
糸を製造する装置
スライバに撚りをかけるためにローラの回転軸に沿って往復運動(B)するように構成された1つ以上のローラ(6a,6b)を含み、1本以上の撚られたストランドを製造するために1本以上のスライバを同時に撚るようになっている往復加撚ステージ(4)と、スライバまたはストランドにかける撚りを変えるために、(a)ローラの回転速度、(b)ローラの横方向の移動範囲、または(c)ローラの横方向の移動速度のうちの1つ以上の制御および変更を可能にする制御手段とを有する、糸を製造する装置。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、糸の撚りの程度、あるいはより一般的には糸の撚り形状の、制御による変更を可能にする、糸を製造する装置に関する。
【背景技術】
【0002】
短繊維(staple fibres)、すなわち、主に毛糸や綿などの短繊維、合成短繊維、またはそのような繊維を混ぜた物から形成された糸を製造する際に、多数のスライバを、通常は引っ張った後に、スライバがローラ同士の間を通過する際に左右に移動する往復回転ローラを有する加撚ステージを通過させ、それによってストランドに撚りをかけることができる。ストランドは、加撚ローラを出た後に、一緒にされ互いに自然に撚られて、多数撚られた糸(multi-ply yarn)を形成する。このように糸を製造する装置または機械は、オーストラリア特許明細書第51009/64号、第9432/66号、第26099/67号、および第25258/71号に開示されている。
【0003】
ニュージーランド特許第336048号は、3本のスライバが往復加撚ローラ同士の間を通過させられ、次に1本以上のスライバが、スライバが一緒にされる前に、異なる長さの経路上を通過させられる、3本以上のスライバまたは切れ端を含む糸を製造する方法を開示している。すべてのスライバまたは切れ端が加撚ステージを一緒に通過してその後に自然に一緒に撚り合わされるよりもむしろ、1本以上のスライバまたは切れ端における撚りが、他のスライバにおける撚りに対して食い違わされ、すなわち位相がずらされる。
【発明の開示】
【発明が解決しようとする課題】
【0004】
本発明は、糸に加えられる撚り形状の外観を制御可能に変更すること、したがって、糸または布、すなわち糸から形成された編物製品または織物製品の特性に影響を及ぼすことを可能にする、改良された、または少なくとも選択可能な、複数の撚られたストランドを含む糸を製造する装置を提供する。
【課題を解決するための手段】
【0005】
本発明は、1つの態様において、概して、糸を製造する装置であって、(1つまたは複数の)スライバに撚りをかけるために(1つまたは複数の)ローラの回転軸に沿って往復運動するように構成された1つ以上のローラを含み、1本以上の撚られたストランドを製造するために1本以上のスライバを同時に撚るようになっている往復加撚ステージと、スライバまたはストランドにかける撚りを変えるために1つ以上のローラの回転速度の制御および変更を可能にする制御システムとを有する、糸を製造する装置を含む。
【0006】
本発明は、他の態様において、概して、糸を製造する装置であって、(1つまたは複数の)スライバに撚りをかけるために(1つまたは複数の)ローラの回転軸に沿って往復運動するように構成された1つ以上のローラを含み、(1つまたは複数の)スライバまたは複数のストランドにかける撚りを変えるために(1つまたは複数の)ローラの横方向の往復運動の範囲を制御でき、かつ変更できるように取り付けられている、1本以上の撚られたストランドを製造するためにもう1つのスライバを同時に撚るようになっている往復加撚ステージを有する、糸を製造する装置を含む。
【0007】
本発明は、他の態様において、概して、糸を製造する装置であって、(1つまたは複数の)スライバに撚りをかけるために(1つまたは複数の)ローラの回転軸に沿って往復運動するように構成された1つ以上のローラを含み、1本以上の撚られたストランドを製造するためにもう1つのスライバを同時に撚るようになっている往復加撚ステージと、(1つまたは複数の)スライバまたは複数のストランドにかける撚りを変えるために(1つまたは複数の)ローラの回転軸に沿う横方向の往復運動の速度の制御および変更を可能にする制御手段とを有する、糸を製造する装置を含む。
【0008】
本発明は、他の態様において、概して、糸を製造する装置であって、(1つまたは複数の)スライバに撚りをかけるために(1つまたは複数の)ローラの回転軸に沿って往復運動するように構成された1つ以上のローラを含み、1本以上の撚られたストランドを製造するために1本以上のスライバを同時に撚るようになっている往復加撚ステージと、スライバまたはストランドにかける撚りを変えるために、1つ以上のローラの回転速度と(1つまたは複数の)ローラの回転軸に沿う往復運動の速度の制御および変更を可能にする制御システムとを有する、糸を製造する装置を含む。
【0009】
本発明は、他の態様において、概して、糸を製造する装置であって、(1つまたは複数の)スライバに撚りをかけるために(1つまたは複数の)ローラの回転軸に沿って往復運動するように構成され、ローラの横方向の往復運動の範囲を変更できるように取り付けられている1つ以上のローラを含み、1本以上の撚られたストランドを製造するためにもう1つのスライバを同時に撚るようになっている往復加撚ステージと、(1つまたは複数の)スライバまたは複数のストランドにかける撚りを変えるために、1つ以上のローラの回転速度と(1つまたは複数の)ローラの横方向の往復運動の範囲の制御および変更を可能にする制御システムとを有する、糸を製造する装置を含む。
【0010】
本発明は、他の態様において、概して、糸を製造する装置であって、(1つまたは複数の)スライバに撚りをかけるために(1つまたは複数の)ローラの回転軸に沿って往復運動するように構成された1つ以上のローラを含み、1本以上の撚られたストランドを製造するためにもう1つのスライバを同時に撚るようになっている往復加撚ステージと、(1つまたは複数の)スライバまたは複数のストランドにかける撚りを変えるために(1つまたは複数の)ローラの回転軸に沿う往復運動の速度と(1つまたは複数の)ローラの横方向の往復運動の範囲の制御および変更を可能にする制御手段とを有する、糸を製造する装置を含む。
【0011】
本発明は、他の態様において、概して、糸を製造する装置であって、(1つまたは複数の)スライバに撚りをかけるために(1つまたは複数の)ローラの回転軸に沿って往復運動するように構成された1つ以上のローラを含み、1本以上の撚られたストランドを製造するために1本以上のスライバを同時に撚るようになっている往復加撚ステージと、スライバまたはストランドにかける撚りを変えるために、1つ以上のローラの回転速度と(1つまたは複数の)ローラの往復運動の速度および横方向の往復運動の範囲の制御および変更を可能にする制御システムとを有する、糸を製造する装置を含む。
【0012】
好ましくは、この装置の制御システムは、スライバにかけられる撚り形状を幅広く変更できるようにし、広範囲の様々な撚り形状を有する糸を次々に製造できるようにするために、1つ以上のローラの横方向の速度、横方向の往復運動の範囲、および回転速度のすべての制御および変更を容易にする。そしてまた、布、すなわち糸から形成された編物製品または織物製品は、布すなわち製品の様々な用途のための、布すなわち製品の広範囲の様々な特性を有することができる。
【0013】
好ましくは、制御システムは、1つ以上のローラの横方向の往復運動および/または回転速度を制御するマイクロプロセッサ、プログラム可能な論理制御装置、またはそれに類似したものと、ユーザが、糸の任意の特定の生産ライン、一続きの複数の生産ライン、または部分ラインに伝えられるべき撚り形状をプログラムできる、付属するユーザインタフェースとを含む。
【0014】
好ましくは、装置は、複数のストランドを一緒にて多数撚られた糸を形成する前に、1本以上のストランドが他の1本以上のストランドよりも長い経路上を通過するように位置する1つ以上のガイドと、各生産操業の間または生産操業中に1つ以上のガイドの位置を変えるガイド再配置システムも含む。ガイド再配置システムは、やはりマイクロプロセッサをベースとした制御システム、またはそれに類似した制御システムのプログラム可能な制御の下で、1つ以上のガイドを移動させる電気機械式のガイド調節機構を含んでいてもよい。
【発明を実施するための最良の形態】
【0015】
本発明の装置の各形態について、限定する意図はなく一例として、添付の図面を参照して説明する。
【0016】
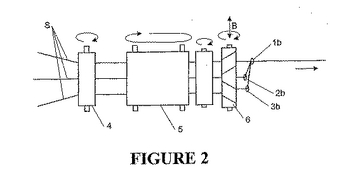
図2を参照すると、第1の好ましい形態の装置が、繊維が(スライバとして)間を通過する、好ましくはゴムでコーティングされた、互いに逆向きに移動するローラまたはベルトを有する引っ張りユニット5を有している。図示されている例では、たとえばドラムまたは他の大量供給機(bulk supply、不図示)から引き出された毛糸の3本の(紡がれていない)スライバSが、ローラ4同士の間を引っ張りユニット5を通して送られて引き出され、通常、毛糸の繊維の集合体の厚さは、初期状態の厚さの2分の1から25分の1の間の厚さまで縮小される。厚さの縮小量は、引っ張りユニットの回転速度を変更することによって調整できる。スライバの、装置を通る進行方向は図2の矢印Aによって示されている
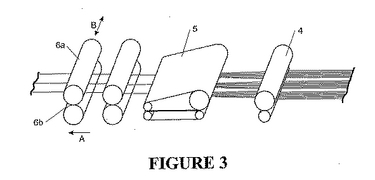
往復する加撚ステージ6は、一方または両方が、装置が動作する際にストランドの移動方向を横切って、図3および4に矢印Bで示されているように前後にやはり往復運動する、1対の回転ローラ6aおよび6bを有している(図3および4参照)。加撚ローラ6は、(1つまたは複数の)ローラが一方の向きに移動する際にローラ同士の間を通過するスライバに一方の向きに撚りをかけ、その後に、(1つまたは複数の)ローラが異なる向きに移動する際に逆向きに撚りをかける。スライバSにおける各撚り領域の長さは、ローラ6aおよび6bの、前方回転速度に対する、振動運動の横方向速度を制御することによって制御できる。ある前方回転速度に対して横方向速度が遅いと、まず一方の向きにおいて、次に他の向きにおいて、スライバの撚り領域が長くなる。さらに、(1つまたは複数の)ローラが向きを変える点においてストランドに非撚り領域を形成することができる。ローラが横方向への往復運動の両端部で比較的素早く方向を変える場合、互いに逆向きの撚りをかけられる各領域間に比較的小さい非撚り領域のみが形成され、一方、ローラを、その横方向移動の端部で、または端部の近くで比較的ゆっくりと方向を変化させるか、または一時停止させることによって、比較的長い非撚り領域がスライバに形成され、それによって、完成時の糸が(撚りによって強度を付与されるとともに)太くなるようにし、尖った部分を少なくするのを助けることができる。
【0017】
あるいは、単一の往復ローラが、ストランドが上を通る平坦な表面に対して移動し、ローラと表面の間でストランドを撚ることができる。
【0018】
ローラ6aおよび6bの横方向の往復運動の範囲、すなわち到達距離(throw)を、ローラの前方回転速度に対して変化させ、ストランドの所望の撚りの程度、または糸の所望の撚り形状を得ることができる。それに加えて、あるいはその代わりに、加撚ローラ6aおよび6bの回転速度を変化させることによって所望の撚りの程度を得ることができる。それに加えて、あるいはその代わりに、(1つまたは複数の)加撚ローラの、(加撚ローラの回転速度に対する)横方向の往復運動の速度を調整することによって、撚りの程度または撚り形状を変更することもできる。(1つまたは複数の)加撚ローラの、横方向の移動速度、および/または範囲すなわち到達距離、および/または回転速度のいずれか1つ以上、好ましくはこれらの全ての変更が、付属するユーザインタフェースを有する、マイクロプロセッサをベースとする制御システムによって制御できる。ユーザは、任意の所望のローラ速度、ローラの横方向の移動範囲、ローラの横方向の移動速度、または3つ全ての組合せを機械にプログラムし、あらゆる生産操業の場合に、ストランド、すなわち結果として得られる多数撚られた糸における所望の撚り形状を達成することができる。
【0019】
異なるローラ速度および運動によって製造された糸は様々な特性を有し、さらに、様々な特性を有する布、すなわち様々な特性を有する糸で形成された編物製品または織物製品を順次形成する。したがって、機械は、布、すなわち製品における様々な最終用途向けに、広範囲の様々な特性を有するようにプログラムまたは設計された糸を製造することができる。したがって、糸は、以下に説明するように、本発明の装置で形成された糸で編まれた靴下に対する比較試験によって示される通り、優れた特性を有するように設計できる。
【0020】
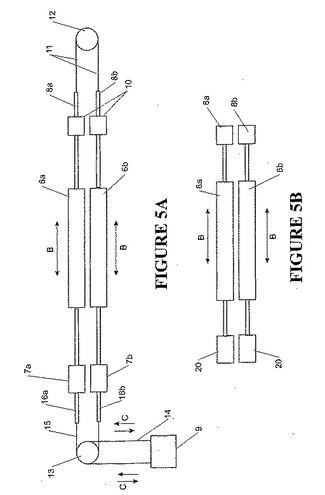
図5Aを参照すると、図示されている構成では、電気モータ7aおよび7bが加撚ローラ6aおよび6bの回転を駆動する。電気モータ7aおよび7bの速度を変化させることによって、加撚ローラ6aおよび6bの回転速度を変えることができる。ローラ駆動モータは、前記した通りユーザがプログラム可能なマイクロプロセッサをベースとする制御システムによって制御できる。さらに、サーボモータなどの電気モータ9は、加撚ローラ6aおよび6bの往復運動を駆動し、加撚ローラの横方向の往復運動の速度および範囲を変化させるようにプログラムで制御できる。サーボモータ9または歯車は、回転および逆回転するプーリまたはスプロケット(不図示)を駆動し、プーリまたは歯車13の周りを延びているケーブルまたはチェーン14に連結されている。ケーブルまたはチェーン15もプーリまたは歯車13の周りを延び、スイベル(swivels)またはそれに類似したものを介して、一方の端部の所で軸16aに連結され、他方の端部の所で軸16bに連結されている。モータ9の出力の回転と、それに続く逆回転によって、矢印Cによって示されているようにケーブル15が駆動され、したがって、加撚ローラ6aおよび6bが前進および後退の往復運動を行う。すなわち、サーボモータ9によるケーブルまたはチェーン14の反時計回り方向の運動によって、ケーブルまたはチェーン15が反時計回り方向に運動させられ、両方のローラが回転しながら、ローラ6aが横方向の一方の向きに移動し、ローラ6bが横方向の反対の向きに移動する。サーボモータ9がその向きを反転させると、逆の動作が行われる。加撚ローラ軸8aおよび8bは、他方の端部の所に、プーリまたは歯車12の周りを通るケーブルまたはチェーン11が、スイベルまたはそれに類似したものを介して取り付けられている。
