
糊付け機
【課題】適量の糊液を均一に経糸に供給することが容易な糊付け機を提供すること。
【解決手段】糊液を吐出する吐出孔24を、糊液供給器21,22の軸方向に沿って延出形成した。また、経糸を挟み込む上側の絞りローラの周面に糊液供給器21,22から糊液を供給するようにした。これにより、適量の糊液を均一に経糸に供給することが容易にできる。
【解決手段】糊液を吐出する吐出孔24を、糊液供給器21,22の軸方向に沿って延出形成した。また、経糸を挟み込む上側の絞りローラの周面に糊液供給器21,22から糊液を供給するようにした。これにより、適量の糊液を均一に経糸に供給することが容易にできる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、糊液を供給された経糸を一対の絞りローラの間に通し、前記一対の絞りローラの絞り作用によって前記経糸から糊液を絞り取って前記経糸に糊付けを行なう糊付け機に関するものである。
【背景技術】
【0002】
従来、この種の糊付け機(例えば、特許文献2を参照)では、糊液を貯めているサイズボックス(糊液槽)内の糊液に経糸を浸した後、一対の絞りローラ間で経糸を挟んで経糸から糊を絞り取るようにしている。ところで、糊液槽内の糊液は、経糸に付着して奪われてゆくので、糊液槽内の糊液を補充する必要がある。又、糊液の液面に糊の皮膜ができると、この糊皮膜が経糸に付着することがある。そして、糊皮膜が経糸に付着した状態で乾燥工程に移されると、糊皮膜が隣り合う経糸を接着するように固化し、糊皮膜によって接着された経糸が分割される際には、糸切れが生じ易いため、このような糊皮膜が生じないようにする必要がある。
【0003】
このような糊皮膜が生じないようにするため、特許文献2に開示の装置では、糊液槽における糊液の補充では、経糸が糊液槽から糊液を奪ってゆくよりも多い量の糊液を補充し、糊液槽の可動堰壁から糊液を溢れ出させて、糊液の液面に流れを生じさせるようにしている。しかし、糊液槽の立壁と、糊液に浸された下側絞りローラとの間における糊液面に淀みが生じ易く、このような淀みを生じやすい箇所では、糊皮膜が生じ易い。
【0004】
特許文献1に開示の装置では、上側のバックアップロールと下側のコーティングロールとの間に通される経糸に糊液を供給するため、下側のコーティングロールの周面に接合するアプリケータロールの周面に向けて糊剤供給ノズルから糊液を吐出するようにしている。アプリケータロールの周面に付着された糊液は、下側のコーティングロールの周面に転移し、下側のコーティングロールの周面に転移した糊液が下側のコーティングロールの周面と上側のバックアップロールの周面とのニップラインにて経糸に付着される。特許文献1に開示の装置では、糊液槽(サイズボックス)が不要となり、特許文献2におけるような問題は生じない。
【特許文献1】特公平1−22380号公報
【特許文献2】実公平6−34394号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかし、アプリケータロールの周面に付着された糊液を下側のコーティングロールの周面に転移させる構成では、適量の糊液を均一に下側のコーティングロールの周面に供給すること、つまり適量の糊液を均一に経糸に供給することが難しい。
【0006】
本発明は、適量の糊液を均一に経糸に供給することが容易な糊付け機を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記目的を達成するために、請求項1に記載の発明は、糊液を供給された経糸を一対の円柱形状の絞りローラの間に通し、前記一対の絞りローラの絞り作用によって前記経糸から糊液を絞り取って前記経糸に糊付けを行う糊付け機において、前記一対の絞りローラの間に導入される前記経糸よりも上側の絞りローラの周面、又は前記一対の絞りローラよりも上流の経糸の上面側に糊液を供給する筒状の糊液供給手段を備え、前記糊液供給手段は、糊液を吐出する吐出孔を有し、前記吐出孔は、前記糊液供給手段の軸方向に長辺を有するスリット形状に形成されることを要旨とする。
【0008】
請求項2に記載の発明は、請求項1に記載の発明において、前記吐出孔は、前記糊液供給手段の周方向における幅が均一となるように形成されることを要旨とする。
請求項1又は請求項2に記載の発明によれば、吐出孔から吐出される糊液は、絞りローラの軸方向に沿って膜状となる。このため、経糸に供給される糊液は、均一となる。また、経糸を挟み込む上側の絞りローラの周面又は経糸の上面側に糊液供給手段から糊液を供給するので、適量の糊液を経糸に供給することが容易である。
【0009】
請求項3に記載の発明は、請求項1又は請求項2に記載の発明において、前記吐出孔には、前記吐出孔の周方向における幅を一定間隔に維持するための繋ぎ目が設けられることを要旨とする。
【0010】
請求項3に記載の発明によれば、吐出孔の幅が広がることを防止できる。従って、吐出孔は、長手方向において均一に糊液を供給することができる。
請求項4に記載の発明は、請求項3に記載の発明において、前記糊液供給手段は、複数の列の吐出孔を有しており、前記繋ぎ目は、隣接する列の吐出孔の繋ぎ目と前記糊液供給手段の周方向において同じ位置に配置されないようにするために交互に配置されるように設けられることを要旨とする。
【0011】
請求項4に記載の発明によれば、糊液供給手段の周方向において糊液が吐出されない繋ぎ目が複数列の吐出孔にて同じ位置に配置されないようになるため、糊液供給手段の長手方向において、糊液が吐出されない箇所がなくなる。従って、糊液を、糊液供給手段から長手方向においてほぼ均一に吐出することができる。
【発明の効果】
【0012】
本発明によれば、適量の糊液を均一に経糸に供給することが容易にできる。
【発明を実施するための最良の形態】
【0013】
以下、本発明を具体化した実施形態を図1〜図3に基づいて説明する。まず、糊付け機1の構成について説明する。
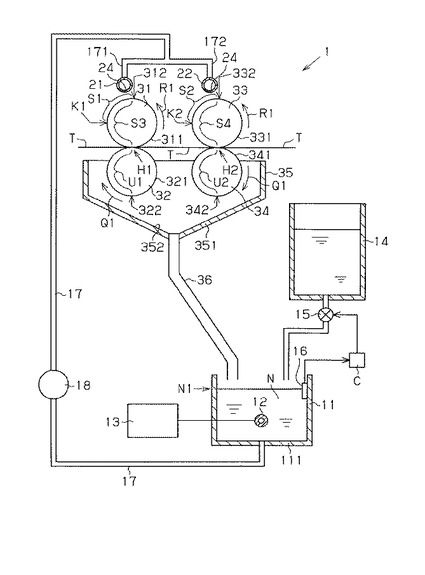
図1に示すように、糊付け機1は、糊液Nを一旦貯留する糊液槽11を備えている。糊液槽11内には加熱パイプ12が配設されており、加熱パイプ12内には蒸気供給源13から所定温度の蒸気が供給されるようになっている。この加熱パイプ12内に供給された蒸気により、糊液槽11内の糊液Nは、固まらないように加熱される。なお、蒸気供給源13から加熱パイプ12内に供給される蒸気量及び蒸気の温度は、糊液槽11内の糊液Nの温度が所望の温度範囲(例えば、90℃〜95℃)内に入るように調整される。
【0014】
また、糊液槽11は、新たに供給する糊液Nを貯めておく糊液供給源14と接続されており、糊液供給源14は、糊液槽11内の糊液が一定量以下になると、糊液Nを糊液槽11へ補給するようになっている。より詳しくは、糊液供給源14は、その開閉弁15の開閉を制御するコントローラCを備えており、コントローラCは、糊液槽11内の糊液Nの液面N1の高さを検出するレベルセンサ16から液面レベル情報を受信し、当該液面レベル情報に基づいて開閉弁15の開閉を制御するようになっている。すなわち、コントローラCは、糊液槽11内の糊液Nの液面N1の高さが所定高さ以下になると、開閉弁15を開くように制御する。これにより、糊液供給源14から糊液Nが糊液槽11に供給される。また、コントローラCは、糊液槽11内の糊液Nの液面N1の高さが所定高さになると、開閉弁15を閉じるように制御する。これにより、糊液供給源14からの糊液Nの供給が停止される。このため、糊液槽11内の糊液Nの液面N1の高さが一定の範囲に保たれる。
