
紙トレー及び紙トレー成形方法
【課題】紙トレーにおいて製函装置と充填シール装置が直結し紙製ブランクからインラインで製函から充填シールまで完了できる、成形途中でヒートシールやホットメルト等の接着を必要としない易成形紙トレーとその製造方法の提供。
【解決手段】底面板の相対向する二辺には、それぞれ折り曲げ線を介して側面板とフラップが順次連設され、底面板の他の相対向する二辺にはそれぞれ折り曲げ線を介して側面板と両端にフック部を有するフラップが順次連接され、各側面板と側面板の間には、隣接する側面板同士を互いに連設するコーナー板が設けられ、フック部を有しない側面板に隣接するコーナー板部分の外縁には幅広フラップが設けられているブランクを製函してなる易成形紙トレー。
【解決手段】底面板の相対向する二辺には、それぞれ折り曲げ線を介して側面板とフラップが順次連設され、底面板の他の相対向する二辺にはそれぞれ折り曲げ線を介して側面板と両端にフック部を有するフラップが順次連接され、各側面板と側面板の間には、隣接する側面板同士を互いに連設するコーナー板が設けられ、フック部を有しない側面板に隣接するコーナー板部分の外縁には幅広フラップが設けられているブランクを製函してなる易成形紙トレー。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、紙製トレー状容器の製函方法に関するものであり、特には、成形時にヒートシールやホットメルト等の接着を必要としない易成形トレーとその成形方法に関するものである。
【背景技術】
【0002】
従来、惣菜、肉などの食品を包装するために発泡スチロール製のトレー状容器が用いられてきたが、発泡スチロールは、廃棄処理上の難点があることから、発泡スチロール製のトレー状容器に代えて、トレー状紙製容器内に内容物を充填後、蓋体により封嵌し密封する紙製容器、またそのトレー容器を上面が開口しかつ、開口周縁にフランジを有する紙製とし、その内面に合成樹脂フィルムを真空成形、または真空成形と圧空成形の併用により積層接着する容器が用いられるようになった。
【0003】
従来、底面板の周囲に側面板、フランジが連設し、その側面板どうしの隣接する側部間の一方の側面板に、コーナー板を介すか、介さずして重合片が連設したブランクを、前記重合片が隣接する側面板の内面に位置する紙製トレー状容器を、ブランクセット・仮折り工程、ホットメルト材塗布工程、移載工程、折り込み工程、排出工程を具備する製函工程にて製函し、該トレー状容器の内表面の全面に、真空チャンバー内で加熱したプラスチックフィルムを真空成形、または真空成形と圧空成形の併用により積層接着した後、該トレー状容器のフランジ外周部で、前記フィルムから切断する紙製トレー状容器の製造方法が知られている。
【0004】
耐熱性を要求されることが多い紙製トレー状容器をブランクから製函する場合、従来ブランクにヒートシールニスを塗布したものを使用していたが、ヒートシールニスは輸送中や保管中にしばしばブロッキングを生ずることから、ヒートシールニスの代わりに耐熱性を有するホットメルトタイプの接着剤が使用されてきている。
【0005】
たとえば、特許文献1には、易展開性紙製トレー状容器の製函工程において、バケットに挿入されてトレー状に仮折りされた容器の短手方向の側面板とフランジ延長片の間にホットメルト接着剤を塗布して、仮折りされた容器内に雄型を挿入してフランジ延長片と短手方向の側面板とを圧着し接着させるという形態が例示されている。
【0006】
このホットメルト接着剤塗布工程においては、従来から下記のような問題があった。
すなわち、特にホットメルト接着剤塗布装置のノズル先端と被塗布面との距離が長い場合、ホットメルト接着剤が吐出直後に冷却されることによって、空中で糸状に固まる「糸引き現象」が発生する。また、その糸状のホットメルト接着剤がホットメルト接着剤塗布装置のノズル先端に一部付着し、溜まったホットメルト接着剤が次のショットでホットメルト接着剤が吐出されると同時に被塗布面に飛ばされる「フック現象」が発生することによってホットメルト接着剤の塗布不良が生ずることがある。
【0007】
耐熱性を有し、正確な容器形状を安定して実現可能とする、品質に優れる紙製トレー状容器の製造方法として特許文献2には、前記ホットメルト接着剤塗布工程において、該ホットメルト接着剤塗布装置のノズル先端から吐出されるホットメルト接着剤の糸引きおよびフック現象を防止する手段を備え、かつ前記折り込み工程が第1折り込み工程と第2折り込み工程との2工程からなることを特徴とする紙製トレー状容器の製造方法が提案されている。
【0008】
これらの方法による容器は容器の成形工程で内容物の充填前にヒートシールニスやホットメルト接着剤による接着工程を必要としているために、接着剤の塗布と場合によっては乾燥及び熱圧着という段階が必要であり複雑な技術と高価な装置を必要とし、そのために製函と充填の工程をインラインで行うことが困難であった。
【0009】
主にこの理由で、容器の工程は一般的には印刷や打ち抜きによる紙製のブランクの作成工程とブランクからトレー形状に成形する製函工程および製函したトレーに内容物を充填して必要なら蓋シールを行う充填シール工程とに分かれている。
【0010】
そのために、各工程間の半製品の集積と移動が必要になり、場所的に各工程が離れている場合にはさらに梱包と輸送および開梱の作業が加わる。
【0011】
たとえば、原紙巻取から印刷・必要ならフィルムの積層・罫線付け・打ち抜きでブランクを作成し複数枚を重ねて集積する紙製のブランクの作成を行い、集積したブランクを梱包後製函装置のある場所まで自動車等で輸送し開梱してから製函装置のある場所まで移動し、製函装置に複数枚のブランクをセットして折り曲げ・組み立て・接着で製函したトレーを排出・集積したものを梱包して充填シール装置のある食品工場まで輸送し開梱してから充填シール装置のトレー集積場所まで移動し充填シール装置のバケットに移載して食品等の内容物の充填と蓋材のシールをした後排出するというような工程が必要な場合がある。