【0021】
ローラ6aおよび6bは、一方または両方の側(一方の側、図5Aの右側のみが示されている)上を滑り軸受を通過するローラ軸8aおよび8bによって、またはそれに類似した構成によって、回転運動および往復横運動ができるように取り付けられていてもよい。ローラ軸8aおよび8bは、ローラ/ローラ駆動軸の横方向の往復運動も可能にしつつ、ローラを駆動する電気モータ7aおよび7bを、滑って通過することができる。あるいは、ローラ駆動軸と回転駆動モータ7aおよび7bとの間に伸縮継手を設けてもよい。
【0022】
サーボモータを使用せずに、他の適切な同等の機械手段または電気機械手段を使用することによって、加撚ローラの到達距離および/または回転速度の変更を達成することができる。図5Bは、加撚ローラ6aおよび6b用の他の駆動システムを示している。この場合、ローラはそれぞれ、出力駆動軸を回転させるだけでなく、その出力駆動軸を回転時に軸線方向に移動させる電気モータ20によって、回転させられるとともに横方向に移動させられる。各モータ20の回転速度および軸線方向すなわち横方向の移動範囲は、機械の制御システムによってプログラムで制御できる。
【0023】
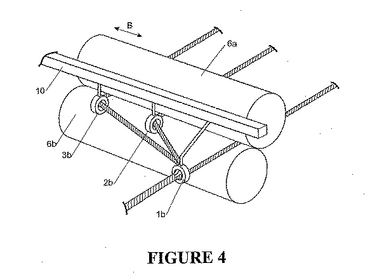
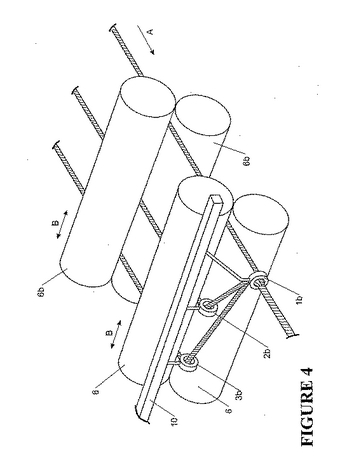
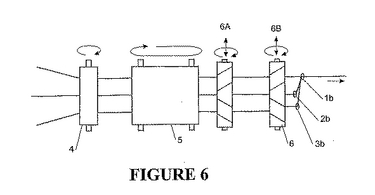
図4を参照すると、往復加撚ステージの後に続いて、ある1つの形態の糸を製造するために、1本以上のストランドが一次ガイドすなわち小穴1bを直接通して導かれ、一方、他のストランドは、同様に一次ガイド1bを通す前に、二次ガイドすなわち小穴を通して導かれ、したがって、いくつかのストランドは一次ガイド1bに入る前に異なる経路長さを有する。ストランド2は、一次ガイド1bを通過する前にガイド2bを通過し、一方、ストランド3は、一次ガイド1bを通過する前にガイド3bを通過する。ストランドは、小穴1bから出る際に自ら撚り合わされる傾向があり、3本(またはそれよりも多く)のストランドを撚り合わせて完成状態の糸を形成するのを助ける、他の加撚機構を任意に設けてもよい。このような他の加撚機構は、個々のストランドが撚り合わされる範囲を変更するのを可能にし、すなわち、糸の「撚りの中の撚り(twist within the twist)」の制御を可能にするように制御することができる。各ストランドは、他のストランドに対して異なる長さの経路を通過することができ、したがって、各ストランドの撚り領域が互いに食い違い、すなわち位相がずれている。この形態の糸では、様々な経路長さは、完成した糸において、各ストランドの非撚り領域が他のストランドの撚り領域と重なり合うような経路長さである。結果として得られる糸の例が図1AおよびBに概略的に示されている。図1Aおよび1Bを参照すると、図示されている糸の例は、完成した糸を形成するように緩く撚り合わされた、3本の撚られたストランドを有している。ストランド1、2、および3の各々は、互いに「食い違い」、すなわち位相がずれており、したがって、図示されているように、糸の各ストランドにおける非撚り領域1a、2a、および3aは、他のストランドの撚り領域と重なり合う。図1Aは、説明を明確にするためにこれを誇張している。完成した糸において、1本のストランドの非撚り領域は、他のストランドの撚り領域と重なり合う。図1Bは、これを概略的に示そうとしており、図1Bでは、3本のストランドが(撚り合わされる前に)互いに平行に示されており、各ストランドにおいて、たとえば1a、2a、3aに示されているように、(1つまたは複数の)加撚ローラ6によって形成される(互い違いの方向の)撚り領域は実線で示されており、一方、撚り領域間の非撚り領域は破線で示されている。図示されているように、非撚り領域1aなど、どのストランドのどの非撚り領域も、その長さの少なくとも一部にわたって他のストランドの撚り領域と重なり合う。
【0024】
他の実施形態では、本発明の装置は、各ストランドが重なり合う点または相対位相を変化させるように、個々のストランドを一体にするガイドすなわち小穴、あるいはそれと同等の機構の位置を調節することができる。たとえば、ガイド1b、2b、および3bまたはその同等物を、図4の横方向取付け棒10によって保持される歯車付きの軌道(geared track)に取り付けることができ、各ガイドは、1つ以上のガイドを取付け棒10に沿って一度に移動させるように駆動することができる、付属する小型電気モータを有している。小穴またはその同等物の調節を、加撚ローラの回転速度および横方向速度ならびに横方向運動をプログラムで変更することも可能にして、かつそれを制御する、マイクロプロセッサをベースとする、装置の制御システムによってプログラムにより制御することもできる。
【0025】
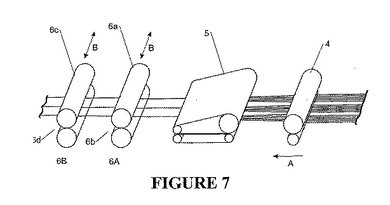
図6から8を参照すると、第2の好ましい形態の装置は、同様に大量供給機(不図示)から繊維が(スライバとして)間を通る、互いに向かい合うローラまたはベルトを有する引っ張りユニット5を有している。スライバSは、ローラ4同士の間を引っ張りユニット5を通して送られて、引き出される。第1の往復加撚ステージ6Aは、一方または両方が、装置が動作する際に、ストランドの移動方向Aを横切って、矢印Bで示されているように前後に往復運動するだけでなく回転する、一対の回転ローラ6aおよび6bを有している(図7および8参照)。この実施形態では、第2の往復加撚ステージ6Bは、一方または両方が、装置が動作する際に、ストランドの移動方向を横切って前後に往復運動するだけでなく回転する、一対の回転ローラ6cおよび6dを有している。加撚ローラ6cおよび6dも、(1つまたは複数の)ローラが一方の向きに移動する際に一方の向きに撚りをかけ、その後、(1つまたは複数の)ローラが他の向きに移動する際に他の向きに撚りをかける。あるいは、いずれの場合においても、単一の往復ローラが、ストランドが上を通る平坦な表面に対して移動し、ローラと表面の間でストランドを撚ることができる。
【0026】
非撚り領域は、ストランドにおいて第1のローラ対6Aが向きを変える点に形成される傾向がある。第2の加撚ローラ対6Bの横方向の移動は、第1のローラ対6Aの横方向の移動と同じ速度であるが、位相はずれており、したがって、第2のローラ対6Bは、ストランドにおいて、第1のローラ対6Aが横方向の向きを変更する点に生じる、ストランドの非撚り領域に撚りをかける。
【0027】
ローラ6aおよび6bならびに6cおよび6dの横方向の往復運動の範囲、すなわち到達距離は、ストランドにおける所望の撚りの程度または糸の所望の撚り形状を達成されるように変化させることができる。これに加えて、またはその代わりに、加撚ローラの回転速度を変化させることによって所望の撚りの程度を達成することができる。それに加えて、またはその代わりに、(1つまたは複数の)加撚ローラの、(加撚ローラの回転速度に対する)横方向運動を往復させる速度を調整することによって、撚りの程度または撚り形状を変更することもできる。(1つまたは複数の)加撚ローラの横方向の移動速度および/または到達距離および/または回転速度の変更は、マイクロプロセッサを基礎としたインタフェースによって制御することができる。2つ以上の加撚ローラ対のうちの1つは、1つ以上の他の加撚ローラ対よりも大きいまたは小さい横方向移動の到達距離を有していてもよい。複数の加撚ローラ対の回転速度は互いに異なってもよい。ユーザは、ローラ速度、ローラの横方向の移動範囲、およびローラの横方向の移動速度を、任意の生産ラインのために、装置に同様にまたは異なるようにプログラムし、ストランドまたは結果として得られる多数撚られた糸に所望の撚り形状を達成することができる。
【0028】
すでに説明し図5Aおよび5Bに示しているのと同様の構成、またはそれと同等の他のあらゆる適切な機械式または電気機械式のシステムは、ローラ対6Aおよび6Bの横方向の運動を駆動するが、横方向の運動は同期させず、したがって、たとえば、ローラ6aおよび6bがその横方向の移動範囲の最も外側に位置し、横方向の向きを変更しているときに、ローラ6cおよび6dはその横方向の運動の中央部に位置する。
【0029】
本実施形態の変形例では、2つの(または2つより多い)加撚ローラ対の一方または両方は、やはり、機械を通るスライバの走行方向において、すなわち、ローラの回転軸を横切る軸に沿って前後に往復運動し、機械が動作する際にローラ対同士の間の間隔を変化させ、さらに、糸に加えられる撚り特性も変化させるように構成されている。
【0030】
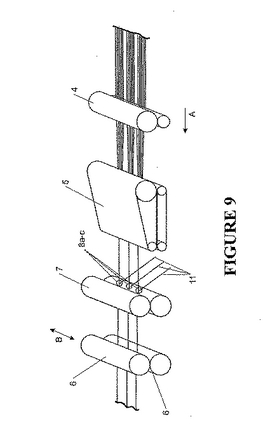
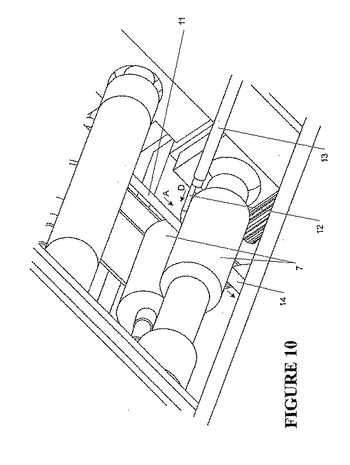
図9および10を参照すると、さらに、他の好ましい形態の装置も、任意の最初のローラ対4と、繊維が(スライバとして)間を通る互いに向かい合うローラまたはベルトを有する引っ張りユニット5とを有している。往復加撚ステージ6は、一方または両方が、装置が動作する際に、ストランドの移動方向を横切って前後に往復運動するだけでなく回転する、一対のローラ6aおよび6bを有している。往復加撚ローラ6aおよび6bの前に、付属するリングガイド8a〜cを有する、非往復ローラ7が設けられている。各ストランドまたはスライバは、一方のガイドを通ってローラ7同士の間を通過する。連続するフィラメント12もガイドに導入され、ストランドと一緒にガイドを通ってローラ7同士の間を通過する。連続するフィラメントは、ナイロンモノフィラメントなどの合成モノフィラメントであることが好ましいが、それに代えて、各々がたとえば合成マルチフィラメントまたは紡がれた非合成フィラメントであってもよい。たとえば毛糸の各ストランドおよびフィラメントがガイド8a〜cを通ってローラ7同士の間を通過する際に、連続するフィラメントは、ストランドおよびフィラメントが往復加撚ローラ6を通って往復加撚ローラ6によって撚られる前に、ローラ7同士の間でストランド内またはスライバ内に押し込まれる。このための2つのローラ7を設ける代わりに、ストランドおよびフィラメントが、フィラメントをローラと表面との間でストランド内に押し込むために、ストランドが上を通る平坦な表面に対して作用する単一のローラの間を通過してもよい。合成フィラメントがストランドの繊維に囲まれるように、フィラメントは、少なくとも主として単繊維(staple fibres)からなるフィラメントの中央部に押し込まれる。連続する合成フィラメントはストランドの強度を増し、その結果、ストランドの撚りを緩めて、嵩をより大きくすることができ、したがって、引っ張り強度を失わずに毛糸の所定の重量に対して嵩がより大きい糸が得られる。
【0031】
図10は、図9の装置とはわずかに異なるが、やはり連続するフィラメントがローラ同士の間で短繊維のストランドに導入される、本発明の同様の形態の装置の、下から見た拡大図である。図10の参照数字7は、図9のローラ7と同じ目的を果たすローラを示している。毛糸のストランドまたはそれに類似したものが、概略的に11で示されている。合成フィラメント12は、管状ガイド13を矢印Dの方向に通ってローラ7の間を通過し、そこで、前述のように、ストランドまたはスライバ11の繊維内に押し込まれる。内部に埋め込まれた連続する合成フィラメントを組み込んだストランドが、ローラ7の他方の側を出る様子が14で示されている。
【0032】
本発明の最も好ましい機械は、加撚ローラの回転速度、加撚ローラの横方向の移動速度、および加撚ローラの横方向の移動範囲をプログラムで変更するのを可能にする制御システム、または複数の加撚ローラ対を含んでいる。布すなわち製品の様々な用途のために、布すなわち製品の広範囲の様々な特性を有する糸で形成された布、すなわち編物製品または織物製品を次々に製造することを可能にする、このような1台の機械で広範囲の様々な撚り特性を有する糸を製造することができる。糸は、その糸から製造された布すなわち製品の所望の性能特性を最適化するように構成することができる。糸の長さに沿って撚りの程度を変化させることによって、糸の嵩または強度の最適化を可能にすることができる。構成部材である繊維の露出された表面を様々な撚り特性を有するように修正し、特定の物理的特性、たとえば、水分または水蒸気を吸収し放出する毛糸の能力をより効果的に最適化することができる。繊維の抜け落ちおよび/またはけば立ちは、構成要素である短繊維の長さ(staple length)よりも短い間隔で密に短く撚りをかけることによって減らすことができる。靴下のけばだった足裏部の構造の衝撃吸収特性を改善することができる。構成要素である糸同士の間に様々な撚りの程度(または撚っていない程度)の部分が並ぶのを調整できることによって、構成要素である糸同士の間の摩擦を大きくするかまたは最適化するのを可能にして、多数撚られた糸の強度を高め、結果として得られる糸の特定の所望の表面外観を達成または変更するのが可能になる。糸にコアフィラメントも組み込まれる場合には、これによって変更可能な程度を大きくすることが可能になる。この場合、所定の重量の糸について、嵩または露出された繊維の表面積が大きくなるように、コアフィラメントを組み込んだ、多数撚られた糸に、それを編む、または織るのを可能にするのに十分な強度を与えるために必要な撚りの程度を低くするのを可能にすることができる。たとえば、毛糸からなる高品質で軽量の編物を製造する際に用いられる多数撚られた糸を、個々のスライバまたはストランド内に撚りの程度が低く比較的長い撚り領域と、より短い非撚り領域とを有し、前記したように、連続するコアフィラメントが糸に組み込まれるように製造することができる。けばだった布を製造する際に用いられる糸は、糸のストランドのより長い非撚り領域同士の間に、短い中間撚り領域を有するように製造することができ、コアフィラメントを組み込むこともできる(より長い非撚り領域を形成するために、ローラの横方向運動のいずれかの端部でローラの前方回転を継続させつつ、加撚ローラの横方向の往復運動を減速または停止させてもよく、また、撚り領域の長さを短くするために、ローラが横方向に移動するときにローラを比較的高速に移動させ、その間に、たとえばローラの前方回転移動を任意に遅くできるように、機械をプログラムすることができる)。きめの粗い毛糸からフェルト布を製造する際に用いられる糸のために、フェルト状にする工程において、布を形成する糸の非撚り領域内の繊維同士を互いにマット状に編むのを容易にするように、より長い非撚り領域同士の間に短い撚り領域を形成することができる。
