に、ファンネル出口と糸パッケージとの間の自由な糸区分を、少なくとも部分円周的に、空の巻管に巻き付けるかまたはアンダワインディング装置の、巻管の下方に対応配置されたアンダワインディング区分に当て付け、これにより、自由な糸区分を巻取りによって巻管にまたはアンダワインディング区分に保持し、自由な糸区分を巻取り部と糸パッケージとの間で分離する。
【0040】
本発明の方法の有利な実施態様によれば、ステップ(i)後にかつステップ(j)前にまたはステップ(j)と共にかつステップ(k)前に、ファンネル出口と糸パッケージとの間の自由な糸区分を、クランプ装置の、有利には巻管の下方に配置されたクランプ箇所に当て付けかつクランプ固定し、自由な糸区分を、巻取り部と糸パッケージとの間で分離する。
【0041】
本発明の方法の有利な実施態様によれば、第1のグリッパを糸パッケージと共に部分円周的にスピンドルを中心として運動させ、これによって、自由な糸区分を少なくとも部分円周的に、空の巻管にまたはアンダワインディング区分に巻き付けるかまたはクランプ箇所に当て付ける。
【0042】
本発明の方法の有利な実施態様によれば、各精紡箇所に1つの糸ホルダが対応配置されており、自由な糸区分を糸ホルダによって、有利には円形にスピンドルを中心として運動させ、これによって、自由な糸区分を少なくとも部分円周的に、空の巻管にまたはアンダワインディング区分に巻き付けるかまたはクランプ箇所に当て付ける。
【0043】
本発明の方法の有利な実施態様によれば、糸ホルダが、テンション装置を有しており、該テンション装置によって、自由な糸区分を、スピンドル軸線に対して半径方向の張力を加えて保持する。
【0044】
本発明の方法の有利な実施態様によれば、糸ホルダが、把持装置を有しており、該把持装置によって、自由な糸区分を把持しかつクランプ保持する。
【0045】
本発明の方法の有利な実施態様によれば、精紡箇所、特にアンダワインディング装置またはクランプ装置に分離ユニットが対応配置されており、該分離ユニットによって、糸区分を巻取り部もしくはクランプ箇所と糸パッケージとの間で分離する。
【0046】
本発明の方法の有利な実施態様によれば、第2のグリッパにステップ(l)と共にまたはステップ(l)後にかつステップ(a)前に搬送速度から空の巻管を引き渡す。
【発明の効果】
【0047】
本発明によるパッケージ交換装置は、グリッパユニットが、空の糸巻管を収容するための第1のグリッパと、満管の糸パッケージを収容するための第2のグリッパとを有していることによって特徴付けられる。
【0048】
グリッパユニットは、有利には、少なくとも2つのグリッパを備えた、パッケージ交換保持手段に取り付けられたアッセンブリである。このパッケージ交換保持手段は、たとえばドッファビームであってよい。このドッファビームは、精紡機の精紡箇所に沿って延びていて、多数のグリッパユニットもしくはアッセンブリを有している。この場合、各精紡箇所には、1つのグリッパユニットもしくはアッセンブリが対応配置されている。
【0049】
1つのグリッパユニットのグリッパはパッケージ交換保持手段に対して、有利には少なくとも1つの第1の回動軸(D1)を中心として回動可能にもしくは旋回可能に取り付けられており、これによって、グリッパが第1の回動軸(D1)を中心とした回動運動もしくは旋回運動によって旋回円に沿ってスピンドル軸線(A)に向かって回動可能となるかもしくは旋回可能となる。すなわち、旋回円がスピンドル軸線(A)を通っている。
【0050】
両グリッパはその収容開口で、有利には相前後して旋回円の円線に配置されている。第1の回動軸(D1)はドッフィング位置、すなわち、パッケージ交換位置で、有利にはスピンドル軸線に対して平行に位置している。
【0051】
グリッパユニットの両グリッパは、有利には共通の第1の回動軸(D1)を中心として回動可能に取り付けられている。この第1の回動軸(D1)は、有利には、グリッパ中心軸線の間の結合線(V)に対して垂直に配置された直線(G)に交差している。
【0052】
さらに、グリッパユニットはグリッパベースボディを有していてよい。このグリッパベースボディには、少なくとも2つのグリッパが取り付けられている。また、グリッパベースボディによって、両グリッパを一緒に第1の回動軸を中心として運動させることができる。グリッパベースボディは、直接的にまたは相応の取付けエレメントを介してパッケージ交換保持手段に取り付けられていてよい。
【0053】
本発明の更なる構成では、グリッパユニットの第1のグリッパと第2のグリッパとが、上述したように、グリッパベースボディに結合されている。このグリッパベースボディはグリッパと共に、グリッパベースボディの外部に位置する第1の回動軸(D1)を中心として旋回円に沿って回動可能にもしくは旋回可能に取り付けられている。さらに、グリッパベースボディは、その内部に位置する第2の回動軸(D2)を中心として回動可能に取り付けられている。この第2の回動軸(D2)を中心として、グリッパがグリッパベースボディの回転によって回動可能となる。
【0054】
第1の回動軸(D1)は、グリッパ中心軸線の間の結合線Vに対して垂直に配置された直線Gに位置している。第2の回動軸(D2)は、有利には、グリッパ中心軸線の間の結合線Vに位置している。直線Gと第2の回動軸(D2)とは、特に有利には、両グリッパの間の真ん中に配置されている。こうして、グリッパユニットが第1の回動軸D1を中心とした1回の回動によって第1のグリッパでスピンドル軸線(A)に向かって旋回可能となり、第2の回動軸(D2)を中心とした1回の回動によって、両グリッパがその位置を入れ代えることにより、第1のグリッパがスピンドル軸線(A)から離れる方向に回動可能となると同時に第2のグリッパがスピンドル軸線(A)に向かって回動可能となる。第2の回動軸(D2)も同じく、有利にはスピンドル軸線もしくは第1の回動軸(D1)に対して平行に位置している。
【0055】
前述した構成変化形と著しく異なる別の実施態様は、少なくとも2つのグリッパを備えた、パッケージ交換保持手段に取り付けられたグリッパユニットを提案する。グリッパは、糸パッケージもしくは巻管を収容するための1つの収容開口を有している。グリッパはガイド装置、たとえばガイドレールで相応の駆動装置を介して精紡機の長手方向に移動可能となる。グリッパは、有利には線形にかつ、特に有利には付加的にスピンドル軸線Aに対して垂直に移動可能である。
【0056】
グリッパは、有利にはグリッパアームを介して直接的にまたは間接的にパッケージ交換保持手段に結合されていて、パッケージ交換過程の開始時にパッケージ交換保持手段と共に精紡箇所に高くガイドされ、この精紡箇所に向かって旋回させられる。パッケージ交換保持手段、有利にはドッファビームが、パッケージ交換過程の実施のために精紡箇所の前方に位置決めされている間、グリッパは、パッケージ交換保持手段から離れる方向に延びるグリッパアームのせいで、その収容開口によって精紡箇所の間でスピンドル線の高さに配置されている。このスピンドル線は、精紡箇所に沿ってスピンドル軸線を通りかつスピンドル軸線(A)に対して垂直に延びる結合線を成している。
【0057】
スピンドル線に沿ったグリッパの線形の運動によって、第1のグリッパが精紡箇所のスピンドル軸線の上方にガイドされる。第1のグリッパは、たとえば前述した形式のクランプ装置によって満管のパッケージを捕捉し、同方向または逆方向に向けられた線形の運動を実施してスピンドル線に沿ってスピンドル軸線(A)から走出する。次いで、第2のグリッパが空の巻管と共に同じ運動原理によりスピンドル軸線の上方に走行させられ、そこで、空の巻管を下降させる。次いで、第2のグリッパも、同方向または逆方向に向けられた線形の運動を実施してスピンドル線に沿ってスピンドル軸線(A)から走出させられる。パッケージ交換保持手段が、再び精紡箇所から離反旋回させられ、下方に走行させられ得る。当然ながら、パッケージ交換過程の間のスピンドルレール運動と、相応の糸分離による糸区分の引渡しは、前述した実施例と同じ原理により経過する。搬送装置への満管のパッケージの引渡しも、搬送装置からの空の巻管の受取りも、精紡箇所でのパッケージ交換装置に類似の原理により経過する。
【0058】
変更された実施態様では、グリッパが2つのグリッパアームを有している。両グリッパアームは一緒に1つの収容開口を形成する。グリッパアームは、同じくスピンドル線に沿って互いに相対的に移動することができる。これは、収容開口を開閉することができる一種のトングユニットである。さらに、両グリッパアームを、たとえばパッケージまたは巻管の固持時に一緒にスピンドル線に沿って移動させることができ、これによって、パッケージをスピンドル軸線から離れる方向にガイドすることができるかもしくは巻管をスピンドル軸線に向かってガイドすることができる。グリッパアームの個別の運動ならびに共通の運動は、有利には共通の駆動装置によって共通のガイドを介して行われる。運動は、有利には線形であると共にスピンドル線に対して平行である。
【0059】
ここに記載した実施態様のグリッパは、第1の構成によれば、糸巻管または糸パッケージをクランプ把持することができる少なくとも2つの把持ジョーまたは把持アームを備えたトングユニットを有していてよい。把持ジョーまたは把持アームは、たとえばニューマチック的にまたはハイドロリック的に駆動することもできるし、前述した両解決手段の組合せであってもよい。
【0060】
別の実施態様によれば、把持ユニットのグリッパが、ハイドロリック的にまたはニューマチック的に膨張可能な加圧体を装備していてよい。この加圧体によって、糸巻管または糸パッケージがクランプ把持可能となる。前述した両実施態様は、たとえば図10に示したように、互いに組み合わされてもよい。
【0061】
本発明によるパッケージ交換装置は、ファンネル精紡機、リング精紡機、ポット精紡機またはループ精紡機ならびに撚糸機に使用することができる。これに相応して、糸ガイド機構は、キャップもしくはファンネルまたは精紡リングにガイドされたトラベラである。その上、パッケージ交換装置は、満管のパッケージを、巻き取られていない下側のまたは上側の巻管区分でまたはパッケージボディ自体で把持するために設計されていてよい。スピンドルは、有利には個別モータにより、特に個々に電動モータにより駆動されている。精紡機は、精紡箇所ごとに、それぞれ1つのドラフト機構を有している。
【0062】
しかし、本発明によるパッケージ交換装置は、有利にはファンネル精紡機に使用される。このファンネル精紡機では、スピンドルが軸方向に移動可能に配置されている。このことは、たとえば鉛直方向に可動に配置されたスピンドルレールによって行われる。その上、ファンネル精紡機は漏斗状の糸ガイド機構を有している。この糸ガイド機構は、複数の精紡箇所、特に全ての精紡箇所にわたって延びるファンネルレールに取り付けられていて、個別モータにより駆動される。
【0063】
精紡機の精紡箇所は、それぞれ1つのパッケージカプセルを有している。スピンドルはスピンドル保持手段を介して、鉛直方向に可動のスピンドルレールに取り付けられている。スピンドル保持手段は、パッケージカプセルが、パッケージ交換の目的でパッケージを露出させるために、スピンドル保持手段にわたって入れ子式にガイド可能となるように形成されている。
【0064】
スピンドル保持手段は、たとえば鉛直な長手方向延在長さを有している。この長手方向延在長さは、パッケージカプセルの鉛直方向の長さにほぼ相当しているかまたはパッケージカプセルの鉛直方向の長さよりも大きく寸法設定されている。
【0065】
精紡箇所は、有利には、ファンネル出口と糸パッケージとの間に延びる自由な糸区分を保持するための糸区分ホルダを有している。この糸区分ホルダは、保持された自由な糸区分と共に、有利には円形にスピンドルを中心として運動可能であり、これによって、スピンドルに空の糸巻管を被せた後、自由な糸区分を、少なくとも部分円周的に、空の糸巻管に巻き付けることができるかまたは下側の端部で巻管に対応配置された巻取り区分に巻き付けることができる。
