
糸分配のオーバーエンドテイクオフのためのコンパクトな単一マンドレルクリール
本発明は、繊維が曲がったり、方向が変わったりするのを最小限にする直線のインライン分配パスを提供しながら、比較的省スペースで、多数のパッケージを収容するOETO法を用いるコンパクトなクリールに関する。また、本発明は、繊維供給システムにおいて張力を制御するためのシステム、装置および方法であって、パッケージからの高タックエラストマー糸または繊維を、製造プロセスに供給するための迅速かつ信頼性のある方法を提供する。さらに、本発明は、製造プロセスを中断せずに、クリールでパッケージを交換する方法および装置を提供する。特に、本発明のコンパクトなクリールでは、交換パッケージを、現在巻き出されている使用パッケージと同じマンドレルに装着することにより、巻き出しと繊維分配の連続操作が行える。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、糸分配システムまたは繊維巻き出し装置に関し、特に、下流繊維製造プロセスまたは装置に、糸または繊維を連続的に分配するためのコンパクトなクリールシステムまたは装置に関する。
【0002】
(関連出願の相互参照)
本出願は、2005年10月11日出願の仮特許出願第60/724,796号明細書の優先権の利益を主張する。
【背景技術】
【0003】
クリールは、背景技術において周知であり、糸、繊維またはヤーンを、織機やおむつ製造機等の関連の製造装置に分配するためのパッケージを支持する(注:「糸」、「繊維」および「ヤーン」という用語は、この文書全体にわたって区別せずに用いられる)。製造プロセスにおいて、クリールで円柱状マンドレル(すなわち、「パッケージ」)からヤーンを巻き出す最も一般的な方法は、「ローリングテイクオフ」(RTO)法と呼ばれるものである。RTO法においては、使用パッケージが使用済みになったら、空の円柱状マンドレルを取り外して、新しいまたは交換パッケージを取り付ける。RTO法において、空のマンドレルを取り外す工程では、一般的に、製造プロセスをシャットダウンする必要がある。製造プロセスのこのシャットダウンは、RTO法を用いた製造ラインでの非生産的なダウンタイムという問題となる。
【0004】
上述したRTO法に対し、オーバーエンドテイクオフ(OETO)法だと、製造プロセスの連続操作が可能となる。OETO法では、使用パッケージに巻き付けた繊維の末端を、交換パッケージに巻き付けた繊維の先端に取り付ける。使用パッケージが完全に使用済みとなったら、製造プロセスを中断せずに、交換パッケージが新しい使用パッケージになる。このようにして、繊維が製造プロセスに連続的に供給される。
【0005】
従来技術のクリールには、OETO法を利用するために、様々な水平および垂直配置のパッケージが提供されてきた。例えば、米国特許公報(特許文献1)および米国特許公報(特許文献2)には、関連の製造プロセスに供給するために対で構成されたヤーンパッケージの水平配置が開示されている。米国特許公報(特許文献3)、米国特許公報(特許文献4)および米国特許公報(特許文献5)には、織機やおむつ製造機等の関連の製造加工機械に供給するために対で構成されたヤーンパッケージの垂直配置が開示されている。
【0006】
しかしながら、高速製造プロセスの到来と共に、束ねた2ヤーンパッケージの構成では、関連の機械に供給するのに、次第に不十分なものとなってきており、束ねた4ヤーンパッケージの配置のクリールが提供されてきている。例えば、米国特許公報(特許文献6)には、「カルーセルクリール」として一般的に知られたクリールが開示されており、これは、水平構成で束ねた4ヤーンパッケージを含んでいる。さらに、米国特許公報(特許文献7)および米国特許公報(特許文献8)には、高速製造プロセスに連続供給するために、多数のパッケージを用いるクリールが開示されている。しかしながら、多数のパッケージを扱うカルーセルおよびその他のクリールの問題は、パッケージから他の関連の機械に供給される際に、繊維の方向を何回か変えなければならないことである。繊維が方向を、特に、大きく変えるたびに、方向が変わることから張力が増大するために、繊維が破断する可能性が大幅に増大する。かかるクリールでの繊維の破断によってまた、製造プロセスが中断され、上述した非生産的なダウンタイムの問題につながる。
【0007】
多数のパッケージを用いるクリールでのさらなる問題は、クリールに提供され支持され得るヤーンパッケージのサイズに関係する。すなわち、パッケージが占める重量と空間等の実用性のために、ヤーンの量が限定される。例えば、直径12インチまでの典型的なヤーンパッケージを利用して、おむつ製造機等の高速製造プロセスに大量のヤーンが提供される。しかしながら、多数のこのサイズのパッケージでは、従来技術のクリール構造で用いると、貴重な製造床面積の多くが占有されてしまう。
【0008】
必要とされる多数のパッケージのサイズによる問題に対処するために、OETO法のための従来技術のクリールは、典型的に、互いに鋭角(すなわち、90°未満)で位置決めされた使用パッケージおよび交換パッケージにより構成されている。しかしながら、上記のとおり、このタイプの構成のOETOクリールでの問題は、製造環境においてそれらが占有する貴重な床面積である。さらに、OETO法を用いるとき、これらの従来技術のクリールで共通しているのは、糸張力が許容できないほど変動してしまうことである。
【0009】
米国特許公報(特許文献9)には、上述した張力の問題に対処して、糸または繊維の張力および供給速度を調節するために、ブレーキ部材とアクチュエータとを利用することにより、繊維を繊維機械に供給する方法が開示されている。しかしながら、米国特許公報(特許文献9)には、モータの速度を、所望の糸張力の範囲に基づいて決めて、製造プロセスの性能を改善するという、駆動ロールに可変速度電気モータを利用する概念は開示されていない。
【0010】
さらに、繊維業界で用いられる糸や繊維とは異なる独特の固有の仕上げテクスチャーを有するスパンデックス(Spandex)等のエラストマー糸または繊維を用いる製造プロセスには、電気モータ供給装置が必要とされる。これは、スパンデックスを、モータに取り付けられた駆動供給ロールと接触したままにすることができるものである。さらに、スパンデックスは、繊維業界で用いられる繊維とは異なる高い引張り強さ規格およびその他特徴を有している。例えば、繊維業界で典型的に用いられる糸または繊維は、50〜100デシテックス(1キロメートル当たりのデシグラム)の範囲に定められており、典型的に600〜1500デシテックスの範囲に定められているエラストマー糸の300〜400フィート/分という速い回転速度に比べ、パッケージから巻き出されるときに、1〜50フィート/分の遅い回転速度で操作される傾向がある。さらに、米国特許公報(特許文献9)は、スパンデックス等の高タックエラストマー糸を必要とするシステムで操作したり、それに供給したりすることに係るものではない。
【0011】
上述した問題によって、高タックエラストマー繊維を連続処理することが特に問題になっている。繊維タックおよびそれに関連した問題は、局所繊維添加剤(例えば、巻き付け前)を用いたり、パッケージを巻き出して、新しいマンドレルに再度巻き付けたりすることにより対処されてきた。しかしながら、両アプローチ共、製造プロセスに追加の費用が加わる。さらに、用途(例えば、おむつやその他パーソナルケア製品)によっては、実質的に仕上げが不要で、それゆえ、高タックを示すアズスパン糸や繊維を用いる必要がある。
【0012】
【特許文献1】米国特許第3,693,904号明細書
【特許文献2】米国特許第4,450,876号明細書
【特許文献3】米国特許第3,236,265号明細書
【特許文献4】米国特許第4,358,068号明細書
【特許文献5】米国特許第4,648,564号明細書
【特許文献6】米国特許第4,545,547号明細書
【特許文献7】米国特許第5,613,643号明細書
【特許文献8】米国特許第6,634,585号明細書
【特許文献9】米国特許第5,566,574号明細書
【発明の開示】
【発明が解決しようとする課題】
【0013】
従って、クリールについて、当該技術分野では次のようなものが必要とされている。すなわち、(1)製造プロセスを中断せずに、パッケージを交換できるもの、(2)高速製造プロセスに繊維を供給するために、比較的コンパクトなフットプリントで、多数のパッケージを保持するもの、(3)分配中、繊維の方向が変わるのを最小限にして、破断をなくし、張力を最小限にするもの、(4)高タックエラストマー繊維を、パッケージから、高速製造プロセスへと、巻き出し、供給し、分配する、迅速で、信頼性のある連続方法を提供するものである。
【課題を解決するための手段】
【0014】
本発明は、繊維が曲がったり、方向が変わったりするのを最小限にする直線のインライン分配パスを提供しながら、比較的省スペースで、多数のパッケージを収容するOETO法を用いるコンパクトなクリールである。また、本発明は、繊維供給システムにおいて張力を制御するためのシステム、装置および方法であって、パッケージからの高タックエラストマー糸または繊維を、製造プロセスに供給するための迅速かつ信頼性のある方法を提供する。さらに、本発明は、製造プロセスを中断せずに、クリールでパッケージを交換する方法および装置を提供する。特に、本発明のコンパクトなクリールでは、交換パッケージを、現在巻き出されている使用パッケージと同じマンドレルに装着することにより、巻き出しと繊維分配の連続操作ができる。
【0015】
本発明の一実施形態は、使用パッケージを巻き出しながら、少なくとも1つの新しい交換パッケージをクリールのマンドレルに位置決めし装着する方法であって、新しい交換パッケージを、使用パッケージおよび交換パッケージの少なくとも一方に隣接するマンドレルにスライドさせる工程と、新しい交換パッケージの繊維の先端を、使用パッケージおよび交換パッケージの少なくとも一方の繊維の末端に結ぶ工程と、マンドレルコアホルダおよびパッケージ交換具のエンドピボットスタッドを、それぞれ、マンドレルおよびクリールフレームに挿入する工程と、パッケージサポートアセンブリを解放して、パッケージサポートアセンブリをマンドレルから離れるように旋回させる工程と、マンドレルサポートバーの端部がマンドレルサポートボルトを解放するまで、パッケージ交換具、マンドレル、マンドレルサポートバーおよびパッケージを少なくとも10°上方に旋回させる工程と、マンドレルサポートバーを、クリールフレームおよびマンドレルのスロットから取り外す工程と、パッケージ交換具が、クリールフレームと接触し、クリールフレームと位置合わせされるまで、パッケージ交換具、マンドレルおよびパッケージを旋回させる工程と、少なくとも新しい交換パッケージが、使用パッケージおよび交換パッケージの少なくとも一方と接触するまで、交換パッケージをマンドレルにスライドさせ、そしてさらに、新しい交換パッケージをスライドさせて、古い使用パッケージの使用済みコアを、マンドレルの端部からイジェクトする工程と、マンドレルサポートバーを、マンドレルのスロットを通じて、クリールフレームのサポートバースロットへ再挿入する工程と、パッケージ交換具、マンドレル7およびパッケージを、少なくとも10°上方へ旋回させる工程と、マンドレルサポートバーが、マンドレルサポートバーボルトと位置合わせされるまで、マンドレルサポートバーをクリールフレームに押し込む工程と、パッケージ交換具、マンドレル7およびパッケージを、通常の操作位置へ戻すように旋回させる工程と、ピボットスタッドおよびマンドレルコアホルダが、それぞれ、クリールフレームおよびマンドレルから解放されるまで、外側に引っ張ることにより、パッケージ交換具を取り外す工程と、を備える方法である。
【0016】
本発明の他の実施形態は、使用パッケージを巻き出しながら、少なくとも1つの新しい交換パッケージをクリールのマンドレルに位置決めして装着する方法であって、新しい交換パッケージを、交換パッケージおよび使用パッケージの少なくとも一方に隣接するマンドレルにスライドさせる工程と、新しい交換パッケージの繊維の先端に、使用パッケージおよび交換パッケージの少なくとも一方の繊維の末端を結ぶ工程と、マンドレルを支持するために、パッケージ交換具をクリールフレームに取り付ける工程と、パッケージおよびマンドレルを支持するために、パッケージ交換具のマンドレルコアホルダをマンドレルに挿入し、マンドレルコアホルダを定位置にロックする工程と、パッケージサポートアセンブリをマンドレルから外し、パッケージサポートアセンブリをマンドレルから離すように旋回させる工程と、使用パッケージおよび交換パッケージの少なくとも一方が接触するまで、新しい交換パッケージをマンドレルに沿ってスライドさせ、そして、使用済みコアがイジェクトされるまで、新しい交換パッケージをさらにスライドさせる工程と、マンドレルを支持しそして固定するために、パッケージサポートアセンブリを再接続する工程と、パッケージ交換具のマンドレルコアホルダをマンドレルからアンロックする工程と、パッケージ交換具をマンドレルおよびクリールフレームから取り外す工程と、を備える方法である。
【0017】
本発明の他の実施形態は、繊維グループの正味の張力または単一の繊維の張力をモニタし、繊維グループまたは繊維にかかる張力の増加、維持および低減の少なくとも1つにより繊維グループの正味の張力または単一の繊維の張力を調節する方法である。
【0018】
本発明のさらに他の実施形態は、エラストマー繊維を巻き出すための装置であって、クリールフレームと、複数のマンドレルと、複数の使用パッケージと、少なくとも1つの新しい交換パッケージと、複数の駆動および張力制御アセンブリと、パッケージサポートアセンブリと、パッケージ交換具と、電子キャビネットとを備え、複数の使用パッケージおよび少なくとも1つの新しい交換パッケージの少なくとも一方が、複数のマンドレルの少なくとも1つにおいてインラインに構成され、複数のパッケージの1つが巻き出される間、少なくとも1つの新しい交換パッケージが、複数のマンドレルの1つに位置決めされて装着される、装置である。
【発明を実施するための最良の形態】
【0019】
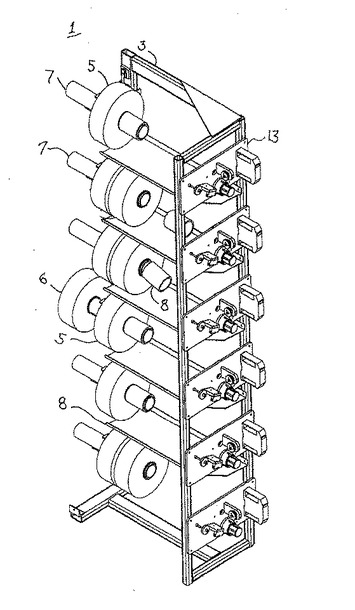
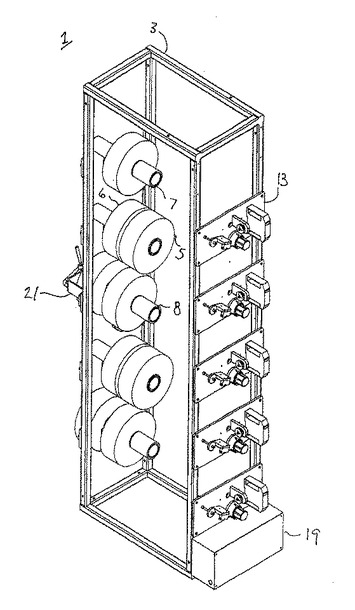
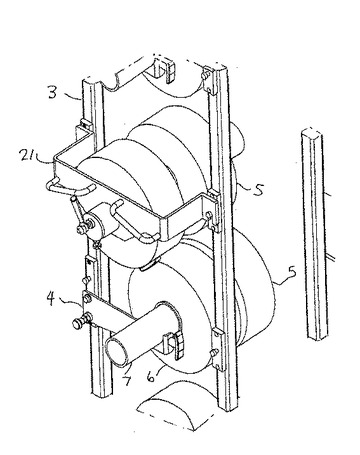