【0012】
製函装置と充填シール装置が同一の工場内に設置されている場合でも、通常、製函装置はブランクからトレー形状に製函し、製函後のトレーを後工程に排出する装置で、一般的に幅広く食品工場で使用されている充填シール装置までのトレー搬送装置や、充填シール装置内のバケットにトレーを移載する装置が別途必要になる。
【0013】
また、トレーの販売形態のひとつにトレー製造メーカーなど専門の企業で予めトレー形状に成形し、食品工場に納入する方法がある。この販売形態では、トレーの製造コスト・輸送効率の悪化による輸送コストアップなど食品会社での費用負担が大きくなる。
【0014】
また、トレー成形メーカーで使用している成形機は、トレー成形時の接着剤にグルーを使用しており、グルーは速乾性がないため、乾くまでに時間がかかり、しばらくの間はトレーをスタックした状態で放置する必要があり、インライン適性に乏しい。
【0015】
以上のような事情から、紙トレーにおいて紙製ブランクからの製函装置と充填シール装置が直結しインラインで製函から充填シールまで完了できる紙トレーと紙トレーの製造方法が望まれていた。
【先行技術文献】
【特許文献】
【0016】
【特許文献1】特開2004−351835号公報
【特許文献2】特開2005−14299号公報
【発明の概要】
【発明が解決しようとする課題】
【0017】
紙トレーにおいて製函装置と充填シール装置が直結し紙製ブランクからインラインで製函から充填シールまで完了できる、成形途中でヒートシールやホットメルト等の接着を必要としない易成形紙トレーとその製造方法の提供。
【課題を解決するための手段】
【0018】
本発明の請求項1に係る発明は、矩形の底面板の四辺から側面板を立上げて側面板上部のフランジに蓋材をシールしてなる易成形紙トレーにおいて、底面板の相対向する二辺には、それぞれ折り曲げ線を介して側面板とフラップが順次連設され、底面板の他の相対向する二辺にはそれぞれ折り曲げ線を介して側面板と両端にフック部を有するフラップが順次連接され、各側面板と側面板の間には、隣接する側面板同士を互いに連設するコーナー板が設けられ、該コーナー板には、側面板の各隅部を起点にして斜め外方に向けて各コーナーフラップを略二等分する谷折り線が設けられ、フック部を有しない側面板に隣接するコーナー板部分の外縁には山折り線を介して幅広フラップが設けられているブランクを製函してなることを特徴とする易成形紙トレーである。
【0019】
本発明の請求項2に係る発明は、フック部を有しない側面板に隣接するコーナー板部分の側面板との隣接部分の外縁に切り欠きを設けたことを特徴とする請求項1に記載の易成形紙トレーである。
【0020】
本発明の請求項3に係る発明は、切り欠きの深さbとフック部の長さaとはb≧aの関係にあることを特徴とする請求項2に記載の易成形紙トレーである。
【0021】
本発明の請求項4に係る発明は、フック部を有するフラップの幅cと、製函の際にフック部を有するフラップと一部重なり合っている幅広フラップの幅dが、c<dの関係にあることを特徴とする請求項1から3のいずれか1項に記載の易成形紙トレーである。
【0022】
本発明の請求項5に係る発明は、予め人手で供給されたブランクを一枚ごとに取り出し、成形金型にセットする工程と成形金型でブランクをトレー形状に折り込みながら、直接既存の充填シール装置のバケットにトレーを装入する工程と充填シール装置のバケット内でフランジのフックによりトレー形状を一時的に保持した状態でトレー内に内容物を充填する工程とトレーの蓋シールと同時にトレーフランジ部のフラップと一部重なった幅広フラップを蓋材とシールし、トレー形状を固定する工程と蓋シールの完了したトレーを排出して次工程に送る工程との各工程をこの順序で行うことを特徴とする、請求項1から4のいずれか1項に記載の易成形紙トレーの成形方法である。
【発明の効果】
【0023】
本発明の請求項1に係る発明によれば、本発明の易成形紙トレーは、底面板の相対向する二辺には、それぞれ折り曲げ線を介して側面板とフラップが順次連設され、底面板の他の相対向する二辺にはそれぞれ折り曲げ線を介して側面板と両端にフック部を有するフラップが順次連接され、各側面板と側面板の間には、隣接する側面板同士を互いに連設するコーナー板が設けられ、該コーナー板には、側面板の各隅部を起点にして斜め外方に向けて各コーナーフラップを略二等分する谷折り線が設けられ、フック部を有しない側面板に隣接するコーナー板部分の外縁には山折り線を介して幅広フラップが設けられているブランクを製函してなる易成形紙トレーであり、トレー成形時にフック部の繋止によりトレー形状の一時的な保持が可能でありこの一時的な形状保持を行っている間に内容物の充填および蓋材のフラップへのシールによる形状固定を行うことが出来る。
【0024】
フランジ部を構成するフラップの一部をこのような形状とすることによって、トレーの組み立て成形時にヒートシールやホットメルト等での接着を必要とせず、ブランクからの製函から内容物の充填、蓋材シールの工程時に一時的に形状を保持することが可能なので製函装置と充填シール装置が直結した、紙製ブランクからインラインで製函から充填シールまで完了できる工程が実現できる
【0025】
請求項2に係る発明によれば、フック部を有しない側面板に隣接するコーナー板部分の側面板との隣接部分の外縁に切り欠きを設けたことによって、トレーの製函、内容物の充
填、蓋材のシール工程時にトレー形状を保持する目的で設けたフラップのフック部を、切り欠きによって形成されたスリットを通すことでトレー成形時に確実かつ容易に所定の位置に折り込むことが出来る。
【0026】
請求項3に係る発明によれば、フック部を有しない側面板に隣接するコーナー板部分の側面板との隣接部分の外縁に設けた切り欠きの深さbとフック部の長さaとがb≧aの関係にあることによって、組み立て時にフック部を所定の位置に折り込むことが、抵抗なく出来て容易かつ確実にフックをすることが出来る。
