
糸及びその紡績品の工業的生産方法並びに該方法を用いたリング紡績機
複数本の硬い繊維をローラ牽引システムに入れる工程と、ローラ牽引システムからの硬い繊維を接合して得られた糸をリニア仮撚り装置によって逆撚る工程と、前記糸を順次2つのラペットに通す工程と、を含むことを特徴とする糸及びその紡績品の工業的生産方法並びに該方法を用いたリング紡績機を提供する。低い撚係数を有する前記糸及びその糸で作られた紡績品は、化学処理を利用しなくても柔らかくなる。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、糸及びその紡績品の工業的生産方法並びに該方法を用いたリング紡績機に関する。
【背景技術】
【0002】
糸を工業的に生産する場合、新しい技術を糸の生産に結合することと、消費者が新しい技術の利益を受けた糸製品を購買しないことを避けるようにコストの顕著的増加がないことと、両者のバランスを考慮しなければならない。特定品質の糸について、糸の価額が活力のある競争によって決められる。どんな技術を使っても、総コストが市場価額より低くならないと、生産運営が続けられない。
【0003】
総コストはいくつかの要素によって決められる。これらの要素は、新材料、エネルギー(動力)、輸送、貯蔵、新技術の実施、及び労働力コストなどを含む(そのうちのいくつかの例だけが挙げられる)。新技術を実施すると同時に、コストを僅かに増加させるメーカが工業的に高品質と高技術量の製品を生産できる。しかし、糸の製造のための多くの新技術が工業的生産に適合しない。これらの新技術の総コストが市場価額を簡単に遥かに超える。
【0004】
撚りは紡績において重要なプロセスである。撚り工程では、まず、繊維を牽引し、そして糸の必要な糸強度、耐摩耗性、滑らか性などを提供するように、前記繊維を一回又は複数回で撚る。仮撚りによる変形は一種類の撚りである。行進中の糸を撚ることによりローラ牽引システムと仮撚り装置の間に仮撚りが形成される。入れられる糸の撚係数はない又は非常に小さいであり、一方、ローラ牽引システムと仮撚り装置との間の糸は仮撚係数があるが、仮撚り装置から離れた糸の撚係数が入れられる糸と同じである。しかし、撚り工程が変化した場合または制御できなくなる場合、前記糸の中に不必要な残留トルクが残り、リング紡績機における糸切れ率に影響を与え、さらに糸の品質及びその後のプロセスにも影響を与える。したがって、撚り工程の制御は重要である。
【0005】
糸の撚りは可能な限りローラの圧区域に接近して撚り戻すが、ローラの圧区域を完全に通さない。これは、糸がローラを離れたら(2本又は2本以上の糸の場合)必ず内側へ方向を変えて互いに巻き合うからである。ローラの出口には、常に撚係数のない三角形繊維束が存在する。この三角形繊維束は「紡績三角」と言われる。ほとんどの糸切れ(end break)がこの位置で発生する。
【0006】
従来技術では、糸のスピードの低減または糸の撚係数の増加によって、この糸切れ率を最小化する。しかし、このような配置により織物の中に非対称模様や螺旋模様が現れ、補助処理を使ってこの欠陥を解消する必要がある。このため、コストが更に高くなる。
【0007】
米国特許第2590374号において糸や紐を仮撚る装置が提供された。この撚り部材がリング状ベルトで構成される。しかし、前記三角形区域に糸切れが存在するため、このような配置も有限な撚り係数を持つ。米国特許第6860095号において仮撚り装置が提供された。しかし、各仮撚り装置ごとにモータを配置する必要があるため、該配置は工業的生産に利用できない。紡績機にとっては、各仮撚り装置ごとにモータを配置する必要があれば、糸の生産のコストが非常に高くなる可能性がある。
【0008】
紡績機の中にラペットを使うことが周知である。作業のとき、ラペットにより糸をスピンドルへガイドする。通常では1つのラペットを使用する。ラペットとスピンドルの間にある、回転する糸に糸張力が生成することは本領域で周知である。ラペットの上の張力が高すぎると、高頻度で糸切れが生じる。ラペットの下の張力が高すぎると、糸の品質が下がる。上昇や下降可能な可動ラペットは本領域で周知であるが、ラペットの上昇や下降による糸への影響が無視できると言われている。
【0009】
紡績糸がカウント(Ne)の影響を受ける。カウントが高ければ、糸が柔らかく感じる。しかし、糸のカウントのレベルは部分的にスピンドルの回転に制限される。糸切れを避けるため、スピンドルの回転が特定の範囲内に行われる。その結果、もっと柔らかい糸を得るため、多くのメーカが糸に対して化学処理を行う。ただし、化学処理が紡績品のユーザを有害的副産物に曝させ、また、摩損した時に副作用を起こす。
【0010】
本発明は、従来技術の不足と問題を解消するため、柔らかい紡績品の工業的生産において利用される低撚係数糸の機械を公開することを目的とする。
【発明の概要】
【発明が解決しようとする課題】
【0011】
本発明は、低撚係数(T.M.)で糸の工業的生産に利用される機械と方法を提出した。
【0012】
また、本発明は、本発明により工業的に生産された糸で作られた紡績品を提出した。この紡績品は、低い撚係数を呈示し、また、化学処理を採用しない。
【0013】
さらに、本発明は、紡績機の全長に伸ばした撚係数と、紡績機における各リング精紡機に設けられる2つのラペットとを結合して、即用糸(instant yarn)を生産することを提出した。
【図面の簡単な説明】
【0014】
下記の説明、及び添付の特許請求の範囲と図面を参照しながら、本発明の装置と方法の特徴、方案及び利点をよく理解することができる。
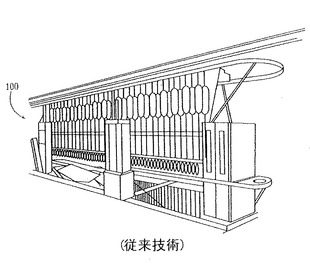
【図1】図1は、従来技術で使われるリング精紡機部品を含む紡績機を示す。
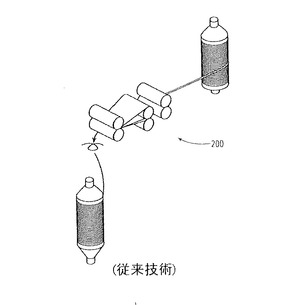
【図2】図2は、従来技術の紡績機に使われる従来のリング精紡機を示す。
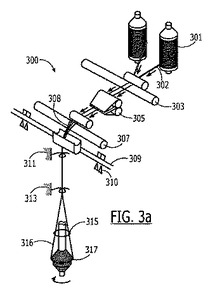
【図3a】図3aは、本発明に使われるリング精紡機を示す。
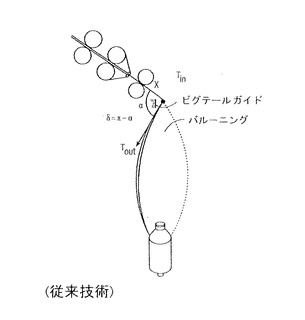
【図3b】図3bは、従来技術によるバルーニングの形成を示す。
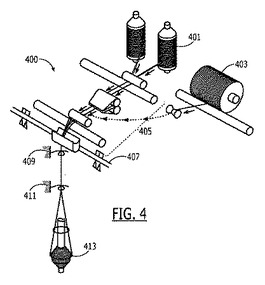
【図4】図4は、本発明に使われるコアスパンフィラメント粗紡糸を結合したリング精紡機を示す。
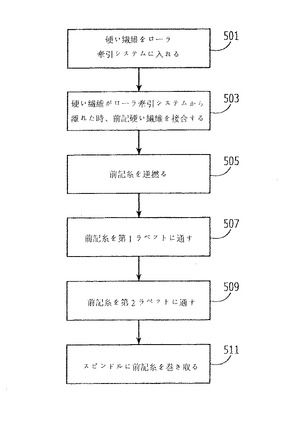
【図5】図5は、本発明による糸の生産方法を詳細に示す。
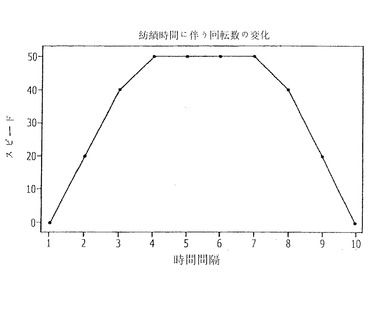
【図6】図6は、本発明におけるスピンドル回転数と時間との変化曲線図を示す。
【発明を実施するための形態】
【0015】
本質的に言うと、下記の例示性の実施例の説明が例示だけとしているが、本発明とその応用や用途を制限するためではない。明細書全体において、用語である「工業的生産」およびその延長的意味が経済要素(たとえば、原材料のコスト、エネルギーのコストなど)を考慮した物つくりの方法を指す。また、「工業的生産」とは、小規模と対照的に製品の大規模的製造を指す。実験台や実験室の製造と比べると、「工業的生産」によって、最終製品の販売コストと、規模拡大の生産において新技術を結合した時のコストとの間に、バランスを取った。用語である「化学処理」とは、糸や糸製品に応用され、物理薬品、化学薬品および/または生物薬品を利用して糸や糸製品の性能を向上する化学および/または物理化学の技術である。