図1を参照すると、本発明のコンパクトなクリールシステム1の第1の実施形態が正面斜視図で示されている。図1に示すとおり、クリールシステム1のフレーム3は、好ましくはインライン配向の単一マンドレル7または円柱ロッドを備えた各パッケージ5、6を支持している。マンドレル7の直径は、パッケージ5、6のオープンコア8の直径より小さく、パッケージ5、6は、マンドレル7をスライドさせて、OETO法により、糸または繊維を使用パッケージ5から巻き出せるようになっている。
【0020】
さらに、マンドレル7の内部は、パッケージ交換具21が挿入できるように構成されていて、繊維を使用パッケージ5から巻き出しながら、少なくとも1つの交換パッケージ6を各マンドレル7に位置決めして装着することができる。例えば、マンドレル7に空洞を作製することにより、マンドレルに、パッケージ交換具を挿入することができる。さらに、コンパクトなクリールシステム1には、トレー9が含まれ、使用パッケージ5の使用済みコア8を後に廃棄するためにキャッチすることができる。
【0021】
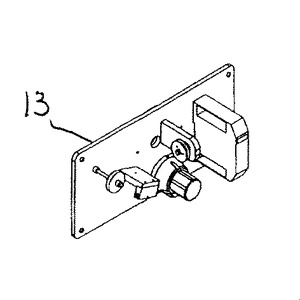
さらに、図1に、クリールフレーム3に取り付けられ、コンパクトなクリールシステム1に駆動ロールおよび張力制御性能を与える駆動および張力制御アセンブリ13を示す。駆動および張力制御アセンブリ13は、駆動テイクオフロール、ガイドロール、プリテンショナロール、張力センサ、モータおよび張力コントローラ装置をさらに含む。任意選択的に、運動センサ(図示せず)および破断センサ(図示せず)が含まれていてもよい。駆動および張力制御アセンブリ13は、各マンドレルに提供されている。クリールフレーム3は、多数のマンドレル7ならびに駆動および張力制御アセンブリ13を支持することができる。駆動および張力コントローラアセンブリ13は、さらに、グラフィカルディスプレイ、キーパッドまたは個々のキーおよびアラームライトを含んでいてもよい。駆動および張力制御アセンブリのさらなる詳細については後述する。図1に図示されていないのは、電子制御キャビネットであり、これは、駆動および張力制御アセンブリ13を支持するための追加の回路および配線を含んでいる。このキャビネットは、典型的に、クリールフレーム3の前側の下に配置されている。
【0022】
図1の駆動および張力制御アセンブリ13は、繊維が、使用パッケージ5から巻き出されると、張力モニタリング制御を提供する。繊維が、使用パッケージ5から巻き出されると、駆動および張力制御アセンブリ13に達する前は、繊維は所定のパスに従う。このパスは、実際可能なときは常に、駆動および張力制御アセンブリ13に達する前に、意図しない張力が、エラストマー糸に加わるのを最小限にするように構成されているのが好ましい。このパスは、著しい曲がりがなく、比較的直線であるのがより好ましい。
【0023】
図2は、本発明の第1の実施形態の後面斜視図である。図2に示すとおり、クリールシステム1のクリールフレーム3は、好ましくはインライン配向の単一マンドレル7または円柱ロッドを備えた各パッケージ5、6を支持している。各マンドレル7は、マンドレルサポートアセンブリ4により、クリールフレーム3に取り外し可能に取り付けられている。マンドレル7の直径は、パッケージ5、6のオープンコア8の直径より小さく、パッケージ5、6は、マンドレル7をスライドさせて、OETO法により、糸または繊維を使用パッケージ5から巻き出せるようになっている。
【0024】
さらに、図2に、マンドレル7の内部が、パッケージ交換具(図示せず)を挿入できるように構成されていて、繊維を使用パッケージ5から巻き出しながら、少なくとも1つの交換パッケージ6を各マンドレル7に位置決めして装着することができることが示されている。例えば、これは、マンドレル7に空洞を作製することにより、達成される。さらに、コンパクトなクリールシステム1には、トレー9が含まれ、使用パッケージ5の使用済みコア8を後に廃棄するためにキャッチすることができる。さらに、図2に、クリールフレーム3に取り付けられ、コンパクトなクリールシステム1に駆動ロールおよび張力制御性能を与える駆動および張力制御アセンブリ13を示す。
【0025】
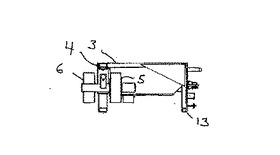
図3は、図2の円形領域17の拡大部分斜視図である。特に、図3は、マンドレル7が、どのようにしてクリールに支持され、マンドレルサポートアセンブリ4の可動上部クランプ10の位置の可変の調節により定位置に保持されるかを示している。マンドレルサポートアセンブリ4は、ホルダ22、可動上部クランプ10、サムスクリュー11およびラッチ12をさらに含む。ホルダ22は、マンドレル7を支持するように構成されている。可動上部クランプ10は、マンドレル7をホルダ22の定位置に保持するように構成されていて、上部クランプ10が動くようにスロットがある。サムスクリュー11は、締めると、可動上部クランプ10を所望の位置に固定するように構成されている。ラッチ12は、サポートアセンブリ4を定位置に保持するように構成されている。
【0026】
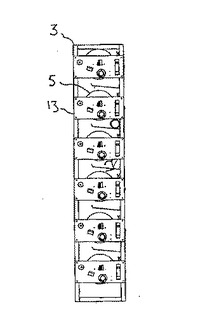
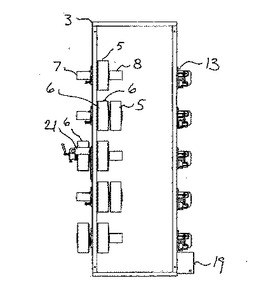
図4および図5は、それぞれ、コンパクトなクリールシステム1の側面図と正面図である。特に、図5は、6つのマンドレル7を有するサポートフレーム3を示しており、各マンドレルは、使用パッケージ5および交換パッケージ6のうち少なくとも1つを保持している。さらに、図5は、クリールフレーム3に装着された6つの駆動および張力制御アセンブリ13を示している。さらに、パッケージ交換具(図示せず)は、新しい交換パッケージ6をマンドレル7に位置決めして装着する間、パッケージ5、6を支持する。使用パッケージ5を同じマンドレル7で巻き出しながら、交換パッケージ6を装着する方法および装置は後述してある。
【0027】
図6は、図4および図5に示すコンパクトなクリールシステム1の平面図である。図示するとおり、コンパクトなクリールシステム1は、単一のコンパクトなクリールとして構成されている。変形実施形態において、コンパクトなクリールシステム1は、大きな複合体システムを画定する多数の単一のコンパクトなクリールシステムの組み合わせを含んでいてもよい。本発明の全ての実施形態において、サポートフレーム3、パッケージ5、6、マンドレル7ならびに駆動および張力制御アセンブリ13は、協働して、コンパクトなクリールシステム1を提供する。これで、繊維グループまたは糸の糸張力を増大、維持または減少させることのうち少なくとも1つにより、繊維グループの正味の張力または1本の繊維の張力をモニタおよび調節して、コンパクトなクリールシステムの操作に均一性および効率の向上を提供する方法がなされる。さらに、本発明のコンパクトなクリールは、交換パッケージを、使用パッケージが巻き出されている同じマンドレルに装着できるようにすることによって、巻き出しと繊維の分配の連続操作を行う。
【0028】
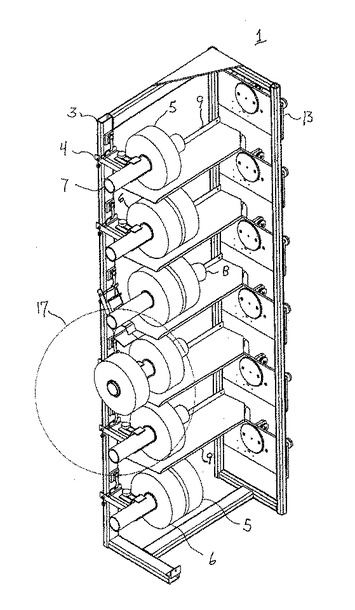
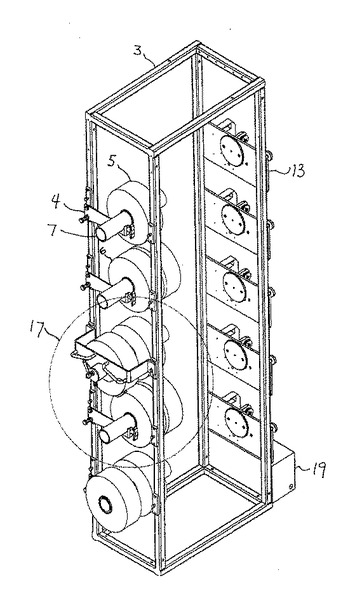
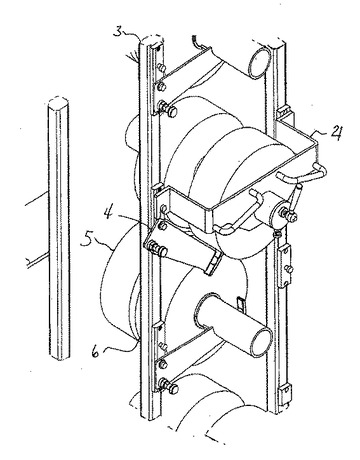
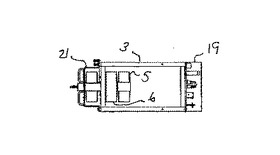
図7は、本発明の第2の実施形態の正面斜視図である。図7に示すとおり、クリールシステム1のフレーム3は、好ましくはインライン配向の単一マンドレル7または円柱ロッドを備えた各パッケージ5、6を支持している。マンドレル7の直径は、パッケージ5のオープンコア8の直径より小さく、パッケージ5、6が、マンドレル7をスライドさせて、OETO法により、糸または繊維を使用パッケージ5から巻き出せるようになっている。
【0029】
さらに、マンドレル7の内部は、パッケージ交換具21が挿入できるように構成されていて、繊維を使用パッケージ5から巻き出しながら、少なくとも1つの交換パッケージ6を各マンドレル7に位置決めして装着することができる。例えば、これは、マンドレル7に空洞を作製することにより、達成される。さらに、コンパクトなクリールシステム1には、トレー9(図示せず)が含まれ、使用パッケージ5の使用済みコア8を後に廃棄するためにキャッチすることができる。
【0030】
さらに、図7に、フレーム3に取り付けられ、コンパクトなクリールシステム1に駆動ロールおよび張力制御性能を与える駆動および張力制御アセンブリ13を示す。駆動および張力制御アセンブリ13は、駆動テイクオフロール、ガイドロール、張力センサ、プリテンショナガイドロール、モータおよび張力コントローラ装置をさらに含む。任意選択的に、運動センサ(図示せず)および破断センサ(図示せず)が含まれていてもよい。駆動および張力制御アセンブリ13は、各マンドレルに提供されている。フレームは、多数のマンドレルを支持することができる。駆動および張力コントローラアセンブリ13は、さらに、グラフィカルディスプレイ、キーパッドまたは個々のキーおよびアラームライトを含んでいてもよい。駆動および張力制御アセンブリ13のさらなる詳細については後述する。電子キャビネット19は、駆動および張力制御アセンブリ13を支持するための追加の回路および配線を含んでいる。例えば、図7に示すとおり、電子キャビネット19は、クリールフレーム3の前側の下に配置されている。
【0031】
図7の駆動および張力制御アセンブリ13は、繊維が、使用パッケージ5から巻き出されると、張力モニタリング制御を提供する。繊維が、使用パッケージ5から巻き出されると、駆動および張力制御アセンブリ13に達する前は、繊維は所定のパスに従う。このパスは、実際に可能なときは常に、駆動および張力制御アセンブリ13に達する前に、意図しない張力が、エラストマー糸に加わるのを最小限にするように構成されているのが好ましい。このパスは、著しい曲がりや角がなく、比較的直線であるのがより好ましい。
【0032】
図8は、本発明の第2の実施形態の後面斜視図である。図8に示すとおり、クリールシステム1のフレーム3は、好ましくはインライン配向の単一マンドレル7または円柱ロッドを備えた各パッケージ5を支持している。各マンドレル7は、マンドレルサポートアセンブリ4により、クリールフレーム3に取り外し可能に取り付けられている。マンドレル7の直径は、パッケージ5、6のオープンコア8の直径より小さく、パッケージ5、6が、マンドレル7をスライドさせて、OETO法により、糸または繊維を使用パッケージ5から巻き出せるようになっている。
【0033】
さらに、図8に、マンドレル7の内部は、パッケージ交換具21が挿入できるように構成されていて、繊維を使用パッケージ5から巻き出しながら、少なくとも1つの交換パッケージ6を各マンドレル7に位置決めすることができることが示されている。例えば、これは、マンドレル7に空洞を作製することにより、達成される。さらに、コンパクトなクリールシステム1には、トレー9(図示せず)が含まれ、使用パッケージ5の使用済みコア8を後に廃棄するためにキャッチすることができる。さらに、図8に、フレーム3に取り付けられ、コンパクトなクリールシステム1に駆動ロールおよび張力制御性能を与える駆動および張力制御アセンブリ13を示す。
【0034】
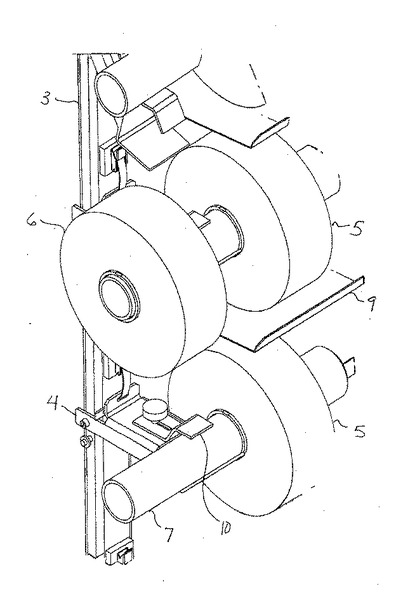
図9は、図8の円形領域17の拡大部分斜視図である。特に、図9は、マンドレル7が、どのようにしてクリールに支持され、マンドレルサポートアセンブリ4により定位置に保持されるかを示している。マンドレルサポートアセンブリ4は、ロックピン26を操作することにより外れる。特に、マンドレルサポートアセンブリ4は、図10に示すとおり、半円形運動により下方に振り離される。マンドレルサポートアセンブリ4が、振られて外れる(すなわち、旋回する)と、パッケージ交換アセンブリ21が、マンドレル7およびパッケージ5、6を支持する。これによって、交換パッケージ6および使用パッケージ5を、マンドレル7上で前方に動かし、使用済みコア8を取り出すことができる。新しい交換パッケージ6の繊維の先端を、使用パッケージ5または新しい交換パッケージの前方に位置する追加の交換パッケージの繊維の末端に取り付けることができる。交換パッケージを位置決めして装着する方法の詳細は後述する。
【0035】
さらに、図10に示すとおり、マンドレル7は、マンドレル7の管の長手方向軸に垂直に位置決めされたスロットを有していて、マンドレル7が、マンドレルサポートアセンブリ4のマンドレルサポートバー22に装着されると、パッケージ5、6を定位置に保持することができる。その上、図9および10に示すとおり、マンドレルサポートアセンブリ4は、マンドレルサポートバー22、マンドレルサポートバーボルト23、ピボットスタッド26をさらに含む。さらに、パッケージ交換具21は、マンドレルコアホルダ24、ハンドル28およびコントロールハンドル30をさらに含む。
【0036】
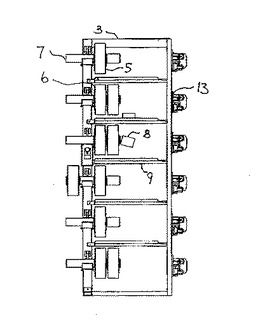
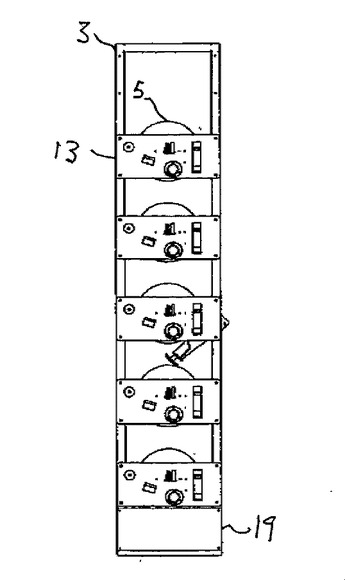
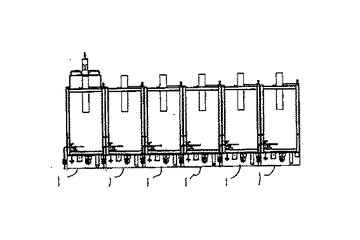
図11および図12は、それぞれ、コンパクトなクリールシステム1の側面図と正面図である。特に、図12は、5つのマンドレル7を有するクリールフレーム3を示しており、各マンドレルは、使用パッケージ5および交換パッケージ6のうち少なくとも1つを保持している。図12のクリールフレーム3は、完全に装着されると、6つまでのマンドレルと6つの駆動および張力制御アセンブリ13を保持することができる。さらに、図11および12に、パッケージ交換具21を示す。これは、クリールのマンドレル7に装着するための、少なくとも1つの新しい交換パッケージ6の位置決めおよび装着中に、パッケージ5、6を支持する。使用パッケージ5を同じマンドレル7で巻き出しながら、交換パッケージ6を装着する方法および装置については後述する。
【0037】
図13は、図11および図12に示すコンパクトなクリールシステム1の平面図である。図示するとおり、コンパクトなクリールシステム1は、単一のユニットとして構成されている。代替の実施形態において、コンパクトなクリールシステム1は、大きな複合体クリールシステムを画定する多数の単一のコンパクトなクリールシステムの組み合わせを含んでいてもよい。本発明の全ての実施形態において、クリールフレーム3、パッケージ5、6、マンドレル7ならびに駆動および張力制御アセンブリ13は、協働して、コンパクトなクリールシステム1を提供する。これで、繊維グループまたは糸の糸張力を増大、維持または減少させることのうち少なくとも1つにより、繊維グループの正味の張力または1本の繊維の張力をモニタおよび調節して、コンパクトなクリールシステムの操作に均一性および効率の向上を提供する方法がなされる。さらに、本発明のコンパクトなクリールは、交換パッケージを、使用パッケージが巻き出されている同じマンドレルに装着できるようにすることによって、巻き出しと繊維の分配の連続操作を行う。