【0066】
本発明の改良形では、糸区分ホルダがテンション装置を有している。このテンション装置によって、自由な糸区分を、スピンドル軸線に対して半径方向の張力(K)を加えて保持することができる。さらに、糸区分ホルダは、テンション装置に対して付加的にまたはテンション装置に対して択一的に把持装置を有していてよい。この把持装置によって、自由な糸区分を捕捉しかつクランプ保持することができる。糸区分ホルダは、ファンネルレール、ファンネルカプセルまたはパッケージ交換装置、特にパッケージ交換保持手段またはグリッパユニットに取り付けられていてよい。
【0067】
精紡箇所は、スピンドル軸部の下側の端部、すなわち、巻管の下方に配置されたアンダワインディング装置を有していてよい。このアンダワインディング装置は、パッケージ交換時に自由な糸区分で少なくとも部分円周的に巻き取るためのアンダワインディング区分を備えている。このアンダワインディング区分は付着面を有していてよい。この付着面には、自由な糸区分が付着する。付着面は、たとえば粗い表面を有している。付着面は、面ファスナの原理により、たとえば密に配置されて半径方向に突出した長手方向形成体、特に棒状のエレメント、突起または掛かりから成っている。アンダワインディング装置の代わりに、クランプ装置が設けられていてもよい。このクランプ装置は、アンダワインディング区分の代わりに、クランプユニットを有している。このクランプユニットによって、糸区分がクランプされる。アンダワインディングクラウンとも呼ばれるアンダワインディング装置またはクランプクラウンとも呼ばれるクランプ装置には、糸を分離するための分離装置が対応配置されていてよい。
【0068】
このようなアンダワインディングクラウンもしくはクランプクラウンの種々様々なシステムが知られている。このシステムについて、ここでは詳しく説明しない。したがって、欧州特許第0462467号明細書およびドイツ連邦共和国特許第19755972号明細書には、場合により分離装置を備えたクランプクラウンが開示されている。したがって、前述した両明細書を参照されたい。これをもって、分離装置の有無にかかわらず、このようなクランプクラウンの機能形式および運転に関する内容が本特許出願の開示内容に属するものとする。
【0069】
特にリング精紡機では、糸分離装置が、欧州特許第0462467号明細書またはドイツ連邦共和国特許出願公開第19755972号明細書に記載された装置であってよい。精紡箇所のスピンドルのスピンドルシャフトには、アンダワインディングクラウンと固定スリーブとが対応配置されていてよい。この場合、アンダワインディングクラウンと固定スリーブとの間に糸を挟み込むことができる。リングフレームには、スピンドルシャフトの長手方向軸線に対して平行に延びる作用区分が設けられている。この作用区分は、作業位置と開放位置との間での固定スリーブの軸方向移動のために、この固定スリーブに位置する当接面と摩擦接続的に協働する。さらに、固定スリーブに向かって押圧される戻しエレメントが、スピンドルシャフトの長手方向軸線に対して平行に配置されている。前述した糸分離装置の機能形式は、欧州特許第0462467号明細書から明らかである。
【0070】
分離装置は、パッケージ交換装置、特にパッケージ交換保持手段またはグリッパユニットに配置されていてもよい。
【0071】
リング精紡機では、パッケージカプセルがリングレールに取り付けられていてよく、このリングレールの下方の鉛直な長手方向区分にわたって延びていてよい。
【0072】
本発明による方法は、以下の方法ステップ:すなわち、
a)パッケージ交換装置のグリッパユニットを糸パッケージに向かって上昇させ、この場合、グリッパユニットが、第1および第2のグリッパを有しており、この第2のグリッパに、パッケージ交換装置の上昇時に、空の巻管が装着されており;
b)スピンドル回転を停止し、糸パッケージを露出させ;
c)第1のグリッパ(13a)をスピンドル軸線(A)の上方に移動、特に接近旋回させ、糸パッケージを第1のグリッパによって把持しかつ固持し;
d)グリッパユニットとスピンドルとの間で鉛直方向に相対移動させ、これによって、このスピンドルを完全に糸パッケージの巻管から走出させ;
e)糸パッケージを保持した第1のグリッパをスピンドル軸線(A)から離れる方向に移動、特に離反旋回させ;
f)空の巻管を保持した第2のグリッパをスピンドル軸線(A)に向かって移動、特に接近旋回させ;
g)場合により、グリッパユニットとスピンドルとの間で鉛直方向に相対移動させ、これによって、スピンドルを空の巻管内に係合し;
h)第2のグリッパを解除し、空の巻管をリリースし;
i)第2のグリッパをスピンドル軸線(A)から離れる方向に移動、特に離反旋回させ;
j)精紡開始プロセスもしくは精紡プロセスを開始し(スピンドル回転を開始し);
k)パッケージ交換装置のグリッパユニットを下降させ、この場合、第1のグリッパが、下降時に、取り出された糸パッケージを支持しており;
l)この糸パッケージを第1のグリッパから搬送装置に引き渡す:
によって特徴付けられる。
【0073】
ステップb)はステップa)前に行われてもよい。さらに、ステップa)およびステップb)は同時に実施されてもよいし、最初にステップa)またはステップb)が開始されることによって、少なくとも一時的に重畳して実施されてもよい。
【0074】
ステップj)は、ステップk)と同時に行われてもよいし、ステップk)後に行われてもよいし、ステップl)と同時に行われてもよし、ステップl)後に行われてもよい。
【0075】
ステップg)は省略されてもよい。この事例では、ステップf)でスピンドル軸線の上方に位置決めされた空の巻管が、ステップh)による第2のグリッパの解離時に重力によって下向きでスピンドルに落下することが提案されている。
【0076】
本発明の改良形では、ステップb)、ステップd)および/またはステップg)が、ファンネル精紡機の場合に以下の通りであってよい:
b)スピンドル回転を停止し、スピンドルカプセルの下降によって糸パッケージを露出させ、スピンドルに保持された糸パッケージを下降させ、これによって、糸パッケージをファンネルの外部に位置させる。
d)スピンドルを下降させ、これによって、このスピンドルを完全に糸パッケージの巻管から走出させる。
g)スピンドルを上昇させ、これによって、このスピンドルを空の巻管内に係合する。
【0077】
さらに、ファンネル精紡機の場合には、ステップb)、ステップd)および/またはステップg)の目的のために、スピンドルレールに対して択一的にファンネルレールが相応に鉛直方向に運動させられてもよいかもしくはスピンドルレールもファンネルレールも相応に鉛直方向に同時にまたは相対的に運動させられてよい。
【0078】
本発明の改良形では、ステップb)、ステップd)および/またはステップg)が、リング精紡法の場合に以下の通りであってよい:
b)スピンドル回転を停止し、場合によりパッケージカプセルと一緒のリングレールの下降および/またはスピンドルレールの上昇によって糸パッケージを露出させる。
d)グリッパユニットを上昇させかつ/またはスピンドルレールを下降させ、これによって、スピンドルを完全に糸パッケージの巻管から走出させる。
g)グリッパユニットを下降させかつ/またはスピンドルレールを上昇させ、これによって、スピンドルを空の巻管内に係合する。
【0079】
すなわち、リング精紡機の場合には、ステップb)、ステップd)および/またはステップg)の目的のために、リングレールに対して択一的にスピンドルレールが相応に鉛直方向に運動させられてもよいかもしくはリングレールもスピンドルレールも相応に鉛直方向に同時にまたは相対的に運動させられてよい。
【0080】
本発明の更なる改良形では、ファンネル精紡法の場合、ファンネル出口と糸パッケージとの間の自由な糸区分が、ステップ(i)後にかつステップ(j)前にまたはステップ(j)と共にかつ特にステップ(k)前に、少なくとも部分円周的に、空の巻管に巻き付けられるかまたはアンダワインディング装置の、巻管の下方に対応配置されたアンダワインディング区分に当て付けられ、これによって、自由な糸区分が巻取りによって巻管にまたはアンダワインディング区分に保持される。引き続き、自由な糸区分が巻取り部と糸パッケージとの間で分離される。
【0081】
第1の構成によれば、巻取りは、第1のグリッパが糸パッケージと共に部分円周的にスピンドルを中心として運動させられ、これによって、自由な糸区分が、少なくとも部分円周的に、空の巻管またはアンダワインディング区分を巡って当て付けられることによって行われる。
【0082】
第2の構成によれば、各精紡箇所に、上述した糸ホルダが対応配置されている。この場合、自由な糸区分は糸ホルダによって、有利には円形にスピンドルを中心として運動させられ、これによって、自由な糸区分が、少なくとも部分円周的に、空の巻管またはアンダワインディング区分を巡って当て付けられる。したがって、糸ホルダが糸区分をアンダワインディング区分にガイドする。
【0083】
糸ホルダがテンション装置を有していると、糸区分がテンション装置によって、スピンドル軸線(A)に対して半径方向の張力(K)を加えて保持される。糸ホルダが把持装置を有していると、糸区分がこの把持装置によって捕捉され、クランプ保持される。
【0084】
さらに、精紡箇所には、分離ユニットが対応配置されていてよい。この分離ユニットによって、糸区分が巻取り部と糸パッケージとの間で分離される。分離装置は、アンダワインディング装置またはパッケージ交換装置、特にパッケージ交換保持手段またはグリッパユニットの構成要素であってよい。分離ユニットは、スピンドルベースの領域にアンダワインディング装置が設けられていない場合、スピンドルに設けられた巻管収容部の下方に配置することもできる。分離ユニットは、たとえばカッティングナイフを有していてよい。
【0085】
リング精紡機の場合には、有利にはステップe)前、特にステップb)と同時に、糸が、下方に走行するリングレールによって、糸パッケージの下方に設けられたクランプ区分に挿入され、クランプ固定される。さらに、下方へのリングレールの走行によって、糸パッケージが露出させられる。ステップd)と同時に、糸パッケージとクランプ区分との間の糸が分離(開裂または切断)される。
【0086】
本発明は、パッケージ交換保持手段が、もはや搬送装置と精紡箇所との間で1回の往復ストロークしか実施せず、中間格納部を省略することができるという利点を有している。このことは、ドッフィング時の著しい時間節約に繋がる。これによって、精紡機の生産性が高められる。
【発明を実施するための最良の形態】
【0087】
以下に、本発明を実施するための最良の形態を図面につき詳しく説明する。
【0088】
図1には、精紡機の精紡箇所1が示してある。この精紡箇所1は、ドラフト機構2と、スピンドルモータとも呼ばれる電動モータ9によって個別モータ駆動されるスピンドル16とを備えている。このスピンドル16はスピンドル保持手段11を介してスピンドルレール12に取り付けられている。各精紡箇所1は、回転する糸ガイドユニット5を有している。この糸ガイドユニット5は、ファンネルモータとも呼ばれる糸ガイドモータ4を介してアクティブに駆動される。糸ガイドユニット5は、特にファンネルもしくはキャップの形のバルーン制限ユニットである。このバルーン制限ユニットは、有利には円筒状の被覆カプセル6によって取り囲まれている。この被覆カプセル6は、1つには、回転する糸ガイドユニットを防護遮蔽していて、もう1つには、回転によって生ぜしめられる空気連行抵抗を減少させる。糸ガイドユニット5と、糸ガイドモータ4と、糸ガイド被覆カプセル6とは、ファンネルレールとも呼ばれる糸ガイドレール3に直接的にまたは間接的に取り付けられている。
