
紙または板紙に識別記号を形成する方法および該方法により記号を付された材料
本発明は、連続ウェブとして製造される層構造の紙または板紙(7)に識別記号(5)を形成する方法、ならびに該方法により得られた記号付きの紙および板紙に関する。本方法においては、該記号(5)を、移動しているウェブ形態の繊維層(1)の上にレーザー光を用いて形成し、次いでその上に第2材料層(6)を、該記号が該移動ウェブの層構造の内部に残存するように重ね合わせる。該第2材料層(6)は、第2の繊維層または例えばポリマー被膜であることができる。レーザーによる識別記号付与は、例えば前記繊維層(1)の表面を焼くこと、或いは彫ることにより行う。該層構造中で該記号は保護されるが、材料の真性を保証するために検出器で検出することができる。かかる記号付きの紙または板紙は、製品包装を製品偽造から保護するために適している。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、連続ウェブとして製造される層構造の紙または板紙に識別記号を形成する方法に関する。さらに、本発明は、該方法により形成された識別記号を有する層構造の紙または板紙にも関する。
【背景技術】
【0002】
消費者用の製品包装には、包装の段階で、消費者に製品の包装日や消費期限を知らせるために可視記号を付すことができる。また、部分的または全体的に不可視の記号が製品識別子として用いられており、製品の出所を表示し、品質を保証している。
【0003】
包装への記号付与方法として周知なものとしては、インクによる印刷、エンボス加工、ならびに包装材料をプレスや切削して作るカットや穴あけが挙げられる。近年、レーザーによる包装への記号付与の使用が増加している。この方法によれば、レーザー光を用いることにより、包装材料に物理的に接触したり、包装に印刷用インクや他の余分な物質を残したりすることなく記号を付すことができる。
【0004】
レーザー光を用いれば、紙や板紙のような繊維系の材料に種々の態様で印を付することができる。周知のように、レーザー光は薄い紙を焼き抜いてしまう。これを防止するために、特許文献1は、微小な高分子添加剤を紙に混合させて吸収剤およびチャーとして作用させ、紙上に暗色の識別可能な記号を残すことを提案している。しかし、本発明者らの知見によれば、紙の焼き抜きを起こすことなく、さらには該文献に記載のように高分子その他の添加剤を必要とすることなく、紙の表面繊維層を焼いて記号を形成することは可能である。
【0005】
繊維層のレーザー加工方法として他に考えられるのは、不活性ガスを用いて材料の燃焼を防止しつつ層の表面を削ることや彫ることである。こうして形成した記号は繊維層の表面の窪みにすぎず、材料自体の顕著な色変化が起きない。記号は、繊維層の構造を、その構成成分の一つをレーザーと反応させ、或いは気化させて変化させることによっても形成することができる。この記号は検出できるので識別子として使用することができる。
【0006】
特許文献1に記載のものと類似の、レーザーで記号形成した紙や板紙が、材料表面にレーザー光を照射することで、種々の消費者包装用の包装材料、ラベルあるいは包装紙として実用化されている。レーザーによる記号付与はこのように各製品の包装過程と本質的に結び付いている。特許文献2は、レーザーにより記号付与された層構造の包装材料を開示しており、そこでは紙基材上にポリエステルまたはポリプロピレンの高分子層が設けられ、レーザー光は該高分子層を抜けてその下の紙層に記号を残す。この材料は製品包装に付着させるラベル用に設計されており、このレーザーによる記号は製品に関する包装時特定情報を含んでいる。
【0007】
上記各特許文献によれば、公知の繊維系レーザー記号形成材料は主として製品が包装された状態において消費者の役に立つ記号として意図されている。これら材料は製品の真正を保証する識別子として作用するものであり、記号付与は主として製品の偽造を防止或いは困難にすることを意図して行われるが、必ずしもその適正は最良とは言い難い。包装付きの製品をコピーする偽造者は包装紙上にレーザー記号を形成することを試みる。
【特許文献1】米国特許第6,306,493号
【特許文献2】米国特許第5,340,628号
【発明の開示】
【発明が解決しようとする課題】
【0008】