【0016】
図1−図6を参照する。
【0017】
本発明は、リング紡績機を提供する。該リング紡績機は、カウント(Ne)が32−100 Neであり、好ましいのが34−100 Neであり、撚係数(T.M.)がT.M.2.0まで下がる糸の工業的生産に使われ、また、従来のリング紡績機で生産できない他の螺旋糸(そのT.M.値が前記従来の方法で生産した糸のT.M.値より30%低い)、例えば、スラブ糸、コアスパン糸、コアフィラメント糸などを処理することができる。該リング紡績機により作られる糸は、非化学処理的、きれいで滑らかな織物表面や柔らかい肌あたり感を有するソフトな糸製品、たとえば、シャツ、セーター、ズボン、下着などの製造に適合している。本発明は、このような糸の生産方法にも関する。
【0018】
図1は従来技術の1つの実施例としての紡績機である。一般的には、この機械は、両側に設置する複数のリング精紡機を有する。リング精紡機は、スピンドル、ローラ、および粗紡糸を含む。この機械には、総動力需要の少なくとも80%がスピンドルの駆動に使われる。紡績糸は、希望の糸カウント、パッケージサイズ、スピンドルのスピード、および必要な生産率などによって決められる。
【0019】
図2は従来技術のリング紡績機に使われる従来のリング精紡機の実施例である。このリング精紡機において、粗紡糸を入れることによって、糸をローラ、ラペットおよびスピンドルへ供給する。従来技術のリング精紡機は1つのラペットを結合する。該ラペットは糸をローラからスピンドルまで牽引するためのものである。従来技術において糸の案内に適するラペットを1つだけ使用することが示された。一般的に、糸をスピンドルに結合するため、ローラがガイド装置に対して位置決められる。また、このような配置では、スピンドルを介して糸をその正常ルートからずらせる。
【0020】
本発明は複数のリング精紡機を有するリング紡績機に関する。該リング紡績機は、カウントが32−100 Neであり、好ましいのが34−100 Neであり、撚係数がT.M.2.0まで下がる糸の工業的生産に使われ、また、該機械の各側に48−504個のリング精紡機を有する。また、本発明は該機械に使われるリング精紡機にも関する。さらに、本発明は、該生産された糸で作られた製品に関する。この製品は,非化学処理で柔らかい紡績品である。
【0021】
図3aは本発明の紡績機に使われるリング精紡機300の実施例である。各リング精紡機300には、少なくとも2つの粗紡ボビン301と、ローラ(303、305、307)と、リニア仮撚り装置(309)と、ラペット(311、313)と、スピンドルシステム(316)とを含む。
【0022】
精紡機300の中に、少なくとも2つの粗紡ボビン301を含む。粗紡ボビン301は、粗紡糸302を後ローラ303に入れるために用いられる。入れられる粗紡糸302の実例として、綿、羊毛、カシミア、シルク、リネン、竹、麻、レーヨン、アクリル繊維、ナイロン、およびそれらの混合物を含む。糸の各種変形として、繊維、ボール、クラッカー、装飾糸、スパンスラブ、コアスパン糸などを含む。
【0023】
作業中には、前記糸を同時に後ローラ303の中に牽引する。
【0024】
後ローラ303は、本領域で周知の材料(アルミニウム合金を含む)で作成されてボール軸受けを結合する。後ローラ303は、上後ローラと下後ローラを含む。本領域でよく分かるように、上後ローラは時計方向に運転(ロール)し、下後ローラは逆時計方向に運転(ロール)する。粗紡糸302は、後ローラ303を通過して中ローラ305に入れられる。中ローラ305は集中して粗紡糸302の集中部品に側面から圧力を加えることにより、繊維間の作用を増加する。中ローラ305は、キャリヤー、タンブラー、ダブルエプロン、アンブラ牽引部品、圧力棒、およびエプロンと圧力パッドで構成される組から選ばれる。実施例として、中ローラ305はダブルエプロンである。
【0025】
そして、粗紡糸302を前ローラ307に入れる。後ローラ303と同じように、前ローラ307も、本領域で周知の材料で作成される。牽引されている粗紡糸302は、前ローラ307から押し出された後接合して、且つ下へ向けてリニア仮撚り装置309まで転送される。
【0026】
重要なのは、糸が前ローラ307から離れる際に、前記糸で形成される紡績三角308が生じることである。本領域で周知のように、ほとんどの糸切れが前ローラとラペットの間に生じる。従来技術では、スピンドルの回転数を低下するか、糸の撚係数を増加することで、この糸切れを応対する。しかし、回転数の低下や糸撚係数の過度増加により、織物の中に非対称模様や螺旋模様が現れる。また、この処理が牽引糸の周期延長になり、および/または、余分なエネルギーを使って糸の撚係数を増加する。このため、生産コストが高くなり、これにより、糸製品の生産コストも増加する。
【0027】
本発明によれば、糸は一旦前ローラ307から出ると、三角区域308に集中し、且つ、一本の紡績糸がリニア仮撚り装置309と接触する。
【0028】
リニア仮撚り装置309は、連続的な転送ベルトタイプのランナー(runner)である。前記ランナーには、糸302を結合する摩擦面が形成されている。本発明の前記機械において、前記ランナーはリング精紡機の両側でその全長に伸ばしている。各リング精紡機に関連するリニア仮撚り装置309はモータを含まない。1つのモータが全機械の1つのセクション(section)における前記ランナーを駆動する。1つのセクションが96−125個のスピンドルを有する。前記ランナーは逆時計または時計方向へ回転する方式で運転する。前記ランナーの幅が0.3cm−3cmである。このように、1つのモータによって96−125個のスピンドルの上方のランナーを駆動する有利点としてはコストが低いことであり、これにより、高付加価値製品を生産すると同時に、生産のコストを維持することができる。リニア仮撚り装置309は、糸に仮撚り構造を提供する。本領域で周知するように、撚りは、糸強度、耐摩耗性、なめらかさなどを向上することができる。しかし、撚りを制御しないと、糸切れ率が増加するおそれがあり、且つ、糸の品質に悪い影響を与える可能性がある。
【0029】
少なくとも2つの粗紡ボビン301を利用したため、本発明のリニア仮撚り装置309および本機械での位置定めによって、糸は三角区域308を有してそれを改善すると同時に、低い撚係数で行進することができる。これで、撚りをよりよく制御しがなら、糸切れ率を最小化することができる。したがって、高カウント、低い撚係数で柔らかい糸を生産できる。本発明の機械には複数のリング精紡機を結合する。前記リング精紡機は、1つのモータによって96−125個のスピンドルを駆動する仮撚り装置を有する。したがって、コストを増加しないまま、高品質の糸を生産できる。リニア仮撚り装置309は時計または逆時計方向へ回転する方式で操作される。
【0030】
操作中に、糸は前ローラ307から離れてリニア仮撚り装置309に到達する。退出した糸と出口平面の間に、−15°ないし−45°の角度となる。