【0038】
本発明の両実施形態のコンパクトなクリールシステム1を操作する例示の方法は、a)使用パッケージ5および交換パッケージ6を、それぞれのマンドレル7に配置する工程と、b)各交換パッケージ6の繊維の先端を、同じマンドレル7に位置する対応の使用パッケージ5の繊維の末端に結ぶ工程と、c)各使用パッケージ5の繊維の先端を、各マンドレル7に対応する駆動アセンブリ13の各スタティックガイド27およびプリテンショニングガイドロール29に通し、次に、繊維の張力を所定の張力範囲内に制御するように構成された駆動および張力制御アセンブリ13の駆動ロール25周囲の270°以下のラップを通して指向させ、巻き取り装置(すなわち、図1には図示されていないが、典型的には、巻き出し機を出る際に最初に繊維と係合する製造プロセスの要素である駆動ロールまたは1組の駆動ロール)により繊維を係合させる工程と、d)使用パッケージ5を巻き出す速度を制御して、所望の繊維の伸び(すなわち、延伸)を得る工程と、e)使用済みになる前に、各使用パッケージ5を、新しい使用パッケージ5となる交換パッケージ6と交換する工程とを含む。
【0039】
特に、必要に応じて、工程a)〜e)を繰り返すと、コンパクトなクリールシステム1の連続操作が行える。クリールシステム1のコンパクトなサイズによって、省スペースで多数のヤーンを分配でき、従来技術のクリールシステムに比べて、製造床面積の占有が減じる。
【0040】
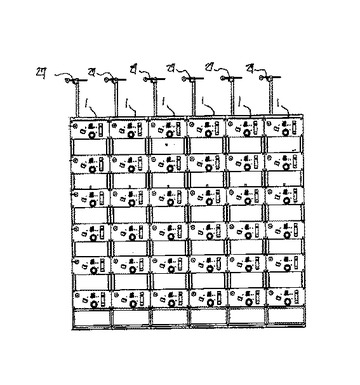
図14は、結合すると大きめのコンパクトな繊維供給または分配システムを形成する、本発明の多数のコンパクトなクリールシステム1の正面図である。各コンパクトなクリールシステム1は、張力を制御した繊維を製造プロセスに指向するための多数のアイドラアセンブリ27を含む。図15は、図14に示す多数のコンパクトなクリールの平面図である。
【0041】
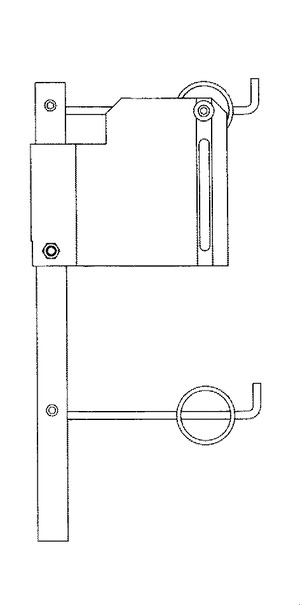
図16は、本発明の第1の実施形態のためのパッケージ交換アセンブリ21の例示の正面斜視図である。図17は、図16に示すパッケージ交換アセンブリの正面図である。図18は、図16に示すパッケージ交換アセンブリの側面図である。図19は、本発明の第1の実施形態のためのパッケージ交換アセンブリの他の例示の正面斜視図である。図17、図18および図19に示すとおり、マンドレルサポートアセンブリ4は、マンドレルサポートバー22をさらに含み、マンドレルサポートボルト23により定位置に保持されている。マンドレルサポートバー22は、マンドレル7をクリールの定位置に保持するために、マンドレル7の各側で水平スロット36を通過する。
【0042】
また、図17、図18および図19に示すとおり、パッケージ交換具21は、マンドレルサポートバー22、マンドレルコアホルダ24A、ピボットスタッド26およびハンドル28をさらに含む。ピボットスタッド26は、パッケージ交換具21の左下を通って、クリールフレーム3に取り付けられている。パッケージ交換アセンブリの本実施形態により、使用パッケージを巻き出しながら、マンドレル7の少なくとも1つの交換パッケージ6を位置決めして装着する例示の方法については、後述してあり、図30のフロー図に示されている。
【0043】
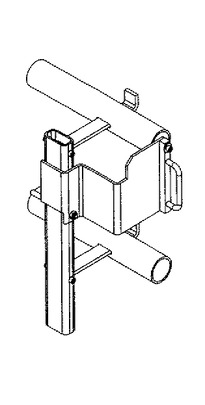
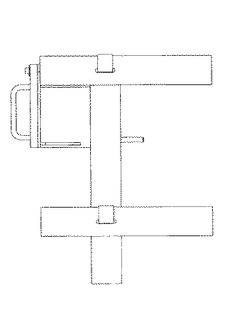
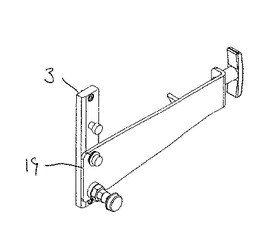
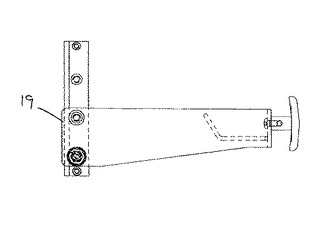
図20は、本発明の第2の実施形態のパッケージ交換アセンブリ21の例示の正面斜視図である。図21は、図20に示す本発明の第2の実施形態のパッケージ交換アセンブリ21の正面図である。図22は、図20に示すパッケージ交換アセンブリ21の平面図である。
【0044】
また、図20、図21および図22に示すとおり、パッケージ交換具21は、マンドレルコアホルダ24A、ハンドル28、コントロールハンドル30、カラー32およびカム38をさらに含む。パッケージ交換アセンブリの本実施形態により、使用パッケージを巻き出しながら、マンドレルの少なくとも1つの交換パッケージを位置決めする例示の方法については、後述してあり、図31のフロー図に示されている。
【0045】
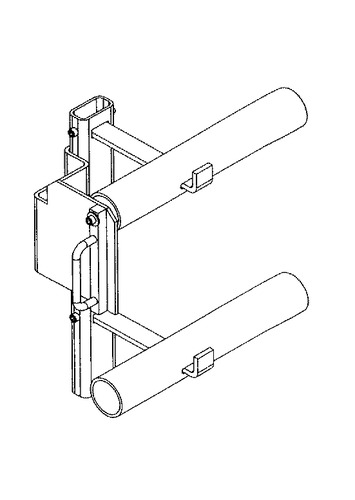
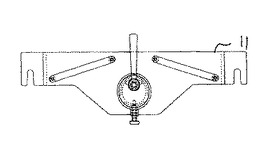
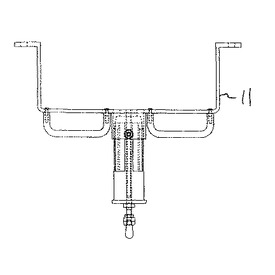
図23は、本発明の第2の実施形態のマンドレルサポートアセンブリ4の例示の斜視図である。図24および図25は、それぞれ、図23の正面図および平面図である。また、図23、図24および図25に示すとおり、マンドレルサポートアセンブリ4は、マンドレルサポートバー22、マンドレルサポートバーボルト23、マンドレルコアホルダ24B、ピボットスタッド26およびハンドル34をさらに含む。ピボットスタッド26は、マンドレルサポートアセンブリ4の左下を通って、クリールフレーム3に取り付けられている。また、ピボットスタッド26は、サポートバー22を定位置に保持するロックピンである。
【0046】
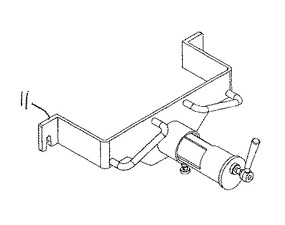
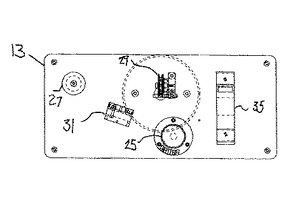
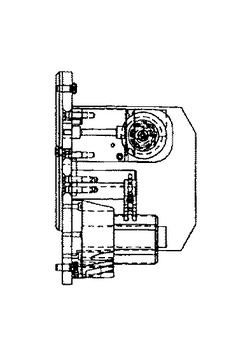
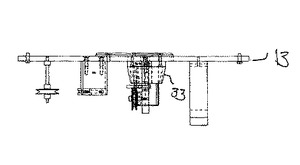
図26は、本発明の両実施形態の駆動アセンブリ13の例示の正面斜視図である。図27は、図26に示す駆動アセンブリの正面図である。特に、図26は、張力制御アセンブリ13の単一糸駆動の例示の斜視図である。図27に示すとおり、駆動および張力制御アセンブリ13は、駆動テイクオフロール25、ガイドロール27、プリテンショニングガイドロール29、張力センサ31、可変速モータ33および張力コントローラ装置35を含む。任意選択的に、運動センサおよび破断センサ(図示せず)が含まれていてもよい。張力コントローラ装置35は、グラフィカルディスプレイ、キーパッドまたは個々のキーおよびアラームライトをさらに含む。図28は、図26に示す駆動および張力制御アセンブリ13の側面図である。図29は、図26に示す駆動および張力制御アセンブリ13の平面図である。
【0047】
好ましい実施形態によれば、ユーザーは、張力コントローラ装置35に糸を直接与えるために維持すべき所望の張力範囲を入力する。張力コントローラ装置は、糸張力を表す張力センサ31から入力信号を受け取る。張力コントローラ装置35は、これらの入力信号を用いて、駆動テイクオフロール25から出てくる糸の張力レベルが、所望の張力範囲内であるため、維持できているか、または、張力を増減すべき必要があるかどうか判断する。駆動および張力制御アセンブリ13の可変速モータ33は、張力コントローラ装置35が、張力センサ31から受け取った信号に基づいて、正味の張力が所望の範囲外であることを示す信号を出力するまで、速度を維持する。張力センサ31からの出力信号は、製造プロセスからの入力信号を上書きし、速度が所望の範囲内になるまで、駆動および張力制御アセンブリ13の可変速モータ33の速度を変更する。すなわち、可変速モータ33の速度を調節して、巻き出し中または糸供給プロセスに生じる張力の変動を是正する。
【0048】
表1に、パッケージとスタティックガイドとの間の距離dを、約0.25〜0.81メートルの距離にわたって変えて、センサで測定した糸ライン張力変動の例を示す。これらの糸ライン張力変動は例であり、これらを用いて、本発明にとって所望または所定の範囲の張力を決める。
【0049】
【表1】
【0050】
表1によれば、糸ライン張力(平均範囲か最大張力で示されている)は、パッケージとスタティックガイドとの間の距離が長くなるにつれて、減少することが分かる。表に示されていない最低張力は、約0.6〜1.4グラムの範囲である。意外にも、約0.41メートルの最低距離があり、それより短いと、張力の絶対レベルおよび張力変動(例えば、最大張力対距離をプロットすることにより観察される)が、許容できないほど高レベルまで上がることが知見された。これは、通常、平均範囲張力が比較的急に増大した後に、糸ライン破断が生じることにより特定可能である。
【0051】
張力コントローラ装置35が、駆動テイクオフロール25の後の糸張力が高すぎると判断すると、張力コントローラ装置35は、モータ33の速度を上げる。或いは、張力コントローラ装置35が、駆動テイクオフロール25の後の糸張力が低すぎると判断すると、張力コントローラ装置35は、モータ33の速度を下げる。
【0052】
上述したとおり、駆動および張力制御アセンブリ13は、モータ33の適切な速度を決めるにあたって、製造プロセス装置からの信号および張力センサ31からの信号を見るように構成してもよい。代替の実施形態において、製造プロセスの駆動および張力制御アセンブリ13は、モータ33の適切な速度を決めるにあたって、張力センサ31からの信号(すなわち、張力フィードバック信号)のみを見るように構成してもよい。さらに、大きなコンパクトなクリールシステムは、モータ33の適切な速度を決める、システム全体に位置決めされた多数のセンサを含んでいてもよい。
【0053】
好ましい実施形態によれば、モータ33の速度は、外部の製造処理システム(例えば、おむつ製造機)からの入力を受け取ることなく制御される。すなわち、モータ速度は、張力センサ31により検出される張力フィードバックのみに基づいていて、張力コントローラ装置35により認識される。
【0054】
また、駆動テイクオフロール25に達する前に、糸が緩む可能性を減じるために、プリテンショナを、プリテンショナガイドロール29に用いてもよい。従来技術のプリテンショナは、糸とプリテンショナとの間の摩擦に頼って、糸供給システムにおいて張力を維持し、糸の緩みを避けている。しかしながら、かかる摩擦型プリテンショナは、タックが問題のエラストマー糸には適用できない。従って、プリテンショナガイドロール29は、プリテンショナガイドロール29の回転の速度を下げるプリテンショナを用いる。プリテンショナガイドロール29の好ましい実施形態において、磁石をプリテンショナガイドロール29およびガイドロールに連結される材料の近傍に位置決めする。ガイドロールに連結される材料は、例えば、鋼等の鉄類である。磁力によって、プリテンショナガイドロール29の回転速度が下がって、張力が維持され、摩擦力に頼ることなく、糸の緩みがなくされる。
【0055】
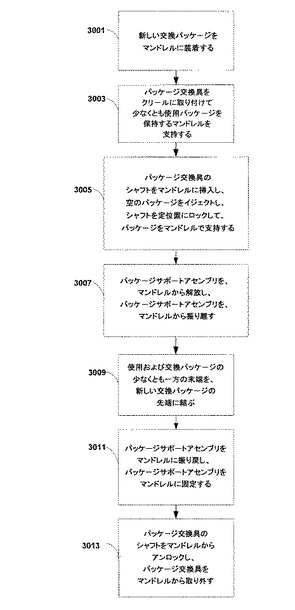
図30に、本発明の第1の実施形態による、使用パッケージを巻き出しながら、少なくとも1つの新しい交換パッケージをクリールのマンドレルに位置決めして装着する方法の例示のフロー図を示す。図30の工程3001において、新しい交換パッケージ6は、使用パッケージ5および交換パッケージ6の少なくとも一方に隣接するマンドレル7をスライドさせる。工程3003において、新しい交換パッケージ6の繊維の先端を、使用パッケージ5の繊維の末端に結ぶ。工程3005において、パッケージ交換具21のエンドピボットスタッド26を、クリールフレーム3に挿入する。工程3005において、マンドレルコアホルダ24を、マンドレル7のコアの内側の開口部と並べ、マンドレルコアホルダ24が、マンドレル7と完全に係合するまで、マンドレル7の内側に押し込む。工程3007において、マンドレルサポートバー22の端部が、マンドレルサポートボルト23から解放されるまで、パッケージ交換具21は、マンドレル7、マンドレルサポートバー22およびパッケージ5、6を、少なくとも10°上方に旋回させる。工程3008において、パッケージ交換具21、マンドレルおよびパッケージを、少なくとも10°上方に旋回させて、マンドレルサポートボルトを解放する。工程3009において、マンドレルサポートバー22は、マンドレル7のスロット26を通して、クリールフレーム3から取り外される。工程3011において、パッケージ交換具21がクリールフレーム3と接触し、それと位置合わせされるまで、パッケージ交換具21、マンドレル7およびパッケージ5、6を、旋回させて戻す。工程3013において、少なくとも、交換パッケージ6が使用パッケージ5と接触するまで、交換パッケージ6は、マンドレル7をスライドさせ、必要に応じて、使用済みコア8が、マンドレル7の端部から取り出されるまで、交換パッケージ6は、マンドレルをさらにスライドさせる。工程3015において、マンドレルサポートバー22を、マンドレル7のスロット26を通して、クリールフレーム3のサポートバースロットへ再挿入する。工程3017において、パッケージ交換具21、マンドレル7およびパッケージ5、6を、少なくとも10°上方に旋回させる。工程3019において、マンドレルサポートバー22が、マンドレルサポートバーボルト23と位置合わせされるまで、マンドレルサポートバー22をクリールフレーム3に押し込む。工程3021において、パッケージ交換具21、マンドレル7およびパッケージ5、6を、通常の操作位置まで戻すように旋回させる。工程3023において、ピボットスタッド26およびマンドレルコアホルダ24が、それぞれ、クリールフレーム3およびマンドレル7から解放されるまで、外側に引っ張ることにより、パッケージ交換具21を取り外す。
【0056】
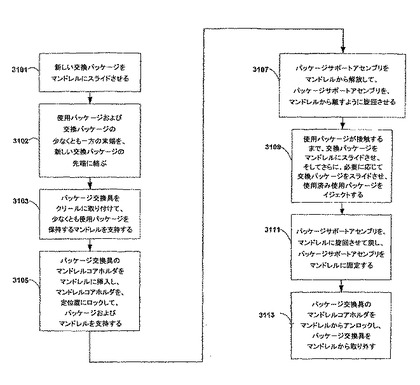