【0015】
また、糊液槽11の底壁111には、供給パイプ17が接続されている。供給パイプ17は、途中から分岐パイプ171と分岐パイプ172とに分岐している。一方の分岐パイプ171には円筒形状(パイプ形状)の糊液供給器21が接続されており、他方の分岐パイプ172には円筒形状(パイプ形状)の糊液供給器22が接続されている。なお、供給パイプ17の途中にはポンプ18が介在されている。ポンプ18は、供給パイプ17を介して糊液槽11内の糊液Nを糊液供給器21,22の筒内へ圧送するようになっている。
【0016】
そして、糊液供給器21,22の周壁には、図2及び図3に示すように、吐出孔24が貫通形成されている。吐出孔24は、糊液供給器21,22の筒内とを連通しており、糊液供給器21,22の筒内へ圧送された糊液Nは、吐出孔24から外部に吐出されるようになっている。なお、糊液Nは、糊液供給器21,22の長手方向両端(図3において左右方向両端)から圧送されるようになっている。
【0017】
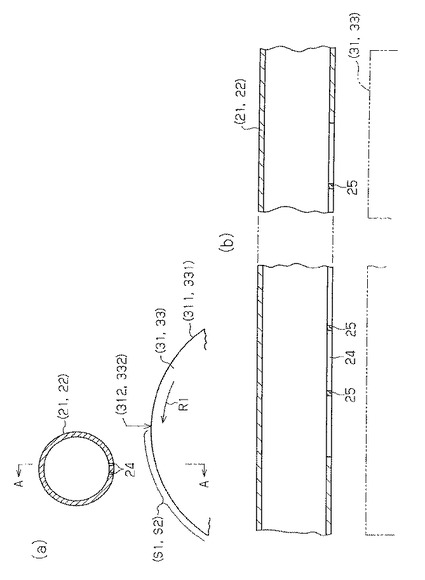
また、糊液供給器21の直下には、一対の円柱形状の絞りローラ31,32が糊液供給器21の長手方向(軸線方向)に沿うように配設されている。また、糊液供給器22の直下には、一対の円柱形状の絞りローラ33,34が糊液供給器22の長手方向(軸線方向)に沿うように配設されている。そして、図1及び図2(a)に示すように、吐出孔24は、垂直方向に見て、絞りローラ31,33の上半周側の降り四半周S1,S2の範囲内に入る位置に配置されている。つまり、吐出孔24は、垂直方向に見て、絞りローラ31,33の頂上312,332から絞りローラ31,33の回転方向R1に1/4周辿って上半周と下半周との境K1,K2に至る範囲(降り四半周S1,S2)内に入る位置に配置されている。
【0018】
そして、一対の絞りローラ31,32及び一対の絞りローラ33,34は、それぞれシート状に配列された多数本の経糸Tを挟み込んでいる。すなわち、シート状に配列された多数本の経糸Tは、一対の円柱形状の絞りローラ31,32の間及び一対の円柱形状の絞りローラ33,34の間を通されている。絞りローラ31,33は、矢印R1の方向(反時計回り方向)に回転するようになっており、絞りローラ32,34は、矢印Q1の方向(時計回り方向)に回転するようになっている。
【0019】
また、経糸Tは、対となる絞りローラ31,32の把持部H1において絞りローラ31,32の周面311,321に対する接線となる経路をとっている。又、経糸Tは、対となる絞りローラ33,34の把持部H2において絞りローラ33,34の周面331,341に対する接線となる経路をとっている。
【0020】
対の絞りローラ31,32と対の絞りローラ33,34との直下には糊液受け器35が配置されている。糊液受け器35の底壁351は、下に凹む形状となっている。底壁351は、絞りローラ32,34に接触しない位置に配置されている。底壁351の最下部には回収パイプ36が接続されている。回収パイプ36は、糊液受け器35よりも下方に配設されている糊液槽11に導かれている。なお、糊液供給源14からの糊液供給が停止される所定高さの液面は、糊液受け器35より下方に設定されている。
【0021】
次に、糊液Nが経糸Tに供給され、経糸Tが巻き取られるまでの流れについて説明する。
絞りローラ31〜34が回転しているとき、ポンプ18が作動すると、糊液槽11内の糊液Nがポンプ18の作動によって糊液供給器21,22の筒内へ圧送される。なお、糊液供給器21,22へ供給される糊液の流量調整は、例えばポンプ18の回転数を調整することによって容易に行える。
【0022】
糊液供給手段としての糊液供給器21,22の筒内へ圧送された糊液は、吐出孔24から吐出される。吐出孔24から吐出された糊液Nは、絞りローラ31,33の降り四半周S1,S2上に供給される。膜状の糊液Nは、絞りローラ31,33の降り半周S3,S4(図1に図示)を伝い降りて把持部H1,H2付近で経糸Tに付着する。把持部H1付近で経糸Tに付着した糊液の一部は、絞りローラ31,32の絞り作用によって経糸Tから絞り取られる。把持部H2付近で経糸Tに付着した糊液の一部は、絞りローラ33,34の絞り作用によって経糸Tから絞り取られる。
【0023】
経糸Tから絞り取られた糊液は、下側の絞りローラ32,34の昇り半周U1,U2(図1に示すように把持部H1,H2から絞りローラ32,34の周面321,341の最下位322,342に至る範囲)を伝い降りる。絞りローラ32,34の昇り半周U1,U2を伝い降りる糊液の一部は、絞りローラ32,34の回転に伴って把持部H1,H2に移行して経糸Tに付着する。従って、経糸Tの上下両面に糊液Nが付着するため、従来の下側の絞りローラからのみの糊液付着方式に比べて経糸Tへの糊液Nの浸透性が向上する。絞りローラ32,34の昇り半周U1,U2を伝い降りる糊液の一部は、糊液受け器35の底壁351の内壁面352上に落下する。糊液受け器35の底壁351の内壁面352上に落下した糊液は、絞りローラ32,34に付着しない。つまり、絞りローラ32,34が糊液受け器35の底壁351の内壁面352に落下した糊液をピックアップすることはない。下側の絞りローラ32,34に接触しない位置にあるように糊液受け器35に設けられた底壁351の内壁面352は、絞りローラ31〜34から落下する糊液を受ける受け部である。受け部としての内壁面352は、運転中常に、つまりいずれの運転条件においても常に絞りローラ32,34に接触しない位置にある。つまり、内壁面352は、糊付け機1の運転速度(つまり、絞りローラ31〜34の周速)に関係なく常に絞りローラ32,34に接触しない位置にある。糊液受け器35内に落下した糊液は、回収パイプ36を経由して糊液槽11内へ回収される。
【0024】
なお、糊液槽11に回収された糊液Nは、ポンプ18の作動によって再び糊液供給器21,22へ送られる。糊液槽11、供給パイプ17及びポンプ18は、糊液受け器35によって受けられた糊液を糊液供給器21,22に送る還流手段を構成する。また、絞りローラ33,34間を通過した経糸Tは、図示しない乾燥装置で乾燥された後に図示しない巻き取り部で巻き取られる。
【0025】
そして、本実施形態の糊液供給器21,22に設けられる吐出孔24は、経糸Tに対して糊液Nを均一に供給(付着)できるような形状に形成される。以下、吐出孔24について詳しく説明する。
【0026】
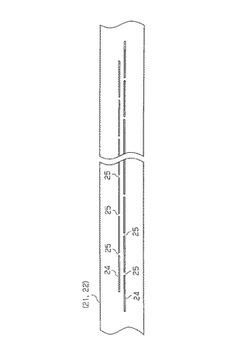
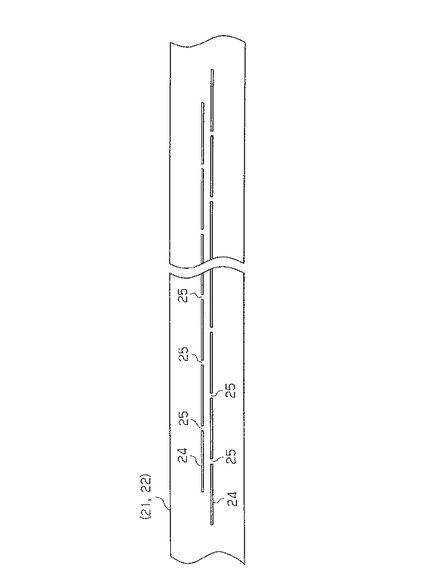
