
糸欠点のクリアリング判定方法と糸処理装置

【課題】クリアリングリミットの設定変更に伴う残存欠点の状況変化を、視覚により的確に捉えることができるようにし、したがってクリアリングリミットの設定作業に要する時間の短縮化を図り、織物の製造コストの低減化に寄与する。
【解決手段】本糸に対するクリアリング処理により切断除去される糸欠点と残存される糸欠点の状況とを、表示装置21に仮想的にシミュレーション表示する。これにより、従来のような一つのクリアリングリミットのモードの選択、クリアリング処置の実行、残存欠点の状態の確認という3つの行為からなる一連の煩わしいクリアリングリミットの設定作業を行う必要がなくなり、クリアリングリミットの設定作業を少ない手間で短時間で行うことが可能となる。
【解決手段】本糸に対するクリアリング処理により切断除去される糸欠点と残存される糸欠点の状況とを、表示装置21に仮想的にシミュレーション表示する。これにより、従来のような一つのクリアリングリミットのモードの選択、クリアリング処置の実行、残存欠点の状態の確認という3つの行為からなる一連の煩わしいクリアリングリミットの設定作業を行う必要がなくなり、クリアリングリミットの設定作業を少ない手間で短時間で行うことが可能となる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、糸に含まれる糸欠点を切断除去するか否かを判定する糸欠点のクリアリング判定方法、および当該方法を実施するための糸処理装置に関する。
【背景技術】
【0002】
空気式紡績装置などの糸処理装置には、給糸ボビンから引き出された糸中に含まれる糸欠点を検出・切断除去したのちに、切断箇所を再度継ぎ足す、所謂クリアリング機能を備えたものがある。かかるクリアリング機能の糸欠点の検出を担う糸検出装置には、光照射により撮影された糸の影像により糸太さを検出する光電式センサタイプや、電界中に糸を通過させて糸の通過断面の静電容量を検出して糸太さを検出する静電容量式センサタイプなどがある。ここで糸欠点とは、糸の太さ異常のことであり、数mm程度の領域で糸が塊状となっているネップやスラブ、数センチ以上の領域で糸太さが平均の太さとは異なる太糸や細糸などを挙げることができる。公知の糸欠点検出装置には、これらネップやスラブ等、糸欠点のレベルに応じた多様な判定基準(クリアリングリミット)が具備されており、この判定基準に基づいて糸欠点を切断除去するか否かが判定される。
また、従来の糸欠点検出装置では、一般的にクリアリングリミットは数種類にモード化されており、当該モードを選択することで、既定のクリアリングリミットに沿った、クリアリング処理がなされるようになっている。
【0003】
この種の糸欠点の判定基準目安の一つに、ウスタークラシマット(USTER CLASSIMAT:以下、単に「クラシマット」と記す)分類システムを用いた方法が広く知られている(USTERはツエルヴエーゲル・ウステル社の登録商標)。この分類システムにおいては、各糸欠点は、その長さと断面太さの二つのパラメータに基づいて分類される。かかるクラシマットを利用した糸欠点のクリアリング判定方法の公知例としては、例えば特許文献1を挙げることができる。そこでは、糸欠点の長さ寸法と感度(断面太さ)の二つのパラメータに加えて、これらパラメータにより細分化された、クラシマット分類上の二次元エリアにおける糸欠点の数の計3つのパラメータにより、糸欠点の分布状況を三次元表示するようにしている。
【特許文献1】特開平4−218712号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
現況において、クリアリングリミットの好適なモードを得るためには、一つのクリアリングリミットのモードの選択、クリアリング処置の実行、残存欠点の状態の確認という3つの行為からなる一連の設定作業を何度も繰り返す必要があった。このため、最適なクリアリングリミットの設定条件を得るためには、多大に時間がかかり、ワインダー装置による巻取処理に要するコストや織物の製造コストが増加することが避けられない。その点、上記特許文献1のように、糸欠点の分布状況を三次元表示するようにしてあると、感度等のパラメータ値を変化させることに伴う、残存欠点の変化の状況を視認することができるので、クリアリングリミットの設定作業を何度も繰り返す煩わしい手間を省くことができる。
【0005】
本発明者等は、クリアリング処理を経た糸から作製される織物の品質向上を図ることを目的として、クリアリングリミットをモード単位ではなく、より細かに設定できるようにすることを考えた。つまり、より細かに各糸欠点を切断除去するか否かを選択できるようにすることを考えた。しかし、上記の特許文献1の発明方法では、細分化された二次元エリア単位で切断除去される糸欠点の個数が表示される形態であるため、当該エリアを離れて細かに糸欠点の分布状況を把握することは不可能であり、したがって本発明者等が考えるクリアリング判定方法に、特許文献1に係る発明方法を採用することはできない。
【0006】
また、この種のクリアリング処理においては、クリアリングリミットの条件を厳しくしすぎると、糸欠点に対する切断除去作業と切断箇所の糸継ぎ作業とからなる、一連のクリアリング処理の頻度が大幅に増加して、巻取処理に要する時間が増加する不利がある。
【0007】
本発明の目的は、クリアリングリミットの設定変更に伴う残存欠点の状況変化を、視覚により的確に捉えることができるようにし、したがってクリアリングリミットの設定作業に要する時間の短縮化を図り、織物の製造コストの低減化に貢献することにある。
本発明の他の目的は、クリアリングリミットの設定変更に伴う、糸欠点に対するクリアリング処理回数の変化具合を的確に把握できるようにし、したがって過度にクリアリングリミットを厳しく設定したことに伴って、巻取処理時間に要する時間が無用に長時間化するなどの設定ミスの発生を未然に防ぐことができるようにすることにある。
本発明の他の目的は、糸欠点が織物に及ぼす影響を予測することができるようにして、クリアリングリミットの最適値を迅速且つ的確に得ることができるようにし、織物の製造コストの低減化と、織物の品質向上に貢献することにある。
【課題を解決するための手段】
【0008】
本発明は、糸処理装置内を走行する糸に含まれる糸欠点部位の糸太さおよび糸長さに係る二種のパラメータ値を測定し、これらパラメータ値に基づいて決定される糸欠点の二次元フィールド上の座標位置をクリアリングリミットと比較することにより、各々の糸欠点を切断除去するか否かを検査・判定するクリアリング判定方法である。この判定方法は、本糸のクリアリング処理に先立って、該本糸と同種のサンプル糸の糸欠点にかかる二種のパラメータ値を採取するサンプル採取工程と、前記二種のパラメータをX−Y軸とする表示装置の二次元フィールド上に、前記サンプル採取工程において採取された各糸欠点の座標位置を画像表示する糸欠点状況表示工程と、前記クリアリングリミットを任意の条件に調整変更し得る閾値調整工程と、前記閾値調整工程におけるクリアリングリミットの設定変更が、前記二次元フィールド上で反映されることにより、本糸に対するクリアリング処理により切断除去される糸欠点と残存される糸欠点の状況を、前記表示装置に仮想的に表示するシミュレーション表示工程とを含むことを特徴とする。
【0009】
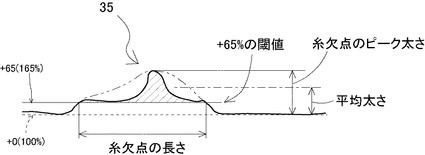
本発明における「糸欠点の長さ寸法」とは、太さが所定閾値(許容太さ)を超えた部位の糸走行方向の長さ範囲を意味する。図6の形態では、正常な部分よりも設定%以上、太さ寸法が大きくなった部位を糸欠点部位とし、この糸欠点部位の長さを、「糸欠点の長さ」としている。「糸欠点の太さ寸法」とは、上記長さ範囲内でのピーク太さ、或いは上記長さ範囲内での平均太さを意味する。
より詳しくは、この種の糸欠点部位の評価法には、前述のクラシマット等のクラシマット評価法と、クリアラー評価法とがあり、クラシマット評価法では、糸欠点部位の長さと、その糸欠点部位におけるピーク太さとを糸欠点の程度(大きさ)の評価対象とする。クリアラー評価法では、糸欠点部位の長さと、その糸欠点部位における平均太さとを糸欠点の程度の評価対象とする。
クラシマット評価法では、ピーク太さを基準として糸欠点の程度を評価するため、図6の実線で示す糸欠点と、図6の二点鎖線で示す糸欠点とを、共に同じ程度の糸欠点として評価することになる。これに対して、クリアラー評価法では、この糸欠点の相違を、評価することが可能である。
【0010】
本発明において、「本糸に対するクリアリング処理により切断除去される糸欠点と残存される糸欠点の状況を、前記表示装置に仮想的に表示する」とは、例えば、切断除去される糸欠点と残存される糸欠点とを、表示装置の画面上に色分け表示することを意味する。本実施形態に係る図4では、両者を黒塗り点と白抜き点として分別表示している。
【0011】
前記シミュレーション表示工程においては、前記の糸欠点の状況に加えて、前記閾値調整工程において設定変更されたクリアリングリミットにより決定される、本糸の単位長さあたりの切断除去回数が表示されるようにすることができる。
【0012】
前記表示装置における前記二次元フィールドは、複数個のエリアに細分化されており、前記閾値調整工程においては、各エリア単位で、該エリアに含まれる糸欠点を切断除去するか否かを設定できるようにすることができる。
【0013】
前記糸欠点表示工程において表示されている前記二次元フィールド上の糸欠点を指定すると、予めサンプル画像記録手段内に格納されている糸欠点のサンプル画像と、当該糸欠点を含む糸を織物にした際の織物外観に係るサンプル画像とが、該サンプル画像記録手段から読み出され、両サンプル画像が前記表示装置に表示されるようにすることができる。