本発明の目的は、特に包装材料として使用される紙または板紙に極めて偽造し難い適切なレーザー記号を形成することで上記問題の解決を図ることである。
【課題を解決するための手段】
【0009】
レーザーによる記号形成は、繊維層の表面を低出力密度CO2レーザー光を用いて焼くことにより行うことができる。高出力密度のCO2レーザー光と酸化防止用の不活性ガスとを用いれば、繊維層から材料を気化させて凹部を形成することができる。この凹部としての彫りは光照射時等に検出器によって検出し得る識別記号として機能する。
【0010】
本発明の用途には2枚以上の繊維層が重なり合った板紙も含まれる。記号は、ウェブ形態の繊維層の表面に、各層を接合する前に形成する。接合段階では各繊維ウェブは未だ湿っている場合があり、この場合は板紙機による接合ウェブの最終乾燥の前に記号を形成し、ついで最終の板紙として不可分に一体化処理する。記号が繊維層に形成された凹部である場合には、その上に重ねられた、湿った、或いは弾性を有する(各)繊維層が、板紙が均一な厚さおよび密度を獲得するようにその凹部を充填する。各層に異なる材料を用いた場合には、凹部によって形成された各記号は最終的に得られた板紙中でも視認できる。各材料の濃さ(暗さ)が異なっており、凹部をより濃い(暗い)方の層に作製した場合には、凹部によって板紙中に形成された各図形は(光を照射したとき)周囲の領域より明るく見える。一方、より明るい方の層に形成した凹部は周囲より暗く見える。化学パルプおよび化学/機械パルプまたは機械パルプ、ならびにとりわけ褐色クラフトパルプのような無漂白パルプおよび漂白パルプはこの種の濃さの違いや色の違いを識別の目的に充分な程度に有している。
【0011】
本発明に係る方法を用いて製造される紙または板紙では、上記繊維層の上に載置されてオンライン式に記号を付される上記材料層は、紙または板紙製造機による製造工程中に被膜ペーストか接着剤層を塗布することにより形成することができ、また繊維層上に接合すべき高分子被膜を押し出すことにより形成することもできる。透明な高分子被膜を用いた場合、識別記号は例えば焼成によって視認できる状態に残すことができ、併せてその被膜により改鼠に対して保護される。この識別記号付与とそれに続く被覆は、ウェブの移動を中断させることなく連続プロセスとして行われる。
【0012】
本発明方法によれば、各製品は、識別記号を有する層状のウェブの形態の紙または板紙を含んで成り、それらの紙または板紙は、レーザー光により作られてウェブの層構造の内部に埋め込まれた記号を有している。こうして識別記号を付与された製品は紙または板紙製造工場で大規模に製造することができ、その後ロール状の形態で顧客に配達され、そこで個々の製品包装に使用される。上記材料は多層構造の板紙、被覆された紙もしくは板紙または高分子で被覆された紙もしくは板紙であってもよく;各記号は被膜あるいは繊維層の下に隠れていて、光を照射することにより、あるいは検出器を用いることにより検出できるようにしてもよく、または各記号は透明な高分子被膜の下に視認しうる状態で存在していてもよい。
【0013】
本発明の応用例の一つとして、レーザーで記号を付した包装用段ボール箱を、クラフト紙(サルフェート紙)からなる外側の両パルプ層と、ケミカル−サーモ−メカニカルパルプ(CTMP)からなる中間層とを有する3層構造の折り畳んだ段ボールで作ることができる。この段ボールでは、各記号は、サルフェート紙層とCTMP層との界面を濃く焼いて作ることができ、あるいは各記号はいずれかの層に彫った凹部であって、パルプ組成の相違に基づいて検出できるものであってもよい。
【実施例】
【0014】
以下、本発明をその実施例について図面を参照してさらに詳細に説明する。
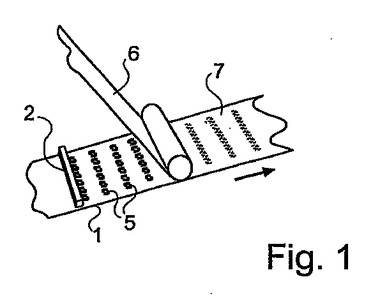
図1〜図3において、参照符号1は繊維材料ウェブを示しており;その経路の途中にはウェブに交差するようにビーム2が設けてある。ビームの下面には各レーザーヘッド3が備えられており、位置合わせされた各レーザービーム4によりウェブの表面に各識別記号5が作られる。各記号は社名や製品名、ロゴあるいは商標等どのような図形であってもよく、図1の場合には、ウェブに交差するように等間隔で直線状に並んでいる。ウェブは、後で層構造のウェブを分断して複数のシートや包装プレフォームとした場合に各切断片に充分な数の記号が残存するように、充分な記号5をその範囲内に有していなければならない。