【0089】
スピンドル16には、糸巻管7が被せられている。この糸巻管7には、精紡プロセスの間、コップもしくは糸パッケージ17が形成される。このパッケージ形成は、スピンドルレール12と糸ガイドレール3との間の相対運動によって行われる。このためには、有利にはスピンドルレール12が昇降によって鉛直方向に運動させられる。この間、上側の糸ガイドレール3は糸ガイドユニット5と共にその鉛直方向の位置を変化させない。
【0090】
糸パッケージ17は糸パッケージ被覆カプセル10によって被覆される。この糸パッケージ被覆カプセル10は、1つには、回転する糸パッケージを防護遮蔽していて、もう1つには、回転によって生ぜしめられる空気連行抵抗を減少させる。糸パッケージ被覆カプセル10は、有利には円筒形である。この糸パッケージ被覆カプセル10は、有利には糸ガイド被覆カプセル6に解離可能に取り付けられている。この取付けは、たとえば磁気的な力によって行うことができる。したがって、たとえば電磁石が設けられていてよい。この電磁石によって、磁界の接続もしくは遮断により、糸パッケージ被覆カプセル10と糸ガイド被覆カプセル6との間の結合が形成されるかもしくは解離される。取付けは機械的に、たとえば一種のバヨネットクロージャによって行われてもよい。このバヨネットクロージャは、糸パッケージ被覆カプセルを連結および連結解除するための機械的な手段を介して操作することができる。
【0091】
さらに、精紡機はパッケージ交換装置を有している。このパッケージ交換装置は、複数の精紡箇所、特に全ての精紡箇所にわたって延びるドッファビームを備えている。このドッファビームには、相応の保持手段を介してグリッパユニット15が配置されている。各精紡箇所1には、1つのグリッパユニット15が対応配置されている。さらに、このグリッパユニット15は、満管の糸パッケージ17を収容するための第1のグリッパ13aと、空の糸巻管7を収容するための第2のグリッパ13bとを有している。
【0092】
パッケージ交換装置は駆動・ガイド手段(図示せず)を有している。この駆動・ガイド手段によって、ドッファビームの鉛直方向の昇降が可能となる。さらに、ドッファビームを外部から精紡箇所に向かって接近旋回させるかもしくは外部に向かって精紡箇所から離れる方向に離反旋回させるための駆動・ガイド手段が設けられていてもよい。鉛直方向成分と水平方向成分とを備えたドッファビームの運動は、相応に組み合わされて実施可能となってもよい。
【0093】
パッケージ交換過程は、以下のように経過する。
【0094】
パッケージ巻取りの終了前、終了の間または終了後、ステップ(b)により、スピンドル回転もしくは糸生産が停止され、糸パッケージおよび場合によりアンダワインディングクラウンまたはクランプクラウンが、パッケージカプセルの下降によって露出させられ、糸パッケージがスピンドルレールの下降によって完全にファンネルから走出させられる。この場合、糸端は糸パッケージの上側の端区分に位置している。糸ガイドユニット5とパッケージ始端との間に自由な糸区分21が形成される(図1a、図1b参照)。
【0095】
点(b)で実施されたパートステップの順序は、必ずしも上記順序に相当している必要はない。さらに、規定されたパートステップが同時にまたは一時的に重畳して行われてもよい。
【0096】
糸パッケージ被覆カプセル10が、この段階では、糸ガイド被覆カプセル6との結合から解離され、有利には専らまたは重力によって行われる下降時に入れ子式に、有利には同じく円筒状のスピンドル保持手段11にわたって被せられる。糸パッケージ被覆カプセル10は、たとえば磁界の遮断または機械的な結合からの連結解除によって糸ガイド被覆カプセル6から解離することができる。
【0097】
方法ステップ(b)の実施と同時にまたは方法ステップ(b)の実施に前もってまたは方法ステップ(b)の実施に続いて、ステップ(a)により、ドッファビーム14がグリッパユニット15と共に糸パッケージ17に向かって上昇させられる。この場合、第2のグリッパ13bには、パッケージ交換装置の上昇時に空の巻管が装着されている。この巻管を第2のグリッパ13bは前もって巻管供給装置から受け取っている(図1b、図1c参照)。
【0098】
ドッファビーム14のパッケージ交換位置への到達と共にもしくは到達後に、ステップ(c)により、第1のグリッパ13aが糸パッケージ17の下側の端区分に向かって運動させられるかもしくは旋回させられ、糸パッケージ17の下側の自由な巻管端部を捕捉し、この巻管端部を固持する(図1c参照)。
【0099】
引き続き、ステップ(d)により、スピンドルレール12が下降させられ、これによって、スピンドル16が完全に糸パッケージ17の巻管7から走出させられる(図1d参照)。
【0100】
次いで、第1のグリッパ13aが、ステップ(e)により、糸パッケージ17と共にスピンドル軸線(A)から離れる方向に旋回させられるかもしくは運動させられる。ステップ(e)と同時にもしくはステップ(e)に続いて、ステップ(f)により、空の巻管を保持した第2のグリッパがスピンドル軸線(A)に向かって旋回させられるかもしくは運動させられる。次いで、ステップ(g)により、スピンドルレール12が上昇させられ、これによって、スピンドル16が空の巻管7内に係合する(図1e、図1f参照)。
【0101】
第2のグリッパ13bが、ステップ(h)により開放され、空の巻管がリリースされる。次いで、ステップ(i)により、第2のグリッパがスピンドル軸線(A)から離れる方向に旋回させられるかもしくは運動させられる(図1f、図1g参照)。
【0102】
スピンドル軸線(A)に近づく方向へのもしくはスピンドル軸線(A)から離れる方向へのグリッパ13a,13bの運動は、図1から明らかではない。この過程を、図2〜8に示した幾つかの実施例につき詳しく説明する。精紡箇所でのグリッパ13a,13bの旋回運動は、水平なレベルで経過する。すなわち、糸パッケージもしくは空の巻管が、精紡箇所でのこの交換過程では、鉛直方向に運動させられない。
【0103】
精紡箇所での満管の糸パッケージと空の巻管との交換後の段階では、満管の糸パッケージからの糸区分21の分離と、新たな精紡プロセスに対する準備としての空の巻管への糸区分21の当付けとが行われる。この場合、この過程では、糸ガイドユニットから到来した糸端が保持されなければならない。
【0104】
この過程に対して、種々異なる解決手段および実施形態が存在する。しかし、全ての実施形態には、スピンドルレール12が第1の段階で上昇させられ、スピンドル16が空の巻管7と共に、精紡プロセスの開始のために糸ガイドユニット内に走入させられ、これによって、空の糸巻管7の、糸パッケージの形成が上向きに開始する下側の端区分が、自由な糸区分21の高さにほぼ位置することになることが共通している。
【0105】
さらに、全ての実施形態では、スピンドル16がその下側の端区分に、糸保持装置と切断装置とを備えたアンダワインディングクラウンもしくはクランプクラウン8を有していてよい。糸保持装置は、すでに十分に詳しく上述したように、有利にはクランプ装置である。
【0106】
第1の実施形態(図1h〜i参照)によれば、満管の糸パッケージ17が、ドッファビーム14および/またはグリッパ13aもしくはグリッパ装置15によって空の巻管7を中心として少しだけ運動させられ、これによって、糸区分がアンダワインディングクラウンもしくはクランプクラウン8の糸保持装置に拘束され、この糸保持装置によって保持される。このためには、スピンドルレール12がアンダワインディングクラウンもしくはクランプクラウン8と共に、規定された量、精紡開始点を越えて上昇させられ、これによって、自由な糸区分が糸保持装置に拘束され得る。次いで、この糸保持装置と糸パッケージ17との間の糸区分が、たとえばアンダワインディングクラウンもしくはクランプクラウン8の一部である分離装置18によって分離される。その後、スピンドルレール12が精紡開始位置にすでに到達していない限り、スピンドルレール12が精紡開始位置をとる。いま、精紡開始プロセスを開始することができる。この場合、自由な糸端がアンダワインディングクラウンもしくはクランプクラウン8に保持される。精紡開始位置とは、巻管への巻取りが開始される鉛直方向のスピンドルレール位置もしくは巻管位置を意味している。
【0107】
別の実施形態(図1h−1および図1i−1)によれば、各精紡箇所1が糸区分ホルダ19を装備している。この糸区分ホルダ19は、糸区分21を保持しかつガイドするための装置を有している。糸区分ホルダ19は、糸区分21を捕捉するために、テンション装置および/または把持装置を有していてよい。テンション装置は、たとえばブラケットを有していてよい。このブラケットによって、糸区分が巻管の周方向にガイド可能となり、外向きに変位可能となる。把持装置は、たとえば、糸をクランプ固持するためのクランプエレメントを有していてよい。
【0108】
糸区分21は、上述したように、糸区分ホルダ19によって捕捉され、周方向に巻管7もしくはアンダワインディングクラウンもしくはクランプクラウン8を中心としてガイドされ、これによって、糸区分がアンダワインディングクラウンもしくはクランプクラウン8の糸保持装置に拘束され、この糸保持装置によって保持される。このためには、スピンドルレール12がアンダワインディングクラウンもしくはクランプクラウン8と共に、規定された量、精紡開始点を越えて上昇させられ、これによって、自由な糸区分が糸保持装置に拘束され得る。次いで、この糸保持装置と糸パッケージ17との間の糸区分が、たとえばアンダワインディングクラウンもしくはクランプクラウン8の一部または糸区分ホルダ19の一部である分離装置18によって分離される。その後、スピンドルレール12が精紡開始位置にすでに到達していない限り、スピンドルレール12が精紡開始位置をとる。いま、精紡開始プロセスを開始することができる。この場合、自由な糸端がアンダワインディングクラウンもしくはクランプクラウン8に保持される。
【0109】
アンダワインディングクラウンもしくはクランプクラウン8の代わりに、糸区分が、全ての実施例(図1h、図1jおよび図1h−1、図1i−1)において、空の巻管自体に当て付けられてもよい。巻管表面に対する糸の静摩擦(相応の摩擦係数が設定されていなければならない)と、巻管への十分に長い周方向区分の当付けとによって、空の巻管に対する糸の十分な付着が達成され、これによって、糸区分を巻管と満管のコップとの間で分離することができる。この事例では、精紡開始位置の目標高さを越えるスピンドルの上昇を省略することができる。
【0110】
パッケージ交換装置の最後の段階では、ドッファビーム14が、後続のステップ(k)でグリッパユニット15と共に精紡箇所1から離れる方向に運動させられ、下降させられる。この場合、第1のグリッパ13aは、下降時に、取り外された糸パッケージ17を支持している。
【0111】
この時点では、精紡プロセスをすでに再び開始することができる。すなわち、精紡開始プロセスが同時に開始される。スピンドルレール12が精紡開始位置に位置している。空の巻管7が糸ガイドユニット5内に導入されており、これによって、巻管7がその下側の端区分で精紡開始高さに位置している。糸パッケージカプセル10が糸ガイドカプセルに取り付けられるかもしくは糸ガイドカプセルに連結される。このことは、たとえばスピンドルレール12が、精紡開始前もしくは精紡開始の間、糸パッケージカプセル10が糸ガイドカプセル6に機械的に係合するかまたは糸パッケージカプセル10を糸ガイドカプセル6に連結するために、磁気的な力で十分であるほど十分に、(たとえば精紡開始位置を越えて)上昇されられることによって行われる。糸パッケージカプセル10は、自明であるように、満管の糸パッケージ17からの自由な糸区分21の分離後に初めて糸ガイドカプセル6に連結される(図1j、図1k参照)。このためには、スピンドルレール12が、糸パッケージカプセル10の連結のために、自由な糸区分21の分離後、ほんの少しだけ精紡開始位置と逆方向で上方に運動させられ得る。