【0027】
請求項4に係る発明によれば、フック部を有するフラップの幅cと、製函の際にフック部を有するフラップと一部重なり合っている幅広フラップの幅dが、c<dの関係にあることによって、製函工程と内容物充填工程で一時的に保持されたトレー形状を蓋材のシール時に簡単に固定することが出来る。すなわち、一時的に保持されたトレーのフランジ部を構成するフリップの重なりを下側の幅広フリップの一部が上側のフリップよりもはみ出ることによって、上部から蓋材をフランジ部分にシールした時に同時に一時的に保持されていたトレーの形状を蓋材によって固定することが出来る。
【0028】
請求項5に係る発明によれば、予め人手で供給されたブランクを一枚ごとに取り出し、成形金型にセットする工程と成形金型でブランクをトレー形状に折り込みながら、直接既存の充填シール装置のバケットにトレーを装入する工程と充填シール装置のバケット内でフラップのフックによりトレー形状を一時的に保持した状態でトレー内に内容物を充填する工程とトレーの蓋シールと同時にトレーフランジ部のフラップと一部重なった幅広フラップを蓋材とシールし、トレー形状を固定する工程と蓋シールの完了したトレーを排出して次工程に送る工程との各工程をこの順序で行うことによって、トレーを折り込みながら直接充填シール機のバケットに装入することで、トレー搬送装置や移載装置などが不要になり、低価格かつ安定稼動が可能なラインとすることが出来る。
【0029】
さらに、トレーの製函の際、一時的に形状を保持することが可能なのでトレーの組み立て成形時にヒートシールやホットメルト等の接着工程が不要になる。これによって製函装置と充填シール装置が直結した、紙製ブランクからインラインで製函から充填シールまで完了できる工程が実現できる。
【図面の簡単な説明】
【0030】
【図1】本発明の易成形紙トレーのブランクの一例
【図2】本発明の易成形紙トレーのブランクの一例の部分拡大図
【図3】本発明の易成形紙トレーの一例の上面から見た概略図
【図4】本発明の易成形紙トレーの一例の上面から見た部分拡大図
【図5】易成形紙トレーの製函と充填シール機の工程ラインの例
【発明を実施するための形態】
【0031】
以下に本発明の易成形紙トレーの一例の実施形態を図面を参照しながら説明する。
図1は本発明の易成形紙トレーのブランクの一例を示した概略図であり、図2は図1の点線で囲った部分の部分拡大図である。
また、図3は内容物充填前の段階での本発明の易成形紙トレーの一例の上面から見た概略図であり、図4は図3の右下部分の部分拡大図である。
【0032】
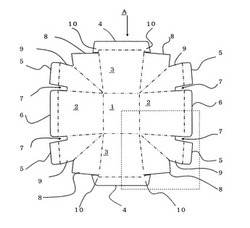
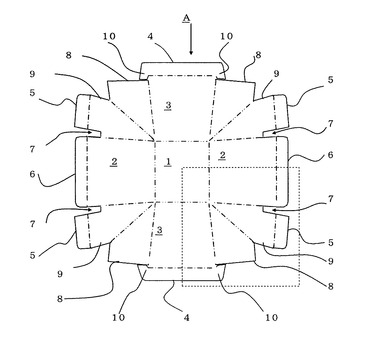
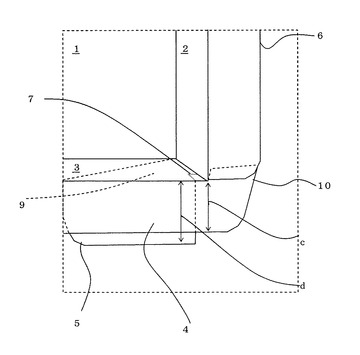
本発明の易成形紙トレーは、矩形の底面板(1)の四辺から側面板(2)、側面板(3)を立上げて枡状の容器を形成し、側面板上部のフランジに蓋材をシールしてなる易成形紙トレーにおいて、底面板(1)の相対向する二辺には、それぞれ折り曲げ線を介して側面板(2)とフラップ(6)が順次連設され、底面板(1)の他の相対向する二辺にはそれぞれ折り曲げ線を介して側面板(3)と両端にフック部(10)を有するフラップ(4)が順次連接され、各側面板(2)と側面板(3)の間には、隣接する側面板同士を互いに連設するコーナー板が設けられ、該コーナー板には、側面板の各隅部を起点にして斜め外方に向けて各コーナー板を略二等分する谷折り線が設けられ、フック部(10)を有しない側面板(2)に隣接するコーナー板部分(9)の外縁には山折り線を介して幅広フラップ(5)が設けられている紙製ブランク(A)を製函してなる易成形紙トレーである。
【0033】
紙製ブランクを、マガジンから一枚ずつ取り出し成形金型の雌型上部にセットすると同時に雄型を雌型にブランクを介して押し込み、コーナー板部分(9)に山折り罫線を介して連接された幅広フラップ(5)と側面板(2)に山折り罫線を介して連接されたフラップ(6)を山折りし、側面板(3)とコーナー板部分(8)の境界および側面板(2)とコーナー板部分(9)の境界の山折り罫線で山折りして、各コーナー板を略二等分する谷折り線を谷折りして2つ折りされたコーナー板は、側面板とコーナー板部分の境界の山折りの位置で先端同士が相対向するように折り曲げられて側面板(3)寄りに仮折りされて、枡型に仮成形される。
【0034】
この時にコーナー板部分(9)と側面板(2)の隣接部分のコーナー板部分(9)側に設けられた切り欠き(7)により形成されたフック部長さ(b)よりやや深い深さ(a)のスリットによって、フラップ(4)の両端に形成されたフック部(10)は抵抗なしに側面板(2)に連接したフラップ(6)の裏面に重なることが出来る。
【0035】
その後、フラップ(4)を側面板(3)との境界の山折り罫線で外側に折り返すことによって、側面板(2)と側面板(3)の間をフック部(10)の側面板(2)への繋止効果によって一時的に保持固定することが出来るようになる。
【0036】
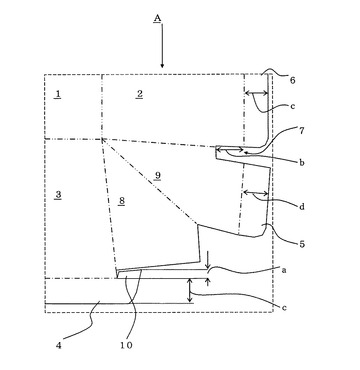
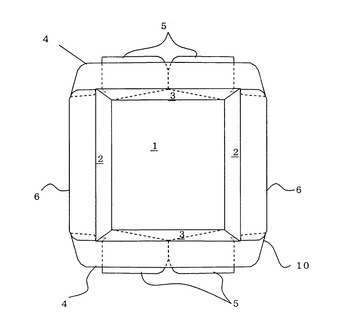
このように組み立てられた本発明の易成形紙トレーの内容物充填前の状態を図3と図4に示した。図3では底面板(1)と一対の側面板(2)と他の一対の側面板(3)とからなる枡状の容器上端にフラップ(4)フラップ(5)フラップ(6)からなるフランジを備えた全体の様子が示されており、一対の側面板(3)は外側にコーナー板部分(8)とコーナー板部分(8)の折り重ね部分が重なっており、フラップ(4)とフラップ(6)はフラップ(4)の端部のフック部(10)によって繋止されており、さらにフラップ(4)とフラップ(5)の重なったフランジ部分はフラップ(4)の幅の外側にフラップ(5)の一部が露出している配置となっている。