【0015】
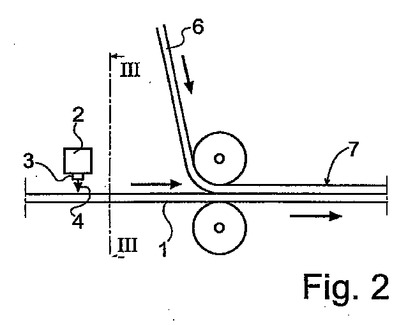
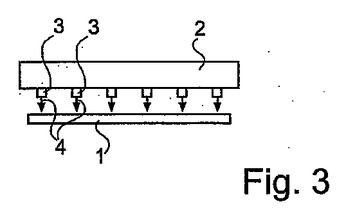
図2および図3中の各レーザーヘッド3は低出力密度CO2レーザー発生源を含むことができ、ウェブ1の表面を軽く焼いて、繊維材料の酸化により作られた色の濃い領域が識別記号5を形成するようにする。あるいはまた、高出力密度のCO2レーザーヘッド3と不活性ガス雰囲気とを同時に用いれば、材料を気化させることでウェブ1の表面に識別記号としての凹部を彫ることができる。レーザー光4を、ウェブの或る深さで選択的に、あるいはウェブの全厚さに亘って、ウェブ材料の構成成分と反応させ、あるいは該成分を気化させてウェブの密度または組成を変化させることでその箇所に識別子を設けることもできる。
【0016】
記号の付与後に、ウェブ1が移動を続けている状態で、別の材料から成る移動しているウェブ6を図1および図2に示すように当接させ、両ウェブが一緒になって層構造を有するウェブフォーマット7を形成するようにする。必要に応じ接着剤を使用して両ウェブ1および6を接合することができる。連続ウェブとして得られた製品7は巻き取られ(図示せず)、必要があればさらに他の工程を経た後、識別記号5を有する個々の製品包装用にロール、シートまたはプリフォームの形態で配送される。
【0017】
記号5を有する繊維材料ウェブ1に接合する第2のウェブ6としては繊維材料を用いることもできる。この場合は、多層板紙はウェブ形態の製品7として製造される。概略図である図1および図2には2枚の層1および6のみを示しているが、板紙はそれより多い層から成っていてもよく、必要ならば、識別記号5は通常より多くの枚数の繊維層に形成しても、同一の層の両側に形成してもよい。
【0018】
また、記号を付した繊維材料層1に当接させる第2材料層は、例えば、ウェブにラミネートできる高分子シートや単一層もしくは多層構造の押出し高分子被膜から成るものでもよい。繊維材料ウェブ1へのレーザーによる記号付与は、紙または板紙製造機を用いて行ってもよく、この場合は次の工程でウェブに被覆用ペーストを塗工して識別記号を覆うようにする。
【0019】
記号を付した繊維材料ウェブ1に別の繊維材料ウェブ6を当接させた場合、識別記号5は得られた層構造の板紙7の内部に隠れて存在することになるが、この記号は適切な機器を用いることで検出することができる。各層が充分薄い場合、焼いて作った記号5は材料を光にかざせば肉眼で視認できる。記号を付した繊維材料ウェブ1が透明な高分子被膜を有している場合、焼いてできた記号5は高分子層を通して見ることができる。
【0020】
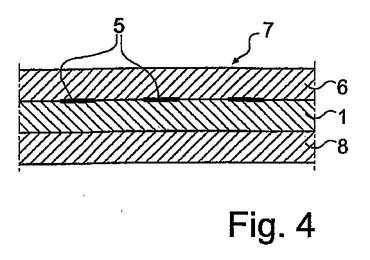
図4は本発明を用いて作製した層構造製品、すなわち3層の板紙7を示しており、中間層1の繊維材料は外側の両層6,8の繊維材料とは異なっている。中間層に用いる材料は例えばCTMPであることができ、外側の両層6,8の材料は例えば漂白サルフェートパルプであることができる。層構造の内部の識別記号は中間層1の表面の酸化物である。中間層1にレーザーにより記号を付け、外側層6に接合して標識を覆う様子を図1〜図3に示す。第2の外側層8は記号付与工程の前に中間層1に接合しておいてもよく、また図1〜図3に示す各工程の後に接合してもよい。
【0021】
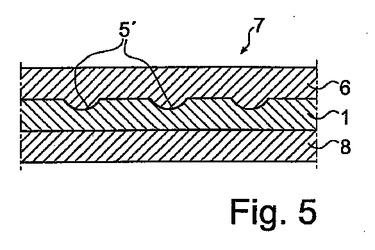
図5に示す本発明の応用例は図4に示すものとは、板紙7中の各記号が中間層1の表面に形成した窪み5‘である点で異なっている。記号を板紙製造機を用いて付与した場合であって、両繊維材料層1,6が未だ湿っている場合、窪み5’は外側層6の材料によって、最終製品としての板紙7が実質的に均一な厚さおよび密度を有するように満たされる。中間層1と外側層6の材料が異なっている場合、窪み5‘により形成された各記号は検出器を使用して検出することができる。例えば、或る場合、CTMPはサルフェートパルプより色が濃いことがあり、光で照らすと周囲の領域より明るく見える。
【0022】
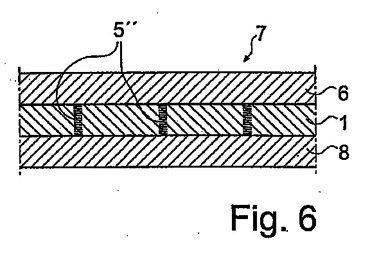