【0112】
ドッファビーム14の下側の終端位置への到達後、糸パッケージ17が、後続のステップ(l)で第1のグリッパ13aから搬送装置30に引き渡される。すなわち、糸パッケージ17が、たとえば搬送手段31(ペグトレイ)のピンに被せられる。さらに、第2のグリッパ13bが、搬送装置30への糸パッケージ17の引渡しと、次のパッケージ交換過程の開始との間の期間内に、搬送装置によって供給された空の糸巻管を取り出す。満管の糸パッケージ17の引渡しもしくは搬送装置からの空の糸巻管7の取出しは、グリッパ運動に相俟って、精紡箇所でのパッケージ交換過程と同じ機能原理により行われる。有利な構成では、この過程において、搬送手段31から空の糸巻管7を取り出すかもしくは搬送手段31に糸パッケージ17を被せるために、ドッファビーム14が搬送手段のピンの軸方向に運動させられる。グリッパ13a,13bの運動は、ここでも、水平なレベルで行われる。すなわち、満管の糸パッケージが、側方からペグトレイの収容ピンの軸の上方にガイドされ、その後、ドッファビーム14が下降させられ、満管の糸パッケージがピンに被せられる(図1j、図1k参照)。有利な構成では、搬送手段31への満管のパッケージ17の引渡しに続いて、(ドッファビームの位置を維持したまま)第2のグリッパ13bによって空の巻管7が搬送装置から取り出される。このためには、搬送手段が搬送区間に沿って移動させられ、把持位置にもたらされ得る。しかし、空の巻管はグリッパによって、のちの時点、たとえば新たなドッフィング過程の開始前に搬送装置で取り出されてもよい。
【0113】
精紡箇所もしくは、ここでは、1つの精紡箇所に対して示したような搬送装置での満管のパッケージもしくは空の巻管の引渡しもしくは受取りは、精紡機において複数の精紡箇所、特に全ての精紡箇所にわたって同時に行われる。
【0114】
図2〜図9には、パッケージ交換装置のグリッパユニットの種々異なる実施形態が示してある。全ての実施形態には、グリッパユニットが、満管のコップ17と空の巻管7とを収容するための2つのグリッパ33a,33b;43a,43b;53a,53b;63a,63b;73a,73b;83a,83b;93a,93b;103a,103bを有していることが共通している。さらに、両グリッパは、第1の回動軸36;46;56a;66;76;86;96;106を中心として旋回円39;49;59;69;79;89;99;109に沿って精紡箇所のスピンドル軸線に向かって旋回可能である。この場合、第1の回動軸はスピンドル軸線に対して平行に位置している。前述した実施形態の主要な態様は、グリッパの運動もしくは旋回可能性にある。
【0115】
図2〜図6および図9に示した実施形態によるグリッパユニットは保持手段35;45;55;65;75;85;95;105を有している。この保持手段を介して、グリッパまたはグリッパユニットもしくはグリッパのグリッパベースボディがドッファビーム32;42;52;62;72;102に取り付けられている。しかし、グリッパまたはグリッパユニットもしくはグリッパのグリッパベースボディは、ドッファビームに直接的に取り付けられていてもよい。グリッパ自体は、満管のパッケージもしくは空の巻管を捕捉しかつ保持するための手段を有している。このことは、有利には、クランプ装置によって行われる。このクランプ装置によって、グリッパがパッケージもしくは空の巻管を収容開口内にクランプ効果によって把持しかつ固持する。図2〜図8による実施例には、クランプ装置の2つの原理が示してある。しかし、この列挙で終わりではない。
【0116】
クランプ装置の第1の原理によれば、図2、図5、図6および図9による実施例に示したように、このクランプ装置が、第1および第2の把持ジョーもしくは把持アーム34a,34b;64a,64b;74a,74b;64a,64bを備えた古典的なトンググリッパ33a,33b;63a,63b;73a,73b;63a,63bに相当している。満管のパッケージもしくは空の巻管を捕捉しかつ保持するためには、把持アームが、クランプ力を加えて押し合わされ、これによって、把持アームが、その間に位置する巻管区分を挟み込む。把持アームに対するクランプ力はニューマチック的に加えられてもよいし、ハイドロリック的に加えられてもよいし、異なって作業するユニットによって加えられてもよい。
【0117】
クランプ装置の第2の原理によれば、図3、図4、図7および図8による実施例に示したように、このクランプ装置が、パッケージもしくは空の巻管の巻管区分に対する収容開口を有している。この収容開口は、圧力室を備えた膨張可能な加圧体44,54,84,94によって少なくとも部分的に取り囲まれている。一般的にダイヤフラムである加圧体の圧力室は、圧力負荷源を介して圧力媒体、たとえばガス(ニューマチック的)または液体(ハイドロリック的)で充填され(図示せず)、収容開口の減少下で膨張させられる。このことは、巻管区分のクランプ固定に繋がる。加圧体の圧力室内の放圧によって、収容開口が再び拡張され、巻管区分がリリースされる。
【0118】
このクランプ原理に関する詳細について、ここでは詳しく説明しない。むしろ、ドイツ連邦共和国特許出願公開第10333413号明細書を参照されたい。これをもって、このようなクランプ装置の機能形式および運転に関する内容が本特許出願の開示内容に属するものとする。
【0119】
しかし、巻管区分を把持しかつ固持するためのクランプ装置のクランプ効果は、別の適切な技術的な手段、たとえばゴム弾性的な材料等を介して達成されてもよい。さらに、図示の各実施形態には、別のクランプ装置が使用されてもよい。
【0120】
図2、図3、図4、図7、図8および図9による両グリッパ33a,33b;43a,43b;53a,53b;83a,83b;93a,93b;103a,103bは、それぞれ共通のグリッパベースボディ37;47;57;87;97;107に配置されている。この場合、このグリッパベースボディは、その内部にまたは外部に位置する第1の回動軸36;46;56a;86;96;106を中心として回動可能にガイドされているかもしくは支承されている。前述した第1の回動軸はスピンドル回転軸線に対して平行に位置している。両グリッパは、その収容開口でスピンドル軸線に向かって旋回可能となるようにグリッパベースボディに配置されている。すなわち、両グリッパが、互いにずらされて旋回円39;49;59;89;99,109の円線に位置している。グリッパベースボディは時計回り方向にまたは反時計回り方向に第1の回動軸36;46;56a;86;96を中心として回動させられ、これによって、両グリッパが旋回線に沿ってガイドされ、第1のグリッパがその収容開口でスピンドル軸線に位置することになる(図2a〜b、図3a〜b、図4a〜b、図7a〜b、図8a〜b参照)。第1のグリッパは満管のパッケージを捕捉しかつ保持する。スピンドルレールが下降させられ、これによって、スピンドルがパッケージ巻管から走出させられる。次いで、グリッパベースボディ37,47,57,87,97,107が、同方向または逆方向に向けられた更なる旋回運動を実施する。この場合、第1のグリッパが満管のパッケージ17と共にスピンドル軸線から走出させられるのと同時に第2のグリッパが巻管7と一緒にスピンドル軸線に走入させられる。次いで、スピンドルレールが上昇させられ、スピンドルが巻管7内に押し進められる(図1参照)。グリッパベースボディが、同方向または逆方向に向けられた更なる旋回運動を実施し、これによって、いま空の第2のグリッパが旋回円に沿ってスピンドル軸線から走出させられる。このステップに続いて、すでに図1で説明したように、糸分離ならびに精紡開始プロセスが開始される。
【0121】
図2、図3、図4、図7および図8による実施形態は、以下に説明する特徴において区別される。
【0122】
図2による実施形態では、両グリッパの収容開口が互いに逆方向に向けられている。第1のグリッパ33aの収容開口が、パッケージ交換過程の開始時に旋回方向でスピンドル軸線に向かって開放されているのに対して、第2のグリッパ33bの収容開口は、スピンドル軸線と逆方向に向けられている。パッケージ交換過程に対して、これは、第1のグリッパが時計回り方向でまたは反時計回り方向でグリッパの配置事例に応じてスピンドル軸線に向かって旋回させられることを意味している。第1のグリッパは満管のコップと共に、同方向に向けられた更なる旋回運動でスピンドル軸線から離れる方向に旋回させられる。巻管7を備えた第2のグリッパ33bが、同時にスピンドル軸線に向かって旋回させられる。次ぎのステップでは、いま空の第2のグリッパが、やはり同方向に向けられた旋回運動でスピンドル軸線から離れる方向に旋回させられる。すなわち、グリッパベースボディが3回の旋回運動で専ら時計回り方向に運動させられるかまたは反時計回り方向にしか運動させられない。
【0123】
図3による実施形態は、図2で説明した実施形態に相当している。しかし、グリッパ33a,33bが、ここでは、トングユニットとして形成されておらず、すでに説明した加圧体によってニューマチック的にまたはハイドロリック的に作業する。相応して、グリッパベースボディが異なって形成されている。
【0124】
図4による実施形態は、図3で示した実施形態にほぼ相当している。すなわち、グリッパ53a,53bの配置事例が、図2による実施形態に相当している。しかし、グリッパベースボディ57が付加的に第2の回動軸56bを介して回動可能に支承されている。この第2の回動軸56bは、両グリッパ53a,53bの間、有利には両グリッパ53a,53bの間の真ん中で、両グリッパ53a,53bの収容開口の中心を通る直線に位置しており、これによって、第2の回動軸56bを中心としたグリッパベースボディ57の回動運動時に、両グリッパ53a,53bが逆方向の回動運動を実施する。この場合、180゜だけの1回の回動で第1のグリッパ53aが第2のグリッパ53bの出発位置に位置することになり、第2のグリッパ53bが第1のグリッパ53aの出発位置に位置することになる。
【0125】
第1のグリッパ53aはコップ交換過程の開始時に第1の回動軸56aを介してスピンドル軸線に向かって旋回させられ、満管のコップ17を捕捉する。第2の回動軸56bを中心としたグリッパベースボディ57の回動運動によって、第2のグリッパ53bが巻管7と共に第1のグリッパ53aの位置に旋回させられる。第2のグリッパ53bは満管のパッケージと共に相応に第1のグリッパ53aの当初の位置に旋回させられる。次いで、グリッパベースボディ57が、第1の回動軸56aを中心とした、第1の旋回運動に対して逆方向に向けられた更なる旋回運動で戻される。
【0126】
図5および図6による実施形態は、前述した実施形態と異なり、グリッパが共通のグリッパベースボディを介して第1の回動点66に支承されておらず、各グリッパ63a,63b;73a,73bが相応の結合エレメントを介して個々に第1の回動点66,76に支承されている。相応して、個々のグリッパ63a,63b;73a,73bを個別に旋回円に沿ってガイドすることができ、すでに上述した形式でスピンドル軸線に向かってまたはスピンドル軸線から離れる方向に旋回させることができる。
【0127】
図5によれば、両グリッパ63a、63bの収容開口は旋回方向にスピンドル軸線に向かって方向付けられている。この場合、第1のグリッパ63aは、スピンドル軸線に向けられた旋回方向で第2のグリッパ63bの前方に配置されている。コップ交換過程の間のグリッパ63a,63bの旋回運動は全て、精紡箇所での空の巻管の下降後の第2のグリッパ63bの旋回運動を除いて、同じ回動方向に経過する。