【0014】
また本発明は、糸に含まれる糸欠点部位の糸太さおよび糸長さに係る二種のパラメータ値を測定し、これらパラメータ値に基づいて決定される糸欠点の二次元フィールド上の座標位置をクリアリングリミットと比較することにより、各々の糸欠点を切断除去するか否かを検査・判定する糸処理装置を対象とする。
この糸処理装置は、糸欠点部位の糸太さおよび糸長さに係る二種のパラメータ値を測定する測定手段と、クリアリング処理の対象である本糸に対する走査に先立って行われる、該本糸と同種のサンプル糸に対する前記測定手段による測定結果が格納される糸欠点情報格納手段と、本糸の糸欠点を切断除去するか否かの判断基準となる、前記二種のパラメータに由来するクリアリングリミットが格納される閾値格納手段と、前記二種のパラメータをX−Y軸とする二次元フィールドが画像表示される表示装置と、前記二次元フィールド上におけるクリアリングリミットの値を、オペレータが所望する任意の条件に調整変更するための操作装置とを備えている。
そして、前記糸欠点情報格納手段に格納されているサンプル糸の糸欠点の測定結果と、前記閾値格納手段に格納されているクリアリングリミットとを、前記表示装置の二次元フィールド上に表示した状態で、オペレータが前記操作装置を操作して該表示装置の二次元フィールド上のクリアリングリミットを調整変更すると、かかる調整変更されたクリアリングリミットに基づいて決定される、切断除去される糸欠点と残存される糸欠点の変化の状況が、該表示装置にシミュレーション表示されるようになっていることを特徴とする。
【0015】
ここで言う糸処理装置の具体例としては、例えば、糸欠点検出機能を備えた空気式紡績装置や自動ワインダー装置などを挙げることができる。
【0016】
また、本発明に係る糸処理装置においては、糸欠点のサンプル画像と、当該糸欠点を含む糸を織物にした際の織物外観に係るサンプル画像とを記憶するサンプル画像記録手段と、前記二次元フィールド上の任意の糸欠点を指定し得るポインティング装置を備え、前記オペレータが前記ポインティング装置を操作して、前記二次元フィールド上の糸欠点を指定すると、予め前記サンプル画像記録装置内に格納されている糸欠点のサンプル画像と、当該糸欠点を含む糸を織物にした際の織物外観に係るサンプル画像とが、サンプル画像記録手段から読み出され、両サンプル画像が前記表示装置に表示されるようにすることができる。
【発明の効果】
【0017】
請求項1にかかる糸欠点のクリアリング判定方法においては、閾値調整工程におけるクリアリングリミットの設定変更が、表示装置の二次元フィールド上で反映されて、本糸に対するクリアリング処理により切断除去される糸欠点と残存される糸欠点の状況が、表示装置に仮想的にシミュレーション表示されるようにした。これによれば、本糸に対するクリアリング処理を実行した際に、クリアリングリミットの設定変更に伴って変動する残存欠点の状況変化を的確に把握して、その状況変化を明確に予測することが可能となるため、クリアリングリミットの最適な条件を短時間で簡単確実に得ることができる。これにより、従来のクリアリングリミットの設定方法では不可避であった、一つのクリアリングリミットのモードの選択、クリアリング処置の実行、残存欠点の状態の確認という3つの行為からなる一連の煩わしいクリアリングリミットの設定作業を完全に廃することができるので、当該設定作業に要する時間を大幅に短くできる。このことは、本糸に対するクリアリング処理に迅速に移行できることを意味し、したがって、空気式紡績装置等による巻取コストの低減化、さらに織物の製造コストの低減化に貢献できる。加えて、細分化された二次元エリアとは無関係に、残存する糸欠点と切断除去される糸欠点の状況を把握することができるので、より細かなクリアリングリミットの条件設定が可能となり、織物の品質向上に貢献できる点でも優れている。
【0018】
請求項2のように、閾値調整工程において設定変更されたクリアリングリミットにより決定される本糸の単位長さあたりの切断除去回数が、表示装置に表示されるようにしてあると、クリアリングリミットの設定ミスの発生を未然に防ぐことができる。すなわち、過度にクリアリングリミットを厳しく設定することにより、切断除去回数が増加し、その結果、巻取処理時間に要する時間が無用に長時間化することを防ぐことができる。
【0019】
請求項3のように、表示装置における前記二次元フィールドが、複数個のエリアに細分化されており、閾値調整工程においては、各エリア単位で、該エリアに含まれる糸欠点を切断除去するか否かを設定できるようにしてあると、オペレータが所望するクリアリングリミットの最適条件を簡単確実に設定することが可能となり、クリアリングリミットの設定操作の操作性が向上する。
【0020】
請求項4のように、二次元フィールド上の糸欠点を指定したとき、予め記録手段内に格納されている糸欠点のサンプル画像と、当該糸欠点を含む糸を織物にした際の織物外観に係るサンプル画像とが、表示装置に表示されるようにしてあると、タイミングリミットの設定変更に伴う、残留糸欠点が織物に及ぼす影響を予測しながら、閾値調整工程を進めることができるので、織物の用途に応じた、タイミングリミットの最適条件を簡単確実に得ることができる。
【0021】
請求項5にかかる糸処理装置のように、操作装置を操作してオペレータがクリアリングリミットを調整変更すると、切断除去される糸欠点と残存される糸欠点の状況が、該表示装置にシミュレーション表示されるようにしてあると、本糸に対するクリアリング処理を実行した際に、クリアリングリミットの設定変更に伴って変動する残存欠点の状況変化を的確に把握して、その状況変化を明確に予測することが可能となる。これにより、クリアリングリミットの最適な条件を短時間で簡単確実に得ることができるので、従来のクリアリングリミットの設定方法では不可避であった、一つのクリアリングリミットのモードの選択、クリアリング処置の実行、残存欠点の状態の確認という3つの行為からなる一連の煩わしいクリアリングリミットの設定作業を完全に廃して、当該設定作業に要する時間を大幅に短くできる。このことは、本糸に対するクリアリング処理に迅速に移行できることを意味し、したがって、空気式紡績装置等による巻取コストの低減化、さらに織物の製造コストの低減化に貢献できる。加えて、細分化された二次元エリアとは無関係に、残存する糸欠点と切断除去される糸欠点の状況を把握することができるので、より細かなクリアリングリミットの条件設定が可能となる点でも優れている。
【0022】
請求項6のように、二次元フィールド上の糸欠点を指定したとき、予めサンプル画像記録手段内に格納されている糸欠点のサンプル画像と、当該糸欠点を含む糸を織物にした際の織物外観に係るサンプル画像とが、表示装置に表示されるようにしてあると、タイミングリミットの設定変更に伴う、残留糸欠点が織物に及ぼす影響を予測しながら、閾値調整工程を進めることができるので、織物の用途に応じた、タイミングリミットの最適条件を簡単確実に得ることができる。
【発明を実施するための最良の形態】
【0023】
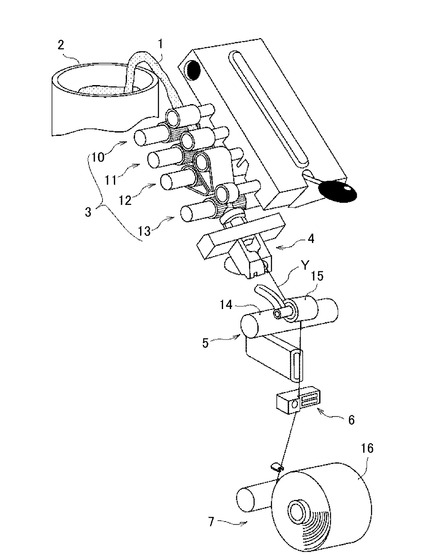
以下の実施形態では、本発明に係る糸欠点のクリアリング判定方法を、空気式紡績装置に適用した例について説明する。図1は空気式紡績装置の構成を示す斜視図、図2は当該装置の制御系のブロック回路図である。図1において、この空気式紡績装置は、綿繊維のスライバ1より、綿繊維の紡績糸Yを製造する装置であり、その製造経路の上流から下流に沿って、ケンス2、ドラフト装置3、空気式精紡装置4、糸送り装置5、糸欠点検出装置6、巻取り装置7が順に配置されている。
【0024】
ケンス2には、練条機で生成されたスライバ1が収容されており、ドラフト装置3は、このケンス2から送り出されたスライバ1を挟み込んで延伸する。ドラフト装置3は、スライバ1の搬送方向に沿って順に配置された、バックローラ対10、サードローラ対11、セカンドローラ対12、フロントローラ対13の四組のドラフトローラ対を備える。
【0025】
空気式精紡装置4は、空気紡績ノズル(空気式精紡装置4に内蔵)において、旋回流をスライバ1の繊維束に作用させることで、紡績糸(結束紡績糸)Yを製造する。本実施形態に係る空気式精紡装置4の精紡速度は300〜400m/minであり、リング精紡機の紡績速度(20〜30m/min)に対して、略20倍の高速紡績が可能である。
【0026】
糸送り装置5は、空気式精紡装置4で製造された紡績糸Yを巻取り装置7へ送り出す装置であり、紡績糸Yをニップして送り出すデリベリローラ14とニップローラ15を有する。
【0027】
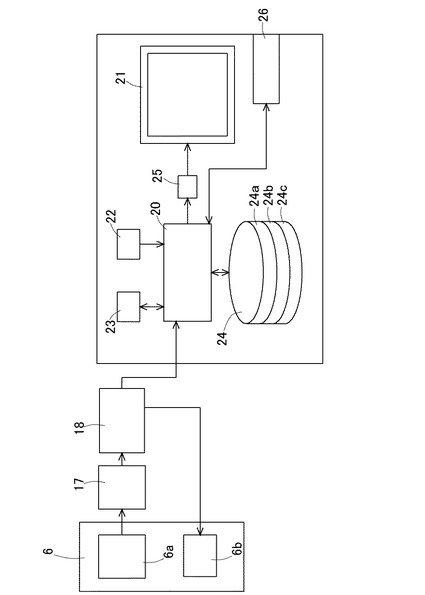
糸欠点検出装置6(測定手段)は、巻取り装置7へ送られる途中の紡績糸Yの糸欠点を検出するスラブキャッチャ6aと、スラブキャッチャ6aによる糸欠点の検出結果に基づいて紡績糸Yを切断する切断装置6bとを備える(図2参照)。スラブキャッチャ6aは例えば静電容量式又は光学式の糸太さ検出装置であり、かかるスラブキャッチャ6aからの信号をアナライザ17で処理することにより、糸欠点の太さと長さの二種のパラメータを得ることができる。これら二種のパラメータは、クリアラー評価法の場合は糸欠点部位の長さと、その糸欠点部位における平均太さであり、クラシマット評価法の場合は糸欠点部位の長さと、その糸欠点部位におけるピーク太さである。
【0028】
アナライザ17で得られたパラメータ値は制御部18に送られ、当該パラメータ値に基づいて、紡績糸Yに含まれる糸欠点を除去すべきであるか否かが判定される。糸欠点を除去すべきであると判断されると、スラブキャッチャ6aは付属の切断装置6bで紡績糸Yを切断して、糸欠点部分を除去する。かかる切断装置により切断された紡績糸は、不図示の糸継ぎ装置により糸継ぎされたのちに、巻取り装置7により巻き取られて、パッケージ16とされる。