概略図6では、各識別記号5‘’は中間層1上の各点であり、そこでは中間層の材料をその全厚さに亘ってレーザービームで処理して、例えば該材料の色や密度を変化させてある。かかる変化は、例えば粒状高分子の混合成分をレーザービームで酸化したものであったり、混合成分をレーザービームで気化させたものであったりすることができる。あるいはまた、レーザービームを用いて層1の厚さのうち一部のみに変化を与えることもできる。
【0023】
当業者には、上述した本発明の精神の範囲内において種々の応用と変形が可能であろう。
【図面の簡単な説明】
【0024】
【図1】繊維材料ウェブにレーザーにより記号を付け、次いでもう一枚のウェブに接合して層構造を有するウェブフォーマットを製造する様子を示す斜視図である。
【図2】図1に示すレーザーによる記号付けおよび両ウェブの接合の様子を示す側面図である。
【図3】ウェブへの記号付けを示す図2の線III−IIIに沿った断面図である。
【図4】本発明により得たレーザーで記号付けした段ボールの層構造を示す図である。
【図5】レーザーで記号付けした他の段ボールの層構造を示す図である。
【図6】レーザーで記号付けしたさらに別の段ボールの層構造を示す図である。
【技術分野】
【0001】
本発明は、連続ウェブとして製造される層構造の紙または板紙に識別記号を形成する方法に関する。さらに、本発明は、該方法により形成された識別記号を有する層構造の紙または板紙にも関する。
【背景技術】
【0002】
消費者用の製品包装には、包装の段階で、消費者に製品の包装日や消費期限を知らせるために可視記号を付すことができる。また、部分的または全体的に不可視の記号が製品識別子として用いられており、製品の出所を表示し、品質を保証している。
【0003】
包装への記号付与方法として周知なものとしては、インクによる印刷、エンボス加工、ならびに包装材料をプレスや切削して作るカットや穴あけが挙げられる。近年、レーザーによる包装への記号付与の使用が増加している。この方法によれば、レーザー光を用いることにより、包装材料に物理的に接触したり、包装に印刷用インクや他の余分な物質を残したりすることなく記号を付すことができる。
【0004】
レーザー光を用いれば、紙や板紙のような繊維系の材料に種々の態様で印を付することができる。周知のように、レーザー光は薄い紙を焼き抜いてしまう。これを防止するために、特許文献1は、微小な高分子添加剤を紙に混合させて吸収剤およびチャーとして作用させ、紙上に暗色の識別可能な記号を残すことを提案している。しかし、本発明者らの知見によれば、紙の焼き抜きを起こすことなく、さらには該文献に記載のように高分子その他の添加剤を必要とすることなく、紙の表面繊維層を焼いて記号を形成することは可能である。
【0005】
繊維層のレーザー加工方法として他に考えられるのは、不活性ガスを用いて材料の燃焼を防止しつつ層の表面を削ることや彫ることである。こうして形成した記号は繊維層の表面の窪みにすぎず、材料自体の顕著な色変化が起きない。記号は、繊維層の構造を、その構成成分の一つをレーザーと反応させ、或いは気化させて変化させることによっても形成することができる。この記号は検出できるので識別子として使用することができる。
【0006】
特許文献1に記載のものと類似の、レーザーで記号形成した紙や板紙が、材料表面にレーザー光を照射することで、種々の消費者包装用の包装材料、ラベルあるいは包装紙として実用化されている。レーザーによる記号付与はこのように各製品の包装過程と本質的に結び付いている。特許文献2は、レーザーにより記号付与された層構造の包装材料を開示しており、そこでは紙基材上にポリエステルまたはポリプロピレンの高分子層が設けられ、レーザー光は該高分子層を抜けてその下の紙層に記号を残す。この材料は製品包装に付着させるラベル用に設計されており、このレーザーによる記号は製品に関する包装時特定情報を含んでいる。
【0007】
上記各特許文献によれば、公知の繊維系レーザー記号形成材料は主として製品が包装された状態において消費者の役に立つ記号として意図されている。これら材料は製品の真正を保証する識別子として作用するものであり、記号付与は主として製品の偽造を防止或いは困難にすることを意図して行われるが、必ずしもその適正は最良とは言い難い。包装付きの製品をコピーする偽造者は包装紙上にレーザー記号を形成することを試みる。
