
糊残り除去方法並びに、金属体表面の清浄化方法、塗装前処理方法及び塗装方法
【課題】表面保護フィルムが剥がされた金属体表面からの糊残りの除去を比較的簡単に又は低コストで達成することができる糊残り除去方法並びに、金属体表面の清浄化方法、塗装前処理方法及び塗装方法に係る技術を提供すること。
【解決手段】コロナ放電処理装置1を用いて、表面保護フィルムを剥離した金属体2の表面を、コロナ放電が発生している環境に晒すことにより、表面保護フィルムに由来する糊残りを金属体表面から除去する。
【解決手段】コロナ放電処理装置1を用いて、表面保護フィルムを剥離した金属体2の表面を、コロナ放電が発生している環境に晒すことにより、表面保護フィルムに由来する糊残りを金属体表面から除去する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、糊残り除去方法並びに、金属体表面の清浄化方法、塗装前処理方法及び塗装方法に関し、より詳しくは、表面保護フィルムが剥がされた金属体表面から糊残り又はその悪影響をコロナ放電を用いて除去する工程を有する各方法に関する。
【背景技術】
【0002】
金属体表面を覆って保護する表面保護フィルムを剥がしたとき、表面保護フィルムの粘着力の原因物質が金属体表面に残る現象、いわゆる糊残りが起こると、引き続く塗装などの表面処理に支障を来す。それ故、糊残りが起こりにくい表面保護フィルムの開発が進められている(例えば特許文献1、特許文献2参照)。
【0003】
しかし、糊残りが生じにくい表面保護フィルムで覆って金属体表面を保護しても、現実には糊残りは起こる。例えば金属体の運搬、保管、出し入れ、展示、加工その他の流通過程や加工過程においては、金属体同士が擦れ合う、金属体に他の物体が押し当てられる、金属体に他の物体が衝突するなどの出来事や作業工程があるので、表面保護フィルムが金属体表面に強く、局所的に押し付けられ、表面保護フィルムの粘着物が金属体表面に強く付着し、表面保護フィルムを剥がした後の金属体表面に糊残りが生じる場合が多い。表面保護フィルムを剥離した後の金属体表面に塗料(例えば無機塗料や水性塗料)を塗布するとその塗料がはじかれて馴染まない箇所が顕著に現れるので、当該金属体表面に糊残りが多いことは容易に確認できる。
【0004】
糊残りが生じにくい表面保護フィルムで金属体表面を覆っていても糊残りが生じるのであれば、それを十分に除去できない限り、引き続く塗装などの表面処理に支障を来す。糊残りが生じやすい表面保護フィルムで金属体表面を覆っている場合であれば尚更である。
【0005】
また、表面処理に支障を来す糊残りは必ずしも目視できるとは限らない。目視できない糊残りが金属体表面に生じる可能性を否定できないのであれば、糊残りの徹底除去を試みることにより、その発生の可能性を極力小さくするほかない。
【0006】
そのような事情から、現実には、糊残りが生じにくい表面保護フィルムの採否に拘わらず、表面保護フィルムが剥がされた金属体表面をアルカリ性溶剤のような洗浄液を用いて洗浄し、糊残りの除去を徹底して行う場合が多い。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】 特開2010−70748号公報
【特許文献2】 特開平11−333993号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかし、表面保護フィルムが剥がされた金属体表面を洗浄液により洗浄して糊残りの除去を行うためには、同時に、金属体表面から残留洗浄液を除去するための洗浄、引き続く金属体表面の乾燥、洗浄液の維持、回収、管理などが付帯的に必要になり、装置や設備のコストの点で高額になりがちである。
【0009】
本発明は、以上の問題に鑑みてなされたものであり、表面保護フィルムが剥がされた金属体表面からの糊残りの除去を比較的簡単に又は低コストで達成することができる技術を提供することを目的とする。
【課題を解決するための手段】
【0010】
上記目的を達成するための、本発明の第1の形態に係る表面保護フィルムが剥がされた金属体の表面から当該表面保護フィルムに由来する糊残りを除去する方法であって、表面保護フィルムが剥がされた金属体表面をコロナ放電が発生している環境に晒す工程を有することを特徴とするものである。
【0011】
本発明の第2の形態に係る金属体表面の清浄化方法は、表面保護フィルムが貼られている金属体を用意する工程と、用意された金属体の表面から表面保護フィルムを剥がす工程と、表面保護フィルムに由来する糊残りを金属体の表面から除去する糊残り除去工程とを有し、当該糊残り除去工程は、表面保護フィルムが剥がされた金属体表面をコロナ放電が発生している環境に晒す工程を有することを特徴とするものである。
【0012】