図31に、本発明の第2の実施形態による、使用パッケージを巻き出しながら、クリールに装着するために、少なくとも1つの新しい交換パッケージをマンドレルに位置決めして装着する方法の例示のフロー図を示す。図31の工程3101において、新しい交換パッケージ6は、使用パッケージ5および交換パッケージ6の少なくとも一方に隣接するマンドレル7をスライドさせる。工程3102において、使用パッケージ5および交換パッケージ6のうち少なくとも1つの繊維の末端を、新しい交換パッケージ6の繊維の先端に結ぶ。工程3103において、パッケージ交換具21をクリールに取り付けて、使用パッケージ5および交換パッケージ6のうち少なくとも1つを保持するマンドレル7を支持する。工程3105において、パッケージ交換具21のマンドレルコアホルダ24をマンドレル7に挿入し、マンドレルコアホルダ24を、定位置にロックして、パッケージ5、6をマンドレル7で支持する。工程3107において、パッケージサポートアセンブリ4は、マンドレルから外されて、マンドレルから振り離される(すなわち、旋回する)。工程3109において、使用パッケージ5および交換パッケージ6のうち少なくとも1つが接触するまで、交換パッケージ6を、マンドレル7に沿ってスライドさせ、必要に応じて、使用済みコア8が、取り出されるまで、新しい交換パッケージ6を、さらにスライドさせる。工程3111において、パッケージサポートアセンブリ4が再接続されて、マンドレル7をサポートおよび固定する。工程3113において、パッケージ交換具21のマンドレルコアホルダ24が、マンドレル7からアンロックされ解放され、パッケージ交換具21が、マンドレル7から取り外される。
【0057】
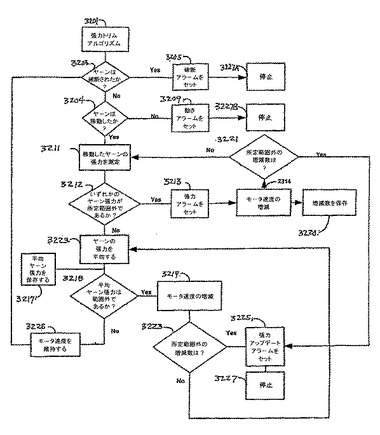
図32に、本発明の糸または繊維張力をモニタする方法の張力トリムアルゴリズム3201のためのフロー図を示す。図32の工程3203において、糸または繊維のいずれかが破断されたか判断される。破断した糸または繊維が検出されると、BREAK ALARM(破断アラーム)が工程3205においてセットされ、張力トリムアルゴリズム3201が工程3227Aで停止される。
【0058】
破断した糸または繊維が工程3203で検出されない場合には、図32の工程3204で、糸または繊維が動いたか判断される。糸または繊維が動かないときは、MOTION ALRAM(動きアラーム)が工程3209でセットされ、張力トリムアルゴリズム3201が、工程3227Bで停止する。糸または繊維が動いたときは、動いた糸または繊維の張力を、工程3211で測定する。
【0059】
図32の工程3212において、個々の糸または繊維のいずれかが、所定範囲外の張力を有しているか判断される。所定範囲は、上記の表1〜表5に開示された平均範囲張力と最大張力のうち少なくとも1つにより定義されるのが好ましい。あるいは、張力の許容される所定範囲を、糸供給処理システムで用いてもよい。張力の範囲外の値が検出されると、TENSION ALARM(張力アラーム)が、工程3213でセットされる。
【0060】
範囲外の張力が、所定範囲より高いか低いかに従って、モータ速度を、それぞれ、工程3214で増減する。アルゴリズムにわたるモータ速度の増減数は、工程3220で保存される。個々の糸または繊維張力が範囲外の値のときは、工程3220で保存された増/減工程の数が、補正閾値を超えるかどうかが、工程3218で判断される。
【0061】
範囲外の張力値が、個々の糸または繊維について検出されないときは、多数の糸または繊維の張力についての平均値を、図32の工程3215において求める。また、糸または繊維張力の平均値は、工程3217で保存される。
【0062】
図32の工程3218において、糸または繊維の張力についての平均値が、所定範囲外であるか判断される。所定範囲は、表1に開示されているとおり、平均範囲張力と最大張力のうち少なくとも1つにより定義されるのが好ましい。糸または繊維張力の平均値が、範囲外の値のときは、工程3220で前に保存された増減工程の数が、補正閾値を超えるかどうか、工程3223で判断される。
【0063】
補正閾値は、初期設定で、トリム張力アルゴリズム3201に入力される所定の値であり、リアルタイムでアップデートされる。所定の値は、オペレータの介入が示唆される前に、アルゴリズムにより可能とすべき補正の最大数である。補正閾値の所定の値についての値は、閾値を超えると判断された減少数および増加数について異なる。
【0064】
補正閾値が、増減の数のいずれか、または両方を超えたときは、TENSION UPDATE(張力アップデート)アラームが、工程3225でセットされ、張力トリムアルゴリズム3201が、工程3227Cで停止する。張力トリムアルゴリズム3201が、上述した工程3227A、3227Bまたは3227Cのいずれかで停止されるとき、オペレータは、装置のアラーム状態を読み取って、プロセスに介入し、それを補正するための適切な措置を取ることができる。
【0065】
糸または繊維張力の平均値が範囲外でないときは、工程3221に示されるとおり、モータ速度を維持して、工程3203に戻って、上述したトリム張力モニタリングアルゴリズムを繰り返す。
【0066】
本発明の前述の記載は、例示と説明であって、包括的なものではなく、開示された形態そのものに本発明を限定するものではない。上記の教示に照らして、変更および変形が可能であり、本発明の実施によって行われ得る。本発明の範囲は、特許請求の範囲およびその等価物により規定される。
【0067】
前述の図面には、エラストマー糸を、おむつや繊維製造機等の製造プロセスに供給するのに用いる特定のコンパクトなクリールシステムが示されている。しかしながら、本発明は、図示したクリールシステムの構成に限定されるものではないと考えられる。以下に限定されるものではないが、少なくとも、(1)供給されている糸の数、(2)支持されているパッケージのタイプ、(3)ガイドおよびラックフレーム部材の位置および使用、および(4)駆動および張力制御システムの数およびタイプをはじめとする様々な方法で示されたクリールシステムとたとえ異なっていても、代替の巻き出しシステムも本発明の範囲内に含まれる。特に、本発明は、製造プロセスに導入されている糸の張力の変動を最小限にするために、エラストマー糸またはその他のタイプの糸の張力をモニタし制御するのが望ましいクリールシステムで用いるのに好適である。
【0068】
また、図面には、パッケージを巻き出すのにOETO法を用いる特定のコンパクトなクリールシステムが例示されているが、本発明は、OETO法を用いないクリールシステムでの使用にも等しく好適であるものと考えられる。特に、本発明は、張力モニタリングおよび張力調節システムを用いて、エラストマー糸またはその他のタイプの糸を用いる糸処理システムの効率および/または品質を高めることのできる全てのクリールシステムに適用される。
【0069】
さらに、好ましいおよびその他の例示の実施形態の説明によれば、おむつ製造システムの形態の製造処理にエラストマー糸を提供するのに、本発明を適用することができる。特に、おむつの脚の開放端近傍に存在するゴムバンド部分に用いるエラストマー糸を供給する用途に用いるのが好ましい。本発明は、おむつ製造環境について記載しているが、かかる記載は、限定されるものではなく、例示のために過ぎない。この説明を読めば、当業者であれば、エラストマー糸を利用する任意の他の製造プロセスに用いるのに、本発明が等しく好適であることが分かるであろう。
【0070】
さらに、本発明の僅かな例示の実施形態をこの開示内容で詳細に記載してきたが、この文献を検討する当業者であれば、これらの実施形態(例えば、ラックシステム、ガイドシステム、駆動システムおよび制御システムのタイプ、様々な要素および装着構成のサイズ、構造、形状および割合、ならびに組み合わせおよび形状の点での材料の使用)において、本発明の新規な教示および利点から著しく逸脱せずに、多くの変更が可能であることが容易に理解できるであろう。
【0071】
さらに、プロセスまたは方法工程の順番または順序を、代替の実施形態に応じて変えたり、並べなおしたりしてもよい。いずれのミーンズ・プラス・ファンクション節も、挙げた機能を実施するものとして本明細書に記載される構造と、そして構造的な等価物ばかりでなく、等価の構造も包含することを意図する。他の代替、変更、変形および省略を、好ましい他の例示の実施形態の設計、操作構成および配置で、本明細書に記載した本発明の趣旨から逸脱せずに行ってもよい。
【図面の簡単な説明】
【0072】
【図1】本発明の第1の実施形態の正面斜視図である。
【図2】本発明の第1の実施形態の後面斜視図である。
【図3】図2の円形領域17の拡大部分斜視図である。
【図4】本発明の第1の実施形態の側面図である。
【図5】本発明の第1の実施形態の正面図である。
【図6】本発明の第1の実施形態の平面図である。
【図7】本発明の第2の実施形態の正面斜視図である。
【図8】本発明の第2実施形態の後面斜視図である。
【図9】図8の円形領域17の拡大部分右側斜視図である。
【図10】図8の円形領域17の拡大部分左側斜視図である。
【図11】本発明の第2の実施形態の側面図である。
【図12】本発明の第2の実施形態の正面図である。
【図13】本発明の第2の実施形態の平面図である。
【図14】結合すると繊維供給システムを形成する、本発明の多数の単一マンドレルクリールの正面図である。
【図15】結合すると繊維供給システムを形成する、多数の単一マンドレルクリールの平面図である。
【図16】本発明の第1の実施形態のためのパッケージ交換アセンブリの例示の正面斜視図である。
【図17】図16に示すパッケージ交換アセンブリの正面図である。
【図18】図16に示すパッケージ交換アセンブリの側面図である。
【図19】本発明の第1の実施形態のためのパッケージ交換アセンブリの他の例示の正面斜視図である。
【図20】本発明の第2の実施形態のパッケージ交換アセンブリの例示の斜視図である。
【図21】本発明の第2の実施形態のパッケージ交換アセンブリの正面図である。
【図22】図20に示すパッケージ交換アセンブリの平面図である。
【図23】本発明の第2の実施形態のパッケージサポートアセンブリの例示の斜視図である。
【図24】図23に示すパッケージサポートアセンブリの正面図である。
【図25】図23に示すパッケージサポートアセンブリの平面図である。
【図26】本発明の両実施形態の駆動および張力制御アセンブリの例示の正面斜視図である。
【図27】図26に示す駆動および張力制御アセンブリの正面図である。
【図28】図26に示す駆動および張力制御アセンブリの側面図である。
【図29】図26に示す駆動および張力制御アセンブリの平面図である。
【図30】本発明の第1の実施形態による、使用パッケージを巻き出しながら、少なくとも1つの新しい交換パッケージをクリールのマンドレルに位置決めして装着する方法の例示のフロー図を示す。
【図31】本発明の第2の実施形態による、使用パッケージを巻き出しながら、少なくとも1つの新しい交換パッケージをクリールのマンドレルに位置決めして装着する方法の例示のフロー図を示す。
【図32】本発明の糸または繊維張力をモニタする方法のための張力トリムアルゴリズムのためのフロー図を示す。
【技術分野】
【0001】
本発明は、糸分配システムまたは繊維巻き出し装置に関し、特に、下流繊維製造プロセスまたは装置に、糸または繊維を連続的に分配するためのコンパクトなクリールシステムまたは装置に関する。
【0002】
(関連出願の相互参照)
本出願は、2005年10月11日出願の仮特許出願第60/724,796号明細書の優先権の利益を主張する。
【背景技術】
【0003】
クリールは、背景技術において周知であり、糸、繊維またはヤーンを、織機やおむつ製造機等の関連の製造装置に分配するためのパッケージを支持する(注:「糸」、「繊維」および「ヤーン」という用語は、この文書全体にわたって区別せずに用いられる)。製造プロセスにおいて、クリールで円柱状マンドレル(すなわち、「パッケージ」)からヤーンを巻き出す最も一般的な方法は、「ローリングテイクオフ」(RTO)法と呼ばれるものである。RTO法においては、使用パッケージが使用済みになったら、空の円柱状マンドレルを取り外して、新しいまたは交換パッケージを取り付ける。RTO法において、空のマンドレルを取り外す工程では、一般的に、製造プロセスをシャットダウンする必要がある。製造プロセスのこのシャットダウンは、RTO法を用いた製造ラインでの非生産的なダウンタイムという問題となる。
【0004】
上述したRTO法に対し、オーバーエンドテイクオフ(OETO)法だと、製造プロセスの連続操作が可能となる。OETO法では、使用パッケージに巻き付けた繊維の末端を、交換パッケージに巻き付けた繊維の先端に取り付ける。使用パッケージが完全に使用済みとなったら、製造プロセスを中断せずに、交換パッケージが新しい使用パッケージになる。このようにして、繊維が製造プロセスに連続的に供給される。
【0005】
従来技術のクリールには、OETO法を利用するために、様々な水平および垂直配置のパッケージが提供されてきた。例えば、米国特許公報(特許文献1)および米国特許公報(特許文献2)には、関連の製造プロセスに供給するために対で構成されたヤーンパッケージの水平配置が開示されている。米国特許公報(特許文献3)、米国特許公報(特許文献4)および米国特許公報(特許文献5)には、織機やおむつ製造機等の関連の製造加工機械に供給するために対で構成されたヤーンパッケージの垂直配置が開示されている。
【0006】
しかしながら、高速製造プロセスの到来と共に、束ねた2ヤーンパッケージの構成では、関連の機械に供給するのに、次第に不十分なものとなってきており、束ねた4ヤーンパッケージの配置のクリールが提供されてきている。例えば、米国特許公報(特許文献6)には、「カルーセルクリール」として一般的に知られたクリールが開示されており、これは、水平構成で束ねた4ヤーンパッケージを含んでいる。さらに、米国特許公報(特許文献7)および米国特許公報(特許文献8)には、高速製造プロセスに連続供給するために、多数のパッケージを用いるクリールが開示されている。しかしながら、多数のパッケージを扱うカルーセルおよびその他のクリールの問題は、パッケージから他の関連の機械に供給される際に、繊維の方向を何回か変えなければならないことである。繊維が方向を、特に、大きく変えるたびに、方向が変わることから張力が増大するために、繊維が破断する可能性が大幅に増大する。かかるクリールでの繊維の破断によってまた、製造プロセスが中断され、上述した非生産的なダウンタイムの問題につながる。
【0007】
多数のパッケージを用いるクリールでのさらなる問題は、クリールに提供され支持され得るヤーンパッケージのサイズに関係する。すなわち、パッケージが占める重量と空間等の実用性のために、ヤーンの量が限定される。例えば、直径12インチまでの典型的なヤーンパッケージを利用して、おむつ製造機等の高速製造プロセスに大量のヤーンが提供される。しかしながら、多数のこのサイズのパッケージでは、従来技術のクリール構造で用いると、貴重な製造床面積の多くが占有されてしまう。
【0008】