【0033】
以下の比較分析は、加撚ローラについての特定の1組の回転速度および横方向の到達距離の設定を用いて、ここではウールウルトラ(WOOL ULTRA、商標)糸と呼ばれる、本発明の装置によって製造された糸で編まれた製品、すなわち靴下が、従来通りに製造された糸で編まれた同等の製品よりも優れた特定の特性をどのようにして有したかを示している。ウールウルトラ(商標)糸で編まれた靴下は、ユーザによってより快適なものであると認識され、徒歩旅行者、スキーヤー/スノーボーダー、および軍人によって経験させられるような過酷な磨耗条件の下で生じた足のまめ(水膨れ)はより少なかった。
【0034】
長時間にわたって歩くかまたは走らなければならない運動選手に足のまめが生じると、成績が悪くなることがあり、または競技を棄権することさえある。レクリエーションスポーツの参加者の場合、足のまめによる不快感でスポーツ活動の楽しみが減るおそれがある。軍人、特に長時間にわたって歩行する必要のある陸軍軍人の場合、足のまめによって、その個人および部隊が戦闘において有効に機能する能力が損なわれる可能性がある。
【0035】
表面のすぐ下の皮膚細胞層が、ある細胞層を隣接する層から引き裂くせん断力を受けると、表皮(外側皮膚層)に摩擦による足のまめが形成される。このようにして形成された空洞に流体が満たされ、この領域が隆起する。足のまめを防止する試みは、皮膚の摩擦係数を、潤滑油を用いて直接低下させるか、または足を乾燥状態に維持する試みによって間接的に低下させることが中心となる(少量から中程度の水分量であると皮膚の摩擦係数が高くなる傾向がある)。あるいは、十分な厚さおよび適切な機械特性を有するインソールまたは靴下によってせん断力を吸収することができる。
【0036】
摩擦による足のまめを防止するのを助けるであろう靴下の繊維のタイプおよび構造にはいくつかの一般的な原則がある。
【0037】
1.繊維のタイプおよび靴下の構造は、水分に起因する皮膚の摩擦係数の増大を防止するとともに、水分によって(繊維同士が互いに付着することによって)靴下のパイル地の厚さが一時的に低減するのを防止するために、できるだけ乾燥した足と靴下の環境を維持すべきである。
【0038】
2.靴下の構造(および、それよりも重要性が劣る繊維のタイプ)は、以下のように選択すべきである。
【0039】
(a)表皮の外側の界面での滑りによってせん断力を分散させる。
【0040】
または、
(b)靴下の2つの面がある程度独立して動くのを可能にすることによってせん断力を吸収する。靴下が横方向に変位したときに厚さを保持するがせん断力を吸収する材料によって2つの面を連結すべきである。
【0041】
条件1は、靴の甲が水蒸気に対する実質的な障壁を形成しない状況(軽量のランニングシューズなど)では、芯を有する多層構造(layered wicking structure)によって最も良好に満たすことができ、また、靴が不透水性であるとき(ハイキングブーツなど)には、吸湿性の繊維(周囲から水蒸気を吸収できる毛糸など)によって最も良好に満たすことができる。条件2aを実現することは、(滑り易い靴下が着用者にとって望ましい感覚であるかどうかは疑問の余地があるが)かかとやつま先のような重要な領域に滑り易い繊維(たとえばテフロン(登録商標))を使用することによって改善することができる。条件2bは、靴下の足裏部に厚いパイル地を形成し、厚さを良好に保持するがせん断力を吸収する糸および繊維を用いることによって達成される。
【0042】
靴下の比較試験
特定の撚り形状の設定を用いて、図2から5の装置と同様な本発明の装置で製造された糸(ウールウルトラ(商標)糸)で、後述する3種類の靴下を編み、後述するように他のタイプの靴下DからHと比較試験を行った。試験した全ての靴下のタイプは、
A.ウールウルトラ(商標)の、全面がけばだったパイル地の靴下
B.ウールウルトラ(商標)の、足裏部がけばだったスポーツ用靴下(足首までの短い靴下)
C.ウールウルトラ(商標)の、平坦な(plain)靴下(足裏部が平らな(flat sole)靴下)
D.従来の毛糸の、全面がけばだったパイル地の靴下
E.従来の毛糸の、足裏部がけばだったスポーツ用靴下(足首までの短い靴下)
F.従来の毛糸の、平坦な(plain)な靴下(足裏部が平らな(flat sole)靴下)
G.アクリルの、全面がけばだったパイル地の靴下
H.ポリエステルの、足裏部がけばだったスポーツ用靴下(足首までの短い靴下)
である。
【0043】
この試験では、毛糸の靴下と合成樹脂からなる同等物との間で繊維のタイプの効果を比較することができ、ウールウルトラ(商標)と従来の毛糸との間で糸の構造の効果を比較することができる。
【0044】
靴下−水蒸気の相互作用
水分と靴下の相互作用は、足のまめを防止し、足の周りを快適な環境にする上で重要である。水分が存在すると、足と靴下との間の摩擦が増大するだけでなく、不快な湿り気、すなわちじめじめした感覚を与えることがある。適切な履物が用いられて足を外部の水分源から保護していると仮定すると、水分は汗である。汗は、最初は水蒸気としてただちに足の周りに蓄積し始める。水蒸気が蓄積されると、足の周りの相対湿度が高くなり、最終的に水分が足および靴下の上にて凝縮し始める。さらに、しばらくすると、肉体的な運動が行われることによって人体の冷却機構の一部として発汗が起こる。靴下の構成および繊維のタイプは、足によって生成される水分と相互作用する靴下の容量に影響を与える。このことは、ハイキング、スキー、またはスノーボード用のブーツのような不透水性の履物の下で使用される靴下にとって特に重要である。
【0045】
3つの靴下について試験を行い、それらの水分を保持する容量と、それらがどの程度迅速に水蒸気を吸収し放出するかを測定した。このことは、これらの靴下が、運動の初期段階の間に靴下の内側においてどの程度良好に乾燥状態を維持するかに影響を与える。靴下の水分を保持する容量と、靴下が水分を吸収できる速度も重要である。
【0046】
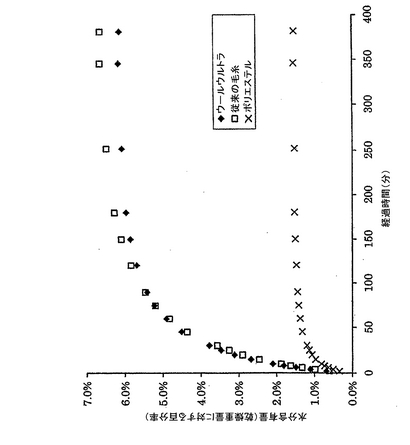
水蒸気の吸収:この試験には3つのスポーツ用靴下、すなわち、B(ウールウルトラ)、E(従来の毛糸)、およびH(ポリエステル)を用いた。靴下を炉の中で乾燥させ、乾燥状態で重量を測定し、次に相対湿度65%の部屋に入れた。靴下の重量を間隔をおいて測定することによって、靴下が環境から水分を吸収する速度を測定した。図11に水分吸収曲線を示す。図11から、ウールウルトラ(商標)の靴下の吸収曲線は、吸収の最初の60分間は従来の毛糸の靴下の曲線よりも吸収が進んでいることが分かる。ウールウルトラ(商標)の靴下の吸収曲線が遅れるのは、ウールウルトラ(商標)の靴下が従来の毛糸靴下よりも速く最大容量に近づき、その後の吸収速度が遅くなるからに過ぎない。
【0047】
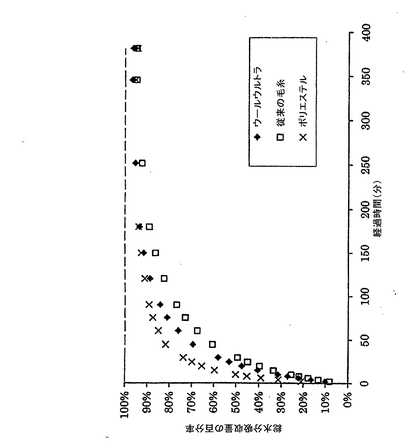
図12では、どれだけ急速にその最大水分容量に達するかに関して各靴下を比較している。ポリエステルの靴下が最も急速にその最大容量に近づくことが分かるが、図11は、それが非常に少ない水分量であることを示している。ウールウルトラ(商標)の靴下は、従来の毛糸の靴下よりも速く、より多い最大容量に近づく。ウールウルトラ(商標)の靴下は、従来の毛糸の靴下より約29%短い時間でその水分容量の75%に達した。
【0048】
水蒸気の放出:水分の放出(すなわち、繊維から周囲への水分の喪失)について同様の試験を行った。この場合、水分の吸収に用いられたのと同じ靴下の組を湿度が高い環境と平衡状態にして、次に湿度が非常に低い環境(相対湿度10%)に置き、定期的に重量を測定して、それらの水分放出速度を観測した。水分放出速度を、試験品が水分をその最大レベル(前記した値)の25%まで放出するのにかかる時間として測定した。ウールウルトラ(商標)の靴下は、従来の毛糸より30%短い時間で、25%のレベルに達した。ウールウルトラ(商標)の靴下は、ポリエステルの靴下より速くこのレベルに達した。
【0049】
せん断吸収および摩擦
擬似的な足を、靴下の足裏部の内面を横切って引っ張った。この足は、その下面上に中程度の密度の気泡を持つ、適度に圧縮可能な「皮膚」を有する小型の金属のそり(sled)であった。靴下が成人によって着用されたときに靴下に加わる圧力と概ね同等の圧力を靴下に加えた。靴下を所定の位置に固定した。靴下の足裏部を横切ってそりを移動させるために力を加えた時に、滑りが起こらない初期段階がある。この段階の間は、パイルがせん断を吸収し、すなわち、布の内面が足と一緒に動くのを可能にし、一方、外面は固定されたままである。足が滑り始める前に起こるたわみを測定した。これをせん断吸収と呼ぶ。せん断吸収を4つの向き、すなわち、足に沿った方向の両方の向きと足を横切る方向の両方の向きに測定した。滑りが始まるときに加わる力は静摩擦を示し、滑りを維持するのに必要な力は動摩擦を示す。これらも4つの向きの各々に関して測定した。動摩擦の結果は常に静摩擦の結果と同じパターンに従うことが分かった。パイルが厚さを維持する能力が、パイルがせん断を吸収する能力にとって重要であるため、これらの測定が圧縮状態の下で行われることが重要である。
【0050】
この実験において試験された靴下は、A、D、G、C、およびF、すなわち、ウールウルトラ(商標)、従来の毛糸、およびアクリルの全面がけばだった靴下と、ウールウルトラ(商標)および従来の毛糸の足裏部が平らな(flat sole)2つの靴下であり、その結果を表1に示す。
【0051】
【表1】
【0052】
従来の毛糸とアクリルのけばだったパイルのみが、明らかなけばを「足に沿った」向きにのみ有していた(これは表1に示されている)。けばだった足裏部が主要な関心対象であったので、平らな足裏部には全部の試験は行わなかった。
【0053】
表1から、ウールウルトラ(商標)のけばだったパイルは、せん断力に屈して滑り始める前に、従来の毛糸およびアクリルのパイルの両方よりも長い距離にわたって変位することが明らかである。ウールウルトラの靴下のせん断吸収率は、従来の毛糸のけばだった靴下より30%高く、アクリルのけばだった靴下より37%高い。この圧縮の下では、従来の毛糸およびアクリルのパイルは、一様に平坦に構成されたウールウルトラ(商標)の靴下よりもせん断力を吸収する能力が低い。
【0054】
しかし、靴下は、大きな変位が可能であっても、せん断応力を高いレベルまで蓄積させることが許されるべきではない。なぜならば、この力は、靴下と足の間で滑りが起こるまで足に伝達されるからである。この「滑りを開始させる力」は静摩擦の尺度であり、この測定値は表2に示されている。
【0055】
【表2】
【0056】
ウールウルトラ(商標)のパイルの布は、従来の毛糸のパイルよりも摩擦が小さく、足を横切る方向の2つの測定値が足に沿う方向の2つの測定値よりも小さいことを除いて、方向による明確な影響を何ら示していない。従来の毛糸のパイルは、足に沿う方向の影響が大きい。パイルは明らかなけばを有し、予想されるように、けばに逆らって滑りを開始するのに必要な力は、けばに従って滑りを開始するのに必要な力より大きい。ウールウルトラ(商標)のパイルの静摩擦は従来の毛糸のパイルの静摩擦より10%低い。
【0057】
表1と表2に示されている結果を組み合わせると、ウールウルトラ(商標)のパイルの靴下は、足裏部が平らな2つの靴下のみならず、従来の毛糸およびアクリルのパイルの靴下よりも大きいせん断変位を吸収する能力を有し、一方、試験された従来の毛糸の靴下より摩擦が小さいことが分かる。着用時に、ウールウルトラのパイルは、従来の毛糸のパイルよりも小さいせん断応力を足に伝達する。
【0058】
厚さの保持
靴下の厚さがかなり薄くなってしまうような着用時に経験される環境により近い試験環境を用意するために、圧縮下のパイルに対してせん断と摩擦の試験を行った。試験に使用された擬似的な足は、靴下の試験品との接触面積が1.296x10-3m2であり、(それ自体の質量135gに加えて)2.5kgの重りが装填された。これによって、約99kgの人によって加えられる足の圧力と概ね同等の、20.33kPaの総合的な圧力が与えられる。
【0059】
靴下の足裏部がこのレベルの圧縮下にある時の厚さは、その快適さおよびせん断吸収特性にとって重要である場合がある。試験された5つの試験品は、2つの条件の下で厚さが測定された。すなわち、第1にできるだけゼロ圧力に近い圧力において、第2にせん断と摩擦の試験時に使用される圧力において測定された。その結果を表3に示す。
【0060】
【表3】
【0061】
すべての場合において、かなりの量の靴下の厚さが失われた。このことは、これらの現実的な条件の下での試験の重要性を明らかに示している。足の圧力に屈するようになっている、靴下の低密度構造の場合に予想されるように、けばだったパイルの靴下は、一般に、平らな構造よりも大きな厚さを失うことが明らかである。しかし、ウールウルトラ(商標)のパイルが46%しか圧縮されず、それに対して、従来の毛糸およびアクリルの靴下がそれぞれ64%および73%圧縮されることは注目に値する。このことは、ウールウルトラ(商標)の靴下の場合には、せん断を吸収する残りのパイルの厚さがはるかに大きいことを意味する。実際に、そればかりか、ウールウルトラ(商標)の靴下は、低い圧力の下では、従来の毛糸の靴下より37%だけ厚く、一方、試験に使用された圧力では、従来の毛糸の靴下より105%厚かった。
【0062】