【0128】
図6によれば、両グリッパ73a,73bの収容開口が逆の旋回方向に方向付けられている。この場合、第1のグリッパ73aは、スピンドル軸線に向けられた旋回方向で第2のグリッパ73bの前方に配置されている。したがって、コップ交換過程の間のグリッパ73a,73bの旋回運動が全て同じ回動方向に経過する。
【0129】
図5に示した実施形態から出発して、グリッパ103a,103bが結合エレメント110a,110bを介して共通のグリッパベースボディ107に結合されていて、第1の回動軸106を中心としたグリッパベースボディ107の1回の回動を介して一緒に旋回円に沿ってガイド可能となることも可能である(図9参照)。この構造は、図6によるグリッパアッセンブリにも使用可能である。
【0130】
図7および図8による実施形態には、第1のグリッパ83a;93aと第2のグリッパ83b;93bとを備えたグリッパベースボディ87;97が示してある。このグリッパベースボディ87;97は、ピッチ円形の凸状のガイド面を有している。このガイド面は、ドッファビームに設けられたピッチ円形の凹状のガイド面に対応していて、このガイド面と共にガイドユニットを形成している。このガイドユニットを介して、グリッパベースボディ87;97が回動可能に支承されている。ガイド面はグリッパの旋回円89;99に対して同心的に配置されている。グリッパベースボディは適切な駆動手段によって、たとえばニューマチック的にまたはハイドロリック的にガイド面に沿って駆動することができる。すなわち、グリッパベースボディは第1の回動軸86;96を介して駆動されない。しかし、グリッパベースボディ87;97は相応の駆動手段によって第1の回動軸86;96を介して駆動されていてもよい。
【0131】
両グリッパ83a,83bは、図7によれば、スピンドル軸線の両側に配置されている。すなわち、この場合、両グリッパ83a,83bの収容開口がスピンドル軸線に向かって、それぞれ異なる回動方向に向けられている。反時計回り方向または時計回り方向でのグリッパベースボディ87の相応の回動運動によって、第1もしくは第2のグリッパをスピンドル軸線に向かって運動させることができる。
【0132】
図8によれば、両グリッパ93a,93bの収容開口がグリッパベースボディ97の共通の回動方向に向けられている。反時計回り方向または時計回り方向でのグリッパベースボディ97の相応の回動運動によって、第1もしくは第2のグリッパをスピンドル軸線に向かって運動させることができる。グリッパベースボディ97は360゜の回動可能性を有していてよい。この事例では、それぞれ異なる回動方向を、スピンドル軸線の上方へのグリッパの位置決めのために使用することができる。
【0133】
本発明によるパッケージ交換装置と、これに所属の方法とは、単に図1によるファンネル精紡法に限定されていない。むしろ、パッケージ交換装置は、すでに述べたように、一般的に精紡機に使用可能である。
【0134】
第1もしくは第2の回動軸D1,D2を中心とした回動は、ここでは詳しく説明しない種々異なる駆動コンセプトによって行うことができる。回動は、たとえばニューマチック式、ハイドロリック式、電動モータ式または電磁式の駆動装置によって実施することができる。電磁式の駆動装置は、特に図7および図8による実施形態のために適している。
【0135】
図10、図11および図12には、パッケージ交換保持手段112;122;132に取り付けられたグリッパユニットが示してある。このグリッパユニットは2つのグリッパ113a,113b;123a,123b;133a,133bを備えている。両グリッパは、糸パッケージ17もしくは巻管7を収容するための収容開口を有している。グリッパはガイド手段130;140;150で精紡機の長手方向にもしくは上述したスピンドル線129に対して平行に移動可能である。
【0136】
グリッパはグリッパアーム114a,114b,115a,115b;124a,124b;134a,134bを介してパッケージ交換保持手段112;122;132に結合されている。グリッパは、パッケージ交換過程の開始時にパッケージ交換保持手段と共に精紡箇所に対して上方にガイドされ、精紡箇所の間に旋回させられ、これによって、グリッパの収容開口が、精紡箇所の間でスピンドル線129の高さに配置されている。
【0137】
スピンドル線に沿った線形の運動によって、第1のグリッパ113a;123a;133aがその収容開口で精紡箇所のスピンドル軸線Aの上方にガイドされ、クランプ装置によって満管の糸パッケージ17を捕捉し、次いで、線形の運動を実施して糸パッケージ17と共にスピンドル線129に沿ってスピンドル軸線Aから走出する。引き続き、第2のグリッパ113b;123b;133bが空の巻管7と共に同じ原理によりスピンドル軸線Aの上方に走行させられ、空の巻管を下降させる。次いで、第2のグリッパもスピンドル線129に沿った線形の運動を実施してスピンドル軸線Aから走出させられる。次いで、パッケージ交換保持手段がグリッパと共に精紡箇所から離れる方向に離反旋回させられ、下方に走行させられ得る。グリッパ113a,113b;123a,123b;133a,133bは、パッケージ交換の開始時にスピンドル軸線Aの側方でスピンドル線129に配置されていて、しかも、パッケージ交換時に相互に妨害されないように配置されている。こうして、たとえば両グリッパがスピンドル軸線Aの同じ側に位置することができる。この場合、第1のグリッパがスピンドル軸線Aの方向で第2のグリッパの前方に位置している。両グリッパはスピンドル軸線Aの両側に配置されていてもよい。すなわち、スピンドル軸線Aが、パッケージ交換の開始時に第1のグリッパと第2のグリッパとの間に位置している。
【0138】
図11によれば、グリッパ113a;113bが、それぞれ2つのグリッパアーム114a,114b;115a,115bを有している。両グリッパアームは一緒に1つの収容開口を形成する。1つのグリッパのグリッパアームはガイド手段140を介して互いに相対的に移動することができる。これは、収容開口を開閉することができる一種のトングユニットである。さらに、両グリッパアームは、たとえば糸パッケージ17または巻管7の固持時に一緒にガイド手段140に沿って移動することができ、これによって、固持された糸パッケージ17をスピンドル軸線Aから離れる方向にガイドすることができるかもしくは巻管7をスピンドル軸線Aに向かってガイドすることができる。
【0139】
グリッパもしくはグリッパアームの、有利には線形の運動は、たとえばニューマチック式、ハイドロリック式、電動モータ式または電磁式の駆動装置によって実現することができる。
【0140】
当然ながら、パッケージ交換過程の間のスピンドルレール運動と、相応の糸分離による糸区分の引渡しとは、前述した実施例と同じ原理により経過する。さらに、搬送装置への満管のパッケージの引渡しと、搬送装置からの空の巻管の受取りとは、この過程において、巻管内への搬送ピンの走入もしくは巻管からの搬送ピンの走出のために、パッケージ交換保持手段が相応に運動させられ、特に鉛直方向に運動させられることでしか、精紡箇所でのパッケージ交換過程に類似の原理により経過しない。
【図面の簡単な説明】
【0141】
【図1a】本発明によるパッケージ交換法の第1のステップを示す図である。
【図1b】本発明によるパッケージ交換法の第2のステップを示す図である。
【図1c】本発明によるパッケージ交換法の第3のステップを示す図である。
【図1d】本発明によるパッケージ交換法の第4のステップを示す図である。
【図1e】本発明によるパッケージ交換法の第5のステップを示す図である。
【図1f】本発明によるパッケージ交換法の第6のステップを示す図である。
【図1g】本発明によるパッケージ交換法の第7のステップを示す図である。
【図1h】本発明によるパッケージ交換法の第8のステップを示す図である。
【図1i】本発明によるパッケージ交換法の第9のステップを示す図である。
【図1h−1】本発明によるパッケージ交換法の第8のステップの変化実施例を示す図である。
【図1i−1】本発明によるパッケージ交換法の第9のステップの変化実施例を示す図である。
【図1j】本発明によるパッケージ交換法の第10のステップを示す図である。
【図1k】本発明によるパッケージ交換法の第11のステップを示す図である。
【図2】第1の実施形態によるグリッパユニットの作業形式a〜dを示す図である。
【図3】第2の実施形態によるグリッパユニットの作業形式a〜dを示す図である。
【図4】第3の実施形態によるグリッパユニットの作業形式a〜dを示す図である。
【図5】第4の実施形態によるグリッパユニットの作業形式a〜dを示す図である。
【図6】第5の実施形態によるグリッパユニットの作業形式a〜dを示す図である。
【図7】第6の実施形態によるグリッパユニットの作業形式a〜dを示す図である。
【図8】第7の実施形態によるグリッパユニットの作業形式a〜dを示す図である。
【図9】第8の実施形態によるグリッパユニットの作業形式を示す図である。
【図10】第9の実施形態によるグリッパユニットの作業形式を示す図である。
【図11】第10の実施形態によるグリッパユニットの作業形式を示す図である。
【図12】第11の実施形態によるグリッパユニットの作業形式を示す図である。
【符号の説明】
【0142】
1 精紡箇所、 2 ドラフト機構、 3 糸ガイドレール、 4 糸ガイドモータ、 5 糸ガイドユニット、 6 糸ガイド被覆カプセル、 7 糸巻管、 8 アンダワインディングクラウンもしくはクランプクラウン、 9 電動モータ、 10 糸パッケージ被覆カプセル、 11 スピンドル保持手段、 12 スピンドルレール、 13a,13b グリッパ、 14 ドッファビーム、 15 グリッパユニット、 16 スピンドル、 17 糸パッケージ、 18 分離装置、 19 糸区分ホルダ、 21 糸区分、 30 搬送装置、 31 搬送手段、 32 ドッファビーム、 33a,33b グリッパ、 34a,34b 把持ジョーもしくは把持アーム、 35 保持手段、 36 回動軸、 37 グリッパベースボディ、 39 旋回円、 42 ドッファビーム、 43a,43b グリッパ、 44 加圧体、 45 保持手段、 46 回動軸、 47 グリッパベースボディ、 49 旋回円、 52 ドッファビーム、 53a,53b グリッパ、 54 加圧体、 55 保持手段、 56a 回動軸、 57 グリッパベースボディ、 59 旋回円、 62 ドッファビーム、 63a,63b グリッパ、 64a,64b 把持ジョーもしくは把持アーム、 65 保持手段、 66 回動軸、 69 旋回円、 72 ドッファビーム、 73a,73b グリッパ、 74a,74b 把持ジョーもしくは把持アーム、 75 保持手段、 76 回動軸、 79 旋回円、 83a,83b グリッパ、 84 加圧体、 85 保持手段、 86 回動軸、 87 グリッパベースボディ、 89 旋回円、 93a,93b グリッパ、 94 加圧体、 95 保持手段、 96 回動軸、 97 グリッパベースボディ、 99 旋回円、 102 ドッファビーム、 103a,103b グリッパ、 105 保持手段、 106 回動軸、 107 グリッパベースボディ、 109 旋回円、 110a,110b 結合エレメント、 112 パッケージ交換保持手段、 113a,113b グリッパ、 114a,114b グリッパアーム、 115a,115b グリッパアーム、 122 パッケージ交換保持手段、 123a,123b グリッパ、 124a,124b グリッパアーム、 129 スピンドル線、 130 ガイド手段、 132 パッケージ交換保持手段、 133a,133b グリッパ、 134a,134b グリッパアーム、 140 ガイド手段、 150 ガイド手段、 A スピンドル軸線、 D1,D2 回動軸