【0029】
図2において、空気式紡績装置の全体を制御する制御装置は、中央処理装置20と、文字や図形を表示する表示装置21と、起動プログラム等が格納されたROM22と、主記憶装置となるRAM23と、補助記憶装置であるハードディスク(糸欠点情報格納手段、閾値格納手段、サンプル画像記録手段)24と、表示装置21に対する画面表示を担うビデオチップ25などを備える。符号26は、メニューボタンやファンクションボタンなどで構成される操作ボタン(操作装置、ポインティング装置)を示す。
【0030】
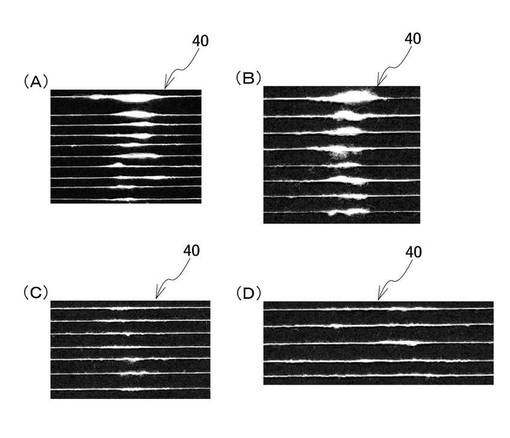
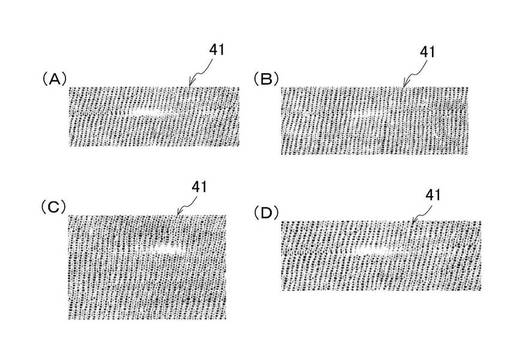
ハードディスク24には、クリアリング処理の対象である本糸に対する走査に先立って行われる、該本糸と同種のサンプル糸に対する前記測定手段による測定結果が格納される領域(糸欠点情報格納手段)24a、クリアリングリミットのモードが格納された領域(閾値格納手段)24b、図7(a)〜(d)に示すような糸欠点のサンプル画像40のデータと、図8(a)〜(d)に示すような織物外観のサンプル画像41のデータが格納された領域(サンプル画像記録手段)24cなどが設けられている。サンプル画像データやクリアリングリミットのモードなどは、予めハードディスク24内に格納されている。なお、これら画像データ等の役割等については後に詳述する。
【0031】
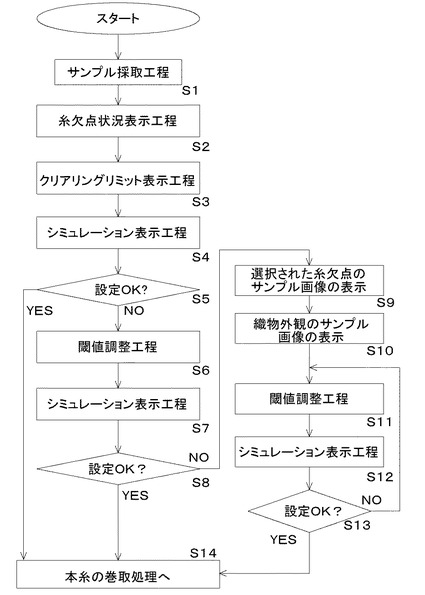
次に、以上のような構成からなる空気式紡績装置による糸欠点のクリアリング判定方法について、図3のフローチャートを使って説明する。かかるクリアリング判定方法においては、まず、本糸に対するクリアリング処理に先立って、サンプル糸を紡績糸Yの走行経路に流して、サンプル糸の糸欠点の状況を糸欠点検出装置6で測定する(サンプル採取工程:S1)。ここで言う「サンプル糸」とは、クリアリング処理の対象となる本糸と全く同種の糸である。このときのスラブキャチャ6aからの測定値に基づいて、アナライザ17が各糸欠点の長さ寸法と太さ寸法の二種のパラメータ値を算出する。
【0032】
本実施形態においては、図6に示すように、正常な部分よりも+65%以上(165%)、太さ寸法が大きくなった部位を糸欠点部位とし、この糸欠点部位の長さを、「糸欠点の長さ」としている。「糸欠点の太さ寸法」とは、上記長さ範囲内でのピーク太さ、或いは上記長さ範囲内での平均太さを意味する。
そこで、アナライザ17は、糸太さが+65%(165%)を越えると、糸欠点部位の長さの計測を開始し、当該数値(+65%(165%))を超えている限り、長さ計測を継続して、糸欠点部位の糸長さを算出する。そして、かかる糸欠点部位の糸長さ範囲内におけるピーク値と、この長さ範囲内における平均値とを算出する。以上により、糸欠点部位の長さに係るパラメータ値に加えて、二種の糸欠点の太さに係るパラメータ値(ピーク太さと平均太さ)を得ることができる。なお、当該閾値(+65%(+165%))は、一例であり、本発明が当該数値に限定されるものでないことは言うまでもない。
【0033】
このように、糸欠点の太さに関して、糸欠点検出装置6によりピーク太さと平均太さの二種のパラメータ値を測定するようにしたのは以下の理由による。すなわち、前述のごとく、糸欠点部位の評価法には、ウスタークラシマット等のクラシマット評価法と、クリアラー評価法とがある。前者のクラシマット評価法では、糸欠点部位の長さと、その糸欠点部位におけるピーク太さとを糸欠点の程度(大きさ)の評価対象とする。後者のクリアラー評価法では、糸欠点部位の長さと、その糸欠点部位における平均太さとを糸欠点の程度の評価対象とする。したがって、本実施形態のように、糸欠点部位の長さに係るパラメータ値に加えて、糸欠点の太さに係る二種のパラメータ値(ピーク太さと平均太さ)を得るようにしてあると、クラシマット評価法で用いるデータ(糸欠点部位の長さと、その糸欠点部位におけるピーク太さ)と、クリアラー評価法で用いるデータ(糸欠点部位の長さと、その糸欠点部位における平均太さ)とを共に得ることができる。これにより、いずれか一方の評価法に基づいて糸欠点を切断除去することもできるし、二つの評価法を組み合わせて判定を行うことも可能となる。
本実施形態においては、クラシマット評価法に基づく糸欠点の分布状況を表示したうえで、各糸欠点を切断除去するか否かをクリアラー評価法に基づいて判定している。この点については、後に詳述する。
【0034】
アナライザ17で得られたサンプル糸の糸欠点のパラメータ値は、制御装置に送られ、ハードディスク24の領域24aに格納されて、データベース化される。なお、かかるサンプル採取工程においては、切断装置6bや糸継ぎ装置は非作動である。
【0035】
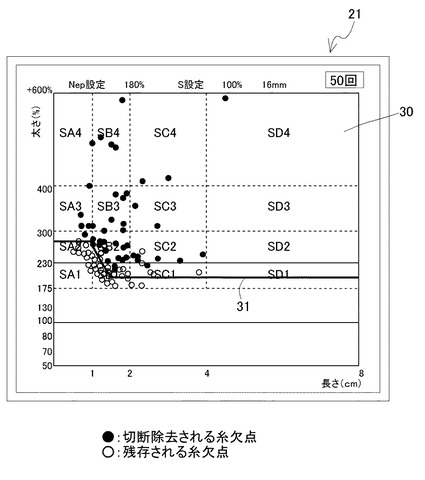
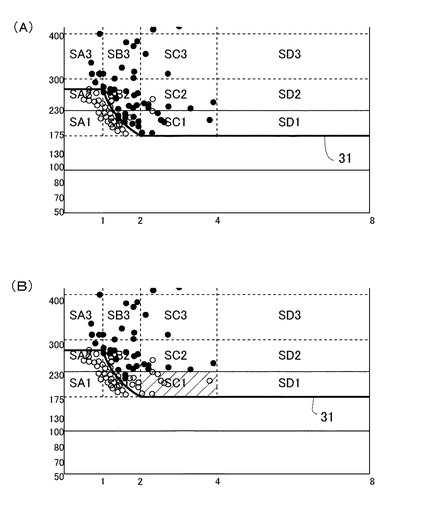
次に、中央制御装置20は、糸欠点情報格納領域24aから各糸欠点のパラメータ値を読み出して、図4に示すように、糸欠点の長さ寸法と太さ寸法の二種のパラメータをX−Y軸とする表示装置21の二次元フィールド30上に、各糸欠点をドットとして画像表示する(糸欠点状況表示工程:S2)。ここで、本実施の形態では、クラシマット評価法に基づく糸欠点の分布状況を、表示装置21の二次元フィールド30上に表示させるものとしている。つまり、図4において、横軸は糸欠点部位の長さであり、縦軸は糸欠点部位のピーク太さである。これにてオペレータは、糸欠点の分布状況を確認することができる。
【0036】
この糸欠点状況表示工程に前後して、ハードディスク24の領域24bから一つのモードのクリアリングリミットが読み出され、これが二次元フィールド30上に表示される(クリアリングリミット表示工程:S3)。図4において、符号31は、二次元フィールド30上に曲線画像として、画像表示されたクリアリングリミットを示す。
【0037】
かかるクリアリングリミットにも、クリアラー評価法に基づくものと、クラシマット評価法に基づくものとがある。したがって、クリアリングリミットのモードの全体は、評価法の違いによって2系統に分類され、各系統において、ネップやスラブ等の違いに応じて、さらにモードが各種設定される。
図4に示すクリアリングリミット31は、糸欠点部位の長さと、その糸欠点部位における平均太さとを基準とするクリアラー評価法に基づくものであり、ここでは、平均太さが280%以上のネップ、および15mm以上で平均太さが200%以上のスラブを切断除去する設定とされている。
なお、かかるクリアリングリミット表示工程において、ハードディスク24の領域24bから読み出されるクリアリングリミット31のモードは、オペレータによるモード選択動作によって選択されたものであってもよいし、糸欠点の二次元フィールド上の分布状況から、中央制御装置20が任意に選択したものであってもよい。尤も、選択されたクリアリングリミットの設定は、以後の閾値調整工程(S6)における操作ボタン(入力手段)26の操作により任意に変更可能である。
【0038】
次に、中央制御装置20は、S3において表示されているクリアリングリミット31に基づいて、本糸をクリアリング処理したときに切断除去される糸欠点の状況を、表示装置21にシミュレーション表示する(シミュレーション表示工程:S4)。図4には、切断除去される糸欠点と残存する糸欠点とを、黒塗り点(切断除去される糸欠点)と、白抜き点(残存糸欠点)とに分別表示した例を示している。図4に示すように、糸欠点部位の座標の集合体のうち、クリアリングリミット31の許容範囲内にあるのが、残存される糸欠点であり、クリアリングリミット31の許容範囲外にあるのが、切断除去される糸欠点である。
【0039】
図4では、クラシマット評価法に基づいて糸欠点の分布状況をプロットしたうえで、クリアラー評価法に基づくクリアリングリミット31を用いて、各糸欠点を切断除去するか否かを判定し、これを分別表示している。つまり、図4に示す糸欠点群の座標は、クラシマット評価法(糸欠点の長さ−ピーク太さ)に基づいて設定されている。このため、クリアラー評価法(糸欠点の長さ−平均太さ)に基づくクリアリングリミット31の上下に基づく糸欠点の分布状況と、残存・切断除去される糸欠点の状況とは、完全には一致しておらず、図4に示す例では、クリアリングリミット31の上方に、残存される糸欠点が複数個存在する状況となっている。
なお、図4において、SA1〜4、SD1〜4などは、クラシマット分類に基づいて細分化された、二次元フィールド30上のエリアを示しており、本実施形態では、これらエリア単位で、糸欠点を切断除去するか否かを決定することもできる。
【0040】
図4に示すように、シミュレーション表示工程(S4)においては、クリアリングリミットに基づいて、本糸をクリアリング処理したときに行われる切断装置6bによる切断除去回数が表示装置21に表示される。つまり、クリアリングリミットにより決定される、本糸の単位長さあたりの切断除去回数をも表示されるようにしている。
【0041】
オペレータが、S4において表示されたシミュレーション結果に、切断除去される糸欠点の数が多すぎるなど、また逆に少なすぎるなど、満足しなかった場合には(S5でNO)、クリアリングリミットを任意の値に設定変更することができる(閾値調整工程:S6)。