図3に示すように、糊液供給器21,22に貫通形成される吐出孔24は、糊液供給器21,22の長手方向(軸線方向)、すなわち、絞りローラ31〜34の長手方向(軸線方向)に沿って形成される。換言すれば、吐出孔24は、糊液供給器21,22の軸方向に長辺を有するスリット形状に形成されている。また、糊液供給器21,22に貫通形成される吐出孔24は、糊液供給器21,22の周方向における幅が同じ(均一)となるように形成される。すなわち、吐出孔24は、その平面視が糊液供給器21,22の長手方向に沿ったスリット形状(長方形状)となる。糊液供給器21,22には、この吐出孔24がそれぞれ複数列(本実施形態では、2列)設けられる。
【0027】
また、吐出孔24には、所定間隔(本実施形態では、25mm)毎に吐出孔24の幅(糊液供給器21,22の周方向における幅)を繋ぐ繋ぎ目25が設けられる。この繋ぎ目25により、吐出孔24の幅(周方向の幅)は一定間隔に維持されるようになっている。すなわち、吐出孔24が長手方向に連続する一本のスリットで形成される場合には糊液供給器21,22の材料の物性上スリット幅を均一に保つことは極めて困難である。しかしながら、この繋ぎ目25を設けたことにより、繋ぎ目25が、吐出孔24を形成したとき、糊液供給器21,22に生じる内部応力により吐出孔24の幅が変形することを防止する。なお、糊液供給器21,22の長手方向において、繋ぎ目25の長さは、繋ぎ目25の設置間隔(本実施形態では、25mm)よりも極めて短く形成されており、本実施形態では、2mmとなっている。
【0028】
また、この繋ぎ目25は、図3に示すように、隣接する列の吐出孔24の繋ぎ目25と交互に配置されるように設けられる。すなわち、糊液供給器21,22の周方向において、一方の列の吐出孔24に繋ぎ目25が配置される場合には、他方の列の吐出孔24には、繋ぎ目25が配置されないようになっている。換言すれば、糊液供給器21,22の周方向において、糊液Nが吐出される箇所が少なくとも一箇所配置するように繋ぎ目25は各吐出孔24に設けられる。これにより、糊液供給器21,22の周方向において、糊液Nが吐出されない繋ぎ目25が2列の吐出孔24にて同じ位置に配置されないようになるため、糊液供給器21,22の長手方向において、糊液Nが吐出されない箇所がなくなる。
【0029】
このような吐出孔24が形成される糊液供給器21,22は、絞りローラ31,34に対してそれぞれ吐出孔24が平行となるように配置される。すなわち、吐出孔24は、その長手方向が経糸Tの進行方向に対して垂直となるように配置される。なお、吐出孔24の長手方向の長さは、多数本の経糸Tの配列からなるシートの幅以上の長さを有している。
【0030】
次に、このような形状に形成された吐出孔24の作用について説明する。
糊液供給器21,22の筒内へ糊液Nが圧送されると、吐出孔24は、糊液Nを外部に吐出する。このとき、吐出孔24の形状は、糊液供給器21,22の軸線方向に沿って延出形成されており、また、繋ぎ目25によりその幅は常に均一であるため、各吐出孔24から吐出される糊液Nは均一の厚さを有する膜状に吐出される。また、繋ぎ目25は、2列の吐出孔24において交互に配置されており、また、長手方向において吐出孔24の長さに比べて繋ぎ目25の長さは、極めて短く形成されているので、各糊液供給器21,22(2列の吐出孔24)から吐出される糊液Nは、長手方向においてほぼ均一に吐出される。このため、絞りローラ31〜34を介して経糸Tに付着する糊液Nにムラ(所謂、糊割れ)が生じるのを防止することができる。
【0031】
以上詳述したように、本実施形態は、以下の効果を有する。
(1)糊液Nを吐出する吐出孔24は、糊液供給器21,22の軸線方向に沿って延出形成されるため、吐出孔24から吐出される糊液Nは、糊液供給器21,22(及び絞りローラ31〜34)の軸方向に沿って均一となる。このため、経糸Tに供給される糊液Nは、均一となる。また、経糸Tを挟み込む上側の絞りローラ31,33の周面311,331に糊液供給器21,22から糊液Nを供給するので、適量の糊液Nを経糸Tに供給することが容易である。従って、適量の糊液Nを均一に経糸Tに供給することが容易にできる。
【0032】
そして、このように糊液供給器21,22から絞りローラ31,33の周面311,331に糊液Nを供給して糊付けした経糸Tは、従来の糊付け槽内に貯められた糊液Nに浸して糊付けした経糸Tに比べ、糸切れが少ない。これは、糊付け槽内に貯められた糊液Nに浸して糊付けした経糸Tにおいては糊の濃度や粘度が変化しやすく糊付着率が変化しやすいのに比べ、糊液供給器21,22から絞りローラ31,33の周面311,331に糊液Nを均一に供給して糊付けした経糸Tにおいては糊付着率が適正に維持できるためと考えられる。つまり、糊付け槽内に貯められた糊液Nに経糸Tを浸した場合に糊付着率にばらつきが発生したのは、糊付着率を適正に制御することが難しいためと考えられる。これに対し、糊液供給器21,22に対する糊液Nの供給流量を調整することによって経糸Tに対する糊液付着量を調整でき、且つ、吐出孔24の形状により均一に経糸Tに糊液を供給できる本実施形態では、経糸Tにおける糊付着率が適正に且つ均一に設定されたために糸切れが少ない。なお、経糸Tにおける糊付着率を適正に設定するための糊液供給流量の調整は、ポンプ18の回転数を調整することにより容易に行える。さらに、経糸Tの上下両面に糊液を付着させるため、糊の浸透性が向上し、繊維同士の接着範囲が増え、織機での経糸切れが減少する。
【0033】
(2)吐出孔24には、吐出孔24の幅を一定間隔に維持するための繋ぎ目25が設けられる。このため、糊液供給器21,22に生じる内部応力などにより、吐出孔24の幅が変形する(広がる又は狭まる)ことを防止できる。従って、吐出孔24は、吐出孔24の長手方向において常に均一に糊液Nを供給することができる。
【0034】
(3)繋ぎ目25は、隣接する吐出孔24の繋ぎ目25と交互に配置されるように設けられる。このため、糊液供給器21,22の周方向において、糊液Nが吐出されない繋ぎ目25が2列の吐出孔24にて同じ位置に配置されないようになるため、糊液供給器21,22の長手方向において、糊液Nが吐出されない箇所がなくなる。従って、糊液Nを、各糊液供給器21,22(2列の吐出孔24)から長手方向においてほぼ均一に吐出することができる。
【0035】
(4)降り四半周S1,S2は、絞りローラ31,33の回転に伴って経糸T上に向けて降ってゆく範囲であり、糊液供給器21,22から吐出された糊液Nは、経糸T上に向けて降ってゆく降り四半周S1,S2上に着地する。降り四半周S1,S2上に着地した糊液Nは、把持部H1,H2付近の経糸T上に確実に到達する。降り四半周S1,S2は、糊液供給器21,22から吐出された糊液を経糸T上に適量導く上で好適な糊液供給箇所である。
【0036】
(5)経糸Tは、把持部H1において一対の絞りローラ31,32の周面311,321に対する接線となる経路をとっている。又、経糸Tは、把持部H2において一対の絞りローラ33,34の周面331,341に対する接線となる経路をとっている。つまり、経糸Tは、屈曲しないで把持部H1,H2を通過している。経糸Tを屈曲しないで把持部H1,H2を通過させる構成は、経糸Tの屈曲箇所を減らし、屈曲による経糸Tの損傷を少なくすることができる。