【0037】
この様子を図4に必要部分のみ拡大して示した。底面板(1)から立ち上がった側面板(2)に連接されたフラップ(6)はフランジ層の最上面に位置しており、側面板(3)はその外側に折り曲げられて重なったコーナー板部分(8)、コーナー板部分(9)の順で重なっており、コーナー板部分(9)には幅広フラップ(5)がフランジ部の最下面に、側面板(3)に連接したフラップ(4)がその上面に重なっており、フラップ(4)の幅(c)は幅広フラップ(5)の幅(d)よりも小さいので幅広フラップ(5)の外側はフラップ(4)によって一部しか覆われず、上部から蓋材をフランジ部に重ねてシールした時にフラップ(4)、フラップ(5)、フラップ(6)はフランジを形成しているこの位置で蓋材と接着されトレーの形状が固定されるようになる。
【0038】
本発明における紙製ブランクの素材としては、特に限定されないが、例えばカップ原紙、コートガード、コートボール、コートマニラ、アイボリー等の板紙が好ましく用いられ、通常、少なくとも内面側に熱可塑性樹脂層が形成された積層シートを使用する。
【0039】
熱可塑性樹脂層は、ポリエチレン、ポリプロピレン等のポリオレフィン系樹脂が好ましく使用できる。なかでもポリエチレンは作業適性の面から好適に使用できる。なお、必要
に応じて、積層シートの外側面にも熱可塑性樹脂層を形成させても良い。
【0040】
積層シートには、必要に応じてバリア層を設けることもできる。バリア層は、一軸ないし二軸延伸されたポリエチレンテレフタレートフィルム、ポリアミドフィルム、ポリオレフィンフィルムなどの延伸フィルム上に酸化アルミニウムや酸化ケイ素などの無機化合物の薄膜を物理蒸着あるいは化学蒸着などの蒸着法により20〜100nm程度の厚さに設けた無機化合物蒸着プラスチックフィルム等が使用できる。
【0041】
なかでもポリエチレンテレフタレートフィルム上に無機化合物の薄膜を蒸着した蒸着フィルムがより好ましく使用できる。
【0042】
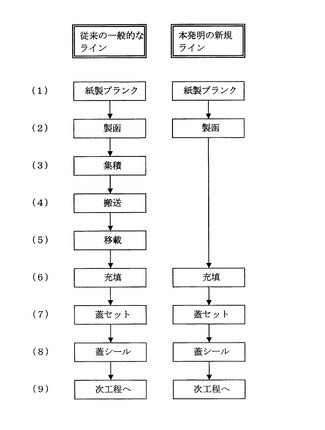
図5に本発明の易成形紙トレーの製函と充填シール機の工程ラインの例を従来と比較して示した。
【0043】
既述のように従来の工程では、たとえば、紙製ブランクを組み立てて製函する工程、製缶した充填前の紙製トレーを集積する工程、それを搬送、移載する工程、内容物を充填する工程、蓋材をセットする工程、蓋材をトレーにシールする工程がとられており、紙製ブランクから一貫してインラインで行うことは困難であった。
【0044】
これに対して、本発明の製造方法では、フランジ部の形状の工夫により製函工程での能率阻害要因である接着剤の塗布や乾燥なしにトレー形状の一時的な保持を可能としかつ内容物の充填後に蓋材のシール工程で従来と同じ形でのトレー形状の固定を可能としたことによって、易成形紙トレーを使用した包装体の紙製ブランクからのインライン生産を可能にした。
【0045】
すなわち、本発明の製造方法によれば、予め人手で供給されたブランクを一枚ごとに取り出し、成形金型にセットする工程と成形金型でブランクをトレー形状に折り込みながら、直接既存の充填シール装置のバケットにトレーを装入する工程と充填シール装置のバケット内でフラップのフックによりトレー形状を一時的に保持した状態でトレー内に内容物を充填する工程とトレーの蓋シールと同時にトレーフランジ部のフラップと一部重なった幅広フラップを蓋材とシールし、トレー形状を固定する工程と蓋シールの完了したトレーを排出して次工程に送る工程との各工程をこの順序で行うことによって、トレーを折り込みながら直接充填シール機のバケットに装入することで、製函装置と充填シール装置が直結した、紙製ブランクからインラインで製函から充填シールまで完了できる工程が実現できる。
【産業上の利用可能性】
【0046】
紙トレーのブランク構造及び製造方法に関する技術であり、内容物が例えば一次包装済みのチャーハンや焼きそば、あん状の液体をかけて食す食品類などのパッケージを兼ねたトレーに使用出来る。
【符号の説明】
【0047】
A…紙製ブランク
1…底面板
2…側面板
3…側面板
4…フラップ
5…幅広フラップ
6…フラップ
7…切り欠き
8…コーナー板部分
9…コーナー板部分
10…フック部
a…フック部長さ
b…切り欠き深さ
c…フラップ4の幅
d…幅広フラップ5の幅
一点鎖線…山折罫線
二点鎖線…谷折罫線
【技術分野】
【0001】
本発明は、紙製トレー状容器の製函方法に関するものであり、特には、成形時にヒートシールやホットメルト等の接着を必要としない易成形トレーとその成形方法に関するものである。
【背景技術】
【0002】
従来、惣菜、肉などの食品を包装するために発泡スチロール製のトレー状容器が用いられてきたが、発泡スチロールは、廃棄処理上の難点があることから、発泡スチロール製のトレー状容器に代えて、トレー状紙製容器内に内容物を充填後、蓋体により封嵌し密封する紙製容器、またそのトレー容器を上面が開口しかつ、開口周縁にフランジを有する紙製とし、その内面に合成樹脂フィルムを真空成形、または真空成形と圧空成形の併用により積層接着する容器が用いられるようになった。
【0003】
従来、底面板の周囲に側面板、フランジが連設し、その側面板どうしの隣接する側部間の一方の側面板に、コーナー板を介すか、介さずして重合片が連設したブランクを、前記重合片が隣接する側面板の内面に位置する紙製トレー状容器を、ブランクセット・仮折り工程、ホットメルト材塗布工程、移載工程、折り込み工程、排出工程を具備する製函工程にて製函し、該トレー状容器の内表面の全面に、真空チャンバー内で加熱したプラスチックフィルムを真空成形、または真空成形と圧空成形の併用により積層接着した後、該トレー状容器のフランジ外周部で、前記フィルムから切断する紙製トレー状容器の製造方法が知られている。
【0004】