必要とされる多数のパッケージのサイズによる問題に対処するために、OETO法のための従来技術のクリールは、典型的に、互いに鋭角(すなわち、90°未満)で位置決めされた使用パッケージおよび交換パッケージにより構成されている。しかしながら、上記のとおり、このタイプの構成のOETOクリールでの問題は、製造環境においてそれらが占有する貴重な床面積である。さらに、OETO法を用いるとき、これらの従来技術のクリールで共通しているのは、糸張力が許容できないほど変動してしまうことである。
【0009】
米国特許公報(特許文献9)には、上述した張力の問題に対処して、糸または繊維の張力および供給速度を調節するために、ブレーキ部材とアクチュエータとを利用することにより、繊維を繊維機械に供給する方法が開示されている。しかしながら、米国特許公報(特許文献9)には、モータの速度を、所望の糸張力の範囲に基づいて決めて、製造プロセスの性能を改善するという、駆動ロールに可変速度電気モータを利用する概念は開示されていない。
【0010】
さらに、繊維業界で用いられる糸や繊維とは異なる独特の固有の仕上げテクスチャーを有するスパンデックス(Spandex)等のエラストマー糸または繊維を用いる製造プロセスには、電気モータ供給装置が必要とされる。これは、スパンデックスを、モータに取り付けられた駆動供給ロールと接触したままにすることができるものである。さらに、スパンデックスは、繊維業界で用いられる繊維とは異なる高い引張り強さ規格およびその他特徴を有している。例えば、繊維業界で典型的に用いられる糸または繊維は、50〜100デシテックス(1キロメートル当たりのデシグラム)の範囲に定められており、典型的に600〜1500デシテックスの範囲に定められているエラストマー糸の300〜400フィート/分という速い回転速度に比べ、パッケージから巻き出されるときに、1〜50フィート/分の遅い回転速度で操作される傾向がある。さらに、米国特許公報(特許文献9)は、スパンデックス等の高タックエラストマー糸を必要とするシステムで操作したり、それに供給したりすることに係るものではない。
【0011】
上述した問題によって、高タックエラストマー繊維を連続処理することが特に問題になっている。繊維タックおよびそれに関連した問題は、局所繊維添加剤(例えば、巻き付け前)を用いたり、パッケージを巻き出して、新しいマンドレルに再度巻き付けたりすることにより対処されてきた。しかしながら、両アプローチ共、製造プロセスに追加の費用が加わる。さらに、用途(例えば、おむつやその他パーソナルケア製品)によっては、実質的に仕上げが不要で、それゆえ、高タックを示すアズスパン糸や繊維を用いる必要がある。
【0012】
【特許文献1】米国特許第3,693,904号明細書
【特許文献2】米国特許第4,450,876号明細書
【特許文献3】米国特許第3,236,265号明細書
【特許文献4】米国特許第4,358,068号明細書
【特許文献5】米国特許第4,648,564号明細書
【特許文献6】米国特許第4,545,547号明細書
【特許文献7】米国特許第5,613,643号明細書
【特許文献8】米国特許第6,634,585号明細書
【特許文献9】米国特許第5,566,574号明細書
【発明の開示】
【発明が解決しようとする課題】
【0013】
従って、クリールについて、当該技術分野では次のようなものが必要とされている。すなわち、(1)製造プロセスを中断せずに、パッケージを交換できるもの、(2)高速製造プロセスに繊維を供給するために、比較的コンパクトなフットプリントで、多数のパッケージを保持するもの、(3)分配中、繊維の方向が変わるのを最小限にして、破断をなくし、張力を最小限にするもの、(4)高タックエラストマー繊維を、パッケージから、高速製造プロセスへと、巻き出し、供給し、分配する、迅速で、信頼性のある連続方法を提供するものである。
【課題を解決するための手段】
【0014】
本発明は、繊維が曲がったり、方向が変わったりするのを最小限にする直線のインライン分配パスを提供しながら、比較的省スペースで、多数のパッケージを収容するOETO法を用いるコンパクトなクリールである。また、本発明は、繊維供給システムにおいて張力を制御するためのシステム、装置および方法であって、パッケージからの高タックエラストマー糸または繊維を、製造プロセスに供給するための迅速かつ信頼性のある方法を提供する。さらに、本発明は、製造プロセスを中断せずに、クリールでパッケージを交換する方法および装置を提供する。特に、本発明のコンパクトなクリールでは、交換パッケージを、現在巻き出されている使用パッケージと同じマンドレルに装着することにより、巻き出しと繊維分配の連続操作ができる。
【0015】
本発明の一実施形態は、使用パッケージを巻き出しながら、少なくとも1つの新しい交換パッケージをクリールのマンドレルに位置決めし装着する方法であって、新しい交換パッケージを、使用パッケージおよび交換パッケージの少なくとも一方に隣接するマンドレルにスライドさせる工程と、新しい交換パッケージの繊維の先端を、使用パッケージおよび交換パッケージの少なくとも一方の繊維の末端に結ぶ工程と、マンドレルコアホルダおよびパッケージ交換具のエンドピボットスタッドを、それぞれ、マンドレルおよびクリールフレームに挿入する工程と、パッケージサポートアセンブリを解放して、パッケージサポートアセンブリをマンドレルから離れるように旋回させる工程と、マンドレルサポートバーの端部がマンドレルサポートボルトを解放するまで、パッケージ交換具、マンドレル、マンドレルサポートバーおよびパッケージを少なくとも10°上方に旋回させる工程と、マンドレルサポートバーを、クリールフレームおよびマンドレルのスロットから取り外す工程と、パッケージ交換具が、クリールフレームと接触し、クリールフレームと位置合わせされるまで、パッケージ交換具、マンドレルおよびパッケージを旋回させる工程と、少なくとも新しい交換パッケージが、使用パッケージおよび交換パッケージの少なくとも一方と接触するまで、交換パッケージをマンドレルにスライドさせ、そしてさらに、新しい交換パッケージをスライドさせて、古い使用パッケージの使用済みコアを、マンドレルの端部からイジェクトする工程と、マンドレルサポートバーを、マンドレルのスロットを通じて、クリールフレームのサポートバースロットへ再挿入する工程と、パッケージ交換具、マンドレル7およびパッケージを、少なくとも10°上方へ旋回させる工程と、マンドレルサポートバーが、マンドレルサポートバーボルトと位置合わせされるまで、マンドレルサポートバーをクリールフレームに押し込む工程と、パッケージ交換具、マンドレル7およびパッケージを、通常の操作位置へ戻すように旋回させる工程と、ピボットスタッドおよびマンドレルコアホルダが、それぞれ、クリールフレームおよびマンドレルから解放されるまで、外側に引っ張ることにより、パッケージ交換具を取り外す工程と、を備える方法である。
【0016】
本発明の他の実施形態は、使用パッケージを巻き出しながら、少なくとも1つの新しい交換パッケージをクリールのマンドレルに位置決めして装着する方法であって、新しい交換パッケージを、交換パッケージおよび使用パッケージの少なくとも一方に隣接するマンドレルにスライドさせる工程と、新しい交換パッケージの繊維の先端に、使用パッケージおよび交換パッケージの少なくとも一方の繊維の末端を結ぶ工程と、マンドレルを支持するために、パッケージ交換具をクリールフレームに取り付ける工程と、パッケージおよびマンドレルを支持するために、パッケージ交換具のマンドレルコアホルダをマンドレルに挿入し、マンドレルコアホルダを定位置にロックする工程と、パッケージサポートアセンブリをマンドレルから外し、パッケージサポートアセンブリをマンドレルから離すように旋回させる工程と、使用パッケージおよび交換パッケージの少なくとも一方が接触するまで、新しい交換パッケージをマンドレルに沿ってスライドさせ、そして、使用済みコアがイジェクトされるまで、新しい交換パッケージをさらにスライドさせる工程と、マンドレルを支持しそして固定するために、パッケージサポートアセンブリを再接続する工程と、パッケージ交換具のマンドレルコアホルダをマンドレルからアンロックする工程と、パッケージ交換具をマンドレルおよびクリールフレームから取り外す工程と、を備える方法である。
【0017】
本発明の他の実施形態は、繊維グループの正味の張力または単一の繊維の張力をモニタし、繊維グループまたは繊維にかかる張力の増加、維持および低減の少なくとも1つにより繊維グループの正味の張力または単一の繊維の張力を調節する方法である。
【0018】
本発明のさらに他の実施形態は、エラストマー繊維を巻き出すための装置であって、クリールフレームと、複数のマンドレルと、複数の使用パッケージと、少なくとも1つの新しい交換パッケージと、複数の駆動および張力制御アセンブリと、パッケージサポートアセンブリと、パッケージ交換具と、電子キャビネットとを備え、複数の使用パッケージおよび少なくとも1つの新しい交換パッケージの少なくとも一方が、複数のマンドレルの少なくとも1つにおいてインラインに構成され、複数のパッケージの1つが巻き出される間、少なくとも1つの新しい交換パッケージが、複数のマンドレルの1つに位置決めされて装着される、装置である。
【発明を実施するための最良の形態】
【0019】
図1を参照すると、本発明のコンパクトなクリールシステム1の第1の実施形態が正面斜視図で示されている。図1に示すとおり、クリールシステム1のフレーム3は、好ましくはインライン配向の単一マンドレル7または円柱ロッドを備えた各パッケージ5、6を支持している。マンドレル7の直径は、パッケージ5、6のオープンコア8の直径より小さく、パッケージ5、6は、マンドレル7をスライドさせて、OETO法により、糸または繊維を使用パッケージ5から巻き出せるようになっている。
【0020】
さらに、マンドレル7の内部は、パッケージ交換具21が挿入できるように構成されていて、繊維を使用パッケージ5から巻き出しながら、少なくとも1つの交換パッケージ6を各マンドレル7に位置決めして装着することができる。例えば、マンドレル7に空洞を作製することにより、マンドレルに、パッケージ交換具を挿入することができる。さらに、コンパクトなクリールシステム1には、トレー9が含まれ、使用パッケージ5の使用済みコア8を後に廃棄するためにキャッチすることができる。
【0021】
さらに、図1に、クリールフレーム3に取り付けられ、コンパクトなクリールシステム1に駆動ロールおよび張力制御性能を与える駆動および張力制御アセンブリ13を示す。駆動および張力制御アセンブリ13は、駆動テイクオフロール、ガイドロール、プリテンショナロール、張力センサ、モータおよび張力コントローラ装置をさらに含む。任意選択的に、運動センサ(図示せず)および破断センサ(図示せず)が含まれていてもよい。駆動および張力制御アセンブリ13は、各マンドレルに提供されている。クリールフレーム3は、多数のマンドレル7ならびに駆動および張力制御アセンブリ13を支持することができる。駆動および張力コントローラアセンブリ13は、さらに、グラフィカルディスプレイ、キーパッドまたは個々のキーおよびアラームライトを含んでいてもよい。駆動および張力制御アセンブリのさらなる詳細については後述する。図1に図示されていないのは、電子制御キャビネットであり、これは、駆動および張力制御アセンブリ13を支持するための追加の回路および配線を含んでいる。このキャビネットは、典型的に、クリールフレーム3の前側の下に配置されている。
【0022】
図1の駆動および張力制御アセンブリ13は、繊維が、使用パッケージ5から巻き出されると、張力モニタリング制御を提供する。繊維が、使用パッケージ5から巻き出されると、駆動および張力制御アセンブリ13に達する前は、繊維は所定のパスに従う。このパスは、実際可能なときは常に、駆動および張力制御アセンブリ13に達する前に、意図しない張力が、エラストマー糸に加わるのを最小限にするように構成されているのが好ましい。このパスは、著しい曲がりがなく、比較的直線であるのがより好ましい。
【0023】
図2は、本発明の第1の実施形態の後面斜視図である。図2に示すとおり、クリールシステム1のクリールフレーム3は、好ましくはインライン配向の単一マンドレル7または円柱ロッドを備えた各パッケージ5、6を支持している。各マンドレル7は、マンドレルサポートアセンブリ4により、クリールフレーム3に取り外し可能に取り付けられている。マンドレル7の直径は、パッケージ5、6のオープンコア8の直径より小さく、パッケージ5、6は、マンドレル7をスライドさせて、OETO法により、糸または繊維を使用パッケージ5から巻き出せるようになっている。
【0024】
さらに、図2に、マンドレル7の内部が、パッケージ交換具(図示せず)を挿入できるように構成されていて、繊維を使用パッケージ5から巻き出しながら、少なくとも1つの交換パッケージ6を各マンドレル7に位置決めして装着することができることが示されている。例えば、これは、マンドレル7に空洞を作製することにより、達成される。さらに、コンパクトなクリールシステム1には、トレー9が含まれ、使用パッケージ5の使用済みコア8を後に廃棄するためにキャッチすることができる。さらに、図2に、クリールフレーム3に取り付けられ、コンパクトなクリールシステム1に駆動ロールおよび張力制御性能を与える駆動および張力制御アセンブリ13を示す。
【0025】
図3は、図2の円形領域17の拡大部分斜視図である。特に、図3は、マンドレル7が、どのようにしてクリールに支持され、マンドレルサポートアセンブリ4の可動上部クランプ10の位置の可変の調節により定位置に保持されるかを示している。マンドレルサポートアセンブリ4は、ホルダ22、可動上部クランプ10、サムスクリュー11およびラッチ12をさらに含む。ホルダ22は、マンドレル7を支持するように構成されている。可動上部クランプ10は、マンドレル7をホルダ22の定位置に保持するように構成されていて、上部クランプ10が動くようにスロットがある。サムスクリュー11は、締めると、可動上部クランプ10を所望の位置に固定するように構成されている。ラッチ12は、サポートアセンブリ4を定位置に保持するように構成されている。
【0026】
図4および図5は、それぞれ、コンパクトなクリールシステム1の側面図と正面図である。特に、図5は、6つのマンドレル7を有するサポートフレーム3を示しており、各マンドレルは、使用パッケージ5および交換パッケージ6のうち少なくとも1つを保持している。さらに、図5は、クリールフレーム3に装着された6つの駆動および張力制御アセンブリ13を示している。さらに、パッケージ交換具(図示せず)は、新しい交換パッケージ6をマンドレル7に位置決めして装着する間、パッケージ5、6を支持する。使用パッケージ5を同じマンドレル7で巻き出しながら、交換パッケージ6を装着する方法および装置は後述してある。