本発明の装置は、前記したように連続するフィラメントも選択的に組み込め、毛糸、綿、または合成繊維の短繊維、あるいはそのような短繊維を混ぜたもの、すなわち混紡物から糸を製造する場合に用いることができる。
【0063】
上記は、好ましい形態を含む本発明について説明したものである。当業者には自明であるとおり、変更および修正は、添付の特許請求の範囲に定義された本発明の範囲内に含まれるようになっている。
【図面の簡単な説明】
【0064】
【図1A】本発明の装置によって製造できる、ある長さの糸の一例の図である。
【図1B】糸を構成する各ストランドにおける撚り領域の相対位置を概略的に示す図である。
【図2】本発明の装置の一形態を上方から概略的に示す図である。
【図3】装置の引っ張りユニットおよび加撚ローラを示す、装置の要部を一側部から示す図である。
【図4】ガイドによって一緒にされ加撚ローラを出るストランドを示す図である。
【図5A】加撚ローラを駆動するシステムを概略的に示す図である。
【図5B】加撚ローラを駆動するシステムを概略的に示す図である。
【図6】2組の加撚ローラを有する、図2の装置と類似した、本発明の他の形態の装置を上方から概略的に示す図である。
【図7】図6の装置の要部を一側部から示す図である。
【図8】ガイドによって一緒にされ、図6および7の装置の2組の加撚ローラを出るストランドを示す図である。
【図9】本発明の他の装置の要部を、図3および7と同様に一側部から示す図である。
【図10】図9の装置と類似した、他の形態の装置において、1本の連続するフィラメントをガイドを通して導入する状態を下方から示す拡大図である。
【図11】続けて説明される比較試験において参照される、本発明の装置で製造された糸で編まれた靴下の水蒸気吸収を、他のタイプの靴下に対して示すグラフである。
【図12】続けて説明される比較試験において参照される、本発明の装置で製造された糸で編まれた靴下の水蒸気吸収を、他のタイプの靴下に対して示すグラフである。
【技術分野】
【0001】
本発明は、糸の撚りの程度、あるいはより一般的には糸の撚り形状の、制御による変更を可能にする、糸を製造する装置に関する。
【背景技術】
【0002】
短繊維(staple fibres)、すなわち、主に毛糸や綿などの短繊維、合成短繊維、またはそのような繊維を混ぜた物から形成された糸を製造する際に、多数のスライバを、通常は引っ張った後に、スライバがローラ同士の間を通過する際に左右に移動する往復回転ローラを有する加撚ステージを通過させ、それによってストランドに撚りをかけることができる。ストランドは、加撚ローラを出た後に、一緒にされ互いに自然に撚られて、多数撚られた糸(multi-ply yarn)を形成する。このように糸を製造する装置または機械は、オーストラリア特許明細書第51009/64号、第9432/66号、第26099/67号、および第25258/71号に開示されている。
【0003】
ニュージーランド特許第336048号は、3本のスライバが往復加撚ローラ同士の間を通過させられ、次に1本以上のスライバが、スライバが一緒にされる前に、異なる長さの経路上を通過させられる、3本以上のスライバまたは切れ端を含む糸を製造する方法を開示している。すべてのスライバまたは切れ端が加撚ステージを一緒に通過してその後に自然に一緒に撚り合わされるよりもむしろ、1本以上のスライバまたは切れ端における撚りが、他のスライバにおける撚りに対して食い違わされ、すなわち位相がずらされる。
【発明の開示】
【発明が解決しようとする課題】
【0004】
本発明は、糸に加えられる撚り形状の外観を制御可能に変更すること、したがって、糸または布、すなわち糸から形成された編物製品または織物製品の特性に影響を及ぼすことを可能にする、改良された、または少なくとも選択可能な、複数の撚られたストランドを含む糸を製造する装置を提供する。
【課題を解決するための手段】
【0005】
本発明は、1つの態様において、概して、糸を製造する装置であって、(1つまたは複数の)スライバに撚りをかけるために(1つまたは複数の)ローラの回転軸に沿って往復運動するように構成された1つ以上のローラを含み、1本以上の撚られたストランドを製造するために1本以上のスライバを同時に撚るようになっている往復加撚ステージと、スライバまたはストランドにかける撚りを変えるために1つ以上のローラの回転速度の制御および変更を可能にする制御システムとを有する、糸を製造する装置を含む。
【0006】
本発明は、他の態様において、概して、糸を製造する装置であって、(1つまたは複数の)スライバに撚りをかけるために(1つまたは複数の)ローラの回転軸に沿って往復運動するように構成された1つ以上のローラを含み、(1つまたは複数の)スライバまたは複数のストランドにかける撚りを変えるために(1つまたは複数の)ローラの横方向の往復運動の範囲を制御でき、かつ変更できるように取り付けられている、1本以上の撚られたストランドを製造するためにもう1つのスライバを同時に撚るようになっている往復加撚ステージを有する、糸を製造する装置を含む。
【0007】
本発明は、他の態様において、概して、糸を製造する装置であって、(1つまたは複数の)スライバに撚りをかけるために(1つまたは複数の)ローラの回転軸に沿って往復運動するように構成された1つ以上のローラを含み、1本以上の撚られたストランドを製造するためにもう1つのスライバを同時に撚るようになっている往復加撚ステージと、(1つまたは複数の)スライバまたは複数のストランドにかける撚りを変えるために(1つまたは複数の)ローラの回転軸に沿う横方向の往復運動の速度の制御および変更を可能にする制御手段とを有する、糸を製造する装置を含む。
【0008】
本発明は、他の態様において、概して、糸を製造する装置であって、(1つまたは複数の)スライバに撚りをかけるために(1つまたは複数の)ローラの回転軸に沿って往復運動するように構成された1つ以上のローラを含み、1本以上の撚られたストランドを製造するために1本以上のスライバを同時に撚るようになっている往復加撚ステージと、スライバまたはストランドにかける撚りを変えるために、1つ以上のローラの回転速度と(1つまたは複数の)ローラの回転軸に沿う往復運動の速度の制御および変更を可能にする制御システムとを有する、糸を製造する装置を含む。
【0009】
本発明は、他の態様において、概して、糸を製造する装置であって、(1つまたは複数の)スライバに撚りをかけるために(1つまたは複数の)ローラの回転軸に沿って往復運動するように構成され、ローラの横方向の往復運動の範囲を変更できるように取り付けられている1つ以上のローラを含み、1本以上の撚られたストランドを製造するためにもう1つのスライバを同時に撚るようになっている往復加撚ステージと、(1つまたは複数の)スライバまたは複数のストランドにかける撚りを変えるために、1つ以上のローラの回転速度と(1つまたは複数の)ローラの横方向の往復運動の範囲の制御および変更を可能にする制御システムとを有する、糸を製造する装置を含む。
【0010】
本発明は、他の態様において、概して、糸を製造する装置であって、(1つまたは複数の)スライバに撚りをかけるために(1つまたは複数の)ローラの回転軸に沿って往復運動するように構成された1つ以上のローラを含み、1本以上の撚られたストランドを製造するためにもう1つのスライバを同時に撚るようになっている往復加撚ステージと、(1つまたは複数の)スライバまたは複数のストランドにかける撚りを変えるために(1つまたは複数の)ローラの回転軸に沿う往復運動の速度と(1つまたは複数の)ローラの横方向の往復運動の範囲の制御および変更を可能にする制御手段とを有する、糸を製造する装置を含む。
【0011】
本発明は、他の態様において、概して、糸を製造する装置であって、(1つまたは複数の)スライバに撚りをかけるために(1つまたは複数の)ローラの回転軸に沿って往復運動するように構成された1つ以上のローラを含み、1本以上の撚られたストランドを製造するために1本以上のスライバを同時に撚るようになっている往復加撚ステージと、スライバまたはストランドにかける撚りを変えるために、1つ以上のローラの回転速度と(1つまたは複数の)ローラの往復運動の速度および横方向の往復運動の範囲の制御および変更を可能にする制御システムとを有する、糸を製造する装置を含む。
【0012】
好ましくは、この装置の制御システムは、スライバにかけられる撚り形状を幅広く変更できるようにし、広範囲の様々な撚り形状を有する糸を次々に製造できるようにするために、1つ以上のローラの横方向の速度、横方向の往復運動の範囲、および回転速度のすべての制御および変更を容易にする。そしてまた、布、すなわち糸から形成された編物製品または織物製品は、布すなわち製品の様々な用途のための、布すなわち製品の広範囲の様々な特性を有することができる。
【0013】
好ましくは、制御システムは、1つ以上のローラの横方向の往復運動および/または回転速度を制御するマイクロプロセッサ、プログラム可能な論理制御装置、またはそれに類似したものと、ユーザが、糸の任意の特定の生産ライン、一続きの複数の生産ライン、または部分ラインに伝えられるべき撚り形状をプログラムできる、付属するユーザインタフェースとを含む。
【0014】
好ましくは、装置は、複数のストランドを一緒にて多数撚られた糸を形成する前に、1本以上のストランドが他の1本以上のストランドよりも長い経路上を通過するように位置する1つ以上のガイドと、各生産操業の間または生産操業中に1つ以上のガイドの位置を変えるガイド再配置システムも含む。ガイド再配置システムは、やはりマイクロプロセッサをベースとした制御システム、またはそれに類似した制御システムのプログラム可能な制御の下で、1つ以上のガイドを移動させる電気機械式のガイド調節機構を含んでいてもよい。
【発明を実施するための最良の形態】
【0015】
本発明の装置の各形態について、限定する意図はなく一例として、添付の図面を参照して説明する。
【0016】
図2を参照すると、第1の好ましい形態の装置が、繊維が(スライバとして)間を通過する、好ましくはゴムでコーティングされた、互いに逆向きに移動するローラまたはベルトを有する引っ張りユニット5を有している。図示されている例では、たとえばドラムまたは他の大量供給機(bulk supply、不図示)から引き出された毛糸の3本の(紡がれていない)スライバSが、ローラ4同士の間を引っ張りユニット5を通して送られて引き出され、通常、毛糸の繊維の集合体の厚さは、初期状態の厚さの2分の1から25分の1の間の厚さまで縮小される。厚さの縮小量は、引っ張りユニットの回転速度を変更することによって調整できる。スライバの、装置を通る進行方向は図2の矢印Aによって示されている
往復する加撚ステージ6は、一方または両方が、装置が動作する際にストランドの移動方向を横切って、図3および4に矢印Bで示されているように前後にやはり往復運動する、1対の回転ローラ6aおよび6bを有している(図3および4参照)。加撚ローラ6は、(1つまたは複数の)ローラが一方の向きに移動する際にローラ同士の間を通過するスライバに一方の向きに撚りをかけ、その後に、(1つまたは複数の)ローラが異なる向きに移動する際に逆向きに撚りをかける。スライバSにおける各撚り領域の長さは、ローラ6aおよび6bの、前方回転速度に対する、振動運動の横方向速度を制御することによって制御できる。ある前方回転速度に対して横方向速度が遅いと、まず一方の向きにおいて、次に他の向きにおいて、スライバの撚り領域が長くなる。さらに、(1つまたは複数の)ローラが向きを変える点においてストランドに非撚り領域を形成することができる。ローラが横方向への往復運動の両端部で比較的素早く方向を変える場合、互いに逆向きの撚りをかけられる各領域間に比較的小さい非撚り領域のみが形成され、一方、ローラを、その横方向移動の端部で、または端部の近くで比較的ゆっくりと方向を変化させるか、または一時停止させることによって、比較的長い非撚り領域がスライバに形成され、それによって、完成時の糸が(撚りによって強度を付与されるとともに)太くなるようにし、尖った部分を少なくするのを助けることができる。
【0017】
あるいは、単一の往復ローラが、ストランドが上を通る平坦な表面に対して移動し、ローラと表面の間でストランドを撚ることができる。
【0018】
ローラ6aおよび6bの横方向の往復運動の範囲、すなわち到達距離(throw)を、ローラの前方回転速度に対して変化させ、ストランドの所望の撚りの程度、または糸の所望の撚り形状を得ることができる。それに加えて、あるいはその代わりに、加撚ローラ6aおよび6bの回転速度を変化させることによって所望の撚りの程度を得ることができる。それに加えて、あるいはその代わりに、(1つまたは複数の)加撚ローラの、(加撚ローラの回転速度に対する)横方向の往復運動の速度を調整することによって、撚りの程度または撚り形状を変更することもできる。(1つまたは複数の)加撚ローラの、横方向の移動速度、および/または範囲すなわち到達距離、および/または回転速度のいずれか1つ以上、好ましくはこれらの全ての変更が、付属するユーザインタフェースを有する、マイクロプロセッサをベースとする制御システムによって制御できる。ユーザは、任意の所望のローラ速度、ローラの横方向の移動範囲、ローラの横方向の移動速度、または3つ全ての組合せを機械にプログラムし、あらゆる生産操業の場合に、ストランド、すなわち結果として得られる多数撚られた糸における所望の撚り形状を達成することができる。
【0019】
異なるローラ速度および運動によって製造された糸は様々な特性を有し、さらに、様々な特性を有する布、すなわち様々な特性を有する糸で形成された編物製品または織物製品を順次形成する。したがって、機械は、布、すなわち製品における様々な最終用途向けに、広範囲の様々な特性を有するようにプログラムまたは設計された糸を製造することができる。したがって、糸は、以下に説明するように、本発明の装置で形成された糸で編まれた靴下に対する比較試験によって示される通り、優れた特性を有するように設計できる。
【0020】