【0037】
(6)糊液受け器35内に落下した糊液Nは、糊液受け器35内に溜まることなく糊液槽11へ移行する。糊液Nを貯めない糊液受け器35は、従来の糊付け槽(サイズボックス)に比べて簡素な構成にできる。又、糊液Nを貯めない糊液受け器35は、従来の糊付け槽(サイズボックス)に比べてコンパクトにできる。また、糊液Nの使用量を削減することができる。
【0038】
(7)従来の糊付け槽内の糊液Nに経糸Tを浸す糊付け機では、必要に応じて糊付け機を停止させた場合(つまり、絞りローラの回転を止めて経糸の移動を停止させた場合)には、対の絞りローラの把持部付近で糊液の固化が生じて所謂ストップマークが生じる場合がある。本実施形態では、必要に応じて糊付け機を停止させた場合、糊液供給器21,22からの糊液Nの供給を継続しておけば、把持部H1,H2での糊液Nの固化を防止することができる。従って、従来よりも長時間の停止が可能となり、糸切れ処理などの作業の安全性が向上する。
【0039】
尚、上記実施形態は、次のような別の実施形態(別例)にて具体化できる。
○上記実施形態では、絞りローラ31〜34の直下に糊液受け器35を配設したが、糊液受け器35を省略し、絞りローラ31〜34の直下に糊液槽11を配設してもよい。この場合、糊液供給源14からの糊液供給が停止される所定高さの液面を、下側の絞りローラ32、34よりもさらに下方に設定し、絞りローラ32,34が糊液Nをピックアップしないような構成にする必要がある。なお、この場合、液面N1が受け部となる。
【0040】
○上記実施形態では、1つのポンプ18で2つの糊液供給器21,22に糊液Nを圧送していたが、2つの糊液供給器21,22にそれぞれにポンプ18を備えても良い。このようにすれば、糊液供給器21,22毎にポンプ18の回転数を変更して、絞りローラ31,32に供給する糊液Nの量と、絞りローラ33,34に供給する糊液Nの量を変更することができる。このため、絞りローラ31,32により糊付けされた後に絞りローラ33,34によりさらに糊付けする際に、糊液供給量を異ならせることができ、糊付着率の一層の適正化が可能となる。
【0041】
○上記実施形態では、絞りローラ31,33の間に導入される経糸Tよりも上側の絞りローラ31,33の周面311,331に糊液Nを供給したが、絞りローラ31,33よりも上流の経糸Tの上面側に糊液Nを供給しても良い。
【0042】
○上記実施形態において、一対の絞りローラ31,32又は一対の絞りローラ33,34のうちいずれか一方を無くしても良い。
○上記実施形態では、各糊液供給器21,22に2列の吐出孔24を設けたが、吐出孔24の列数は任意に変更しても良い。例えば、1列でも良く、3列以上でも良い。
【0043】
○上記実施形態では、吐出孔24の幅を一定に保つために、繋ぎ目25を設けたが、吐出孔24の幅を一定に保つことができるならば、繋ぎ目25を設けなくても良い。
○上記実施形態では、繋ぎ目25は、隣接する吐出孔24の繋ぎ目25と交互に配置されたが、糊液供給器21,22の周方向において、糊液Nが吐出される箇所が少なくとも1箇所あるならば、繋ぎ目25の配置を任意に変更しても良い。
【0044】
○上記実施形態において、吐出孔24の繋ぎ目25の周方向において、繋ぎ目25の近傍に、繋ぎ目25を吐出孔24に設けたことにより吐出孔24から吐出されない分の糊液を吐出する補助孔を設けても良い。これにより、糊液供給器21,22から吐出される膜状の糊液Nの厚さを均一にすることができる。
【0045】
○上記実施形態では、糊液供給器21,22は、吐出孔24の長手方向(糊液供給器21,22の軸方向)が経糸Tの進行方向に対して垂直となるように配置されていた。この別例として、多数本の経糸Tの配列からなるシートの幅方向(経糸Tの進行方向に対して垂直方向)における吐出孔24の長さが、多数本の経糸Tの配列からなるシートの幅以上の長さを有するならば、糊液供給器21,22は、吐出孔24の長手方向が経糸Tの進行方向に対して斜めとなる角度に配置しても良い。
【0046】
次に、上記実施形態及び別例から把握できる技術的思想を以下に追記する。
(イ)前記一対の絞りローラから落下する糊液を受けるように前記一対の絞りローラの下方に配置された糊液受け器を備え、
前記糊液受け器には、前記一対の絞りローラから落下する糊液を受ける受け部が運転中常に前記経糸よりも下側の絞りローラに接触しない位置に設けられていることを特徴とする請求項1〜請求項4のうちいずれか一項に記載の糊付け機。
【0047】
(ロ)前記糊液供給手段は、前記上側の絞りローラの周面に糊液を供給し、前記糊液供給手段による前記上側の絞りローラの周面における糊液供給箇所は、前記周面の頂上から前記上側の絞りローラの回転方向に1/4周辿った範囲にある請求項1〜請求項4のうちいずれか一項に記載の糊付け機。
【0048】
(ハ)前記経糸は、前記一対の絞りローラの把持部において前記一対の絞りローラの周面に対して接線となる経路をとるようにした請求項1〜請求項4のうちいずれか一項に記載の糊付け機。
【0049】
(ニ)前記糊液受け器は、糊液を貯めない器である技術的思想(イ)に記載の糊付け機。
【図面の簡単な説明】
【0050】
【図1】糊付け機を示す模式図。
【図2】(a)は糊液供給器の縦断面図、(b)は糊液供給器の側断面図。
【図3】糊液供給器の平面図。
【符号の説明】
【0051】
1…糊付け機、11…糊液槽、12…加熱パイプ、13…蒸気供給源、14…糊液供給源、15…開閉弁、17…供給パイプ、18…ポンプ、21,22…糊液供給器、24…吐出孔、25…繋ぎ目、31〜34…絞りローラ、35…糊液受け器、36…回収パイプ、T…経糸。
【技術分野】
【0001】
本発明は、糊液を供給された経糸を一対の絞りローラの間に通し、前記一対の絞りローラの絞り作用によって前記経糸から糊液を絞り取って前記経糸に糊付けを行なう糊付け機に関するものである。
【背景技術】
【0002】
従来、この種の糊付け機(例えば、特許文献2を参照)では、糊液を貯めているサイズボックス(糊液槽)内の糊液に経糸を浸した後、一対の絞りローラ間で経糸を挟んで経糸から糊を絞り取るようにしている。ところで、糊液槽内の糊液は、経糸に付着して奪われてゆくので、糊液槽内の糊液を補充する必要がある。又、糊液の液面に糊の皮膜ができると、この糊皮膜が経糸に付着することがある。そして、糊皮膜が経糸に付着した状態で乾燥工程に移されると、糊皮膜が隣り合う経糸を接着するように固化し、糊皮膜によって接着された経糸が分割される際には、糸切れが生じ易いため、このような糊皮膜が生じないようにする必要がある。
【0003】
このような糊皮膜が生じないようにするため、特許文献2に開示の装置では、糊液槽における糊液の補充では、経糸が糊液槽から糊液を奪ってゆくよりも多い量の糊液を補充し、糊液槽の可動堰壁から糊液を溢れ出させて、糊液の液面に流れを生じさせるようにしている。しかし、糊液槽の立壁と、糊液に浸された下側絞りローラとの間における糊液面に淀みが生じ易く、このような淀みを生じやすい箇所では、糊皮膜が生じ易い。
【0004】