【0027】
図6は、図4および図5に示すコンパクトなクリールシステム1の平面図である。図示するとおり、コンパクトなクリールシステム1は、単一のコンパクトなクリールとして構成されている。変形実施形態において、コンパクトなクリールシステム1は、大きな複合体システムを画定する多数の単一のコンパクトなクリールシステムの組み合わせを含んでいてもよい。本発明の全ての実施形態において、サポートフレーム3、パッケージ5、6、マンドレル7ならびに駆動および張力制御アセンブリ13は、協働して、コンパクトなクリールシステム1を提供する。これで、繊維グループまたは糸の糸張力を増大、維持または減少させることのうち少なくとも1つにより、繊維グループの正味の張力または1本の繊維の張力をモニタおよび調節して、コンパクトなクリールシステムの操作に均一性および効率の向上を提供する方法がなされる。さらに、本発明のコンパクトなクリールは、交換パッケージを、使用パッケージが巻き出されている同じマンドレルに装着できるようにすることによって、巻き出しと繊維の分配の連続操作を行う。
【0028】
図7は、本発明の第2の実施形態の正面斜視図である。図7に示すとおり、クリールシステム1のフレーム3は、好ましくはインライン配向の単一マンドレル7または円柱ロッドを備えた各パッケージ5、6を支持している。マンドレル7の直径は、パッケージ5のオープンコア8の直径より小さく、パッケージ5、6が、マンドレル7をスライドさせて、OETO法により、糸または繊維を使用パッケージ5から巻き出せるようになっている。
【0029】
さらに、マンドレル7の内部は、パッケージ交換具21が挿入できるように構成されていて、繊維を使用パッケージ5から巻き出しながら、少なくとも1つの交換パッケージ6を各マンドレル7に位置決めして装着することができる。例えば、これは、マンドレル7に空洞を作製することにより、達成される。さらに、コンパクトなクリールシステム1には、トレー9(図示せず)が含まれ、使用パッケージ5の使用済みコア8を後に廃棄するためにキャッチすることができる。
【0030】
さらに、図7に、フレーム3に取り付けられ、コンパクトなクリールシステム1に駆動ロールおよび張力制御性能を与える駆動および張力制御アセンブリ13を示す。駆動および張力制御アセンブリ13は、駆動テイクオフロール、ガイドロール、張力センサ、プリテンショナガイドロール、モータおよび張力コントローラ装置をさらに含む。任意選択的に、運動センサ(図示せず)および破断センサ(図示せず)が含まれていてもよい。駆動および張力制御アセンブリ13は、各マンドレルに提供されている。フレームは、多数のマンドレルを支持することができる。駆動および張力コントローラアセンブリ13は、さらに、グラフィカルディスプレイ、キーパッドまたは個々のキーおよびアラームライトを含んでいてもよい。駆動および張力制御アセンブリ13のさらなる詳細については後述する。電子キャビネット19は、駆動および張力制御アセンブリ13を支持するための追加の回路および配線を含んでいる。例えば、図7に示すとおり、電子キャビネット19は、クリールフレーム3の前側の下に配置されている。
【0031】
図7の駆動および張力制御アセンブリ13は、繊維が、使用パッケージ5から巻き出されると、張力モニタリング制御を提供する。繊維が、使用パッケージ5から巻き出されると、駆動および張力制御アセンブリ13に達する前は、繊維は所定のパスに従う。このパスは、実際に可能なときは常に、駆動および張力制御アセンブリ13に達する前に、意図しない張力が、エラストマー糸に加わるのを最小限にするように構成されているのが好ましい。このパスは、著しい曲がりや角がなく、比較的直線であるのがより好ましい。
【0032】
図8は、本発明の第2の実施形態の後面斜視図である。図8に示すとおり、クリールシステム1のフレーム3は、好ましくはインライン配向の単一マンドレル7または円柱ロッドを備えた各パッケージ5を支持している。各マンドレル7は、マンドレルサポートアセンブリ4により、クリールフレーム3に取り外し可能に取り付けられている。マンドレル7の直径は、パッケージ5、6のオープンコア8の直径より小さく、パッケージ5、6が、マンドレル7をスライドさせて、OETO法により、糸または繊維を使用パッケージ5から巻き出せるようになっている。
【0033】
さらに、図8に、マンドレル7の内部は、パッケージ交換具21が挿入できるように構成されていて、繊維を使用パッケージ5から巻き出しながら、少なくとも1つの交換パッケージ6を各マンドレル7に位置決めすることができることが示されている。例えば、これは、マンドレル7に空洞を作製することにより、達成される。さらに、コンパクトなクリールシステム1には、トレー9(図示せず)が含まれ、使用パッケージ5の使用済みコア8を後に廃棄するためにキャッチすることができる。さらに、図8に、フレーム3に取り付けられ、コンパクトなクリールシステム1に駆動ロールおよび張力制御性能を与える駆動および張力制御アセンブリ13を示す。
【0034】
図9は、図8の円形領域17の拡大部分斜視図である。特に、図9は、マンドレル7が、どのようにしてクリールに支持され、マンドレルサポートアセンブリ4により定位置に保持されるかを示している。マンドレルサポートアセンブリ4は、ロックピン26を操作することにより外れる。特に、マンドレルサポートアセンブリ4は、図10に示すとおり、半円形運動により下方に振り離される。マンドレルサポートアセンブリ4が、振られて外れる(すなわち、旋回する)と、パッケージ交換アセンブリ21が、マンドレル7およびパッケージ5、6を支持する。これによって、交換パッケージ6および使用パッケージ5を、マンドレル7上で前方に動かし、使用済みコア8を取り出すことができる。新しい交換パッケージ6の繊維の先端を、使用パッケージ5または新しい交換パッケージの前方に位置する追加の交換パッケージの繊維の末端に取り付けることができる。交換パッケージを位置決めして装着する方法の詳細は後述する。
【0035】
さらに、図10に示すとおり、マンドレル7は、マンドレル7の管の長手方向軸に垂直に位置決めされたスロットを有していて、マンドレル7が、マンドレルサポートアセンブリ4のマンドレルサポートバー22に装着されると、パッケージ5、6を定位置に保持することができる。その上、図9および10に示すとおり、マンドレルサポートアセンブリ4は、マンドレルサポートバー22、マンドレルサポートバーボルト23、ピボットスタッド26をさらに含む。さらに、パッケージ交換具21は、マンドレルコアホルダ24、ハンドル28およびコントロールハンドル30をさらに含む。
【0036】
図11および図12は、それぞれ、コンパクトなクリールシステム1の側面図と正面図である。特に、図12は、5つのマンドレル7を有するクリールフレーム3を示しており、各マンドレルは、使用パッケージ5および交換パッケージ6のうち少なくとも1つを保持している。図12のクリールフレーム3は、完全に装着されると、6つまでのマンドレルと6つの駆動および張力制御アセンブリ13を保持することができる。さらに、図11および12に、パッケージ交換具21を示す。これは、クリールのマンドレル7に装着するための、少なくとも1つの新しい交換パッケージ6の位置決めおよび装着中に、パッケージ5、6を支持する。使用パッケージ5を同じマンドレル7で巻き出しながら、交換パッケージ6を装着する方法および装置については後述する。
【0037】
図13は、図11および図12に示すコンパクトなクリールシステム1の平面図である。図示するとおり、コンパクトなクリールシステム1は、単一のユニットとして構成されている。代替の実施形態において、コンパクトなクリールシステム1は、大きな複合体クリールシステムを画定する多数の単一のコンパクトなクリールシステムの組み合わせを含んでいてもよい。本発明の全ての実施形態において、クリールフレーム3、パッケージ5、6、マンドレル7ならびに駆動および張力制御アセンブリ13は、協働して、コンパクトなクリールシステム1を提供する。これで、繊維グループまたは糸の糸張力を増大、維持または減少させることのうち少なくとも1つにより、繊維グループの正味の張力または1本の繊維の張力をモニタおよび調節して、コンパクトなクリールシステムの操作に均一性および効率の向上を提供する方法がなされる。さらに、本発明のコンパクトなクリールは、交換パッケージを、使用パッケージが巻き出されている同じマンドレルに装着できるようにすることによって、巻き出しと繊維の分配の連続操作を行う。
【0038】
本発明の両実施形態のコンパクトなクリールシステム1を操作する例示の方法は、a)使用パッケージ5および交換パッケージ6を、それぞれのマンドレル7に配置する工程と、b)各交換パッケージ6の繊維の先端を、同じマンドレル7に位置する対応の使用パッケージ5の繊維の末端に結ぶ工程と、c)各使用パッケージ5の繊維の先端を、各マンドレル7に対応する駆動アセンブリ13の各スタティックガイド27およびプリテンショニングガイドロール29に通し、次に、繊維の張力を所定の張力範囲内に制御するように構成された駆動および張力制御アセンブリ13の駆動ロール25周囲の270°以下のラップを通して指向させ、巻き取り装置(すなわち、図1には図示されていないが、典型的には、巻き出し機を出る際に最初に繊維と係合する製造プロセスの要素である駆動ロールまたは1組の駆動ロール)により繊維を係合させる工程と、d)使用パッケージ5を巻き出す速度を制御して、所望の繊維の伸び(すなわち、延伸)を得る工程と、e)使用済みになる前に、各使用パッケージ5を、新しい使用パッケージ5となる交換パッケージ6と交換する工程とを含む。
【0039】
特に、必要に応じて、工程a)〜e)を繰り返すと、コンパクトなクリールシステム1の連続操作が行える。クリールシステム1のコンパクトなサイズによって、省スペースで多数のヤーンを分配でき、従来技術のクリールシステムに比べて、製造床面積の占有が減じる。
【0040】
図14は、結合すると大きめのコンパクトな繊維供給または分配システムを形成する、本発明の多数のコンパクトなクリールシステム1の正面図である。各コンパクトなクリールシステム1は、張力を制御した繊維を製造プロセスに指向するための多数のアイドラアセンブリ27を含む。図15は、図14に示す多数のコンパクトなクリールの平面図である。
【0041】
図16は、本発明の第1の実施形態のためのパッケージ交換アセンブリ21の例示の正面斜視図である。図17は、図16に示すパッケージ交換アセンブリの正面図である。図18は、図16に示すパッケージ交換アセンブリの側面図である。図19は、本発明の第1の実施形態のためのパッケージ交換アセンブリの他の例示の正面斜視図である。図17、図18および図19に示すとおり、マンドレルサポートアセンブリ4は、マンドレルサポートバー22をさらに含み、マンドレルサポートボルト23により定位置に保持されている。マンドレルサポートバー22は、マンドレル7をクリールの定位置に保持するために、マンドレル7の各側で水平スロット36を通過する。
【0042】
また、図17、図18および図19に示すとおり、パッケージ交換具21は、マンドレルサポートバー22、マンドレルコアホルダ24A、ピボットスタッド26およびハンドル28をさらに含む。ピボットスタッド26は、パッケージ交換具21の左下を通って、クリールフレーム3に取り付けられている。パッケージ交換アセンブリの本実施形態により、使用パッケージを巻き出しながら、マンドレル7の少なくとも1つの交換パッケージ6を位置決めして装着する例示の方法については、後述してあり、図30のフロー図に示されている。
【0043】
図20は、本発明の第2の実施形態のパッケージ交換アセンブリ21の例示の正面斜視図である。図21は、図20に示す本発明の第2の実施形態のパッケージ交換アセンブリ21の正面図である。図22は、図20に示すパッケージ交換アセンブリ21の平面図である。
【0044】
また、図20、図21および図22に示すとおり、パッケージ交換具21は、マンドレルコアホルダ24A、ハンドル28、コントロールハンドル30、カラー32およびカム38をさらに含む。パッケージ交換アセンブリの本実施形態により、使用パッケージを巻き出しながら、マンドレルの少なくとも1つの交換パッケージを位置決めする例示の方法については、後述してあり、図31のフロー図に示されている。
【0045】
図23は、本発明の第2の実施形態のマンドレルサポートアセンブリ4の例示の斜視図である。図24および図25は、それぞれ、図23の正面図および平面図である。また、図23、図24および図25に示すとおり、マンドレルサポートアセンブリ4は、マンドレルサポートバー22、マンドレルサポートバーボルト23、マンドレルコアホルダ24B、ピボットスタッド26およびハンドル34をさらに含む。ピボットスタッド26は、マンドレルサポートアセンブリ4の左下を通って、クリールフレーム3に取り付けられている。また、ピボットスタッド26は、サポートバー22を定位置に保持するロックピンである。
【0046】
図26は、本発明の両実施形態の駆動アセンブリ13の例示の正面斜視図である。図27は、図26に示す駆動アセンブリの正面図である。特に、図26は、張力制御アセンブリ13の単一糸駆動の例示の斜視図である。図27に示すとおり、駆動および張力制御アセンブリ13は、駆動テイクオフロール25、ガイドロール27、プリテンショニングガイドロール29、張力センサ31、可変速モータ33および張力コントローラ装置35を含む。任意選択的に、運動センサおよび破断センサ(図示せず)が含まれていてもよい。張力コントローラ装置35は、グラフィカルディスプレイ、キーパッドまたは個々のキーおよびアラームライトをさらに含む。図28は、図26に示す駆動および張力制御アセンブリ13の側面図である。図29は、図26に示す駆動および張力制御アセンブリ13の平面図である。
【0047】
好ましい実施形態によれば、ユーザーは、張力コントローラ装置35に糸を直接与えるために維持すべき所望の張力範囲を入力する。張力コントローラ装置は、糸張力を表す張力センサ31から入力信号を受け取る。張力コントローラ装置35は、これらの入力信号を用いて、駆動テイクオフロール25から出てくる糸の張力レベルが、所望の張力範囲内であるため、維持できているか、または、張力を増減すべき必要があるかどうか判断する。駆動および張力制御アセンブリ13の可変速モータ33は、張力コントローラ装置35が、張力センサ31から受け取った信号に基づいて、正味の張力が所望の範囲外であることを示す信号を出力するまで、速度を維持する。張力センサ31からの出力信号は、製造プロセスからの入力信号を上書きし、速度が所望の範囲内になるまで、駆動および張力制御アセンブリ13の可変速モータ33の速度を変更する。すなわち、可変速モータ33の速度を調節して、巻き出し中または糸供給プロセスに生じる張力の変動を是正する。