【0031】
第1ラペット311はリニア仮撚り装置309の下方に設置される。ラペット311は、糸への逆撚り量に影響できるように設置する。ラペット311の内側曲線のリニア仮撚り装置309からの水平距離が約1mmであることが好ましい。第1ラペット311は糸の張力に影響する。張力が高すぎると、糸切れが生じる。張力が足りないと、紡績糸の外観、肌あたり感がよくない。張力と最終製品の品質の間にバランスを取ることは、糸や糸製品が低級から中級までの品質を有する結果となった。簡単的に言うと、本発明は、このバランスの影響を最小化する。
【0032】
第2ラペット313もリング精紡機において、第1ラペット311の下方の約5cmないし約10cmの位置に設置されている。
【0033】
図3bを参照すると、糸302をスピンドル316に巻き取る時、スピンドルシステム316から外へ糸の「バルーニング」を形成する。充分に高いスピードで巻き取る時、糸の外輪郭に透明なバルーニングが形成される。前に述べたように、ラペットは糸の張力に影響する。理論に縛られないが、警報となる糸の張力が下記の式で表れる。
【0034】
Tout =TineNε
ただし、Tout がラペットから出る糸の張力であり、Tinが前記三角区域から離れてラペットに入る時の糸の張力であり、かつ、ε=π−α、αがTinとToutの間の角度である。糸の三角区域から離れる位置がもっとも弱い位置であるので、Tin を糸の破断強度より低く保持して、Tout を低いレベルに保持する。
【0035】
低いレベルであるTout の状態で、糸が集合する時、スピンドルの回転が低いスピードで操作され、バルーニングの過度な膨張を避ける。遅いスピードで操作されたスピンドルの回転数が高カウントの糸の形成を妨げる。
【0036】
本発明によれば、キーポイントとして第2ラペットを結合することにより、従来技術よりもっと高いカウントが得られることは注意すべきである。また、理論に縛られないが、Tout とTin の間の角度が既に増加された(前記バルーニングを形成した第1ラペットから離れた直後のバルーニングに対し、糸は更に下へ誘導されるため)ので、第2ラペット313を利用することにより、Tin を増加することができる。Tout の増加により、スピンドルの回転を増加し、それによってもっと高いカウントの糸を集める。
【0037】
さらに、第2ラペット313を利用することにより、バルーニングの高さが下がる。紡績におけるバルーニングの高さがその直径を影響し、次第に紡績糸のカウントを影響する。
【0038】
上述した通り、糸はスピンドルシステム316に巻き取られる。スピンドルシステム316は、バルーニングの表面積を制御するバルーニング制御リング(ring)315と、糸302と接触するトラベラー(traveler)317を含む。
【0039】
図4は、本発明のリング精紡機400の実施例を示し、少なくとも2つの粗紡ボビンからの粗紡糸401と、コアスパンフィラメント粗紡糸403と、ローラ405と、リニア仮撚り装置407と、ラペット(409、411)と、スピンドルシステム413とを含む。リング精紡機400において、コアスパンフィラメント粗紡糸403はトレーニングローラーにより牽引区域405に誘導される。作業中、フィラメント粗紡糸403と粗紡ボビンからの粗紡糸401を一体に撚る。リニア仮撚り装置407によって糸を仮撚りする。仮撚り装置407は時計方向(S−撚り)や逆時計方向(Z−撚り)に回転できる。糸はキーポイントとして分かれて設置したラペット(409、411)を通過する。その後、スピンドルシステム413に前記糸を巻き取る。
【0040】
図5は、低い撚係数T.M.(2.0−2.3 T.M.と定義する)を有するとともに32−100Ne(好ましいのが34−100Ne)のカウント(Ne)を有する糸を製造する方法の実施例である。この方法は、他の螺旋糸、例えば、スラブ糸、コアスパン糸、コアフィラメント糸などを処理することができる。該方法は、硬い繊維をローラ牽引システムに入れる工程(ステップ501)と、前記硬い繊維がローラ牽引システムから離れた時、前記硬い繊維(即ち、糸)を接合する工程(ステップ503)と、前記糸を逆撚る工程(ステップ505)と、前記糸を第1ラペットに通す工程(ステップ507)と、前記糸を第2ラペットに通す工程(ステップ509)と、スピンドルに前記糸を巻き取る工程(ステップ511)と、を含む。
【0041】
硬い繊維をローラ牽引システムに入れる工程(ステップ501)は、繊維を2つ以上の粗紡ボビンからローラ牽引システムに誘導する後ローラに関する。適合する硬い繊維は、綿、羊毛、カシミア、シルク、リネン、竹、麻、レーヨン、アクリル繊維、ナイロン、およびそれらの混合物である。これらは、魚形、ボール形、クラッカー、スパンスラブ、コアスパン糸など、各種の形式を有する。ローラ牽引システムは、1つまたは複数のローラから構成され、後ローラ、前ローラ、キャリヤー、タンブラー、ダブルエプロン、アンブラ牽引部品、圧力棒、斜め溝(flume)などを含む(しかし、これらに限らない)。
【0042】
前記硬い繊維をローラ牽引システムから出した後、前記硬い繊維を接合する(ステップ503)。具体的に、ローラ牽引システムの位置と接合位置の間に形成した三角区域から糸が離れた後、前記接合を行う。三角区域の頂点(即ち、前記糸を接合する位置)は、もっとも糸切れしやすい位置である。本方法によれば、良好なカウントと低い撚係数を有する糸を提供すると共に、糸切れも最小化することができる。
【0043】
ローラ牽引システムを通過した後、仮撚り装置により前記糸を逆撚りする(ステップ505)。逆撚りは、あるスピードで時計方向又は逆時計方向へ行える。前記スピードがローラ牽引システムの前ローラの転送スピードに比例することが好ましい。糸がスピンドルに向けて下へ行進する場合、糸との充分な接触で逆撚りを行う。糸を約45°でリニア仮撚り装置と接触させることで充分な接触を実現する。糸を約45°で仮撚り装置の移動ベルトと接触させることが好ましい。さらに、スピンドルのスピードに対して、逆撚りのスピードを調整することができる。実施例の1つとして、逆撚りのスピードが、スピンドルのスピードの4−40倍とする。駆動モータに付属するスピード制御装置で逆撚りのスピードを調整できる。
【0044】
逆撚りの後、糸を第1ラペットに通す(ステップ507)。前記第1ラペットは、仮撚り装置の移動ベルトの下方の数mmに設置され、移動ベルトの前方の0.5mm−5mmに設置される。糸は、前記ラペットに通して、ラペットの後部/背部と接触する。
【0045】
そして、糸を第2ラペットに通す(ステップ509)。前記第2ラペットは、直接に第1ラペットの下方のXcmからxcmまでのところに設置される。糸は、前記ラペットの後部/背部に隣接しながら前記ラペットに通す。
【0046】
その後、糸をスピンドルに巻き取る。本領域周知の技術で前記巻取りを行う。実施例の1つとしては、スピンドルにはバルーニング制御リングを含み、巻き取る過程に形成するバルーニングを制御する。上述した通り、巻取りスピードが、逆撚りスピードより4−40倍低い。
【0047】
