
紙又は板紙の製造方法
本発明は紙又は板紙製品の製造方法に関し、この方法は、紙又は板紙製品の少なくとも1つの層を形成する、繊維を含む完成紙料を第1ヘッドボックスに供給するステップ、紙又は板紙製品の少なくとも1つのさらなる層を形成する、高コンシステンシー非繊維組成物を前記ヘッドボックスに供給するステップ、及び層を、多層ウェブを形成するワイヤ上に導き、多層ウェブがさらに脱水され乾燥されて紙又は板紙製品を生成するステップを含む。本発明は、さらに、前記方法に従って製造される紙又は板紙、及び前記方法において使用されるヘッドボックスに関する。

【発明の詳細な説明】
【技術分野】
【0001】
発明の分野
本発明は、高コンシステンシー非繊維層を含む、多層の紙又は板紙製品の製造方法に関する。本発明は、さらに、前記方法によって製造される紙又は板紙製品、及び前記方法で使用されるヘッドボックスに関する。
【背景技術】
【0002】
多層紙の製造は、単一ステップにおける1つのヘッドボックスの使用によるかあるいは幾つかのヘッドボックス及びワイヤ若しくは形成ユニットの使用のいずれかによって行うことができる。努力目標は、筋や繊維塊のない平滑な繊維層、すなわち、良好な地合を有する層を生成することである。
【0003】
ヘッドボックスにおける完成紙料のコンシステンシー(物質濃度:consistency)は、良好な地合を有する繊維ウェブを得るために、非常に重要である。大きなコンシステンシーは、繊維がフロックを形成する傾向を有し、これは、繊維ウェブシートにおける、むらのある外観として見ることができる、すなわち、地合が良好でないので、平滑な繊維ウェブを製造することをずっと困難にする。ヘッドボックスにおける完成紙料の通常のコンシステンシーは約0.5〜2%であるが、よりコンシステンシーの大きい幾つかの例も先行技術に記載されている。1つの例は、約2〜5%のコンシステンシーの使用を開示する米国特許第4,376,012号に見出すことができる。
【0004】
製紙方法において、紙又は板紙を、コストを下げて製造する方法を見出そうとすることに常に関心がもたれている。1つの方法は、製造される紙又は板紙に必要とされるエネルギーを減らすことである。製造ラインにおける多くのステップが、大量のエネルギーを必要としており、エネルギー要求量を減らすことはまた、製造コストを下げる。コンシステンシーを増すことによって、すなわち、水含有量を減らすことによって、脱水及び乾燥の要求量は減少し、こうして、必要とされるエネルギーも減少する。
【0005】
製造コストを下げる別の方法は、製品中の高価な原材料である繊維の量を減らすことである。製紙において、紙の特性を改善するためにフィラーが添加されることが多いが、原材料含有量を減らし、こうして総コストを下げるためにも添加される。板紙製造の場合には、嵩高くよって原材料含有量は少ないが、製造される板紙の剛性を維持するように板紙の強度及び厚さは低下しない板紙を製造するために、継続した開発が行われている。
【0006】
しかしながら、エネルギー要求量及び原材料含有量の両方を減らして製造コストを下げる、紙又は板紙製品の改善された製造方法が求められている。
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明の目的は、エネルギー効率の良い方法で、紙又は板紙製品を製造する方法を提供することである。
【0008】
本発明の別の目的は、コストを下げて、紙又は板紙を製造することである。
【課題を解決するための手段】
【0009】
これらの目的及び他の利点は、請求項1に記載の方法によって達成される。紙又は板紙製品の製造の間に、ヘッドボックスに、高コンシステンシー非繊維組成物を加えることによって、製造される製品の乾燥要求量を減らすとともに、原材料含有量と製造コストにも変化をもたらすことが可能である。これは、独立請求項によって達成される。本発明の方法の好ましい実施形態は、従属請求項に規定される。
【0010】
本発明は、多層の紙又は板紙製品の製造方法に関し、この方法は、紙又は板紙製品の少なくとも1つの層を形成する、繊維を含む完成紙料を第1ヘッドボックスに供給するステップ、紙又は板紙製品の少なくとも1つのさらなる層を形成する、高コンシステンシー非繊維組成物をヘッドボックスに供給するステップ、及び層を、多層ウェブを形成するワイヤ上に導いて、多層ウェブがさらに脱水され乾燥されて紙又は板紙製品を生成するステップを含む。
【0011】
高コンシステンシー非繊維組成物は、5〜70重量%、好ましくは10〜40重量%の乾燥含有量を有し得る。この層の大きな乾燥含有量は、多層ウェブの全乾燥含有量を増加させ、成形及びプレス区画における脱水所要量を少なくし、乾燥を、より容易に且つ速くする。
【0012】
高コンシステンシー非繊維組成物の含有量は、増加させてもよく、その含有量は、紙又は板紙製品の全量の10〜80重量%でよい。このようにして、乾燥効率は増し、コストは低下する。
【0013】
高コンシステンシー非繊維組成物は、塗工カラーでもよい。この方法では、ヘッドボックスにおいてすでに塗工組成物を加え、形成される繊維ウェブの乾燥含有量を増すだけでなく、生成される紙又は板紙製品の不透明度及び印刷性も向上させることが可能である。
【0014】
多層ウェブは、脱水の前に、すなわち、成形区画で、ワイヤ上に導かれる時に、好ましくは、1.5重量%を超える乾燥含有量を有する。これは、先行技術に記載されている繊維ウェブに比べて大きく、本発明に従う繊維ウェブの乾燥要求量が減少していることを意味する。
【0015】
紙又は板紙製品は、好ましくは、少なくとも3つの層からなり、高コンシステンシー非繊維層が、紙又は板紙製品の中間層を成すことが最も好ましい。より一層好ましくは、外側層が繊維層であり、中間層が、高コンシステンシー非繊維層、好ましくは塗工層である。この方法では、生成される紙又は板紙製品は、原材料含有量及び/又はコストが低下し、品質は向上するか維持されるであろう。
【0016】