耐熱性を要求されることが多い紙製トレー状容器をブランクから製函する場合、従来ブランクにヒートシールニスを塗布したものを使用していたが、ヒートシールニスは輸送中や保管中にしばしばブロッキングを生ずることから、ヒートシールニスの代わりに耐熱性を有するホットメルトタイプの接着剤が使用されてきている。
【0005】
たとえば、特許文献1には、易展開性紙製トレー状容器の製函工程において、バケットに挿入されてトレー状に仮折りされた容器の短手方向の側面板とフランジ延長片の間にホットメルト接着剤を塗布して、仮折りされた容器内に雄型を挿入してフランジ延長片と短手方向の側面板とを圧着し接着させるという形態が例示されている。
【0006】
このホットメルト接着剤塗布工程においては、従来から下記のような問題があった。
すなわち、特にホットメルト接着剤塗布装置のノズル先端と被塗布面との距離が長い場合、ホットメルト接着剤が吐出直後に冷却されることによって、空中で糸状に固まる「糸引き現象」が発生する。また、その糸状のホットメルト接着剤がホットメルト接着剤塗布装置のノズル先端に一部付着し、溜まったホットメルト接着剤が次のショットでホットメルト接着剤が吐出されると同時に被塗布面に飛ばされる「フック現象」が発生することによってホットメルト接着剤の塗布不良が生ずることがある。
【0007】
耐熱性を有し、正確な容器形状を安定して実現可能とする、品質に優れる紙製トレー状容器の製造方法として特許文献2には、前記ホットメルト接着剤塗布工程において、該ホットメルト接着剤塗布装置のノズル先端から吐出されるホットメルト接着剤の糸引きおよびフック現象を防止する手段を備え、かつ前記折り込み工程が第1折り込み工程と第2折り込み工程との2工程からなることを特徴とする紙製トレー状容器の製造方法が提案されている。
【0008】
これらの方法による容器は容器の成形工程で内容物の充填前にヒートシールニスやホットメルト接着剤による接着工程を必要としているために、接着剤の塗布と場合によっては乾燥及び熱圧着という段階が必要であり複雑な技術と高価な装置を必要とし、そのために製函と充填の工程をインラインで行うことが困難であった。
【0009】
主にこの理由で、容器の工程は一般的には印刷や打ち抜きによる紙製のブランクの作成工程とブランクからトレー形状に成形する製函工程および製函したトレーに内容物を充填して必要なら蓋シールを行う充填シール工程とに分かれている。
【0010】
そのために、各工程間の半製品の集積と移動が必要になり、場所的に各工程が離れている場合にはさらに梱包と輸送および開梱の作業が加わる。
【0011】
たとえば、原紙巻取から印刷・必要ならフィルムの積層・罫線付け・打ち抜きでブランクを作成し複数枚を重ねて集積する紙製のブランクの作成を行い、集積したブランクを梱包後製函装置のある場所まで自動車等で輸送し開梱してから製函装置のある場所まで移動し、製函装置に複数枚のブランクをセットして折り曲げ・組み立て・接着で製函したトレーを排出・集積したものを梱包して充填シール装置のある食品工場まで輸送し開梱してから充填シール装置のトレー集積場所まで移動し充填シール装置のバケットに移載して食品等の内容物の充填と蓋材のシールをした後排出するというような工程が必要な場合がある。
【0012】
製函装置と充填シール装置が同一の工場内に設置されている場合でも、通常、製函装置はブランクからトレー形状に製函し、製函後のトレーを後工程に排出する装置で、一般的に幅広く食品工場で使用されている充填シール装置までのトレー搬送装置や、充填シール装置内のバケットにトレーを移載する装置が別途必要になる。
【0013】
また、トレーの販売形態のひとつにトレー製造メーカーなど専門の企業で予めトレー形状に成形し、食品工場に納入する方法がある。この販売形態では、トレーの製造コスト・輸送効率の悪化による輸送コストアップなど食品会社での費用負担が大きくなる。
【0014】
また、トレー成形メーカーで使用している成形機は、トレー成形時の接着剤にグルーを使用しており、グルーは速乾性がないため、乾くまでに時間がかかり、しばらくの間はトレーをスタックした状態で放置する必要があり、インライン適性に乏しい。
【0015】
以上のような事情から、紙トレーにおいて紙製ブランクからの製函装置と充填シール装置が直結しインラインで製函から充填シールまで完了できる紙トレーと紙トレーの製造方法が望まれていた。
【先行技術文献】
【特許文献】
【0016】
【特許文献1】特開2004−351835号公報
【特許文献2】特開2005−14299号公報
【発明の概要】
【発明が解決しようとする課題】
【0017】
紙トレーにおいて製函装置と充填シール装置が直結し紙製ブランクからインラインで製函から充填シールまで完了できる、成形途中でヒートシールやホットメルト等の接着を必要としない易成形紙トレーとその製造方法の提供。
【課題を解決するための手段】
【0018】
本発明の請求項1に係る発明は、矩形の底面板の四辺から側面板を立上げて側面板上部のフランジに蓋材をシールしてなる易成形紙トレーにおいて、底面板の相対向する二辺には、それぞれ折り曲げ線を介して側面板とフラップが順次連設され、底面板の他の相対向する二辺にはそれぞれ折り曲げ線を介して側面板と両端にフック部を有するフラップが順次連接され、各側面板と側面板の間には、隣接する側面板同士を互いに連設するコーナー板が設けられ、該コーナー板には、側面板の各隅部を起点にして斜め外方に向けて各コーナーフラップを略二等分する谷折り線が設けられ、フック部を有しない側面板に隣接するコーナー板部分の外縁には山折り線を介して幅広フラップが設けられているブランクを製函してなることを特徴とする易成形紙トレーである。
【0019】
本発明の請求項2に係る発明は、フック部を有しない側面板に隣接するコーナー板部分の側面板との隣接部分の外縁に切り欠きを設けたことを特徴とする請求項1に記載の易成形紙トレーである。
【0020】