本方法によれば、紡績糸はT.M.値が2.0−2.3の低い撚係数を有し、且つカウントが 32−100 Neであり、好ましいのが34−100 Neである。糸は、対称的構造、滑らかな織物表面、および柔らかい肌あたり感を有する。本方法により高価値の糸を提供すると同時に、糸を市場に押すために必要な生産率コストを犠牲することはない。これは、複数のリニア仮撚り装置を駆動し、且つ糸切れの可能性を下げた前記2つのラペットを利用したからである。糸は例えばセーター、シャツ、タオル、下着、パンツなどの製品の生産に利用できる。本発明の方法により製造した糸は、低い撚係数と適合なカウントを有するため、柔らかくて耐用し、また、化学処理を要らない。
【0048】
図6は逆撚りスピードとスピンドルの紡績時間との間の関係を示す。図で示すように、スピンドルに糸を巻き取る時、スピード制御装置で逆撚りのスピードを調整する。
【0049】
上述した通り、図面を参照しながら、本システムの実施例を説明したが、理解すべきは、本システムが前記確定した実施例に限らない。また、添付の特許請求の範囲で限定される範囲や精神を脱しない前提で、当業者は前記実施例を各種変化や修正を行うことができる。
添付の特許請求の範囲を解釈する場合、次のことを理解すべきである。
【0050】
a) 用語である「含む」とは、所定の特許請求の範囲の中の部材や動作以外、ほかの部材や動作の存在を排除しない。
b) 部材前にある用語である「1つ」とは、複数のこの種の部材の存在を排除しない。
c) 各請求項の何れの図面符号が特許請求の範囲の範囲を限定しない。
d) 特別な説明がなければ、披露した何れの装置やその部分も任意的に組み合わせまたはほかの部分に分解することができる。
e) 特別な説明がなければ、動作とステップが特定な順序を要求しない。
【技術分野】
【0001】
本発明は、糸及びその紡績品の工業的生産方法並びに該方法を用いたリング紡績機に関する。
【背景技術】
【0002】
糸を工業的に生産する場合、新しい技術を糸の生産に結合することと、消費者が新しい技術の利益を受けた糸製品を購買しないことを避けるようにコストの顕著的増加がないことと、両者のバランスを考慮しなければならない。特定品質の糸について、糸の価額が活力のある競争によって決められる。どんな技術を使っても、総コストが市場価額より低くならないと、生産運営が続けられない。
【0003】
総コストはいくつかの要素によって決められる。これらの要素は、新材料、エネルギー(動力)、輸送、貯蔵、新技術の実施、及び労働力コストなどを含む(そのうちのいくつかの例だけが挙げられる)。新技術を実施すると同時に、コストを僅かに増加させるメーカが工業的に高品質と高技術量の製品を生産できる。しかし、糸の製造のための多くの新技術が工業的生産に適合しない。これらの新技術の総コストが市場価額を簡単に遥かに超える。
【0004】
撚りは紡績において重要なプロセスである。撚り工程では、まず、繊維を牽引し、そして糸の必要な糸強度、耐摩耗性、滑らか性などを提供するように、前記繊維を一回又は複数回で撚る。仮撚りによる変形は一種類の撚りである。行進中の糸を撚ることによりローラ牽引システムと仮撚り装置の間に仮撚りが形成される。入れられる糸の撚係数はない又は非常に小さいであり、一方、ローラ牽引システムと仮撚り装置との間の糸は仮撚係数があるが、仮撚り装置から離れた糸の撚係数が入れられる糸と同じである。しかし、撚り工程が変化した場合または制御できなくなる場合、前記糸の中に不必要な残留トルクが残り、リング紡績機における糸切れ率に影響を与え、さらに糸の品質及びその後のプロセスにも影響を与える。したがって、撚り工程の制御は重要である。
【0005】
糸の撚りは可能な限りローラの圧区域に接近して撚り戻すが、ローラの圧区域を完全に通さない。これは、糸がローラを離れたら(2本又は2本以上の糸の場合)必ず内側へ方向を変えて互いに巻き合うからである。ローラの出口には、常に撚係数のない三角形繊維束が存在する。この三角形繊維束は「紡績三角」と言われる。ほとんどの糸切れ(end break)がこの位置で発生する。
【0006】
従来技術では、糸のスピードの低減または糸の撚係数の増加によって、この糸切れ率を最小化する。しかし、このような配置により織物の中に非対称模様や螺旋模様が現れ、補助処理を使ってこの欠陥を解消する必要がある。このため、コストが更に高くなる。
【0007】
米国特許第2590374号において糸や紐を仮撚る装置が提供された。この撚り部材がリング状ベルトで構成される。しかし、前記三角形区域に糸切れが存在するため、このような配置も有限な撚り係数を持つ。米国特許第6860095号において仮撚り装置が提供された。しかし、各仮撚り装置ごとにモータを配置する必要があるため、該配置は工業的生産に利用できない。紡績機にとっては、各仮撚り装置ごとにモータを配置する必要があれば、糸の生産のコストが非常に高くなる可能性がある。
【0008】
紡績機の中にラペットを使うことが周知である。作業のとき、ラペットにより糸をスピンドルへガイドする。通常では1つのラペットを使用する。ラペットとスピンドルの間にある、回転する糸に糸張力が生成することは本領域で周知である。ラペットの上の張力が高すぎると、高頻度で糸切れが生じる。ラペットの下の張力が高すぎると、糸の品質が下がる。上昇や下降可能な可動ラペットは本領域で周知であるが、ラペットの上昇や下降による糸への影響が無視できると言われている。
【0009】
紡績糸がカウント(Ne)の影響を受ける。カウントが高ければ、糸が柔らかく感じる。しかし、糸のカウントのレベルは部分的にスピンドルの回転に制限される。糸切れを避けるため、スピンドルの回転が特定の範囲内に行われる。その結果、もっと柔らかい糸を得るため、多くのメーカが糸に対して化学処理を行う。ただし、化学処理が紡績品のユーザを有害的副産物に曝させ、また、摩損した時に副作用を起こす。
【0010】
本発明は、従来技術の不足と問題を解消するため、柔らかい紡績品の工業的生産において利用される低撚係数糸の機械を公開することを目的とする。
【発明の概要】
【発明が解決しようとする課題】
【0011】
本発明は、低撚係数(T.M.)で糸の工業的生産に利用される機械と方法を提出した。
【0012】
また、本発明は、本発明により工業的に生産された糸で作られた紡績品を提出した。この紡績品は、低い撚係数を呈示し、また、化学処理を採用しない。
【0013】
さらに、本発明は、紡績機の全長に伸ばした撚係数と、紡績機における各リング精紡機に設けられる2つのラペットとを結合して、即用糸(instant yarn)を生産することを提出した。
【図面の簡単な説明】
【0014】
下記の説明、及び添付の特許請求の範囲と図面を参照しながら、本発明の装置と方法の特徴、方案及び利点をよく理解することができる。
【図1】図1は、従来技術で使われるリング精紡機部品を含む紡績機を示す。
【図2】図2は、従来技術の紡績機に使われる従来のリング精紡機を示す。
【図3a】図3aは、本発明に使われるリング精紡機を示す。
【図3b】図3bは、従来技術によるバルーニングの形成を示す。
【図4】図4は、本発明に使われるコアスパンフィラメント粗紡糸を結合したリング精紡機を示す。
【図5】図5は、本発明による糸の生産方法を詳細に示す。
【図6】図6は、本発明におけるスピンドル回転数と時間との変化曲線図を示す。