【0048】
表1に、パッケージとスタティックガイドとの間の距離dを、約0.25〜0.81メートルの距離にわたって変えて、センサで測定した糸ライン張力変動の例を示す。これらの糸ライン張力変動は例であり、これらを用いて、本発明にとって所望または所定の範囲の張力を決める。
【0049】
【表1】
【0050】
表1によれば、糸ライン張力(平均範囲か最大張力で示されている)は、パッケージとスタティックガイドとの間の距離が長くなるにつれて、減少することが分かる。表に示されていない最低張力は、約0.6〜1.4グラムの範囲である。意外にも、約0.41メートルの最低距離があり、それより短いと、張力の絶対レベルおよび張力変動(例えば、最大張力対距離をプロットすることにより観察される)が、許容できないほど高レベルまで上がることが知見された。これは、通常、平均範囲張力が比較的急に増大した後に、糸ライン破断が生じることにより特定可能である。
【0051】
張力コントローラ装置35が、駆動テイクオフロール25の後の糸張力が高すぎると判断すると、張力コントローラ装置35は、モータ33の速度を上げる。或いは、張力コントローラ装置35が、駆動テイクオフロール25の後の糸張力が低すぎると判断すると、張力コントローラ装置35は、モータ33の速度を下げる。
【0052】
上述したとおり、駆動および張力制御アセンブリ13は、モータ33の適切な速度を決めるにあたって、製造プロセス装置からの信号および張力センサ31からの信号を見るように構成してもよい。代替の実施形態において、製造プロセスの駆動および張力制御アセンブリ13は、モータ33の適切な速度を決めるにあたって、張力センサ31からの信号(すなわち、張力フィードバック信号)のみを見るように構成してもよい。さらに、大きなコンパクトなクリールシステムは、モータ33の適切な速度を決める、システム全体に位置決めされた多数のセンサを含んでいてもよい。
【0053】
好ましい実施形態によれば、モータ33の速度は、外部の製造処理システム(例えば、おむつ製造機)からの入力を受け取ることなく制御される。すなわち、モータ速度は、張力センサ31により検出される張力フィードバックのみに基づいていて、張力コントローラ装置35により認識される。
【0054】
また、駆動テイクオフロール25に達する前に、糸が緩む可能性を減じるために、プリテンショナを、プリテンショナガイドロール29に用いてもよい。従来技術のプリテンショナは、糸とプリテンショナとの間の摩擦に頼って、糸供給システムにおいて張力を維持し、糸の緩みを避けている。しかしながら、かかる摩擦型プリテンショナは、タックが問題のエラストマー糸には適用できない。従って、プリテンショナガイドロール29は、プリテンショナガイドロール29の回転の速度を下げるプリテンショナを用いる。プリテンショナガイドロール29の好ましい実施形態において、磁石をプリテンショナガイドロール29およびガイドロールに連結される材料の近傍に位置決めする。ガイドロールに連結される材料は、例えば、鋼等の鉄類である。磁力によって、プリテンショナガイドロール29の回転速度が下がって、張力が維持され、摩擦力に頼ることなく、糸の緩みがなくされる。
【0055】
図30に、本発明の第1の実施形態による、使用パッケージを巻き出しながら、少なくとも1つの新しい交換パッケージをクリールのマンドレルに位置決めして装着する方法の例示のフロー図を示す。図30の工程3001において、新しい交換パッケージ6は、使用パッケージ5および交換パッケージ6の少なくとも一方に隣接するマンドレル7をスライドさせる。工程3003において、新しい交換パッケージ6の繊維の先端を、使用パッケージ5の繊維の末端に結ぶ。工程3005において、パッケージ交換具21のエンドピボットスタッド26を、クリールフレーム3に挿入する。工程3005において、マンドレルコアホルダ24を、マンドレル7のコアの内側の開口部と並べ、マンドレルコアホルダ24が、マンドレル7と完全に係合するまで、マンドレル7の内側に押し込む。工程3007において、マンドレルサポートバー22の端部が、マンドレルサポートボルト23から解放されるまで、パッケージ交換具21は、マンドレル7、マンドレルサポートバー22およびパッケージ5、6を、少なくとも10°上方に旋回させる。工程3008において、パッケージ交換具21、マンドレルおよびパッケージを、少なくとも10°上方に旋回させて、マンドレルサポートボルトを解放する。工程3009において、マンドレルサポートバー22は、マンドレル7のスロット26を通して、クリールフレーム3から取り外される。工程3011において、パッケージ交換具21がクリールフレーム3と接触し、それと位置合わせされるまで、パッケージ交換具21、マンドレル7およびパッケージ5、6を、旋回させて戻す。工程3013において、少なくとも、交換パッケージ6が使用パッケージ5と接触するまで、交換パッケージ6は、マンドレル7をスライドさせ、必要に応じて、使用済みコア8が、マンドレル7の端部から取り出されるまで、交換パッケージ6は、マンドレルをさらにスライドさせる。工程3015において、マンドレルサポートバー22を、マンドレル7のスロット26を通して、クリールフレーム3のサポートバースロットへ再挿入する。工程3017において、パッケージ交換具21、マンドレル7およびパッケージ5、6を、少なくとも10°上方に旋回させる。工程3019において、マンドレルサポートバー22が、マンドレルサポートバーボルト23と位置合わせされるまで、マンドレルサポートバー22をクリールフレーム3に押し込む。工程3021において、パッケージ交換具21、マンドレル7およびパッケージ5、6を、通常の操作位置まで戻すように旋回させる。工程3023において、ピボットスタッド26およびマンドレルコアホルダ24が、それぞれ、クリールフレーム3およびマンドレル7から解放されるまで、外側に引っ張ることにより、パッケージ交換具21を取り外す。
【0056】
図31に、本発明の第2の実施形態による、使用パッケージを巻き出しながら、クリールに装着するために、少なくとも1つの新しい交換パッケージをマンドレルに位置決めして装着する方法の例示のフロー図を示す。図31の工程3101において、新しい交換パッケージ6は、使用パッケージ5および交換パッケージ6の少なくとも一方に隣接するマンドレル7をスライドさせる。工程3102において、使用パッケージ5および交換パッケージ6のうち少なくとも1つの繊維の末端を、新しい交換パッケージ6の繊維の先端に結ぶ。工程3103において、パッケージ交換具21をクリールに取り付けて、使用パッケージ5および交換パッケージ6のうち少なくとも1つを保持するマンドレル7を支持する。工程3105において、パッケージ交換具21のマンドレルコアホルダ24をマンドレル7に挿入し、マンドレルコアホルダ24を、定位置にロックして、パッケージ5、6をマンドレル7で支持する。工程3107において、パッケージサポートアセンブリ4は、マンドレルから外されて、マンドレルから振り離される(すなわち、旋回する)。工程3109において、使用パッケージ5および交換パッケージ6のうち少なくとも1つが接触するまで、交換パッケージ6を、マンドレル7に沿ってスライドさせ、必要に応じて、使用済みコア8が、取り出されるまで、新しい交換パッケージ6を、さらにスライドさせる。工程3111において、パッケージサポートアセンブリ4が再接続されて、マンドレル7をサポートおよび固定する。工程3113において、パッケージ交換具21のマンドレルコアホルダ24が、マンドレル7からアンロックされ解放され、パッケージ交換具21が、マンドレル7から取り外される。
【0057】
図32に、本発明の糸または繊維張力をモニタする方法の張力トリムアルゴリズム3201のためのフロー図を示す。図32の工程3203において、糸または繊維のいずれかが破断されたか判断される。破断した糸または繊維が検出されると、BREAK ALARM(破断アラーム)が工程3205においてセットされ、張力トリムアルゴリズム3201が工程3227Aで停止される。
【0058】
破断した糸または繊維が工程3203で検出されない場合には、図32の工程3204で、糸または繊維が動いたか判断される。糸または繊維が動かないときは、MOTION ALRAM(動きアラーム)が工程3209でセットされ、張力トリムアルゴリズム3201が、工程3227Bで停止する。糸または繊維が動いたときは、動いた糸または繊維の張力を、工程3211で測定する。
【0059】
図32の工程3212において、個々の糸または繊維のいずれかが、所定範囲外の張力を有しているか判断される。所定範囲は、上記の表1〜表5に開示された平均範囲張力と最大張力のうち少なくとも1つにより定義されるのが好ましい。あるいは、張力の許容される所定範囲を、糸供給処理システムで用いてもよい。張力の範囲外の値が検出されると、TENSION ALARM(張力アラーム)が、工程3213でセットされる。
【0060】
範囲外の張力が、所定範囲より高いか低いかに従って、モータ速度を、それぞれ、工程3214で増減する。アルゴリズムにわたるモータ速度の増減数は、工程3220で保存される。個々の糸または繊維張力が範囲外の値のときは、工程3220で保存された増/減工程の数が、補正閾値を超えるかどうかが、工程3218で判断される。
【0061】
範囲外の張力値が、個々の糸または繊維について検出されないときは、多数の糸または繊維の張力についての平均値を、図32の工程3215において求める。また、糸または繊維張力の平均値は、工程3217で保存される。
【0062】
図32の工程3218において、糸または繊維の張力についての平均値が、所定範囲外であるか判断される。所定範囲は、表1に開示されているとおり、平均範囲張力と最大張力のうち少なくとも1つにより定義されるのが好ましい。糸または繊維張力の平均値が、範囲外の値のときは、工程3220で前に保存された増減工程の数が、補正閾値を超えるかどうか、工程3223で判断される。
【0063】
補正閾値は、初期設定で、トリム張力アルゴリズム3201に入力される所定の値であり、リアルタイムでアップデートされる。所定の値は、オペレータの介入が示唆される前に、アルゴリズムにより可能とすべき補正の最大数である。補正閾値の所定の値についての値は、閾値を超えると判断された減少数および増加数について異なる。
【0064】
補正閾値が、増減の数のいずれか、または両方を超えたときは、TENSION UPDATE(張力アップデート)アラームが、工程3225でセットされ、張力トリムアルゴリズム3201が、工程3227Cで停止する。張力トリムアルゴリズム3201が、上述した工程3227A、3227Bまたは3227Cのいずれかで停止されるとき、オペレータは、装置のアラーム状態を読み取って、プロセスに介入し、それを補正するための適切な措置を取ることができる。
【0065】
糸または繊維張力の平均値が範囲外でないときは、工程3221に示されるとおり、モータ速度を維持して、工程3203に戻って、上述したトリム張力モニタリングアルゴリズムを繰り返す。
【0066】
本発明の前述の記載は、例示と説明であって、包括的なものではなく、開示された形態そのものに本発明を限定するものではない。上記の教示に照らして、変更および変形が可能であり、本発明の実施によって行われ得る。本発明の範囲は、特許請求の範囲およびその等価物により規定される。
【0067】
前述の図面には、エラストマー糸を、おむつや繊維製造機等の製造プロセスに供給するのに用いる特定のコンパクトなクリールシステムが示されている。しかしながら、本発明は、図示したクリールシステムの構成に限定されるものではないと考えられる。以下に限定されるものではないが、少なくとも、(1)供給されている糸の数、(2)支持されているパッケージのタイプ、(3)ガイドおよびラックフレーム部材の位置および使用、および(4)駆動および張力制御システムの数およびタイプをはじめとする様々な方法で示されたクリールシステムとたとえ異なっていても、代替の巻き出しシステムも本発明の範囲内に含まれる。特に、本発明は、製造プロセスに導入されている糸の張力の変動を最小限にするために、エラストマー糸またはその他のタイプの糸の張力をモニタし制御するのが望ましいクリールシステムで用いるのに好適である。
【0068】
また、図面には、パッケージを巻き出すのにOETO法を用いる特定のコンパクトなクリールシステムが例示されているが、本発明は、OETO法を用いないクリールシステムでの使用にも等しく好適であるものと考えられる。特に、本発明は、張力モニタリングおよび張力調節システムを用いて、エラストマー糸またはその他のタイプの糸を用いる糸処理システムの効率および/または品質を高めることのできる全てのクリールシステムに適用される。
【0069】
さらに、好ましいおよびその他の例示の実施形態の説明によれば、おむつ製造システムの形態の製造処理にエラストマー糸を提供するのに、本発明を適用することができる。特に、おむつの脚の開放端近傍に存在するゴムバンド部分に用いるエラストマー糸を供給する用途に用いるのが好ましい。本発明は、おむつ製造環境について記載しているが、かかる記載は、限定されるものではなく、例示のために過ぎない。この説明を読めば、当業者であれば、エラストマー糸を利用する任意の他の製造プロセスに用いるのに、本発明が等しく好適であることが分かるであろう。
【0070】
さらに、本発明の僅かな例示の実施形態をこの開示内容で詳細に記載してきたが、この文献を検討する当業者であれば、これらの実施形態(例えば、ラックシステム、ガイドシステム、駆動システムおよび制御システムのタイプ、様々な要素および装着構成のサイズ、構造、形状および割合、ならびに組み合わせおよび形状の点での材料の使用)において、本発明の新規な教示および利点から著しく逸脱せずに、多くの変更が可能であることが容易に理解できるであろう。
【0071】
さらに、プロセスまたは方法工程の順番または順序を、代替の実施形態に応じて変えたり、並べなおしたりしてもよい。いずれのミーンズ・プラス・ファンクション節も、挙げた機能を実施するものとして本明細書に記載される構造と、そして構造的な等価物ばかりでなく、等価の構造も包含することを意図する。他の代替、変更、変形および省略を、好ましい他の例示の実施形態の設計、操作構成および配置で、本明細書に記載した本発明の趣旨から逸脱せずに行ってもよい。