本発明の請求項3に係る発明は、切り欠きの深さbとフック部の長さaとはb≧aの関係にあることを特徴とする請求項2に記載の易成形紙トレーである。
【0021】
本発明の請求項4に係る発明は、フック部を有するフラップの幅cと、製函の際にフック部を有するフラップと一部重なり合っている幅広フラップの幅dが、c<dの関係にあることを特徴とする請求項1から3のいずれか1項に記載の易成形紙トレーである。
【0022】
本発明の請求項5に係る発明は、予め人手で供給されたブランクを一枚ごとに取り出し、成形金型にセットする工程と成形金型でブランクをトレー形状に折り込みながら、直接既存の充填シール装置のバケットにトレーを装入する工程と充填シール装置のバケット内でフランジのフックによりトレー形状を一時的に保持した状態でトレー内に内容物を充填する工程とトレーの蓋シールと同時にトレーフランジ部のフラップと一部重なった幅広フラップを蓋材とシールし、トレー形状を固定する工程と蓋シールの完了したトレーを排出して次工程に送る工程との各工程をこの順序で行うことを特徴とする、請求項1から4のいずれか1項に記載の易成形紙トレーの成形方法である。
【発明の効果】
【0023】
本発明の請求項1に係る発明によれば、本発明の易成形紙トレーは、底面板の相対向する二辺には、それぞれ折り曲げ線を介して側面板とフラップが順次連設され、底面板の他の相対向する二辺にはそれぞれ折り曲げ線を介して側面板と両端にフック部を有するフラップが順次連接され、各側面板と側面板の間には、隣接する側面板同士を互いに連設するコーナー板が設けられ、該コーナー板には、側面板の各隅部を起点にして斜め外方に向けて各コーナーフラップを略二等分する谷折り線が設けられ、フック部を有しない側面板に隣接するコーナー板部分の外縁には山折り線を介して幅広フラップが設けられているブランクを製函してなる易成形紙トレーであり、トレー成形時にフック部の繋止によりトレー形状の一時的な保持が可能でありこの一時的な形状保持を行っている間に内容物の充填および蓋材のフラップへのシールによる形状固定を行うことが出来る。
【0024】
フランジ部を構成するフラップの一部をこのような形状とすることによって、トレーの組み立て成形時にヒートシールやホットメルト等での接着を必要とせず、ブランクからの製函から内容物の充填、蓋材シールの工程時に一時的に形状を保持することが可能なので製函装置と充填シール装置が直結した、紙製ブランクからインラインで製函から充填シールまで完了できる工程が実現できる
【0025】
請求項2に係る発明によれば、フック部を有しない側面板に隣接するコーナー板部分の側面板との隣接部分の外縁に切り欠きを設けたことによって、トレーの製函、内容物の充
填、蓋材のシール工程時にトレー形状を保持する目的で設けたフラップのフック部を、切り欠きによって形成されたスリットを通すことでトレー成形時に確実かつ容易に所定の位置に折り込むことが出来る。
【0026】
請求項3に係る発明によれば、フック部を有しない側面板に隣接するコーナー板部分の側面板との隣接部分の外縁に設けた切り欠きの深さbとフック部の長さaとがb≧aの関係にあることによって、組み立て時にフック部を所定の位置に折り込むことが、抵抗なく出来て容易かつ確実にフックをすることが出来る。
【0027】
請求項4に係る発明によれば、フック部を有するフラップの幅cと、製函の際にフック部を有するフラップと一部重なり合っている幅広フラップの幅dが、c<dの関係にあることによって、製函工程と内容物充填工程で一時的に保持されたトレー形状を蓋材のシール時に簡単に固定することが出来る。すなわち、一時的に保持されたトレーのフランジ部を構成するフリップの重なりを下側の幅広フリップの一部が上側のフリップよりもはみ出ることによって、上部から蓋材をフランジ部分にシールした時に同時に一時的に保持されていたトレーの形状を蓋材によって固定することが出来る。
【0028】
請求項5に係る発明によれば、予め人手で供給されたブランクを一枚ごとに取り出し、成形金型にセットする工程と成形金型でブランクをトレー形状に折り込みながら、直接既存の充填シール装置のバケットにトレーを装入する工程と充填シール装置のバケット内でフラップのフックによりトレー形状を一時的に保持した状態でトレー内に内容物を充填する工程とトレーの蓋シールと同時にトレーフランジ部のフラップと一部重なった幅広フラップを蓋材とシールし、トレー形状を固定する工程と蓋シールの完了したトレーを排出して次工程に送る工程との各工程をこの順序で行うことによって、トレーを折り込みながら直接充填シール機のバケットに装入することで、トレー搬送装置や移載装置などが不要になり、低価格かつ安定稼動が可能なラインとすることが出来る。
【0029】
さらに、トレーの製函の際、一時的に形状を保持することが可能なのでトレーの組み立て成形時にヒートシールやホットメルト等の接着工程が不要になる。これによって製函装置と充填シール装置が直結した、紙製ブランクからインラインで製函から充填シールまで完了できる工程が実現できる。
【図面の簡単な説明】
【0030】
【図1】本発明の易成形紙トレーのブランクの一例
【図2】本発明の易成形紙トレーのブランクの一例の部分拡大図
【図3】本発明の易成形紙トレーの一例の上面から見た概略図
【図4】本発明の易成形紙トレーの一例の上面から見た部分拡大図
【図5】易成形紙トレーの製函と充填シール機の工程ラインの例
【発明を実施するための形態】
【0031】
以下に本発明の易成形紙トレーの一例の実施形態を図面を参照しながら説明する。
図1は本発明の易成形紙トレーのブランクの一例を示した概略図であり、図2は図1の点線で囲った部分の部分拡大図である。
また、図3は内容物充填前の段階での本発明の易成形紙トレーの一例の上面から見た概略図であり、図4は図3の右下部分の部分拡大図である。
【0032】