【発明を実施するための形態】
【0015】
本質的に言うと、下記の例示性の実施例の説明が例示だけとしているが、本発明とその応用や用途を制限するためではない。明細書全体において、用語である「工業的生産」およびその延長的意味が経済要素(たとえば、原材料のコスト、エネルギーのコストなど)を考慮した物つくりの方法を指す。また、「工業的生産」とは、小規模と対照的に製品の大規模的製造を指す。実験台や実験室の製造と比べると、「工業的生産」によって、最終製品の販売コストと、規模拡大の生産において新技術を結合した時のコストとの間に、バランスを取った。用語である「化学処理」とは、糸や糸製品に応用され、物理薬品、化学薬品および/または生物薬品を利用して糸や糸製品の性能を向上する化学および/または物理化学の技術である。
【0016】
図1−図6を参照する。
【0017】
本発明は、リング紡績機を提供する。該リング紡績機は、カウント(Ne)が32−100 Neであり、好ましいのが34−100 Neであり、撚係数(T.M.)がT.M.2.0まで下がる糸の工業的生産に使われ、また、従来のリング紡績機で生産できない他の螺旋糸(そのT.M.値が前記従来の方法で生産した糸のT.M.値より30%低い)、例えば、スラブ糸、コアスパン糸、コアフィラメント糸などを処理することができる。該リング紡績機により作られる糸は、非化学処理的、きれいで滑らかな織物表面や柔らかい肌あたり感を有するソフトな糸製品、たとえば、シャツ、セーター、ズボン、下着などの製造に適合している。本発明は、このような糸の生産方法にも関する。
【0018】
図1は従来技術の1つの実施例としての紡績機である。一般的には、この機械は、両側に設置する複数のリング精紡機を有する。リング精紡機は、スピンドル、ローラ、および粗紡糸を含む。この機械には、総動力需要の少なくとも80%がスピンドルの駆動に使われる。紡績糸は、希望の糸カウント、パッケージサイズ、スピンドルのスピード、および必要な生産率などによって決められる。
【0019】
図2は従来技術のリング紡績機に使われる従来のリング精紡機の実施例である。このリング精紡機において、粗紡糸を入れることによって、糸をローラ、ラペットおよびスピンドルへ供給する。従来技術のリング精紡機は1つのラペットを結合する。該ラペットは糸をローラからスピンドルまで牽引するためのものである。従来技術において糸の案内に適するラペットを1つだけ使用することが示された。一般的に、糸をスピンドルに結合するため、ローラがガイド装置に対して位置決められる。また、このような配置では、スピンドルを介して糸をその正常ルートからずらせる。
【0020】
本発明は複数のリング精紡機を有するリング紡績機に関する。該リング紡績機は、カウントが32−100 Neであり、好ましいのが34−100 Neであり、撚係数がT.M.2.0まで下がる糸の工業的生産に使われ、また、該機械の各側に48−504個のリング精紡機を有する。また、本発明は該機械に使われるリング精紡機にも関する。さらに、本発明は、該生産された糸で作られた製品に関する。この製品は,非化学処理で柔らかい紡績品である。
【0021】
図3aは本発明の紡績機に使われるリング精紡機300の実施例である。各リング精紡機300には、少なくとも2つの粗紡ボビン301と、ローラ(303、305、307)と、リニア仮撚り装置(309)と、ラペット(311、313)と、スピンドルシステム(316)とを含む。
【0022】
精紡機300の中に、少なくとも2つの粗紡ボビン301を含む。粗紡ボビン301は、粗紡糸302を後ローラ303に入れるために用いられる。入れられる粗紡糸302の実例として、綿、羊毛、カシミア、シルク、リネン、竹、麻、レーヨン、アクリル繊維、ナイロン、およびそれらの混合物を含む。糸の各種変形として、繊維、ボール、クラッカー、装飾糸、スパンスラブ、コアスパン糸などを含む。
【0023】
作業中には、前記糸を同時に後ローラ303の中に牽引する。
【0024】
後ローラ303は、本領域で周知の材料(アルミニウム合金を含む)で作成されてボール軸受けを結合する。後ローラ303は、上後ローラと下後ローラを含む。本領域でよく分かるように、上後ローラは時計方向に運転(ロール)し、下後ローラは逆時計方向に運転(ロール)する。粗紡糸302は、後ローラ303を通過して中ローラ305に入れられる。中ローラ305は集中して粗紡糸302の集中部品に側面から圧力を加えることにより、繊維間の作用を増加する。中ローラ305は、キャリヤー、タンブラー、ダブルエプロン、アンブラ牽引部品、圧力棒、およびエプロンと圧力パッドで構成される組から選ばれる。実施例として、中ローラ305はダブルエプロンである。
【0025】
そして、粗紡糸302を前ローラ307に入れる。後ローラ303と同じように、前ローラ307も、本領域で周知の材料で作成される。牽引されている粗紡糸302は、前ローラ307から押し出された後接合して、且つ下へ向けてリニア仮撚り装置309まで転送される。
【0026】
重要なのは、糸が前ローラ307から離れる際に、前記糸で形成される紡績三角308が生じることである。本領域で周知のように、ほとんどの糸切れが前ローラとラペットの間に生じる。従来技術では、スピンドルの回転数を低下するか、糸の撚係数を増加することで、この糸切れを応対する。しかし、回転数の低下や糸撚係数の過度増加により、織物の中に非対称模様や螺旋模様が現れる。また、この処理が牽引糸の周期延長になり、および/または、余分なエネルギーを使って糸の撚係数を増加する。このため、生産コストが高くなり、これにより、糸製品の生産コストも増加する。
【0027】
本発明によれば、糸は一旦前ローラ307から出ると、三角区域308に集中し、且つ、一本の紡績糸がリニア仮撚り装置309と接触する。
【0028】
リニア仮撚り装置309は、連続的な転送ベルトタイプのランナー(runner)である。前記ランナーには、糸302を結合する摩擦面が形成されている。本発明の前記機械において、前記ランナーはリング精紡機の両側でその全長に伸ばしている。各リング精紡機に関連するリニア仮撚り装置309はモータを含まない。1つのモータが全機械の1つのセクション(section)における前記ランナーを駆動する。1つのセクションが96−125個のスピンドルを有する。前記ランナーは逆時計または時計方向へ回転する方式で運転する。前記ランナーの幅が0.3cm−3cmである。このように、1つのモータによって96−125個のスピンドルの上方のランナーを駆動する有利点としてはコストが低いことであり、これにより、高付加価値製品を生産すると同時に、生産のコストを維持することができる。リニア仮撚り装置309は、糸に仮撚り構造を提供する。本領域で周知するように、撚りは、糸強度、耐摩耗性、なめらかさなどを向上することができる。しかし、撚りを制御しないと、糸切れ率が増加するおそれがあり、且つ、糸の品質に悪い影響を与える可能性がある。
【0029】