本発明の方法はまた、紙又は板紙製品の少なくとも1つのさらなる層を形成する、繊維を含む完成紙料を第2ヘッドボックスに供給し、紙又は板紙製品の少なくとも1つのさらなる層を形成する、高コンシステンシー非繊維組成物を第2ヘッドボックスに供給し、層を、多層ウェブを形成する少なくとも1つのワイヤ上に導いて、多層ウェブがさらに脱水され乾燥されて紙又は板紙製品を生成する。例えば多層板紙製品を製造する場合、2つ以上のヘッドボックスを用いることが普通である。
【0017】
本発明は、さらに、上記方法に従って製造された紙又は板紙製品に関する。
【0018】
本発明はまた、上記方法において用いられるヘッドボックスにも関し、ここで、このヘッドボックスは、少なくとも第1及び第2入口チャネル、少なくとも1つの乱流発生装置、及びスライスドコーンを備え、第1入口チャネル及び少なくとも1つの乱流発生装置は、繊維を含む完成紙料を受け入れるようになっており、第1入口チャネル及び乱流発生装置は、完成紙料が第1入口チャネル、次いで乱流発生装置、その後スライスドコーンを通過するように配置構成されており、第2入口チャネルは、高コンシステンシー非繊維組成物を受け入れるようになっており、第2入口チャネルは、高コンシステンシー非繊維組成物が第2入口チャネルを通過して、直接スライスドコーンに向かうように配置構成されている。
【0019】
ヘッドボックスは、好ましくは、3つの入口チャネルを備え、ここで、2つは、完成紙料を受け入れるようになっており、1つは、高コンシステンシー非繊維組成物を受け入れるようになっている。この方法では、製品の1つの層が高コンシステンシー非繊維層であり、2つの層が繊維層である、3層の紙又は板紙製品が製造される。
【0020】
完成紙料を受け入れるようになっている入口チャネルは、少なくとも1つの乱流発生装置に完成紙料を導き、高コンシステンシー非繊維組成物を受け入れるようになっている入口チャネルは、高コンシステンシー非繊維組成物をスライスドコーンに直接導くことが好ましい。繊維層で良好な地合を得るためには、繊維がフロックを形成することを防ぐ乱流発生装置を有することが必要である。高コンシステンシー層は繊維を含まないので、均質な層を得るために、乱流発生装置を有することは必ずしも必要ではない。このように、高コンシステンシー層のための乱流発生装置がないので、ヘッドボックスは、より小さくできる。こうして、高コンシステンシー非繊維組成物は、入口チャネルから、乱流発生装置を通ることなく、スライスドコーンへ直接導かれ得る。
【発明を実施するための形態】
【0021】
本発明が、これから、例として、本発明の実施形態を示す添付の概略図を参照して、より詳細に説明される。
【0022】
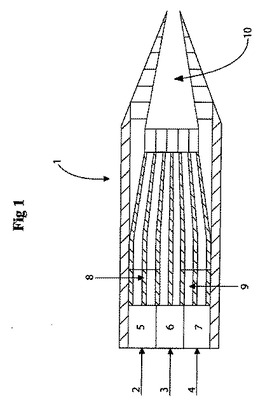
図1は、本発明によるヘッドボックスを示す。
【0023】
本発明は、新しいタイプの紙又は板紙製品を得られる全く新しい方法を記載する。この方法は、エネルギー要求量、及び原材料含有量(すなわち、製造される製品の繊維要求量)の両方を減らす。本発明はまた、既存の紙又は板紙製造機に、生産能力を増やす可能性をもたらす、すなわち、この高品質の製品を製造するためには、紙又は板紙製造機の大きな改修は必要でない。
【0024】
好ましくは、高コンシステンシー非繊維組成物は、約5〜70重量%、好ましくは10〜40重量%、又は、より一層好ましくは25〜45重量%の乾燥含有量を有する。より大きな乾燥含有量は、生成される紙又は板紙製品から除去される必要がある水の量を減らす。最適な乾燥含有量は、成形区画の構造、組成物の特性、及び組成物をヘッドボックスに、さらに1つ又は複数のワイヤ上に導くポンプの能力に応じて決まる。高コンシステンシー非繊維組成物の大きなコンシステンシーのために、製造の間、得られる多層生成物は、先行技術に従って製造される多層繊維生成物に比べて、より大きなコンシステンシーを有してもよい。
【0025】
高コンシステンシー非繊維組成物は、好ましくは、如何なる繊維も含まない。しかし、少量の繊維又は繊維の細片は存在してもよい。組成物は、部分的に又は完全にリサイクルされてもよい、成形プロセスからの廃水を含み、この場合、わずかな繊維又は繊維の細片も存在できる。しかし、組成物の大部分、すなわち、90重量%を超え、好ましくは97重量%を超える部分が非繊維材料である。
【0026】
さらに、ヘッドボックスにおいてすでに高コンシステンシー非繊維組成物を加えることによって、紙又は板紙における非繊維組成物の全含有量を増すこと、従って繊維含有量を減らすことも可能である。高コンシステンシー非繊維組成物の含有量は、製造される紙又は板紙の全含有量の10〜80重量%、好ましくは30〜60重量%である。この方法では、例えばフィラー又は塗工カラー(これらは、高コンシステンシー非繊維組成物の2つの例である)に比べて、繊維を乾燥するには、より多くのエネルギーを要するので、乾燥要求量は減少する。さらに、乾燥要求量が減少すること、及びほとんどの高コンシステンシー非繊維組成物は繊維に比べてずっと安価であることの両方の理由で、コストは低下する。
【0027】
本発明によれば、ヘッドボックスにおける水含有量は、最小限度に抑えられる。繊維を含む少なくとも1つの層は、0.1〜5重量%、好ましくは0.2〜2重量%、より一層好ましくは1〜1.4重量%のコンシステンシーを有する。繊維のコンシステンシーは、最高の地合の繊維層が実現されるような仕方で選択される。形成されるいずれかの又は全ての層における幅方向の変化をより良く制御するために、通常用いられる希釈技術が利用できる。
【0028】
高コンシステンシー非繊維組成物は、好ましくは、塗工カラーである。このように、本発明は、紙又は板紙製造機のヘッドボックスに塗工層を移すことによって、成形部分と塗工部分を一緒にする。
【0029】
塗工層は、紙又は板紙製品の品質、例えば、印刷性及び不透明度を高める。高コンシステンシーの塗工カラーから、高速で、平滑な塗工層を生成することも可能である。
【0030】