本発明の第3の形態に係る金属体表面の塗装前処理方法は、表面保護フィルムが貼られている金属体を用意する工程と、用意された金属体の表面から表面保護フィルムを剥がす工程と、表面保護フィルムが剥がされた金属体の表面に塗装を施す前に表面保護フィルムに由来する糊残りをその表面から除去する糊残り除去工程とを有し、当該糊残り除去工程は、表面保護フィルムが剥がされた金属体の表面をコロナ放電が発生している環境に晒す工程を有することを特徴とするものである。
【0013】
本発明の第4の形態に係る金属体表面の塗装方法は、表面保護フィルムが貼られている金属体を用意する工程と、用意された金属体の表面から表面保護フィルムを剥がす工程と、表面保護フィルムが剥がされた金属体の表面をコロナ放電が発生している環境に晒し、これにより表面保護フィルムに由来する糊残りを除去する工程と、前記環境に晒された後の金属体の表面を塗装する工程と、を有することを特徴とするものである。
【0014】
なお、本発明において、次に掲げる用語の意味又は解釈は以下のとおりである。
「糊残り」とは、糊残り又はその塗装その他の表面処理への悪影響をいう。
「金属体」とは金属製の物品をいい、コロナ放電による処理が可能である限り、その材質に特に制限はない。その「金属」の典型例は、ステンレス鋼、チタニウム又はその合金、アルミニウム又はその合金である。
【0015】
「表面保護フィルム」とは、金属体表面に貼られたとき、その金属体表面を覆って保護し、剥がされたとき、その金属体表面に糊残りを生じさせる(換言すれば、その金属体表面の糊残りの由来となる)フィルムをいい、この条件を充足するものである限り、フィルム、テープ、シート等の形状・寸法・材質・構造などには制限はなく、養生シートや養生テープも、マスキングフィルムやマスキングテープも、市販されている金属板の表面に剥離可能に貼られている疵発生用のシートも「表面保護フィルム」に該当する。
「表面保護フィルム」の材質の典型例は、ポリ塩化ビニール、ポリエチレン、ポリオレフィンなどであり、フィルムの糊の例は、アクリル系粘着剤、ゴム系粘着剤、ポリウレタン系粘着剤などである。
【発明の効果】
【0016】
本発明においては、表面保護フィルムが剥がされた金属体表面をコロナ放電が発生している環境に晒すことにより、糊残りをコロナ放電を用いて除去することができる。コロナ放電による糊残りの除去の程度は、従来の糊残りの除去に比してより効果的又は遜色がなく、それでいてその除去に必要な装置や設備は、主としてコロナ放電処理装置(電源を含む)やコロナ放電が生成している環境を取り囲むブースに止まるので、少なくとも装置や設備のコストの点で、従来よりも低額になる。従って、本発明によれば、表面保護フィルムが剥がされた金属体表面から、その表面保護フィルムに由来する糊残りを比較的簡単に又は低コストで除去することができ、その金属体表面を清浄化することができ、糊残りが原因となる塗装欠陥の発生頻度を低減することができる。
【図面の簡単な説明】
【0017】
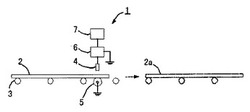
【図1】コロナ放電処理装置の要部の説明図である。
【発明を実施するための形態】
【0018】
以下、実施の形態又は実施例により本発明を詳細に説明する。
【0019】
<第1の実施形態>
本発明の第1の実施形態は、次の工程を有する。
工程A:疵発生防止用のシートが表面に貼られた金属板を用意する工程、
工程B:金属板表面からの当該シートを剥離する工程、及び
工程C:当該シートの剥離により露出する金属板表面をコロナ放電が発生している環境に晒す工程。
【0020】
工程Cは、疵発生防止用のシートの剥離により露出する金属板の表面をコロナ放電処理装置により処理することにより実現することができる。図1は、コロナ放電処理装置1の要部の説明図である。図1において、2は当初疵発生防止用のシートの剥離を終えている金属板であり、その表面にコロナ放電処理が施されるものである。3は金属板2の円滑な移動を可能にする複数個のロールである。4は放電電極、5は金属板2に電位を与え、放電電極4との間で電位差を与える給電ロールである。6は高周波高電圧発生装置、7は電源である。このコロナ放電処理装置1によれば、金属板2の表面と放電電極4との間にコロナ放電が発生するので、金属板2の表面はコロナ放電が発生している環境に晒される。この環境に晒された後の金属板が2aである。
【0021】
コロナ放電が発生している環境は、発生しているコロナ放電が、金属板2の表面に損傷を与えるほどに強いものではない環境とする。
金属板2の表面と放電電極4との間の距離は、1〜9mm程度の範囲が好ましい。1mm未満という短距離であるとコロナ放電が発生しないことがある。また、9mm超という長距離であると望ましいコロナ放電が発生しない場合があるからである。
ロール3上を移動する金属板2の移動速度は、0cm/分以上、30m/分以下の範囲が望ましい。なお、移動速度0cm/分とは、ロール3上において移動させることなくコロナ放電処理を行う場合に相当する。
コロナ放電の印加条件は、放電周波数を30〜40kHz(35プラス・マイナス5kHz)、処理電力量を50W/m2/分以上、3000W/m2/分以下の範囲で設定する。