特許文献1に開示の装置では、上側のバックアップロールと下側のコーティングロールとの間に通される経糸に糊液を供給するため、下側のコーティングロールの周面に接合するアプリケータロールの周面に向けて糊剤供給ノズルから糊液を吐出するようにしている。アプリケータロールの周面に付着された糊液は、下側のコーティングロールの周面に転移し、下側のコーティングロールの周面に転移した糊液が下側のコーティングロールの周面と上側のバックアップロールの周面とのニップラインにて経糸に付着される。特許文献1に開示の装置では、糊液槽(サイズボックス)が不要となり、特許文献2におけるような問題は生じない。
【特許文献1】特公平1−22380号公報
【特許文献2】実公平6−34394号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかし、アプリケータロールの周面に付着された糊液を下側のコーティングロールの周面に転移させる構成では、適量の糊液を均一に下側のコーティングロールの周面に供給すること、つまり適量の糊液を均一に経糸に供給することが難しい。
【0006】
本発明は、適量の糊液を均一に経糸に供給することが容易な糊付け機を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記目的を達成するために、請求項1に記載の発明は、糊液を供給された経糸を一対の円柱形状の絞りローラの間に通し、前記一対の絞りローラの絞り作用によって前記経糸から糊液を絞り取って前記経糸に糊付けを行う糊付け機において、前記一対の絞りローラの間に導入される前記経糸よりも上側の絞りローラの周面、又は前記一対の絞りローラよりも上流の経糸の上面側に糊液を供給する筒状の糊液供給手段を備え、前記糊液供給手段は、糊液を吐出する吐出孔を有し、前記吐出孔は、前記糊液供給手段の軸方向に長辺を有するスリット形状に形成されることを要旨とする。
【0008】
請求項2に記載の発明は、請求項1に記載の発明において、前記吐出孔は、前記糊液供給手段の周方向における幅が均一となるように形成されることを要旨とする。
請求項1又は請求項2に記載の発明によれば、吐出孔から吐出される糊液は、絞りローラの軸方向に沿って膜状となる。このため、経糸に供給される糊液は、均一となる。また、経糸を挟み込む上側の絞りローラの周面又は経糸の上面側に糊液供給手段から糊液を供給するので、適量の糊液を経糸に供給することが容易である。
【0009】
請求項3に記載の発明は、請求項1又は請求項2に記載の発明において、前記吐出孔には、前記吐出孔の周方向における幅を一定間隔に維持するための繋ぎ目が設けられることを要旨とする。
【0010】
請求項3に記載の発明によれば、吐出孔の幅が広がることを防止できる。従って、吐出孔は、長手方向において均一に糊液を供給することができる。
請求項4に記載の発明は、請求項3に記載の発明において、前記糊液供給手段は、複数の列の吐出孔を有しており、前記繋ぎ目は、隣接する列の吐出孔の繋ぎ目と前記糊液供給手段の周方向において同じ位置に配置されないようにするために交互に配置されるように設けられることを要旨とする。
【0011】
請求項4に記載の発明によれば、糊液供給手段の周方向において糊液が吐出されない繋ぎ目が複数列の吐出孔にて同じ位置に配置されないようになるため、糊液供給手段の長手方向において、糊液が吐出されない箇所がなくなる。従って、糊液を、糊液供給手段から長手方向においてほぼ均一に吐出することができる。
【発明の効果】
【0012】
本発明によれば、適量の糊液を均一に経糸に供給することが容易にできる。
【発明を実施するための最良の形態】
【0013】
以下、本発明を具体化した実施形態を図1〜図3に基づいて説明する。まず、糊付け機1の構成について説明する。
図1に示すように、糊付け機1は、糊液Nを一旦貯留する糊液槽11を備えている。糊液槽11内には加熱パイプ12が配設されており、加熱パイプ12内には蒸気供給源13から所定温度の蒸気が供給されるようになっている。この加熱パイプ12内に供給された蒸気により、糊液槽11内の糊液Nは、固まらないように加熱される。なお、蒸気供給源13から加熱パイプ12内に供給される蒸気量及び蒸気の温度は、糊液槽11内の糊液Nの温度が所望の温度範囲(例えば、90℃〜95℃)内に入るように調整される。
【0014】
また、糊液槽11は、新たに供給する糊液Nを貯めておく糊液供給源14と接続されており、糊液供給源14は、糊液槽11内の糊液が一定量以下になると、糊液Nを糊液槽11へ補給するようになっている。より詳しくは、糊液供給源14は、その開閉弁15の開閉を制御するコントローラCを備えており、コントローラCは、糊液槽11内の糊液Nの液面N1の高さを検出するレベルセンサ16から液面レベル情報を受信し、当該液面レベル情報に基づいて開閉弁15の開閉を制御するようになっている。すなわち、コントローラCは、糊液槽11内の糊液Nの液面N1の高さが所定高さ以下になると、開閉弁15を開くように制御する。これにより、糊液供給源14から糊液Nが糊液槽11に供給される。また、コントローラCは、糊液槽11内の糊液Nの液面N1の高さが所定高さになると、開閉弁15を閉じるように制御する。これにより、糊液供給源14からの糊液Nの供給が停止される。このため、糊液槽11内の糊液Nの液面N1の高さが一定の範囲に保たれる。
【0015】
また、糊液槽11の底壁111には、供給パイプ17が接続されている。供給パイプ17は、途中から分岐パイプ171と分岐パイプ172とに分岐している。一方の分岐パイプ171には円筒形状(パイプ形状)の糊液供給器21が接続されており、他方の分岐パイプ172には円筒形状(パイプ形状)の糊液供給器22が接続されている。なお、供給パイプ17の途中にはポンプ18が介在されている。ポンプ18は、供給パイプ17を介して糊液槽11内の糊液Nを糊液供給器21,22の筒内へ圧送するようになっている。
【0016】
そして、糊液供給器21,22の周壁には、図2及び図3に示すように、吐出孔24が貫通形成されている。吐出孔24は、糊液供給器21,22の筒内とを連通しており、糊液供給器21,22の筒内へ圧送された糊液Nは、吐出孔24から外部に吐出されるようになっている。なお、糊液Nは、糊液供給器21,22の長手方向両端(図3において左右方向両端)から圧送されるようになっている。
【0017】
また、糊液供給器21の直下には、一対の円柱形状の絞りローラ31,32が糊液供給器21の長手方向(軸線方向)に沿うように配設されている。また、糊液供給器22の直下には、一対の円柱形状の絞りローラ33,34が糊液供給器22の長手方向(軸線方向)に沿うように配設されている。そして、図1及び図2(a)に示すように、吐出孔24は、垂直方向に見て、絞りローラ31,33の上半周側の降り四半周S1,S2の範囲内に入る位置に配置されている。つまり、吐出孔24は、垂直方向に見て、絞りローラ31,33の頂上312,332から絞りローラ31,33の回転方向R1に1/4周辿って上半周と下半周との境K1,K2に至る範囲(降り四半周S1,S2)内に入る位置に配置されている。
【0018】