塗工カラーは、無機又は有機顔料、バインダー、及び必要である場合、さらなる添加剤を含む予め決められた特定の処方を有する組成物である。使用され得る一般的な顔料は、クレー(カオリン)、炭酸カルシウム、二酸化チタン、タルク、硫酸カルシウム(石膏)及びデンプンの顆粒又は他の有機顔料である。バインダーは、顔料を互いに結び付けるために添加され、例えば、デンプン、カルボキシメチルセルロース(CMC)、又はラテックス(例えば、スチレン−ブタジエンラテックス若しくはアクリルコポリマーラテックス)のような合成バインダーである。他の添加剤は、例えば、湿潤紙力増強剤、界面活性剤又は分散剤である。顔料、バインダー及び他の添加剤は、製造される紙又は板紙製品に望まれる特性に基づいて選択される。塗工カラーは、少量の繊維又は繊維の細片も含み得るが、これらは、主に、成形又はプレスの間の再循環廃水から、例えば、紙又は板紙製造機における短期又は長期循環に由来する。
【0031】
本発明による紙又は板紙製品は、表面層として塗工層を有することができ、そうして、その塗工層は通常の方法で印刷できる。塗工層は、少なくとも2つの繊維層によって、すなわち、塗工層の各側で少なくとも1つの繊維層によって囲まれていてもよい。紙又は板紙製品の印刷性は、繊維層の間にある塗工層の存在のために、やはり改善され、例えば、印刷のブリージング、又は紙若しくは板紙製品を透かして見えることに関する問題は、減少する。
【0032】
さらに、塗工カラーは繊維よりも光を効率的に分散させ、そのため紙又は板紙製品を透かして見えることを防ぐ顔料からなるので、紙又は板紙製品の不透明度は、改善される、すなわち増加する。
【0033】
高コンシステンシー非繊維組成物は、生成される紙又は板紙製品内に、又はその上に、液体、気体などに対する不透過性の層を作り出すために、バリアを形成し得る均質なポリマー溶液であってもよい。
【0034】
製造される紙又は板紙製品は、原材料要求量も減少している。通常、フィラーは、完成紙料に添加され、原材料の量を減らすことを可能にする。しかし、フィラーは繊維と一緒に混合され、ヘッドボックスにおける繊維/フィラー混合物の乾燥含有量を増すことは不可能である。その理由は、その場合、平滑な紙又は板紙製品を製造することが不可能になるからである。これは、大きな繊維固形分含有量では、凝集塊が生成し、そのため一様でないシート構造を生じやすいという事実に起因する。本発明に従って製造される紙又は板紙は、減少した脱水要求量、さらには減少した原材料含有量の両方を有し、そのため紙又は板紙の非繊維含有量が増加する。製造される紙又は板紙製品の非繊維含有量は、前に記載されたように、増やすことができ、好ましい値は、製品の全含有量の約35重量%以上、好ましくは50重量%以上である。
【0035】
本発明に従って製造される紙又は板紙は、製品内に、大量の高コンシステンシー非繊維組成物(例えば、塗工カラー)を含む全く新しいタイプのものであり、このため、製品は、より小さい坪量でさえ、変わらないか又はより良好な特性を有する。
【0036】
製造される紙又は板紙製品は、様々な特性を向上させるために様々な層がシート内に付加できるので、他の改善された特性も有する。こうして、全く新しい特性を有する紙又は板紙製品を製造することも可能である。高コンシステンシー非繊維組成物の例は、塗工カラー以外に、香り−風味を御するとみなせる、すなわち、この紙又は板紙内に包まれる又は包装される製品の香り又は風味の特性を増大させたり減少させたりするポリマー又は材料、或いは、製品を追跡でき、それが本物であることを保証するように、製造される製品に特殊な信憑性を付け加える材料でもよい。
【0037】
繊維を含む完成紙料、及び高コンシステンシー非繊維組成物は、多層ウェブを形成するように、ヘッドボックスを通ってワイヤ上へ、別々に流される。ウェブの地合、すなわち繊維の分布は、制御され、調節され、ウェブは、1.5重量%を超え、好ましくは1.6重量%を超えるコンシステンシーまで脱水されるが、10重量%のように大きなコンシステンシーも可能である。しかし、標準のコンシステンシーは、1.6重量%であり、これは、ウェブが1%コンシステンシーの繊維(60%)及び20%コンシステンシーのフィラー(40%)を含む場合に典型的である。ウェブは、その後、プレス区画においてさらに脱水され、ウェブは、乾燥区画に入る前に、約50〜60重量%の乾燥含有量を与えられる。形成されるいずれかの又は全ての層における幅方向の変化をより良く制御するために、通常用いられる希釈技術が用いられる。
【0038】
初期の段階での乾燥含有量の増加は、乾燥区画を短縮できる、且つ/又は、乾燥ロールの温度を下げることができる、且つ/又は、生産能力、すなわち機械の速度を上げることができることを意味する。仕上げられた紙又は板紙製品の乾燥含有量は約85〜99%である。
【0039】
繊維ウェブは、通常の乾燥技術を用い、乾燥され得る。ウェブは、繊維ウェブが接触している加熱シリンダーによって、乾燥されることが多い。通常、水蒸気加熱乾燥シリンダーが、湿ったウェブを乾燥するために用いられるが、ガス又は電気を熱源とする加熱、赤外又は誘導加熱も使用できる。
【0040】
さらに、ウェブは、新しい乾燥技術、例えば、衝撃乾燥、インパルス乾燥、非常に高い温度の表面により実施される他の乾燥技術を用いて乾燥されてもよい。オンラインカレンダリングはまた、平滑な表面が乾燥後にすでに実現されるので、オフラインでのカレンダリングの必要性が減らせる。
【0041】
製造される紙又は板紙製品は、少なくとも2つの層を含み、1つの層は繊維を含み、1つの層は高コンシステンシー非繊維組成物を含む。製品はまた、3、4、5、6層、又はより多くの層も持つことができる。製品は、同じ又は異なる組成を有する2つ以上の繊維層、及び1つの高コンシステンシー非繊維層からなってもよい。製品はまた、同じ又は異なる組成を有する2つ以上の高コンシステンシー非繊維層と1つの繊維層とからなってもよい。製品はまた、同じ又は異なる組成を有する、2つ以上の繊維層と2つ以上の高コンシステンシー非繊維層とからなってもよい。複数の高コンシステンシー非繊維層は、互いに接して位置しているか、又は、高コンシステンシー非繊維層が、繊維層の間に位置しているかのいずれでもよい。同様に、複数の繊維層は、互いに接して位置しているか、又は、それらは高コンシステンシー非繊維層の間にあるかのいずれでもよい。
【0042】
必要であれば、乾燥区画の前、又は後で、製造される紙又は板紙製品の表面に、少なくとも1つのさらなる塗工層を付け加えることができる。この塗工層は、表面特性を、とりわけ、製造される紙又は板紙製品の印刷特性をさらに改善するために、通常の知られている技術のいずれかによって付け加えることができる。