金属板2の表面と放電電極4との間の距離、金属板2の移動速度、処理電力量などの条件は、金属板2の種類、表面状況などによって可変とする。
コロナ放電処理装置1を通過させる回数も、金属板2の種類、表面状況などによって一回又は複数回とする。例えば、過度のコロナ放電処理を行うと、その放電に起因して金属体の表面が損傷を受ける。その損傷の有無や程度は、金属体の種類や状態によって変わる。それ故、損傷が生じやすい金属体の場合には、その表面を穏やかなコロナ放電条件で処理し、それを複数回行う。
【0022】
なお、コロナ放電が発生している環境は埃が少ないほど好ましいので、予め、コロナ放電処理装置を周囲から隔離して清浄度の高い空間に設置する、金属板2の表面と放電電極3との間に清浄度の高い気体を流しながらコロナ放電を発生させる等の必要な整備を済ませておく。
【0023】
上記の条件のもので行ったものが、以下の実施例である。
【実施例1】
【0024】
疵発生防止用のシートが表面に貼られた金属板は市販されているので、これを用いて効果確認をおこなった。
まず、金属板としてステンレス鋼板を選択した。用意したステンレス鋼板から疵防止用シートを剥離した後、ステンレス鋼板に適した通常の前処理として、アルカリ脱脂、水洗(湯洗、純水洗を含む複数段の水洗)及び乾燥を順に行い、液体塗料で塗装を行った。すると塗装直後の段階で塗料が、局所的に、複数箇所においてはじかれた(外観的には撥水状態に見える箇所である)。この塗料のはじきは、糊残りに起因するもので、はじきの発生は塗装品質の低下の直接の原因となる塗装欠陥の発生に直結する。
【0025】
これに対して、用意したステンレス鋼板から疵防止用シートを剥離した後、上記のコロナ処理装置を用いてコロナ放電処理を施し、引き続き上記通常の前処理を施すことなく、液体塗料で塗装を行った。すると塗装直後の段階で確認できていた塗料のはじきが、コロナ放電処理を施した範囲に限り、殆ど確認できなくなった。
【実施例2】
【0026】
次いで、金属板としてチタニウム板を選択した。用意したチタニウム板から疵防止用シートを剥離した後、ステンレス鋼板の場合と概ね同様の通常の前処理を行い、液体塗料で塗装を行った。すると塗装直後の段階で塗料が、局所的に、複数箇所においてはじかれた。これに対して、用意したチタニウム板から疵防止用シートを剥離した後、上記のコロナ処理装置を用いてコロナ放電処理を施し、引き続き上記通常の前処理を施すことなく、液体塗料で塗装を行った。すると塗装直後の段階で確認できていた塗料のはじきが、コロナ放電処理を施された範囲に限り、注視しても殆ど確認できなくなった。
【実施例3】
【0027】
更に、金属板としてアルミニウム合金板(A5052)を選択した。用意したアルミニウム合金板から疵防止用シートを剥離した後、通常の前処理として、アルカリ脱脂、酸洗、(湯洗、純水洗を含む複数段の水洗)及び乾燥を順に行い、液体塗料で塗装を行った。すると塗装直後の段階で塗料が、局所的に、複数箇所においてはじかれた。これに対して、用意したアルミニウム合金板から疵防止用シートを剥離した後、上記のコロナ処理装置を用いてコロナ放電処理を施し、引き続き上記通常の前処理を施すことなく、液体塗料で塗装を行った。すると塗装直後の段階で確認できていた塗料のはじきが、コロナ放電処理を施した範囲に限り、注視しても殆ど確認できなくなった。
【実施例4】
【0028】
純アルミニウム板(A1050)を選択した。用意した純アルミニウム板から疵防止用シートを剥離した後、ステンレス鋼板の場合と概ね同様の通常の前処理を行い、液体塗料で塗装を行った。やはり塗料のはじきが確認できた。これに対して、用意した純アルミニウム板から疵防止用シートを剥離した後、上記のコロナ処理装置を用いてコロナ放電処理を施し、引き続き上記通常の前処理を施すことなく、液体塗料で塗装を行った。すると塗装直後の段階で確認できていた塗料のはじきが、コロナ放電処理を施した範囲に限り、注視しても殆ど確認できなくなった。
【0029】
<第2の実施形態>
本発明の第2の実施形態は、次の工程を有する。
工程A:表面保護フィルムが表面に貼られた金属板を用意する工程、
工程X:工程Bの前に、当該表面保護フィルムの上から金属板を強く擦る工程、
工程B:金属板表面からの当該表面保護フィルムを剥離する工程、及び
工程C:当該表面保護フィルムの剥離により露出する金属板表面をコロナ放電が発生している環境に晒す工程。
【0030】
第2の実施形態は、工程Aと工程Bとの間に工程Xを有する点を除き、第1の実施形態と同じである。従って、工程Cは、疵発生防止用のシートの剥離により露出する金属板の表面を図1に示すコロナ放電処理装置により処理することにより実現することができる。
【0031】