そして、一対の絞りローラ31,32及び一対の絞りローラ33,34は、それぞれシート状に配列された多数本の経糸Tを挟み込んでいる。すなわち、シート状に配列された多数本の経糸Tは、一対の円柱形状の絞りローラ31,32の間及び一対の円柱形状の絞りローラ33,34の間を通されている。絞りローラ31,33は、矢印R1の方向(反時計回り方向)に回転するようになっており、絞りローラ32,34は、矢印Q1の方向(時計回り方向)に回転するようになっている。
【0019】
また、経糸Tは、対となる絞りローラ31,32の把持部H1において絞りローラ31,32の周面311,321に対する接線となる経路をとっている。又、経糸Tは、対となる絞りローラ33,34の把持部H2において絞りローラ33,34の周面331,341に対する接線となる経路をとっている。
【0020】
対の絞りローラ31,32と対の絞りローラ33,34との直下には糊液受け器35が配置されている。糊液受け器35の底壁351は、下に凹む形状となっている。底壁351は、絞りローラ32,34に接触しない位置に配置されている。底壁351の最下部には回収パイプ36が接続されている。回収パイプ36は、糊液受け器35よりも下方に配設されている糊液槽11に導かれている。なお、糊液供給源14からの糊液供給が停止される所定高さの液面は、糊液受け器35より下方に設定されている。
【0021】
次に、糊液Nが経糸Tに供給され、経糸Tが巻き取られるまでの流れについて説明する。
絞りローラ31〜34が回転しているとき、ポンプ18が作動すると、糊液槽11内の糊液Nがポンプ18の作動によって糊液供給器21,22の筒内へ圧送される。なお、糊液供給器21,22へ供給される糊液の流量調整は、例えばポンプ18の回転数を調整することによって容易に行える。
【0022】
糊液供給手段としての糊液供給器21,22の筒内へ圧送された糊液は、吐出孔24から吐出される。吐出孔24から吐出された糊液Nは、絞りローラ31,33の降り四半周S1,S2上に供給される。膜状の糊液Nは、絞りローラ31,33の降り半周S3,S4(図1に図示)を伝い降りて把持部H1,H2付近で経糸Tに付着する。把持部H1付近で経糸Tに付着した糊液の一部は、絞りローラ31,32の絞り作用によって経糸Tから絞り取られる。把持部H2付近で経糸Tに付着した糊液の一部は、絞りローラ33,34の絞り作用によって経糸Tから絞り取られる。
【0023】
経糸Tから絞り取られた糊液は、下側の絞りローラ32,34の昇り半周U1,U2(図1に示すように把持部H1,H2から絞りローラ32,34の周面321,341の最下位322,342に至る範囲)を伝い降りる。絞りローラ32,34の昇り半周U1,U2を伝い降りる糊液の一部は、絞りローラ32,34の回転に伴って把持部H1,H2に移行して経糸Tに付着する。従って、経糸Tの上下両面に糊液Nが付着するため、従来の下側の絞りローラからのみの糊液付着方式に比べて経糸Tへの糊液Nの浸透性が向上する。絞りローラ32,34の昇り半周U1,U2を伝い降りる糊液の一部は、糊液受け器35の底壁351の内壁面352上に落下する。糊液受け器35の底壁351の内壁面352上に落下した糊液は、絞りローラ32,34に付着しない。つまり、絞りローラ32,34が糊液受け器35の底壁351の内壁面352に落下した糊液をピックアップすることはない。下側の絞りローラ32,34に接触しない位置にあるように糊液受け器35に設けられた底壁351の内壁面352は、絞りローラ31〜34から落下する糊液を受ける受け部である。受け部としての内壁面352は、運転中常に、つまりいずれの運転条件においても常に絞りローラ32,34に接触しない位置にある。つまり、内壁面352は、糊付け機1の運転速度(つまり、絞りローラ31〜34の周速)に関係なく常に絞りローラ32,34に接触しない位置にある。糊液受け器35内に落下した糊液は、回収パイプ36を経由して糊液槽11内へ回収される。
【0024】
なお、糊液槽11に回収された糊液Nは、ポンプ18の作動によって再び糊液供給器21,22へ送られる。糊液槽11、供給パイプ17及びポンプ18は、糊液受け器35によって受けられた糊液を糊液供給器21,22に送る還流手段を構成する。また、絞りローラ33,34間を通過した経糸Tは、図示しない乾燥装置で乾燥された後に図示しない巻き取り部で巻き取られる。
【0025】
そして、本実施形態の糊液供給器21,22に設けられる吐出孔24は、経糸Tに対して糊液Nを均一に供給(付着)できるような形状に形成される。以下、吐出孔24について詳しく説明する。
【0026】
図3に示すように、糊液供給器21,22に貫通形成される吐出孔24は、糊液供給器21,22の長手方向(軸線方向)、すなわち、絞りローラ31〜34の長手方向(軸線方向)に沿って形成される。換言すれば、吐出孔24は、糊液供給器21,22の軸方向に長辺を有するスリット形状に形成されている。また、糊液供給器21,22に貫通形成される吐出孔24は、糊液供給器21,22の周方向における幅が同じ(均一)となるように形成される。すなわち、吐出孔24は、その平面視が糊液供給器21,22の長手方向に沿ったスリット形状(長方形状)となる。糊液供給器21,22には、この吐出孔24がそれぞれ複数列(本実施形態では、2列)設けられる。
【0027】
また、吐出孔24には、所定間隔(本実施形態では、25mm)毎に吐出孔24の幅(糊液供給器21,22の周方向における幅)を繋ぐ繋ぎ目25が設けられる。この繋ぎ目25により、吐出孔24の幅(周方向の幅)は一定間隔に維持されるようになっている。すなわち、吐出孔24が長手方向に連続する一本のスリットで形成される場合には糊液供給器21,22の材料の物性上スリット幅を均一に保つことは極めて困難である。しかしながら、この繋ぎ目25を設けたことにより、繋ぎ目25が、吐出孔24を形成したとき、糊液供給器21,22に生じる内部応力により吐出孔24の幅が変形することを防止する。なお、糊液供給器21,22の長手方向において、繋ぎ目25の長さは、繋ぎ目25の設置間隔(本実施形態では、25mm)よりも極めて短く形成されており、本実施形態では、2mmとなっている。
【0028】
また、この繋ぎ目25は、図3に示すように、隣接する列の吐出孔24の繋ぎ目25と交互に配置されるように設けられる。すなわち、糊液供給器21,22の周方向において、一方の列の吐出孔24に繋ぎ目25が配置される場合には、他方の列の吐出孔24には、繋ぎ目25が配置されないようになっている。換言すれば、糊液供給器21,22の周方向において、糊液Nが吐出される箇所が少なくとも一箇所配置するように繋ぎ目25は各吐出孔24に設けられる。これにより、糊液供給器21,22の周方向において、糊液Nが吐出されない繋ぎ目25が2列の吐出孔24にて同じ位置に配置されないようになるため、糊液供給器21,22の長手方向において、糊液Nが吐出されない箇所がなくなる。
【0029】
このような吐出孔24が形成される糊液供給器21,22は、絞りローラ31,34に対してそれぞれ吐出孔24が平行となるように配置される。すなわち、吐出孔24は、その長手方向が経糸Tの進行方向に対して垂直となるように配置される。なお、吐出孔24の長手方向の長さは、多数本の経糸Tの配列からなるシートの幅以上の長さを有している。