【0043】
本発明による1つの非常に大きな利点は、装置の大幅な変更が全く必要でないということである。紙又は板紙製造機は、ヘッドボックスの幾つかの変更だけで使用できる。紙又は板紙製造機は、乾燥要求量の減少、また製造される紙又は板紙製品の特性の変化により、言うまでもなく、異なる仕方で運転されなければならない。
【0044】
本発明によるヘッドボックス(1)の一例が、図1に見られる。完成紙料は、ヘッドボックス(1)に、2つの導管(2、4)を通して導かれ、これらが、さらに、完成紙料を2つの入口チャネル(5、7)に導く。これらの入口チャネル(5、7)は、ヘッドボックス(1)の外側入口チャネルである。その後、完成紙料は、2つの乱流発生装置(8、9)に、次いで、スライスドコーン(10)に導かれる。塗工カラーは、ヘッドボックス(1)に、導管(3)を通して導かれ、さらに、ヘッドボックス(1)の中央に位置する入口チャネル(6)に導かれる。その後、塗工カラーは、スライスドコーン(10)に直接導かれる。
【0045】
ヘッドボックスは、多層製品の製造のためのどのような種類のヘッドボックスであってもよい。上に記載されたもの以外の実施形態及び変形形態が、独立請求項に規定される本発明の範囲内で可能である。例えば、2つ以上のヘッドボックスが使用できる。
【0046】
少なくとも1つのさらなる層を形成する、繊維を含む完成紙料を第2ヘッドボックスに供給し、また、少なくとも1つのさらなる層を形成する、高コンシステンシー非繊維組成物をその第2ヘッドボックスに供給する場合、少なくとも2つの繊維層と少なくとも2つの高コンシステンシー非繊維組成物層とを有する紙又は板紙製品が生成される。
【0047】
本発明は紙又は板紙の製造を対象としているが、他の製品、例えば、石膏ボード又はMDF(中密度繊維板)、あるいは新しい構造及び特性(例えば、防水性、ガス不透過性、若しくは耐火性の板)を有する同様な建築材料、あるいはポリマー産業でのプレス成形向けの様々なコンポジット用基材、例えば、今日の金型成形製品の原材料として用いられる石油化学産業に由来する代替汎用ポリマー(例えば、ポリ塩化ビニル(PVC)及びLDPE/HDPE(低/高密度ポリチレン))、を製造することも可能であることに言及しておくべきである。
【図面の簡単な説明】
【0048】
【図1】本発明によるヘッドボックスを示す。
【符号の説明】
【0049】
1 ヘッドボックス
2〜4 導管
5〜7 入口チャネル
8、9 乱流発生装置
10 スライスドコーン
【技術分野】
【0001】
発明の分野
本発明は、高コンシステンシー非繊維層を含む、多層の紙又は板紙製品の製造方法に関する。本発明は、さらに、前記方法によって製造される紙又は板紙製品、及び前記方法で使用されるヘッドボックスに関する。
【背景技術】
【0002】
多層紙の製造は、単一ステップにおける1つのヘッドボックスの使用によるかあるいは幾つかのヘッドボックス及びワイヤ若しくは形成ユニットの使用のいずれかによって行うことができる。努力目標は、筋や繊維塊のない平滑な繊維層、すなわち、良好な地合を有する層を生成することである。
【0003】
ヘッドボックスにおける完成紙料のコンシステンシー(物質濃度:consistency)は、良好な地合を有する繊維ウェブを得るために、非常に重要である。大きなコンシステンシーは、繊維がフロックを形成する傾向を有し、これは、繊維ウェブシートにおける、むらのある外観として見ることができる、すなわち、地合が良好でないので、平滑な繊維ウェブを製造することをずっと困難にする。ヘッドボックスにおける完成紙料の通常のコンシステンシーは約0.5〜2%であるが、よりコンシステンシーの大きい幾つかの例も先行技術に記載されている。1つの例は、約2〜5%のコンシステンシーの使用を開示する米国特許第4,376,012号に見出すことができる。
【0004】
製紙方法において、紙又は板紙を、コストを下げて製造する方法を見出そうとすることに常に関心がもたれている。1つの方法は、製造される紙又は板紙に必要とされるエネルギーを減らすことである。製造ラインにおける多くのステップが、大量のエネルギーを必要としており、エネルギー要求量を減らすことはまた、製造コストを下げる。コンシステンシーを増すことによって、すなわち、水含有量を減らすことによって、脱水及び乾燥の要求量は減少し、こうして、必要とされるエネルギーも減少する。
【0005】
製造コストを下げる別の方法は、製品中の高価な原材料である繊維の量を減らすことである。製紙において、紙の特性を改善するためにフィラーが添加されることが多いが、原材料含有量を減らし、こうして総コストを下げるためにも添加される。板紙製造の場合には、嵩高くよって原材料含有量は少ないが、製造される板紙の剛性を維持するように板紙の強度及び厚さは低下しない板紙を製造するために、継続した開発が行われている。
【0006】
しかしながら、エネルギー要求量及び原材料含有量の両方を減らして製造コストを下げる、紙又は板紙製品の改善された製造方法が求められている。
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明の目的は、エネルギー効率の良い方法で、紙又は板紙製品を製造する方法を提供することである。
【0008】
本発明の別の目的は、コストを下げて、紙又は板紙を製造することである。
【課題を解決するための手段】
【0009】
これらの目的及び他の利点は、請求項1に記載の方法によって達成される。紙又は板紙製品の製造の間に、ヘッドボックスに、高コンシステンシー非繊維組成物を加えることによって、製造される製品の乾燥要求量を減らすとともに、原材料含有量と製造コストにも変化をもたらすことが可能である。これは、独立請求項によって達成される。本発明の方法の好ましい実施形態は、従属請求項に規定される。
【0010】