【特許請求の範囲】
【請求項1】
精紡機または撚糸機に設けられた、糸パッケージ(17)を空の糸巻管(7)に交換するためのパッケージ交換装置であって、当該パッケージ交換装置が、糸パッケージ(17)を保持するためのグリッパ(13a)を備えた、パッケージ交換保持手段(14)に取り付けられたグリッパユニット(15)を有しており、精紡機もしくは撚糸機が、それぞれ1つのスピンドル(16)を備えた多数の精紡箇所または撚糸箇所(1)を有しており、スピンドル(16)に、スピンドル軸線を中心として運動可能なまたは回転可能な糸ガイド機構(5)が対応配置されており、スピンドル(16)が、スピンドル取付け手段(11)を介してスピンドルレール(12)に取り付けられている形式のものにおいて、
グリッパユニット(15)が、空の糸巻管(7)を収容するための第1のグリッパ(13a)と、満管の糸パッケージ(17)を収容するための第2のグリッパ(13b)とを有していることを特徴とする、精紡機または撚糸機に設けられたパッケージ交換装置。
【請求項2】
グリッパユニット(15)が、2つのグリッパ(13a,13b)を備えたアッセンブリであり、該アッセンブリが、パッケージ交換保持手段(14)に取り付けられており、各精紡箇所または各撚糸箇所に1つのグリッパユニット(15)が対応配置されている、請求項1記載のパッケージ交換装置。
【請求項3】
1つのグリッパユニットのグリッパ(53a,53b)が、パッケージ交換保持手段(52)に対して少なくとも1つの第1の回動軸(D1,56a)を中心として回動可能にもしくは旋回可能に取り付けられており、これによって、グリッパ(53a,53b)が、駆動装置によって第1の回動軸(D1)を中心として旋回円(59)に沿ってスピンドル軸線(A)に向かって回動可能であるかもしくは旋回可能である、請求項1または2記載のパッケージ交換装置。
【請求項4】
グリッパユニットの第1および第2のグリッパ(53a,53b)が、同一の第1の回動軸(D1,56a)を中心として回動可能にもしくは旋回可能に取り付けられている、請求項3記載のパッケージ交換装置。
【請求項5】
第1の回動軸(D1,56a)が、グリッパ中心軸線の間の結合線(V)に対して垂直に位置する直線(G)に交差している、請求項3または4記載のパッケージ交換装置。
【請求項6】
第1および第2のグリッパ(53a,53b)が、グリッパベースボディ(57)に結合されていて、該グリッパベースボディ(57)の外部に位置する第1の回動軸(D1,56a)を中心としてスピンドル軸線(A)に向かって旋回可能であり、両グリッパ(53a,53b)が、別の駆動装置によって、グリッパベースボディ(57)の内部に位置する第2の回動軸(D2,56b)を中心として互いに回動可能である、請求項3から6までのいずれか1項記載のパッケージ交換装置。
【請求項7】
第2の回動軸(D2,56b)が、グリッパ中心軸線の間の結合線(V)に、特に真ん中で交差している、請求項6記載のパッケージ交換装置。
【請求項8】
第1の回動軸(D1,56a)が、グリッパ中心軸線の間の結合線(V)に対して垂直に位置する直線Gに位置しており、第2の回動軸(D2,56b)が、グリッパ中心軸線の間の結合線(V)に位置しており、これにより、第1の回動軸(D1,56a)を中心としたグリッパベースボディ(57)の回動によって、該グリッパベースボディ(57)が、第1のグリッパ(53a)と共にスピンドル軸線(A)に向かって旋回可能であり、その位置の交換により、第1のグリッパ(53a)が、第2の回動軸(D2,56b)を中心としたグリッパベースボディ(57)の回動によって、スピンドル軸線(A)から離れる方向に回動可能であり、第2のグリッパ(53b)が、スピンドル軸線(A)に近づく方向に回動可能である、請求項3から7までのいずれか1項記載のパッケージ交換装置。
【請求項9】
グリッパ(123a,123b)が、グリッパアーム(124a,124b)を介してパッケージ交換保持手段(122)に結合されており、グリッパ(123a,123b)が、ガイド装置(130)と、該ガイド装置(130)と協働する駆動装置とを介して、互いに隣り合った複数の精紡箇所のスピンドル軸線(A)を通りかつ該スピンドル軸線(A)に対して垂直に延びる結合線(129)(スピンドル線)に沿って、グリッパ(123a,123b)の収容開口でスピンドル軸線(A)に向かって移動可能であるかまたはスピンドル軸線(A)から離れる方向に移動可能である、請求項1または2記載のパッケージ交換装置。
【請求項10】
グリッパ(123a,123b)が、ガイド装置(130)によってスピンドル線(129)に沿って線形に移動可能である、請求項9記載のパッケージ交換装置。
【請求項11】
パッケージ交換保持手段(12)が、精紡機の精紡箇所(1)に沿って延びており、多数のグリッパユニット(15)が、パッケージ交換保持手段(12)に取り付けられており、各グリッパユニット(15)が、1つの精紡箇所(1)に対応配置されている、請求項1から10までのいずれか1項記載のパッケージ交換装置。
【請求項12】
グリッパ(33a)が、把持ジョーまたは把持アーム(34a,34b)を備えたトングユニットを有しており、該トングユニットによって、糸巻管(7)および/または糸パッケージ(17)がクランプ把持可能である、請求項1から11までのいずれか1項記載のパッケージ交換装置。
【請求項13】
グリッパ(43a)が、ハイドロリック的にまたはニューマチック的に膨張可能な加圧体(44)を備えた把持ユニットを有しており、該把持ユニットによって、糸巻管(7)または糸パッケージ(17)がクランプ把持可能である、請求項1から11までのいずれか1項記載のパッケージ交換装置。
【請求項14】
多数の精紡箇所または撚糸箇所(1)を備えた精紡機または撚糸機であって、それぞれ1つのスピンドル(16)が設けられており、該スピンドル(16)に、スピンドル軸線を中心として運動可能なまたは回転可能な糸ガイド機構(5)が対応配置されており、スピンドル(16)が、スピンドル取付け手段(11)を介してスピンドルレール(12)に取り付けられており、さらに、請求項1から11までのいずれか1項記載のパッケージ交換装置が設けられている形式のものにおいて、パッケージ交換保持手段(14)が、スピンドル(16)に対して相対的に鉛直方向に移動可能に配置されており、有利には、スピンドル(16)を収容するスピンドルレール(12)および/またはパッケージ交換保持手段(14)が、鉛直方向に移動可能に配置されていることを特徴とする、精紡機または撚糸機。
【請求項15】
糸ガイド機構(5)が、キャップ、ファンネルまたは精紡リングにガイドされたトラベラである、請求項14記載の精紡機または撚糸機。
【請求項16】
精紡機の精紡箇所(1)が、それぞれ1つのパッケージカプセル(10)を有している、請求項14または15記載の精紡機。
【請求項17】
スピンドル(16)が、スピンドル保持手段(11)を介してスピンドルレール(12)に取り付けられており、パッケージカプセル(10)が、パッケージ交換の目的でパッケージ(17)を露出させるために、入れ子式にスピンドル保持手段(11)にわたってガイド可能であるように、該スピンドル保持手段(11)が形成されている、請求項14から16までのいずれか1項記載の精紡機または撚糸機。
【請求項18】
スピンドル保持手段(11)が、鉛直な長手方向延在長さを有しており、該長手方向延在長さが、パッケージカプセル(10)の鉛直方向の長さにほぼ相当しているかまたはパッケージカプセル(10)の鉛直方向の長さよりも大きく寸法設定されている、請求項17記載の精紡機または撚糸機。
【請求項19】
糸ガイド機構(5)が、ファンネルであり、精紡箇所(1)が、ファンネル出口と糸パッケージ(17)との間に延びる自由な糸区分(21)を保持するための糸区分ホルダ(19)を有している、請求項14から18までのいずれか1項記載の精紡機または撚糸機。
【請求項20】
糸ホルダ(19)が、保持された自由な糸区分と共に、有利には円形にスピンドル(16)を中心として運動可能であり、これによって、スピンドル(16)に空の糸巻管(7)を被せた後、自由な糸区分(21)が、少なくとも部分円周的に、空の糸巻管(7)に巻き付けられるようになっているかまたは下側の端部で巻管に対応配置された巻取り区分またはクランプ区分(8)に巻き付けられるようになっている、請求項19記載の精紡機または撚糸機。
【請求項21】
糸ホルダ(19)が、テンション装置を有しており、該テンション装置によって、自由な糸区分(21)が、スピンドル軸線(A)に対して半径方向の張力(K)を加えて保持されるようになっている、請求項19または20記載の精紡機または撚糸機。
【請求項22】
糸ホルダが、把持装置を有しており、該把持装置によって、自由な糸区分が捕捉され、クランプ保持されるようになっている、請求項19から21までのいずれか1項記載の精紡機または撚糸機。
【請求項23】
糸ホルダ(19)が、ファンネルレール(3)、ファンネルカプセル(6)またはパッケージ交換装置、特にパッケージ交換保持手段(14)またはグリッパユニット(15)に取り付けられている、請求項19から22までのいずれか1項記載の精紡機または撚糸機。
【請求項24】
精紡箇所が、スピンドル軸部の下側の端部、すなわち、被せられた巻管(7)の下方に配置された、パッケージ交換時に自由な糸区分(21)で少なくとも部分円周的に巻き取るためのアンダワインディング区分を備えたアンダワインディング装置を有している、請求項14から23までのいずれか1項記載の精紡機または撚糸機。
【請求項25】
精紡箇所が、スピンドル軸部の下側の端部、すなわち、被せられた巻管(7)の下方に配置された、パッケージ交換時に自由な糸区分(21)をクランプ固定するためのクランプ装置を有している、請求項14から24までのいずれか1項記載の精紡機または撚糸機。
【請求項26】
請求項1から11までのいずれか1項記載のパッケージ交換装置によって、請求項12から23までのいずれか1項記載の精紡機または撚糸機で満管の糸パッケージ(17)を空の糸巻管(7)に自動化して交換するための方法であって、パッケージ交換装置が、パッケージ交換保持手段に取り付けられた、糸パッケージ(17)を保持するためのグリッパ(13a)を備えたグリッパユニット(15)を有しており、精紡機が、多数の精紡箇所(1)を有しており、該精紡箇所(1)が、有利には個別駆動装置(9)を備えた、有利には鉛直方向に移動可能なそれぞれ1つのスピンドル(16)を備えており、該スピンドル(16)に、スピンドル軸線(A)を中心として運動可能な、有利にはファンネルの形の糸ガイド機構(5)が対応配置されており、スピンドル(16)が、スピンドル取付け手段(11)を介してスピンドルレール(12)に取り付けられている形式のものにおいて、
当該方法が、以下の方法ステップ:すなわち、
a)パッケージ交換装置のグリッパユニット(15)を糸パッケージ(17)に向かって上昇させ、この場合、グリッパユニット(15)が、第1および第2のグリッパ(13a,13b)を有しており、該第2のグリッパ(13b)に、パッケージ交換装置の上昇時に、空の巻管(7)が装着されており;
b)スピンドル回転を停止し、糸パッケージ(17)を露出させ;
c)第1のグリッパ(13a)をスピンドル軸線(A)の上方に移動、特に接近旋回させ、糸パッケージ(17)を第1のグリッパ(13a)によって把持しかつ固持し;
d)グリッパユニット(15)とスピンドル(16)との間で鉛直方向に相対移動させ、これによって、該スピンドル(16)を完全に糸パッケージ(17)の巻管(7)から走出させ;
