
紐状の繊維製品を洗浄する方法および装置
【課題】ジェット式処理機械で紐状の繊維製品を洗浄する方法または装置において、生産コストが最低限に抑えられるように洗浄液消費量と洗浄時間を調節する。
【解決手段】エンドレスの紐製品4の形態の繊維製品がベンチュリ搬送ノズル6により容器1内で気体状の搬送媒体によって循環させられる。この洗浄は、紐製品の進行方向で見て搬送ノズルの前および/または内部および/または後で紐製品に塗布される洗浄液で行われる。このとき、単位時間あたりの洗浄液塗布および/または紐製品の循環速度が、繊維製品の製品固有のデータおよび/または機械固有のデータおよび/または方法固有のデータに依存して制御される。
【解決手段】エンドレスの紐製品4の形態の繊維製品がベンチュリ搬送ノズル6により容器1内で気体状の搬送媒体によって循環させられる。この洗浄は、紐製品の進行方向で見て搬送ノズルの前および/または内部および/または後で紐製品に塗布される洗浄液で行われる。このとき、単位時間あたりの洗浄液塗布および/または紐製品の循環速度が、繊維製品の製品固有のデータおよび/または機械固有のデータおよび/または方法固有のデータに依存して制御される。
【発明の詳細な説明】
【技術分野】
【0001】
たとえばジェット式の後染め機械などのジェット式処理機械で紐状の繊維製品を湿式処理する場合、繊維製品はエンドレスの紐製品の形態で閉じた容器の中をジェットノズルの形態の搬送ノズルシステムによって循環させられる。ジェットノズルには、紐製品を所定の循環方向で前進運動させる搬送媒体流が供給される。このとき多くの機械の搬送媒体は、プロセスに依存して添加剤を添加することができ、プロセス進行中にさまざまな温度にすることができる処理染液である。
【背景技術】
【0002】
このような各々の湿式加工プロセスでは、繊維製品に対する親和性を有していてその内部にある物質またはその表面に付着している物資を、糊抜き、漂白、洗濯、鹸化などのいくつかの予備処理プロセスによって事前に、または洗浄方法と同時に、溶液、エマルジョン、または分散液にしてから洗い落とさなくてはならない洗浄工程が必要である。厳密に考えると洗浄液中の洗い落とされるべき汚れ粒子の濃度が進行中に低下していく希釈プロセスでもある繊維製品の洗浄には、現実問題として、3通りの異なる方式が採用されている。このことは、たとえば「Melliland Textilberichte」(メリーランド繊維レポート)、1997年6月発行、第428〜433頁で次のように説明されている。
【0003】
いわゆるバッチ洗浄では、洗浄液浴が容器に満たされ、紐製品が循環させられて、事前設定された回数の紐製品循環の後に洗浄液浴が再び排出される。それにより、製品の汚れを含んだ処理染液が、洗浄液浴の洗浄液と混ぜ合わされる。何回か浴液を交換した後に所望の洗浄結果が得られる。
【0004】
別の方式では、容器中の洗浄液の2つの異なるレベルの間で洗浄が行われる。この場合、洗浄工程中における紐製品の循環運動が、処理液の充填や排出によって中断されることがない。その代わりに、通常は染液ポンプである循環ポンプによって洗浄液が処理時間中に循環し、容器への洗浄液流入と容器からの洗浄液流出とを適宜制御することによって、上側レベルと下側レベル(循環ポンプの申し分のない動作のための最低レベル)との間で入れ替る洗浄液レベルが、容器の中で維持される。バッチ洗浄の場合と同じく、排出される洗浄液の汚れ具合を調べることによって洗浄結果を判定することができる。
【0005】
最後の3番目の方式は、オーバーフローでの洗浄である。この場合には紐製品を循環させながら、容器に含まれている汚れを含んだ処理染液に、通常は水である洗浄液が継続して供給され、その間に、洗浄液によって希釈された余剰の処理染液が、オーバーフロー管によって規定されるレベルで継続的に排出される。この場合、処理浴液が連続して希釈されることによって洗浄結果が得られる。オーバーフロー配管を介して流出する、次第に薄くなっていく処理染液を適宜監視することによって、洗浄結果を調べることができる。
【0006】
洗浄をするときの上記の方式のうち、バッチ洗浄および2つの異なるレベルの間での洗浄は、洗浄液の消費量すなわち通常は水の消費量という観点ではもっとも効率が良い。オーバーフロー洗浄における洗浄液消費量は原理的にもっとも多いため、この洗浄方式は洗浄液消費量の観点からすると非効率である。
【0007】
染色機の水の消費量は、多くの工業国において、湿式加工方法の経済性に関する主要な基準となっている。しかしながら、特にそのつど所定の洗浄結果を得るために必要な洗浄時間によっても、経済性は影響をうける。比較的長い洗浄時間は相応に長い総処理時間を惹起し、そのために、機械で実現可能な製品処理量を制約してしまう。
【0008】
この種のノズル式処理機械では、洗浄をするときにも、エンドレスの紐製品の駆動は搬送ノズルに供給される染液流によって流体力学方式で行われるので、適用する洗浄方法に関わりなく、単位時間あたりに必要な洗浄液量は、紐製品の駆動に必要な液体量に強く依存している。換言すると、著しい量の洗浄液すなわち通常は洗浄水が、製品流を駆動するためだけに必要となる。洗浄工程のときには、循環ポンプによって循環する染液による紐製品の駆動を行わないで、未使用の洗浄水だけを搬送媒体としてジェットノズルに供給し、その洗浄水によって洗浄と材料搬送の両方を惹起させることで紐製品を駆動することがすでに試みられてはいるものの(前掲の「メリーランド繊維レポート」を参照)、このような方式は洗浄水の需要量が多く、ノズルを貫流する未使用の洗浄水と、紐製品によって一緒に運ばれる汚れを含んだ処理染液との間の液体交換がうまくいかないために非常に不経済である。
【発明の開示】
【発明が解決しようとする課題】
【0009】
したがって本発明の課題は、洗浄液消費量すなわち通常は洗浄水消費量と、洗浄工程を実施するのに必要な時間コストとを低く抑え、そのつど存在している所与の条件に合わせて、洗浄工程を必要とする湿式加工方法全体に要する生産コストが最低限に抑えられるようにこれらを互いに調整することを可能にする、ジェット式処理機械における紐状の繊維製品の洗浄方法を提供することにある。
【課題を解決するための手段】
【0010】
この課題を解決するために、本発明の方法は請求項1の構成要件を有している。
【0011】
本発明は、空気力学の原理に基づくジェット式処理機械では、エンドレスの紐製品の搬送が処理染液に左右されないという知見を前提とするものである。なぜなら紐製品の搬送は、気体状の搬送媒体をベンチュリ搬送ノズルへ供給することによって、場合により外部駆動される巻取機で補助されながら行われ、それによって製品を洗浄する新たな可能性が生まれるからである。
【0012】
それに応じて、紐状の繊維製品を洗浄するこの新規の方法では、エンドレスの紐製品の形態の繊維製品が、ベンチュリ搬送ノズルによって、閉じた容器の中で気体状の搬送媒体により循環させられるという形で手順が進められる。繊維製品は、常に流動している洗浄液で洗浄が行われるように、洗浄液の作用をうける。このとき、繊維製品の製品固有のデータ、機械固有のデータ、および方法固有のデータに依存して、単位時間あたりの洗浄液塗布量および/または紐製品進行速度が目的に応じて制御される。搬送ノズルから出てくる汚れを含んだ洗浄液は、容器から外へ運び出される。
【0013】
このことは実際問題としては、たとえば場合により搬送ノズルの前および/または内部および/または後で紐製品進行経路に設けられたポンプおよび熱交換器を介して、未使用の洗浄水が配水管から直接、前述したようなやり方で製品に塗布されることを意味している。そして、流出する汚れを含んだ洗浄水はすぐに排出される。それにより、冒頭に説明した流体力学式のジェット式処理機械の場合の状況に比べてはるかに少ない洗浄水量しか必要なくなり、しかも、それと同時に洗浄時間も短縮することができる。
【0014】
それにより、単位時間あたりの洗浄液消費量と洗浄時間を所定の基準に応じて最適化するという可能性が開かれる。このことは、この新規な方法の格別に有利な実施形態では、繊維製品の製品固有のデータ、たとえば繊維製品の重量、素材、組成などと、搬送ノズルの設計上のデータ、たとえばノズル直径、ノズル長さなどと、処理固有のデータ、たとえば紐製品の循環速度などとに基づいて、洗浄方法およびその成果を反映する計算モデルが設定されるという形で行われる。搬送ノズルおよび紐製品循環速度による単位時間あたり洗浄液流量の制御は、この所定の計算モデルに依存してコンピュータによって行われる。