本発明は、多層の紙又は板紙製品の製造方法に関し、この方法は、紙又は板紙製品の少なくとも1つの層を形成する、繊維を含む完成紙料を第1ヘッドボックスに供給するステップ、紙又は板紙製品の少なくとも1つのさらなる層を形成する、高コンシステンシー非繊維組成物をヘッドボックスに供給するステップ、及び層を、多層ウェブを形成するワイヤ上に導いて、多層ウェブがさらに脱水され乾燥されて紙又は板紙製品を生成するステップを含む。
【0011】
高コンシステンシー非繊維組成物は、5〜70重量%、好ましくは10〜40重量%の乾燥含有量を有し得る。この層の大きな乾燥含有量は、多層ウェブの全乾燥含有量を増加させ、成形及びプレス区画における脱水所要量を少なくし、乾燥を、より容易に且つ速くする。
【0012】
高コンシステンシー非繊維組成物の含有量は、増加させてもよく、その含有量は、紙又は板紙製品の全量の10〜80重量%でよい。このようにして、乾燥効率は増し、コストは低下する。
【0013】
高コンシステンシー非繊維組成物は、塗工カラーでもよい。この方法では、ヘッドボックスにおいてすでに塗工組成物を加え、形成される繊維ウェブの乾燥含有量を増すだけでなく、生成される紙又は板紙製品の不透明度及び印刷性も向上させることが可能である。
【0014】
多層ウェブは、脱水の前に、すなわち、成形区画で、ワイヤ上に導かれる時に、好ましくは、1.5重量%を超える乾燥含有量を有する。これは、先行技術に記載されている繊維ウェブに比べて大きく、本発明に従う繊維ウェブの乾燥要求量が減少していることを意味する。
【0015】
紙又は板紙製品は、好ましくは、少なくとも3つの層からなり、高コンシステンシー非繊維層が、紙又は板紙製品の中間層を成すことが最も好ましい。より一層好ましくは、外側層が繊維層であり、中間層が、高コンシステンシー非繊維層、好ましくは塗工層である。この方法では、生成される紙又は板紙製品は、原材料含有量及び/又はコストが低下し、品質は向上するか維持されるであろう。
【0016】
本発明の方法はまた、紙又は板紙製品の少なくとも1つのさらなる層を形成する、繊維を含む完成紙料を第2ヘッドボックスに供給し、紙又は板紙製品の少なくとも1つのさらなる層を形成する、高コンシステンシー非繊維組成物を第2ヘッドボックスに供給し、層を、多層ウェブを形成する少なくとも1つのワイヤ上に導いて、多層ウェブがさらに脱水され乾燥されて紙又は板紙製品を生成する。例えば多層板紙製品を製造する場合、2つ以上のヘッドボックスを用いることが普通である。
【0017】
本発明は、さらに、上記方法に従って製造された紙又は板紙製品に関する。
【0018】
本発明はまた、上記方法において用いられるヘッドボックスにも関し、ここで、このヘッドボックスは、少なくとも第1及び第2入口チャネル、少なくとも1つの乱流発生装置、及びスライスドコーンを備え、第1入口チャネル及び少なくとも1つの乱流発生装置は、繊維を含む完成紙料を受け入れるようになっており、第1入口チャネル及び乱流発生装置は、完成紙料が第1入口チャネル、次いで乱流発生装置、その後スライスドコーンを通過するように配置構成されており、第2入口チャネルは、高コンシステンシー非繊維組成物を受け入れるようになっており、第2入口チャネルは、高コンシステンシー非繊維組成物が第2入口チャネルを通過して、直接スライスドコーンに向かうように配置構成されている。
【0019】
ヘッドボックスは、好ましくは、3つの入口チャネルを備え、ここで、2つは、完成紙料を受け入れるようになっており、1つは、高コンシステンシー非繊維組成物を受け入れるようになっている。この方法では、製品の1つの層が高コンシステンシー非繊維層であり、2つの層が繊維層である、3層の紙又は板紙製品が製造される。
【0020】
完成紙料を受け入れるようになっている入口チャネルは、少なくとも1つの乱流発生装置に完成紙料を導き、高コンシステンシー非繊維組成物を受け入れるようになっている入口チャネルは、高コンシステンシー非繊維組成物をスライスドコーンに直接導くことが好ましい。繊維層で良好な地合を得るためには、繊維がフロックを形成することを防ぐ乱流発生装置を有することが必要である。高コンシステンシー層は繊維を含まないので、均質な層を得るために、乱流発生装置を有することは必ずしも必要ではない。このように、高コンシステンシー層のための乱流発生装置がないので、ヘッドボックスは、より小さくできる。こうして、高コンシステンシー非繊維組成物は、入口チャネルから、乱流発生装置を通ることなく、スライスドコーンへ直接導かれ得る。
【発明を実施するための形態】
【0021】
本発明が、これから、例として、本発明の実施形態を示す添付の概略図を参照して、より詳細に説明される。
【0022】
図1は、本発明によるヘッドボックスを示す。
【0023】
本発明は、新しいタイプの紙又は板紙製品を得られる全く新しい方法を記載する。この方法は、エネルギー要求量、及び原材料含有量(すなわち、製造される製品の繊維要求量)の両方を減らす。本発明はまた、既存の紙又は板紙製造機に、生産能力を増やす可能性をもたらす、すなわち、この高品質の製品を製造するためには、紙又は板紙製造機の大きな改修は必要でない。
【0024】
好ましくは、高コンシステンシー非繊維組成物は、約5〜70重量%、好ましくは10〜40重量%、又は、より一層好ましくは25〜45重量%の乾燥含有量を有する。より大きな乾燥含有量は、生成される紙又は板紙製品から除去される必要がある水の量を減らす。最適な乾燥含有量は、成形区画の構造、組成物の特性、及び組成物をヘッドボックスに、さらに1つ又は複数のワイヤ上に導くポンプの能力に応じて決まる。高コンシステンシー非繊維組成物の大きなコンシステンシーのために、製造の間、得られる多層生成物は、先行技術に従って製造される多層繊維生成物に比べて、より大きなコンシステンシーを有してもよい。
【0025】
高コンシステンシー非繊維組成物は、好ましくは、如何なる繊維も含まない。しかし、少量の繊維又は繊維の細片は存在してもよい。組成物は、部分的に又は完全にリサイクルされてもよい、成形プロセスからの廃水を含み、この場合、わずかな繊維又は繊維の細片も存在できる。しかし、組成物の大部分、すなわち、90重量%を超え、好ましくは97重量%を超える部分が非繊維材料である。
【0026】