e)糸パッケージ(17)を保持した第1のグリッパ(13a)をスピンドル軸線(A)から離れる方向に移動、特に離反旋回させ;
f)空の巻管(7)を保持した第2のグリッパ(13b)をスピンドル軸線(A)に向かって移動、特に接近旋回させ;
g)有利には、グリッパユニット(15)とスピンドル(16)との間で鉛直方向に相対移動させ、これによって、スピンドル(17)を空の巻管(7)内に係合し;
h)第2のグリッパ(13b)を解除し、スピンドル(16)上にまたはスピンドル(16)の上方に配置された空の巻管(7)をリリースし;
i)第2のグリッパ(13b)をスピンドル軸線(A)から離れる方向に移動、特に離反旋回させ;
j)精紡開始プロセスもしくは精紡プロセスを開始し(スピンドル回転を開始し);
k)パッケージ交換装置のグリッパユニット(15)を下降させ、この場合、第1のグリッパ(13a)が、取り出された糸パッケージ(17)を支持しており;
l)該糸パッケージ(17)を第1のグリッパ(13a)から搬送装置(30)に引き渡す:
を有していることを特徴とする、満管の糸パッケージを空の糸巻管に自動化して交換するための方法。
【請求項27】
ファンネル精紡法の場合、ステップ(i)後にかつステップ(j)前にまたはステップ(j)と共にならびにステップ(k)前に、ファンネル出口と糸パッケージ(17)との間の自由な糸区分(21)を、少なくとも部分円周的に、空の巻管(7)に巻き付けるかまたはアンダワインディング装置(8)の、巻管(7)の下方に対応配置されたアンダワインディング区分に当て付け、これにより、自由な糸区分(21)を巻取りによって巻管(7)にまたはアンダワインディング区分に保持し、自由な糸区分(21)を巻取り部と糸パッケージ(17)との間で分離する、請求項26記載の方法。
【請求項28】
ステップ(i)後にかつステップ(j)前にまたはステップ(j)と共にかつステップ(k)前に、ファンネル出口と糸パッケージ(17)との間の自由な糸区分(21)を、クランプ装置の、有利には巻管(7)の下方に配置されたクランプ箇所に当て付けかつクランプ固定し、自由な糸区分(21)を、巻取り部と糸パッケージ(17)との間で分離する、請求項26記載の方法。
【請求項29】
第1のグリッパ(13a)を糸パッケージ(17)と共に部分円周的にスピンドル(16)を中心として運動させ、これによって、自由な糸区分(21)を少なくとも部分円周的に、空の巻管(7)にまたはアンダワインディング区分に巻き付けるかまたはクランプ箇所に当て付ける、請求項27または28記載の方法。
【請求項30】
各精紡箇所(1)に1つの糸ホルダ(19)が対応配置されており、自由な糸区分(21)を糸ホルダ(19)によって、有利には円形にスピンドル(16)を中心として運動させ、これによって、自由な糸区分(21)を少なくとも部分円周的に、空の巻管(7)にまたはアンダワインディング区分に巻き付けるかまたはクランプ箇所に当て付ける、請求項27または28記載の方法。
【請求項31】
糸ホルダ(19)が、テンション装置を有しており、該テンション装置によって、自由な糸区分(21)を、スピンドル軸線(A)に対して半径方向の張力(K)を加えて保持する、請求項30記載の方法。
【請求項32】
糸ホルダ(19)が、把持装置を有しており、該把持装置によって、自由な糸区分(21)を把持しかつクランプ保持する、請求項30または31記載の方法。
【請求項33】
精紡箇所、特にアンダワインディング装置またはクランプ装置に分離ユニット(18)が対応配置されており、該分離ユニット(18)によって、糸区分(21)を巻取り部もしくはクランプ箇所と糸パッケージ(17)との間で分離する、請求項26から32までのいずれか1項記載の方法。
【請求項34】
第2のグリッパ(13b)にステップ(l)と共にまたはステップ(l)後にかつステップ(a)前に搬送速度(30)から空の巻管(7)を引き渡す、請求項26から33までのいずれか1項記載の方法。
【請求項1】
精紡機または撚糸機に設けられた、糸パッケージ(17)を空の糸巻管(7)に交換するためのパッケージ交換装置であって、当該パッケージ交換装置が、糸パッケージ(17)を保持するためのグリッパ(13a)を備えた、パッケージ交換保持手段(14)に取り付けられたグリッパユニット(15)を有しており、精紡機もしくは撚糸機が、それぞれ1つのスピンドル(16)を備えた多数の精紡箇所または撚糸箇所(1)を有しており、スピンドル(16)に、スピンドル軸線を中心として運動可能なまたは回転可能な糸ガイド機構(5)が対応配置されており、スピンドル(16)が、スピンドル取付け手段(11)を介してスピンドルレール(12)に取り付けられている形式のものにおいて、
グリッパユニット(15)が、空の糸巻管(7)を収容するための第1のグリッパ(13a)と、満管の糸パッケージ(17)を収容するための第2のグリッパ(13b)とを有していることを特徴とする、精紡機または撚糸機に設けられたパッケージ交換装置。
【請求項2】
グリッパユニット(15)が、2つのグリッパ(13a,13b)を備えたアッセンブリであり、該アッセンブリが、パッケージ交換保持手段(14)に取り付けられており、各精紡箇所または各撚糸箇所に1つのグリッパユニット(15)が対応配置されている、請求項1記載のパッケージ交換装置。
【請求項3】
1つのグリッパユニットのグリッパ(53a,53b)が、パッケージ交換保持手段(52)に対して少なくとも1つの第1の回動軸(D1,56a)を中心として回動可能にもしくは旋回可能に取り付けられており、これによって、グリッパ(53a,53b)が、駆動装置によって第1の回動軸(D1)を中心として旋回円(59)に沿ってスピンドル軸線(A)に向かって回動可能であるかもしくは旋回可能である、請求項1または2記載のパッケージ交換装置。
【請求項4】
グリッパユニットの第1および第2のグリッパ(53a,53b)が、同一の第1の回動軸(D1,56a)を中心として回動可能にもしくは旋回可能に取り付けられている、請求項3記載のパッケージ交換装置。
【請求項5】
第1の回動軸(D1,56a)が、グリッパ中心軸線の間の結合線(V)に対して垂直に位置する直線(G)に交差している、請求項3または4記載のパッケージ交換装置。
【請求項6】
第1および第2のグリッパ(53a,53b)が、グリッパベースボディ(57)に結合されていて、該グリッパベースボディ(57)の外部に位置する第1の回動軸(D1,56a)を中心としてスピンドル軸線(A)に向かって旋回可能であり、両グリッパ(53a,53b)が、別の駆動装置によって、グリッパベースボディ(57)の内部に位置する第2の回動軸(D2,56b)を中心として互いに回動可能である、請求項3から6までのいずれか1項記載のパッケージ交換装置。
【請求項7】
第2の回動軸(D2,56b)が、グリッパ中心軸線の間の結合線(V)に、特に真ん中で交差している、請求項6記載のパッケージ交換装置。
【請求項8】
第1の回動軸(D1,56a)が、グリッパ中心軸線の間の結合線(V)に対して垂直に位置する直線Gに位置しており、第2の回動軸(D2,56b)が、グリッパ中心軸線の間の結合線(V)に位置しており、これにより、第1の回動軸(D1,56a)を中心としたグリッパベースボディ(57)の回動によって、該グリッパベースボディ(57)が、第1のグリッパ(53a)と共にスピンドル軸線(A)に向かって旋回可能であり、その位置の交換により、第1のグリッパ(53a)が、第2の回動軸(D2,56b)を中心としたグリッパベースボディ(57)の回動によって、スピンドル軸線(A)から離れる方向に回動可能であり、第2のグリッパ(53b)が、スピンドル軸線(A)に近づく方向に回動可能である、請求項3から7までのいずれか1項記載のパッケージ交換装置。
【請求項9】
グリッパ(123a,123b)が、グリッパアーム(124a,124b)を介してパッケージ交換保持手段(122)に結合されており、グリッパ(123a,123b)が、ガイド装置(130)と、該ガイド装置(130)と協働する駆動装置とを介して、互いに隣り合った複数の精紡箇所のスピンドル軸線(A)を通りかつ該スピンドル軸線(A)に対して垂直に延びる結合線(129)(スピンドル線)に沿って、グリッパ(123a,123b)の収容開口でスピンドル軸線(A)に向かって移動可能であるかまたはスピンドル軸線(A)から離れる方向に移動可能である、請求項1または2記載のパッケージ交換装置。
【請求項10】
グリッパ(123a,123b)が、ガイド装置(130)によってスピンドル線(129)に沿って線形に移動可能である、請求項9記載のパッケージ交換装置。
【請求項11】
パッケージ交換保持手段(12)が、精紡機の精紡箇所(1)に沿って延びており、多数のグリッパユニット(15)が、パッケージ交換保持手段(12)に取り付けられており、各グリッパユニット(15)が、1つの精紡箇所(1)に対応配置されている、請求項1から10までのいずれか1項記載のパッケージ交換装置。
【請求項12】
グリッパ(33a)が、把持ジョーまたは把持アーム(34a,34b)を備えたトングユニットを有しており、該トングユニットによって、糸巻管(7)および/または糸パッケージ(17)がクランプ把持可能である、請求項1から11までのいずれか1項記載のパッケージ交換装置。
【請求項13】
グリッパ(43a)が、ハイドロリック的にまたはニューマチック的に膨張可能な加圧体(44)を備えた把持ユニットを有しており、該把持ユニットによって、糸巻管(7)または糸パッケージ(17)がクランプ把持可能である、請求項1から11までのいずれか1項記載のパッケージ交換装置。
【請求項14】
多数の精紡箇所または撚糸箇所(1)を備えた精紡機または撚糸機であって、それぞれ1つのスピンドル(16)が設けられており、該スピンドル(16)に、スピンドル軸線を中心として運動可能なまたは回転可能な糸ガイド機構(5)が対応配置されており、スピンドル(16)が、スピンドル取付け手段(11)を介してスピンドルレール(12)に取り付けられており、さらに、請求項1から11までのいずれか1項記載のパッケージ交換装置が設けられている形式のものにおいて、パッケージ交換保持手段(14)が、スピンドル(16)に対して相対的に鉛直方向に移動可能に配置されており、有利には、スピンドル(16)を収容するスピンドルレール(12)および/またはパッケージ交換保持手段(14)が、鉛直方向に移動可能に配置されていることを特徴とする、精紡機または撚糸機。
【請求項15】
糸ガイド機構(5)が、キャップ、ファンネルまたは精紡リングにガイドされたトラベラである、請求項14記載の精紡機または撚糸機。
【請求項16】
精紡機の精紡箇所(1)が、それぞれ1つのパッケージカプセル(10)を有している、請求項14または15記載の精紡機。
【請求項17】
スピンドル(16)が、スピンドル保持手段(11)を介してスピンドルレール(12)に取り付けられており、パッケージカプセル(10)が、パッケージ交換の目的でパッケージ(17)を露出させるために、入れ子式にスピンドル保持手段(11)にわたってガイド可能であるように、該スピンドル保持手段(11)が形成されている、請求項14から16までのいずれか1項記載の精紡機または撚糸機。
【請求項18】
スピンドル保持手段(11)が、鉛直な長手方向延在長さを有しており、該長手方向延在長さが、パッケージカプセル(10)の鉛直方向の長さにほぼ相当しているかまたはパッケージカプセル(10)の鉛直方向の長さよりも大きく寸法設定されている、請求項17記載の精紡機または撚糸機。
【請求項19】
糸ガイド機構(5)が、ファンネルであり、精紡箇所(1)が、ファンネル出口と糸パッケージ(17)との間に延びる自由な糸区分(21)を保持するための糸区分ホルダ(19)を有している、請求項14から18までのいずれか1項記載の精紡機または撚糸機。