【特許文献1】米国特許第6,306,493号
【特許文献2】米国特許第5,340,628号
【発明の開示】
【発明が解決しようとする課題】
【0008】
本発明の目的は、特に包装材料として使用される紙または板紙に極めて偽造し難い適切なレーザー記号を形成することで上記問題の解決を図ることである。
【課題を解決するための手段】
【0009】
レーザーによる記号形成は、繊維層の表面を低出力密度CO2レーザー光を用いて焼くことにより行うことができる。高出力密度のCO2レーザー光と酸化防止用の不活性ガスとを用いれば、繊維層から材料を気化させて凹部を形成することができる。この凹部としての彫りは光照射時等に検出器によって検出し得る識別記号として機能する。
【0010】
本発明の用途には2枚以上の繊維層が重なり合った板紙も含まれる。記号は、ウェブ形態の繊維層の表面に、各層を接合する前に形成する。接合段階では各繊維ウェブは未だ湿っている場合があり、この場合は板紙機による接合ウェブの最終乾燥の前に記号を形成し、ついで最終の板紙として不可分に一体化処理する。記号が繊維層に形成された凹部である場合には、その上に重ねられた、湿った、或いは弾性を有する(各)繊維層が、板紙が均一な厚さおよび密度を獲得するようにその凹部を充填する。各層に異なる材料を用いた場合には、凹部によって形成された各記号は最終的に得られた板紙中でも視認できる。各材料の濃さ(暗さ)が異なっており、凹部をより濃い(暗い)方の層に作製した場合には、凹部によって板紙中に形成された各図形は(光を照射したとき)周囲の領域より明るく見える。一方、より明るい方の層に形成した凹部は周囲より暗く見える。化学パルプおよび化学/機械パルプまたは機械パルプ、ならびにとりわけ褐色クラフトパルプのような無漂白パルプおよび漂白パルプはこの種の濃さの違いや色の違いを識別の目的に充分な程度に有している。
【0011】
本発明に係る方法を用いて製造される紙または板紙では、上記繊維層の上に載置されてオンライン式に記号を付される上記材料層は、紙または板紙製造機による製造工程中に被膜ペーストか接着剤層を塗布することにより形成することができ、また繊維層上に接合すべき高分子被膜を押し出すことにより形成することもできる。透明な高分子被膜を用いた場合、識別記号は例えば焼成によって視認できる状態に残すことができ、併せてその被膜により改鼠に対して保護される。この識別記号付与とそれに続く被覆は、ウェブの移動を中断させることなく連続プロセスとして行われる。
【0012】
本発明方法によれば、各製品は、識別記号を有する層状のウェブの形態の紙または板紙を含んで成り、それらの紙または板紙は、レーザー光により作られてウェブの層構造の内部に埋め込まれた記号を有している。こうして識別記号を付与された製品は紙または板紙製造工場で大規模に製造することができ、その後ロール状の形態で顧客に配達され、そこで個々の製品包装に使用される。上記材料は多層構造の板紙、被覆された紙もしくは板紙または高分子で被覆された紙もしくは板紙であってもよく;各記号は被膜あるいは繊維層の下に隠れていて、光を照射することにより、あるいは検出器を用いることにより検出できるようにしてもよく、または各記号は透明な高分子被膜の下に視認しうる状態で存在していてもよい。
【0013】
本発明の応用例の一つとして、レーザーで記号を付した包装用段ボール箱を、クラフト紙(サルフェート紙)からなる外側の両パルプ層と、ケミカル−サーモ−メカニカルパルプ(CTMP)からなる中間層とを有する3層構造の折り畳んだ段ボールで作ることができる。この段ボールでは、各記号は、サルフェート紙層とCTMP層との界面を濃く焼いて作ることができ、あるいは各記号はいずれかの層に彫った凹部であって、パルプ組成の相違に基づいて検出できるものであってもよい。
【実施例】
【0014】
以下、本発明をその実施例について図面を参照してさらに詳細に説明する。