さらに、ヘッドボックスにおいてすでに高コンシステンシー非繊維組成物を加えることによって、紙又は板紙における非繊維組成物の全含有量を増すこと、従って繊維含有量を減らすことも可能である。高コンシステンシー非繊維組成物の含有量は、製造される紙又は板紙の全含有量の10〜80重量%、好ましくは30〜60重量%である。この方法では、例えばフィラー又は塗工カラー(これらは、高コンシステンシー非繊維組成物の2つの例である)に比べて、繊維を乾燥するには、より多くのエネルギーを要するので、乾燥要求量は減少する。さらに、乾燥要求量が減少すること、及びほとんどの高コンシステンシー非繊維組成物は繊維に比べてずっと安価であることの両方の理由で、コストは低下する。
【0027】
本発明によれば、ヘッドボックスにおける水含有量は、最小限度に抑えられる。繊維を含む少なくとも1つの層は、0.1〜5重量%、好ましくは0.2〜2重量%、より一層好ましくは1〜1.4重量%のコンシステンシーを有する。繊維のコンシステンシーは、最高の地合の繊維層が実現されるような仕方で選択される。形成されるいずれかの又は全ての層における幅方向の変化をより良く制御するために、通常用いられる希釈技術が利用できる。
【0028】
高コンシステンシー非繊維組成物は、好ましくは、塗工カラーである。このように、本発明は、紙又は板紙製造機のヘッドボックスに塗工層を移すことによって、成形部分と塗工部分を一緒にする。
【0029】
塗工層は、紙又は板紙製品の品質、例えば、印刷性及び不透明度を高める。高コンシステンシーの塗工カラーから、高速で、平滑な塗工層を生成することも可能である。
【0030】
塗工カラーは、無機又は有機顔料、バインダー、及び必要である場合、さらなる添加剤を含む予め決められた特定の処方を有する組成物である。使用され得る一般的な顔料は、クレー(カオリン)、炭酸カルシウム、二酸化チタン、タルク、硫酸カルシウム(石膏)及びデンプンの顆粒又は他の有機顔料である。バインダーは、顔料を互いに結び付けるために添加され、例えば、デンプン、カルボキシメチルセルロース(CMC)、又はラテックス(例えば、スチレン−ブタジエンラテックス若しくはアクリルコポリマーラテックス)のような合成バインダーである。他の添加剤は、例えば、湿潤紙力増強剤、界面活性剤又は分散剤である。顔料、バインダー及び他の添加剤は、製造される紙又は板紙製品に望まれる特性に基づいて選択される。塗工カラーは、少量の繊維又は繊維の細片も含み得るが、これらは、主に、成形又はプレスの間の再循環廃水から、例えば、紙又は板紙製造機における短期又は長期循環に由来する。
【0031】
本発明による紙又は板紙製品は、表面層として塗工層を有することができ、そうして、その塗工層は通常の方法で印刷できる。塗工層は、少なくとも2つの繊維層によって、すなわち、塗工層の各側で少なくとも1つの繊維層によって囲まれていてもよい。紙又は板紙製品の印刷性は、繊維層の間にある塗工層の存在のために、やはり改善され、例えば、印刷のブリージング、又は紙若しくは板紙製品を透かして見えることに関する問題は、減少する。
【0032】
さらに、塗工カラーは繊維よりも光を効率的に分散させ、そのため紙又は板紙製品を透かして見えることを防ぐ顔料からなるので、紙又は板紙製品の不透明度は、改善される、すなわち増加する。
【0033】
高コンシステンシー非繊維組成物は、生成される紙又は板紙製品内に、又はその上に、液体、気体などに対する不透過性の層を作り出すために、バリアを形成し得る均質なポリマー溶液であってもよい。
【0034】
製造される紙又は板紙製品は、原材料要求量も減少している。通常、フィラーは、完成紙料に添加され、原材料の量を減らすことを可能にする。しかし、フィラーは繊維と一緒に混合され、ヘッドボックスにおける繊維/フィラー混合物の乾燥含有量を増すことは不可能である。その理由は、その場合、平滑な紙又は板紙製品を製造することが不可能になるからである。これは、大きな繊維固形分含有量では、凝集塊が生成し、そのため一様でないシート構造を生じやすいという事実に起因する。本発明に従って製造される紙又は板紙は、減少した脱水要求量、さらには減少した原材料含有量の両方を有し、そのため紙又は板紙の非繊維含有量が増加する。製造される紙又は板紙製品の非繊維含有量は、前に記載されたように、増やすことができ、好ましい値は、製品の全含有量の約35重量%以上、好ましくは50重量%以上である。
【0035】
本発明に従って製造される紙又は板紙は、製品内に、大量の高コンシステンシー非繊維組成物(例えば、塗工カラー)を含む全く新しいタイプのものであり、このため、製品は、より小さい坪量でさえ、変わらないか又はより良好な特性を有する。
【0036】
製造される紙又は板紙製品は、様々な特性を向上させるために様々な層がシート内に付加できるので、他の改善された特性も有する。こうして、全く新しい特性を有する紙又は板紙製品を製造することも可能である。高コンシステンシー非繊維組成物の例は、塗工カラー以外に、香り−風味を御するとみなせる、すなわち、この紙又は板紙内に包まれる又は包装される製品の香り又は風味の特性を増大させたり減少させたりするポリマー又は材料、或いは、製品を追跡でき、それが本物であることを保証するように、製造される製品に特殊な信憑性を付け加える材料でもよい。
【0037】
繊維を含む完成紙料、及び高コンシステンシー非繊維組成物は、多層ウェブを形成するように、ヘッドボックスを通ってワイヤ上へ、別々に流される。ウェブの地合、すなわち繊維の分布は、制御され、調節され、ウェブは、1.5重量%を超え、好ましくは1.6重量%を超えるコンシステンシーまで脱水されるが、10重量%のように大きなコンシステンシーも可能である。しかし、標準のコンシステンシーは、1.6重量%であり、これは、ウェブが1%コンシステンシーの繊維(60%)及び20%コンシステンシーのフィラー(40%)を含む場合に典型的である。ウェブは、その後、プレス区画においてさらに脱水され、ウェブは、乾燥区画に入る前に、約50〜60重量%の乾燥含有量を与えられる。形成されるいずれかの又は全ての層における幅方向の変化をより良く制御するために、通常用いられる希釈技術が用いられる。
【0038】