少なくとも2つの粗紡ボビン301を利用したため、本発明のリニア仮撚り装置309および本機械での位置定めによって、糸は三角区域308を有してそれを改善すると同時に、低い撚係数で行進することができる。これで、撚りをよりよく制御しがなら、糸切れ率を最小化することができる。したがって、高カウント、低い撚係数で柔らかい糸を生産できる。本発明の機械には複数のリング精紡機を結合する。前記リング精紡機は、1つのモータによって96−125個のスピンドルを駆動する仮撚り装置を有する。したがって、コストを増加しないまま、高品質の糸を生産できる。リニア仮撚り装置309は時計または逆時計方向へ回転する方式で操作される。
【0030】
操作中に、糸は前ローラ307から離れてリニア仮撚り装置309に到達する。退出した糸と出口平面の間に、−15°ないし−45°の角度となる。
【0031】
第1ラペット311はリニア仮撚り装置309の下方に設置される。ラペット311は、糸への逆撚り量に影響できるように設置する。ラペット311の内側曲線のリニア仮撚り装置309からの水平距離が約1mmであることが好ましい。第1ラペット311は糸の張力に影響する。張力が高すぎると、糸切れが生じる。張力が足りないと、紡績糸の外観、肌あたり感がよくない。張力と最終製品の品質の間にバランスを取ることは、糸や糸製品が低級から中級までの品質を有する結果となった。簡単的に言うと、本発明は、このバランスの影響を最小化する。
【0032】
第2ラペット313もリング精紡機において、第1ラペット311の下方の約5cmないし約10cmの位置に設置されている。
【0033】
図3bを参照すると、糸302をスピンドル316に巻き取る時、スピンドルシステム316から外へ糸の「バルーニング」を形成する。充分に高いスピードで巻き取る時、糸の外輪郭に透明なバルーニングが形成される。前に述べたように、ラペットは糸の張力に影響する。理論に縛られないが、警報となる糸の張力が下記の式で表れる。
【0034】
Tout =TineNε
ただし、Tout がラペットから出る糸の張力であり、Tinが前記三角区域から離れてラペットに入る時の糸の張力であり、かつ、ε=π−α、αがTinとToutの間の角度である。糸の三角区域から離れる位置がもっとも弱い位置であるので、Tin を糸の破断強度より低く保持して、Tout を低いレベルに保持する。
【0035】
低いレベルであるTout の状態で、糸が集合する時、スピンドルの回転が低いスピードで操作され、バルーニングの過度な膨張を避ける。遅いスピードで操作されたスピンドルの回転数が高カウントの糸の形成を妨げる。
【0036】
本発明によれば、キーポイントとして第2ラペットを結合することにより、従来技術よりもっと高いカウントが得られることは注意すべきである。また、理論に縛られないが、Tout とTin の間の角度が既に増加された(前記バルーニングを形成した第1ラペットから離れた直後のバルーニングに対し、糸は更に下へ誘導されるため)ので、第2ラペット313を利用することにより、Tin を増加することができる。Tout の増加により、スピンドルの回転を増加し、それによってもっと高いカウントの糸を集める。
【0037】
さらに、第2ラペット313を利用することにより、バルーニングの高さが下がる。紡績におけるバルーニングの高さがその直径を影響し、次第に紡績糸のカウントを影響する。
【0038】
上述した通り、糸はスピンドルシステム316に巻き取られる。スピンドルシステム316は、バルーニングの表面積を制御するバルーニング制御リング(ring)315と、糸302と接触するトラベラー(traveler)317を含む。
【0039】
図4は、本発明のリング精紡機400の実施例を示し、少なくとも2つの粗紡ボビンからの粗紡糸401と、コアスパンフィラメント粗紡糸403と、ローラ405と、リニア仮撚り装置407と、ラペット(409、411)と、スピンドルシステム413とを含む。リング精紡機400において、コアスパンフィラメント粗紡糸403はトレーニングローラーにより牽引区域405に誘導される。作業中、フィラメント粗紡糸403と粗紡ボビンからの粗紡糸401を一体に撚る。リニア仮撚り装置407によって糸を仮撚りする。仮撚り装置407は時計方向(S−撚り)や逆時計方向(Z−撚り)に回転できる。糸はキーポイントとして分かれて設置したラペット(409、411)を通過する。その後、スピンドルシステム413に前記糸を巻き取る。
【0040】
図5は、低い撚係数T.M.(2.0−2.3 T.M.と定義する)を有するとともに32−100Ne(好ましいのが34−100Ne)のカウント(Ne)を有する糸を製造する方法の実施例である。この方法は、他の螺旋糸、例えば、スラブ糸、コアスパン糸、コアフィラメント糸などを処理することができる。該方法は、硬い繊維をローラ牽引システムに入れる工程(ステップ501)と、前記硬い繊維がローラ牽引システムから離れた時、前記硬い繊維(即ち、糸)を接合する工程(ステップ503)と、前記糸を逆撚る工程(ステップ505)と、前記糸を第1ラペットに通す工程(ステップ507)と、前記糸を第2ラペットに通す工程(ステップ509)と、スピンドルに前記糸を巻き取る工程(ステップ511)と、を含む。
【0041】
硬い繊維をローラ牽引システムに入れる工程(ステップ501)は、繊維を2つ以上の粗紡ボビンからローラ牽引システムに誘導する後ローラに関する。適合する硬い繊維は、綿、羊毛、カシミア、シルク、リネン、竹、麻、レーヨン、アクリル繊維、ナイロン、およびそれらの混合物である。これらは、魚形、ボール形、クラッカー、スパンスラブ、コアスパン糸など、各種の形式を有する。ローラ牽引システムは、1つまたは複数のローラから構成され、後ローラ、前ローラ、キャリヤー、タンブラー、ダブルエプロン、アンブラ牽引部品、圧力棒、斜め溝(flume)などを含む(しかし、これらに限らない)。
【0042】
前記硬い繊維をローラ牽引システムから出した後、前記硬い繊維を接合する(ステップ503)。具体的に、ローラ牽引システムの位置と接合位置の間に形成した三角区域から糸が離れた後、前記接合を行う。三角区域の頂点(即ち、前記糸を接合する位置)は、もっとも糸切れしやすい位置である。本方法によれば、良好なカウントと低い撚係数を有する糸を提供すると共に、糸切れも最小化することができる。
【0043】
ローラ牽引システムを通過した後、仮撚り装置により前記糸を逆撚りする(ステップ505)。逆撚りは、あるスピードで時計方向又は逆時計方向へ行える。前記スピードがローラ牽引システムの前ローラの転送スピードに比例することが好ましい。糸がスピンドルに向けて下へ行進する場合、糸との充分な接触で逆撚りを行う。糸を約45°でリニア仮撚り装置と接触させることで充分な接触を実現する。糸を約45°で仮撚り装置の移動ベルトと接触させることが好ましい。さらに、スピンドルのスピードに対して、逆撚りのスピードを調整することができる。実施例の1つとして、逆撚りのスピードが、スピンドルのスピードの4−40倍とする。駆動モータに付属するスピード制御装置で逆撚りのスピードを調整できる。
【0044】
逆撚りの後、糸を第1ラペットに通す(ステップ507)。前記第1ラペットは、仮撚り装置の移動ベルトの下方の数mmに設置され、移動ベルトの前方の0.5mm−5mmに設置される。糸は、前記ラペットに通して、ラペットの後部/背部と接触する。
【0045】
そして、糸を第2ラペットに通す(ステップ509)。前記第2ラペットは、直接に第1ラペットの下方のXcmからxcmまでのところに設置される。糸は、前記ラペットの後部/背部に隣接しながら前記ラペットに通す。