【0015】
この計算モデルは、洗浄工程中に記録されたデータによって更新することができる。これとは別に、簡単な実験によって実際の洗浄動作で得られたデータと計算モデルを比較し、較正することができる。
【0016】
実際問題としては、染色工の感覚によって、または手作業で実施される簡単なテストによって、洗浄工程の成果が判定される。このテストは、たとえば紐を絞って滴り落ちる水を捕集し、残留色を判定することで行うことができる。別の方法は、たとえば汚れを含んでいる流出した洗浄水のpH値または導電率を測定することである。このテストは、通常、染液を採取するか機械を停止することによって機械で直接行われる。そして、湿式処理が完了した(仕上加工された)製品で、世界中に普及していて結果を相互に比較することもできる、多くの場合一貫して標準化された品質検査が実施される(摩擦色落ち堅牢度、洗濯堅牢度、耐汗性など)。
【0017】
洗浄液による製品の直接的な洗浄が行われる本発明の方法は、洗浄工程の成果が継続的に、または時間的間隔をおいて、オンラインで監視されるように構成することができる。こうして求められた、そのつどの洗浄結果を表すデータを制御部および特に計算モデルに取り込むことができ、それにより、洗浄工程を自動的に変更したり、洗浄工程の終了を判断することができる。洗浄工程の変更は、たとえば、紐製品に対する洗浄液塗布量が、洗浄工程の開始時すなわち紐製品の最初の循環時には洗浄工程の終り頃に比べて違っているように、特に多くなるように、行うことができる。
【0018】
この新規の洗浄方法では、容器を貫流する洗浄液の中で製品の直接的な洗浄が行われるので、汚れを含んでいる洗浄液の汚れ具合が、達成された洗浄効果を表す目安となる。こうした汚れ具合を測定するために、たとえば次のようなセンサを利用することができる:
− 汚れを含んだ、酸やアルカリを洗い落とすための洗浄液のpH値を測定するためのセンサ。
− 汚れを含んだ、塩類を洗い落とすための洗浄液の導電率を測定するためのセンサ。
− 汚れを含んだ洗浄液中の残留色を測定するための濁り度センサ。
【0019】
汚れ具合の測定は、容器から排出される洗浄水で行うことができ、および/または紐製品で直接行うことができる。
【0020】
洗浄時間の終了を判断するために、相応のセンサによって測定される、および/またはコンピュータによって算出される、特に次のような基準を援用することができる:
− 汚れを含んでいる洗浄液の汚れ具合を表す少なくとも1つの量、たとえば濁り度、導電率、pH値などの所定の絶対的な測定値。
− 汚れを含んでいる液体の汚れ具合を表す少なくとも1つの量の、初期値と最終値との間の所定の比率。
− 汚れを含んでいる洗浄液の汚れ具合を表す量の時間的変化。
− 上記の量の測定値の時間的な一次導関数により、測定値が所与の単位時間ごとにどれだけ変化したかという問題に回答が与えられる。あらゆる洗浄工程は、グラフに表してみると、洗浄時間を継続しても汚れ粒子濃度がほとんど変化しないことを示す緩やかな曲線となって終わるので、前述した測定値の一次導関数も、洗浄時間の終了に関する基準として利用することができる。
【0021】
理論的に算出される値と、実際に測定された値とを前述した計算モデルに統合すれば、洗浄工程のいっそうの最適化が可能である。たとえば、多くの洗浄液量で大きな濃度低下が急速に達成される洗浄プロセスの開始時には、洗浄時間を最適化することが考えられる。流出する汚れを含んた洗浄液で、製品の循環ごとの濃度差がそれほど大きくなくなる洗浄プロセスの終り頃には、少ない洗浄液量で、ただしその代わりに若干高い時間コストをかけて、作業を行うのが好ましい。その結果は、いずれの場合でも、必要な洗浄液量に関しても必要な洗浄時間に関しても最適化された洗浄工程である。
【0022】
このような最適化は、実際の湿式処理作業すなわち染色工場では大きな経済的意義がある。たとえばいくつかの工業国では、比較的少ない生産量と高い水コストで染色工場が作業をしているのが普通であり、それに対して別の国では高い生産量と非常に低い水コストが実現している。また、プロセス水が各染色工場に割り当てられているために、一定に割り当てられた水量でいっそう多い生産量とこれに伴う高い収益を挙げられるのでない限り、生産量を増やすことが不可能だという地域もある。
【0023】
本発明の方法は、洗浄プロセスに必要なデータを知ったうえで、洗浄プロセスを最適化することを可能にする。特に計算モデルを利用しながら、水の価格、生産規模といったそのつど存在している生産条件に依存して、水の消費量ないし必要な生産時間を制御部が自ら算出することができる。湿式処理機械の操作員やプログラマーは、水消費量または生産時間に関して洗浄プロセスを最適化すべきかどうかの指定を制御部に与えるだけでよい。
【0024】
本発明による方法のその他の実施形態は従属請求項の対象となっており、下記の図面によって図示されている本発明の方法の実施例についての以下の説明からも明らかである。
【発明を実施するための最良の形態】
【0025】
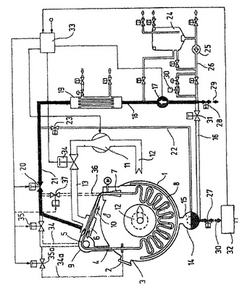
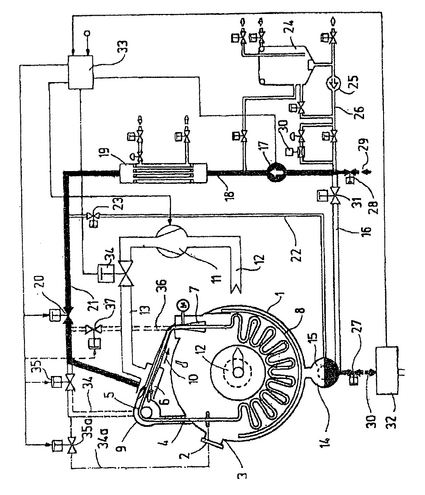
図1に概略的に示す高温(HT)後染め機械は、耐圧性の円筒形の容器1を有しており、蓋2で閉止可能な操作開口部3がその内部に通じており、この操作開口部を通して紐製品4を中へ入れることができる。紐製品4は外部駆動される巻取機5を介してベンチュリ搬送ノズル6へ導入され、ベンチュリ搬送ノズルの後にはカトリング装置7が続いている。カトリング装置7は、搬送ノズル6から出てくる紐製品4を折り畳まれた状態で蓄積部8に一時保管し、そこからエンドレスの紐製品が巻取機5によって再び引き出される。巻取機5と搬送ノズル6は、容器1と液密に結合されたハウジング部分9に格納されている。紐製品4は操作開口部3から中へ入れられた後、その端部のところでエンドレスの製品ループに結び合わされている。
【0026】
搬送ノズル6には、通過中の紐製品4を矢印10で図示する循環方向で循環運動させる気体状の搬送媒体流が供給される。搬送媒体は本例では空気または蒸気と空気の混合物であり、送風機11および吸込配管12によって容器1から吸い出され、圧力配管13を介して搬送ノズル6へ送出される。
【0027】
容器1には、染液ストレーナ15を含み、染液循環ポンプ17の吸込配管16と接続された染液排出部14が下側に配置されており、この染液循環ポンプの圧力配管18は熱交換器19を含んでおり、制御弁20を介して搬送ノズル6に連通している。染液循環ポンプ17は、容器1から吸引された染液を搬送ノズル6および容器1を介して循環させることを可能にする。熱交換器19および染液循環ポンプと並列に、止め弁23を含み、染液排出部14を圧力配管21と接続するバイパス配管22が通っている。
【0028】
最後に、添加剤ポンプ25および連絡配管26を介して染液循環ポンプ17の吸込配管16に送り込むことができる添加剤を水溶液、エマルジョン、または分散液の中に含んでいる添加剤容器24がさらに設けられている。
【0029】
以上に説明した空気力学の原理に基づいて作動する後染め機械は、それ自体としては公知である。作業中に紐製品4を洗浄する処理工程が必要になると、次のように手順が進められる:
【0030】
染液排出部14の排出弁27と、染液循環ポンプ17の吸込配管16にある入口弁28とを開く。入口弁28を介して洗浄水が吸込配管16に流れ込み、その様子が矢印29で図示されている。流入する洗浄水は、搬送ノズル6へ入る前に、場合により洗浄工程を容易にする、もしくは促進する添加剤を添加剤容器24から添加したり、熱交換器19で目的に適った洗浄温度にすることができる。
【0031】
送風機11はスイッチが入っており、配管12,13と搬送ノズル6と容器1とを介して循環する、紐製品4を循環方向10に駆動する搬送空気流を送出する。
【0032】