初期の段階での乾燥含有量の増加は、乾燥区画を短縮できる、且つ/又は、乾燥ロールの温度を下げることができる、且つ/又は、生産能力、すなわち機械の速度を上げることができることを意味する。仕上げられた紙又は板紙製品の乾燥含有量は約85〜99%である。
【0039】
繊維ウェブは、通常の乾燥技術を用い、乾燥され得る。ウェブは、繊維ウェブが接触している加熱シリンダーによって、乾燥されることが多い。通常、水蒸気加熱乾燥シリンダーが、湿ったウェブを乾燥するために用いられるが、ガス又は電気を熱源とする加熱、赤外又は誘導加熱も使用できる。
【0040】
さらに、ウェブは、新しい乾燥技術、例えば、衝撃乾燥、インパルス乾燥、非常に高い温度の表面により実施される他の乾燥技術を用いて乾燥されてもよい。オンラインカレンダリングはまた、平滑な表面が乾燥後にすでに実現されるので、オフラインでのカレンダリングの必要性が減らせる。
【0041】
製造される紙又は板紙製品は、少なくとも2つの層を含み、1つの層は繊維を含み、1つの層は高コンシステンシー非繊維組成物を含む。製品はまた、3、4、5、6層、又はより多くの層も持つことができる。製品は、同じ又は異なる組成を有する2つ以上の繊維層、及び1つの高コンシステンシー非繊維層からなってもよい。製品はまた、同じ又は異なる組成を有する2つ以上の高コンシステンシー非繊維層と1つの繊維層とからなってもよい。製品はまた、同じ又は異なる組成を有する、2つ以上の繊維層と2つ以上の高コンシステンシー非繊維層とからなってもよい。複数の高コンシステンシー非繊維層は、互いに接して位置しているか、又は、高コンシステンシー非繊維層が、繊維層の間に位置しているかのいずれでもよい。同様に、複数の繊維層は、互いに接して位置しているか、又は、それらは高コンシステンシー非繊維層の間にあるかのいずれでもよい。
【0042】
必要であれば、乾燥区画の前、又は後で、製造される紙又は板紙製品の表面に、少なくとも1つのさらなる塗工層を付け加えることができる。この塗工層は、表面特性を、とりわけ、製造される紙又は板紙製品の印刷特性をさらに改善するために、通常の知られている技術のいずれかによって付け加えることができる。
【0043】
本発明による1つの非常に大きな利点は、装置の大幅な変更が全く必要でないということである。紙又は板紙製造機は、ヘッドボックスの幾つかの変更だけで使用できる。紙又は板紙製造機は、乾燥要求量の減少、また製造される紙又は板紙製品の特性の変化により、言うまでもなく、異なる仕方で運転されなければならない。
【0044】
本発明によるヘッドボックス(1)の一例が、図1に見られる。完成紙料は、ヘッドボックス(1)に、2つの導管(2、4)を通して導かれ、これらが、さらに、完成紙料を2つの入口チャネル(5、7)に導く。これらの入口チャネル(5、7)は、ヘッドボックス(1)の外側入口チャネルである。その後、完成紙料は、2つの乱流発生装置(8、9)に、次いで、スライスドコーン(10)に導かれる。塗工カラーは、ヘッドボックス(1)に、導管(3)を通して導かれ、さらに、ヘッドボックス(1)の中央に位置する入口チャネル(6)に導かれる。その後、塗工カラーは、スライスドコーン(10)に直接導かれる。
【0045】
ヘッドボックスは、多層製品の製造のためのどのような種類のヘッドボックスであってもよい。上に記載されたもの以外の実施形態及び変形形態が、独立請求項に規定される本発明の範囲内で可能である。例えば、2つ以上のヘッドボックスが使用できる。
【0046】
少なくとも1つのさらなる層を形成する、繊維を含む完成紙料を第2ヘッドボックスに供給し、また、少なくとも1つのさらなる層を形成する、高コンシステンシー非繊維組成物をその第2ヘッドボックスに供給する場合、少なくとも2つの繊維層と少なくとも2つの高コンシステンシー非繊維組成物層とを有する紙又は板紙製品が生成される。
【0047】
本発明は紙又は板紙の製造を対象としているが、他の製品、例えば、石膏ボード又はMDF(中密度繊維板)、あるいは新しい構造及び特性(例えば、防水性、ガス不透過性、若しくは耐火性の板)を有する同様な建築材料、あるいはポリマー産業でのプレス成形向けの様々なコンポジット用基材、例えば、今日の金型成形製品の原材料として用いられる石油化学産業に由来する代替汎用ポリマー(例えば、ポリ塩化ビニル(PVC)及びLDPE/HDPE(低/高密度ポリチレン))、を製造することも可能であることに言及しておくべきである。
【図面の簡単な説明】
【0048】
【図1】本発明によるヘッドボックスを示す。
【符号の説明】
【0049】
1 ヘッドボックス
2〜4 導管
5〜7 入口チャネル
8、9 乱流発生装置
10 スライスドコーン
【特許請求の範囲】
【請求項1】
多層の紙又は板紙製品の製造方法であって、
紙又は板紙製品の少なくとも1つの層を形成する、繊維を含む完成紙料を第1ヘッドボックスに供給するステップ;
紙又は板紙製品の少なくとも1つのさらなる層を形成する、5〜70重量%の乾燥含有量を有する、高コンシステンシー非繊維組成物を第1ヘッドボックスに供給するステップ;
少なくとも1つのワイヤ上に層を導き、さらに脱水され乾燥されて紙又は板紙製品を生成する多層ウェブを形成するステップ
を含む方法。
【請求項2】
高コンシステンシー非繊維組成物の含有量が、紙又は板紙製品の全含有量の10〜80重量%であることを特徴とする、請求項1に記載の方法。
【請求項3】
高コンシステンシー非繊維組成物が塗工カラーであることを特徴とする、請求項1又は2に記載の方法。
【請求項4】
多層ウェブが、脱水の前に、1.5重量%を超える乾燥含有量を有することを特徴とする、請求項1から3のいずれかに記載の方法。
【請求項5】
紙又は板紙製品が少なくとも3つの層からなることを特徴とする、請求項1から4のいずれかに記載の方法。
【請求項6】
高コンシステンシー非繊維層が、紙又は板紙製品の、好ましくは少なくとも2つの繊維層の間の、中間層を形成することを特徴とする、請求項5に記載の方法。
【請求項7】
紙又は板紙製品の少なくとも1つのさらなる層を形成する、繊維を含む完成紙料を第2ヘッドボックスに供給するステップ;
紙又は板紙製品の少なくとも1つのさらなる層を形成する、高コンシステンシー非繊維組成物を第2ヘッドボックスに供給するステップ;