図5は、かかる閾値調整工程における表示装置21の画面形態を示す。図5(a)では、先のスラブに係るクリアリングリミットの値(15mm以上で100%以上をカット)を、20mm以上で75%以上をカットするものに変更している。つまり、クリアラー評価法によるクリアリングリミットを変更した場合である。図5(b)では、図5(a)に示すクリアリングリミットの設定条件に加えて、さらにSC1に係るエリアに含まれる糸欠点を切断除去するように設定を変更している。つまり、クラシマット評価法によるクリアリングリミットを新規に設定した場合である。図5(a)(b)のいずれの場合においても、中央制御装置20は、設定変更されたクリアリングリミットに基づいて、本糸をクリアリング処理したときに切断除去される糸欠点の状況を、表示装置21にシミュレーション表示する(シミュレーション表示工程:S7)。同時に、表示装置21には、設定変更後の糸欠点の切断除去回数が表示される。
【0042】
さらに本実施形態では、残存する糸欠点の形態、さらに当該糸欠点を含む糸を織物にした際の外観形態とを参照しながら、オペレータはクリアリングリミットを変更調整することができる。具体的には、オペレータが、さらに詳細なクリアリングリミットの変更調整を望み(S8でNO)、操作ボタンを操作して、特定の二次元フィールド上のエリア(例えばSC1)を選択(ポインディング)した場合には、中央処理装置20は、ハードディスク24の領域24cから、当該エリア(SC1)に対応する糸欠点のサンプル画像40のデータ(例えば図7(a))と、当該糸欠点を含む糸で作製される織物の外観に係るサンプル画像41のデータ(例えば図8(a))とを読み出して、これらサンプル画像40・41を表示装置21に表示する(S9、S10)。尤も、エリア単位でなく、二次元フィールド上の糸欠点単位で、糸欠点のサンプル画像と、糸欠点を含む糸を織物にした際の織物外観に係るサンプル画像とが表示されうようにすることもできる。
【0043】
これらサンプル画像を見たオペレータには、さらにクリアリングリミットの値を変更調整する機会が与えられ(閾値調整工程:S11)、当該クリアリングリミットの変更調整結果は、表示装置21の画面上にシミュレーション表示される(シミュレーション表示工程:S12)。つまり、先のS7の場合と同様に、切断除去される糸欠点と、残存される糸欠点とが分別表示され、切断除去回数が表示される。この状態からもオペレータはクリアリングリミットの設定条件を変更調整することができる(S13でNO、S11)。クリアリングリミットの変更調整作業が終了した場合には(S5、S8、S13でYES)、本糸に対する巻取作業に進むことができる(S14)。
【0044】
以上のように、本実施形態にかかる糸欠点のクリアリング判定方法よれば、本糸に対するクリアリング処理により切断除去される糸欠点と残存される糸欠点の状況とが、表示装置21に仮想的にシミュレーション表示されるようにしたので、従来のような一つのクリアリングリミットのモードの選択、クリアリング処置の実行、残存欠点の状態の確認という3つの行為からなる一連の煩わしいクリアリングリミットの設定作業を行う必要がなくなり、クリアリングリミットの設定作業を少ない手間で短時間で済ませることができる。
【0045】
閾値調整工程(S6)において、設定変更されたクリアリングリミットにより決定される本糸の単位長さあたりの切断除去回数が、表示装置21に表示されるようにしてあると、過度にクリアリングリミットの条件を厳しく設定したことによって、巻取処理時間が無用に長時間化したり、織物の品質が却って低下したりするなどの不具合の発生を未然に防ぐことができる。
【0046】
二次元フィールドが、複数個のエリアに細分化されており、閾値調整工程(S6)においては、各エリア単位で、該エリアに含まれる糸欠点を切断除去するか否かを設定できるようにしてあると、オペレータが所望するクリアリングリミットの最適条件を簡単確実に設定することが可能となり、クリアリングリミットの設定作業を容易に進めることができる。
【0047】
二次元フィールド30上の糸欠点を指定したとき、予めハードディスク24内に格納されている糸欠点のサンプル画像(図7参照)と、当該糸欠点を含む糸を織物にした際の織物外観に係るサンプル画像(図8参照)とが、表示装置21に表示されるようにしてあると、タイミングリミットの設定変更に伴う、残留糸欠点が織物に及ぼす影響を予測しながら、閾値調整工程を進めることができるので、織物の用途に応じた、タイミングリミットの最適条件を簡単確実に得ることができる。
【0048】
上記実施形態では、クラシマット評価法で糸欠点の程度(大きさ)が評価された糸欠点の分布に対して、クリアラー評価法に基づくクリアリングリミットを表示していたが、本発明はこれに限られず、上記とは逆に、クリアラー評価法で糸欠点の程度(大きさ)が評価された糸欠点の分布に対して、クラシマット評価法に基づくクリアリングリミットを表示してもよい。クラシマット評価法或いはクリアラー評価法のいずれか一方のみの評価法に基づいて、糸欠点の分布とクリアリングリミットの表示を行うようにしてもよい。
【0049】
上記実施形態では、ウスタークラシマット分類に基づいて細分化された二次元フィールド上のエリア単位で、クリアリングリミットの条件を変更できるようにしていたが、当該エリアはこれに限られない。
【図面の簡単な説明】
【0050】
【図1】本発明に係るクリアリング判定方法が適用される空気式紡績装置の構成を示す斜視図。
【図2】制御部のブロック回路図。
【図3】クリアリング判定方法を説明するためのフローチャート。
【図4】シミュレーション表示工程における表示装置の表示形態の一例を示す図。
【図5】(A)(B)は、閾値調整工程における表示装置の表示形態を示す図。
【図6】糸欠点を説明するための図。
【図7】(A)乃至(D)は、糸欠点のサンプル画像を示す図。
【図8】(A)乃至(D)は、織物のサンプル画像を示す図。
【符号の説明】
【0051】
6 測定手段(糸欠点検出装置)
21 表示装置
24a 糸欠点情報格納手段(ハードディスクの領域)
24b 閾値格納手段(ハードディスクの領域)
24c サンプル画像記録手段(ハードディスクの領域)
30 表示装置の二次元フィールド
31 クリアリングリミット
35 糸欠点
40 糸欠点のサンプル画像
41 織物外観に係るサンプル画像
Y 糸
【技術分野】
【0001】
本発明は、糸に含まれる糸欠点を切断除去するか否かを判定する糸欠点のクリアリング判定方法、および当該方法を実施するための糸処理装置に関する。
【背景技術】
【0002】
空気式紡績装置などの糸処理装置には、給糸ボビンから引き出された糸中に含まれる糸欠点を検出・切断除去したのちに、切断箇所を再度継ぎ足す、所謂クリアリング機能を備えたものがある。かかるクリアリング機能の糸欠点の検出を担う糸検出装置には、光照射により撮影された糸の影像により糸太さを検出する光電式センサタイプや、電界中に糸を通過させて糸の通過断面の静電容量を検出して糸太さを検出する静電容量式センサタイプなどがある。ここで糸欠点とは、糸の太さ異常のことであり、数mm程度の領域で糸が塊状となっているネップやスラブ、数センチ以上の領域で糸太さが平均の太さとは異なる太糸や細糸などを挙げることができる。公知の糸欠点検出装置には、これらネップやスラブ等、糸欠点のレベルに応じた多様な判定基準(クリアリングリミット)が具備されており、この判定基準に基づいて糸欠点を切断除去するか否かが判定される。
また、従来の糸欠点検出装置では、一般的にクリアリングリミットは数種類にモード化されており、当該モードを選択することで、既定のクリアリングリミットに沿った、クリアリング処理がなされるようになっている。
【0003】
この種の糸欠点の判定基準目安の一つに、ウスタークラシマット(USTER CLASSIMAT:以下、単に「クラシマット」と記す)分類システムを用いた方法が広く知られている(USTERはツエルヴエーゲル・ウステル社の登録商標)。この分類システムにおいては、各糸欠点は、その長さと断面太さの二つのパラメータに基づいて分類される。かかるクラシマットを利用した糸欠点のクリアリング判定方法の公知例としては、例えば特許文献1を挙げることができる。そこでは、糸欠点の長さ寸法と感度(断面太さ)の二つのパラメータに加えて、これらパラメータにより細分化された、クラシマット分類上の二次元エリアにおける糸欠点の数の計3つのパラメータにより、糸欠点の分布状況を三次元表示するようにしている。
【特許文献1】特開平4−218712号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
現況において、クリアリングリミットの好適なモードを得るためには、一つのクリアリングリミットのモードの選択、クリアリング処置の実行、残存欠点の状態の確認という3つの行為からなる一連の設定作業を何度も繰り返す必要があった。このため、最適なクリアリングリミットの設定条件を得るためには、多大に時間がかかり、ワインダー装置による巻取処理に要するコストや織物の製造コストが増加することが避けられない。その点、上記特許文献1のように、糸欠点の分布状況を三次元表示するようにしてあると、感度等のパラメータ値を変化させることに伴う、残存欠点の変化の状況を視認することができるので、クリアリングリミットの設定作業を何度も繰り返す煩わしい手間を省くことができる。
【0005】
本発明者等は、クリアリング処理を経た糸から作製される織物の品質向上を図ることを目的として、クリアリングリミットをモード単位ではなく、より細かに設定できるようにすることを考えた。つまり、より細かに各糸欠点を切断除去するか否かを選択できるようにすることを考えた。しかし、上記の特許文献1の発明方法では、細分化された二次元エリア単位で切断除去される糸欠点の個数が表示される形態であるため、当該エリアを離れて細かに糸欠点の分布状況を把握することは不可能であり、したがって本発明者等が考えるクリアリング判定方法に、特許文献1に係る発明方法を採用することはできない。