搬送ノズル6に入った洗浄水は、搬送ノズル6の中で、紐製品を形成する製品に塗布される。巻取機5によって蓄積部8から取り出された紐製品4は、搬送ノズル6の中へ入るときには汚れを含んだ染液で含浸されており、汚れを含んだ染液が紐製品によって搬送ノズル6に持ち込まれる。搬送ノズル6の中では、紐製品を介して搬送ノズルにもたらされる汚れを含んだ染液と、注入によって圧力配管21を介して供給される洗浄水量との混ぜ合せが行われる。
【0033】
搬送ノズル6から出てくる汚れを含んだ洗浄水は容器1に捕集され、次いで、染液排出部14と排出弁27とを介して排出され、その様子は矢印30で図示されている。吸込配管15は、止め弁31により、染液循環ポンプ17の吸込側に対して閉じられている。
【0034】
紐製品4の循環回数が増えるにつれて、その中に含まれる汚れを含んだ染液は、搬送ノズル6を介して注入される洗浄水によって次第に希釈が進んでゆき、最終的に、そのつど希望される洗浄成果が達成される。この洗浄成果の達成は、容器1から流出する汚れを含んだ洗浄水が貫流するセンサ手段32によってオンラインで判定することができる。センサ手段32は、たとえば流出する洗浄水のpH値、導電率、濁り度などを監視し、その量を表す相応の電気信号を制御部のコンピュータ33にデータとして入力する。
【0035】
希望される洗浄成果が達成されると供給が再び停止され、後染め機械は次回の湿式処理ステップのためにセットアップされる。
【0036】
洗浄工程中には、紐製品は送風機11から送出される空気流によって、注入される洗浄水量とは関わりなく駆動される。送風機11を適宜制御することで、紐製品4の循環速度を連続して変化させることができ、それに対して制御弁20は、単位時間あたりに注入される洗浄水量をコンピュータ33で制御しながら変化させることを可能にする。
【0037】
代替的または追加的に、送風機11に後置された、圧力配管13にあるスロットルバルブ34をコンピュータ33が制御することによって、紐製品4の循環速度を変化させることもできる。注入される洗浄水量は、循環ポンプ17への制御介入によって変化させることもでき、その様子が図1に図示されている。
【0038】
紐製品4とともに搬送ノズル6に持ち込まれる汚れを含んだ染液の量は、基本的に、紐製品4の重量、素材、組成といった因子に依存して決まる。これらの因子から、紐製品が何リットルの液体を吸収できるかを計算することができる。実際に吸収される液体の量を紐製品の重量に対する比率で表すと、いわゆる含浸率が得られる。さらに吸収された液体の量は紐製品4の速度に依存している。すなわち、紐製品とともに搬送ノズル6に持ち込まれる汚れを含んだ染液量は、紐製品の循環速度に直接的に依存している。
【0039】
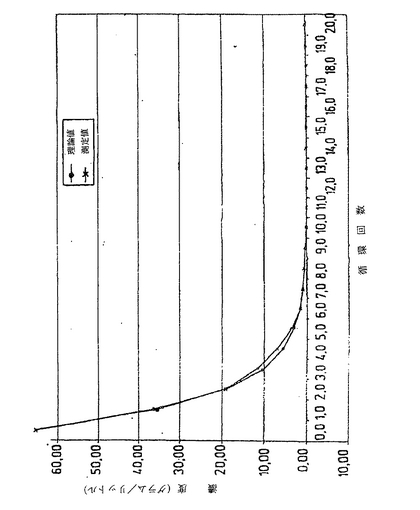
このような知見に基づいて、洗浄の成果を反映する計算モデルを開発することができる。この計算モデルを実験によって実際の状況と比較し、較正することができる。図2は、理論的な計算と実際の測定値の間でこのような比較実験をした結果を示している。
【0040】
染液排出部14から流出する汚れを含んだ洗浄水1リットルあたりのグラムを単位とする汚れ濃度が、紐製品4の循環回数に対してプロットされている。両方の曲線は、紐製品の最初に循環している間は濃度が急速に低下し、紐製品の循環回数が増えるにつれて漸近的に最小の残留値に近づくことを示している。計算と実際の測定の一致状態は明らかに良好である。
【0041】
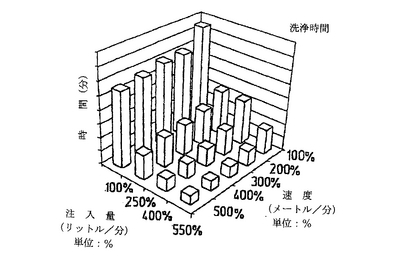
こうして得られた計算モデルを用いて、洗浄プロセスのパラメータをシミュレーション計算で最適化することができる。このように計算した結果を一実施例について図3から図5に示す。
【0042】
図3から図5の前提においている実施例は、平均の1平方メートルあたり重量250gr/mと、次のパラメータとを備える木綿の編物類についてのものである:
含浸率(%) 330
蓄積部への装填(Kg) 200
最初の汚れ具合(gr/ltr) 35
洗浄時間終了時の残留汚れ具合 3
【0043】
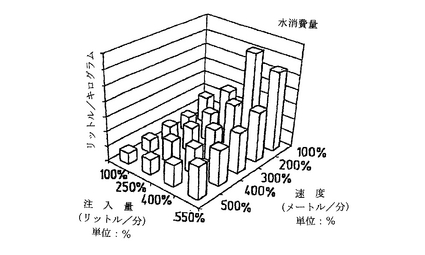
以上より、分を単位とする洗浄時間と、1キログラムあたりのリットルを単位とする洗浄水消費量について次の値が得られる。これらの値は、一定の機械設定を前提とする百分率の変化を表した図3と図4にグラフで示されている。
−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−
洗浄時間(min)
注入量 (ltr/min)
速度 100% 250% 400% 550%
(m/min)
500% 32.9 14.3 10.0 8.6
400% 33.9 16.1 10.7 8.9
300% 35.7 16.7 11.9 9.5
200% 35.7 17.9 14.3 10.7
100% 42.9 21.4 21.4 14.3
−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−
−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−
水消費量 (ltr/min)
注入量 (ltr/min)
速度 100% 250% 400% 550%
(m/min)
500% 6.6 7.1 8.0 9.4
400% 6.8 8.0 8.6 9.8
300% 7.1 8.3 9.5 10.5
200% 7.1 8.9 11.4 11.8
100% 8.6 10.7 17.1 15.7
−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−
【0044】
これらの値と図3、図4の図表が示すように、洗浄水の供給を変化させることで洗浄時間を明らかに短くすることができ、またその一方では、洗浄時間を延長することによって洗浄水の消費量を減らすことができる。付言しておくと、機械への装填量が少なければ自動的に洗浄時間も短くなる。
【0045】
図5から見てとれるように、洗浄時間が短くなるほど、定められた一定の洗浄効果を達成するための洗浄水消費量は増える。最初の(左側の)3分の1では、必要な洗浄時間が非常に急激に低下している。最後の(右側の)3分の1では、洗浄時間がわずかしか低下していないのに、洗浄水の消費量は非常に急激に増加している。したがって最善の動作領域は、洗浄水消費量をほぼ同じままに保ちながら洗浄時間を明らかに低減することができる中央の3分の1のところにある。
【0046】
表1、表2に掲げる値が示すように、単位時間あたりの洗浄水量(注入量)と製品循環速度を変えることで、各表の黒く塗った欄によって示されるように、たとえば75%の時間節減を実現することができ、それと同時に、必要な洗浄水量は38%しか増えていない。
【0047】
以上に述べた実施例が示すとおり、洗浄水の費用が安い場合には、洗浄水消費量の増加という犠牲を払えば洗浄時間が短縮されるので、生産される製品量およびこれに伴う収益性を明らかに向上させることができる。それに対して洗浄水の費用が高い場合には、洗浄時間を延長し、それによって追加の機械能力を利用することで、費やすコストを明らかに削減することができる。
【0048】
以上の説明では、一般に、すでに指摘したとおり通常は洗浄水である洗浄液について説明してきたが、洗浄されるべき繊維製品の観点からして有用であるならば、有機的な性質の洗浄液も含めた水以外の洗浄液も原則として使用することができる。
【0049】
上に説明した実施例では、洗浄液が搬送ノズル6に注入され(図1)、それによって紐製品4に塗布される。しかしながら代替的または追加的に、紐製品の進行過程で、および/または搬送ノズル6の後で、洗浄液が紐製品4に塗布されるようにこの新規な洗浄方法を実施することもできる。その様子が図1に一例として模式的に図示されている。巻取機5の上方で、たとえば圧力配管21から分岐する洗浄液配管34がハウジング9に連通しており、この洗浄液配管には、コンピュータ33で制御することができる制御弁35が設けられている。それにより、搬送ノズル6の中に入る紐製品がすでに洗浄液を含んでいることが実現される。
【0050】