工程Xは、表面保護フィルム越しに金属体表面に大きな又は局所的な圧力が加わり、その結果表面保護フィルムの粘着物が金属体表面に糊残りとして残存するケース(例えば金属体の運搬、保管、出し入れ、展示、加工その他の流通過程や加工過程において、金属体同士が擦れ合う、金属体に他の物体が押し当てられる、金属体に他の物体が衝突するなどの出来事や作業工程を通じて、表面保護フィルムが金属体表面に強く、局所的に押し付けられ、表面保護フィルムの粘着物が金属体表面に強く付着し、表面保護フィルムを剥がした後の金属体表面に糊残りとして残存するケース)を想定したものでもある。
【0032】
さて、市販の金属板は管理状態が良好であると、糊残りに起因する塗料のはじきが発生する箇所が少なくなり、また視認が難しくなり、管理状態が劣悪であると、糊残りに起因する塗装欠陥とそうでない塗装欠陥との区別がしにくくなる。このとき、工程Xを追加すると、表面保護フィルムを強く擦った領域において、表面保護フィルムの粘着物が金属体表面に糊残りとして残存し易くなるので、他の領域との対比が容易になる。
この点を考慮しつつ行ったものが、以下の実施例である。
【実施例5】
【0033】
市販の、疵防止用シートが貼られたステンレス銅板を用意し、所定の領域を設定し、その領域内で、疵防止用シートの上からステンレス鋼板の表面をヘラ状の道具で強く擦った。その後、疵防止用シートを剥離し、当該所定の領域とその他の領域を電子顕微鏡(2000〜5000倍)で観察したところ、当該所定の領域において、その他の領域に比べて著しく高い頻度で、ステンレス鋼板の圧延疵に沿ってできた凹部に糊残りを確認することができた。
【0034】
疵防止用シートの上からステンレス鋼板の表面をヘラ状の道具で強く擦り、次いで疵防止用シートを剥離し、ステンレス鋼板に適した通常の前処理(既述)を行い、液体塗料で塗装を行った。すると塗装直後の段階で塗料が、当該所定の領域において、その他の領域に比べてかなり多い箇所ではじかれた(はじかれた箇所は外観的には撥水状態に見えるので、他の箇所から区別できる)。
これに対して、疵防止用シートの上からステンレス鋼板の表面をヘラ状の道具で強く擦擦り、次いで疵防止用シートを剥離した後、上記のコロナ処理装置を用いてコロナ放電処理を施し、引き続き上記通常の前処理を施すことなく、液体塗料で塗装を行った。すると塗装直後の段階で確認できていた塗料のはじきが、当該所定の領域においてもその他の領域においても、コロナ放電処理を施した範囲に限り、殆ど確認できなくなった。
【実施例7】
【0035】
疵防止用シートの上からステンレス鋼板の表面を強く擦すった領域においてもその他の領域においても、コロナ放電処理を施した範囲に限り、塗料のはじきが殆ど確認できなかったという結果は、金属板がチタニウム板、アルミニウム合金板(A5052)、純アルミニウム板(A1050)においても同様であった。
【0036】
以上のとおり、工程A、B及びC又は工程A、X、B及びCを実行すれば、表面保護フィルムが剥がされた金属体表面からの糊残りの除去、ひいては糊残りに起因する塗装欠陥の発生頻度の低減を比較的簡単に又は低コストで達成することができる。従って、コロナ放電を用いる糊残りの除去を基礎として、本発明に係る糊残り除去方法並びに、金属体表面の清浄化方法、塗装前処理方法及び塗装方法を実現することができる。
【0037】
本発明は、上記の実施形態又は実施例に限定されるものではなく、説明しない他の技術的要素と組み合わせることもできる。
【符号の説明】
【0038】
1・・・コロナ放電処理装置、2・・・金属板、3・・・ロール、4・・・放電電極、5・・・給電ロール、6・・・高周波高電圧発生装置、7・・・電源
【技術分野】
【0001】
本発明は、糊残り除去方法並びに、金属体表面の清浄化方法、塗装前処理方法及び塗装方法に関し、より詳しくは、表面保護フィルムが剥がされた金属体表面から糊残り又はその悪影響をコロナ放電を用いて除去する工程を有する各方法に関する。
【背景技術】
【0002】
金属体表面を覆って保護する表面保護フィルムを剥がしたとき、表面保護フィルムの粘着力の原因物質が金属体表面に残る現象、いわゆる糊残りが起こると、引き続く塗装などの表面処理に支障を来す。それ故、糊残りが起こりにくい表面保護フィルムの開発が進められている(例えば特許文献1、特許文献2参照)。
【0003】
しかし、糊残りが生じにくい表面保護フィルムで覆って金属体表面を保護しても、現実には糊残りは起こる。例えば金属体の運搬、保管、出し入れ、展示、加工その他の流通過程や加工過程においては、金属体同士が擦れ合う、金属体に他の物体が押し当てられる、金属体に他の物体が衝突するなどの出来事や作業工程があるので、表面保護フィルムが金属体表面に強く、局所的に押し付けられ、表面保護フィルムの粘着物が金属体表面に強く付着し、表面保護フィルムを剥がした後の金属体表面に糊残りが生じる場合が多い。表面保護フィルムを剥離した後の金属体表面に塗料(例えば無機塗料や水性塗料)を塗布するとその塗料がはじかれて馴染まない箇所が顕著に現れるので、当該金属体表面に糊残りが多いことは容易に確認できる。
【0004】
糊残りが生じにくい表面保護フィルムで金属体表面を覆っていても糊残りが生じるのであれば、それを十分に除去できない限り、引き続く塗装などの表面処理に支障を来す。糊残りが生じやすい表面保護フィルムで金属体表面を覆っている場合であれば尚更である。