【0030】
次に、このような形状に形成された吐出孔24の作用について説明する。
糊液供給器21,22の筒内へ糊液Nが圧送されると、吐出孔24は、糊液Nを外部に吐出する。このとき、吐出孔24の形状は、糊液供給器21,22の軸線方向に沿って延出形成されており、また、繋ぎ目25によりその幅は常に均一であるため、各吐出孔24から吐出される糊液Nは均一の厚さを有する膜状に吐出される。また、繋ぎ目25は、2列の吐出孔24において交互に配置されており、また、長手方向において吐出孔24の長さに比べて繋ぎ目25の長さは、極めて短く形成されているので、各糊液供給器21,22(2列の吐出孔24)から吐出される糊液Nは、長手方向においてほぼ均一に吐出される。このため、絞りローラ31〜34を介して経糸Tに付着する糊液Nにムラ(所謂、糊割れ)が生じるのを防止することができる。
【0031】
以上詳述したように、本実施形態は、以下の効果を有する。
(1)糊液Nを吐出する吐出孔24は、糊液供給器21,22の軸線方向に沿って延出形成されるため、吐出孔24から吐出される糊液Nは、糊液供給器21,22(及び絞りローラ31〜34)の軸方向に沿って均一となる。このため、経糸Tに供給される糊液Nは、均一となる。また、経糸Tを挟み込む上側の絞りローラ31,33の周面311,331に糊液供給器21,22から糊液Nを供給するので、適量の糊液Nを経糸Tに供給することが容易である。従って、適量の糊液Nを均一に経糸Tに供給することが容易にできる。
【0032】
そして、このように糊液供給器21,22から絞りローラ31,33の周面311,331に糊液Nを供給して糊付けした経糸Tは、従来の糊付け槽内に貯められた糊液Nに浸して糊付けした経糸Tに比べ、糸切れが少ない。これは、糊付け槽内に貯められた糊液Nに浸して糊付けした経糸Tにおいては糊の濃度や粘度が変化しやすく糊付着率が変化しやすいのに比べ、糊液供給器21,22から絞りローラ31,33の周面311,331に糊液Nを均一に供給して糊付けした経糸Tにおいては糊付着率が適正に維持できるためと考えられる。つまり、糊付け槽内に貯められた糊液Nに経糸Tを浸した場合に糊付着率にばらつきが発生したのは、糊付着率を適正に制御することが難しいためと考えられる。これに対し、糊液供給器21,22に対する糊液Nの供給流量を調整することによって経糸Tに対する糊液付着量を調整でき、且つ、吐出孔24の形状により均一に経糸Tに糊液を供給できる本実施形態では、経糸Tにおける糊付着率が適正に且つ均一に設定されたために糸切れが少ない。なお、経糸Tにおける糊付着率を適正に設定するための糊液供給流量の調整は、ポンプ18の回転数を調整することにより容易に行える。さらに、経糸Tの上下両面に糊液を付着させるため、糊の浸透性が向上し、繊維同士の接着範囲が増え、織機での経糸切れが減少する。
【0033】
(2)吐出孔24には、吐出孔24の幅を一定間隔に維持するための繋ぎ目25が設けられる。このため、糊液供給器21,22に生じる内部応力などにより、吐出孔24の幅が変形する(広がる又は狭まる)ことを防止できる。従って、吐出孔24は、吐出孔24の長手方向において常に均一に糊液Nを供給することができる。
【0034】
(3)繋ぎ目25は、隣接する吐出孔24の繋ぎ目25と交互に配置されるように設けられる。このため、糊液供給器21,22の周方向において、糊液Nが吐出されない繋ぎ目25が2列の吐出孔24にて同じ位置に配置されないようになるため、糊液供給器21,22の長手方向において、糊液Nが吐出されない箇所がなくなる。従って、糊液Nを、各糊液供給器21,22(2列の吐出孔24)から長手方向においてほぼ均一に吐出することができる。
【0035】
(4)降り四半周S1,S2は、絞りローラ31,33の回転に伴って経糸T上に向けて降ってゆく範囲であり、糊液供給器21,22から吐出された糊液Nは、経糸T上に向けて降ってゆく降り四半周S1,S2上に着地する。降り四半周S1,S2上に着地した糊液Nは、把持部H1,H2付近の経糸T上に確実に到達する。降り四半周S1,S2は、糊液供給器21,22から吐出された糊液を経糸T上に適量導く上で好適な糊液供給箇所である。
【0036】
(5)経糸Tは、把持部H1において一対の絞りローラ31,32の周面311,321に対する接線となる経路をとっている。又、経糸Tは、把持部H2において一対の絞りローラ33,34の周面331,341に対する接線となる経路をとっている。つまり、経糸Tは、屈曲しないで把持部H1,H2を通過している。経糸Tを屈曲しないで把持部H1,H2を通過させる構成は、経糸Tの屈曲箇所を減らし、屈曲による経糸Tの損傷を少なくすることができる。
【0037】
(6)糊液受け器35内に落下した糊液Nは、糊液受け器35内に溜まることなく糊液槽11へ移行する。糊液Nを貯めない糊液受け器35は、従来の糊付け槽(サイズボックス)に比べて簡素な構成にできる。又、糊液Nを貯めない糊液受け器35は、従来の糊付け槽(サイズボックス)に比べてコンパクトにできる。また、糊液Nの使用量を削減することができる。
【0038】
(7)従来の糊付け槽内の糊液Nに経糸Tを浸す糊付け機では、必要に応じて糊付け機を停止させた場合(つまり、絞りローラの回転を止めて経糸の移動を停止させた場合)には、対の絞りローラの把持部付近で糊液の固化が生じて所謂ストップマークが生じる場合がある。本実施形態では、必要に応じて糊付け機を停止させた場合、糊液供給器21,22からの糊液Nの供給を継続しておけば、把持部H1,H2での糊液Nの固化を防止することができる。従って、従来よりも長時間の停止が可能となり、糸切れ処理などの作業の安全性が向上する。
【0039】
尚、上記実施形態は、次のような別の実施形態(別例)にて具体化できる。
○上記実施形態では、絞りローラ31〜34の直下に糊液受け器35を配設したが、糊液受け器35を省略し、絞りローラ31〜34の直下に糊液槽11を配設してもよい。この場合、糊液供給源14からの糊液供給が停止される所定高さの液面を、下側の絞りローラ32、34よりもさらに下方に設定し、絞りローラ32,34が糊液Nをピックアップしないような構成にする必要がある。なお、この場合、液面N1が受け部となる。
【0040】
○上記実施形態では、1つのポンプ18で2つの糊液供給器21,22に糊液Nを圧送していたが、2つの糊液供給器21,22にそれぞれにポンプ18を備えても良い。このようにすれば、糊液供給器21,22毎にポンプ18の回転数を変更して、絞りローラ31,32に供給する糊液Nの量と、絞りローラ33,34に供給する糊液Nの量を変更することができる。このため、絞りローラ31,32により糊付けされた後に絞りローラ33,34によりさらに糊付けする際に、糊液供給量を異ならせることができ、糊付着率の一層の適正化が可能となる。
【0041】
○上記実施形態では、絞りローラ31,33の間に導入される経糸Tよりも上側の絞りローラ31,33の周面311,331に糊液Nを供給したが、絞りローラ31,33よりも上流の経糸Tの上面側に糊液Nを供給しても良い。
【0042】