配管34は必ずしも巻取機5の上の領域で連通している必要はない。そのつどの所与の条件に応じて、配管34の連通部は巻取機とベンチュリ搬送ノズル6のノズル間隙との間のどこかに位置することができる。そのほか、配管34の連通部が、蓄積部8と巻取機5の間にある紐製品4の(垂直方向の)進行経路領域に位置しており、紐製品4が巻取機5に達する前に、すでに洗浄液が紐製品に塗布される実施形態も考えられる。図1では、同じくコンピュータ33で制御することができる制御弁35aがある圧力配管34aを表す一点鎖線で、この変形例が図示されている。
【0051】
さらに、紐製品4への洗浄液塗布のために、紐製品の進行経路で搬送ノズル6よりも後方で連通する圧力配管36が設けられていてもよく、この圧力配管はたとえば圧力配管21から分岐しており、コンピュータ33で制御される制御弁37を含んでいる。このようにして、代替的または追加的に、搬送ノズルの後方で洗浄液を紐製品4に塗布することが可能である。
【0052】
紐製品4から流出する汚れを含んだ洗浄液は容器1に捕集され、排水溜めと排出弁27とを介して排出される。あるいは代替的に、汚れを含んだ洗浄液が容器からバッチごとに運び出されるように手順を進めることもでき、すなわち、洗浄液は容器に捕集されて以後の再利用へと回される。
【0053】
最後に付言しておくと、洗浄成果の達成を判断するセンサ手段32は、流出する汚れを含んだ洗浄液を監視するために、必ずしも排出弁27の後に配置されていなくてもよい。汚れ具合を表すデータの測定または判定は、紐製品4で直接的に行うこともできる。
【図面の簡単な説明】
【0054】
【図1】本発明による洗浄方法を実施するために構成された、空気力学の原理に基づくジェット式処理機械を示す概略断面図である。
【図2】本発明の洗浄方法を実施したときに、汚れを含んでいる洗浄水中の汚れ具合の濃度を紐製品の循環回数に対して示したグラフであり、測定された濃度値と算定された濃度値とが一致する様子が明示されている。
【図3】本発明による方法を適用したときの洗浄時間と水消費量を、搬送ノズルに注入される洗浄水量と、紐製品の循環速度とに対して示す2つのグラフである。
【図4】図3と同様に、本発明による方法を適用したときの洗浄時間と水消費量を、搬送ノズルに注入される洗浄水量と、紐製品の循環速度とに対して示す2つのグラフである。
【図5】本発明の洗浄方法を実施したときの洗浄時間と水消費量の相反する推移を示すグラフである。
【符号の説明】
【0055】
1 容器
4 紐製品
6 ベンチュリ搬送ノズルシステム
11 循環速度を変更する装置(送風機手段)
17 循環速度を変更する装置(送出能力を可変なポンプ手段)
20 洗浄液流量を制御する手段(制御弁)
21 洗浄液を塗布する手段(圧力配管)
32 センサ手段
33 制御手段
34 搬送媒体流量を制御する手段(洗浄液配管)
34a 洗浄液を塗布する手段(圧力配管)
36 洗浄液を塗布する手段(圧力配管)
【技術分野】
【0001】
たとえばジェット式の後染め機械などのジェット式処理機械で紐状の繊維製品を湿式処理する場合、繊維製品はエンドレスの紐製品の形態で閉じた容器の中をジェットノズルの形態の搬送ノズルシステムによって循環させられる。ジェットノズルには、紐製品を所定の循環方向で前進運動させる搬送媒体流が供給される。このとき多くの機械の搬送媒体は、プロセスに依存して添加剤を添加することができ、プロセス進行中にさまざまな温度にすることができる処理染液である。
【背景技術】
【0002】
このような各々の湿式加工プロセスでは、繊維製品に対する親和性を有していてその内部にある物質またはその表面に付着している物資を、糊抜き、漂白、洗濯、鹸化などのいくつかの予備処理プロセスによって事前に、または洗浄方法と同時に、溶液、エマルジョン、または分散液にしてから洗い落とさなくてはならない洗浄工程が必要である。厳密に考えると洗浄液中の洗い落とされるべき汚れ粒子の濃度が進行中に低下していく希釈プロセスでもある繊維製品の洗浄には、現実問題として、3通りの異なる方式が採用されている。このことは、たとえば「Melliland Textilberichte」(メリーランド繊維レポート)、1997年6月発行、第428〜433頁で次のように説明されている。
【0003】
いわゆるバッチ洗浄では、洗浄液浴が容器に満たされ、紐製品が循環させられて、事前設定された回数の紐製品循環の後に洗浄液浴が再び排出される。それにより、製品の汚れを含んだ処理染液が、洗浄液浴の洗浄液と混ぜ合わされる。何回か浴液を交換した後に所望の洗浄結果が得られる。
【0004】
別の方式では、容器中の洗浄液の2つの異なるレベルの間で洗浄が行われる。この場合、洗浄工程中における紐製品の循環運動が、処理液の充填や排出によって中断されることがない。その代わりに、通常は染液ポンプである循環ポンプによって洗浄液が処理時間中に循環し、容器への洗浄液流入と容器からの洗浄液流出とを適宜制御することによって、上側レベルと下側レベル(循環ポンプの申し分のない動作のための最低レベル)との間で入れ替る洗浄液レベルが、容器の中で維持される。バッチ洗浄の場合と同じく、排出される洗浄液の汚れ具合を調べることによって洗浄結果を判定することができる。
【0005】
最後の3番目の方式は、オーバーフローでの洗浄である。この場合には紐製品を循環させながら、容器に含まれている汚れを含んだ処理染液に、通常は水である洗浄液が継続して供給され、その間に、洗浄液によって希釈された余剰の処理染液が、オーバーフロー管によって規定されるレベルで継続的に排出される。この場合、処理浴液が連続して希釈されることによって洗浄結果が得られる。オーバーフロー配管を介して流出する、次第に薄くなっていく処理染液を適宜監視することによって、洗浄結果を調べることができる。
【0006】
洗浄をするときの上記の方式のうち、バッチ洗浄および2つの異なるレベルの間での洗浄は、洗浄液の消費量すなわち通常は水の消費量という観点ではもっとも効率が良い。オーバーフロー洗浄における洗浄液消費量は原理的にもっとも多いため、この洗浄方式は洗浄液消費量の観点からすると非効率である。
【0007】
染色機の水の消費量は、多くの工業国において、湿式加工方法の経済性に関する主要な基準となっている。しかしながら、特にそのつど所定の洗浄結果を得るために必要な洗浄時間によっても、経済性は影響をうける。比較的長い洗浄時間は相応に長い総処理時間を惹起し、そのために、機械で実現可能な製品処理量を制約してしまう。
【0008】
この種のノズル式処理機械では、洗浄をするときにも、エンドレスの紐製品の駆動は搬送ノズルに供給される染液流によって流体力学方式で行われるので、適用する洗浄方法に関わりなく、単位時間あたりに必要な洗浄液量は、紐製品の駆動に必要な液体量に強く依存している。換言すると、著しい量の洗浄液すなわち通常は洗浄水が、製品流を駆動するためだけに必要となる。洗浄工程のときには、循環ポンプによって循環する染液による紐製品の駆動を行わないで、未使用の洗浄水だけを搬送媒体としてジェットノズルに供給し、その洗浄水によって洗浄と材料搬送の両方を惹起させることで紐製品を駆動することがすでに試みられてはいるものの(前掲の「メリーランド繊維レポート」を参照)、このような方式は洗浄水の需要量が多く、ノズルを貫流する未使用の洗浄水と、紐製品によって一緒に運ばれる汚れを含んだ処理染液との間の液体交換がうまくいかないために非常に不経済である。
【発明の開示】
【発明が解決しようとする課題】
【0009】
したがって本発明の課題は、洗浄液消費量すなわち通常は洗浄水消費量と、洗浄工程を実施するのに必要な時間コストとを低く抑え、そのつど存在している所与の条件に合わせて、洗浄工程を必要とする湿式加工方法全体に要する生産コストが最低限に抑えられるようにこれらを互いに調整することを可能にする、ジェット式処理機械における紐状の繊維製品の洗浄方法を提供することにある。
【課題を解決するための手段】
【0010】
この課題を解決するために、本発明の方法は請求項1の構成要件を有している。
【0011】
本発明は、空気力学の原理に基づくジェット式処理機械では、エンドレスの紐製品の搬送が処理染液に左右されないという知見を前提とするものである。なぜなら紐製品の搬送は、気体状の搬送媒体をベンチュリ搬送ノズルへ供給することによって、場合により外部駆動される巻取機で補助されながら行われ、それによって製品を洗浄する新たな可能性が生まれるからである。
【0012】