【0005】
また、表面処理に支障を来す糊残りは必ずしも目視できるとは限らない。目視できない糊残りが金属体表面に生じる可能性を否定できないのであれば、糊残りの徹底除去を試みることにより、その発生の可能性を極力小さくするほかない。
【0006】
そのような事情から、現実には、糊残りが生じにくい表面保護フィルムの採否に拘わらず、表面保護フィルムが剥がされた金属体表面をアルカリ性溶剤のような洗浄液を用いて洗浄し、糊残りの除去を徹底して行う場合が多い。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】 特開2010−70748号公報
【特許文献2】 特開平11−333993号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかし、表面保護フィルムが剥がされた金属体表面を洗浄液により洗浄して糊残りの除去を行うためには、同時に、金属体表面から残留洗浄液を除去するための洗浄、引き続く金属体表面の乾燥、洗浄液の維持、回収、管理などが付帯的に必要になり、装置や設備のコストの点で高額になりがちである。
【0009】
本発明は、以上の問題に鑑みてなされたものであり、表面保護フィルムが剥がされた金属体表面からの糊残りの除去を比較的簡単に又は低コストで達成することができる技術を提供することを目的とする。
【課題を解決するための手段】
【0010】
上記目的を達成するための、本発明の第1の形態に係る表面保護フィルムが剥がされた金属体の表面から当該表面保護フィルムに由来する糊残りを除去する方法であって、表面保護フィルムが剥がされた金属体表面をコロナ放電が発生している環境に晒す工程を有することを特徴とするものである。
【0011】
本発明の第2の形態に係る金属体表面の清浄化方法は、表面保護フィルムが貼られている金属体を用意する工程と、用意された金属体の表面から表面保護フィルムを剥がす工程と、表面保護フィルムに由来する糊残りを金属体の表面から除去する糊残り除去工程とを有し、当該糊残り除去工程は、表面保護フィルムが剥がされた金属体表面をコロナ放電が発生している環境に晒す工程を有することを特徴とするものである。
【0012】
本発明の第3の形態に係る金属体表面の塗装前処理方法は、表面保護フィルムが貼られている金属体を用意する工程と、用意された金属体の表面から表面保護フィルムを剥がす工程と、表面保護フィルムが剥がされた金属体の表面に塗装を施す前に表面保護フィルムに由来する糊残りをその表面から除去する糊残り除去工程とを有し、当該糊残り除去工程は、表面保護フィルムが剥がされた金属体の表面をコロナ放電が発生している環境に晒す工程を有することを特徴とするものである。
【0013】
本発明の第4の形態に係る金属体表面の塗装方法は、表面保護フィルムが貼られている金属体を用意する工程と、用意された金属体の表面から表面保護フィルムを剥がす工程と、表面保護フィルムが剥がされた金属体の表面をコロナ放電が発生している環境に晒し、これにより表面保護フィルムに由来する糊残りを除去する工程と、前記環境に晒された後の金属体の表面を塗装する工程と、を有することを特徴とするものである。
【0014】
なお、本発明において、次に掲げる用語の意味又は解釈は以下のとおりである。
「糊残り」とは、糊残り又はその塗装その他の表面処理への悪影響をいう。
「金属体」とは金属製の物品をいい、コロナ放電による処理が可能である限り、その材質に特に制限はない。その「金属」の典型例は、ステンレス鋼、チタニウム又はその合金、アルミニウム又はその合金である。
【0015】
「表面保護フィルム」とは、金属体表面に貼られたとき、その金属体表面を覆って保護し、剥がされたとき、その金属体表面に糊残りを生じさせる(換言すれば、その金属体表面の糊残りの由来となる)フィルムをいい、この条件を充足するものである限り、フィルム、テープ、シート等の形状・寸法・材質・構造などには制限はなく、養生シートや養生テープも、マスキングフィルムやマスキングテープも、市販されている金属板の表面に剥離可能に貼られている疵発生用のシートも「表面保護フィルム」に該当する。
「表面保護フィルム」の材質の典型例は、ポリ塩化ビニール、ポリエチレン、ポリオレフィンなどであり、フィルムの糊の例は、アクリル系粘着剤、ゴム系粘着剤、ポリウレタン系粘着剤などである。
【発明の効果】
【0016】
本発明においては、表面保護フィルムが剥がされた金属体表面をコロナ放電が発生している環境に晒すことにより、糊残りをコロナ放電を用いて除去することができる。コロナ放電による糊残りの除去の程度は、従来の糊残りの除去に比してより効果的又は遜色がなく、それでいてその除去に必要な装置や設備は、主としてコロナ放電処理装置(電源を含む)やコロナ放電が生成している環境を取り囲むブースに止まるので、少なくとも装置や設備のコストの点で、従来よりも低額になる。従って、本発明によれば、表面保護フィルムが剥がされた金属体表面から、その表面保護フィルムに由来する糊残りを比較的簡単に又は低コストで除去することができ、その金属体表面を清浄化することができ、糊残りが原因となる塗装欠陥の発生頻度を低減することができる。