図5Aを参照すると、図示されている構成では、電気モータ7aおよび7bが加撚ローラ6aおよび6bの回転を駆動する。電気モータ7aおよび7bの速度を変化させることによって、加撚ローラ6aおよび6bの回転速度を変えることができる。ローラ駆動モータは、前記した通りユーザがプログラム可能なマイクロプロセッサをベースとする制御システムによって制御できる。さらに、サーボモータなどの電気モータ9は、加撚ローラ6aおよび6bの往復運動を駆動し、加撚ローラの横方向の往復運動の速度および範囲を変化させるようにプログラムで制御できる。サーボモータ9または歯車は、回転および逆回転するプーリまたはスプロケット(不図示)を駆動し、プーリまたは歯車13の周りを延びているケーブルまたはチェーン14に連結されている。ケーブルまたはチェーン15もプーリまたは歯車13の周りを延び、スイベル(swivels)またはそれに類似したものを介して、一方の端部の所で軸16aに連結され、他方の端部の所で軸16bに連結されている。モータ9の出力の回転と、それに続く逆回転によって、矢印Cによって示されているようにケーブル15が駆動され、したがって、加撚ローラ6aおよび6bが前進および後退の往復運動を行う。すなわち、サーボモータ9によるケーブルまたはチェーン14の反時計回り方向の運動によって、ケーブルまたはチェーン15が反時計回り方向に運動させられ、両方のローラが回転しながら、ローラ6aが横方向の一方の向きに移動し、ローラ6bが横方向の反対の向きに移動する。サーボモータ9がその向きを反転させると、逆の動作が行われる。加撚ローラ軸8aおよび8bは、他方の端部の所に、プーリまたは歯車12の周りを通るケーブルまたはチェーン11が、スイベルまたはそれに類似したものを介して取り付けられている。
【0021】
ローラ6aおよび6bは、一方または両方の側(一方の側、図5Aの右側のみが示されている)上を滑り軸受を通過するローラ軸8aおよび8bによって、またはそれに類似した構成によって、回転運動および往復横運動ができるように取り付けられていてもよい。ローラ軸8aおよび8bは、ローラ/ローラ駆動軸の横方向の往復運動も可能にしつつ、ローラを駆動する電気モータ7aおよび7bを、滑って通過することができる。あるいは、ローラ駆動軸と回転駆動モータ7aおよび7bとの間に伸縮継手を設けてもよい。
【0022】
サーボモータを使用せずに、他の適切な同等の機械手段または電気機械手段を使用することによって、加撚ローラの到達距離および/または回転速度の変更を達成することができる。図5Bは、加撚ローラ6aおよび6b用の他の駆動システムを示している。この場合、ローラはそれぞれ、出力駆動軸を回転させるだけでなく、その出力駆動軸を回転時に軸線方向に移動させる電気モータ20によって、回転させられるとともに横方向に移動させられる。各モータ20の回転速度および軸線方向すなわち横方向の移動範囲は、機械の制御システムによってプログラムで制御できる。
【0023】
図4を参照すると、往復加撚ステージの後に続いて、ある1つの形態の糸を製造するために、1本以上のストランドが一次ガイドすなわち小穴1bを直接通して導かれ、一方、他のストランドは、同様に一次ガイド1bを通す前に、二次ガイドすなわち小穴を通して導かれ、したがって、いくつかのストランドは一次ガイド1bに入る前に異なる経路長さを有する。ストランド2は、一次ガイド1bを通過する前にガイド2bを通過し、一方、ストランド3は、一次ガイド1bを通過する前にガイド3bを通過する。ストランドは、小穴1bから出る際に自ら撚り合わされる傾向があり、3本(またはそれよりも多く)のストランドを撚り合わせて完成状態の糸を形成するのを助ける、他の加撚機構を任意に設けてもよい。このような他の加撚機構は、個々のストランドが撚り合わされる範囲を変更するのを可能にし、すなわち、糸の「撚りの中の撚り(twist within the twist)」の制御を可能にするように制御することができる。各ストランドは、他のストランドに対して異なる長さの経路を通過することができ、したがって、各ストランドの撚り領域が互いに食い違い、すなわち位相がずれている。この形態の糸では、様々な経路長さは、完成した糸において、各ストランドの非撚り領域が他のストランドの撚り領域と重なり合うような経路長さである。結果として得られる糸の例が図1AおよびBに概略的に示されている。図1Aおよび1Bを参照すると、図示されている糸の例は、完成した糸を形成するように緩く撚り合わされた、3本の撚られたストランドを有している。ストランド1、2、および3の各々は、互いに「食い違い」、すなわち位相がずれており、したがって、図示されているように、糸の各ストランドにおける非撚り領域1a、2a、および3aは、他のストランドの撚り領域と重なり合う。図1Aは、説明を明確にするためにこれを誇張している。完成した糸において、1本のストランドの非撚り領域は、他のストランドの撚り領域と重なり合う。図1Bは、これを概略的に示そうとしており、図1Bでは、3本のストランドが(撚り合わされる前に)互いに平行に示されており、各ストランドにおいて、たとえば1a、2a、3aに示されているように、(1つまたは複数の)加撚ローラ6によって形成される(互い違いの方向の)撚り領域は実線で示されており、一方、撚り領域間の非撚り領域は破線で示されている。図示されているように、非撚り領域1aなど、どのストランドのどの非撚り領域も、その長さの少なくとも一部にわたって他のストランドの撚り領域と重なり合う。
【0024】
他の実施形態では、本発明の装置は、各ストランドが重なり合う点または相対位相を変化させるように、個々のストランドを一体にするガイドすなわち小穴、あるいはそれと同等の機構の位置を調節することができる。たとえば、ガイド1b、2b、および3bまたはその同等物を、図4の横方向取付け棒10によって保持される歯車付きの軌道(geared track)に取り付けることができ、各ガイドは、1つ以上のガイドを取付け棒10に沿って一度に移動させるように駆動することができる、付属する小型電気モータを有している。小穴またはその同等物の調節を、加撚ローラの回転速度および横方向速度ならびに横方向運動をプログラムで変更することも可能にして、かつそれを制御する、マイクロプロセッサをベースとする、装置の制御システムによってプログラムにより制御することもできる。
【0025】
図6から8を参照すると、第2の好ましい形態の装置は、同様に大量供給機(不図示)から繊維が(スライバとして)間を通る、互いに向かい合うローラまたはベルトを有する引っ張りユニット5を有している。スライバSは、ローラ4同士の間を引っ張りユニット5を通して送られて、引き出される。第1の往復加撚ステージ6Aは、一方または両方が、装置が動作する際に、ストランドの移動方向Aを横切って、矢印Bで示されているように前後に往復運動するだけでなく回転する、一対の回転ローラ6aおよび6bを有している(図7および8参照)。この実施形態では、第2の往復加撚ステージ6Bは、一方または両方が、装置が動作する際に、ストランドの移動方向を横切って前後に往復運動するだけでなく回転する、一対の回転ローラ6cおよび6dを有している。加撚ローラ6cおよび6dも、(1つまたは複数の)ローラが一方の向きに移動する際に一方の向きに撚りをかけ、その後、(1つまたは複数の)ローラが他の向きに移動する際に他の向きに撚りをかける。あるいは、いずれの場合においても、単一の往復ローラが、ストランドが上を通る平坦な表面に対して移動し、ローラと表面の間でストランドを撚ることができる。
【0026】
非撚り領域は、ストランドにおいて第1のローラ対6Aが向きを変える点に形成される傾向がある。第2の加撚ローラ対6Bの横方向の移動は、第1のローラ対6Aの横方向の移動と同じ速度であるが、位相はずれており、したがって、第2のローラ対6Bは、ストランドにおいて、第1のローラ対6Aが横方向の向きを変更する点に生じる、ストランドの非撚り領域に撚りをかける。
【0027】
ローラ6aおよび6bならびに6cおよび6dの横方向の往復運動の範囲、すなわち到達距離は、ストランドにおける所望の撚りの程度または糸の所望の撚り形状を達成されるように変化させることができる。これに加えて、またはその代わりに、加撚ローラの回転速度を変化させることによって所望の撚りの程度を達成することができる。それに加えて、またはその代わりに、(1つまたは複数の)加撚ローラの、(加撚ローラの回転速度に対する)横方向運動を往復させる速度を調整することによって、撚りの程度または撚り形状を変更することもできる。(1つまたは複数の)加撚ローラの横方向の移動速度および/または到達距離および/または回転速度の変更は、マイクロプロセッサを基礎としたインタフェースによって制御することができる。2つ以上の加撚ローラ対のうちの1つは、1つ以上の他の加撚ローラ対よりも大きいまたは小さい横方向移動の到達距離を有していてもよい。複数の加撚ローラ対の回転速度は互いに異なってもよい。ユーザは、ローラ速度、ローラの横方向の移動範囲、およびローラの横方向の移動速度を、任意の生産ラインのために、装置に同様にまたは異なるようにプログラムし、ストランドまたは結果として得られる多数撚られた糸に所望の撚り形状を達成することができる。
【0028】
すでに説明し図5Aおよび5Bに示しているのと同様の構成、またはそれと同等の他のあらゆる適切な機械式または電気機械式のシステムは、ローラ対6Aおよび6Bの横方向の運動を駆動するが、横方向の運動は同期させず、したがって、たとえば、ローラ6aおよび6bがその横方向の移動範囲の最も外側に位置し、横方向の向きを変更しているときに、ローラ6cおよび6dはその横方向の運動の中央部に位置する。
【0029】
本実施形態の変形例では、2つの(または2つより多い)加撚ローラ対の一方または両方は、やはり、機械を通るスライバの走行方向において、すなわち、ローラの回転軸を横切る軸に沿って前後に往復運動し、機械が動作する際にローラ対同士の間の間隔を変化させ、さらに、糸に加えられる撚り特性も変化させるように構成されている。
【0030】
図9および10を参照すると、さらに、他の好ましい形態の装置も、任意の最初のローラ対4と、繊維が(スライバとして)間を通る互いに向かい合うローラまたはベルトを有する引っ張りユニット5とを有している。往復加撚ステージ6は、一方または両方が、装置が動作する際に、ストランドの移動方向を横切って前後に往復運動するだけでなく回転する、一対のローラ6aおよび6bを有している。往復加撚ローラ6aおよび6bの前に、付属するリングガイド8a〜cを有する、非往復ローラ7が設けられている。各ストランドまたはスライバは、一方のガイドを通ってローラ7同士の間を通過する。連続するフィラメント12もガイドに導入され、ストランドと一緒にガイドを通ってローラ7同士の間を通過する。連続するフィラメントは、ナイロンモノフィラメントなどの合成モノフィラメントであることが好ましいが、それに代えて、各々がたとえば合成マルチフィラメントまたは紡がれた非合成フィラメントであってもよい。たとえば毛糸の各ストランドおよびフィラメントがガイド8a〜cを通ってローラ7同士の間を通過する際に、連続するフィラメントは、ストランドおよびフィラメントが往復加撚ローラ6を通って往復加撚ローラ6によって撚られる前に、ローラ7同士の間でストランド内またはスライバ内に押し込まれる。このための2つのローラ7を設ける代わりに、ストランドおよびフィラメントが、フィラメントをローラと表面との間でストランド内に押し込むために、ストランドが上を通る平坦な表面に対して作用する単一のローラの間を通過してもよい。合成フィラメントがストランドの繊維に囲まれるように、フィラメントは、少なくとも主として単繊維(staple fibres)からなるフィラメントの中央部に押し込まれる。連続する合成フィラメントはストランドの強度を増し、その結果、ストランドの撚りを緩めて、嵩をより大きくすることができ、したがって、引っ張り強度を失わずに毛糸の所定の重量に対して嵩がより大きい糸が得られる。
【0031】
図10は、図9の装置とはわずかに異なるが、やはり連続するフィラメントがローラ同士の間で短繊維のストランドに導入される、本発明の同様の形態の装置の、下から見た拡大図である。図10の参照数字7は、図9のローラ7と同じ目的を果たすローラを示している。毛糸のストランドまたはそれに類似したものが、概略的に11で示されている。合成フィラメント12は、管状ガイド13を矢印Dの方向に通ってローラ7の間を通過し、そこで、前述のように、ストランドまたはスライバ11の繊維内に押し込まれる。内部に埋め込まれた連続する合成フィラメントを組み込んだストランドが、ローラ7の他方の側を出る様子が14で示されている。
【0032】
本発明の最も好ましい機械は、加撚ローラの回転速度、加撚ローラの横方向の移動速度、および加撚ローラの横方向の移動範囲をプログラムで変更するのを可能にする制御システム、または複数の加撚ローラ対を含んでいる。布すなわち製品の様々な用途のために、布すなわち製品の広範囲の様々な特性を有する糸で形成された布、すなわち編物製品または織物製品を次々に製造することを可能にする、このような1台の機械で広範囲の様々な撚り特性を有する糸を製造することができる。糸は、その糸から製造された布すなわち製品の所望の性能特性を最適化するように構成することができる。糸の長さに沿って撚りの程度を変化させることによって、糸の嵩または強度の最適化を可能にすることができる。構成部材である繊維の露出された表面を様々な撚り特性を有するように修正し、特定の物理的特性、たとえば、水分または水蒸気を吸収し放出する毛糸の能力をより効果的に最適化することができる。繊維の抜け落ちおよび/またはけば立ちは、構成要素である短繊維の長さ(staple length)よりも短い間隔で密に短く撚りをかけることによって減らすことができる。靴下のけばだった足裏部の構造の衝撃吸収特性を改善することができる。構成要素である糸同士の間に様々な撚りの程度(または撚っていない程度)の部分が並ぶのを調整できることによって、構成要素である糸同士の間の摩擦を大きくするかまたは最適化するのを可能にして、多数撚られた糸の強度を高め、結果として得られる糸の特定の所望の表面外観を達成または変更するのが可能になる。糸にコアフィラメントも組み込まれる場合には、これによって変更可能な程度を大きくすることが可能になる。この場合、所定の重量の糸について、嵩または露出された繊維の表面積が大きくなるように、コアフィラメントを組み込んだ、多数撚られた糸に、それを編む、または織るのを可能にするのに十分な強度を与えるために必要な撚りの程度を低くするのを可能にすることができる。たとえば、毛糸からなる高品質で軽量の編物を製造する際に用いられる多数撚られた糸を、個々のスライバまたはストランド内に撚りの程度が低く比較的長い撚り領域と、より短い非撚り領域とを有し、前記したように、連続するコアフィラメントが糸に組み込まれるように製造することができる。けばだった布を製造する際に用いられる糸は、糸のストランドのより長い非撚り領域同士の間に、短い中間撚り領域を有するように製造することができ、コアフィラメントを組み込むこともできる(より長い非撚り領域を形成するために、ローラの横方向運動のいずれかの端部でローラの前方回転を継続させつつ、加撚ローラの横方向の往復運動を減速または停止させてもよく、また、撚り領域の長さを短くするために、ローラが横方向に移動するときにローラを比較的高速に移動させ、その間に、たとえばローラの前方回転移動を任意に遅くできるように、機械をプログラムすることができる)。きめの粗い毛糸からフェルト布を製造する際に用いられる糸のために、フェルト状にする工程において、布を形成する糸の非撚り領域内の繊維同士を互いにマット状に編むのを容易にするように、より長い非撚り領域同士の間に短い撚り領域を形成することができる。