少なくとも1つのワイヤ上に層を導き、さらに脱水され乾燥されて紙又は板紙製品を生成する多層ウェブを形成するステップ
をさらに含むことを特徴とする、請求項1から6のいずれかに記載の方法。
【請求項8】
請求項1から7のいずれかに従って製造される紙又は板紙製品。
【請求項9】
請求項1から7のいずれかに記載の方法において用いられるヘッドボックスであって、少なくとも第1及び第2入口チャネル、少なくとも1つの乱流発生装置、及びスライスドコーンを備える多層ヘッドボックスであり、第1入口チャネル及び少なくとも1つの乱流発生装置が、繊維を含む完成紙料を受け入れるようになっており、第1入口チャネル及び乱流発生装置は、完成紙料が第1入口チャネルを通過し、さらに乱流発生装置に、その後、スライスドコーンに向かうように配置構成されており、第2入口チャネルが、高コンシステンシー非繊維組成物を受け入れるようになっており、第2入口チャネルは、高コンシステンシー非繊維組成物が、第2入口チャネルを通過し、如何なる撹乱を受けることもなく、スライスドコーンに直接向かうように配置構成されているヘッドボックス。
【請求項10】
3つの入口チャネルを備え、2つが完成紙料を受け入れるようになっており、1つが高コンシステンシー非繊維組成物を受け入れるようになっていることを特徴とする、請求項9に記載のヘッドボックス。
【請求項11】
完成紙料を受け入れるようになっている入口チャネルが、完成紙料を少なくとも1つの乱流発生装置に供給し、高コンシステンシー非繊維組成物を受け入れるようになっている入口チャネルが、高コンシステンシー非繊維組成物に如何なる撹乱を受けさせることなく、高コンシステンシー非繊維組成物を直接スライスドコーンに供給することを特徴とする、請求項10に記載のヘッドボックス。
【請求項1】
多層の紙又は板紙製品の製造方法であって、
紙又は板紙製品の少なくとも1つの層を形成する、繊維を含む完成紙料を第1ヘッドボックスに供給するステップ;
紙又は板紙製品の少なくとも1つのさらなる層を形成する、5〜70重量%の乾燥含有量を有する、高コンシステンシー非繊維組成物を第1ヘッドボックスに供給するステップ;
少なくとも1つのワイヤ上に層を導き、さらに脱水され乾燥されて紙又は板紙製品を生成する多層ウェブを形成するステップ
を含む方法。
【請求項2】
高コンシステンシー非繊維組成物の含有量が、紙又は板紙製品の全含有量の10〜80重量%であることを特徴とする、請求項1に記載の方法。
【請求項3】
高コンシステンシー非繊維組成物が塗工カラーであることを特徴とする、請求項1又は2に記載の方法。
【請求項4】
多層ウェブが、脱水の前に、1.5重量%を超える乾燥含有量を有することを特徴とする、請求項1から3のいずれかに記載の方法。
【請求項5】
紙又は板紙製品が少なくとも3つの層からなることを特徴とする、請求項1から4のいずれかに記載の方法。
【請求項6】
高コンシステンシー非繊維層が、紙又は板紙製品の、好ましくは少なくとも2つの繊維層の間の、中間層を形成することを特徴とする、請求項5に記載の方法。
【請求項7】
紙又は板紙製品の少なくとも1つのさらなる層を形成する、繊維を含む完成紙料を第2ヘッドボックスに供給するステップ;
紙又は板紙製品の少なくとも1つのさらなる層を形成する、高コンシステンシー非繊維組成物を第2ヘッドボックスに供給するステップ;
少なくとも1つのワイヤ上に層を導き、さらに脱水され乾燥されて紙又は板紙製品を生成する多層ウェブを形成するステップ
をさらに含むことを特徴とする、請求項1から6のいずれかに記載の方法。
【請求項8】
請求項1から7のいずれかに従って製造される紙又は板紙製品。
【請求項9】
請求項1から7のいずれかに記載の方法において用いられるヘッドボックスであって、少なくとも第1及び第2入口チャネル、少なくとも1つの乱流発生装置、及びスライスドコーンを備える多層ヘッドボックスであり、第1入口チャネル及び少なくとも1つの乱流発生装置が、繊維を含む完成紙料を受け入れるようになっており、第1入口チャネル及び乱流発生装置は、完成紙料が第1入口チャネルを通過し、さらに乱流発生装置に、その後、スライスドコーンに向かうように配置構成されており、第2入口チャネルが、高コンシステンシー非繊維組成物を受け入れるようになっており、第2入口チャネルは、高コンシステンシー非繊維組成物が、第2入口チャネルを通過し、如何なる撹乱を受けることもなく、スライスドコーンに直接向かうように配置構成されているヘッドボックス。
【請求項10】
3つの入口チャネルを備え、2つが完成紙料を受け入れるようになっており、1つが高コンシステンシー非繊維組成物を受け入れるようになっていることを特徴とする、請求項9に記載のヘッドボックス。
【請求項11】
完成紙料を受け入れるようになっている入口チャネルが、完成紙料を少なくとも1つの乱流発生装置に供給し、高コンシステンシー非繊維組成物を受け入れるようになっている入口チャネルが、高コンシステンシー非繊維組成物に如何なる撹乱を受けさせることなく、高コンシステンシー非繊維組成物を直接スライスドコーンに供給することを特徴とする、請求項10に記載のヘッドボックス。
【図1】

【公表番号】特表2012−518101(P2012−518101A)
【公表日】平成24年8月9日(2012.8.9)
【国際特許分類】
【出願番号】特願2011−550090(P2011−550090)
【出願日】平成22年1月29日(2010.1.29)
【国際出願番号】PCT/SE2010/050096
【国際公開番号】WO2010/093311
【国際公開日】平成22年8月19日(2010.8.19)
【出願人】(304014693)ストゥラ エンソ アクチボラグ (11)
【Fターム(参考)】
【公表日】平成24年8月9日(2012.8.9)
【国際特許分類】
【出願日】平成22年1月29日(2010.1.29)
【国際出願番号】PCT/SE2010/050096
【国際公開番号】WO2010/093311
【国際公開日】平成22年8月19日(2010.8.19)
【出願人】(304014693)ストゥラ エンソ アクチボラグ (11)
【Fターム(参考)】
[ Back to top ]