【0006】
また、この種のクリアリング処理においては、クリアリングリミットの条件を厳しくしすぎると、糸欠点に対する切断除去作業と切断箇所の糸継ぎ作業とからなる、一連のクリアリング処理の頻度が大幅に増加して、巻取処理に要する時間が増加する不利がある。
【0007】
本発明の目的は、クリアリングリミットの設定変更に伴う残存欠点の状況変化を、視覚により的確に捉えることができるようにし、したがってクリアリングリミットの設定作業に要する時間の短縮化を図り、織物の製造コストの低減化に貢献することにある。
本発明の他の目的は、クリアリングリミットの設定変更に伴う、糸欠点に対するクリアリング処理回数の変化具合を的確に把握できるようにし、したがって過度にクリアリングリミットを厳しく設定したことに伴って、巻取処理時間に要する時間が無用に長時間化するなどの設定ミスの発生を未然に防ぐことができるようにすることにある。
本発明の他の目的は、糸欠点が織物に及ぼす影響を予測することができるようにして、クリアリングリミットの最適値を迅速且つ的確に得ることができるようにし、織物の製造コストの低減化と、織物の品質向上に貢献することにある。
【課題を解決するための手段】
【0008】
本発明は、糸処理装置内を走行する糸に含まれる糸欠点部位の糸太さおよび糸長さに係る二種のパラメータ値を測定し、これらパラメータ値に基づいて決定される糸欠点の二次元フィールド上の座標位置をクリアリングリミットと比較することにより、各々の糸欠点を切断除去するか否かを検査・判定するクリアリング判定方法である。この判定方法は、本糸のクリアリング処理に先立って、該本糸と同種のサンプル糸の糸欠点にかかる二種のパラメータ値を採取するサンプル採取工程と、前記二種のパラメータをX−Y軸とする表示装置の二次元フィールド上に、前記サンプル採取工程において採取された各糸欠点の座標位置を画像表示する糸欠点状況表示工程と、前記クリアリングリミットを任意の条件に調整変更し得る閾値調整工程と、前記閾値調整工程におけるクリアリングリミットの設定変更が、前記二次元フィールド上で反映されることにより、本糸に対するクリアリング処理により切断除去される糸欠点と残存される糸欠点の状況を、前記表示装置に仮想的に表示するシミュレーション表示工程とを含むことを特徴とする。
【0009】
本発明における「糸欠点の長さ寸法」とは、太さが所定閾値(許容太さ)を超えた部位の糸走行方向の長さ範囲を意味する。図6の形態では、正常な部分よりも設定%以上、太さ寸法が大きくなった部位を糸欠点部位とし、この糸欠点部位の長さを、「糸欠点の長さ」としている。「糸欠点の太さ寸法」とは、上記長さ範囲内でのピーク太さ、或いは上記長さ範囲内での平均太さを意味する。
より詳しくは、この種の糸欠点部位の評価法には、前述のクラシマット等のクラシマット評価法と、クリアラー評価法とがあり、クラシマット評価法では、糸欠点部位の長さと、その糸欠点部位におけるピーク太さとを糸欠点の程度(大きさ)の評価対象とする。クリアラー評価法では、糸欠点部位の長さと、その糸欠点部位における平均太さとを糸欠点の程度の評価対象とする。
クラシマット評価法では、ピーク太さを基準として糸欠点の程度を評価するため、図6の実線で示す糸欠点と、図6の二点鎖線で示す糸欠点とを、共に同じ程度の糸欠点として評価することになる。これに対して、クリアラー評価法では、この糸欠点の相違を、評価することが可能である。
【0010】
本発明において、「本糸に対するクリアリング処理により切断除去される糸欠点と残存される糸欠点の状況を、前記表示装置に仮想的に表示する」とは、例えば、切断除去される糸欠点と残存される糸欠点とを、表示装置の画面上に色分け表示することを意味する。本実施形態に係る図4では、両者を黒塗り点と白抜き点として分別表示している。
【0011】
前記シミュレーション表示工程においては、前記の糸欠点の状況に加えて、前記閾値調整工程において設定変更されたクリアリングリミットにより決定される、本糸の単位長さあたりの切断除去回数が表示されるようにすることができる。
【0012】
前記表示装置における前記二次元フィールドは、複数個のエリアに細分化されており、前記閾値調整工程においては、各エリア単位で、該エリアに含まれる糸欠点を切断除去するか否かを設定できるようにすることができる。
【0013】
前記糸欠点表示工程において表示されている前記二次元フィールド上の糸欠点を指定すると、予めサンプル画像記録手段内に格納されている糸欠点のサンプル画像と、当該糸欠点を含む糸を織物にした際の織物外観に係るサンプル画像とが、該サンプル画像記録手段から読み出され、両サンプル画像が前記表示装置に表示されるようにすることができる。
【0014】
また本発明は、糸に含まれる糸欠点部位の糸太さおよび糸長さに係る二種のパラメータ値を測定し、これらパラメータ値に基づいて決定される糸欠点の二次元フィールド上の座標位置をクリアリングリミットと比較することにより、各々の糸欠点を切断除去するか否かを検査・判定する糸処理装置を対象とする。
この糸処理装置は、糸欠点部位の糸太さおよび糸長さに係る二種のパラメータ値を測定する測定手段と、クリアリング処理の対象である本糸に対する走査に先立って行われる、該本糸と同種のサンプル糸に対する前記測定手段による測定結果が格納される糸欠点情報格納手段と、本糸の糸欠点を切断除去するか否かの判断基準となる、前記二種のパラメータに由来するクリアリングリミットが格納される閾値格納手段と、前記二種のパラメータをX−Y軸とする二次元フィールドが画像表示される表示装置と、前記二次元フィールド上におけるクリアリングリミットの値を、オペレータが所望する任意の条件に調整変更するための操作装置とを備えている。
そして、前記糸欠点情報格納手段に格納されているサンプル糸の糸欠点の測定結果と、前記閾値格納手段に格納されているクリアリングリミットとを、前記表示装置の二次元フィールド上に表示した状態で、オペレータが前記操作装置を操作して該表示装置の二次元フィールド上のクリアリングリミットを調整変更すると、かかる調整変更されたクリアリングリミットに基づいて決定される、切断除去される糸欠点と残存される糸欠点の変化の状況が、該表示装置にシミュレーション表示されるようになっていることを特徴とする。
【0015】
ここで言う糸処理装置の具体例としては、例えば、糸欠点検出機能を備えた空気式紡績装置や自動ワインダー装置などを挙げることができる。
【0016】
また、本発明に係る糸処理装置においては、糸欠点のサンプル画像と、当該糸欠点を含む糸を織物にした際の織物外観に係るサンプル画像とを記憶するサンプル画像記録手段と、前記二次元フィールド上の任意の糸欠点を指定し得るポインティング装置を備え、前記オペレータが前記ポインティング装置を操作して、前記二次元フィールド上の糸欠点を指定すると、予め前記サンプル画像記録装置内に格納されている糸欠点のサンプル画像と、当該糸欠点を含む糸を織物にした際の織物外観に係るサンプル画像とが、サンプル画像記録手段から読み出され、両サンプル画像が前記表示装置に表示されるようにすることができる。
【発明の効果】
【0017】
請求項1にかかる糸欠点のクリアリング判定方法においては、閾値調整工程におけるクリアリングリミットの設定変更が、表示装置の二次元フィールド上で反映されて、本糸に対するクリアリング処理により切断除去される糸欠点と残存される糸欠点の状況が、表示装置に仮想的にシミュレーション表示されるようにした。これによれば、本糸に対するクリアリング処理を実行した際に、クリアリングリミットの設定変更に伴って変動する残存欠点の状況変化を的確に把握して、その状況変化を明確に予測することが可能となるため、クリアリングリミットの最適な条件を短時間で簡単確実に得ることができる。これにより、従来のクリアリングリミットの設定方法では不可避であった、一つのクリアリングリミットのモードの選択、クリアリング処置の実行、残存欠点の状態の確認という3つの行為からなる一連の煩わしいクリアリングリミットの設定作業を完全に廃することができるので、当該設定作業に要する時間を大幅に短くできる。このことは、本糸に対するクリアリング処理に迅速に移行できることを意味し、したがって、空気式紡績装置等による巻取コストの低減化、さらに織物の製造コストの低減化に貢献できる。加えて、細分化された二次元エリアとは無関係に、残存する糸欠点と切断除去される糸欠点の状況を把握することができるので、より細かなクリアリングリミットの条件設定が可能となり、織物の品質向上に貢献できる点でも優れている。
【0018】
請求項2のように、閾値調整工程において設定変更されたクリアリングリミットにより決定される本糸の単位長さあたりの切断除去回数が、表示装置に表示されるようにしてあると、クリアリングリミットの設定ミスの発生を未然に防ぐことができる。すなわち、過度にクリアリングリミットを厳しく設定することにより、切断除去回数が増加し、その結果、巻取処理時間に要する時間が無用に長時間化することを防ぐことができる。
【0019】
請求項3のように、表示装置における前記二次元フィールドが、複数個のエリアに細分化されており、閾値調整工程においては、各エリア単位で、該エリアに含まれる糸欠点を切断除去するか否かを設定できるようにしてあると、オペレータが所望するクリアリングリミットの最適条件を簡単確実に設定することが可能となり、クリアリングリミットの設定操作の操作性が向上する。
【0020】