【0033】
以下の比較分析は、加撚ローラについての特定の1組の回転速度および横方向の到達距離の設定を用いて、ここではウールウルトラ(WOOL ULTRA、商標)糸と呼ばれる、本発明の装置によって製造された糸で編まれた製品、すなわち靴下が、従来通りに製造された糸で編まれた同等の製品よりも優れた特定の特性をどのようにして有したかを示している。ウールウルトラ(商標)糸で編まれた靴下は、ユーザによってより快適なものであると認識され、徒歩旅行者、スキーヤー/スノーボーダー、および軍人によって経験させられるような過酷な磨耗条件の下で生じた足のまめ(水膨れ)はより少なかった。
【0034】
長時間にわたって歩くかまたは走らなければならない運動選手に足のまめが生じると、成績が悪くなることがあり、または競技を棄権することさえある。レクリエーションスポーツの参加者の場合、足のまめによる不快感でスポーツ活動の楽しみが減るおそれがある。軍人、特に長時間にわたって歩行する必要のある陸軍軍人の場合、足のまめによって、その個人および部隊が戦闘において有効に機能する能力が損なわれる可能性がある。
【0035】
表面のすぐ下の皮膚細胞層が、ある細胞層を隣接する層から引き裂くせん断力を受けると、表皮(外側皮膚層)に摩擦による足のまめが形成される。このようにして形成された空洞に流体が満たされ、この領域が隆起する。足のまめを防止する試みは、皮膚の摩擦係数を、潤滑油を用いて直接低下させるか、または足を乾燥状態に維持する試みによって間接的に低下させることが中心となる(少量から中程度の水分量であると皮膚の摩擦係数が高くなる傾向がある)。あるいは、十分な厚さおよび適切な機械特性を有するインソールまたは靴下によってせん断力を吸収することができる。
【0036】
摩擦による足のまめを防止するのを助けるであろう靴下の繊維のタイプおよび構造にはいくつかの一般的な原則がある。
【0037】
1.繊維のタイプおよび靴下の構造は、水分に起因する皮膚の摩擦係数の増大を防止するとともに、水分によって(繊維同士が互いに付着することによって)靴下のパイル地の厚さが一時的に低減するのを防止するために、できるだけ乾燥した足と靴下の環境を維持すべきである。
【0038】
2.靴下の構造(および、それよりも重要性が劣る繊維のタイプ)は、以下のように選択すべきである。
【0039】
(a)表皮の外側の界面での滑りによってせん断力を分散させる。
【0040】
または、
(b)靴下の2つの面がある程度独立して動くのを可能にすることによってせん断力を吸収する。靴下が横方向に変位したときに厚さを保持するがせん断力を吸収する材料によって2つの面を連結すべきである。
【0041】
条件1は、靴の甲が水蒸気に対する実質的な障壁を形成しない状況(軽量のランニングシューズなど)では、芯を有する多層構造(layered wicking structure)によって最も良好に満たすことができ、また、靴が不透水性であるとき(ハイキングブーツなど)には、吸湿性の繊維(周囲から水蒸気を吸収できる毛糸など)によって最も良好に満たすことができる。条件2aを実現することは、(滑り易い靴下が着用者にとって望ましい感覚であるかどうかは疑問の余地があるが)かかとやつま先のような重要な領域に滑り易い繊維(たとえばテフロン(登録商標))を使用することによって改善することができる。条件2bは、靴下の足裏部に厚いパイル地を形成し、厚さを良好に保持するがせん断力を吸収する糸および繊維を用いることによって達成される。
【0042】
靴下の比較試験
特定の撚り形状の設定を用いて、図2から5の装置と同様な本発明の装置で製造された糸(ウールウルトラ(商標)糸)で、後述する3種類の靴下を編み、後述するように他のタイプの靴下DからHと比較試験を行った。試験した全ての靴下のタイプは、
A.ウールウルトラ(商標)の、全面がけばだったパイル地の靴下
B.ウールウルトラ(商標)の、足裏部がけばだったスポーツ用靴下(足首までの短い靴下)
C.ウールウルトラ(商標)の、平坦な(plain)靴下(足裏部が平らな(flat sole)靴下)
D.従来の毛糸の、全面がけばだったパイル地の靴下
E.従来の毛糸の、足裏部がけばだったスポーツ用靴下(足首までの短い靴下)
F.従来の毛糸の、平坦な(plain)な靴下(足裏部が平らな(flat sole)靴下)
G.アクリルの、全面がけばだったパイル地の靴下
H.ポリエステルの、足裏部がけばだったスポーツ用靴下(足首までの短い靴下)
である。
【0043】
この試験では、毛糸の靴下と合成樹脂からなる同等物との間で繊維のタイプの効果を比較することができ、ウールウルトラ(商標)と従来の毛糸との間で糸の構造の効果を比較することができる。
【0044】
靴下−水蒸気の相互作用
水分と靴下の相互作用は、足のまめを防止し、足の周りを快適な環境にする上で重要である。水分が存在すると、足と靴下との間の摩擦が増大するだけでなく、不快な湿り気、すなわちじめじめした感覚を与えることがある。適切な履物が用いられて足を外部の水分源から保護していると仮定すると、水分は汗である。汗は、最初は水蒸気としてただちに足の周りに蓄積し始める。水蒸気が蓄積されると、足の周りの相対湿度が高くなり、最終的に水分が足および靴下の上にて凝縮し始める。さらに、しばらくすると、肉体的な運動が行われることによって人体の冷却機構の一部として発汗が起こる。靴下の構成および繊維のタイプは、足によって生成される水分と相互作用する靴下の容量に影響を与える。このことは、ハイキング、スキー、またはスノーボード用のブーツのような不透水性の履物の下で使用される靴下にとって特に重要である。
【0045】
3つの靴下について試験を行い、それらの水分を保持する容量と、それらがどの程度迅速に水蒸気を吸収し放出するかを測定した。このことは、これらの靴下が、運動の初期段階の間に靴下の内側においてどの程度良好に乾燥状態を維持するかに影響を与える。靴下の水分を保持する容量と、靴下が水分を吸収できる速度も重要である。
【0046】
水蒸気の吸収:この試験には3つのスポーツ用靴下、すなわち、B(ウールウルトラ)、E(従来の毛糸)、およびH(ポリエステル)を用いた。靴下を炉の中で乾燥させ、乾燥状態で重量を測定し、次に相対湿度65%の部屋に入れた。靴下の重量を間隔をおいて測定することによって、靴下が環境から水分を吸収する速度を測定した。図11に水分吸収曲線を示す。図11から、ウールウルトラ(商標)の靴下の吸収曲線は、吸収の最初の60分間は従来の毛糸の靴下の曲線よりも吸収が進んでいることが分かる。ウールウルトラ(商標)の靴下の吸収曲線が遅れるのは、ウールウルトラ(商標)の靴下が従来の毛糸靴下よりも速く最大容量に近づき、その後の吸収速度が遅くなるからに過ぎない。
【0047】
図12では、どれだけ急速にその最大水分容量に達するかに関して各靴下を比較している。ポリエステルの靴下が最も急速にその最大容量に近づくことが分かるが、図11は、それが非常に少ない水分量であることを示している。ウールウルトラ(商標)の靴下は、従来の毛糸の靴下よりも速く、より多い最大容量に近づく。ウールウルトラ(商標)の靴下は、従来の毛糸の靴下より約29%短い時間でその水分容量の75%に達した。
【0048】
水蒸気の放出:水分の放出(すなわち、繊維から周囲への水分の喪失)について同様の試験を行った。この場合、水分の吸収に用いられたのと同じ靴下の組を湿度が高い環境と平衡状態にして、次に湿度が非常に低い環境(相対湿度10%)に置き、定期的に重量を測定して、それらの水分放出速度を観測した。水分放出速度を、試験品が水分をその最大レベル(前記した値)の25%まで放出するのにかかる時間として測定した。ウールウルトラ(商標)の靴下は、従来の毛糸より30%短い時間で、25%のレベルに達した。ウールウルトラ(商標)の靴下は、ポリエステルの靴下より速くこのレベルに達した。
【0049】
せん断吸収および摩擦
擬似的な足を、靴下の足裏部の内面を横切って引っ張った。この足は、その下面上に中程度の密度の気泡を持つ、適度に圧縮可能な「皮膚」を有する小型の金属のそり(sled)であった。靴下が成人によって着用されたときに靴下に加わる圧力と概ね同等の圧力を靴下に加えた。靴下を所定の位置に固定した。靴下の足裏部を横切ってそりを移動させるために力を加えた時に、滑りが起こらない初期段階がある。この段階の間は、パイルがせん断を吸収し、すなわち、布の内面が足と一緒に動くのを可能にし、一方、外面は固定されたままである。足が滑り始める前に起こるたわみを測定した。これをせん断吸収と呼ぶ。せん断吸収を4つの向き、すなわち、足に沿った方向の両方の向きと足を横切る方向の両方の向きに測定した。滑りが始まるときに加わる力は静摩擦を示し、滑りを維持するのに必要な力は動摩擦を示す。これらも4つの向きの各々に関して測定した。動摩擦の結果は常に静摩擦の結果と同じパターンに従うことが分かった。パイルが厚さを維持する能力が、パイルがせん断を吸収する能力にとって重要であるため、これらの測定が圧縮状態の下で行われることが重要である。
【0050】
この実験において試験された靴下は、A、D、G、C、およびF、すなわち、ウールウルトラ(商標)、従来の毛糸、およびアクリルの全面がけばだった靴下と、ウールウルトラ(商標)および従来の毛糸の足裏部が平らな(flat sole)2つの靴下であり、その結果を表1に示す。
【0051】
【表1】
【0052】
従来の毛糸とアクリルのけばだったパイルのみが、明らかなけばを「足に沿った」向きにのみ有していた(これは表1に示されている)。けばだった足裏部が主要な関心対象であったので、平らな足裏部には全部の試験は行わなかった。
【0053】
表1から、ウールウルトラ(商標)のけばだったパイルは、せん断力に屈して滑り始める前に、従来の毛糸およびアクリルのパイルの両方よりも長い距離にわたって変位することが明らかである。ウールウルトラの靴下のせん断吸収率は、従来の毛糸のけばだった靴下より30%高く、アクリルのけばだった靴下より37%高い。この圧縮の下では、従来の毛糸およびアクリルのパイルは、一様に平坦に構成されたウールウルトラ(商標)の靴下よりもせん断力を吸収する能力が低い。
【0054】
しかし、靴下は、大きな変位が可能であっても、せん断応力を高いレベルまで蓄積させることが許されるべきではない。なぜならば、この力は、靴下と足の間で滑りが起こるまで足に伝達されるからである。この「滑りを開始させる力」は静摩擦の尺度であり、この測定値は表2に示されている。
【0055】
【表2】
【0056】
ウールウルトラ(商標)のパイルの布は、従来の毛糸のパイルよりも摩擦が小さく、足を横切る方向の2つの測定値が足に沿う方向の2つの測定値よりも小さいことを除いて、方向による明確な影響を何ら示していない。従来の毛糸のパイルは、足に沿う方向の影響が大きい。パイルは明らかなけばを有し、予想されるように、けばに逆らって滑りを開始するのに必要な力は、けばに従って滑りを開始するのに必要な力より大きい。ウールウルトラ(商標)のパイルの静摩擦は従来の毛糸のパイルの静摩擦より10%低い。
【0057】
表1と表2に示されている結果を組み合わせると、ウールウルトラ(商標)のパイルの靴下は、足裏部が平らな2つの靴下のみならず、従来の毛糸およびアクリルのパイルの靴下よりも大きいせん断変位を吸収する能力を有し、一方、試験された従来の毛糸の靴下より摩擦が小さいことが分かる。着用時に、ウールウルトラのパイルは、従来の毛糸のパイルよりも小さいせん断応力を足に伝達する。
【0058】
厚さの保持
靴下の厚さがかなり薄くなってしまうような着用時に経験される環境により近い試験環境を用意するために、圧縮下のパイルに対してせん断と摩擦の試験を行った。試験に使用された擬似的な足は、靴下の試験品との接触面積が1.296x10-3m2であり、(それ自体の質量135gに加えて)2.5kgの重りが装填された。これによって、約99kgの人によって加えられる足の圧力と概ね同等の、20.33kPaの総合的な圧力が与えられる。
【0059】
靴下の足裏部がこのレベルの圧縮下にある時の厚さは、その快適さおよびせん断吸収特性にとって重要である場合がある。試験された5つの試験品は、2つの条件の下で厚さが測定された。すなわち、第1にできるだけゼロ圧力に近い圧力において、第2にせん断と摩擦の試験時に使用される圧力において測定された。その結果を表3に示す。
【0060】
【表3】
【0061】
すべての場合において、かなりの量の靴下の厚さが失われた。このことは、これらの現実的な条件の下での試験の重要性を明らかに示している。足の圧力に屈するようになっている、靴下の低密度構造の場合に予想されるように、けばだったパイルの靴下は、一般に、平らな構造よりも大きな厚さを失うことが明らかである。しかし、ウールウルトラ(商標)のパイルが46%しか圧縮されず、それに対して、従来の毛糸およびアクリルの靴下がそれぞれ64%および73%圧縮されることは注目に値する。このことは、ウールウルトラ(商標)の靴下の場合には、せん断を吸収する残りのパイルの厚さがはるかに大きいことを意味する。実際に、そればかりか、ウールウルトラ(商標)の靴下は、低い圧力の下では、従来の毛糸の靴下より37%だけ厚く、一方、試験に使用された圧力では、従来の毛糸の靴下より105%厚かった。