○上記実施形態において、一対の絞りローラ31,32又は一対の絞りローラ33,34のうちいずれか一方を無くしても良い。
○上記実施形態では、各糊液供給器21,22に2列の吐出孔24を設けたが、吐出孔24の列数は任意に変更しても良い。例えば、1列でも良く、3列以上でも良い。
【0043】
○上記実施形態では、吐出孔24の幅を一定に保つために、繋ぎ目25を設けたが、吐出孔24の幅を一定に保つことができるならば、繋ぎ目25を設けなくても良い。
○上記実施形態では、繋ぎ目25は、隣接する吐出孔24の繋ぎ目25と交互に配置されたが、糊液供給器21,22の周方向において、糊液Nが吐出される箇所が少なくとも1箇所あるならば、繋ぎ目25の配置を任意に変更しても良い。
【0044】
○上記実施形態において、吐出孔24の繋ぎ目25の周方向において、繋ぎ目25の近傍に、繋ぎ目25を吐出孔24に設けたことにより吐出孔24から吐出されない分の糊液を吐出する補助孔を設けても良い。これにより、糊液供給器21,22から吐出される膜状の糊液Nの厚さを均一にすることができる。
【0045】
○上記実施形態では、糊液供給器21,22は、吐出孔24の長手方向(糊液供給器21,22の軸方向)が経糸Tの進行方向に対して垂直となるように配置されていた。この別例として、多数本の経糸Tの配列からなるシートの幅方向(経糸Tの進行方向に対して垂直方向)における吐出孔24の長さが、多数本の経糸Tの配列からなるシートの幅以上の長さを有するならば、糊液供給器21,22は、吐出孔24の長手方向が経糸Tの進行方向に対して斜めとなる角度に配置しても良い。
【0046】
次に、上記実施形態及び別例から把握できる技術的思想を以下に追記する。
(イ)前記一対の絞りローラから落下する糊液を受けるように前記一対の絞りローラの下方に配置された糊液受け器を備え、
前記糊液受け器には、前記一対の絞りローラから落下する糊液を受ける受け部が運転中常に前記経糸よりも下側の絞りローラに接触しない位置に設けられていることを特徴とする請求項1〜請求項4のうちいずれか一項に記載の糊付け機。
【0047】
(ロ)前記糊液供給手段は、前記上側の絞りローラの周面に糊液を供給し、前記糊液供給手段による前記上側の絞りローラの周面における糊液供給箇所は、前記周面の頂上から前記上側の絞りローラの回転方向に1/4周辿った範囲にある請求項1〜請求項4のうちいずれか一項に記載の糊付け機。
【0048】
(ハ)前記経糸は、前記一対の絞りローラの把持部において前記一対の絞りローラの周面に対して接線となる経路をとるようにした請求項1〜請求項4のうちいずれか一項に記載の糊付け機。
【0049】
(ニ)前記糊液受け器は、糊液を貯めない器である技術的思想(イ)に記載の糊付け機。
【図面の簡単な説明】
【0050】
【図1】糊付け機を示す模式図。
【図2】(a)は糊液供給器の縦断面図、(b)は糊液供給器の側断面図。
【図3】糊液供給器の平面図。
【符号の説明】
【0051】
1…糊付け機、11…糊液槽、12…加熱パイプ、13…蒸気供給源、14…糊液供給源、15…開閉弁、17…供給パイプ、18…ポンプ、21,22…糊液供給器、24…吐出孔、25…繋ぎ目、31〜34…絞りローラ、35…糊液受け器、36…回収パイプ、T…経糸。
【特許請求の範囲】
【請求項1】
糊液(N)を供給された経糸(T)を一対の円柱形状の絞りローラ(31〜34)の間に通し、前記一対の絞りローラ(31〜34)の絞り作用によって前記経糸(T)から糊液(N)を絞り取って前記経糸(T)に糊付けを行う糊付け機において、
前記一対の絞りローラ(31〜34)の間に導入される前記経糸(T)よりも上側の絞りローラ(31〜34)の周面、又は前記一対の絞りローラ(31〜34)よりも上流の経糸(T)の上面側に糊液(N)を供給する筒状の糊液供給手段(21,22)を備え、
前記糊液供給手段(21,22)は、糊液(N)を吐出する吐出孔(24)を有し、前記吐出孔(24)は、前記糊液供給手段(21,22)の軸方向に長辺を有するスリット形状に形成されることを特徴とする糊付け機。
【請求項2】
前記吐出孔(24)は、前記糊液供給手段(21,22)の周方向における幅が均一となるように形成されることを特徴とする請求項1に記載の糊付け機。
【請求項3】
前記吐出孔(24)には、前記吐出孔(24)の周方向における幅を一定間隔に維持するための繋ぎ目が設けられることを特徴とする請求項1又は請求項2に記載の糊付け機。
【請求項4】
前記糊液供給手段(21,22)は、複数の列の吐出孔(24)を有しており、
前記繋ぎ目(25)は、隣接する列の吐出孔(24)の繋ぎ目(25)と前記糊液供給手段(21,22)の周方向において同じ位置に配置されないようにするために交互に配置されるように設けられることを特徴とする請求項3に記載の糊付け機。
【請求項1】
糊液(N)を供給された経糸(T)を一対の円柱形状の絞りローラ(31〜34)の間に通し、前記一対の絞りローラ(31〜34)の絞り作用によって前記経糸(T)から糊液(N)を絞り取って前記経糸(T)に糊付けを行う糊付け機において、
前記一対の絞りローラ(31〜34)の間に導入される前記経糸(T)よりも上側の絞りローラ(31〜34)の周面、又は前記一対の絞りローラ(31〜34)よりも上流の経糸(T)の上面側に糊液(N)を供給する筒状の糊液供給手段(21,22)を備え、
前記糊液供給手段(21,22)は、糊液(N)を吐出する吐出孔(24)を有し、前記吐出孔(24)は、前記糊液供給手段(21,22)の軸方向に長辺を有するスリット形状に形成されることを特徴とする糊付け機。
【請求項2】
前記吐出孔(24)は、前記糊液供給手段(21,22)の周方向における幅が均一となるように形成されることを特徴とする請求項1に記載の糊付け機。
【請求項3】
前記吐出孔(24)には、前記吐出孔(24)の周方向における幅を一定間隔に維持するための繋ぎ目が設けられることを特徴とする請求項1又は請求項2に記載の糊付け機。
【請求項4】
前記糊液供給手段(21,22)は、複数の列の吐出孔(24)を有しており、
前記繋ぎ目(25)は、隣接する列の吐出孔(24)の繋ぎ目(25)と前記糊液供給手段(21,22)の周方向において同じ位置に配置されないようにするために交互に配置されるように設けられることを特徴とする請求項3に記載の糊付け機。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2007−169859(P2007−169859A)
【公開日】平成19年7月5日(2007.7.5)
【国際特許分類】
【出願番号】特願2005−372354(P2005−372354)
【出願日】平成17年12月26日(2005.12.26)
【出願人】(000003218)株式会社豊田自動織機 (4,162)
【出願人】(000004374)日清紡績株式会社 (370)
【Fターム(参考)】
【公開日】平成19年7月5日(2007.7.5)
【国際特許分類】
【出願日】平成17年12月26日(2005.12.26)
【出願人】(000003218)株式会社豊田自動織機 (4,162)
【出願人】(000004374)日清紡績株式会社 (370)
【Fターム(参考)】
[ Back to top ]