【0046】
その後、糸をスピンドルに巻き取る。本領域周知の技術で前記巻取りを行う。実施例の1つとしては、スピンドルにはバルーニング制御リングを含み、巻き取る過程に形成するバルーニングを制御する。上述した通り、巻取りスピードが、逆撚りスピードより4−40倍低い。
【0047】
本方法によれば、紡績糸はT.M.値が2.0−2.3の低い撚係数を有し、且つカウントが 32−100 Neであり、好ましいのが34−100 Neである。糸は、対称的構造、滑らかな織物表面、および柔らかい肌あたり感を有する。本方法により高価値の糸を提供すると同時に、糸を市場に押すために必要な生産率コストを犠牲することはない。これは、複数のリニア仮撚り装置を駆動し、且つ糸切れの可能性を下げた前記2つのラペットを利用したからである。糸は例えばセーター、シャツ、タオル、下着、パンツなどの製品の生産に利用できる。本発明の方法により製造した糸は、低い撚係数と適合なカウントを有するため、柔らかくて耐用し、また、化学処理を要らない。
【0048】
図6は逆撚りスピードとスピンドルの紡績時間との間の関係を示す。図で示すように、スピンドルに糸を巻き取る時、スピード制御装置で逆撚りのスピードを調整する。
【0049】
上述した通り、図面を参照しながら、本システムの実施例を説明したが、理解すべきは、本システムが前記確定した実施例に限らない。また、添付の特許請求の範囲で限定される範囲や精神を脱しない前提で、当業者は前記実施例を各種変化や修正を行うことができる。
添付の特許請求の範囲を解釈する場合、次のことを理解すべきである。
【0050】
a) 用語である「含む」とは、所定の特許請求の範囲の中の部材や動作以外、ほかの部材や動作の存在を排除しない。
b) 部材前にある用語である「1つ」とは、複数のこの種の部材の存在を排除しない。
c) 各請求項の何れの図面符号が特許請求の範囲の範囲を限定しない。
d) 特別な説明がなければ、披露した何れの装置やその部分も任意的に組み合わせまたはほかの部分に分解することができる。
e) 特別な説明がなければ、動作とステップが特定な順序を要求しない。
【特許請求の範囲】
【請求項1】
硬い繊維をローラ牽引システムに入れる工程(501)と、
前記硬い繊維、即ち、糸を前記ローラ牽引システムから出して接合する工程(503)と、
前記糸を逆撚る工程(505)と、
前記糸を第1ラペットに通す工程(507)と、
前記糸を第2ラペットに通す工程(509)と、
スピンドルに前記糸を巻き取る工程(511)と、
を含むことを特徴とする低撚係数2.0−2.3を有するとともにカウント6−100Neを有する糸を工業的に生産する方法。
【請求項2】
前記糸の撚係数が従来方法で生産する糸の撚係数より30%低くなるように、スピンドルに前記糸を巻き取ることを特徴とする請求項1に記載の低撚係数2.0−2.3を有するとともにカウント6−100Neを有する糸を工業的に生産する方法。
【請求項3】
前記糸は、スラブ糸、コアスパン糸、コアフィラメント糸で構成される組から選ばれることを特徴とする請求項1に記載の低撚係数2.0−2.3を有するとともにカウント6−100Neを有する糸を工業的に生産する方法。
【請求項4】
前記硬い繊維は少なくとも2つの粗紡ボビンから出されることを特徴とする請求項1に記載の低撚係数2.0−2.3を有するとともにカウント6−100Neを有する糸を工業的に生産する方法。
【請求項5】
前記硬い繊維を後ローラから出して接合することを特徴とする請求項1に記載の低撚係数2.0−2.3を有するとともにカウント6−100Neを有する糸を工業的に生産する方法。
【請求項6】
リニア仮撚り装置によって前記糸を逆撚ることを特徴とする請求項1に記載の低撚係数2.0−2.3を有するとともにカウント6−100Neを有する糸を工業的に生産する方法。
【請求項7】
スピンドルに前記糸を巻き取る前に、前記糸をバルーニングすることを特徴とする請求項1に記載の低撚係数2.0−2.3を有するとともにカウント6−100Neを有する糸を工業的に生産する方法。
【請求項8】
時計方向または逆時計方向へ前記逆撚りを行うことを特徴とする請求項4に記載の低撚係数2.0−2.3を有するとともにカウント6−100Neを有する糸を工業的に生産する方法。
【請求項9】
前記逆撚りのスピードが、スピンドルに前記糸を巻き取るスピードの4−40倍とすることを特徴とする請求項1に記載の低撚係数2.0−2.3を有するとともにカウント6−100Neを有する糸を工業的に生産する方法。
【請求項10】
前記糸を逆撚る過程において、そのスピードを調整する工程をさらに含むことを特徴とする請求項1に記載の低撚係数2.0−2.3を有するとともにカウント6−100 Neを有する糸を工業的に生産する方法。
【請求項11】
糸をスピンドルに巻き取ると同時に、仮撚り装置、第1ラペット、第2ラペットによって前記糸を牽引するプロセスで工業的に生産された糸を含むことを特徴とするリニア撚係数2.0−2.3を有するとともにカウント32−100を有する非化学処理の紡績品。
【請求項12】
前記糸は、綿、羊毛、カシミア、シルク、リネン、竹、麻、レーヨン、アクリル繊維、ナイロン、およびそれらの混合物で構成される組から選ばれることを特徴とする請求項9に記載のリニア撚係数2.0−2.3を有するとともにカウント32−100を有する非化学処理の紡績品。
【請求項13】
前記紡績品は、セーター、シャツ、タオル、下着、パンツで構成される組から選ばれることを特徴とする請求項9に記載のリニア撚係数2.0−2.3を有するとともにカウント32−100を有する非化学処理の紡績品。
【請求項14】
各側に48−504個のリング精紡機を有するリング紡績機であって、
前記リング精紡機には、
少なくとも2つの粗紡ボビン(301/401)と、
ローラ牽引システムと、
リニア仮撚り装置(309/407)と、
2つのラペット(311/313/409/411)と、
スピンドルシステム(317/413)と、
前記リニア仮撚り装置を駆動するモータと、前記モータを制御する制御装置と、前記モータと前記リニア仮撚り装置との間に設置されるベルト駆動装置と、
を含むことを特徴とする各側に48−504個のリング精紡機を有するリング紡績機。
【請求項15】
前記粗紡ボビンの糸の形式は、繊維、ボール、クラッカー、装飾糸、スパンスラブ、コアスパン糸で構成される組から選ばれることを特徴とする請求項12に記載の各側に48−504個のリング精紡機を有するリング紡績機。
【請求項16】
前記ローラ牽引システムは、1つまたは複数の後ローラ、中ローラ、前ローラを含むことを特徴とする請求項12に記載の各側に48−504個のリング精紡機を有するリング紡績機。
【請求項17】
前記リニア仮撚り装置は、前記リング精紡機の全長に伸ばす連続型転送ベルトタイプのランナーであることを特徴とする請求項12に記載の各側に48−504個のリング精紡機を有するリング紡績機。
【請求項18】
前記2つのラペットは、5−10cmの間隔で互いに平行に設置される第1ラペットと第2ラペットを含むことを特徴とする請求項12に記載の各側に48−504個のリング精紡機を有するリング紡績機。
【請求項19】