【0062】
本発明の装置は、前記したように連続するフィラメントも選択的に組み込め、毛糸、綿、または合成繊維の短繊維、あるいはそのような短繊維を混ぜたもの、すなわち混紡物から糸を製造する場合に用いることができる。
【0063】
上記は、好ましい形態を含む本発明について説明したものである。当業者には自明であるとおり、変更および修正は、添付の特許請求の範囲に定義された本発明の範囲内に含まれるようになっている。
【図面の簡単な説明】
【0064】
【図1A】本発明の装置によって製造できる、ある長さの糸の一例の図である。
【図1B】糸を構成する各ストランドにおける撚り領域の相対位置を概略的に示す図である。
【図2】本発明の装置の一形態を上方から概略的に示す図である。
【図3】装置の引っ張りユニットおよび加撚ローラを示す、装置の要部を一側部から示す図である。
【図4】ガイドによって一緒にされ加撚ローラを出るストランドを示す図である。
【図5A】加撚ローラを駆動するシステムを概略的に示す図である。
【図5B】加撚ローラを駆動するシステムを概略的に示す図である。
【図6】2組の加撚ローラを有する、図2の装置と類似した、本発明の他の形態の装置を上方から概略的に示す図である。
【図7】図6の装置の要部を一側部から示す図である。
【図8】ガイドによって一緒にされ、図6および7の装置の2組の加撚ローラを出るストランドを示す図である。
【図9】本発明の他の装置の要部を、図3および7と同様に一側部から示す図である。
【図10】図9の装置と類似した、他の形態の装置において、1本の連続するフィラメントをガイドを通して導入する状態を下方から示す拡大図である。
【図11】続けて説明される比較試験において参照される、本発明の装置で製造された糸で編まれた靴下の水蒸気吸収を、他のタイプの靴下に対して示すグラフである。
【図12】続けて説明される比較試験において参照される、本発明の装置で製造された糸で編まれた靴下の水蒸気吸収を、他のタイプの靴下に対して示すグラフである。
【特許請求の範囲】
【請求項1】
糸を製造する装置であって、
1つまたは複数のスライバに撚りをかけるために1つまたは複数のローラの回転軸に沿って往復運動するように構成された1つ以上の前記ローラを含み、1本以上の撚られたストランドを製造するために1本以上の前記スライバを同時に撚るようになっている往復加撚ステージと、複数の前記スライバまたは複数の前記ストランドにかける撚りを変えるために前記1つ以上のローラの回転速度の制御および変更を可能にする制御システムとを有する、糸を製造する装置。
【請求項2】
糸を製造する装置であって、
1つまたは複数のスライバに撚りをかけるために1つまたは複数のローラの回転軸に沿って往復運動するように構成された1つ以上の前記ローラを含み、1つまたは複数の前記スライバまたは複数のストランドにかける撚りを変えるために1つまたは複数の前記ローラの横方向の往復運動の範囲を制御でき、かつ変更できるように取り付けられている、1本以上の撚られた前記ストランドを製造するためにもう1つの前記スライバを同時に撚るようになっている往復加撚ステージを有する、糸を製造する装置。
【請求項3】
糸を製造する装置であって、
1つまたは複数のスライバに撚りをかけるために1つまたは複数のローラの回転軸に沿って往復運動するように構成された1つ以上の前記ローラを含み、1本以上の撚られたストランドを製造するためにもう1つの前記スライバを同時に撚るようになっている往復加撚ステージと、1つまたは複数の前記スライバまたは複数の前記ストランドにかける撚りを変えるために1つまたは複数の前記ローラの前記回転軸に沿う往復運動の速度の制御および変更を可能にする制御手段とを有する、糸を製造する装置。
【請求項4】
糸を製造する装置であって、
1つまたは複数のスライバに撚りをかけるために1つまたは複数のローラの回転軸に沿って往復運動するように構成された1つ以上の前記ローラを含み、1本以上の撚られたストランドを製造するために1本以上の前記スライバを同時に撚るようになっている往復加撚ステージと、複数の前記スライバまたは複数の前記ストランドにかける撚りを変えるために、前記1つ以上のローラの回転速度と1つまたは複数の前記ローラの前記回転軸に沿う往復運動の速度の制御および変更を可能にする制御システムとを有する、糸を製造する装置。
【請求項5】
糸を製造する装置であって、
1つまたは複数のスライバに撚りをかけるために1つまたは複数のローラの回転軸に沿って往復運動するように構成され、1つまたは複数の前記ローラの横方向の往復運動の範囲を変更できるように取り付けられている1つ以上の前記ローラを含み、1本以上の撚られたストランドを製造するために1本以上のスライバを同時に撚るようになっている往復加撚ステージと、1つまたは複数の前記スライバまたは複数の前記ストランドにかける撚りを変えるために、前記1つ以上のローラの回転速度と1つまたは複数の前記ローラの横方向の往復運動の範囲の制御および変更を可能にする制御システムとを有する、糸を製造する装置。
【請求項6】
糸を製造する装置であって、
1つまたは複数のスライバに撚りをかけるために1つまたは複数のローラの回転軸に沿って往復運動するように構成された1つ以上の前記ローラを含み、1本以上の撚られたストランドを製造するためにもう1つの前記スライバを同時に撚るようになっている往復加撚ステージと、1つまたは複数の前記スライバまたは複数の前記ストランドにかける撚りを変えるために1つまたは複数の前記ローラの前記回転軸に沿う往復運動の速度と1つまたは複数の前記ローラの横方向の往復運動の範囲の制御および変更を可能にする制御手段とを有する、糸を製造する装置。
【請求項7】
糸を製造する装置であって、
1つまたは複数のスライバに撚りをかけるために1つまたは複数のローラの回転軸に沿って往復運動するように構成された1つ以上の前記ローラを含み、1本以上の撚られたストランドを製造するために1本以上の前記スライバを同時に撚るようになっている往復加撚ステージと、複数の前記スライバまたは複数の前記ストランドにかける撚りを変えるために、前記1つ以上のローラの回転速度と1つまたは複数の前記ローラの往復運動の速度および横方向の往復運動の範囲の制御および変更を可能にする制御システムとを有する、糸を製造する装置。
【請求項8】
前記制御システムは、ユーザが糸の生産ライン、一続きの複数の生産ライン、またはラインの一部に伝えられるべき撚り形状をプログラムするのを可能にする、請求項1から7のいずれか1項に記載の装置。
【請求項9】
前記制御システムは、マイクロプロセッサをベースとし、かつユーザが操作可能なキーボードおよびディスプレイを含む、請求項7に記載の装置。
【請求項10】
複数のストランドを一緒にして多数撚られた糸を形成する前に、1本以上のストランドが他の1本以上のストランドよりも長い経路上を通過するように、1つまたは複数の加撚ローラの後に位置する1つ以上のガイドも含み、1つまたは複数の前記ガイドのうちの1つ以上は、各生産ラインの間の1つ以上のガイドの位置を変更するのを可能にするように移動可能である、請求項1から9のいずれか1項に記載の装置。
【請求項11】
前記装置の制御システムによってプログラム制御可能でもある、1つまたは複数の前記ガイドのうちの1つ以上を移動させる、電気機械式のガイド再配置システムを含む、請求項10に記載の装置。
【請求項12】
前記スライバをさらに撚るために前記スライバも通過する第2の前記往復加撚ステージも含む、請求項1から11のいずれか1項に記載の装置。
【請求項13】
前記第2の往復加撚ステージは、前記第1の往復加撚ステージによって1つまたは複数の前記スライバに与えられる撚り領域同士の間の非撚り領域内で1つまたは複数の前記スライバに撚りをかけるように構成されている、請求項12に記載の装置。
【請求項14】
前記往復加撚ステージの前にある少なくとも1つのローラと、前記スライバが1つまたは複数の前記往復加撚ステージを通過する前にフィラメントが前記スライバと一緒に前記ローラに向かって通過し前記ローラによって前記スライバ内に押し込まれるように、コアフィラメントを、少なくとも1つの前記スライバ内に導入するように構成された少なくとも1つのガイドも含む、請求項1から13のいずれか1項に記載の装置。
【請求項15】
前記往復加撚ステージの前に1対の引っ張りローラまたはベルトを含む、請求項1から14のいずれか1項に記載の装置。
【特許請求の範囲】
【請求項1】
糸を製造する装置であって、
1つまたは複数のスライバに撚りをかけるために1つまたは複数のローラの回転軸に沿って往復運動するように構成された1つ以上の前記ローラを含み、1本以上の撚られたストランドを製造するために1本以上の前記スライバを同時に撚るようになっている往復加撚ステージと、1つまたは複数の前記スライバまたは1つまたは複数の前記ストランドが前記装置を通過する際に、1つまたは複数の前記スライバまたは1つまたは複数の前記ストランドに、その長さに沿って様々な程度の撚りを与えるために、前記装置の動作中に前記1つ以上のローラの回転速度の、制御による変更を可能にする制御システムとを有する、糸を製造する装置。
【請求項2】
糸を製造する装置であって、
1つまたは複数のスライバに撚りをかけるために1つまたは複数のローラの回転軸に沿って往復運動するように構成された1つ以上の前記ローラを含み、1つまたは複数の前記スライバまたは複数のストランドにかける撚りを変えるために1つまたは複数の前記ローラの横方向の往復運動の範囲を制御でき、かつ変更できるように取り付けられている、1本以上の撚られた前記ストランドを製造するためにもう1つの前記スライバを同時に撚るようになっている往復加撚ステージを有する、糸を製造する装置。
【請求項3】
糸を製造する装置であって、
1つまたは複数のスライバに撚りをかけるために1つまたは複数のローラの回転軸に沿って往復運動するように構成された1つ以上の前記ローラを含み、1本以上の撚られたストランドを製造するために1本以上の前記スライバを同時に撚るようになっている往復加撚ステージと、1つまたは複数の前記スライバまたは1つまたは複数の前記ストランドの長さに沿って様々な程度の撚りを与えるために、1つまたは複数の前記スライバまたは1つまたは複数の前記ストランドが前記装置を通過する際に前記装置の動作中の前記1つ以上のローラの回転速度と、1つまたは複数の前記ローラの前記回転軸に沿う往復運動の速度の、制御による変更を可能にする制御システムとを有する、糸を製造する装置。
【請求項4】
糸を製造する装置であって、
1つまたは複数のスライバに撚りをかけるために1つまたは複数のローラの回転軸に沿って往復運動するように構成され、1つまたは複数の前記ローラの横方向の往復運動の範囲を変更できるように取り付けられている1つ以上の前記ローラを含み、1本以上の撚られたストランドを製造するために1本以上のスライバを同時に撚るようになっている往復加撚ステージと、1つまたは複数の前記スライバまたは複数の前記ストランドにかける撚りを変えるために、前記1つ以上のローラの回転速度と1つまたは複数の前記ローラの横方向の往復運動の範囲の制御および変更を可能にする制御システムとを有する、糸を製造する装置。
【請求項5】
糸を製造する装置であって、
1つまたは複数のスライバに撚りをかけるために1つまたは複数のローラの回転軸に沿って往復運動するように構成された1つ以上の前記ローラを含み、1本以上の撚られたストランドを製造するためにもう1つの前記スライバを同時に撚るようになっている往復加撚ステージと、1つまたは複数の前記スライバまたは複数の前記ストランドにかける撚りを変えるために1つまたは複数の前記ローラの前記回転軸に沿う往復運動の速度と1つまたは複数の前記ローラの横方向の往復運動の範囲の制御および変更を可能にする制御手段とを有する、糸を製造する装置。
【請求項6】
糸を製造する装置であって、
1つまたは複数のスライバに撚りをかけるために1つまたは複数のローラの回転軸に沿って往復運動するように構成された1つ以上の前記ローラを含み、1本以上の撚られたストランドを製造するために1本以上の前記スライバを同時に撚るようになっている往復加撚ステージと、複数の前記スライバまたは複数の前記ストランドにかける撚りを変えるために、前記1つ以上のローラの回転速度と1つまたは複数の前記ローラの往復運動の速度および横方向の往復運動の範囲の制御および変更を可能にする制御システムとを有する、糸を製造する装置。
【請求項7】
制御システムは、ユーザが糸の生産ライン、一続きの複数の生産ライン、またはラインの一部に伝えられるべき撚り形状をプログラムするのを可能にする、請求項1から6のいずれか1項に記載の装置。
【請求項8】
制御システムは、マイクロプロセッサをベースとし、かつユーザが操作可能なキーボードおよびディスプレイを含む、請求項6に記載の装置。
【請求項9】
複数のストランドを一緒にして多数撚られた糸を形成する前に、1本以上のストランドが他の1本以上のストランドよりも長い経路上を通過するように、1つまたは複数の加撚ローラの後に位置する1つ以上のガイドも含み、1つまたは複数の前記ガイドのうちの1つ以上は、各生産ラインの間の1つ以上のガイドの位置を変更するのを可能にするように移動可能である、請求項1から8のいずれか1項に記載の装置。
【請求項10】
前記装置の制御システムによってプログラム制御可能でもある、1つまたは複数の前記ガイドのうちの1つ以上を移動させる、電気機械式のガイド再配置システムを含む、請求項9に記載の装置。
【請求項11】
前記スライバをさらに撚るために前記スライバも通過する第2の前記往復加撚ステージも含む、請求項1から10のいずれか1項に記載の装置。
【請求項12】
前記第2の往復加撚ステージは、前記第1の往復加撚ステージによって1つまたは複数の前記スライバに与えられる撚り領域同士の間の非撚り領域内で1つまたは複数の前記スライバに撚りをかけるように構成されている、請求項11に記載の装置。
【請求項13】