請求項4のように、二次元フィールド上の糸欠点を指定したとき、予め記録手段内に格納されている糸欠点のサンプル画像と、当該糸欠点を含む糸を織物にした際の織物外観に係るサンプル画像とが、表示装置に表示されるようにしてあると、タイミングリミットの設定変更に伴う、残留糸欠点が織物に及ぼす影響を予測しながら、閾値調整工程を進めることができるので、織物の用途に応じた、タイミングリミットの最適条件を簡単確実に得ることができる。
【0021】
請求項5にかかる糸処理装置のように、操作装置を操作してオペレータがクリアリングリミットを調整変更すると、切断除去される糸欠点と残存される糸欠点の状況が、該表示装置にシミュレーション表示されるようにしてあると、本糸に対するクリアリング処理を実行した際に、クリアリングリミットの設定変更に伴って変動する残存欠点の状況変化を的確に把握して、その状況変化を明確に予測することが可能となる。これにより、クリアリングリミットの最適な条件を短時間で簡単確実に得ることができるので、従来のクリアリングリミットの設定方法では不可避であった、一つのクリアリングリミットのモードの選択、クリアリング処置の実行、残存欠点の状態の確認という3つの行為からなる一連の煩わしいクリアリングリミットの設定作業を完全に廃して、当該設定作業に要する時間を大幅に短くできる。このことは、本糸に対するクリアリング処理に迅速に移行できることを意味し、したがって、空気式紡績装置等による巻取コストの低減化、さらに織物の製造コストの低減化に貢献できる。加えて、細分化された二次元エリアとは無関係に、残存する糸欠点と切断除去される糸欠点の状況を把握することができるので、より細かなクリアリングリミットの条件設定が可能となる点でも優れている。
【0022】
請求項6のように、二次元フィールド上の糸欠点を指定したとき、予めサンプル画像記録手段内に格納されている糸欠点のサンプル画像と、当該糸欠点を含む糸を織物にした際の織物外観に係るサンプル画像とが、表示装置に表示されるようにしてあると、タイミングリミットの設定変更に伴う、残留糸欠点が織物に及ぼす影響を予測しながら、閾値調整工程を進めることができるので、織物の用途に応じた、タイミングリミットの最適条件を簡単確実に得ることができる。
【発明を実施するための最良の形態】
【0023】
以下の実施形態では、本発明に係る糸欠点のクリアリング判定方法を、空気式紡績装置に適用した例について説明する。図1は空気式紡績装置の構成を示す斜視図、図2は当該装置の制御系のブロック回路図である。図1において、この空気式紡績装置は、綿繊維のスライバ1より、綿繊維の紡績糸Yを製造する装置であり、その製造経路の上流から下流に沿って、ケンス2、ドラフト装置3、空気式精紡装置4、糸送り装置5、糸欠点検出装置6、巻取り装置7が順に配置されている。
【0024】
ケンス2には、練条機で生成されたスライバ1が収容されており、ドラフト装置3は、このケンス2から送り出されたスライバ1を挟み込んで延伸する。ドラフト装置3は、スライバ1の搬送方向に沿って順に配置された、バックローラ対10、サードローラ対11、セカンドローラ対12、フロントローラ対13の四組のドラフトローラ対を備える。
【0025】
空気式精紡装置4は、空気紡績ノズル(空気式精紡装置4に内蔵)において、旋回流をスライバ1の繊維束に作用させることで、紡績糸(結束紡績糸)Yを製造する。本実施形態に係る空気式精紡装置4の精紡速度は300〜400m/minであり、リング精紡機の紡績速度(20〜30m/min)に対して、略20倍の高速紡績が可能である。
【0026】
糸送り装置5は、空気式精紡装置4で製造された紡績糸Yを巻取り装置7へ送り出す装置であり、紡績糸Yをニップして送り出すデリベリローラ14とニップローラ15を有する。
【0027】
糸欠点検出装置6(測定手段)は、巻取り装置7へ送られる途中の紡績糸Yの糸欠点を検出するスラブキャッチャ6aと、スラブキャッチャ6aによる糸欠点の検出結果に基づいて紡績糸Yを切断する切断装置6bとを備える(図2参照)。スラブキャッチャ6aは例えば静電容量式又は光学式の糸太さ検出装置であり、かかるスラブキャッチャ6aからの信号をアナライザ17で処理することにより、糸欠点の太さと長さの二種のパラメータを得ることができる。これら二種のパラメータは、クリアラー評価法の場合は糸欠点部位の長さと、その糸欠点部位における平均太さであり、クラシマット評価法の場合は糸欠点部位の長さと、その糸欠点部位におけるピーク太さである。
【0028】
アナライザ17で得られたパラメータ値は制御部18に送られ、当該パラメータ値に基づいて、紡績糸Yに含まれる糸欠点を除去すべきであるか否かが判定される。糸欠点を除去すべきであると判断されると、スラブキャッチャ6aは付属の切断装置6bで紡績糸Yを切断して、糸欠点部分を除去する。かかる切断装置により切断された紡績糸は、不図示の糸継ぎ装置により糸継ぎされたのちに、巻取り装置7により巻き取られて、パッケージ16とされる。
【0029】
図2において、空気式紡績装置の全体を制御する制御装置は、中央処理装置20と、文字や図形を表示する表示装置21と、起動プログラム等が格納されたROM22と、主記憶装置となるRAM23と、補助記憶装置であるハードディスク(糸欠点情報格納手段、閾値格納手段、サンプル画像記録手段)24と、表示装置21に対する画面表示を担うビデオチップ25などを備える。符号26は、メニューボタンやファンクションボタンなどで構成される操作ボタン(操作装置、ポインティング装置)を示す。
【0030】
ハードディスク24には、クリアリング処理の対象である本糸に対する走査に先立って行われる、該本糸と同種のサンプル糸に対する前記測定手段による測定結果が格納される領域(糸欠点情報格納手段)24a、クリアリングリミットのモードが格納された領域(閾値格納手段)24b、図7(a)〜(d)に示すような糸欠点のサンプル画像40のデータと、図8(a)〜(d)に示すような織物外観のサンプル画像41のデータが格納された領域(サンプル画像記録手段)24cなどが設けられている。サンプル画像データやクリアリングリミットのモードなどは、予めハードディスク24内に格納されている。なお、これら画像データ等の役割等については後に詳述する。
【0031】
次に、以上のような構成からなる空気式紡績装置による糸欠点のクリアリング判定方法について、図3のフローチャートを使って説明する。かかるクリアリング判定方法においては、まず、本糸に対するクリアリング処理に先立って、サンプル糸を紡績糸Yの走行経路に流して、サンプル糸の糸欠点の状況を糸欠点検出装置6で測定する(サンプル採取工程:S1)。ここで言う「サンプル糸」とは、クリアリング処理の対象となる本糸と全く同種の糸である。このときのスラブキャチャ6aからの測定値に基づいて、アナライザ17が各糸欠点の長さ寸法と太さ寸法の二種のパラメータ値を算出する。
【0032】
本実施形態においては、図6に示すように、正常な部分よりも+65%以上(165%)、太さ寸法が大きくなった部位を糸欠点部位とし、この糸欠点部位の長さを、「糸欠点の長さ」としている。「糸欠点の太さ寸法」とは、上記長さ範囲内でのピーク太さ、或いは上記長さ範囲内での平均太さを意味する。
そこで、アナライザ17は、糸太さが+65%(165%)を越えると、糸欠点部位の長さの計測を開始し、当該数値(+65%(165%))を超えている限り、長さ計測を継続して、糸欠点部位の糸長さを算出する。そして、かかる糸欠点部位の糸長さ範囲内におけるピーク値と、この長さ範囲内における平均値とを算出する。以上により、糸欠点部位の長さに係るパラメータ値に加えて、二種の糸欠点の太さに係るパラメータ値(ピーク太さと平均太さ)を得ることができる。なお、当該閾値(+65%(+165%))は、一例であり、本発明が当該数値に限定されるものでないことは言うまでもない。
【0033】
このように、糸欠点の太さに関して、糸欠点検出装置6によりピーク太さと平均太さの二種のパラメータ値を測定するようにしたのは以下の理由による。すなわち、前述のごとく、糸欠点部位の評価法には、ウスタークラシマット等のクラシマット評価法と、クリアラー評価法とがある。前者のクラシマット評価法では、糸欠点部位の長さと、その糸欠点部位におけるピーク太さとを糸欠点の程度(大きさ)の評価対象とする。後者のクリアラー評価法では、糸欠点部位の長さと、その糸欠点部位における平均太さとを糸欠点の程度の評価対象とする。したがって、本実施形態のように、糸欠点部位の長さに係るパラメータ値に加えて、糸欠点の太さに係る二種のパラメータ値(ピーク太さと平均太さ)を得るようにしてあると、クラシマット評価法で用いるデータ(糸欠点部位の長さと、その糸欠点部位におけるピーク太さ)と、クリアラー評価法で用いるデータ(糸欠点部位の長さと、その糸欠点部位における平均太さ)とを共に得ることができる。これにより、いずれか一方の評価法に基づいて糸欠点を切断除去することもできるし、二つの評価法を組み合わせて判定を行うことも可能となる。
本実施形態においては、クラシマット評価法に基づく糸欠点の分布状況を表示したうえで、各糸欠点を切断除去するか否かをクリアラー評価法に基づいて判定している。この点については、後に詳述する。
【0034】
アナライザ17で得られたサンプル糸の糸欠点のパラメータ値は、制御装置に送られ、ハードディスク24の領域24aに格納されて、データベース化される。なお、かかるサンプル採取工程においては、切断装置6bや糸継ぎ装置は非作動である。
【0035】
次に、中央制御装置20は、糸欠点情報格納領域24aから各糸欠点のパラメータ値を読み出して、図4に示すように、糸欠点の長さ寸法と太さ寸法の二種のパラメータをX−Y軸とする表示装置21の二次元フィールド30上に、各糸欠点をドットとして画像表示する(糸欠点状況表示工程:S2)。ここで、本実施の形態では、クラシマット評価法に基づく糸欠点の分布状況を、表示装置21の二次元フィールド30上に表示させるものとしている。つまり、図4において、横軸は糸欠点部位の長さであり、縦軸は糸欠点部位のピーク太さである。これにてオペレータは、糸欠点の分布状況を確認することができる。