本発明の易成形紙トレーは、矩形の底面板(1)の四辺から側面板(2)、側面板(3)を立上げて枡状の容器を形成し、側面板上部のフランジに蓋材をシールしてなる易成形紙トレーにおいて、底面板(1)の相対向する二辺には、それぞれ折り曲げ線を介して側面板(2)とフラップ(6)が順次連設され、底面板(1)の他の相対向する二辺にはそれぞれ折り曲げ線を介して側面板(3)と両端にフック部(10)を有するフラップ(4)が順次連接され、各側面板(2)と側面板(3)の間には、隣接する側面板同士を互いに連設するコーナー板が設けられ、該コーナー板には、側面板の各隅部を起点にして斜め外方に向けて各コーナー板を略二等分する谷折り線が設けられ、フック部(10)を有しない側面板(2)に隣接するコーナー板部分(9)の外縁には山折り線を介して幅広フラップ(5)が設けられている紙製ブランク(A)を製函してなる易成形紙トレーである。
【0033】
紙製ブランクを、マガジンから一枚ずつ取り出し成形金型の雌型上部にセットすると同時に雄型を雌型にブランクを介して押し込み、コーナー板部分(9)に山折り罫線を介して連接された幅広フラップ(5)と側面板(2)に山折り罫線を介して連接されたフラップ(6)を山折りし、側面板(3)とコーナー板部分(8)の境界および側面板(2)とコーナー板部分(9)の境界の山折り罫線で山折りして、各コーナー板を略二等分する谷折り線を谷折りして2つ折りされたコーナー板は、側面板とコーナー板部分の境界の山折りの位置で先端同士が相対向するように折り曲げられて側面板(3)寄りに仮折りされて、枡型に仮成形される。
【0034】
この時にコーナー板部分(9)と側面板(2)の隣接部分のコーナー板部分(9)側に設けられた切り欠き(7)により形成されたフック部長さ(b)よりやや深い深さ(a)のスリットによって、フラップ(4)の両端に形成されたフック部(10)は抵抗なしに側面板(2)に連接したフラップ(6)の裏面に重なることが出来る。
【0035】
その後、フラップ(4)を側面板(3)との境界の山折り罫線で外側に折り返すことによって、側面板(2)と側面板(3)の間をフック部(10)の側面板(2)への繋止効果によって一時的に保持固定することが出来るようになる。
【0036】
このように組み立てられた本発明の易成形紙トレーの内容物充填前の状態を図3と図4に示した。図3では底面板(1)と一対の側面板(2)と他の一対の側面板(3)とからなる枡状の容器上端にフラップ(4)フラップ(5)フラップ(6)からなるフランジを備えた全体の様子が示されており、一対の側面板(3)は外側にコーナー板部分(8)とコーナー板部分(8)の折り重ね部分が重なっており、フラップ(4)とフラップ(6)はフラップ(4)の端部のフック部(10)によって繋止されており、さらにフラップ(4)とフラップ(5)の重なったフランジ部分はフラップ(4)の幅の外側にフラップ(5)の一部が露出している配置となっている。
【0037】
この様子を図4に必要部分のみ拡大して示した。底面板(1)から立ち上がった側面板(2)に連接されたフラップ(6)はフランジ層の最上面に位置しており、側面板(3)はその外側に折り曲げられて重なったコーナー板部分(8)、コーナー板部分(9)の順で重なっており、コーナー板部分(9)には幅広フラップ(5)がフランジ部の最下面に、側面板(3)に連接したフラップ(4)がその上面に重なっており、フラップ(4)の幅(c)は幅広フラップ(5)の幅(d)よりも小さいので幅広フラップ(5)の外側はフラップ(4)によって一部しか覆われず、上部から蓋材をフランジ部に重ねてシールした時にフラップ(4)、フラップ(5)、フラップ(6)はフランジを形成しているこの位置で蓋材と接着されトレーの形状が固定されるようになる。
【0038】
本発明における紙製ブランクの素材としては、特に限定されないが、例えばカップ原紙、コートガード、コートボール、コートマニラ、アイボリー等の板紙が好ましく用いられ、通常、少なくとも内面側に熱可塑性樹脂層が形成された積層シートを使用する。
【0039】
熱可塑性樹脂層は、ポリエチレン、ポリプロピレン等のポリオレフィン系樹脂が好ましく使用できる。なかでもポリエチレンは作業適性の面から好適に使用できる。なお、必要
に応じて、積層シートの外側面にも熱可塑性樹脂層を形成させても良い。
【0040】
積層シートには、必要に応じてバリア層を設けることもできる。バリア層は、一軸ないし二軸延伸されたポリエチレンテレフタレートフィルム、ポリアミドフィルム、ポリオレフィンフィルムなどの延伸フィルム上に酸化アルミニウムや酸化ケイ素などの無機化合物の薄膜を物理蒸着あるいは化学蒸着などの蒸着法により20〜100nm程度の厚さに設けた無機化合物蒸着プラスチックフィルム等が使用できる。
【0041】
なかでもポリエチレンテレフタレートフィルム上に無機化合物の薄膜を蒸着した蒸着フィルムがより好ましく使用できる。
【0042】
図5に本発明の易成形紙トレーの製函と充填シール機の工程ラインの例を従来と比較して示した。
【0043】
既述のように従来の工程では、たとえば、紙製ブランクを組み立てて製函する工程、製缶した充填前の紙製トレーを集積する工程、それを搬送、移載する工程、内容物を充填する工程、蓋材をセットする工程、蓋材をトレーにシールする工程がとられており、紙製ブランクから一貫してインラインで行うことは困難であった。
【0044】
これに対して、本発明の製造方法では、フランジ部の形状の工夫により製函工程での能率阻害要因である接着剤の塗布や乾燥なしにトレー形状の一時的な保持を可能としかつ内容物の充填後に蓋材のシール工程で従来と同じ形でのトレー形状の固定を可能としたことによって、易成形紙トレーを使用した包装体の紙製ブランクからのインライン生産を可能にした。
【0045】