それに応じて、紐状の繊維製品を洗浄するこの新規の方法では、エンドレスの紐製品の形態の繊維製品が、ベンチュリ搬送ノズルによって、閉じた容器の中で気体状の搬送媒体により循環させられるという形で手順が進められる。繊維製品は、常に流動している洗浄液で洗浄が行われるように、洗浄液の作用をうける。このとき、繊維製品の製品固有のデータ、機械固有のデータ、および方法固有のデータに依存して、単位時間あたりの洗浄液塗布量および/または紐製品進行速度が目的に応じて制御される。搬送ノズルから出てくる汚れを含んだ洗浄液は、容器から外へ運び出される。
【0013】
このことは実際問題としては、たとえば場合により搬送ノズルの前および/または内部および/または後で紐製品進行経路に設けられたポンプおよび熱交換器を介して、未使用の洗浄水が配水管から直接、前述したようなやり方で製品に塗布されることを意味している。そして、流出する汚れを含んだ洗浄水はすぐに排出される。それにより、冒頭に説明した流体力学式のジェット式処理機械の場合の状況に比べてはるかに少ない洗浄水量しか必要なくなり、しかも、それと同時に洗浄時間も短縮することができる。
【0014】
それにより、単位時間あたりの洗浄液消費量と洗浄時間を所定の基準に応じて最適化するという可能性が開かれる。このことは、この新規な方法の格別に有利な実施形態では、繊維製品の製品固有のデータ、たとえば繊維製品の重量、素材、組成などと、搬送ノズルの設計上のデータ、たとえばノズル直径、ノズル長さなどと、処理固有のデータ、たとえば紐製品の循環速度などとに基づいて、洗浄方法およびその成果を反映する計算モデルが設定されるという形で行われる。搬送ノズルおよび紐製品循環速度による単位時間あたり洗浄液流量の制御は、この所定の計算モデルに依存してコンピュータによって行われる。
【0015】
この計算モデルは、洗浄工程中に記録されたデータによって更新することができる。これとは別に、簡単な実験によって実際の洗浄動作で得られたデータと計算モデルを比較し、較正することができる。
【0016】
実際問題としては、染色工の感覚によって、または手作業で実施される簡単なテストによって、洗浄工程の成果が判定される。このテストは、たとえば紐を絞って滴り落ちる水を捕集し、残留色を判定することで行うことができる。別の方法は、たとえば汚れを含んでいる流出した洗浄水のpH値または導電率を測定することである。このテストは、通常、染液を採取するか機械を停止することによって機械で直接行われる。そして、湿式処理が完了した(仕上加工された)製品で、世界中に普及していて結果を相互に比較することもできる、多くの場合一貫して標準化された品質検査が実施される(摩擦色落ち堅牢度、洗濯堅牢度、耐汗性など)。
【0017】
洗浄液による製品の直接的な洗浄が行われる本発明の方法は、洗浄工程の成果が継続的に、または時間的間隔をおいて、オンラインで監視されるように構成することができる。こうして求められた、そのつどの洗浄結果を表すデータを制御部および特に計算モデルに取り込むことができ、それにより、洗浄工程を自動的に変更したり、洗浄工程の終了を判断することができる。洗浄工程の変更は、たとえば、紐製品に対する洗浄液塗布量が、洗浄工程の開始時すなわち紐製品の最初の循環時には洗浄工程の終り頃に比べて違っているように、特に多くなるように、行うことができる。
【0018】
この新規の洗浄方法では、容器を貫流する洗浄液の中で製品の直接的な洗浄が行われるので、汚れを含んでいる洗浄液の汚れ具合が、達成された洗浄効果を表す目安となる。こうした汚れ具合を測定するために、たとえば次のようなセンサを利用することができる:
− 汚れを含んだ、酸やアルカリを洗い落とすための洗浄液のpH値を測定するためのセンサ。
− 汚れを含んだ、塩類を洗い落とすための洗浄液の導電率を測定するためのセンサ。
− 汚れを含んだ洗浄液中の残留色を測定するための濁り度センサ。
【0019】
汚れ具合の測定は、容器から排出される洗浄水で行うことができ、および/または紐製品で直接行うことができる。
【0020】
洗浄時間の終了を判断するために、相応のセンサによって測定される、および/またはコンピュータによって算出される、特に次のような基準を援用することができる:
− 汚れを含んでいる洗浄液の汚れ具合を表す少なくとも1つの量、たとえば濁り度、導電率、pH値などの所定の絶対的な測定値。
− 汚れを含んでいる液体の汚れ具合を表す少なくとも1つの量の、初期値と最終値との間の所定の比率。
− 汚れを含んでいる洗浄液の汚れ具合を表す量の時間的変化。
− 上記の量の測定値の時間的な一次導関数により、測定値が所与の単位時間ごとにどれだけ変化したかという問題に回答が与えられる。あらゆる洗浄工程は、グラフに表してみると、洗浄時間を継続しても汚れ粒子濃度がほとんど変化しないことを示す緩やかな曲線となって終わるので、前述した測定値の一次導関数も、洗浄時間の終了に関する基準として利用することができる。
【0021】
理論的に算出される値と、実際に測定された値とを前述した計算モデルに統合すれば、洗浄工程のいっそうの最適化が可能である。たとえば、多くの洗浄液量で大きな濃度低下が急速に達成される洗浄プロセスの開始時には、洗浄時間を最適化することが考えられる。流出する汚れを含んた洗浄液で、製品の循環ごとの濃度差がそれほど大きくなくなる洗浄プロセスの終り頃には、少ない洗浄液量で、ただしその代わりに若干高い時間コストをかけて、作業を行うのが好ましい。その結果は、いずれの場合でも、必要な洗浄液量に関しても必要な洗浄時間に関しても最適化された洗浄工程である。
【0022】
このような最適化は、実際の湿式処理作業すなわち染色工場では大きな経済的意義がある。たとえばいくつかの工業国では、比較的少ない生産量と高い水コストで染色工場が作業をしているのが普通であり、それに対して別の国では高い生産量と非常に低い水コストが実現している。また、プロセス水が各染色工場に割り当てられているために、一定に割り当てられた水量でいっそう多い生産量とこれに伴う高い収益を挙げられるのでない限り、生産量を増やすことが不可能だという地域もある。
【0023】
本発明の方法は、洗浄プロセスに必要なデータを知ったうえで、洗浄プロセスを最適化することを可能にする。特に計算モデルを利用しながら、水の価格、生産規模といったそのつど存在している生産条件に依存して、水の消費量ないし必要な生産時間を制御部が自ら算出することができる。湿式処理機械の操作員やプログラマーは、水消費量または生産時間に関して洗浄プロセスを最適化すべきかどうかの指定を制御部に与えるだけでよい。
【0024】
本発明による方法のその他の実施形態は従属請求項の対象となっており、下記の図面によって図示されている本発明の方法の実施例についての以下の説明からも明らかである。
【発明を実施するための最良の形態】
【0025】
図1に概略的に示す高温(HT)後染め機械は、耐圧性の円筒形の容器1を有しており、蓋2で閉止可能な操作開口部3がその内部に通じており、この操作開口部を通して紐製品4を中へ入れることができる。紐製品4は外部駆動される巻取機5を介してベンチュリ搬送ノズル6へ導入され、ベンチュリ搬送ノズルの後にはカトリング装置7が続いている。カトリング装置7は、搬送ノズル6から出てくる紐製品4を折り畳まれた状態で蓄積部8に一時保管し、そこからエンドレスの紐製品が巻取機5によって再び引き出される。巻取機5と搬送ノズル6は、容器1と液密に結合されたハウジング部分9に格納されている。紐製品4は操作開口部3から中へ入れられた後、その端部のところでエンドレスの製品ループに結び合わされている。
【0026】
搬送ノズル6には、通過中の紐製品4を矢印10で図示する循環方向で循環運動させる気体状の搬送媒体流が供給される。搬送媒体は本例では空気または蒸気と空気の混合物であり、送風機11および吸込配管12によって容器1から吸い出され、圧力配管13を介して搬送ノズル6へ送出される。
【0027】
容器1には、染液ストレーナ15を含み、染液循環ポンプ17の吸込配管16と接続された染液排出部14が下側に配置されており、この染液循環ポンプの圧力配管18は熱交換器19を含んでおり、制御弁20を介して搬送ノズル6に連通している。染液循環ポンプ17は、容器1から吸引された染液を搬送ノズル6および容器1を介して循環させることを可能にする。熱交換器19および染液循環ポンプと並列に、止め弁23を含み、染液排出部14を圧力配管21と接続するバイパス配管22が通っている。