図1〜図3において、参照符号1は繊維材料ウェブを示しており;その経路の途中にはウェブに交差するようにビーム2が設けてある。ビームの下面には各レーザーヘッド3が備えられており、位置合わせされた各レーザービーム4によりウェブの表面に各識別記号5が作られる。各記号は社名や製品名、ロゴあるいは商標等どのような図形であってもよく、図1の場合には、ウェブに交差するように等間隔で直線状に並んでいる。ウェブは、後で層構造のウェブを分断して複数のシートや包装プレフォームとした場合に各切断片に充分な数の記号が残存するように、充分な記号5をその範囲内に有していなければならない。
【0015】
図2および図3中の各レーザーヘッド3は低出力密度CO2レーザー発生源を含むことができ、ウェブ1の表面を軽く焼いて、繊維材料の酸化により作られた色の濃い領域が識別記号5を形成するようにする。あるいはまた、高出力密度のCO2レーザーヘッド3と不活性ガス雰囲気とを同時に用いれば、材料を気化させることでウェブ1の表面に識別記号としての凹部を彫ることができる。レーザー光4を、ウェブの或る深さで選択的に、あるいはウェブの全厚さに亘って、ウェブ材料の構成成分と反応させ、あるいは該成分を気化させてウェブの密度または組成を変化させることでその箇所に識別子を設けることもできる。
【0016】
記号の付与後に、ウェブ1が移動を続けている状態で、別の材料から成る移動しているウェブ6を図1および図2に示すように当接させ、両ウェブが一緒になって層構造を有するウェブフォーマット7を形成するようにする。必要に応じ接着剤を使用して両ウェブ1および6を接合することができる。連続ウェブとして得られた製品7は巻き取られ(図示せず)、必要があればさらに他の工程を経た後、識別記号5を有する個々の製品包装用にロール、シートまたはプリフォームの形態で配送される。
【0017】
記号5を有する繊維材料ウェブ1に接合する第2のウェブ6としては繊維材料を用いることもできる。この場合は、多層板紙はウェブ形態の製品7として製造される。概略図である図1および図2には2枚の層1および6のみを示しているが、板紙はそれより多い層から成っていてもよく、必要ならば、識別記号5は通常より多くの枚数の繊維層に形成しても、同一の層の両側に形成してもよい。
【0018】
また、記号を付した繊維材料層1に当接させる第2材料層は、例えば、ウェブにラミネートできる高分子シートや単一層もしくは多層構造の押出し高分子被膜から成るものでもよい。繊維材料ウェブ1へのレーザーによる記号付与は、紙または板紙製造機を用いて行ってもよく、この場合は次の工程でウェブに被覆用ペーストを塗工して識別記号を覆うようにする。
【0019】
記号を付した繊維材料ウェブ1に別の繊維材料ウェブ6を当接させた場合、識別記号5は得られた層構造の板紙7の内部に隠れて存在することになるが、この記号は適切な機器を用いることで検出することができる。各層が充分薄い場合、焼いて作った記号5は材料を光にかざせば肉眼で視認できる。記号を付した繊維材料ウェブ1が透明な高分子被膜を有している場合、焼いてできた記号5は高分子層を通して見ることができる。
【0020】
図4は本発明を用いて作製した層構造製品、すなわち3層の板紙7を示しており、中間層1の繊維材料は外側の両層6,8の繊維材料とは異なっている。中間層に用いる材料は例えばCTMPであることができ、外側の両層6,8の材料は例えば漂白サルフェートパルプであることができる。層構造の内部の識別記号は中間層1の表面の酸化物である。中間層1にレーザーにより記号を付け、外側層6に接合して標識を覆う様子を図1〜図3に示す。第2の外側層8は記号付与工程の前に中間層1に接合しておいてもよく、また図1〜図3に示す各工程の後に接合してもよい。
【0021】
図5に示す本発明の応用例は図4に示すものとは、板紙7中の各記号が中間層1の表面に形成した窪み5‘である点で異なっている。記号を板紙製造機を用いて付与した場合であって、両繊維材料層1,6が未だ湿っている場合、窪み5’は外側層6の材料によって、最終製品としての板紙7が実質的に均一な厚さおよび密度を有するように満たされる。中間層1と外側層6の材料が異なっている場合、窪み5‘により形成された各記号は検出器を使用して検出することができる。例えば、或る場合、CTMPはサルフェートパルプより色が濃いことがあり、光で照らすと周囲の領域より明るく見える。
【0022】