【図面の簡単な説明】
【0072】
【図1】本発明の第1の実施形態の正面斜視図である。
【図2】本発明の第1の実施形態の後面斜視図である。
【図3】図2の円形領域17の拡大部分斜視図である。
【図4】本発明の第1の実施形態の側面図である。
【図5】本発明の第1の実施形態の正面図である。
【図6】本発明の第1の実施形態の平面図である。
【図7】本発明の第2の実施形態の正面斜視図である。
【図8】本発明の第2実施形態の後面斜視図である。
【図9】図8の円形領域17の拡大部分右側斜視図である。
【図10】図8の円形領域17の拡大部分左側斜視図である。
【図11】本発明の第2の実施形態の側面図である。
【図12】本発明の第2の実施形態の正面図である。
【図13】本発明の第2の実施形態の平面図である。
【図14】結合すると繊維供給システムを形成する、本発明の多数の単一マンドレルクリールの正面図である。
【図15】結合すると繊維供給システムを形成する、多数の単一マンドレルクリールの平面図である。
【図16】本発明の第1の実施形態のためのパッケージ交換アセンブリの例示の正面斜視図である。
【図17】図16に示すパッケージ交換アセンブリの正面図である。
【図18】図16に示すパッケージ交換アセンブリの側面図である。
【図19】本発明の第1の実施形態のためのパッケージ交換アセンブリの他の例示の正面斜視図である。
【図20】本発明の第2の実施形態のパッケージ交換アセンブリの例示の斜視図である。
【図21】本発明の第2の実施形態のパッケージ交換アセンブリの正面図である。
【図22】図20に示すパッケージ交換アセンブリの平面図である。
【図23】本発明の第2の実施形態のパッケージサポートアセンブリの例示の斜視図である。
【図24】図23に示すパッケージサポートアセンブリの正面図である。
【図25】図23に示すパッケージサポートアセンブリの平面図である。
【図26】本発明の両実施形態の駆動および張力制御アセンブリの例示の正面斜視図である。
【図27】図26に示す駆動および張力制御アセンブリの正面図である。
【図28】図26に示す駆動および張力制御アセンブリの側面図である。
【図29】図26に示す駆動および張力制御アセンブリの平面図である。
【図30】本発明の第1の実施形態による、使用パッケージを巻き出しながら、少なくとも1つの新しい交換パッケージをクリールのマンドレルに位置決めして装着する方法の例示のフロー図を示す。
【図31】本発明の第2の実施形態による、使用パッケージを巻き出しながら、少なくとも1つの新しい交換パッケージをクリールのマンドレルに位置決めして装着する方法の例示のフロー図を示す。
【図32】本発明の糸または繊維張力をモニタする方法のための張力トリムアルゴリズムのためのフロー図を示す。
【特許請求の範囲】
【請求項1】
使用パッケージを巻き出しながら、少なくとも1つの新しい交換パッケージをクリールのマンドレルに位置決めし装着する方法であって、
新しい交換パッケージを、使用パッケージおよび交換パッケージの少なくとも一方に隣接するマンドレルにスライドさせる工程と、
前記新しい交換パッケージの繊維の先端を、使用パッケージおよび交換パッケージの少なくとも一方の繊維の末端に結ぶ工程と、
マンドレルコアホルダおよびパッケージ交換具のエンドピボットスタッドを、それぞれ、前記マンドレルおよびクリールフレームに挿入する工程と、
前記パッケージサポートアセンブリを解放して、前記パッケージサポートアセンブリを前記マンドレルから離れるように旋回させる工程と、
前記マンドレルサポートバーの端部がマンドレルサポートボルトを解放するまで、前記パッケージ交換具、前記マンドレル、前記マンドレルサポートバーおよびパッケージを少なくとも10°上方に旋回させる工程と、
前記マンドレルサポートバーを、前記クリールフレームおよび前記マンドレルのスロットから取り外す工程と、
前記パッケージ交換具が、前記クリールフレームと接触し、前記クリールフレームと位置合わせされるまで、前記パッケージ交換固定具、マンドレルおよびパッケージを旋回させる工程と、
少なくとも前記新しい交換パッケージが、前記使用パッケージおよび交換パッケージの少なくとも一方と接触するまで、前記交換パッケージを前記マンドレルにスライドさせ、そしてさらに、前記新しい交換パッケージをスライドさせて、古い使用パッケージの使用済みコアを、前記マンドレルの端部からイジェクトする工程と、
前記マンドレルサポートバーを、前記マンドレルの前記スロットを通じて、前記クリールフレームの前記サポートバースロットへ再挿入する工程と、
前記パッケージ交換具、マンドレル7およびパッケージを、少なくとも10°上方へ旋回させる工程と、
前記マンドレルサポートバーが、前記マンドレルサポートバーボルトと位置合わせされるまで、前記マンドレルサポートバーを前記クリールフレームに押し込む工程と、
前記パッケージ交換固定具、マンドレル7およびパッケージを、通常の操作位置へ戻すように旋回させる工程と、
前記ピボットスタッドおよび前記マンドレルコアホルダが、それぞれ、前記クリールフレームおよびマンドレルから解放されるまで、外側に引っ張ることにより、前記パッケージ交換具を取り外す工程と、
を備えることを特徴とする方法。
【請求項2】
使用パッケージを巻き出しながら、少なくとも1つの新しい交換パッケージをクリールのマンドレルに位置決めして装着する方法であって、
前記新しい交換パッケージを、交換パッケージおよび使用パッケージの少なくとも一方に隣接するマンドレルにスライドさせる工程と、
使用パッケージおよび交換パッケージの少なくとも一方の繊維の末端を、前記新しい交換パッケージの繊維の先端に結ぶ工程と、
前記マンドレルを支持するために、パッケージ交換具をクリールフレームに取り付ける工程と、
前記パッケージおよびマンドレルを支持するために、前記パッケージ交換具のマンドレルコアホルダを前記マンドレルに挿入し、前記マンドレルコアホルダを定位置にロックする工程と、
パッケージサポートアセンブリを前記マンドレルから外し、前記パッケージサポートアセンブリを前記マンドレルから離すように旋回させる工程と、
前記使用パッケージおよび交換パッケージの少なくとも一方に接触するまで、前記新しい交換パッケージを前記マンドレルに沿ってスライドさせ、そして、使用済みコアがイジェクトされるまで、前記新しい交換パッケージをさらにスライドさせる工程と、
前記マンドレルを支持しそして固定するために、前記パッケージサポートアセンブリを再接続する工程と、
前記パッケージ交換具の前記マンドレルコアホルダを前記マンドレルからアンロックする工程と、
前記パッケージ交換具を前記マンドレルおよびクリールフレームから取り外す工程と、
を備えることを特徴とする方法。
【請求項3】
繊維グループの正味の張力または単一の繊維の張力をモニタし、前記繊維グループまたは繊維にかかる張力の増加、維持および低減の少なくとも1つにより繊維グループの正味の張力または単一の繊維の張力を調節する方法をさらに備えることを特徴とする請求項1または2に記載の方法。
【請求項4】
エラストマー繊維を巻き出すための装置であって、
クリールフレームと、
複数のマンドレルと、
複数の使用パッケージと、
少なくとも1つの新しい交換パッケージと、
複数の駆動および張力制御アセンブリと、
パッケージサポートアセンブリと、
パッケージ交換具と、
電子キャビネットと
を備え、
前記複数の使用パッケージおよび前記少なくとも1つの新しい交換パッケージの少なくとも一方が、前記複数のマンドレルの少なくとも1つにおいてインラインに構成され、前記複数のパッケージの1つが巻き出される間、前記少なくとも1つの新しい交換パッケージが、前記複数のマンドレルの1つに位置決めされて装着される、ことを特徴とする装置。
【請求項1】
使用パッケージを巻き出しながら、少なくとも1つの新しい交換パッケージをクリールのマンドレルに位置決めし装着する方法であって、
新しい交換パッケージを、使用パッケージおよび交換パッケージの少なくとも一方に隣接するマンドレルにスライドさせる工程と、
前記新しい交換パッケージの繊維の先端を、使用パッケージおよび交換パッケージの少なくとも一方の繊維の末端に結ぶ工程と、
マンドレルコアホルダおよびパッケージ交換具のエンドピボットスタッドを、それぞれ、前記マンドレルおよびクリールフレームに挿入する工程と、
前記パッケージサポートアセンブリを解放して、前記パッケージサポートアセンブリを前記マンドレルから離れるように旋回させる工程と、
前記マンドレルサポートバーの端部がマンドレルサポートボルトを解放するまで、前記パッケージ交換具、前記マンドレル、前記マンドレルサポートバーおよびパッケージを少なくとも10°上方に旋回させる工程と、
前記マンドレルサポートバーを、前記クリールフレームおよび前記マンドレルのスロットから取り外す工程と、
前記パッケージ交換具が、前記クリールフレームと接触し、前記クリールフレームと位置合わせされるまで、前記パッケージ交換固定具、マンドレルおよびパッケージを旋回させる工程と、
少なくとも前記新しい交換パッケージが、前記使用パッケージおよび交換パッケージの少なくとも一方と接触するまで、前記交換パッケージを前記マンドレルにスライドさせ、そしてさらに、前記新しい交換パッケージをスライドさせて、古い使用パッケージの使用済みコアを、前記マンドレルの端部からイジェクトする工程と、
前記マンドレルサポートバーを、前記マンドレルの前記スロットを通じて、前記クリールフレームの前記サポートバースロットへ再挿入する工程と、
前記パッケージ交換具、マンドレル7およびパッケージを、少なくとも10°上方へ旋回させる工程と、
前記マンドレルサポートバーが、前記マンドレルサポートバーボルトと位置合わせされるまで、前記マンドレルサポートバーを前記クリールフレームに押し込む工程と、
前記パッケージ交換固定具、マンドレル7およびパッケージを、通常の操作位置へ戻すように旋回させる工程と、
前記ピボットスタッドおよび前記マンドレルコアホルダが、それぞれ、前記クリールフレームおよびマンドレルから解放されるまで、外側に引っ張ることにより、前記パッケージ交換具を取り外す工程と、
を備えることを特徴とする方法。
【請求項2】
使用パッケージを巻き出しながら、少なくとも1つの新しい交換パッケージをクリールのマンドレルに位置決めして装着する方法であって、
前記新しい交換パッケージを、交換パッケージおよび使用パッケージの少なくとも一方に隣接するマンドレルにスライドさせる工程と、
使用パッケージおよび交換パッケージの少なくとも一方の繊維の末端を、前記新しい交換パッケージの繊維の先端に結ぶ工程と、
前記マンドレルを支持するために、パッケージ交換具をクリールフレームに取り付ける工程と、
前記パッケージおよびマンドレルを支持するために、前記パッケージ交換具のマンドレルコアホルダを前記マンドレルに挿入し、前記マンドレルコアホルダを定位置にロックする工程と、
パッケージサポートアセンブリを前記マンドレルから外し、前記パッケージサポートアセンブリを前記マンドレルから離すように旋回させる工程と、
前記使用パッケージおよび交換パッケージの少なくとも一方に接触するまで、前記新しい交換パッケージを前記マンドレルに沿ってスライドさせ、そして、使用済みコアがイジェクトされるまで、前記新しい交換パッケージをさらにスライドさせる工程と、
前記マンドレルを支持しそして固定するために、前記パッケージサポートアセンブリを再接続する工程と、
前記パッケージ交換具の前記マンドレルコアホルダを前記マンドレルからアンロックする工程と、
前記パッケージ交換具を前記マンドレルおよびクリールフレームから取り外す工程と、
を備えることを特徴とする方法。
【請求項3】
繊維グループの正味の張力または単一の繊維の張力をモニタし、前記繊維グループまたは繊維にかかる張力の増加、維持および低減の少なくとも1つにより繊維グループの正味の張力または単一の繊維の張力を調節する方法をさらに備えることを特徴とする請求項1または2に記載の方法。
【請求項4】
エラストマー繊維を巻き出すための装置であって、
クリールフレームと、
複数のマンドレルと、
複数の使用パッケージと、
少なくとも1つの新しい交換パッケージと、
複数の駆動および張力制御アセンブリと、
パッケージサポートアセンブリと、
パッケージ交換具と、
電子キャビネットと
を備え、
前記複数の使用パッケージおよび前記少なくとも1つの新しい交換パッケージの少なくとも一方が、前記複数のマンドレルの少なくとも1つにおいてインラインに構成され、前記複数のパッケージの1つが巻き出される間、前記少なくとも1つの新しい交換パッケージが、前記複数のマンドレルの1つに位置決めされて装着される、ことを特徴とする装置。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】

【図26】
【図27】
【図28】
【図29】
【図30】
【図31】
【図32】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【図27】
【図28】
【図29】
【図30】
【図31】
【図32】
【公表番号】特表2009−511392(P2009−511392A)
【公表日】平成21年3月19日(2009.3.19)
【国際特許分類】
【出願番号】特願2008−535656(P2008−535656)
【出願日】平成18年10月10日(2006.10.10)
【国際出願番号】PCT/US2006/039773
【国際公開番号】WO2007/044823
【国際公開日】平成19年4月19日(2007.4.19)
【出願人】(505245302)インヴィスタ テクノロジー エスアエルエル (81)
【氏名又は名称原語表記】INVISTA Technologies S.a.r.l.
【住所又は居所原語表記】Talstrasse 80,8001 Zurich,Switzerland
【Fターム(参考)】
【公表日】平成21年3月19日(2009.3.19)
【国際特許分類】
【出願日】平成18年10月10日(2006.10.10)
【国際出願番号】PCT/US2006/039773
【国際公開番号】WO2007/044823
【国際公開日】平成19年4月19日(2007.4.19)
【出願人】(505245302)インヴィスタ テクノロジー エスアエルエル (81)
【氏名又は名称原語表記】INVISTA Technologies S.a.r.l.
【住所又は居所原語表記】Talstrasse 80,8001 Zurich,Switzerland
【Fターム(参考)】
[ Back to top ]