すなわち、本発明の製造方法によれば、予め人手で供給されたブランクを一枚ごとに取り出し、成形金型にセットする工程と成形金型でブランクをトレー形状に折り込みながら、直接既存の充填シール装置のバケットにトレーを装入する工程と充填シール装置のバケット内でフラップのフックによりトレー形状を一時的に保持した状態でトレー内に内容物を充填する工程とトレーの蓋シールと同時にトレーフランジ部のフラップと一部重なった幅広フラップを蓋材とシールし、トレー形状を固定する工程と蓋シールの完了したトレーを排出して次工程に送る工程との各工程をこの順序で行うことによって、トレーを折り込みながら直接充填シール機のバケットに装入することで、製函装置と充填シール装置が直結した、紙製ブランクからインラインで製函から充填シールまで完了できる工程が実現できる。
【産業上の利用可能性】
【0046】
紙トレーのブランク構造及び製造方法に関する技術であり、内容物が例えば一次包装済みのチャーハンや焼きそば、あん状の液体をかけて食す食品類などのパッケージを兼ねたトレーに使用出来る。
【符号の説明】
【0047】
A…紙製ブランク
1…底面板
2…側面板
3…側面板
4…フラップ
5…幅広フラップ
6…フラップ
7…切り欠き
8…コーナー板部分
9…コーナー板部分
10…フック部
a…フック部長さ
b…切り欠き深さ
c…フラップ4の幅
d…幅広フラップ5の幅
一点鎖線…山折罫線
二点鎖線…谷折罫線
【特許請求の範囲】
【請求項1】
矩形の底面板の四辺から側面板を立上げて側面板上部のフランジに蓋材をシールしてなる易成形紙トレーにおいて、底面板の相対向する二辺には、それぞれ折り曲げ線を介して側面板とフラップが順次連設され、底面板の他の相対向する二辺にはそれぞれ折り曲げ線を介して側面板と両端にフック部を有するフラップが順次連接され、各側面板と側面板の間には、隣接する側面板同士を互いに連設するコーナー板が設けられ、該コーナー板には、側面板の各隅部を起点にして斜め外方に向けて各コーナーフラップを略二等分する谷折り線が設けられ、フック部を有しない側面板に隣接するコーナー板部分の外縁には山折り線を介して幅広フラップが設けられているブランクを製函してなることを特徴とする易成形紙トレー。
【請求項2】
フック部を有しない側面板に隣接するコーナー板部分の側面板との隣接部分の外縁に切り欠きを設けたことを特徴とする請求項1に記載の易成形紙トレー。
【請求項3】
切り欠きの深さbとフック部の長さaとはb≧aの関係にあることを特徴とする請求項2に記載の易成形紙トレー。
【請求項4】
フック部を有するフラップの幅cと、製函の際にフック部を有するフラップと一部重なり合っている幅広フラップの幅dが、c<dの関係にあることを特徴とする請求項1から3のいずれか1項に記載の易成形紙トレー。
【請求項5】
予め人手で供給されたブランクを一枚ごとに取り出し、成形金型にセットする工程と成形金型でブランクをトレー形状に折り込みながら、直接既存の充填シール装置のバケットにトレーを装入する工程と充填シール装置のバケット内でフランジのフックによりトレー形状を一時的に保持した状態でトレー内に内容物を充填する工程とトレーの蓋シールと同時にトレーフランジ部のフラップと一部重なった幅広フラップを蓋材とシールし、トレー形状を固定する工程と蓋シールの完了したトレーを排出して次工程に送る工程との各工程をこの順序で行うことを特徴とする、請求項1から4のいずれか1項に記載の易成形紙トレーの成形方法。
【請求項1】
矩形の底面板の四辺から側面板を立上げて側面板上部のフランジに蓋材をシールしてなる易成形紙トレーにおいて、底面板の相対向する二辺には、それぞれ折り曲げ線を介して側面板とフラップが順次連設され、底面板の他の相対向する二辺にはそれぞれ折り曲げ線を介して側面板と両端にフック部を有するフラップが順次連接され、各側面板と側面板の間には、隣接する側面板同士を互いに連設するコーナー板が設けられ、該コーナー板には、側面板の各隅部を起点にして斜め外方に向けて各コーナーフラップを略二等分する谷折り線が設けられ、フック部を有しない側面板に隣接するコーナー板部分の外縁には山折り線を介して幅広フラップが設けられているブランクを製函してなることを特徴とする易成形紙トレー。
【請求項2】
フック部を有しない側面板に隣接するコーナー板部分の側面板との隣接部分の外縁に切り欠きを設けたことを特徴とする請求項1に記載の易成形紙トレー。
【請求項3】
切り欠きの深さbとフック部の長さaとはb≧aの関係にあることを特徴とする請求項2に記載の易成形紙トレー。
【請求項4】
フック部を有するフラップの幅cと、製函の際にフック部を有するフラップと一部重なり合っている幅広フラップの幅dが、c<dの関係にあることを特徴とする請求項1から3のいずれか1項に記載の易成形紙トレー。
【請求項5】
予め人手で供給されたブランクを一枚ごとに取り出し、成形金型にセットする工程と成形金型でブランクをトレー形状に折り込みながら、直接既存の充填シール装置のバケットにトレーを装入する工程と充填シール装置のバケット内でフランジのフックによりトレー形状を一時的に保持した状態でトレー内に内容物を充填する工程とトレーの蓋シールと同時にトレーフランジ部のフラップと一部重なった幅広フラップを蓋材とシールし、トレー形状を固定する工程と蓋シールの完了したトレーを排出して次工程に送る工程との各工程をこの順序で行うことを特徴とする、請求項1から4のいずれか1項に記載の易成形紙トレーの成形方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2011−6071(P2011−6071A)
【公開日】平成23年1月13日(2011.1.13)
【国際特許分類】
【出願番号】特願2009−148501(P2009−148501)
【出願日】平成21年6月23日(2009.6.23)
【出願人】(000003193)凸版印刷株式会社 (10,630)
【Fターム(参考)】
【公開日】平成23年1月13日(2011.1.13)
【国際特許分類】
【出願日】平成21年6月23日(2009.6.23)
【出願人】(000003193)凸版印刷株式会社 (10,630)
【Fターム(参考)】
[ Back to top ]