【0028】
最後に、添加剤ポンプ25および連絡配管26を介して染液循環ポンプ17の吸込配管16に送り込むことができる添加剤を水溶液、エマルジョン、または分散液の中に含んでいる添加剤容器24がさらに設けられている。
【0029】
以上に説明した空気力学の原理に基づいて作動する後染め機械は、それ自体としては公知である。作業中に紐製品4を洗浄する処理工程が必要になると、次のように手順が進められる:
【0030】
染液排出部14の排出弁27と、染液循環ポンプ17の吸込配管16にある入口弁28とを開く。入口弁28を介して洗浄水が吸込配管16に流れ込み、その様子が矢印29で図示されている。流入する洗浄水は、搬送ノズル6へ入る前に、場合により洗浄工程を容易にする、もしくは促進する添加剤を添加剤容器24から添加したり、熱交換器19で目的に適った洗浄温度にすることができる。
【0031】
送風機11はスイッチが入っており、配管12,13と搬送ノズル6と容器1とを介して循環する、紐製品4を循環方向10に駆動する搬送空気流を送出する。
【0032】
搬送ノズル6に入った洗浄水は、搬送ノズル6の中で、紐製品を形成する製品に塗布される。巻取機5によって蓄積部8から取り出された紐製品4は、搬送ノズル6の中へ入るときには汚れを含んだ染液で含浸されており、汚れを含んだ染液が紐製品によって搬送ノズル6に持ち込まれる。搬送ノズル6の中では、紐製品を介して搬送ノズルにもたらされる汚れを含んだ染液と、注入によって圧力配管21を介して供給される洗浄水量との混ぜ合せが行われる。
【0033】
搬送ノズル6から出てくる汚れを含んだ洗浄水は容器1に捕集され、次いで、染液排出部14と排出弁27とを介して排出され、その様子は矢印30で図示されている。吸込配管15は、止め弁31により、染液循環ポンプ17の吸込側に対して閉じられている。
【0034】
紐製品4の循環回数が増えるにつれて、その中に含まれる汚れを含んだ染液は、搬送ノズル6を介して注入される洗浄水によって次第に希釈が進んでゆき、最終的に、そのつど希望される洗浄成果が達成される。この洗浄成果の達成は、容器1から流出する汚れを含んだ洗浄水が貫流するセンサ手段32によってオンラインで判定することができる。センサ手段32は、たとえば流出する洗浄水のpH値、導電率、濁り度などを監視し、その量を表す相応の電気信号を制御部のコンピュータ33にデータとして入力する。
【0035】
希望される洗浄成果が達成されると供給が再び停止され、後染め機械は次回の湿式処理ステップのためにセットアップされる。
【0036】
洗浄工程中には、紐製品は送風機11から送出される空気流によって、注入される洗浄水量とは関わりなく駆動される。送風機11を適宜制御することで、紐製品4の循環速度を連続して変化させることができ、それに対して制御弁20は、単位時間あたりに注入される洗浄水量をコンピュータ33で制御しながら変化させることを可能にする。
【0037】
代替的または追加的に、送風機11に後置された、圧力配管13にあるスロットルバルブ34をコンピュータ33が制御することによって、紐製品4の循環速度を変化させることもできる。注入される洗浄水量は、循環ポンプ17への制御介入によって変化させることもでき、その様子が図1に図示されている。
【0038】
紐製品4とともに搬送ノズル6に持ち込まれる汚れを含んだ染液の量は、基本的に、紐製品4の重量、素材、組成といった因子に依存して決まる。これらの因子から、紐製品が何リットルの液体を吸収できるかを計算することができる。実際に吸収される液体の量を紐製品の重量に対する比率で表すと、いわゆる含浸率が得られる。さらに吸収された液体の量は紐製品4の速度に依存している。すなわち、紐製品とともに搬送ノズル6に持ち込まれる汚れを含んだ染液量は、紐製品の循環速度に直接的に依存している。
【0039】
このような知見に基づいて、洗浄の成果を反映する計算モデルを開発することができる。この計算モデルを実験によって実際の状況と比較し、較正することができる。図2は、理論的な計算と実際の測定値の間でこのような比較実験をした結果を示している。
【0040】
染液排出部14から流出する汚れを含んだ洗浄水1リットルあたりのグラムを単位とする汚れ濃度が、紐製品4の循環回数に対してプロットされている。両方の曲線は、紐製品の最初に循環している間は濃度が急速に低下し、紐製品の循環回数が増えるにつれて漸近的に最小の残留値に近づくことを示している。計算と実際の測定の一致状態は明らかに良好である。
【0041】
こうして得られた計算モデルを用いて、洗浄プロセスのパラメータをシミュレーション計算で最適化することができる。このように計算した結果を一実施例について図3から図5に示す。
【0042】
図3から図5の前提においている実施例は、平均の1平方メートルあたり重量250gr/mと、次のパラメータとを備える木綿の編物類についてのものである:
含浸率(%) 330
蓄積部への装填(Kg) 200
最初の汚れ具合(gr/ltr) 35
洗浄時間終了時の残留汚れ具合 3
【0043】
以上より、分を単位とする洗浄時間と、1キログラムあたりのリットルを単位とする洗浄水消費量について次の値が得られる。これらの値は、一定の機械設定を前提とする百分率の変化を表した図3と図4にグラフで示されている。
−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−
洗浄時間(min)
注入量 (ltr/min)
速度 100% 250% 400% 550%
(m/min)
500% 32.9 14.3 10.0 8.6
400% 33.9 16.1 10.7 8.9
300% 35.7 16.7 11.9 9.5
200% 35.7 17.9 14.3 10.7
100% 42.9 21.4 21.4 14.3
−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−
−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−
水消費量 (ltr/min)
注入量 (ltr/min)
速度 100% 250% 400% 550%
(m/min)
500% 6.6 7.1 8.0 9.4
400% 6.8 8.0 8.6 9.8
300% 7.1 8.3 9.5 10.5
200% 7.1 8.9 11.4 11.8
100% 8.6 10.7 17.1 15.7
−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−
【0044】
これらの値と図3、図4の図表が示すように、洗浄水の供給を変化させることで洗浄時間を明らかに短くすることができ、またその一方では、洗浄時間を延長することによって洗浄水の消費量を減らすことができる。付言しておくと、機械への装填量が少なければ自動的に洗浄時間も短くなる。
【0045】
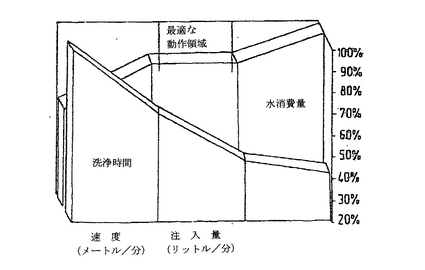
図5から見てとれるように、洗浄時間が短くなるほど、定められた一定の洗浄効果を達成するための洗浄水消費量は増える。最初の(左側の)3分の1では、必要な洗浄時間が非常に急激に低下している。最後の(右側の)3分の1では、洗浄時間がわずかしか低下していないのに、洗浄水の消費量は非常に急激に増加している。したがって最善の動作領域は、洗浄水消費量をほぼ同じままに保ちながら洗浄時間を明らかに低減することができる中央の3分の1のところにある。
【0046】
表1、表2に掲げる値が示すように、単位時間あたりの洗浄水量(注入量)と製品循環速度を変えることで、各表の黒く塗った欄によって示されるように、たとえば75%の時間節減を実現することができ、それと同時に、必要な洗浄水量は38%しか増えていない。
【0047】
以上に述べた実施例が示すとおり、洗浄水の費用が安い場合には、洗浄水消費量の増加という犠牲を払えば洗浄時間が短縮されるので、生産される製品量およびこれに伴う収益性を明らかに向上させることができる。それに対して洗浄水の費用が高い場合には、洗浄時間を延長し、それによって追加の機械能力を利用することで、費やすコストを明らかに削減することができる。
【0048】