前記往復加撚ステージの前にある少なくとも1つのローラと、前記スライバが1つまたは複数の前記往復加撚ステージを通過する前にフィラメントが前記スライバと一緒に前記ローラに向かって通過し前記ローラによって前記スライバ内に押し込まれるように、コアフィラメントを、少なくとも1つの前記スライバ内に導入するように構成された少なくとも1つのガイドも含む、請求項1から12のいずれか1項に記載の装置。
【請求項14】
前記往復加撚ステージの前に1対の引っ張りローラまたはベルトを含む、請求項1から13のいずれか1項に記載の装置。
【請求項1】
糸を製造する装置であって、
1つまたは複数のスライバに撚りをかけるために1つまたは複数のローラの回転軸に沿って往復運動するように構成された1つ以上の前記ローラを含み、1本以上の撚られたストランドを製造するために1本以上の前記スライバを同時に撚るようになっている往復加撚ステージと、複数の前記スライバまたは複数の前記ストランドにかける撚りを変えるために前記1つ以上のローラの回転速度の制御および変更を可能にする制御システムとを有する、糸を製造する装置。
【請求項2】
糸を製造する装置であって、
1つまたは複数のスライバに撚りをかけるために1つまたは複数のローラの回転軸に沿って往復運動するように構成された1つ以上の前記ローラを含み、1つまたは複数の前記スライバまたは複数のストランドにかける撚りを変えるために1つまたは複数の前記ローラの横方向の往復運動の範囲を制御でき、かつ変更できるように取り付けられている、1本以上の撚られた前記ストランドを製造するためにもう1つの前記スライバを同時に撚るようになっている往復加撚ステージを有する、糸を製造する装置。
【請求項3】
糸を製造する装置であって、
1つまたは複数のスライバに撚りをかけるために1つまたは複数のローラの回転軸に沿って往復運動するように構成された1つ以上の前記ローラを含み、1本以上の撚られたストランドを製造するためにもう1つの前記スライバを同時に撚るようになっている往復加撚ステージと、1つまたは複数の前記スライバまたは複数の前記ストランドにかける撚りを変えるために1つまたは複数の前記ローラの前記回転軸に沿う往復運動の速度の制御および変更を可能にする制御手段とを有する、糸を製造する装置。
【請求項4】
糸を製造する装置であって、
1つまたは複数のスライバに撚りをかけるために1つまたは複数のローラの回転軸に沿って往復運動するように構成された1つ以上の前記ローラを含み、1本以上の撚られたストランドを製造するために1本以上の前記スライバを同時に撚るようになっている往復加撚ステージと、複数の前記スライバまたは複数の前記ストランドにかける撚りを変えるために、前記1つ以上のローラの回転速度と1つまたは複数の前記ローラの前記回転軸に沿う往復運動の速度の制御および変更を可能にする制御システムとを有する、糸を製造する装置。
【請求項5】
糸を製造する装置であって、
1つまたは複数のスライバに撚りをかけるために1つまたは複数のローラの回転軸に沿って往復運動するように構成され、1つまたは複数の前記ローラの横方向の往復運動の範囲を変更できるように取り付けられている1つ以上の前記ローラを含み、1本以上の撚られたストランドを製造するために1本以上のスライバを同時に撚るようになっている往復加撚ステージと、1つまたは複数の前記スライバまたは複数の前記ストランドにかける撚りを変えるために、前記1つ以上のローラの回転速度と1つまたは複数の前記ローラの横方向の往復運動の範囲の制御および変更を可能にする制御システムとを有する、糸を製造する装置。
【請求項6】
糸を製造する装置であって、
1つまたは複数のスライバに撚りをかけるために1つまたは複数のローラの回転軸に沿って往復運動するように構成された1つ以上の前記ローラを含み、1本以上の撚られたストランドを製造するためにもう1つの前記スライバを同時に撚るようになっている往復加撚ステージと、1つまたは複数の前記スライバまたは複数の前記ストランドにかける撚りを変えるために1つまたは複数の前記ローラの前記回転軸に沿う往復運動の速度と1つまたは複数の前記ローラの横方向の往復運動の範囲の制御および変更を可能にする制御手段とを有する、糸を製造する装置。
【請求項7】
糸を製造する装置であって、
1つまたは複数のスライバに撚りをかけるために1つまたは複数のローラの回転軸に沿って往復運動するように構成された1つ以上の前記ローラを含み、1本以上の撚られたストランドを製造するために1本以上の前記スライバを同時に撚るようになっている往復加撚ステージと、複数の前記スライバまたは複数の前記ストランドにかける撚りを変えるために、前記1つ以上のローラの回転速度と1つまたは複数の前記ローラの往復運動の速度および横方向の往復運動の範囲の制御および変更を可能にする制御システムとを有する、糸を製造する装置。
【請求項8】
前記制御システムは、ユーザが糸の生産ライン、一続きの複数の生産ライン、またはラインの一部に伝えられるべき撚り形状をプログラムするのを可能にする、請求項1から7のいずれか1項に記載の装置。
【請求項9】
前記制御システムは、マイクロプロセッサをベースとし、かつユーザが操作可能なキーボードおよびディスプレイを含む、請求項7に記載の装置。
【請求項10】
複数のストランドを一緒にして多数撚られた糸を形成する前に、1本以上のストランドが他の1本以上のストランドよりも長い経路上を通過するように、1つまたは複数の加撚ローラの後に位置する1つ以上のガイドも含み、1つまたは複数の前記ガイドのうちの1つ以上は、各生産ラインの間の1つ以上のガイドの位置を変更するのを可能にするように移動可能である、請求項1から9のいずれか1項に記載の装置。
【請求項11】
前記装置の制御システムによってプログラム制御可能でもある、1つまたは複数の前記ガイドのうちの1つ以上を移動させる、電気機械式のガイド再配置システムを含む、請求項10に記載の装置。
【請求項12】
前記スライバをさらに撚るために前記スライバも通過する第2の前記往復加撚ステージも含む、請求項1から11のいずれか1項に記載の装置。
【請求項13】
前記第2の往復加撚ステージは、前記第1の往復加撚ステージによって1つまたは複数の前記スライバに与えられる撚り領域同士の間の非撚り領域内で1つまたは複数の前記スライバに撚りをかけるように構成されている、請求項12に記載の装置。
【請求項14】
前記往復加撚ステージの前にある少なくとも1つのローラと、前記スライバが1つまたは複数の前記往復加撚ステージを通過する前にフィラメントが前記スライバと一緒に前記ローラに向かって通過し前記ローラによって前記スライバ内に押し込まれるように、コアフィラメントを、少なくとも1つの前記スライバ内に導入するように構成された少なくとも1つのガイドも含む、請求項1から13のいずれか1項に記載の装置。
【請求項15】
前記往復加撚ステージの前に1対の引っ張りローラまたはベルトを含む、請求項1から14のいずれか1項に記載の装置。
【特許請求の範囲】
【請求項1】
糸を製造する装置であって、
1つまたは複数のスライバに撚りをかけるために1つまたは複数のローラの回転軸に沿って往復運動するように構成された1つ以上の前記ローラを含み、1本以上の撚られたストランドを製造するために1本以上の前記スライバを同時に撚るようになっている往復加撚ステージと、1つまたは複数の前記スライバまたは1つまたは複数の前記ストランドが前記装置を通過する際に、1つまたは複数の前記スライバまたは1つまたは複数の前記ストランドに、その長さに沿って様々な程度の撚りを与えるために、前記装置の動作中に前記1つ以上のローラの回転速度の、制御による変更を可能にする制御システムとを有する、糸を製造する装置。
【請求項2】
糸を製造する装置であって、
1つまたは複数のスライバに撚りをかけるために1つまたは複数のローラの回転軸に沿って往復運動するように構成された1つ以上の前記ローラを含み、1つまたは複数の前記スライバまたは複数のストランドにかける撚りを変えるために1つまたは複数の前記ローラの横方向の往復運動の範囲を制御でき、かつ変更できるように取り付けられている、1本以上の撚られた前記ストランドを製造するためにもう1つの前記スライバを同時に撚るようになっている往復加撚ステージを有する、糸を製造する装置。
【請求項3】
糸を製造する装置であって、
1つまたは複数のスライバに撚りをかけるために1つまたは複数のローラの回転軸に沿って往復運動するように構成された1つ以上の前記ローラを含み、1本以上の撚られたストランドを製造するために1本以上の前記スライバを同時に撚るようになっている往復加撚ステージと、1つまたは複数の前記スライバまたは1つまたは複数の前記ストランドの長さに沿って様々な程度の撚りを与えるために、1つまたは複数の前記スライバまたは1つまたは複数の前記ストランドが前記装置を通過する際に前記装置の動作中の前記1つ以上のローラの回転速度と、1つまたは複数の前記ローラの前記回転軸に沿う往復運動の速度の、制御による変更を可能にする制御システムとを有する、糸を製造する装置。
【請求項4】
糸を製造する装置であって、
1つまたは複数のスライバに撚りをかけるために1つまたは複数のローラの回転軸に沿って往復運動するように構成され、1つまたは複数の前記ローラの横方向の往復運動の範囲を変更できるように取り付けられている1つ以上の前記ローラを含み、1本以上の撚られたストランドを製造するために1本以上のスライバを同時に撚るようになっている往復加撚ステージと、1つまたは複数の前記スライバまたは複数の前記ストランドにかける撚りを変えるために、前記1つ以上のローラの回転速度と1つまたは複数の前記ローラの横方向の往復運動の範囲の制御および変更を可能にする制御システムとを有する、糸を製造する装置。
【請求項5】
糸を製造する装置であって、
1つまたは複数のスライバに撚りをかけるために1つまたは複数のローラの回転軸に沿って往復運動するように構成された1つ以上の前記ローラを含み、1本以上の撚られたストランドを製造するためにもう1つの前記スライバを同時に撚るようになっている往復加撚ステージと、1つまたは複数の前記スライバまたは複数の前記ストランドにかける撚りを変えるために1つまたは複数の前記ローラの前記回転軸に沿う往復運動の速度と1つまたは複数の前記ローラの横方向の往復運動の範囲の制御および変更を可能にする制御手段とを有する、糸を製造する装置。
【請求項6】
糸を製造する装置であって、
1つまたは複数のスライバに撚りをかけるために1つまたは複数のローラの回転軸に沿って往復運動するように構成された1つ以上の前記ローラを含み、1本以上の撚られたストランドを製造するために1本以上の前記スライバを同時に撚るようになっている往復加撚ステージと、複数の前記スライバまたは複数の前記ストランドにかける撚りを変えるために、前記1つ以上のローラの回転速度と1つまたは複数の前記ローラの往復運動の速度および横方向の往復運動の範囲の制御および変更を可能にする制御システムとを有する、糸を製造する装置。
【請求項7】
制御システムは、ユーザが糸の生産ライン、一続きの複数の生産ライン、またはラインの一部に伝えられるべき撚り形状をプログラムするのを可能にする、請求項1から6のいずれか1項に記載の装置。
【請求項8】
制御システムは、マイクロプロセッサをベースとし、かつユーザが操作可能なキーボードおよびディスプレイを含む、請求項6に記載の装置。
【請求項9】
複数のストランドを一緒にして多数撚られた糸を形成する前に、1本以上のストランドが他の1本以上のストランドよりも長い経路上を通過するように、1つまたは複数の加撚ローラの後に位置する1つ以上のガイドも含み、1つまたは複数の前記ガイドのうちの1つ以上は、各生産ラインの間の1つ以上のガイドの位置を変更するのを可能にするように移動可能である、請求項1から8のいずれか1項に記載の装置。
【請求項10】
前記装置の制御システムによってプログラム制御可能でもある、1つまたは複数の前記ガイドのうちの1つ以上を移動させる、電気機械式のガイド再配置システムを含む、請求項9に記載の装置。
【請求項11】
前記スライバをさらに撚るために前記スライバも通過する第2の前記往復加撚ステージも含む、請求項1から10のいずれか1項に記載の装置。
【請求項12】
前記第2の往復加撚ステージは、前記第1の往復加撚ステージによって1つまたは複数の前記スライバに与えられる撚り領域同士の間の非撚り領域内で1つまたは複数の前記スライバに撚りをかけるように構成されている、請求項11に記載の装置。
【請求項13】
前記往復加撚ステージの前にある少なくとも1つのローラと、前記スライバが1つまたは複数の前記往復加撚ステージを通過する前にフィラメントが前記スライバと一緒に前記ローラに向かって通過し前記ローラによって前記スライバ内に押し込まれるように、コアフィラメントを、少なくとも1つの前記スライバ内に導入するように構成された少なくとも1つのガイドも含む、請求項1から12のいずれか1項に記載の装置。
【請求項14】
前記往復加撚ステージの前に1対の引っ張りローラまたはベルトを含む、請求項1から13のいずれか1項に記載の装置。
【図2】

【図3】
【図4】
【図4】
【図6】
【図7】
【図9】
【図10】
【図11】
【図12】
【図3】
【図4】
【図4】
【図6】
【図7】
【図9】
【図10】
【図11】
【図12】
【公表番号】特表2006−506558(P2006−506558A)
【公表日】平成18年2月23日(2006.2.23)
【国際特許分類】
【出願番号】特願2005−506683(P2005−506683)
【出願日】平成15年11月14日(2003.11.14)
【国際出願番号】PCT/NZ2003/000253
【国際公開番号】WO2004/044290
【国際公開日】平成16年5月27日(2004.5.27)
【出願人】(505178402)
【氏名又は名称原語表記】LEE, DAVID ARTHUR
【Fターム(参考)】
【公表日】平成18年2月23日(2006.2.23)
【国際特許分類】
【出願日】平成15年11月14日(2003.11.14)
【国際出願番号】PCT/NZ2003/000253
【国際公開番号】WO2004/044290
【国際公開日】平成16年5月27日(2004.5.27)
【出願人】(505178402)
【氏名又は名称原語表記】LEE, DAVID ARTHUR
【Fターム(参考)】
[ Back to top ]