【図面の簡単な説明】
【0017】
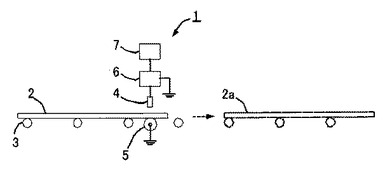
【図1】コロナ放電処理装置の要部の説明図である。
【発明を実施するための形態】
【0018】
以下、実施の形態又は実施例により本発明を詳細に説明する。
【0019】
<第1の実施形態>
本発明の第1の実施形態は、次の工程を有する。
工程A:疵発生防止用のシートが表面に貼られた金属板を用意する工程、
工程B:金属板表面からの当該シートを剥離する工程、及び
工程C:当該シートの剥離により露出する金属板表面をコロナ放電が発生している環境に晒す工程。
【0020】
工程Cは、疵発生防止用のシートの剥離により露出する金属板の表面をコロナ放電処理装置により処理することにより実現することができる。図1は、コロナ放電処理装置1の要部の説明図である。図1において、2は当初疵発生防止用のシートの剥離を終えている金属板であり、その表面にコロナ放電処理が施されるものである。3は金属板2の円滑な移動を可能にする複数個のロールである。4は放電電極、5は金属板2に電位を与え、放電電極4との間で電位差を与える給電ロールである。6は高周波高電圧発生装置、7は電源である。このコロナ放電処理装置1によれば、金属板2の表面と放電電極4との間にコロナ放電が発生するので、金属板2の表面はコロナ放電が発生している環境に晒される。この環境に晒された後の金属板が2aである。
【0021】
コロナ放電が発生している環境は、発生しているコロナ放電が、金属板2の表面に損傷を与えるほどに強いものではない環境とする。
金属板2の表面と放電電極4との間の距離は、1〜9mm程度の範囲が好ましい。1mm未満という短距離であるとコロナ放電が発生しないことがある。また、9mm超という長距離であると望ましいコロナ放電が発生しない場合があるからである。
ロール3上を移動する金属板2の移動速度は、0cm/分以上、30m/分以下の範囲が望ましい。なお、移動速度0cm/分とは、ロール3上において移動させることなくコロナ放電処理を行う場合に相当する。
コロナ放電の印加条件は、放電周波数を30〜40kHz(35プラス・マイナス5kHz)、処理電力量を50W/m2/分以上、3000W/m2/分以下の範囲で設定する。
金属板2の表面と放電電極4との間の距離、金属板2の移動速度、処理電力量などの条件は、金属板2の種類、表面状況などによって可変とする。
コロナ放電処理装置1を通過させる回数も、金属板2の種類、表面状況などによって一回又は複数回とする。例えば、過度のコロナ放電処理を行うと、その放電に起因して金属体の表面が損傷を受ける。その損傷の有無や程度は、金属体の種類や状態によって変わる。それ故、損傷が生じやすい金属体の場合には、その表面を穏やかなコロナ放電条件で処理し、それを複数回行う。
【0022】
なお、コロナ放電が発生している環境は埃が少ないほど好ましいので、予め、コロナ放電処理装置を周囲から隔離して清浄度の高い空間に設置する、金属板2の表面と放電電極3との間に清浄度の高い気体を流しながらコロナ放電を発生させる等の必要な整備を済ませておく。
【0023】
上記の条件のもので行ったものが、以下の実施例である。
【実施例1】
【0024】
疵発生防止用のシートが表面に貼られた金属板は市販されているので、これを用いて効果確認をおこなった。
まず、金属板としてステンレス鋼板を選択した。用意したステンレス鋼板から疵防止用シートを剥離した後、ステンレス鋼板に適した通常の前処理として、アルカリ脱脂、水洗(湯洗、純水洗を含む複数段の水洗)及び乾燥を順に行い、液体塗料で塗装を行った。すると塗装直後の段階で塗料が、局所的に、複数箇所においてはじかれた(外観的には撥水状態に見える箇所である)。この塗料のはじきは、糊残りに起因するもので、はじきの発生は塗装品質の低下の直接の原因となる塗装欠陥の発生に直結する。
【0025】
これに対して、用意したステンレス鋼板から疵防止用シートを剥離した後、上記のコロナ処理装置を用いてコロナ放電処理を施し、引き続き上記通常の前処理を施すことなく、液体塗料で塗装を行った。すると塗装直後の段階で確認できていた塗料のはじきが、コロナ放電処理を施した範囲に限り、殆ど確認できなくなった。
【実施例2】
【0026】
次いで、金属板としてチタニウム板を選択した。用意したチタニウム板から疵防止用シートを剥離した後、ステンレス鋼板の場合と概ね同様の通常の前処理を行い、液体塗料で塗装を行った。すると塗装直後の段階で塗料が、局所的に、複数箇所においてはじかれた。これに対して、用意したチタニウム板から疵防止用シートを剥離した後、上記のコロナ処理装置を用いてコロナ放電処理を施し、引き続き上記通常の前処理を施すことなく、液体塗料で塗装を行った。すると塗装直後の段階で確認できていた塗料のはじきが、コロナ放電処理を施された範囲に限り、注視しても殆ど確認できなくなった。