【請求項20】
糸ホルダ(19)が、保持された自由な糸区分と共に、有利には円形にスピンドル(16)を中心として運動可能であり、これによって、スピンドル(16)に空の糸巻管(7)を被せた後、自由な糸区分(21)が、少なくとも部分円周的に、空の糸巻管(7)に巻き付けられるようになっているかまたは下側の端部で巻管に対応配置された巻取り区分またはクランプ区分(8)に巻き付けられるようになっている、請求項19記載の精紡機または撚糸機。
【請求項21】
糸ホルダ(19)が、テンション装置を有しており、該テンション装置によって、自由な糸区分(21)が、スピンドル軸線(A)に対して半径方向の張力(K)を加えて保持されるようになっている、請求項19または20記載の精紡機または撚糸機。
【請求項22】
糸ホルダが、把持装置を有しており、該把持装置によって、自由な糸区分が捕捉され、クランプ保持されるようになっている、請求項19から21までのいずれか1項記載の精紡機または撚糸機。
【請求項23】
糸ホルダ(19)が、ファンネルレール(3)、ファンネルカプセル(6)またはパッケージ交換装置、特にパッケージ交換保持手段(14)またはグリッパユニット(15)に取り付けられている、請求項19から22までのいずれか1項記載の精紡機または撚糸機。
【請求項24】
精紡箇所が、スピンドル軸部の下側の端部、すなわち、被せられた巻管(7)の下方に配置された、パッケージ交換時に自由な糸区分(21)で少なくとも部分円周的に巻き取るためのアンダワインディング区分を備えたアンダワインディング装置を有している、請求項14から23までのいずれか1項記載の精紡機または撚糸機。
【請求項25】
精紡箇所が、スピンドル軸部の下側の端部、すなわち、被せられた巻管(7)の下方に配置された、パッケージ交換時に自由な糸区分(21)をクランプ固定するためのクランプ装置を有している、請求項14から24までのいずれか1項記載の精紡機または撚糸機。
【請求項26】
請求項1から11までのいずれか1項記載のパッケージ交換装置によって、請求項12から23までのいずれか1項記載の精紡機または撚糸機で満管の糸パッケージ(17)を空の糸巻管(7)に自動化して交換するための方法であって、パッケージ交換装置が、パッケージ交換保持手段に取り付けられた、糸パッケージ(17)を保持するためのグリッパ(13a)を備えたグリッパユニット(15)を有しており、精紡機が、多数の精紡箇所(1)を有しており、該精紡箇所(1)が、有利には個別駆動装置(9)を備えた、有利には鉛直方向に移動可能なそれぞれ1つのスピンドル(16)を備えており、該スピンドル(16)に、スピンドル軸線(A)を中心として運動可能な、有利にはファンネルの形の糸ガイド機構(5)が対応配置されており、スピンドル(16)が、スピンドル取付け手段(11)を介してスピンドルレール(12)に取り付けられている形式のものにおいて、
当該方法が、以下の方法ステップ:すなわち、
a)パッケージ交換装置のグリッパユニット(15)を糸パッケージ(17)に向かって上昇させ、この場合、グリッパユニット(15)が、第1および第2のグリッパ(13a,13b)を有しており、該第2のグリッパ(13b)に、パッケージ交換装置の上昇時に、空の巻管(7)が装着されており;
b)スピンドル回転を停止し、糸パッケージ(17)を露出させ;
c)第1のグリッパ(13a)をスピンドル軸線(A)の上方に移動、特に接近旋回させ、糸パッケージ(17)を第1のグリッパ(13a)によって把持しかつ固持し;
d)グリッパユニット(15)とスピンドル(16)との間で鉛直方向に相対移動させ、これによって、該スピンドル(16)を完全に糸パッケージ(17)の巻管(7)から走出させ;
e)糸パッケージ(17)を保持した第1のグリッパ(13a)をスピンドル軸線(A)から離れる方向に移動、特に離反旋回させ;
f)空の巻管(7)を保持した第2のグリッパ(13b)をスピンドル軸線(A)に向かって移動、特に接近旋回させ;
g)有利には、グリッパユニット(15)とスピンドル(16)との間で鉛直方向に相対移動させ、これによって、スピンドル(17)を空の巻管(7)内に係合し;
h)第2のグリッパ(13b)を解除し、スピンドル(16)上にまたはスピンドル(16)の上方に配置された空の巻管(7)をリリースし;
i)第2のグリッパ(13b)をスピンドル軸線(A)から離れる方向に移動、特に離反旋回させ;
j)精紡開始プロセスもしくは精紡プロセスを開始し(スピンドル回転を開始し);
k)パッケージ交換装置のグリッパユニット(15)を下降させ、この場合、第1のグリッパ(13a)が、取り出された糸パッケージ(17)を支持しており;
l)該糸パッケージ(17)を第1のグリッパ(13a)から搬送装置(30)に引き渡す:
を有していることを特徴とする、満管の糸パッケージを空の糸巻管に自動化して交換するための方法。
【請求項27】
ファンネル精紡法の場合、ステップ(i)後にかつステップ(j)前にまたはステップ(j)と共にならびにステップ(k)前に、ファンネル出口と糸パッケージ(17)との間の自由な糸区分(21)を、少なくとも部分円周的に、空の巻管(7)に巻き付けるかまたはアンダワインディング装置(8)の、巻管(7)の下方に対応配置されたアンダワインディング区分に当て付け、これにより、自由な糸区分(21)を巻取りによって巻管(7)にまたはアンダワインディング区分に保持し、自由な糸区分(21)を巻取り部と糸パッケージ(17)との間で分離する、請求項26記載の方法。
【請求項28】
ステップ(i)後にかつステップ(j)前にまたはステップ(j)と共にかつステップ(k)前に、ファンネル出口と糸パッケージ(17)との間の自由な糸区分(21)を、クランプ装置の、有利には巻管(7)の下方に配置されたクランプ箇所に当て付けかつクランプ固定し、自由な糸区分(21)を、巻取り部と糸パッケージ(17)との間で分離する、請求項26記載の方法。
【請求項29】
第1のグリッパ(13a)を糸パッケージ(17)と共に部分円周的にスピンドル(16)を中心として運動させ、これによって、自由な糸区分(21)を少なくとも部分円周的に、空の巻管(7)にまたはアンダワインディング区分に巻き付けるかまたはクランプ箇所に当て付ける、請求項27または28記載の方法。
【請求項30】
各精紡箇所(1)に1つの糸ホルダ(19)が対応配置されており、自由な糸区分(21)を糸ホルダ(19)によって、有利には円形にスピンドル(16)を中心として運動させ、これによって、自由な糸区分(21)を少なくとも部分円周的に、空の巻管(7)にまたはアンダワインディング区分に巻き付けるかまたはクランプ箇所に当て付ける、請求項27または28記載の方法。
【請求項31】
糸ホルダ(19)が、テンション装置を有しており、該テンション装置によって、自由な糸区分(21)を、スピンドル軸線(A)に対して半径方向の張力(K)を加えて保持する、請求項30記載の方法。
【請求項32】
糸ホルダ(19)が、把持装置を有しており、該把持装置によって、自由な糸区分(21)を把持しかつクランプ保持する、請求項30または31記載の方法。
【請求項33】
精紡箇所、特にアンダワインディング装置またはクランプ装置に分離ユニット(18)が対応配置されており、該分離ユニット(18)によって、糸区分(21)を巻取り部もしくはクランプ箇所と糸パッケージ(17)との間で分離する、請求項26から32までのいずれか1項記載の方法。
【請求項34】
第2のグリッパ(13b)にステップ(l)と共にまたはステップ(l)後にかつステップ(a)前に搬送速度(30)から空の巻管(7)を引き渡す、請求項26から33までのいずれか1項記載の方法。
【図1a】


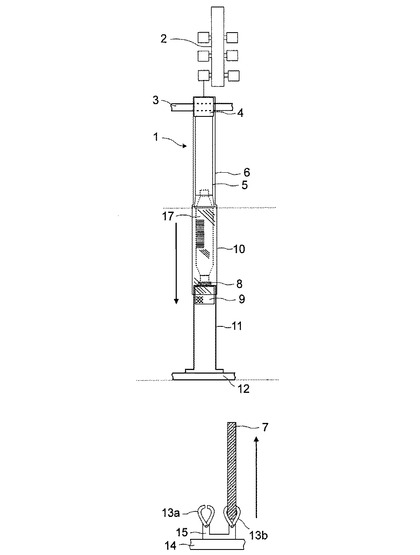
【図1b】
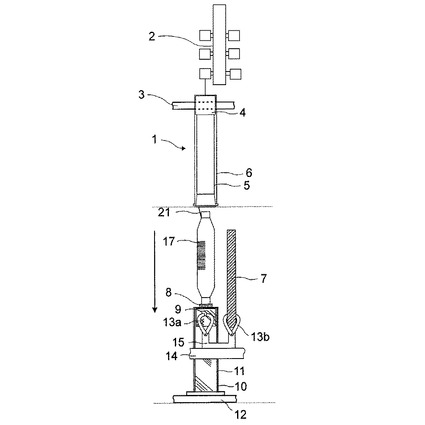
【図1c】
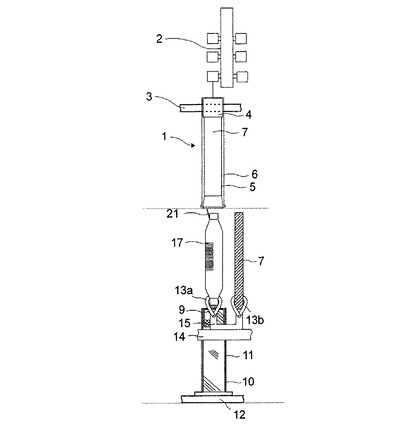
【図1d】
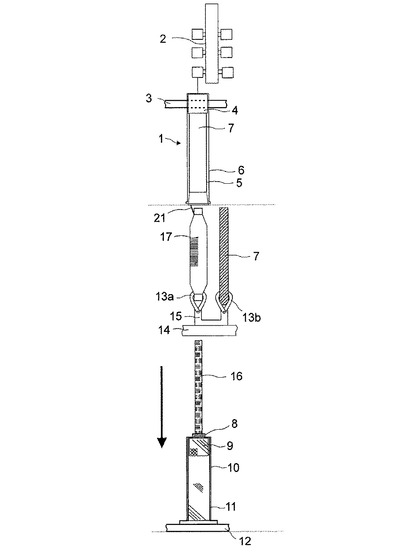
【図1e】
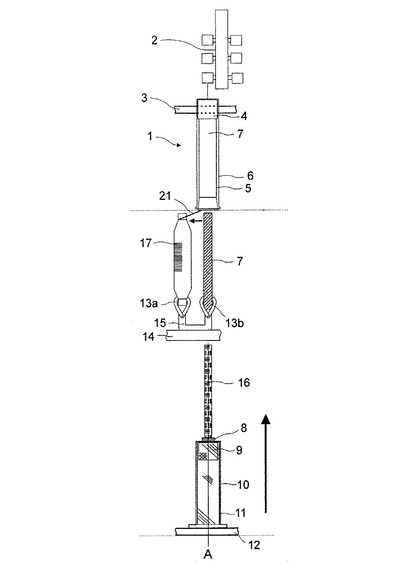
【図1f】
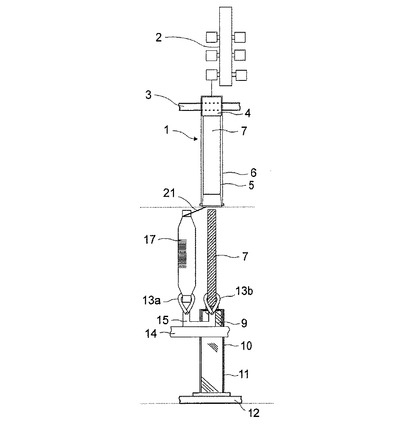
【図1g】
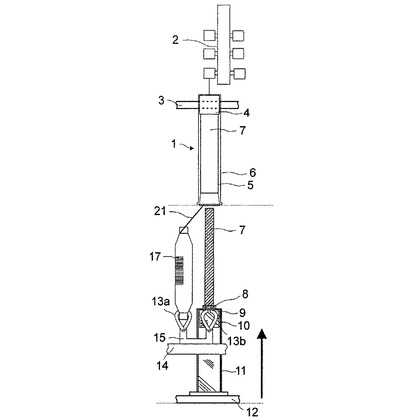
【図1h】
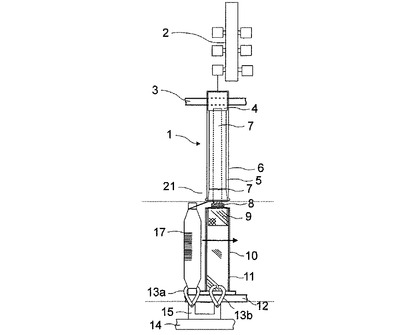
【図1i】
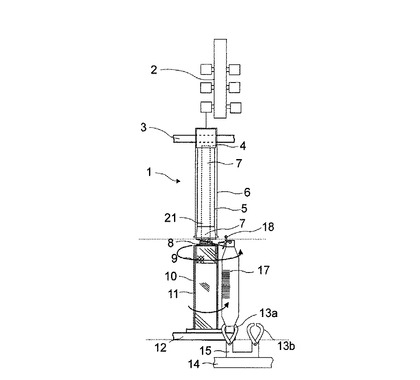
【図1h−1】
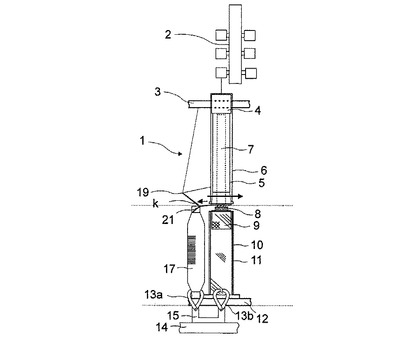
【図1i−1】
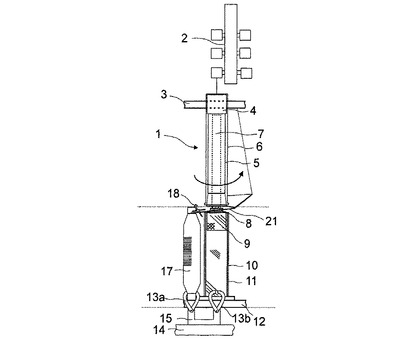
【図1j】
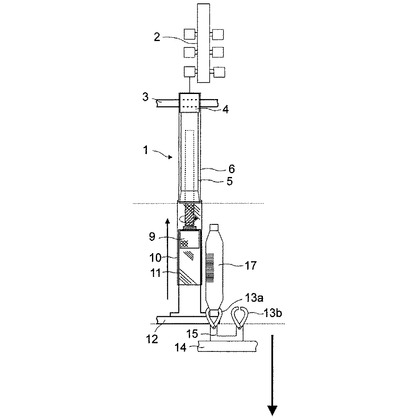
【図1k】
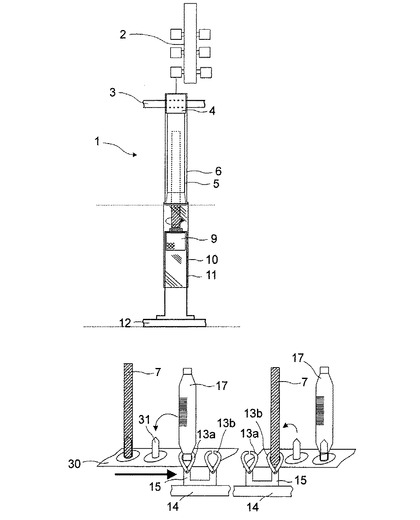
【図2】
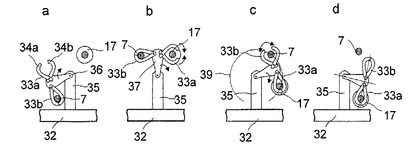
【図3】
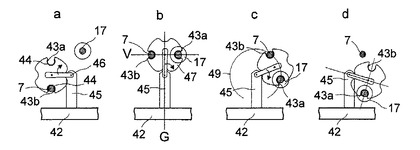
【図4】
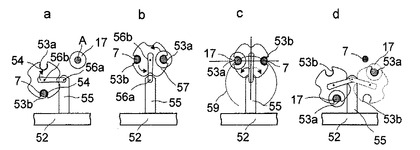
【図5】
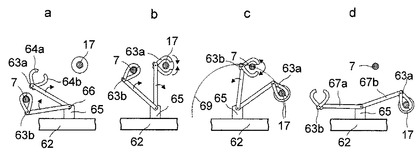
【図6】
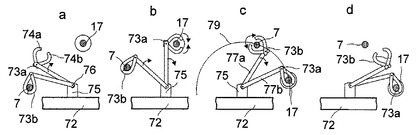
【図7】
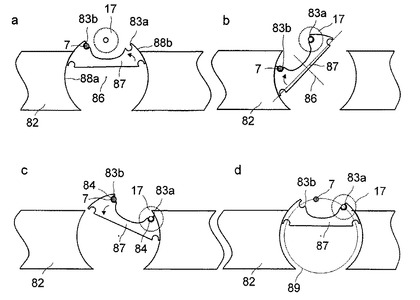
【図8】
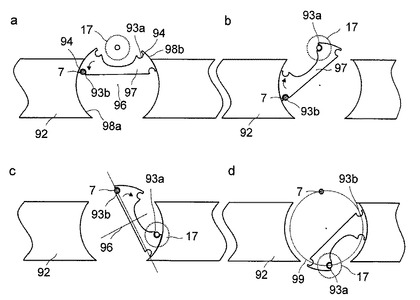
【図9】
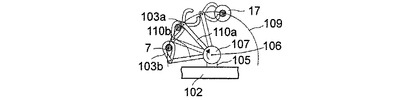
【図10】
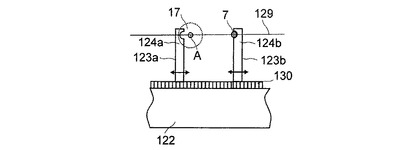
【図11】
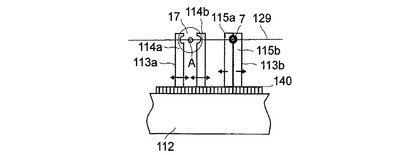
【図12】
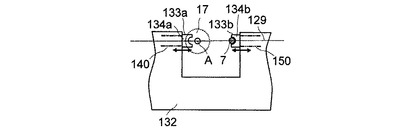
【図1b】
【図1c】
【図1d】
【図1e】
【図1f】
【図1g】
【図1h】
【図1i】
【図1h−1】
【図1i−1】
【図1j】
【図1k】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2009−167586(P2009−167586A)
【公開日】平成21年7月30日(2009.7.30)
【国際特許分類】
【出願番号】特願2008−333675(P2008−333675)
【出願日】平成20年12月26日(2008.12.26)
【出願人】(590005597)マシーネンファブリク リーター アクチェンゲゼルシャフト (93)
【氏名又は名称原語表記】Maschinenfabrik Rieter AG
【住所又は居所原語表記】Klosterstrasse 20,CH−8406 Winterthur,Switzerland
【Fターム(参考)】
【公開日】平成21年7月30日(2009.7.30)
【国際特許分類】
【出願日】平成20年12月26日(2008.12.26)
【出願人】(590005597)マシーネンファブリク リーター アクチェンゲゼルシャフト (93)
【氏名又は名称原語表記】Maschinenfabrik Rieter AG
【住所又は居所原語表記】Klosterstrasse 20,CH−8406 Winterthur,Switzerland
【Fターム(参考)】
[ Back to top ]