概略図6では、各識別記号5‘’は中間層1上の各点であり、そこでは中間層の材料をその全厚さに亘ってレーザービームで処理して、例えば該材料の色や密度を変化させてある。かかる変化は、例えば粒状高分子の混合成分をレーザービームで酸化したものであったり、混合成分をレーザービームで気化させたものであったりすることができる。あるいはまた、レーザービームを用いて層1の厚さのうち一部のみに変化を与えることもできる。
【0023】
当業者には、上述した本発明の精神の範囲内において種々の応用と変形が可能であろう。
【図面の簡単な説明】
【0024】
【図1】繊維材料ウェブにレーザーにより記号を付け、次いでもう一枚のウェブに接合して層構造を有するウェブフォーマットを製造する様子を示す斜視図である。
【図2】図1に示すレーザーによる記号付けおよび両ウェブの接合の様子を示す側面図である。
【図3】ウェブへの記号付けを示す図2の線III−IIIに沿った断面図である。
【図4】本発明により得たレーザーで記号付けした段ボールの層構造を示す図である。
【図5】レーザーで記号付けした他の段ボールの層構造を示す図である。
【図6】レーザーで記号付けしたさらに別の段ボールの層構造を示す図である。
【特許請求の範囲】
【請求項1】
連続ウェブとして製造される層構造の紙または板紙(7)に識別記号(5)を形成する方法あって、該記号(5)を、移動しているウェブ形態の繊維層(1)の上にレーザー光(4)を用いて形成し、その上に第2材料層(6)を、該記号が該移動ウェブの層構造(7)内部に残存するように重ね合わせることを特徴とする方法。
【請求項2】
前記記号(5)を、前記繊維層(1)の表面を焼くことにより形成する請求項1に記載の方法。
【請求項3】
前記記号を、前記繊維層(1)に凹部(5‘)を作ることにより形成する請求項1に記載の方法。
【請求項4】
前記繊維層(1)が、前記レーザー光(4)と反応するか或いは前記レーザー光(4)により気化する混合剤を含有している請求項1に記載の方法。
【請求項5】
識別記号付与後に、前記の移動している繊維層(1)を、もう一方の移動しているウェブ形態の繊維層(6)に重ね合わせる請求項1〜4のいずれか一項に記載の方法。
【請求項6】
前記繊維層(1)がパルプに由来する水分を含んでいる場合に、識別記号付与を紙または板紙製造機を用いて行い、両層(1、6)の接合後にウェブ(7)を乾燥させる請求項5に記載の方法。
【請求項7】
前記の接合させる両層(1、6)の材料が互いに異なっている請求項6に記載の方法。
【請求項8】
前記の接合させる一方の繊維層が化学パルプからなり、他方の繊維層が機械パルプまたは化学/機械パルプからなる請求項7に記載の方法。
【請求項9】
前記の接合させる一方の繊維層が無漂白パルプからなり、他方の繊維層が漂白パルプからなる請求項7または8に記載の方法。
【請求項10】
前記の識別記号を付与したウェブ形態の繊維層(1)に被膜層を施して該識別記号(5)を保護する請求項1〜9のいずれか一項に記載の方法。
【請求項11】
請求項1〜10のいずれか一項に記載の方法によって形成することができる識別記号を有する層構造の紙または板紙(7)であって、該ウェブ形態の紙または板紙(7)が、レーザー光を用いて形成した記号(5)を有しており、該記号が層構造の内部に埋め込まれていることを特徴とする層構造の紙または板紙。
【請求項12】
前記ウェブがドラムまたはコアの周りに巻かれている請求項11に記載の紙または板紙。
【請求項13】
請求項1〜10のいずれか一項に記載の方法によって形成することができる識別記号を有する層構造の板紙(7)であって、該板紙が、レーザー光を用いて形成した記号(5)を有しており、該記号が、該板紙の一連の各繊維層(6、1、8)により形成された構造体の内部に埋め込まれていることを特徴とする層構造の板紙。
【請求項14】
前記記号が、レーザー光により誘起された反応によって前記繊維層(1)の表面に形成された濃色の図形である請求項13に記載の板紙。
【請求項15】
前記記号が、レーザー光により前記繊維層(1)が切削された凹部(5‘)であり、該凹部を隣接する繊維層(6)中に存在する異種材料が満たしている請求項13に記載の板紙。
【請求項16】
前記各繊維層のうち一つが化学パルプからなり、他の一つが機械パルプまたは化学/機械パルプからなる請求項14または15に記載の板紙。
【請求項17】
サルフェート紙層とCTMP層とから形成される折り畳み段ボールである請求項13〜16のいずれか一項に記載の板紙。
【請求項1】