【実施例3】
【0027】
更に、金属板としてアルミニウム合金板(A5052)を選択した。用意したアルミニウム合金板から疵防止用シートを剥離した後、通常の前処理として、アルカリ脱脂、酸洗、(湯洗、純水洗を含む複数段の水洗)及び乾燥を順に行い、液体塗料で塗装を行った。すると塗装直後の段階で塗料が、局所的に、複数箇所においてはじかれた。これに対して、用意したアルミニウム合金板から疵防止用シートを剥離した後、上記のコロナ処理装置を用いてコロナ放電処理を施し、引き続き上記通常の前処理を施すことなく、液体塗料で塗装を行った。すると塗装直後の段階で確認できていた塗料のはじきが、コロナ放電処理を施した範囲に限り、注視しても殆ど確認できなくなった。
【実施例4】
【0028】
純アルミニウム板(A1050)を選択した。用意した純アルミニウム板から疵防止用シートを剥離した後、ステンレス鋼板の場合と概ね同様の通常の前処理を行い、液体塗料で塗装を行った。やはり塗料のはじきが確認できた。これに対して、用意した純アルミニウム板から疵防止用シートを剥離した後、上記のコロナ処理装置を用いてコロナ放電処理を施し、引き続き上記通常の前処理を施すことなく、液体塗料で塗装を行った。すると塗装直後の段階で確認できていた塗料のはじきが、コロナ放電処理を施した範囲に限り、注視しても殆ど確認できなくなった。
【0029】
<第2の実施形態>
本発明の第2の実施形態は、次の工程を有する。
工程A:表面保護フィルムが表面に貼られた金属板を用意する工程、
工程X:工程Bの前に、当該表面保護フィルムの上から金属板を強く擦る工程、
工程B:金属板表面からの当該表面保護フィルムを剥離する工程、及び
工程C:当該表面保護フィルムの剥離により露出する金属板表面をコロナ放電が発生している環境に晒す工程。
【0030】
第2の実施形態は、工程Aと工程Bとの間に工程Xを有する点を除き、第1の実施形態と同じである。従って、工程Cは、疵発生防止用のシートの剥離により露出する金属板の表面を図1に示すコロナ放電処理装置により処理することにより実現することができる。
【0031】
工程Xは、表面保護フィルム越しに金属体表面に大きな又は局所的な圧力が加わり、その結果表面保護フィルムの粘着物が金属体表面に糊残りとして残存するケース(例えば金属体の運搬、保管、出し入れ、展示、加工その他の流通過程や加工過程において、金属体同士が擦れ合う、金属体に他の物体が押し当てられる、金属体に他の物体が衝突するなどの出来事や作業工程を通じて、表面保護フィルムが金属体表面に強く、局所的に押し付けられ、表面保護フィルムの粘着物が金属体表面に強く付着し、表面保護フィルムを剥がした後の金属体表面に糊残りとして残存するケース)を想定したものでもある。
【0032】
さて、市販の金属板は管理状態が良好であると、糊残りに起因する塗料のはじきが発生する箇所が少なくなり、また視認が難しくなり、管理状態が劣悪であると、糊残りに起因する塗装欠陥とそうでない塗装欠陥との区別がしにくくなる。このとき、工程Xを追加すると、表面保護フィルムを強く擦った領域において、表面保護フィルムの粘着物が金属体表面に糊残りとして残存し易くなるので、他の領域との対比が容易になる。
この点を考慮しつつ行ったものが、以下の実施例である。
【実施例5】
【0033】
市販の、疵防止用シートが貼られたステンレス銅板を用意し、所定の領域を設定し、その領域内で、疵防止用シートの上からステンレス鋼板の表面をヘラ状の道具で強く擦った。その後、疵防止用シートを剥離し、当該所定の領域とその他の領域を電子顕微鏡(2000〜5000倍)で観察したところ、当該所定の領域において、その他の領域に比べて著しく高い頻度で、ステンレス鋼板の圧延疵に沿ってできた凹部に糊残りを確認することができた。
【0034】
疵防止用シートの上からステンレス鋼板の表面をヘラ状の道具で強く擦り、次いで疵防止用シートを剥離し、ステンレス鋼板に適した通常の前処理(既述)を行い、液体塗料で塗装を行った。すると塗装直後の段階で塗料が、当該所定の領域において、その他の領域に比べてかなり多い箇所ではじかれた(はじかれた箇所は外観的には撥水状態に見えるので、他の箇所から区別できる)。
これに対して、疵防止用シートの上からステンレス鋼板の表面をヘラ状の道具で強く擦擦り、次いで疵防止用シートを剥離した後、上記のコロナ処理装置を用いてコロナ放電処理を施し、引き続き上記通常の前処理を施すことなく、液体塗料で塗装を行った。すると塗装直後の段階で確認できていた塗料のはじきが、当該所定の領域においてもその他の領域においても、コロナ放電処理を施した範囲に限り、殆ど確認できなくなった。
【実施例7】
【0035】
疵防止用シートの上からステンレス鋼板の表面を強く擦すった領域においてもその他の領域においても、コロナ放電処理を施した範囲に限り、塗料のはじきが殆ど確認できなかったという結果は、金属板がチタニウム板、アルミニウム合金板(A5052)、純アルミニウム板(A1050)においても同様であった。