前記第1ラペットの内側曲線は、前記リニア仮撚り装置からの水平距離が約1mmであるように設置されることを特徴とする請求項16に記載の各側に48−504個のリング精紡機を有するリング紡績機。
【請求項20】
前記スピンドルシステムは、バルーニング制御リングとトラベラーをさらに含むことを特徴とする請求項16に記載の各側に48−504個のリング精紡機を有するリング紡績機。
【請求項1】
硬い繊維をローラ牽引システムに入れる工程(501)と、
前記硬い繊維、即ち、糸を前記ローラ牽引システムから出して接合する工程(503)と、
前記糸を逆撚る工程(505)と、
前記糸を第1ラペットに通す工程(507)と、
前記糸を第2ラペットに通す工程(509)と、
スピンドルに前記糸を巻き取る工程(511)と、
を含むことを特徴とする低撚係数2.0−2.3を有するとともにカウント6−100Neを有する糸を工業的に生産する方法。
【請求項2】
前記糸の撚係数が従来方法で生産する糸の撚係数より30%低くなるように、スピンドルに前記糸を巻き取ることを特徴とする請求項1に記載の低撚係数2.0−2.3を有するとともにカウント6−100Neを有する糸を工業的に生産する方法。
【請求項3】
前記糸は、スラブ糸、コアスパン糸、コアフィラメント糸で構成される組から選ばれることを特徴とする請求項1に記載の低撚係数2.0−2.3を有するとともにカウント6−100Neを有する糸を工業的に生産する方法。
【請求項4】
前記硬い繊維は少なくとも2つの粗紡ボビンから出されることを特徴とする請求項1に記載の低撚係数2.0−2.3を有するとともにカウント6−100Neを有する糸を工業的に生産する方法。
【請求項5】
前記硬い繊維を後ローラから出して接合することを特徴とする請求項1に記載の低撚係数2.0−2.3を有するとともにカウント6−100Neを有する糸を工業的に生産する方法。
【請求項6】
リニア仮撚り装置によって前記糸を逆撚ることを特徴とする請求項1に記載の低撚係数2.0−2.3を有するとともにカウント6−100Neを有する糸を工業的に生産する方法。
【請求項7】
スピンドルに前記糸を巻き取る前に、前記糸をバルーニングすることを特徴とする請求項1に記載の低撚係数2.0−2.3を有するとともにカウント6−100Neを有する糸を工業的に生産する方法。
【請求項8】
時計方向または逆時計方向へ前記逆撚りを行うことを特徴とする請求項4に記載の低撚係数2.0−2.3を有するとともにカウント6−100Neを有する糸を工業的に生産する方法。
【請求項9】
前記逆撚りのスピードが、スピンドルに前記糸を巻き取るスピードの4−40倍とすることを特徴とする請求項1に記載の低撚係数2.0−2.3を有するとともにカウント6−100Neを有する糸を工業的に生産する方法。
【請求項10】
前記糸を逆撚る過程において、そのスピードを調整する工程をさらに含むことを特徴とする請求項1に記載の低撚係数2.0−2.3を有するとともにカウント6−100 Neを有する糸を工業的に生産する方法。
【請求項11】
糸をスピンドルに巻き取ると同時に、仮撚り装置、第1ラペット、第2ラペットによって前記糸を牽引するプロセスで工業的に生産された糸を含むことを特徴とするリニア撚係数2.0−2.3を有するとともにカウント32−100を有する非化学処理の紡績品。
【請求項12】
前記糸は、綿、羊毛、カシミア、シルク、リネン、竹、麻、レーヨン、アクリル繊維、ナイロン、およびそれらの混合物で構成される組から選ばれることを特徴とする請求項9に記載のリニア撚係数2.0−2.3を有するとともにカウント32−100を有する非化学処理の紡績品。
【請求項13】
前記紡績品は、セーター、シャツ、タオル、下着、パンツで構成される組から選ばれることを特徴とする請求項9に記載のリニア撚係数2.0−2.3を有するとともにカウント32−100を有する非化学処理の紡績品。
【請求項14】
各側に48−504個のリング精紡機を有するリング紡績機であって、
前記リング精紡機には、
少なくとも2つの粗紡ボビン(301/401)と、
ローラ牽引システムと、
リニア仮撚り装置(309/407)と、
2つのラペット(311/313/409/411)と、
スピンドルシステム(317/413)と、
前記リニア仮撚り装置を駆動するモータと、前記モータを制御する制御装置と、前記モータと前記リニア仮撚り装置との間に設置されるベルト駆動装置と、
を含むことを特徴とする各側に48−504個のリング精紡機を有するリング紡績機。
【請求項15】
前記粗紡ボビンの糸の形式は、繊維、ボール、クラッカー、装飾糸、スパンスラブ、コアスパン糸で構成される組から選ばれることを特徴とする請求項12に記載の各側に48−504個のリング精紡機を有するリング紡績機。
【請求項16】
前記ローラ牽引システムは、1つまたは複数の後ローラ、中ローラ、前ローラを含むことを特徴とする請求項12に記載の各側に48−504個のリング精紡機を有するリング紡績機。
【請求項17】
前記リニア仮撚り装置は、前記リング精紡機の全長に伸ばす連続型転送ベルトタイプのランナーであることを特徴とする請求項12に記載の各側に48−504個のリング精紡機を有するリング紡績機。
【請求項18】
前記2つのラペットは、5−10cmの間隔で互いに平行に設置される第1ラペットと第2ラペットを含むことを特徴とする請求項12に記載の各側に48−504個のリング精紡機を有するリング紡績機。
【請求項19】
前記第1ラペットの内側曲線は、前記リニア仮撚り装置からの水平距離が約1mmであるように設置されることを特徴とする請求項16に記載の各側に48−504個のリング精紡機を有するリング紡績機。
【請求項20】
前記スピンドルシステムは、バルーニング制御リングとトラベラーをさらに含むことを特徴とする請求項16に記載の各側に48−504個のリング精紡機を有するリング紡績機。
【図1】

【図2】
【図3a】
【図3b】
【図4】
【図5】
【図6】
【図2】
【図3a】
【図3b】
【図4】
【図5】
【図6】
【公表番号】特表2010−531937(P2010−531937A)
【公表日】平成22年9月30日(2010.9.30)
【国際特許分類】
【出願番号】特願2010−514156(P2010−514156)
【出願日】平成20年5月13日(2008.5.13)
【国際出願番号】PCT/IB2008/001230
【国際公開番号】WO2009/004419
【国際公開日】平成21年1月8日(2009.1.8)
【出願人】(510003335)ザ ホンコン ポリテクニック ユニヴァーシティ (1)
【出願人】(507290087)セントラルテキスタイル(ホンコン)リミテッド (1)
【Fターム(参考)】
【公表日】平成22年9月30日(2010.9.30)
【国際特許分類】
【出願日】平成20年5月13日(2008.5.13)
【国際出願番号】PCT/IB2008/001230
【国際公開番号】WO2009/004419
【国際公開日】平成21年1月8日(2009.1.8)
【出願人】(510003335)ザ ホンコン ポリテクニック ユニヴァーシティ (1)
【出願人】(507290087)セントラルテキスタイル(ホンコン)リミテッド (1)
【Fターム(参考)】
[ Back to top ]