連続ウェブとして製造される層構造の紙または板紙(7)に識別記号(5)を形成する方法あって、該記号(5)を、移動しているウェブ形態の繊維層(1)の上にレーザー光(4)を用いて形成し、その上に第2材料層(6)を、該記号が該移動ウェブの層構造(7)内部に残存するように重ね合わせることを特徴とする方法。
【請求項2】
前記記号(5)を、前記繊維層(1)の表面を焼くことにより形成する請求項1に記載の方法。
【請求項3】
前記記号を、前記繊維層(1)に凹部(5‘)を作ることにより形成する請求項1に記載の方法。
【請求項4】
前記繊維層(1)が、前記レーザー光(4)と反応するか或いは前記レーザー光(4)により気化する混合剤を含有している請求項1に記載の方法。
【請求項5】
識別記号付与後に、前記の移動している繊維層(1)を、もう一方の移動しているウェブ形態の繊維層(6)に重ね合わせる請求項1〜4のいずれか一項に記載の方法。
【請求項6】
前記繊維層(1)がパルプに由来する水分を含んでいる場合に、識別記号付与を紙または板紙製造機を用いて行い、両層(1、6)の接合後にウェブ(7)を乾燥させる請求項5に記載の方法。
【請求項7】
前記の接合させる両層(1、6)の材料が互いに異なっている請求項6に記載の方法。
【請求項8】
前記の接合させる一方の繊維層が化学パルプからなり、他方の繊維層が機械パルプまたは化学/機械パルプからなる請求項7に記載の方法。
【請求項9】
前記の接合させる一方の繊維層が無漂白パルプからなり、他方の繊維層が漂白パルプからなる請求項7または8に記載の方法。
【請求項10】
前記の識別記号を付与したウェブ形態の繊維層(1)に被膜層を施して該識別記号(5)を保護する請求項1〜9のいずれか一項に記載の方法。
【請求項11】
請求項1〜10のいずれか一項に記載の方法によって形成することができる識別記号を有する層構造の紙または板紙(7)であって、該ウェブ形態の紙または板紙(7)が、レーザー光を用いて形成した記号(5)を有しており、該記号が層構造の内部に埋め込まれていることを特徴とする層構造の紙または板紙。
【請求項12】
前記ウェブがドラムまたはコアの周りに巻かれている請求項11に記載の紙または板紙。
【請求項13】
請求項1〜10のいずれか一項に記載の方法によって形成することができる識別記号を有する層構造の板紙(7)であって、該板紙が、レーザー光を用いて形成した記号(5)を有しており、該記号が、該板紙の一連の各繊維層(6、1、8)により形成された構造体の内部に埋め込まれていることを特徴とする層構造の板紙。
【請求項14】
前記記号が、レーザー光により誘起された反応によって前記繊維層(1)の表面に形成された濃色の図形である請求項13に記載の板紙。
【請求項15】
前記記号が、レーザー光により前記繊維層(1)が切削された凹部(5‘)であり、該凹部を隣接する繊維層(6)中に存在する異種材料が満たしている請求項13に記載の板紙。
【請求項16】
前記各繊維層のうち一つが化学パルプからなり、他の一つが機械パルプまたは化学/機械パルプからなる請求項14または15に記載の板紙。
【請求項17】
サルフェート紙層とCTMP層とから形成される折り畳み段ボールである請求項13〜16のいずれか一項に記載の板紙。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公表番号】特表2007−526142(P2007−526142A)
【公表日】平成19年9月13日(2007.9.13)
【国際特許分類】
【出願番号】特願2006−546213(P2006−546213)
【出願日】平成17年1月4日(2005.1.4)
【国際出願番号】PCT/FI2005/000005
【国際公開番号】WO2005/065956
【国際公開日】平成17年7月21日(2005.7.21)
【出願人】(505473765)
【Fターム(参考)】
【公表日】平成19年9月13日(2007.9.13)
【国際特許分類】
【出願日】平成17年1月4日(2005.1.4)
【国際出願番号】PCT/FI2005/000005
【国際公開番号】WO2005/065956
【国際公開日】平成17年7月21日(2005.7.21)
【出願人】(505473765)
【Fターム(参考)】
[ Back to top ]