以上の説明では、一般に、すでに指摘したとおり通常は洗浄水である洗浄液について説明してきたが、洗浄されるべき繊維製品の観点からして有用であるならば、有機的な性質の洗浄液も含めた水以外の洗浄液も原則として使用することができる。
【0049】
上に説明した実施例では、洗浄液が搬送ノズル6に注入され(図1)、それによって紐製品4に塗布される。しかしながら代替的または追加的に、紐製品の進行過程で、および/または搬送ノズル6の後で、洗浄液が紐製品4に塗布されるようにこの新規な洗浄方法を実施することもできる。その様子が図1に一例として模式的に図示されている。巻取機5の上方で、たとえば圧力配管21から分岐する洗浄液配管34がハウジング9に連通しており、この洗浄液配管には、コンピュータ33で制御することができる制御弁35が設けられている。それにより、搬送ノズル6の中に入る紐製品がすでに洗浄液を含んでいることが実現される。
【0050】
配管34は必ずしも巻取機5の上の領域で連通している必要はない。そのつどの所与の条件に応じて、配管34の連通部は巻取機とベンチュリ搬送ノズル6のノズル間隙との間のどこかに位置することができる。そのほか、配管34の連通部が、蓄積部8と巻取機5の間にある紐製品4の(垂直方向の)進行経路領域に位置しており、紐製品4が巻取機5に達する前に、すでに洗浄液が紐製品に塗布される実施形態も考えられる。図1では、同じくコンピュータ33で制御することができる制御弁35aがある圧力配管34aを表す一点鎖線で、この変形例が図示されている。
【0051】
さらに、紐製品4への洗浄液塗布のために、紐製品の進行経路で搬送ノズル6よりも後方で連通する圧力配管36が設けられていてもよく、この圧力配管はたとえば圧力配管21から分岐しており、コンピュータ33で制御される制御弁37を含んでいる。このようにして、代替的または追加的に、搬送ノズルの後方で洗浄液を紐製品4に塗布することが可能である。
【0052】
紐製品4から流出する汚れを含んだ洗浄液は容器1に捕集され、排水溜めと排出弁27とを介して排出される。あるいは代替的に、汚れを含んだ洗浄液が容器からバッチごとに運び出されるように手順を進めることもでき、すなわち、洗浄液は容器に捕集されて以後の再利用へと回される。
【0053】
最後に付言しておくと、洗浄成果の達成を判断するセンサ手段32は、流出する汚れを含んだ洗浄液を監視するために、必ずしも排出弁27の後に配置されていなくてもよい。汚れ具合を表すデータの測定または判定は、紐製品4で直接的に行うこともできる。
【図面の簡単な説明】
【0054】
【図1】本発明による洗浄方法を実施するために構成された、空気力学の原理に基づくジェット式処理機械を示す概略断面図である。
【図2】本発明の洗浄方法を実施したときに、汚れを含んでいる洗浄水中の汚れ具合の濃度を紐製品の循環回数に対して示したグラフであり、測定された濃度値と算定された濃度値とが一致する様子が明示されている。
【図3】本発明による方法を適用したときの洗浄時間と水消費量を、搬送ノズルに注入される洗浄水量と、紐製品の循環速度とに対して示す2つのグラフである。
【図4】図3と同様に、本発明による方法を適用したときの洗浄時間と水消費量を、搬送ノズルに注入される洗浄水量と、紐製品の循環速度とに対して示す2つのグラフである。
【図5】本発明の洗浄方法を実施したときの洗浄時間と水消費量の相反する推移を示すグラフである。
【符号の説明】
【0055】
1 容器
4 紐製品
6 ベンチュリ搬送ノズルシステム
11 循環速度を変更する装置(送風機手段)
17 循環速度を変更する装置(送出能力を可変なポンプ手段)
20 洗浄液流量を制御する手段(制御弁)
21 洗浄液を塗布する手段(圧力配管)
32 センサ手段
33 制御手段
34 搬送媒体流量を制御する手段(洗浄液配管)
34a 洗浄液を塗布する手段(圧力配管)
36 洗浄液を塗布する手段(圧力配管)
【特許請求の範囲】
【請求項1】
ジェット式処理機械で紐状の繊維製品を洗浄する方法において、
エンドレスの紐製品の形態の繊維製品をベンチュリ搬送ノズルにより容器内で気体状の搬送媒体によって循環させ、
その際に、紐製品の進行方向で見て搬送ノズルの前および/または内部および/または後で紐製品に塗布される洗浄液で洗浄を行い、単位時間あたりの洗浄液塗布および/または紐製品の循環速度を、繊維製品の製品固有のデータおよび/または機械固有のデータおよび/または方法固有のデータに依存して制御する、ジェット式処理機械で紐状の繊維製品を洗浄する方法。
【請求項2】
汚れを含んだ洗浄液が容器から連続的に運び出されることを特徴とする、請求項1に記載の方法。
【請求項3】
汚れを含んだ洗浄液が容器からバッチごとに運び出されることを特徴とする、請求項1に記載の方法。
【請求項4】
汚れを含んだ洗浄液の汚れ具合が判定され、これを表すデータが、単位時間あたりの洗浄液塗布および/または紐製品の循環速度を制御するために利用されることを特徴とする、前記請求項のうちいずれか1項に記載の方法。
【請求項5】
汚れ具合を判定するために、汚れを含んだ洗浄液の作用をうけるセンサ手段が利用されることを特徴とする、請求項4に記載の方法。
【請求項6】
汚れを含んだ洗浄液のpH値および/または導電率および/または濁り度が判定されることを特徴とする、請求項5に記載の方法。
【請求項7】
汚れを含んだ洗浄液の測定データに依存して洗浄時間の終了が判定されることを特徴とする、請求項4から6までのいずれか1項に記載の方法。
【請求項8】
洗浄時間の終了を判定するために、汚れを含んだ洗浄液の汚れ具合を表す少なくとも1つの量の所定の絶対的な測定値が利用されることを特徴とする、請求項7に記載の方法。
【請求項9】
洗浄時間の終了を判定するために、汚れを含んだ液体の汚れ具合を表す少なくとも1つの量の初期値と最終値の間の比率が利用されることを特徴とする、請求項7に記載の方法。
【請求項10】
洗浄時間の終了を判定するために、汚れを含んだ洗浄液の汚れ具合を表す量の時間的な変化が利用されることを特徴とする、請求項4から9までのいずれか1項に記載の方法。
【請求項11】
汚れ具合を表すデータの測定または判定が紐製品に対して行われることを特徴とする、請求項4から10までのいずれか1項に記載の方法。
【請求項12】
単位時間あたりの洗浄液塗布だけ、または紐製品速度だけを洗浄時間中に変化させ、それぞれ他方のパラメータは一定に保つことを特徴とする、前記請求項のうちいずれか1項に記載の方法。
【請求項13】
洗浄工程の開始時には洗浄工程の終り頃よりも多い単位時間あたりの洗浄液塗布が適用されることを特徴とする、前記請求項のうちいずれか1項に記載の方法。
【請求項14】
繊維製品の商品固有のデータと、機械固有のデータと、処理固有のデータとに基づいて計算モデルが決められ、単位時間あたりの洗浄液塗布および/または紐製品速度の制御がコンピュータによってこの所定の計算モデルに依存して行われることを特徴とする、前記請求項のうちいずれか1項に記載の方法。
【請求項15】
洗浄工程中に記録されたデータによって前記計算モデルが更新されることを特徴とする、請求項14に記載の方法。
【請求項16】
単位時間あたりの洗浄液消費量と洗浄時間が所定の基準に依存して最適化されることを特徴とする、前記請求項のうちいずれか1項に記載の方法。
【請求項17】
容器(1)と、気体状の搬送媒体が供給される、前記容器(1)に付属するベンチュリ搬送ノズルシステム(6)と、前記搬送ノズルシステム(6)によって前記容器(1)の中で循環している通過中の紐製品(4)に洗浄液を塗布する装置とを備える、前記請求項のうちいずれか1項に記載の方法を実施する装置において、
前記装置は、紐製品の進行方向で見て前記搬送ノズルシステム(6)の前、その領域内、または後で洗浄液を塗布する手段(34,34a;21;36)と、紐製品(4)に対する単位時間あたりの洗浄液塗布および/または紐製品の循環速度を変更する装置(17;11,34)とを有しており、制御手段(33)が設けられており、前記制御手段によって、単位時間あたりの洗浄液塗布および/または紐製品の循環速度がプログラムに依存して制御可能であるように、単位時間あたりの洗浄液塗布および/または紐製品の循環速度を変更する前記装置を制御可能であることを特徴とする装置。
【請求項18】