【0036】
以上のとおり、工程A、B及びC又は工程A、X、B及びCを実行すれば、表面保護フィルムが剥がされた金属体表面からの糊残りの除去、ひいては糊残りに起因する塗装欠陥の発生頻度の低減を比較的簡単に又は低コストで達成することができる。従って、コロナ放電を用いる糊残りの除去を基礎として、本発明に係る糊残り除去方法並びに、金属体表面の清浄化方法、塗装前処理方法及び塗装方法を実現することができる。
【0037】
本発明は、上記の実施形態又は実施例に限定されるものではなく、説明しない他の技術的要素と組み合わせることもできる。
【符号の説明】
【0038】
1・・・コロナ放電処理装置、2・・・金属板、3・・・ロール、4・・・放電電極、5・・・給電ロール、6・・・高周波高電圧発生装置、7・・・電源
【特許請求の範囲】
【請求項1】
表面保護フィルムが剥がされた金属体表面から当該表面保護フィルムに由来する糊残りを除去する方法であって、表面保護フィルムが剥がされた金属体表面をコロナ放電が発生している環境に晒す工程を有することを特徴とする糊残り除去方法。
【請求項2】
金属体表面の清浄化方法であって、表面保護フィルムが貼られている金属体を用意する工程と、用意された金属体の表面から表面保護フィルムを剥がす工程と、表面保護フィルムに由来する糊残りを金属体の表面から除去する糊残り除去工程とを有し、前記糊残り除去工程は、表面保護フィルムが剥がされた金属体の表面をコロナ放電が発生している環境に晒す工程を有することを特徴とする金属体表面の清浄化方法。
【請求項3】
金属体表面の塗装前処理方法であって、表面保護フィルムが貼られている金属体を用意する工程と、用意された金属体の表面から表面保護フィルムを剥がす工程と、表面保護フィルムが剥がされた金属体の表面に塗装を施す前に表面保護フィルムに由来する糊残りをその表面から除去する糊残り除去工程とを有し、前記糊残り除去工程は、表面保護フィルムが剥がされた金属体の表面をコロナ放電が発生している環境に晒す工程を有することを特徴とする金属体表面の塗装前処理方法。
【請求項4】
金属体表面の塗装方法であって、表面保護フィルムが貼られている金属体を用意する工程と、用意された金属体の表面から表面保護フィルムを剥がす工程と、表面保護フィルムが剥がされた金属体の表面をコロナ放電が発生している環境に晒し、これにより表面保護フィルムに由来する糊残りを除去する工程と、コロナ放電が発生している環境に晒された後の金属体の表面を塗装する工程と、を有することを特徴とする金属体表面の塗装方法。
【請求項1】
表面保護フィルムが剥がされた金属体表面から当該表面保護フィルムに由来する糊残りを除去する方法であって、表面保護フィルムが剥がされた金属体表面をコロナ放電が発生している環境に晒す工程を有することを特徴とする糊残り除去方法。
【請求項2】
金属体表面の清浄化方法であって、表面保護フィルムが貼られている金属体を用意する工程と、用意された金属体の表面から表面保護フィルムを剥がす工程と、表面保護フィルムに由来する糊残りを金属体の表面から除去する糊残り除去工程とを有し、前記糊残り除去工程は、表面保護フィルムが剥がされた金属体の表面をコロナ放電が発生している環境に晒す工程を有することを特徴とする金属体表面の清浄化方法。
【請求項3】
金属体表面の塗装前処理方法であって、表面保護フィルムが貼られている金属体を用意する工程と、用意された金属体の表面から表面保護フィルムを剥がす工程と、表面保護フィルムが剥がされた金属体の表面に塗装を施す前に表面保護フィルムに由来する糊残りをその表面から除去する糊残り除去工程とを有し、前記糊残り除去工程は、表面保護フィルムが剥がされた金属体の表面をコロナ放電が発生している環境に晒す工程を有することを特徴とする金属体表面の塗装前処理方法。
【請求項4】
金属体表面の塗装方法であって、表面保護フィルムが貼られている金属体を用意する工程と、用意された金属体の表面から表面保護フィルムを剥がす工程と、表面保護フィルムが剥がされた金属体の表面をコロナ放電が発生している環境に晒し、これにより表面保護フィルムに由来する糊残りを除去する工程と、コロナ放電が発生している環境に晒された後の金属体の表面を塗装する工程と、を有することを特徴とする金属体表面の塗装方法。
【図1】


【公開番号】特開2012−148263(P2012−148263A)
【公開日】平成24年8月9日(2012.8.9)
【国際特許分類】
【出願番号】特願2011−25410(P2011−25410)
【出願日】平成23年1月20日(2011.1.20)
【出願人】(505199739)株式会社五合 (11)
【Fターム(参考)】
【公開日】平成24年8月9日(2012.8.9)
【国際特許分類】
【出願日】平成23年1月20日(2011.1.20)
【出願人】(505199739)株式会社五合 (11)
【Fターム(参考)】
[ Back to top ]