【0036】
この糸欠点状況表示工程に前後して、ハードディスク24の領域24bから一つのモードのクリアリングリミットが読み出され、これが二次元フィールド30上に表示される(クリアリングリミット表示工程:S3)。図4において、符号31は、二次元フィールド30上に曲線画像として、画像表示されたクリアリングリミットを示す。
【0037】
かかるクリアリングリミットにも、クリアラー評価法に基づくものと、クラシマット評価法に基づくものとがある。したがって、クリアリングリミットのモードの全体は、評価法の違いによって2系統に分類され、各系統において、ネップやスラブ等の違いに応じて、さらにモードが各種設定される。
図4に示すクリアリングリミット31は、糸欠点部位の長さと、その糸欠点部位における平均太さとを基準とするクリアラー評価法に基づくものであり、ここでは、平均太さが280%以上のネップ、および15mm以上で平均太さが200%以上のスラブを切断除去する設定とされている。
なお、かかるクリアリングリミット表示工程において、ハードディスク24の領域24bから読み出されるクリアリングリミット31のモードは、オペレータによるモード選択動作によって選択されたものであってもよいし、糸欠点の二次元フィールド上の分布状況から、中央制御装置20が任意に選択したものであってもよい。尤も、選択されたクリアリングリミットの設定は、以後の閾値調整工程(S6)における操作ボタン(入力手段)26の操作により任意に変更可能である。
【0038】
次に、中央制御装置20は、S3において表示されているクリアリングリミット31に基づいて、本糸をクリアリング処理したときに切断除去される糸欠点の状況を、表示装置21にシミュレーション表示する(シミュレーション表示工程:S4)。図4には、切断除去される糸欠点と残存する糸欠点とを、黒塗り点(切断除去される糸欠点)と、白抜き点(残存糸欠点)とに分別表示した例を示している。図4に示すように、糸欠点部位の座標の集合体のうち、クリアリングリミット31の許容範囲内にあるのが、残存される糸欠点であり、クリアリングリミット31の許容範囲外にあるのが、切断除去される糸欠点である。
【0039】
図4では、クラシマット評価法に基づいて糸欠点の分布状況をプロットしたうえで、クリアラー評価法に基づくクリアリングリミット31を用いて、各糸欠点を切断除去するか否かを判定し、これを分別表示している。つまり、図4に示す糸欠点群の座標は、クラシマット評価法(糸欠点の長さ−ピーク太さ)に基づいて設定されている。このため、クリアラー評価法(糸欠点の長さ−平均太さ)に基づくクリアリングリミット31の上下に基づく糸欠点の分布状況と、残存・切断除去される糸欠点の状況とは、完全には一致しておらず、図4に示す例では、クリアリングリミット31の上方に、残存される糸欠点が複数個存在する状況となっている。
なお、図4において、SA1〜4、SD1〜4などは、クラシマット分類に基づいて細分化された、二次元フィールド30上のエリアを示しており、本実施形態では、これらエリア単位で、糸欠点を切断除去するか否かを決定することもできる。
【0040】
図4に示すように、シミュレーション表示工程(S4)においては、クリアリングリミットに基づいて、本糸をクリアリング処理したときに行われる切断装置6bによる切断除去回数が表示装置21に表示される。つまり、クリアリングリミットにより決定される、本糸の単位長さあたりの切断除去回数をも表示されるようにしている。
【0041】
オペレータが、S4において表示されたシミュレーション結果に、切断除去される糸欠点の数が多すぎるなど、また逆に少なすぎるなど、満足しなかった場合には(S5でNO)、クリアリングリミットを任意の値に設定変更することができる(閾値調整工程:S6)。
図5は、かかる閾値調整工程における表示装置21の画面形態を示す。図5(a)では、先のスラブに係るクリアリングリミットの値(15mm以上で100%以上をカット)を、20mm以上で75%以上をカットするものに変更している。つまり、クリアラー評価法によるクリアリングリミットを変更した場合である。図5(b)では、図5(a)に示すクリアリングリミットの設定条件に加えて、さらにSC1に係るエリアに含まれる糸欠点を切断除去するように設定を変更している。つまり、クラシマット評価法によるクリアリングリミットを新規に設定した場合である。図5(a)(b)のいずれの場合においても、中央制御装置20は、設定変更されたクリアリングリミットに基づいて、本糸をクリアリング処理したときに切断除去される糸欠点の状況を、表示装置21にシミュレーション表示する(シミュレーション表示工程:S7)。同時に、表示装置21には、設定変更後の糸欠点の切断除去回数が表示される。
【0042】
さらに本実施形態では、残存する糸欠点の形態、さらに当該糸欠点を含む糸を織物にした際の外観形態とを参照しながら、オペレータはクリアリングリミットを変更調整することができる。具体的には、オペレータが、さらに詳細なクリアリングリミットの変更調整を望み(S8でNO)、操作ボタンを操作して、特定の二次元フィールド上のエリア(例えばSC1)を選択(ポインディング)した場合には、中央処理装置20は、ハードディスク24の領域24cから、当該エリア(SC1)に対応する糸欠点のサンプル画像40のデータ(例えば図7(a))と、当該糸欠点を含む糸で作製される織物の外観に係るサンプル画像41のデータ(例えば図8(a))とを読み出して、これらサンプル画像40・41を表示装置21に表示する(S9、S10)。尤も、エリア単位でなく、二次元フィールド上の糸欠点単位で、糸欠点のサンプル画像と、糸欠点を含む糸を織物にした際の織物外観に係るサンプル画像とが表示されうようにすることもできる。
【0043】
これらサンプル画像を見たオペレータには、さらにクリアリングリミットの値を変更調整する機会が与えられ(閾値調整工程:S11)、当該クリアリングリミットの変更調整結果は、表示装置21の画面上にシミュレーション表示される(シミュレーション表示工程:S12)。つまり、先のS7の場合と同様に、切断除去される糸欠点と、残存される糸欠点とが分別表示され、切断除去回数が表示される。この状態からもオペレータはクリアリングリミットの設定条件を変更調整することができる(S13でNO、S11)。クリアリングリミットの変更調整作業が終了した場合には(S5、S8、S13でYES)、本糸に対する巻取作業に進むことができる(S14)。
【0044】
以上のように、本実施形態にかかる糸欠点のクリアリング判定方法よれば、本糸に対するクリアリング処理により切断除去される糸欠点と残存される糸欠点の状況とが、表示装置21に仮想的にシミュレーション表示されるようにしたので、従来のような一つのクリアリングリミットのモードの選択、クリアリング処置の実行、残存欠点の状態の確認という3つの行為からなる一連の煩わしいクリアリングリミットの設定作業を行う必要がなくなり、クリアリングリミットの設定作業を少ない手間で短時間で済ませることができる。
【0045】
閾値調整工程(S6)において、設定変更されたクリアリングリミットにより決定される本糸の単位長さあたりの切断除去回数が、表示装置21に表示されるようにしてあると、過度にクリアリングリミットの条件を厳しく設定したことによって、巻取処理時間が無用に長時間化したり、織物の品質が却って低下したりするなどの不具合の発生を未然に防ぐことができる。
【0046】
二次元フィールドが、複数個のエリアに細分化されており、閾値調整工程(S6)においては、各エリア単位で、該エリアに含まれる糸欠点を切断除去するか否かを設定できるようにしてあると、オペレータが所望するクリアリングリミットの最適条件を簡単確実に設定することが可能となり、クリアリングリミットの設定作業を容易に進めることができる。
【0047】
二次元フィールド30上の糸欠点を指定したとき、予めハードディスク24内に格納されている糸欠点のサンプル画像(図7参照)と、当該糸欠点を含む糸を織物にした際の織物外観に係るサンプル画像(図8参照)とが、表示装置21に表示されるようにしてあると、タイミングリミットの設定変更に伴う、残留糸欠点が織物に及ぼす影響を予測しながら、閾値調整工程を進めることができるので、織物の用途に応じた、タイミングリミットの最適条件を簡単確実に得ることができる。
【0048】
上記実施形態では、クラシマット評価法で糸欠点の程度(大きさ)が評価された糸欠点の分布に対して、クリアラー評価法に基づくクリアリングリミットを表示していたが、本発明はこれに限られず、上記とは逆に、クリアラー評価法で糸欠点の程度(大きさ)が評価された糸欠点の分布に対して、クラシマット評価法に基づくクリアリングリミットを表示してもよい。クラシマット評価法或いはクリアラー評価法のいずれか一方のみの評価法に基づいて、糸欠点の分布とクリアリングリミットの表示を行うようにしてもよい。
【0049】
上記実施形態では、ウスタークラシマット分類に基づいて細分化された二次元フィールド上のエリア単位で、クリアリングリミットの条件を変更できるようにしていたが、当該エリアはこれに限られない。
【図面の簡単な説明】
【0050】
【図1】本発明に係るクリアリング判定方法が適用される空気式紡績装置の構成を示す斜視図。
【図2】制御部のブロック回路図。
【図3】クリアリング判定方法を説明するためのフローチャート。
【図4】シミュレーション表示工程における表示装置の表示形態の一例を示す図。
【図5】(A)(B)は、閾値調整工程における表示装置の表示形態を示す図。
【図6】糸欠点を説明するための図。