単位時間あたりの洗浄液塗布を変更する前記装置が、送出能力を可変なポンプ手段(17)および/または洗浄液流量を制御する手段(20)を有していることを特徴とする、請求項17に記載の装置。
【請求項19】
紐製品の循環速度を変更する前記装置が、搬送媒体流量を可変な送風機手段(11)および/または搬送媒体流量を制御する手段(34)を有していることを特徴とする、請求項17または18に記載の装置。
【請求項20】
洗浄工程中の紐製品に対する洗浄液塗布を表すデータを前記制御手段(33)に入力する、紐製品(4)および/または洗浄液を監視するセンサ手段(32)を有しており、前記制御手段(33)はこれらのデータをプログラムに従って処理するようにセットアップされていることを特徴とする、請求項17から19までのいずれか1項に記載の装置。
【請求項21】
前記制御手段(33)が、単位時間あたりの洗浄液塗布や紐製品の速度に介入するためのデータを操作員の側で入力するために、操作員の側でアクセス可能な入力部を有していることを特徴とする、請求項20に記載の装置。
【請求項22】
前記制御手段(33)が、繊維製品の製品固有のデータと、機械固有のデータと、処理固有のデータとに基づいて洗浄工程と洗浄成果を反映する計算モデルでプログラミングされていることを特徴とする、請求項17から21までのいずれか1項に記載の装置。
【請求項23】
前記制御手段(33)によって単位時間あたりの洗浄液消費量と洗浄時間を所定の基準に依存して最適化可能であることを特徴とする、請求項17から22までのいずれか1項に記載の装置。
【請求項1】
ジェット式処理機械で紐状の繊維製品を洗浄する方法において、
エンドレスの紐製品の形態の繊維製品をベンチュリ搬送ノズルにより容器内で気体状の搬送媒体によって循環させ、
その際に、紐製品の進行方向で見て搬送ノズルの前および/または内部および/または後で紐製品に塗布される洗浄液で洗浄を行い、単位時間あたりの洗浄液塗布および/または紐製品の循環速度を、繊維製品の製品固有のデータおよび/または機械固有のデータおよび/または方法固有のデータに依存して制御する、ジェット式処理機械で紐状の繊維製品を洗浄する方法。
【請求項2】
汚れを含んだ洗浄液が容器から連続的に運び出されることを特徴とする、請求項1に記載の方法。
【請求項3】
汚れを含んだ洗浄液が容器からバッチごとに運び出されることを特徴とする、請求項1に記載の方法。
【請求項4】
汚れを含んだ洗浄液の汚れ具合が判定され、これを表すデータが、単位時間あたりの洗浄液塗布および/または紐製品の循環速度を制御するために利用されることを特徴とする、前記請求項のうちいずれか1項に記載の方法。
【請求項5】
汚れ具合を判定するために、汚れを含んだ洗浄液の作用をうけるセンサ手段が利用されることを特徴とする、請求項4に記載の方法。
【請求項6】
汚れを含んだ洗浄液のpH値および/または導電率および/または濁り度が判定されることを特徴とする、請求項5に記載の方法。
【請求項7】
汚れを含んだ洗浄液の測定データに依存して洗浄時間の終了が判定されることを特徴とする、請求項4から6までのいずれか1項に記載の方法。
【請求項8】
洗浄時間の終了を判定するために、汚れを含んだ洗浄液の汚れ具合を表す少なくとも1つの量の所定の絶対的な測定値が利用されることを特徴とする、請求項7に記載の方法。
【請求項9】
洗浄時間の終了を判定するために、汚れを含んだ液体の汚れ具合を表す少なくとも1つの量の初期値と最終値の間の比率が利用されることを特徴とする、請求項7に記載の方法。
【請求項10】
洗浄時間の終了を判定するために、汚れを含んだ洗浄液の汚れ具合を表す量の時間的な変化が利用されることを特徴とする、請求項4から9までのいずれか1項に記載の方法。
【請求項11】
汚れ具合を表すデータの測定または判定が紐製品に対して行われることを特徴とする、請求項4から10までのいずれか1項に記載の方法。
【請求項12】
単位時間あたりの洗浄液塗布だけ、または紐製品速度だけを洗浄時間中に変化させ、それぞれ他方のパラメータは一定に保つことを特徴とする、前記請求項のうちいずれか1項に記載の方法。
【請求項13】
洗浄工程の開始時には洗浄工程の終り頃よりも多い単位時間あたりの洗浄液塗布が適用されることを特徴とする、前記請求項のうちいずれか1項に記載の方法。
【請求項14】
繊維製品の商品固有のデータと、機械固有のデータと、処理固有のデータとに基づいて計算モデルが決められ、単位時間あたりの洗浄液塗布および/または紐製品速度の制御がコンピュータによってこの所定の計算モデルに依存して行われることを特徴とする、前記請求項のうちいずれか1項に記載の方法。
【請求項15】
洗浄工程中に記録されたデータによって前記計算モデルが更新されることを特徴とする、請求項14に記載の方法。
【請求項16】
単位時間あたりの洗浄液消費量と洗浄時間が所定の基準に依存して最適化されることを特徴とする、前記請求項のうちいずれか1項に記載の方法。
【請求項17】
容器(1)と、気体状の搬送媒体が供給される、前記容器(1)に付属するベンチュリ搬送ノズルシステム(6)と、前記搬送ノズルシステム(6)によって前記容器(1)の中で循環している通過中の紐製品(4)に洗浄液を塗布する装置とを備える、前記請求項のうちいずれか1項に記載の方法を実施する装置において、
前記装置は、紐製品の進行方向で見て前記搬送ノズルシステム(6)の前、その領域内、または後で洗浄液を塗布する手段(34,34a;21;36)と、紐製品(4)に対する単位時間あたりの洗浄液塗布および/または紐製品の循環速度を変更する装置(17;11,34)とを有しており、制御手段(33)が設けられており、前記制御手段によって、単位時間あたりの洗浄液塗布および/または紐製品の循環速度がプログラムに依存して制御可能であるように、単位時間あたりの洗浄液塗布および/または紐製品の循環速度を変更する前記装置を制御可能であることを特徴とする装置。
【請求項18】
単位時間あたりの洗浄液塗布を変更する前記装置が、送出能力を可変なポンプ手段(17)および/または洗浄液流量を制御する手段(20)を有していることを特徴とする、請求項17に記載の装置。
【請求項19】
紐製品の循環速度を変更する前記装置が、搬送媒体流量を可変な送風機手段(11)および/または搬送媒体流量を制御する手段(34)を有していることを特徴とする、請求項17または18に記載の装置。
【請求項20】
洗浄工程中の紐製品に対する洗浄液塗布を表すデータを前記制御手段(33)に入力する、紐製品(4)および/または洗浄液を監視するセンサ手段(32)を有しており、前記制御手段(33)はこれらのデータをプログラムに従って処理するようにセットアップされていることを特徴とする、請求項17から19までのいずれか1項に記載の装置。
【請求項21】
前記制御手段(33)が、単位時間あたりの洗浄液塗布や紐製品の速度に介入するためのデータを操作員の側で入力するために、操作員の側でアクセス可能な入力部を有していることを特徴とする、請求項20に記載の装置。
【請求項22】
前記制御手段(33)が、繊維製品の製品固有のデータと、機械固有のデータと、処理固有のデータとに基づいて洗浄工程と洗浄成果を反映する計算モデルでプログラミングされていることを特徴とする、請求項17から21までのいずれか1項に記載の装置。
【請求項23】
前記制御手段(33)によって単位時間あたりの洗浄液消費量と洗浄時間を所定の基準に依存して最適化可能であることを特徴とする、請求項17から22までのいずれか1項に記載の装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2006−207043(P2006−207043A)
【公開日】平成18年8月10日(2006.8.10)
【国際特許分類】
【出願番号】特願2005−17119(P2005−17119)
【出願日】平成17年1月25日(2005.1.25)
【出願人】(505030270)ゼン・マシーネン・(ビー・ブイ・アイ)・リミテッド (5)
【Fターム(参考)】
【公開日】平成18年8月10日(2006.8.10)
【国際特許分類】
【出願日】平成17年1月25日(2005.1.25)
【出願人】(505030270)ゼン・マシーネン・(ビー・ブイ・アイ)・リミテッド (5)
【Fターム(参考)】
[ Back to top ]