【図7】(A)乃至(D)は、糸欠点のサンプル画像を示す図。
【図8】(A)乃至(D)は、織物のサンプル画像を示す図。
【符号の説明】
【0051】
6 測定手段(糸欠点検出装置)
21 表示装置
24a 糸欠点情報格納手段(ハードディスクの領域)
24b 閾値格納手段(ハードディスクの領域)
24c サンプル画像記録手段(ハードディスクの領域)
30 表示装置の二次元フィールド
31 クリアリングリミット
35 糸欠点
40 糸欠点のサンプル画像
41 織物外観に係るサンプル画像
Y 糸
【特許請求の範囲】
【請求項1】
糸処理装置内を走行する糸に含まれる糸欠点部位の糸太さおよび糸長さに係る二種のパラメータ値を測定し、これらパラメータ値に基づいて決定される糸欠点の二次元フィールド上の座標位置をクリアリングリミットと比較することにより、各々の糸欠点を切断除去するか否かを検査・判定するクリアリング判定方法であって、
本糸のクリアリング処理に先立って、該本糸と同種のサンプル糸の糸欠点にかかる二種のパラメータ値を採取するサンプル採取工程と、
前記二種のパラメータをX−Y軸とする表示装置の二次元フィールド上に、前記サンプル採取工程において採取された各糸欠点の座標位置を画像表示する糸欠点状況表示工程と、
前記クリアリングリミットを任意の条件に調整変更し得る閾値調整工程と、
設定されたクリアリングリミットに基づいて、切断除去される糸欠点と残存される糸欠点の状況を、前記表示装置に仮想的に表示するシミュレーション表示工程とを含むことを特徴とする糸欠点のクリアリング判定方法。
【請求項2】
前記シミュレーション表示工程においては、前記の糸欠点の状況に加えて、前記閾値調整工程において設定変更されたクリアリングリミットにより決定される、本糸の単位長さあたりの切断除去回数が表示されるようにしてある請求項1記載の糸欠点のクリアリング判定方法。
【請求項3】
前記表示装置における前記二次元フィールドは、複数個のエリアに細分化されており、
前記閾値調整工程においては、各エリア単位で、該エリアに含まれる糸欠点を切断除去するか否かを設定できるようにしてある請求項1又は2記載の糸欠点のクリアリング判定方法。
【請求項4】
前記糸欠点表示工程において表示されている前記二次元フィールド上の糸欠点を指定すると、予めサンプル画像記録手段内に格納されている糸欠点のサンプル画像と、当該糸欠点を含む糸を織物にした際の織物外観に係るサンプル画像とが、該サンプル画像記録手段から読み出され、
両サンプル画像が前記表示装置に表示されるようにしてある請求項1乃至3のいずれかに記載の糸欠点のクリアリング判定方法。
【請求項5】
糸に含まれる糸欠点部位の糸太さおよび糸長さに係る二種のパラメータ値を測定し、これらパラメータ値に基づいて決定される糸欠点の二次元フィールド上の座標位置をクリアリングリミットと比較することにより、各々の糸欠点を切断除去するか否かを検査・判定するための糸処理装置であって、
糸欠点部位の糸太さおよび糸長さに係る二種のパラメータ値を測定する測定手段と、
クリアリング処理の対象である本糸に対する走査に先立って行われる、該本糸と同種のサンプル糸に対する前記測定手段による測定結果が格納される糸欠点情報格納手段と、
本糸の糸欠点を切断除去するか否かの判断基準となる、前記二種のパラメータに由来するクリアリングリミットが格納される閾値格納手段と、
前記二種のパラメータをX−Y軸とする二次元フィールドが画像表示される表示装置と、
前記二次元フィールド上におけるクリアリングリミットの値を、オペレータが所望する任意の条件に調整変更するための操作装置とを備えており、
前記糸欠点情報格納手段に格納されているサンプル糸の糸欠点の測定結果と、前記閾値格納手段に格納されているクリアリングリミットとを、前記表示装置の二次元フィールド上に表示した状態で、オペレータが前記操作装置を操作して該表示装置の二次元フィールド上のクリアリングリミットを調整変更すると、かかる調整変更されたクリアリングリミットに基づいて決定される、切断除去される糸欠点と残存される糸欠点の変化の状況が、該表示装置にシミュレーション表示されるようになっていることを特徴とする糸処理装置。
【請求項6】
糸欠点のサンプル画像と、当該糸欠点を含む糸を織物にした際の織物外観に係るサンプル画像とを記憶するサンプル画像記録手段と、
前記二次元フィールド上の任意の糸欠点を指定し得るポインティング装置を備え、
前記オペレータが前記ポインティング装置を操作して、前記二次元フィールド上の糸欠点を指定すると、予め前記サンプル画像記録装置内に格納されている糸欠点のサンプル画像と、当該糸欠点を含む糸を織物にした際の織物外観に係るサンプル画像とが、サンプル画像記録手段から読み出され、両サンプル画像が前記表示装置に表示されるようにしてある請求項5記載の糸処理装置。
【請求項1】
糸処理装置内を走行する糸に含まれる糸欠点部位の糸太さおよび糸長さに係る二種のパラメータ値を測定し、これらパラメータ値に基づいて決定される糸欠点の二次元フィールド上の座標位置をクリアリングリミットと比較することにより、各々の糸欠点を切断除去するか否かを検査・判定するクリアリング判定方法であって、
本糸のクリアリング処理に先立って、該本糸と同種のサンプル糸の糸欠点にかかる二種のパラメータ値を採取するサンプル採取工程と、
前記二種のパラメータをX−Y軸とする表示装置の二次元フィールド上に、前記サンプル採取工程において採取された各糸欠点の座標位置を画像表示する糸欠点状況表示工程と、
前記クリアリングリミットを任意の条件に調整変更し得る閾値調整工程と、
設定されたクリアリングリミットに基づいて、切断除去される糸欠点と残存される糸欠点の状況を、前記表示装置に仮想的に表示するシミュレーション表示工程とを含むことを特徴とする糸欠点のクリアリング判定方法。
【請求項2】
前記シミュレーション表示工程においては、前記の糸欠点の状況に加えて、前記閾値調整工程において設定変更されたクリアリングリミットにより決定される、本糸の単位長さあたりの切断除去回数が表示されるようにしてある請求項1記載の糸欠点のクリアリング判定方法。
【請求項3】
前記表示装置における前記二次元フィールドは、複数個のエリアに細分化されており、
前記閾値調整工程においては、各エリア単位で、該エリアに含まれる糸欠点を切断除去するか否かを設定できるようにしてある請求項1又は2記載の糸欠点のクリアリング判定方法。
【請求項4】
前記糸欠点表示工程において表示されている前記二次元フィールド上の糸欠点を指定すると、予めサンプル画像記録手段内に格納されている糸欠点のサンプル画像と、当該糸欠点を含む糸を織物にした際の織物外観に係るサンプル画像とが、該サンプル画像記録手段から読み出され、
両サンプル画像が前記表示装置に表示されるようにしてある請求項1乃至3のいずれかに記載の糸欠点のクリアリング判定方法。
【請求項5】
糸に含まれる糸欠点部位の糸太さおよび糸長さに係る二種のパラメータ値を測定し、これらパラメータ値に基づいて決定される糸欠点の二次元フィールド上の座標位置をクリアリングリミットと比較することにより、各々の糸欠点を切断除去するか否かを検査・判定するための糸処理装置であって、
糸欠点部位の糸太さおよび糸長さに係る二種のパラメータ値を測定する測定手段と、
クリアリング処理の対象である本糸に対する走査に先立って行われる、該本糸と同種のサンプル糸に対する前記測定手段による測定結果が格納される糸欠点情報格納手段と、
本糸の糸欠点を切断除去するか否かの判断基準となる、前記二種のパラメータに由来するクリアリングリミットが格納される閾値格納手段と、
前記二種のパラメータをX−Y軸とする二次元フィールドが画像表示される表示装置と、
前記二次元フィールド上におけるクリアリングリミットの値を、オペレータが所望する任意の条件に調整変更するための操作装置とを備えており、
前記糸欠点情報格納手段に格納されているサンプル糸の糸欠点の測定結果と、前記閾値格納手段に格納されているクリアリングリミットとを、前記表示装置の二次元フィールド上に表示した状態で、オペレータが前記操作装置を操作して該表示装置の二次元フィールド上のクリアリングリミットを調整変更すると、かかる調整変更されたクリアリングリミットに基づいて決定される、切断除去される糸欠点と残存される糸欠点の変化の状況が、該表示装置にシミュレーション表示されるようになっていることを特徴とする糸処理装置。
【請求項6】
糸欠点のサンプル画像と、当該糸欠点を含む糸を織物にした際の織物外観に係るサンプル画像とを記憶するサンプル画像記録手段と、
前記二次元フィールド上の任意の糸欠点を指定し得るポインティング装置を備え、
前記オペレータが前記ポインティング装置を操作して、前記二次元フィールド上の糸欠点を指定すると、予め前記サンプル画像記録装置内に格納されている糸欠点のサンプル画像と、当該糸欠点を含む糸を織物にした際の織物外観に係るサンプル画像とが、サンプル画像記録手段から読み出され、両サンプル画像が前記表示装置に表示されるようにしてある請求項5記載の糸処理装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2007−211363(P2007−211363A)
【公開日】平成19年8月23日(2007.8.23)
【国際特許分類】
【出願番号】特願2006−31068(P2006−31068)
【出願日】平成18年2月8日(2006.2.8)
【出願人】(000006297)村田機械株式会社 (4,916)
【Fターム(参考)】
【公開日】平成19年8月23日(2007.8.23)
【国際特許分類】
【出願日】平成18年2月8日(2006.2.8)
【出願人】(000006297)村田機械株式会社 (4,916)
【Fターム(参考)】
[ Back to top ]